odlewnictwo wspÓŁczesne polska i Świat 1/2011bc.iod.krakow.pl/content/43/01_2011.pdf ·...
TRANSCRIPT

ODLEWNICTWO WSPÓŁCZESNEPOLSKA I ŚWIAT
MODERN FOUNDRYPOLAND AND THE WORLD
Metody ograniczania emisji lotnych związków organicznych do środowiska
Odlewane pomniki Jana Pawła II w Krakowie
1/2011ISSN 1898-7257

Z okazji zbliżających się Świąt Wielkanocnych,
składamy najserdeczniejsze życzenia:
dużo zdrowia, radości, smacznego jajka, mokrego dyngusa,
mnóstwo wiosennego optymizmu
oraz samych sukcesów...
Redakcja czasopisma „Odlewnictwo Współczesne
- Polska i Świat”


STUDIES AND RESEARCH
Janusz Faber, Zbigniew Maniowski, Katarzyna Perszewska, Maria Żmudzińska, Zdzisław Żółkiewicz: Methods to reduce VOC emissions to the environment ..................................5
Agnieszka Kryczek: Metalcasting in Po-land.....................................................11
SCIENTIFIC AND TECHNICAL INFORMATION
A choice of information from the scientific and technical journals................................... 15
Express scientific and technical information from selected journals............................48
PATENT INFORMATION..................53
TRAINING – CONFERENCES – SEMINARS – MEETINGS
Maintenance and operation of crucible induction furnaces. Melting of cast iron and steel......55
IV International Scientific Conference - Inno-vations in The Die Casting Industry...........56
Solid Firm 2010 .....................................57 Central Council of Research Institutes .......57 Agreement on cooperation between FRI and Odlewnie Polskie SA................................58
FROM THE HISTORY OF FOUNDING
Krokosz Jacek, Pabiś Rafał, Matoga Beata: Cast statues of Pope John Paul II in Krakow.......59
PUBLICATIONS
Publications............................................67
Kwartalnik naukowo-technicznyRocznik 4, nr 1/2011
BADANIA I STUDIA
Janusz Faber, Zbigniew Maniowski, Katarzyna Perszewska, Maria Żmudzińska, Zdzisław Żółkiewicz: Metody ograniczania emi-sji lotnych związków organicznych do środowi-ska........................................................5
Agnieszka Kryczek: Odlewnictwo w Pol-sce.......................................................11
INFORMACJA NAUKOWO-TECHNICZ-NA
Wybór informacji z czasopism naukowo-tech-nicznych...............................................15
Ekspresowa informacja naukowo-techniczna wybranych czasopism.............................48
INFORMACJA PATENTOWA..............53
SZKOLENIA – KONFERENCJE – SEMI-NARIA – SPOTKANIA
Eksploatacja i obsługa pieców indukcyjnych ty-glowych. Topienie żeliwa i staliwa.............55
IV Międzynarodowa Konferencja Naukowa- Innowacje w Odlewnictwie Ciśnieniowym....56
Solidna Firma 2010.................................57
Rada Główna Instytutów Badawczych........57
Porozumienie o współpracy pomiędzy IOd a fir-mą Odlewnie Polskie SA ..........................58
Z HISTORII ODLEWNICTWA
Krokosz Jacek, Pabiś Rafał, Matoga Beata: Odlewane pomniki Jana Pawła II w Krako-wie.......................................................59 PUBLIKACJE
Wydawnictwa.........................................67

Wydawca/Publisher:
INSTYTUT ODLEWNICTWA
w Krakowie
REDAKTOR NACZELNY/ EDITOR IN CHIEF:
Andrzej BALIŃSKI
ZESPÓŁ REDAKCYJNY/TEAM:
Jerzy J. SOBCZAK, Jerzy TYBULCZUK, Joanna MADEJ, Marta KONIECZNA, Anna SAMEK-BUGNO, Patrycja RUMIŃSKA
RADA PROGRAMOWA/PROGRAM BOARD:
Zbigniew RONDUDA (Przewodniczący), Mariusz HOLTZER (Z-ca Przewodniczącego), Tadeusz BOGACZ, Józef DAŃKO, Zbigniew GÓRNY, Adam TABOR,
Andrzej JOPKIEWICZ, Janusz MIKLASZEWSKI, Mariusz URBANOWICZ
ADRES REDAKCJI/EDITORIAL OFFICE:
„Odlewnictwo Współczesne – Polska i Świat” 30-418 Kraków, ul. Zakopiańska 73
tel. (012) 26-18-381, fax (012) 26-60-870 http://www.iod.krakow.pl
e-mail: [email protected]
WSZELKIE PRAWA ZASTRZEŻONE
ALL RIGHTS RESERVED
Żadna część czasopisma nie może być powielana czy rozpowszechniana bez pisemnej zgody posiadacza praw autorskich.
No part of the magazine may be reproduced or distributed without the written permission of the copyright holder.
Printed in Poland
ISSN 1898-7257

Badania i studia
5
Metody ograniczania emisji lotnych związków organicznych do środowiska
Methods to reduce VOC emissions to the environment
Janusz Faber, Zbigniew Maniowski, Katarzyna Perszewska, Maria Żmudzińska, Zdzisław ŻółkiewiczInstytut Odlewnictwa, ul. Zakopiańska 73, 30-418 Kraków
Streszczenie
W ostatnich latach znacznie wzrosła świa-domość ekologiczna społeczeństwa. Przyczynili się do tego naukowcy i członkowie organizacji ekologicznych, zwracając uwagę opinii publicz-nej żądaniem ograniczenia emisji zanieczysz-czeń towarzyszącej produkcji przemysłowej. W artykule przedstawiono źródła emisji lotnych związków organicznych do środowiska. Omó-wiono metody ograniczania emisji tych zanie-czyszczeń do powietrza atmosferycznego.
Abstract
In recent years, public awareness of the ecological problems has significantly increa-sed. Scientists and members of environmental organisations have greatly contributed to this situation calling attention of the public opinion with the demand to reduce the level of emis-sions accompanying the industrial production. This article presents the sources of VOC emis-sions to the environment. Methods to reduce such emissions to the atmospheric air have also been discussed.
Wprowadzenie
Zanieczyszczenia atmosfery są po-ważnym problemem zagrażającym czy-stości środowiska, w których dużą rolę odgrywają lotne związki organiczne – LZO (ang. volatile organic compounds – VOCs). Obowiązująca w Polsce definicja LZO zo-stała podana między innymi w rozpo-rządzeniu Ministra Środowiska z dnia 13 czerwca 2003 r. [1]. Przez „LZO” rozu-
mie się każdy związek organiczny mający w temperaturze 293,15 K prężność par nie mniejszą niż 0,01 kPa, bądź posiadający analogiczną lotność w szczególnych wa-runkach użytkowania.
Do najważniejszych lotnych związków organicznych zalicza się przede wszyst-kim: węglowodory alifatyczne i aroma-tyczne, alkohole, glikole, etery, aldehydy i węglowodory chlorowane.
Źródła powstawania LZO można po-dzielić na:
naturalne (wulkany, gejzery, pożary la-• sów, gaz ziemny, procesy wegetacyjne niektórych organizmów),antropogeniczne – powstałe na skutek • działalności człowieka (przeróbka ropy naftowej, przemysł chemii organicznej, procesy wydobywania i spalania paliw, hutnictwo, rolnictwo, przemysł spo-żywczy, transport drogowy, powietrzny i morski, utylizacja odpadów stałych).
Odlewnictwo, z uwagi na dużą chemi-zację technologii formy i rdzenia jest rów-nież źródłem emisji LZO, chociaż w mniej-szym stopniu.
Ograniczanie emisji LZO
Usuwania lotnych związków organicz-nych z gazów odlotowych można dokonać wykorzystując następujące procesy [2]:

Odlewnictwo Współczesne
6
Rys. 1. Przykład rozwiązania konstrukcyjne-go instalacji do spalania termicznego: 1 – wlot gazów oczyszczanych, 2 – wylot gazów oczyszczonych, 3 – wymiennik ciepła płasz-czowo-rurowy, 4 – palniki, 5 – komora spa-
lania [2]
Fig. 1. Example of design solution of instal-lation for thermal combustion: 1 – waste gas inlet, 2 – clean gas outlet, 3 – jacketed pipe heat exchanger, 4 – burners, 5 – combustion
chamber [2]
Spalanie katalityczne
Szybkość reakcji chemicznej można zwiększyć, prowadząc reakcję w obecno-ści pewnych substancji zwanych kataliza-torami.
Kataliza polega na obniżeniu energii aktywacji reakcji, przez co rośnie znacz-
spalanie: w płomieniu (temp. ~1500 • K), termiczne (temp. 900–1400 K), katalityczne (500–900 K),biodegradację,• adsorpcję,• absorpcję,• kondensację (skraplanie par).•
Spalanie w płomieniu – przy niskich stężeniach emitowanych zanieczyszczeń metoda ta jest rzadko stosowana.
Spalanie termiczne stosuje się, gdy:stężenie zanieczyszczeń organicznych • jest zbyt małe, aby podtrzymywać płomień oraznie można wykorzystać metod kata-• litycznych (mieszanina gazów zawie-ra składniki, które mogą powodować szybką dezaktywację katalizatora).Przykład rozwiązania konstrukcyjne-
go instalacji do spalania termicznego po-kazano na rysunku 1.
nie wartość stałej szybkości reakcji. Na-stępuje to na skutek zmiany mechanizmu reakcji po utworzeniu struktur przejścio-wych typu katalizator-cząsteczka, łatwiej reagujących niż cząsteczka pierwotna.
Katalizatory sprawiają, że reakcja przebiega z zadowalającą szybkością w znacznie niższej temperaturze.
W ochronie powietrza mamy do czy-nienia z katalizą heterogeniczną w ukła-dzie gaz-ciało stałe. W tego typu reak-cjach, odbywających się na kontaktach porowatych, można wyróżnić następujące etapy:
dyfuzję reagentów ze strumienia • gazów do powierzchni katalizatora,adsorpcję reagentów na powierzchni • katalizatora,reakcję utleniania na powierzchni ka-• talizatora,desorpcję produktów z powierzchni • katalizatora,dyfuzję produktów do strumienia • gazów.Układy katalityczne są złożone. Wy-
stępują w formie:katalizatora osadzonego na metalach • w kształcie wstęg (pakiety),katalizatora osadzonego na ceramicz-• nym nośniku,metali pokrytych cienką warstwą cera-• miczną z naniesionym katalizatorem.Najlepszymi katalizatorami są:metale szlachetne z VIII grupy układu • okresowego (Pt, Rh, Pd),tlenki niektórych metali (V, Ti, Al, Co, • Cr, Cu, Mn, Zn, Bi, Fe, Ni). Katalizatory mogą w pewnych warun-
kach tracić lub znacznie zmniejszać swoją aktywność. Do najważniejszych przyczyn można zaliczyć:
koksowanie zanieczyszczeń organicz-• nych (depozyty węglowe),sublimacja katalizatora,• spiekanie powierzchni aktywnych,• zatruwanie katalizatora (związki siar-• ki, metale ciężkie),blokowanie powierzchni przez depozy-• ty pyłów.Na rysunkach 2 i 3 przedstawiono
ideowy schemat oraz przykład rozwiąza-nia konstrukcyjnego instalacji do spalania katalicznego.

Odlewnictwo Współczesne
7
Rys. 2. Ideowy schemat instalacji spalania ka-talitycznego: 1 – podgrzewacz, 2 – reaktor, 3 – wymiennik ciepła, 4 – wlot gazów oczysz-czanych, 5 – dopływ paliwa, 6 – dopływ dodat-kowego powietrza, 7 – wylot gazów oczysz-
czonych [2]
Fig. 2. Pictorial diagram of installation for ca-talytic combustion: 1 – preheater, 2 – reac-tor, 3 − heat exchanger, 4 – waste gas in-let, 5 – fuel supply, 6 – additional air supply,
7 – clean gas outlet [2]
Rys. 3. Przykład rozwiązania konstrukcyjne-go instalacji do spalania katalitycznego: 1 – wlot gazów oczyszczanych, 2 – wylot gazów oczyszczonych, 3 – wymiennik ciepła płaszczo-wo-rurowy, 4 – palnik lub grzałka elektryczna,
5 – warstwa katalizatora [2]
Fig. 3. Example of design solution of installa-tion for catalytic combustion: 1 – waste gas inlet, 2 – clean gas outlet, 3 – jacketed pipe heat exchanger, 4 – burner or electric heating
element, 5 – catalyst layer [2]
Metody biologiczne
W przyrodzie istnieje wielka różno-rodność mikroorganizmów, mających zdolność przyswajania materii organicz-nej. Efektem tego jest m.in. oczyszczanie i odnawianie środowiska. Niektóre szcze-py bakterii potrafią przystosować się do rozkładu substancji organicznych niespo-tykanych w naturalnym środowisku. Bio-logiczne oczyszczanie gazów odlotowych opiera się na dwóch głównych procesach, którymi są:
absorpcja zanieczyszczeń w wodzie,• biologiczny rozkład pochłoniętych za-• nieczyszczeń.Efekt wspólnego oddziaływania po-
wyższych procesów jest taki, że:wskutek absorpcji gazy zostają oczysz-• czone,wskutek biologicznego rozkładu za-• nieczyszczeń zachodzi regeneracja sorbentu.Warunki i ograniczenia prowadzenia
procesu biologicznego oczyszczania ga-zów:
usuwane z gazów odlotowych zanie-• czyszczenia muszą być podatne na rozkład biologiczny,zanieczyszczenia muszą być rozpusz-• czalne, choćby tylko słabo, w wodzie stanowiącej środowisko życia mikro-organizmów,temperatura oczyszczanych gazów • musi się mieścić w zakresie aktyw-ności biologicznej mikroorganizmów (0−55°C, optymalnie 37−40°C),oczyszczane gazy nie mogą zawierać • substancji trujących dla mikroorgani-zmów, np. związków metali ciężkich czy opa-• rów kwasów.W praktyce gazy są oczyszczane bio-
logicznie przede wszystkim w takich in-stalacjach, jak:
biofiltry (filtry biologiczne),• biopłuczki (płuczki biologiczne),• bioreaktory trójfazowe.•

Odlewnictwo Współczesne
8
Biofiltry
Głównym elementem filtru biologicz-nego jest warstwa materiału filtracyjnego (porowatego wypełnienia), który zasied-lony jest przez heterotroficzne mikroor-ganizmy tlenowe. Materiałem filtracyjnym jest materiał biologiczny, np. torf, kom-post, żyzna warstwa gleby i inne materia-ły organiczne. Schemat biofiltru pokazano na rysunku 4.
Dobry materiał filtracyjny powinien mieć:
dużą porowatość,• dużą powierzchnię właściwą,• małe opory przepływu gazu,• dużą zdolność zatrzymywania wody,• słaby zapach własny,• małe koszty pozyskania,• dostępność,• dużą gęstość zasiedlenia mikroorgani-• zmami,dużą trwałość,• niewielkie wymogi pielęgnacyjne.•
Rys. 4. Schemat biofiltru: 1 – wentylator, 2 – urządzenie do kondycjonowania gazów,
3 – złoże filtracyjne [2]
Fig. 4. Schematic diagram of biofilter: 1 – fan, 2 – gas conditioning device, 3 – filtrating
bed [2]
Wadą biofiltrów jest występująca z czasem niehomogeniczność złoża, zbija-nie się materiału filtracyjnego.
Biopłuczki
Specyfiką płuczek biologicznych jest to, że medium roboczym jest wodna za-wiesina mikroorganizmów. Zanieczyszcze-nia organiczne rozpuszczają się w wodzie, a następnie rozkładane są przez bakte-rie tlenowe, podobnie jak to ma miejsce w biologicznych oczyszczalniach ścieków (rys. 5).
Bioreaktory trójfazowe
W bioreaktorach trójfazowych mikro-organizmy osadzane są na wypełnieniu (kulki szklane lub inne materiały synte-tyczne) [3]. Faza ciekła spływa w dół po wypełnieniu, zwilżając warstwę biologicz-ną. Zanieczyszczony gaz płynie współ- lub przeciwprądowo względem cieczy. Zanie-czyszczenia absorbowane w cieczy ulega-ją biodegradacji w warstwie biologicznej. Absorpcja i degradacja zanieczyszczeń przebiega w jednym aparacie.
Zaletą stosowania biologicznego usu-wania zanieczyszczeń organicznych są niskie koszty inwestycyjne i operacyjne procesu (funkcjonowanie w temperatu-rze otoczenia i ciśnieniu atmosferycznym a tym samym niższe zużycie energii) oraz nieobecność wtórnych zanieczyszczeń (produktów ubocznych). Dodatkowym atutem metod biologicznych jest możli-wość ich stosowania z bardzo dużą wydaj-nością (ok. 95%) przy niskich stężeniach zanieczyszczeń. Biorąc pod uwagę wyżej wymienione korzyści, należy stwierdzić, że biotechnologiczne procesy są skutecz-nymi, tanimi i ekologicznie przyjaznymi sposobami ochrony środowiska.
Spośród metod biologicznego oczysz-czania gazów odlotowych z zanieczysz-czeń organicznych najczęściej stosowane są biofiltry ze względu na to, że są prost-sze konstrukcyjnie i tańsze w eksploatacji niż biopłuczki.

Odlewnictwo Współczesne
9
Rys. 5. Schemat płuczki biologicznej: 1 – absor-ber, 2 – komora osadu czynnego, 3 – pompa, 4 – wlot gazów oczyszczanych, 5 – wylot ga-zów oczyszczonych, 6 – napowietrzanie osadu, 7 – uzupełnienie wody, 8 – doprowadzenie po-żywek mineralnych, 9 – odprowadzenie nad-
miaru osadu czynnego [2]
Fig. 5. Schematic diagram of biological scrub-ber: 1 – absorber, 2 – active deposit chamber, 3 – pump, 4 – waste gas inlet, 5 – clean gas outlet, 6 – deposit aeration, 7 – water make-up, 8 – supply of mineral nutrients, 9 – outlet
for excess active deposit [2]
Metoda absorpcyjna polega na po-chłanianiu zanieczyszczeń gazowych przez ciecz (absorbent)[4]. Gazowy składnik re-aguje z cieczą, tworząc nielotne produk-ty. Stosowana jest wówczas, gdy stęże-nie zanieczyszczeń wynosi kilka procent, a w przypadku gazów rozcieńczonych, gdy są one łatwo rozpuszczalne w absor-bencie.
Absorbentami są: woda, roztwo-ry soli, kwasów, zasad. Proces absorpcji w roztworach jest połączony zwykle z re-akcją chemiczną, wskutek czego zmniej-sza się stężenie równowagowe ustalonego składnika nad cieczą.
Absorpcję prowadzi się w skrube-rach zwanych absorberami jedno- lub wielostopniowymi (absorbery półkowe). W absorberze jednostopniowym zachodzi ciągły proces absorpcji w wyniku bezpo-średniego kontaktu strumieni gazu i cie-czy, które następnie są rozdzielane. W za-leżności od czasu ich kontaktu i dynamiki procesów między fazami układ absorpcyj-ny zbliżyć się może do stanu równowa-gi. W przypadku absorpcji gazów o małej rozpuszczalności, konieczna jest większa niż jeden liczba stopni kontaktu w celu zbliżenia się do stanu równowagi w ukła-dzie gaz-ciecz.
Metoda adsorpcyjna wykorzystuje zjawisko zatrzymywania zanieczyszczeń organicznych na powierzchni ciała stałe-go (adsorbenta). Jako adsorbent najczęś-ciej stosuje się węgiel aktywny, a ostatnio polimery. Proces adsorpcji jest egzoter-miczny. Proces odwrotny, usuwanie czą-stek zaadsorbowanych z powierzchni do przestrzeni otaczającego płynu, zwany desorpcją wymaga więc doprowadzenia ciepła. Efektywnej adsorpcji sprzyja duża powierzchnia właściwa adsorbentu i niska temperatura. Adsorpcja jest selektywna i największą zdolność do adsorpcji wyka-zują cząsteczki gazów o dużej masie i ni-skiej temperaturze wrzenia. Ulegając ad-sorpcji, wypierają przy tym inne cząstki o mniejszej energii wiązania. Niektó-re procesy adsorpcji są nieodwracalne, np. chemisorpcja. Podczas adsorpcyjne-go oczyszczania gazów zanieczyszczenia o małym stężeniu, 20–30 ppm, są zatę-żane, co w dalszym etapie umożliwia ich spalanie lub ekonomiczne wykorzysta-nie. Proces adsorpcji składnika gazowego w pierwszym etapie jest związany z jego wędrówką do powierzchni zewnętrznej ad-sorbentu. Etap ten jest określony szybko-ścią dyfuzji cząstek gazu w fazie gazowej. Dalszym etapem jest dyfuzja w porach do powierzchni wewnętrznej i adsorpcja na jej powierzchni. Dyfuzja wewnętrz-na może być bardzo wolna i decydować o szybkości całego procesu. Gdy cząstecz-ki gazu są adsorbowane na powierzchni stosunkowo małymi siłami (siły van der

Odlewnictwo Współczesne
10
Uwagi końcowe
Analiza problemów związanych z emi-sją LZO powinna być dokonywana na eta-pie projektowania procesów technologicz-nych (w przypadku odlewnictwa na etapie doboru technologii). Wówczas powinny zapadać decyzje o wyborze takich metod wytwarzania, które przyczyniają się do likwidacji zanieczyszczeń lub ich ograni-czania do minimum. Zaostrzające się sta-le przepisy dotyczące ochrony środowiska wymuszają modernizację istniejących in-stalacji w kierunku minimalizacji emi-sji zanieczyszczeń. Jeżeli w wyniku tych działań nie zostaną osiągnięte wymagane efekty, zachodzi konieczność skuteczne-go oczyszczania gazów odlotowych.
Literatura
Rozporządzeniu Ministra Środowiska 1. z dnia 13 czerwca 2003 r. w sprawie wymagań w zakresie prowadzenia pomiarów wielkości emisji – Dz.U. nr 110, poz. 1057.Warmiński K.: Oczyszczanie gazów 2. odlotowych z zanieczyszczeń orga-nicznych, UMW w Olsztynie, Ochrona środowiska, 2007.Kasperczyk D., Bartelmus G.: Ochro-3. na powietrza – Biodegradacja lotnych związków organicznych w reaktorze trójfazowym, http://www.pitro.pl.Cęckiewicz S., Szczepanik A.: Oczysz-4. czanie gazów odlotowych, spalinowych i powietrza, Ośrodek Badawczo-Roz-wojowy Budowy Urządzeń Chemicz-nych CBA, Kraków, 2006.
Waalsa), to proces nazywa się adsorpcją fizyczną. Gdy te siły są zbliżone do wią-zania chemicznego, mamy do czynienia z adsorpcją chemiczną (chemisorpcją).
Adsorpcja fizyczna gazu zachodzi z dużą szybkością, w temperaturze o małej wartości, w dowolnym miejscu powierzch-ni adsorbentu. Dla przebiegu chemisorpcji w tych warunkach niezbędne jest dopro-wadzenie tzw. energii aktywacji, koniecz-nej do wytworzenia odpowiedniego wią-zania (kompleksu) adsorbent-substancja adsorbowana. Krzywe adsorpcji, zwane izotermami adsorpcji, w procesie chemi-sorpcji wskazują na jednocząsteczkowość warstwy zaadsorbowanych cząstek, nato-miast podczas adsorpcji fizycznej warstwy te mogą być wielocząsteczkowe.
Metoda adsorpcji jest cenna wtedy, gdy podczas regeneracji sorbentu nastę-puje odzysk zgromadzonych LZO.
Metoda kondensacji polega na zmia-nie fazy z gazowej na ciekłą w wyniku zmia- ny wartości temperatury i ciśnienia. Najczę- ściej stosowanym procesem jest ochła-dzanie, w którym strumień zanieczyszczo- nych gazów wchodzi bezpośrednio w konta- kt z czynnikiem chłodzącym (wodą) lub w pośredni kontakt z ochłodzoną po-wierzchnią.
W celu przeprowadzenia kondensacji zanieczyszczeń gazowych stosowane są dwie zasadnicze metody chłodzenia: bez-przeponowa (w skruberach natryskowych lub półkowych) i przeponowa (w wężow-nicach).
Metoda kondensacji jest zazwyczaj stosowana, gdy stężenie LZO przekracza 3000 ppm. Główną zaletą tej metody jest odzysk LZO z gazów odlotowych.

Odlewnictwo Współczesne
11
Instytut Odlewnictwa, ul. Zakopiańska 73, 30-418 Kraków
Odlewnictwo w Polsce
Metalcasting in Poland
Agnieszka Kryczek
Całkowita wielkość produkcji odle-wów w roku 2009 i zmiany w ostat-nim dziesięcioleciu
Produkcja odlewów ze stopów żelaza i metali nieżelaznych w 2009 roku wy-liczona na podstawie danych rzeczywi-stych z odlewni, które przekazały spra-wozdania za rok 2009 oraz oszacowana drogą aproksymacji według lat poprzed-nich dla odlewni, które nie złożyły spra-
Tabela 1. Produkcja odlewów w podziale na tworzywa w Polsce w roku 2008 i 2009
Table 1. Production volume of castings in Poland in years 2008 and 2009 with breakdown into cast material grades
Tworzywo odlewuProdukcja w tonach Zmiana %
2009/20082008 2009
Odlewy z żeliwa szarego i stopowego 490 000 387 000 -21,0
Odlewy z żeliwa sferoidalnego 148 400 118 000 -20,5
Odlewy z żeliwa ciągliwego 12 400 14 400 16,1
Odlewy staliwne 68 200 58 600 -14,1
Razem odlewy ze stopów żelaza 719 000 578 000 -19,6
Odlewy ze stopów miedzi*/ 8 000 6 900 -13,8
Odlewy ze stopów aluminium 217 000 206 500 -4,8
Odlewy ze stopów cynku 13 000 12 000 -7,7
Odlewy z innych stopów metali nieżelaznych (w tym stopy Mg) */ 4 000 3 600 -10,0
Razem odlewy ze stopów metali nieżelaznych 242 000 229 000 -5,4
Razem odlewy ze stopów żelaza i metali nieżelaznych 961 000 807 000 -16,0
wozdań, wyniosła 807 000 ton i była niższa o 16% w stosunku do produkcji w 2008 roku. Dane dotyczące wielkości produkcji odlewów w podziale na tworzy-wa w roku 2009 i dla porównania w roku 2008 zestawiono w tabeli 1.
*/ Dane szacunkowe z uwagi na brak danych z wielu małych odlewni produkujących odlewy ze stopów metali nieżelaznych

Odlewnictwo Współczesne
12
Do 2008 roku produkcja odlewów ogółem ze stopów żelaza i metali nieżela-znych wykazywała tendencje wzrostowe. W 2009 miał miejsce dość znaczący spa-dek produkcji odlewów w stosunku do pię-ciu poprzednich lat. Jednakże produkcja nie osiągnęła najniższej wartości i nadal była wyższa o 6,6% od produkcji w 2000 roku. Dane dotyczące wielkości produkcji odlewów w latach 2000–2009 przedsta-wiono na rysunku 1.
Pro
dukc
ja w
tys
. to
n
*/ Bez firm zagranicznych produkujących w Polsce felgi aluminio- we
Rys. 1. Zmiany wielkości produkcji odlewów w Polsce w latach 2000–2009
Fig. 1. Changes in the volume of castings produced in Poland in the period of
2000–2009
Udział tworzyw w całkowitej produkcji odlewów w 2009 roku przedstawiono na rysunku 2.
Struktura produkcji odlewów w po-dziale na tworzywa
2009
20080
10
20
30
40
50
60
odlewy z żeliwa szarego i
stopowegoodlewy z żeliwa sferoidalnego odlewy z żeliwa
ciągliwego odlewy staliwne odlewy ze stopów
metali nieżelaznych
47,9
14,6
1,8 7,3
28,4
51,0
15,4
1,3 7,1
25,2
udział w całkowitej produkcji
Rys. 2. Udział tworzyw w produkcji odlewów w Polsce w roku 2009 i dla porównania w roku 2008
Fig. 2. The share of different cast materials in overall casting production in Poland in 2009 and for comparison in 2008
Odlewy z żeliwa szarego i stopo-wego mają największy udział w całkowi-tej produkcji odlewów (mimo tendencji spadkowych występujących w ostatnich dziesięciu latach). W 2009 roku wyniósł on 47,9%.
Odlewy z żeliwa sferoidalnego to 14,6% całkowitej produkcji odlewów. W ostatnich latach obserwuje się syste-matyczny wzrost wartości tego wskaźnika, jedynie w 2009 roku miał miejsce spadek w porównaniu z rokiem poprzednim.
Odlewy z żeliwa ciągliwego mają najmniejszy udział, tj. 1,8% całkowitej produkcji odlewów. Od kilku lat, pomimo niewielkiego wzrostu wartości wskaźnika w 2009 roku, notuje się tendencje spad-kowe udziału produkcji odlewów z żeliwa ciągliwego w całkowitej produkcji.
Udział odlewów staliwnych w 2009 roku wyniósł 7,3% całkowitej produkcji odlewów. Od dwóch lat notuje się niewiel-ki wzrost wartości tego wskaźnika.
Odlewy ze stopów metali nieże-laznych w roku 2009 stanowiły 28,4% całkowitej produkcji odlewów. W ostat-nich dziesięciu latach notuje się tendencje wzrostowe.
*/ */

Odlewnictwo Współczesne
13
Całkowity eksport polskich odlewów w roku 2009 i zmiany wielkości eks-portu w ostatnim dziesięcioleciu
Według danych za 2009 rok eks-port odlewów ze stopów żelaza i meta-li nieżelaznych (tonażowo) był niższy niż w roku 2008 i wyniósł 415 tys. ton, w tym 235 tys. ton odlewów ze stopów żelaza i 180 tys. ton odlewów ze stopów metali nieżelaznych.
Dane dotyczące całkowitej wielkości produkcji i eksportu odlewów ze wszyst-kich tworzyw w ostatnim dziesięcioleciu zestawiono w tabeli 2, a tendencje zmian produkcji i eksportu przedstawiono na ry-sunkach 3 i 4.
Tabela 2. Całkowita wielkość produkcji i eks-portu odlewów ze stopów żelaza i metali
nieżelaznych w latach 2000–2009
Table 2. Overall production volume and ex-ports of castings from ferrous and non-ferrous
metal alloys in the period of 2000–2009
Udział eksportu w całkowitej produk-cji odlewów w roku 2009 był niższy niż w 2008 roku i wyniósł 51,4%. Analiza udziału eksportu odlewów z poszczegól-nych tworzyw wykazała, że udział ten wy-niósł 40,7% całkowitej produkcji odlewów ze stopów żelaza i 78,6% całkowitej pro-dukcji odlewów ze stopów metali nieżela-znych.
W ostatnim dziesięcioleciu wiel-kość eksportu odlewów, pomimo spadku w 2009 roku, wykazuje tendencje wzro-stowe (od 282 tys. ton w roku 2000 do 415 tys. ton w roku 2009).
RokProdukcja odlewów w tonach
Eksport odlewów w tonach
Udział eksportu
w całkowitej produkcji
%2000*/ 753 600 282 000 37,4
2001*/ 745 200 306 000 41,1
2002 715 000 326 000 45,6
2003 729 400 343 300 47,12004 811 200 374 000 46,12005 827 400 402 000 48,62006 876 800 424 600 48,42007 979 000 495 000 50,62008 961 000 550 000 57,22009 807 000 415 000 51,4
*/ Bez firm zagranicznych produkujących w Polsce felgi aluminiowe
754 745715
729
811 827877
979 961
807
282306
326 343374
402425
495550
415
0
200
400
600
800
1 000
2000*/ 2001*/ 2002 2003 2004 2005**/2006**/ 2007 2008 2009
produkcja ogółem eksport
*/bez firm zagranicznych produkujących w Polsce felgi aluminiowe
Rys. 3. Zmiany wielkości produkcji i eksportu odlewów w Polsce w latach 2000−2009
Fig. 3. Changes in production volume and exports of castings in Poland in the period of
2000−2009
Rys. 4. Zmiany wielkości udziału ekspo- rtu odlewów w Polsce w produkcji całkowitej
w latach 2000–2009
Pro
dukc
ja w
%*/ */
Fig. 4. Changes of casting exports share in overall production volume of castings in Po-
land in the period of 2000−2009
Pro
dukc
ja w
tys
. to
n

Odlewnictwo Współczesne
14
Notowany od kilku lat wzrost wiel-kości eksportu charakteryzuje się także poszerzeniem asortymentu odlewów pro-dukowanych na eksport: od prostych od-lewów dla budownictwa (głównie kanali-zacyjnych) do skomplikowanych odlewów motoryzacyjnych.
Zwiększone zapotrzebowanie na odle-wy dla przemysłu samochodowego świad-czyć może o akceptacji ze strony zachod-nich odbiorców zarówno jakości, jak i cen naszych odlewów.
Największym zagranicznym rynkiem zbytu dla polskich odlewów są kraje Unii Europejskiej. Ogółem szacuje się, że eks-port odlewów z Polski do krajów Unii Eu-ropejskiej wynosi ok. 90% całego ekspor-tu.

WYBÓR INFORMACJI Z CZASOPISM NAUKOWO-TECHNICZNYCH
01. ZAGADNIENIA OGÓLNE
Informacja naukowo-techniczna
Jak zapewnić konkurencyjność pro-dukcji odlewów metali kolorowych i wybrać metodę odpowiednią do współczesnych warunków?
Kak sdelat' proizvodstvo otlivok iz cvet-nykh splavov konkurentosposobnym v sovremennykh uslovijakh?
How to Make the Nonferrous Alloy Cast-ing Production Competitive under Current Conditions?
Autor: Jurkov I.I. i in.
Lit. Proiz. 2009 nr 5, s. 27-29.
Przedstawiono zalecenia dotyczące modernizacji procesów produkcji odlewów ze stopów metali nieżelaznych, pozwalają-ce obniżyć straty produkcji i ilość braków, podwyższyć jakość procesów i konkuren-cyjność wyrobów. Dotyczy to zwłaszcza odlewów ciśnieniowych i kokilowych ze sto-pów aluminium i cynku. Przyczyną opra-cowania takich zaleceń są wysokie ceny aluminium w Rosji, a producenci stopów aluminium domagają się przedpłat na za-mawiane dostawy. Zalecenia dotyczą zmia-ny pieców i elementów nagrzewających, stosowania wysokojakościowych materia-łów na tygle, topniki, pokrycia na kokile, a także modernizacji maszyn ciśnienio-wych. Oprzyrządowanie w odlewniach jest często zużyte, wykwalifikowani odlewnicy są na „wagę złota”, powstają duże stra-ty energii. A przy tym przewiduje się, że w 2011 roku ceny energii elektrycznej i gazu wzrosną dwukrotnie. Autorzy arty-kułu to specjaliści z międzynarodowego centrum technologicznego POLITEGMET.
Zalecenia, które wytypowali jako najważ-niejsze, podzielili na trzy grupy ze względu na terminy realizacji w zakładzie.
Cztery odlewnie prezentują automa-tyzację w modelarni wykonujacej mo-dele woskowe.
Four foundries illustrate the power of pro-cess control and automation in the wax room.
Autor: Phipps B.
Incast 2009, Vol. 22, nr 3, s. 12-15.
Przedstawiono doświadczenia 4 ame-rykańskich odlewni wytwarzających od-lewy precyzyjne, które mając na uwadze obniżenie kosztów produkcji i poprawę jakości wyrobów zastosowały automa-tyzację, regulację sterowania i kontrolę procesu wykonywania modeli woskowych i form ceramicznych. Firma Wisconsin Precision Casting Corporation wprowa-dziła m.in kontrolę temperatury i ilości wosku dwa razy na zmianę, cotygodnio-we pomiary dokładności wymiarowej mo-deli i odlewów oraz klasyfikację złomu. Opracowała nowe procedury i zarządze-nia, np. takie, że wszelkie zmiany para-metrów produkcji mogą być dokonywane wyłącznie pod nadzorem kierownictwa. W celu monitorowania prawidłowości pro-cesu wtryskiwania wosku zainstalowano urządzenie MPI`S 20-20 monitorujące graficznie ten proces. Firma Dolphin Preci-sion Investment Castings produkująca wy-posażenie do gry w golfa opisała wprowa-dzone udoskonalenia, które pozwoliły na
15

Odlewnictwo Współczesne
16
zmniejszenie nakładów robocizny o 78% i wzrost wydajności o 350%. Firma Pine Tree Castings omówiła proces produkcji po zastosowanych zmianach. Firma Invest Cast Inc. uzyskała poprawę wydajności procesu poprzez zmniejszenie odległości pomiędzy modelami, a wlewem głównym i zastosowanie urządzeń monitorujących MPI`S. Firma stworzyła program „przyja-zna odlewnia” który, dzięki wprowadzonej automatyzacji (wykonywanie modeli) po-prawił znacznie wydajność.
Planowanie działań odlewni.
Auslegung von Giessereiaktivitaeten.
Planning of the foundry activities
Giesserei-Prax. 2008, nr 11, s. 385-388.
W artykule przedstawiono analizę pracy odlewni w aspekcie ekonomicznym i występowania kosztów, podejmowania decyzji organizacyjnych i technologicz-nych w celu ich ograniczenia (optymaliza-cji). Produkty dzisiejszych odlewni cechuje wysoki stopień przetworzenia. Dużą liczbę czynności poza właściwym, zasadniczym procesem wykonania odlewu (takimi jak: topienie metalu, odlewanie, przygotowa-nie mas formierskich) odlewnie wykonu-ją we własnym zakresie. Dotyczy to tak-że wykonywania czynności o charakterze drugorzędnym, jak zarządzanie parkiem maszynowym, sprzątanie pomieszczeń odlewni. Ostatnio w odlewniach zmierza się do możliwie jak najbardziej znaczą-cego ograniczenia działań „ubocznych” a także tych, które decydują o jakości usług odlewni. Do usług, które są podz-lecane można zaliczyć wspomniane już zarządzanie parkiem maszynowym, logi-stykę, prace ekonomiczne, prace związa-ne z utrzymaniem ruchu, gotowości eks-ploatacyjnej urządzeń. W tym celu własne służby odlewni przeprowadzają analizy ofert i usług. Oferty usług można łatwo przyporządkować uwzględniając czynniki jakościowo-ilościowe, nie ponosząc przy tym nadmiernych kosztów, które są ła-twe do skontrolowania. Trudniej jest zle-cić usługi księgowe czy utrzymania ruchu (trudno jest wycenić tego typu świadcze-
nia). Konieczne jest porównanie kosztów usług wykonanych we własnym zakresie i kosztów tych samych usług zleconych na zewnątrz. W artykule podjęto próbę omó-wienia istotnych punktów decydujących o poprawnym podjęciu decyzji w obszarze zlecania usług lub podejmowania się wy-konania czynności we własnym zakresie.
Techniki szybkiego prototypowania.
Rapid prototyping techniques.
Autor: Miecielica M.
Prz. Mech. 2010, R. 69, nr 2, s. 39-45.
Przedstawiono możliwości jakie daje zastosowanie technik szybkiego prototy-powania. Omówiono podstawy procesu RP (Rapid Prototyping) oraz podano ob-szary zastosowania tych metod, a tak-że ich główne zalety i wady. Zestawiono najczęściej stosowane techniki RP (Rapid Prototyping), krótko je scharakteryzowa-no. Zaprezentowano 6 technologii wraz z firmami wiodącymi na rynku, ogólne cechy jakościowe, typowe zastosowania i stosowane materiały wyjściowe.
Mechaniczne problemy elektrowni wiatrowych.Wind power plant, mechanical problems.
Autor: Gutkowski W.
Prz. Mech. 2010, R. 69, nr 2, s. 20-26.
Celem artykułu jest zwrócenie uwa-gi na konieczność prowadzenia badań w obszarze mechaniki teoretycznej i stoso-wanej na potrzeby elektrowni wiatrowych w Polsce. Omówiono warunki pracy turbin wiatrowych, elementy ich mechaniki oraz techniki sterowania mocą turbiny. Zapre-zentowane zostały turbiny o poziomych i pionowych osiach obrotu, a także roz-wiązania konstrukcyjne wież podtrzymu-jących turbiny wiatrowe. Przedstawione w artykule problemy badawcze i tech-niczne związane z pracą elektrowni wia-trowych mogą stanowić podstawę do ini-cjatywy stworzenia polskich programów badawczych związanych ta dziedziną.

Odlewnictwo Współczesne
17
02. ZASTOSOWANIE SYMULA-CJI KOMPUTEROWEJ W ODLEW-
NICTWIE
Prognozowanie właściwościości odle-wów i wybór technologii ich produk-cji.
Prognozirovanie svojstv otlivok i vybor tekhnologij ikh proizvodstva.
Prediction of Casting Properties and Se-lection of Their Manufacturing Technolo-gies.
Autor: Bibikov A.M. i in.
Lit. Proiz. 2010, nr 1, s. 14-18.
Przedstawiono metodykę otrzymywa-nia odlewanych półwyrobów, pozwalającą na sterowanie składem i strukturą mate-riału tych półwyrobów, poprzez zmianę składu chemicznego, reżimów tempera-turowych, a także poprzez oddziaływanie na stop siłami mechanicznymi, magne-tycznymi i innymi w procesie jego kry-stalizacji. Badano wzajemną zależność otrzymywanej mikrostruktury i właściwo-ści mechanicznych odlewów. W metodzie tej zakłada się regulowanie otrzymywania drobnego ziarna przy krystalizacji stopu poprzez zewnętrzne oddziaływanie na ośrodki krystalizacji, ułatwiające otrzy-mywanie drobnego ziarna, to znaczy kie-rowanie procesem powstawania krysz-tałów. Proces krystalizacji w warunkach nierównowagi rozpatrywano jako proces synergetyczny. Przy tym metal znajdu-jący się w stanie ciekłym przyjmowano jako system otwarty, daleki od termody-namicznej równowagi, który wymienia się energią z zewnętrznym środowiskiem we-dług określonych schematów.
Wirtualny ciąg procesów powstawa-nia narzędzia do przeróbki plastycz-nej; symulacja odlewania poszerza wirtualny proces produkcji.
Virtuelle Produktenentstehungskette ei-nes Umformwerkzeuges; Giesssimulation erweitert den virtuellen Fertigungspro-zess.
Virtual sequence of processes of making tools for plastic forming; casting simula-tion extends the virtual production pro-cess.
Konstruieren+Giessen www.kug.bd-guss.de (Fachartikel), s. 6.
Badania pokazały, że zarówno inte-gracja symulacji odlewania z wirtualnym ciągiem operacji powstawania wyrobu, jak i opracowana na jego podstawie optyma-lizacja kształtu są skutecznym środkiem do wczesnej oceny jakości odlanego ele-mentu i ewentualnej jej poprawy. W ten sposób uzyskuje się informacje na temat naprężeń własnych, miejsc występowania jam skurczowych, a także prawdopodo-bieństwa ewentualnego ich wystąpienia. Informacje te są uwzględniane podczas badań nad wytrzymałością (trwałością) eksploatacyjną urządzenia i wraz z opty-malizacją kształtu pozwalają opracować optymalną konstrukcję urządzenia. Dla-tego też zastosowanie symulacji procesu odlewania powinno być standardem przy opracowywaniu konstrukcji urządzeń do przeróbki plastycznej. Do tego koniecz-na jest pełna integracja oprzyrządowa-nia (oprogramowania) symulacyjnego do wirtualnego ciągu powstawania wyrobu (narzędzia do przeróbki plastycznej). Nie-ustalone, niezsynchronizowane punkty krzyżowania się narzędzi oprogramowania symulacyjnego są przeszkodą dla płynnej integracji łańcucha wirtualnego proce-su wytwarzania (powstawania) wyrobu. Pewne nietypowe czynności można wyko-nać za pomocą innych, odrębnych rodza-jów oprogramowania. Przekazywanie wy-ników pracy jednego oprogramowania do
Odlewnictwo Współczesne
18
Model wielofazowej mikrosegregacji.
A multi-phase micro-segregation model.
Autor: Pustal B. i in.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 252-255.
Celem poznania przemiany eutek-tycznej żeliwa sferoidalnego opracowano wielofazowy model mikrosegregacji. Zało-żono mieszaną, dendrytyczno-globularną morfologię powstającą w czasie krystali-zacji. Podział rozpuszczalności jest obli-czony przy założeniu stanu równowagi na granicach fazowych. Stosowano dostęp-ne w handlu oprogramowanie CALHAD. Mikrosegregacja w zależności od czasu i ułamki fazowe są rozwiązane za pomo-cą modelu mikrosegregacji. Powstawanie frakcji ciekłej przy zmianie temperatury w czasie było porównane do symulacji Gul-liver-Scheila dla modelu z i bez dyfuzji na przekroju. Model mikrosegregacji był po-łączony z dostępnym w handlu pakietem symulacji. Umożliwiało to rozwiązywanie problemu wzajemnego oddziaływania po-między materiałem a skalą materiałową i procesową w czasie krystalizacji odlewów próbnych wykonanych ze stopu EN-GJSA-XNiCr20-2. Kinetyka wydzieleń fazowych, a specjalnie grafitu - jest szczególnie in-teresująca w czasie krystalizacji żeliwa sferoidalnego, dzięki działaniu zasilania. Podkreślono także inne aspekty krzepnię-cia żeliwa sferoidalnego.
Symulacja kierunkowego krzepnięcia odlewów z żarowytrzymałych stopów niklu.
Modelirovanie processa napravlennoj kri-stallizacii otlivok iz zharoprochnykh nike-levykh splavov.
Simulation of the Process of Directional Solidification of Heat-Resistant Nickel Al-loy Castings.
Autor: Mal'ceva Ju.Ju., Monastyrskij A.V.
Lit. Proiz. 2010, nr 1, s. 19-22.
kolejnego może wiązać się z dużą praco-chłonnością. Czas przekazywania danych jest (może być) długi ze względu na nie-zsynchronizowane punkty wspólne pracy oprogramowania. W dalszej kolejności należy także uwzględnić optymalizację kształtu w wirtualnym procesie powsta-wania wyrobu. W tym zakresie konieczne są dalsze badania.
Przewidywanie powstawania pęknięć na gorąco i obliczanie odkształca-nia odlewów w pakiecie programów „PolygonSoft” dla systemu symulacji procesów odlewania wspomaganych komputerem.
Prognoz obrazovanija gorjachikh treshhin i raschet koroblenija otlivok v SKM LP "Po-ligonSoft".
Hot Tearing Prediction and Casting War-page Calculation in „PolygonSoft” Com-puter-Aided Casting Process Simulation System.
Autor: Monastyrskij A.V. i in.
Lit. Proiz. 2009, nr 10, s. 27-30.
Modelowanie stanu „naprężenia – odkształcenia” odlewu jest ważnym eta-pem opracowania procesu technologicz-nego odlewania części o zróżnicowanych kształtach. Ignorowanie tego etapu przy projektowaniu odlewu podwyższa ryzyko pojawienia się w odlewach wad typu pęk-nięcia na gorąco i na zimno, odkształcenia itp. Usunięcie ich drogą doświadczalną, metodą prób i błędów, może okazać się procesem długotrwałym i nieefektywnym. W ostatnim roku grupa specjalistów z firmy Csoft opracowuje model stanu naprężeń: „naprężenie – odkształcenie” stygnącego odlewu z uwzględnieniem jego wzajemnego oddziaływania z formą. Model ten będzie dołączony do pakie-tu programów „PolygonSoft” jako jeden z modułów decyzyjnych. W artykule przedstawiono wybrane wyniki obliczeń testowych.

Odlewnictwo Współczesne
19
Zastosowanie symulacji komputero-wej w opracowywaniu konstrukcji odlewu zaworu.
Comparative analysis of design variants by pouring simulation.
Autor: Hennecke U., Fritzsching C., Moser H.
Casting Plant a.Technology Int. 2009, nr 2, s. 42-44, 46-47.
Celem badań było opracowanie naj-korzystniejszej pod względem technolo-gicznym konstrukcji odlewu zaworu (typu Trick lub Allan) z żeliwa szarego, stoso-wanego w lokomotywach parowych MAV II. Zaprojektowano w CAD trzy warian-ty tego zaworu różniące się szczegółami konstrukcyjnymi i dla każdego z nich wy-konano symulację wypełniania formy me-talem, symulację krzepnięcia i stygnięcia. Analiza porównawcza symulacji zalewania pozwoliła na wytypowanie pod względem konstrukcyjnym najkorzystniejszego wa-riantu odlewu. Pozwoliło to na uniknięcie kosztownych przeróbek konstrukcyjnych i korekt technologicznych w trakcie pro-dukcji odlewu.
Powstawanie pyłów i gazów przy to-pieniu i rafinowaniu siluminu w piecu SAN-2,5.
Pylegazoobrazovanie pri plavke i rafiniro-vanii siluminov v pechi SAN-2,5.
Dust and Gas Formation during Melting and Refining of Silumins in Reverberatory Electric Furnace SAN-2,5.
Autor: Rumyantseva G.A. i in.
Lit. Proiz. 2009, nr 11, s. 31-34.
Badano emisję pyłów i gazowych przy topieniu i rafinowaniu siluminów w pło-mieniowym piecu elektrycznym SAN-2,5.
Analiza procesów topienia i odlewa-nia aluminidków tytanu w próżnio-wym piecu indukcyjnym z tyglem miedzianym, chłodzonym wodą.
Analysis of melting and casting processes of TiAl in the cold induction crucible va-cuum furnace.
Autor: Jarczyk G. i in.
Inż. mat. 2009, R. 30, nr 5, s. 411-413.
W pracy przedstawiono wyniki sy-mulacji numerycznej procesu topienia TiAl prowadzonego w piecu indukcyjnym z tyglem miedzianym (garnisażowym), chłodzonym wodą (IFCC). Badania doty-czyły modelowania rozkładu pola elek-tromagnetycznego i przepływu wirowego (turbulentnego) ciekłego wsadu w IFCC. Wykazano możliwość zastosowania trój-wymiarowego przebiegu nieustalonego LES (Large Eddy Currents) w odniesie-niu do symulacji procesu przepływu cie-pła i masy w aplikacjach metalurgicznych. Przedstawiono również wyniki procesu od-lewania odśrodkowego, z zastosowaniem tygla garnisażowego, do podgrzanej ko-kili, jak również zautomatyzowanego sy-stemu załadunku wsadu oraz wyładunku odlanych półwyrobów (np. zaworów) bez zapowietrzania atmosfery pieca. Proces ten umożliwia wyprodukowanie w bardzo krótkim czasie (30 min) z wlewków o cię-żarze do 8 kg 40 zaworów i 14 prętów na próbki do rozciągania.
Najbardziej przyszłościowa technolo-gia odlewania, zapewniająca wymagane eksploatacyjne właściwości łopatek turbin – to metoda kierunkowego krzepnięcia z chłodzeniem ciekłego metalu. W arty-kule pokazano możliwości oprogramowa-nia ProCAST na przykładzie modelowania procesu kierunkowego krzepnięcia. Rezul-taty takiego modelowania i porównanie ich z rzeczywistymi wynikami otrzyma-no przy odlewaniu w formach ceramicz-nych. Pozwalają potwierdzić dużą jakość modeli matematycznych realizowanych w ProCAST.

Odlewnictwo Współczesne
20
Oddziaływanie turbulencji przepływu na krystalizację stopów metali kiero-waną wirującym polem magnetycz-nym.
The impact of turbulent flow on the soli-dification of metal alloys driven by a rota-ting magnetic field.
Autor: Nikrityuk P.A., Eckert K., Eckert S.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 236-239.
Powstawanie wirów Taylora-Goer-tlera wewnątrz kąpieli kierowanej polem magnetycznym jest charakterystycznym zjawiskiem przy nadkrytycznej wartości liczby Taylora. W opisanej pracy badano cyfrowo oddziaływanie tego zjawiska na makrosegregację i kształt strefy krysz-tałów równoosiowych w czasie jednokie-runkowej krystalizacji stopu Al-7% Si. Strumień o słabej turbulencji był modelo-wany za pośrednictwem symulacji bezpo-średniej, w którym chwilowe ciepło i ruch masy symulowano za pomocą standar-dowego modelu mieszanego. Analizowa-no oba rodzaje krystalizacji: kolumnową i równoosiową, poprzez zastosowanie mo-deli przepuszczalnego, jak i hybrydowego, aby wprowadzić strumień cieczy do stre-fy kryształów równoosiowych. Uzyskane wyniki pokazują, że w przypadku krysta-lizacji kolumnowej wiry Taylora-Goertlera powodują zarówno falisty kształt stre-fy kryształów osiowych, jak i segregację w postaci drzewa szpilkowego z wyraźną kumulacją krzemu wzdłuż głównej osi cy-lindra.
Studium wrażliwości IHTC na symu-lację krzepnięcia odlewów motoryza-cyjnych.
Sensitivity study of IHTC on solidification simulation for automotive casting.
Autor: Nayak R.K., Sundarraj S.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 294-297.
Wartości współczynnika ciepła na gra-nicy faz powinny być dokładnie określone w celu precyzyjnego przewidywania proce-sów termicznych w różnych obszarach od-lewów motoryzacyjnych. Przeprowadzono symulację termo-mechaniczną odlewania stopu Al-Si za pomocą dostępnych w handlu programów. Wyniki symulacji sprawdzano za pomocą danych eksperymentalnych z literatury. Badania wykazują, że wybór początkowych wartości współczynnika transferu ciepła na granicy faz pomiędzy metalem a formą lub ochładzalnikiem ma istotny wpływ na krzywe krzepnięcia. Po-nadto po wybraniu początkowej warto-ści tego współczynnika, analizy wykazu-ją różnice w szybkości krzepnięcia stopu w pobliżu granic faz: forma piaskowa/me-tal i ochładzalnik/metal w czasie chłodze-nia. Utworzenie szczeliny, której wynikiem jest zmiana początkowego współczynnika wymiany ciepła nie ma wpływu na krzy-we chłodzenia w pobliżu granicy fazowej forma/metal w wyniku niższej przewod-ności cieplnej masy. Ma natomiast istot-ny wpływ na obszary zbliżone do granicy faz ochładzalnik/metal z powodu wyż-szej przewodności cieplnej ochładzalnika. W oparciu o te badania zalecono począt-kową wartość współczynnika fazowego
Stwierdzono, że największe zapylenie i za-gazowanie w piecu i w przewodzie do od-sysania gazów występuje jest w procesie rafinacji chlorkiem cynku. Intensywność wydzielania się pyłów i chlorków opisana jest paraboliczną zależnością od warto-ści czasu, który upłynął po wprowadzeniu rafinatora do stopu. Przeprowadzono ana-lizę dyspersyjną, rentgenostrukturalną i elektronowo -mikroskopową wydzielają-cego się pyłu.
wymiany ciepła (IHCT) rzędu 3000 do 7000 Wm-2 K-1 odpowiednio dla granicy faz: forma piaskowa/metal i ochładzalnik (stalowy)/metal do stosowania w proce-sach symulacji odlewania.

Odlewnictwo Współczesne
21
03. OCHRONA ŚRODOWISKA I BHP
Powstawanie pyłów i gazów przy to-pieniu i rafinowaniu siluminu w piecu SAN-2,5.
Pylegazoobrazovanie pri plavke i rafiniro-vanii siluminov v pechi SAN-2,5.
Dust and Gas Formation during Melting and Refining of Silumins in Reverberatory Electric Furnace SAN-2,5.
Autor: Rumyantseva G.A. i in.
Lit. Proiz. 2009, nr 11, s. 31-34.
Badano emisję pyłów i gazów przy topieniu i rafinowaniu siluminów w pło-mieniowym piecu elektrycznym SAN-2,5. Stwierdzono, że największe zapylenie i zagazowanie w piecu i w przewodzie do odsysania gazów występuje w procesie rafinacji chlorkiem cynku. Intensywność wydzielania się pyłów i chlorków opisana jest paraboliczną zależnością od wartości czasu, który upłynął po wprowadzeniu ra-finatora do stopu. Przeprowadzono ana-lizę dyspersyjną, rentgenostrukturalną i elektronowo -mikroskopową wydzielają-cego się pyłu.
Ekologiczne aspekty wyboru mate-riałów zawierających węgiel na masy formierskie stosowane przy odlewa-niu żeliwa.
Ehkologicheskie aspekty vybora uglerod-soderzhashhikh materialov dlja formo-vochnykh smesej pri lit’e chuguna.
Ecological aspects of the choice of carbon-containing additives to moulding sands for iron casting
Autor: Markov V.A., Grigor A.S., Antuf'ev Ju.N.
Lit. Proiz. 2010, nr 1, s. 27-30.
Stosowanie w składzie mas formier-skich tradycyjnych dodatków zawierają-cych węgiel prowadzi do nagromadzenia w masie formierskiej produktów ich ter-micznego rozkładu i wydzielanie do atmo-sfery hali odlewniczej ekologicznie szkod-
04. WYTYCZNE PROJEKTOWA-NIA TECHNOLOGII ODLEWNICZYCH
Wkładki do odlewów.
Insert into casting here.
Autor: Gibbs S.
Eng. Cast. Solutions 2009, Vol. 11, nr 2, s. 38-41.
Wkładki do odlewów, wykonywane z innych materiałów niż odlew właściwy stosowane są w takich miejscach odle-wów, w których zachodzi konieczność, np.: zwiększenia odporności na zużycie, zwiększenia odporności na korozję, po-prawy obrabialności, posiadania właści-wości magnetycznych, często zmniejsze-nia masy odlewu itp., a przede wszystkim zmniejszenia - kosztów odlewu, przy za-chowaniu jego dobrych właściwości. Tech-nika projektowania odlewów złożonych z np. dwóch warstw metalu lub z wkładkami z innych metali w ważnych w przyszłej eksploatacji miejscach odlewów staje się coraz bardziej popularna. Wyróżnia się dwa mechanizmy łączenia się wkładek z odlewem właściwym: mechaniczny i metalurgiczny. Opisano oba rodzaje po-łączeń.
liwych emisji. Opisano zachodzące przy tym zjawiska i substancje powstające z rozkładu węgla. Przedstawiono sche-matycznie powstawanie węgla błyszczą-cego przy stosowaniu węgla kamiennego jako dodatku do formy odlewniczej chro-niącego przed przypaleniem. Stosowany sam węgiel błyszczący przy nagrzewa-niu wytwarza małe ilości tlenku węgla. Zaproponowano stosowanie dodatku do mas zawierającego nanodyspersyjny węgiel błyszczący o średnicach cząstek 24–32 nm. Poprawi on nie tylko atmosferę w hali odlewniczej, ale także przyczyni się do uzyskania oszczędności stosowanych dodatków do mas formierskich. Posiada-jąc dużą wartość powierzchni właściwej (75–82 m2/g) wymaga wprowadzania mniejszej ilości, zapewniającej właściwe pokrycie powierzchni cząstek gliniastego spoiwa masy formierskiej.

Odlewnictwo Współczesne
22
Obliczanie nadlewów dużych odle-wów staliwnych.
Raschet pribylej krupnykh stal’nykh otli-vok.
Risering of Large Steel Castings.
Autor: Nazaratin V.V., Nuraliev F.A.
Lit. Proiz. 2009, nr 9, s. 11-17.
Na podstawie doświadczeń krajowych i zagranicznych przedstawiono ogólnie metodykę obliczania podstawowych pa-rametrów nadlewów odlewów staliwnych z uwzględnieniem modułów odlewów (sprowadzonych grubości ścianek), czasu ich krystalizacji i zasilania dostosowane-go do warunków chłodzenia w zwykłych formach piaskowych, uwzględniono także nadlewy z otulinami termoizolacyjnymi i egzotermicznymi. Pokazano zakres celo-wości ekonomicznej stosowania środków ogrzewania nadlewów w zależności od ich wymiarów oraz efektywności działania mieszanek ogrzewających te nadlewy.
Odlew warstwowy. Nowe możliwości projektowania odlewów poprzez po-łączenie funkcji albo lokalne umoc-nienie.
Verbundguss. Neue Auslegungsmoeglich-keiten fuer Gussteile durch Funktionsinte-gration oder lokale Verstaerkung.
Compound casting. New possibilities of casting design by function joining or local consolidation.
Giesserei-Prax. 2008, nr 11, s. 380-384.
Celem badań było określenie możli-wości zastąpienia konstrukcji spawanej odlewem warstwowym. Dzięki zastosowa-niu symulacji i badań praktycznych moż-na było wykazać możliwości zastosowania rozwiązania hybrydowego. Wykazano, że w przypadku konstrukcji spawanej można osiągnąć duże wartości wytrzymałościo-we, natomiast w przypadku odlewów war-stwowych zależne to jest w dużej mierze od konstrukcji profilu. Poprzez wykonanie otworów i uzyskane w wyniku tego pod-cięcia można było uzyskać większą war-
05. TECHNOLOGIA ODLEWA-NIA DO FORM WYKONANYCH Z ZASTOSOWANIEM OGNIO- ODPORNEJ OSNOWY ZIARNO-
WEJ
Nowe materiały przeciw przypale-niom dla odlewniczych form na odle-wy ze stopów magnezu.
Novye protivoprigarnye prisadochnye materialy dlja litejnykh form magnievykh otlivok.
New Burn-on Preventing Additives for Magnesium Casting Molds.
Autor: Dujunova V.A., Mukhina I.Ju., Uridija Z.P.
Lit. Proiz. 2009, nr 9, s. 18-21.
Artykuł poświęcony jest pracom pro-wadzonym w zakładach FGUP”VIAM” w zakresie opracowania nowych składni-ków mieszanek przeciwprzypaleniowych dodawanych do mas formierskich na for-my dla odlewów z magnezu i jego stopów. Mają one na celu zapobiec utlenieniu i za-paleniu się stopów przy ich odlewaniu do form piaskowych. Opracowane mieszanki sprawdzano w szeregu zakładach produk-cyjnych przy zalewaniu różnych stopów magnezu. Stosowanie tych mieszanek po-zwala na zapewnienie czystej powierzch-ni odlewów i wysokiej jakości odpowie-dzialnych odlewów dla turbin, korpusów wentylatorów, reduktorów i generatorów itp., które stosuje się w elementach kon-strukcji techniki rakietowej i kosmicznej, a także agregatów i silników samolotów różnych typów.
tość krytyczną siły rozciągającej niż dla konstrukcji spawanej. Wyniki badań po-kazały, że konstrukcje spawane można zastąpić konstrukcjami w postaci odle-wów warstwowych. Pozwala to na pomi-nięcie profili umacniających, które stosuje się w konstrukcjach spawanych. Ponadto badania wskazały na szereg obszarów, w których możliwe jest stosowanie odle-wów warstwowych.

Odlewnictwo Współczesne
23
Znaczenie dodatków zawierających węgiel w masach bentonitowych.
The significance of total carbon in green-sand systems.
Autor: Brown A.
China Foundry 2009, Vol. 6, nr 3, s. 247-254.
Wprowadzanie do mas formierskich związków zawierających węgiel (np. pyłu węglowego) w celu poprawy jakości po-wierzchni odlewów uważane jest przez odlewników jako „zło konieczne”. Tymcza-sem zrozumienie mechanizmu ich działa-nia, dobre poznanie ich właściwości i ich częsta kontrola mogą spowodować, że wprowadzanie ich do mas - nawet w mini-malnej ilości, pozwoli na uzyskiwanie odle-wów dobrej jakości. Dozowanie dodatków węglowych do mas do określonej ilości nie jest trudne, ale stanowi często dla odlewni sprawę drugorzędną. Przedstawiono zale-cenia dotyczące kontroli jakości składni-ków mas formierskich (piasków, bentoni-tów, dodatków zawierających węgiel) oraz zaprezentowano aparaturę kontrolno-po-miarową, pozwalającą ocenić jakość tych składników. Przedstawiono analizę ilości stosowanych w kilku odlewniach dodat-ków zawierających węgiel (łącznie z tymi, które zawierają węgiel błyszczący), z któ-rej wynika, że maksymalna ilość dodat-ków zawierających węgiel nie przekracza w masie 3%. Stwierdzono również, że ist-nieje współzależność pomiędzy całkowitą ilością węgla w masie, a ilością związków lotnych i wielkością strat prażenia.
Wysokoreaktywne spoiwa poliureta-nowe dla procesu cold-box – sprawo-zdanie z badań laboratoryjnych i prób przemysłowych.
Vysoce reaktivni polyuretanova pojiva pro postup cold box – zprava z laboratore a z provozu.
High- reactive polyurethane binders for the cold box process – a report from the laboratory and industrial trials.
Autor: Schrey A.
Slévárenství 2009, Roč. 57, čis. 1-2, s. 23-27.
Zależność pomiędzy aktywnością spoiwa i właściwościami wytrzymałościo-wymi masy rdzeniowej w procesie cold-box zdefiniowana przez Boenischa stano-wiła do niedawna wzorzec dla szacowania właściwości technologicznych tych mas. Pojawienie się na rynku nowego rodza-ju, wysokoreaktywnych spoiw poliure-tanowych przeznaczonych dla procesu cold-box zmieniło tę zależność. Omówio-no próby laboratoryjne i półprzemysłowe zastosowania nowej, wysokoreaktywnej żywicy poliuretanowej PU-CB produkcji firmy Foseco w wykonywaniu rdzeni na zimno. Przedstawiono postęp w rozwoju spoiw PU-CB realizowany przez firmę Fo-seco. Zamieszczono model zależności ak-tywności spoiwa żywicznego i właściwości wytrzymałościowych mas wg Boenischa. Podano charakterystykę spoiw z gatunku PU-CB. Opisano laboratoryjne badania po-równawcze do tej pory stosowanej żywicy PU-CB z nowo opracowaną, wysokoreak-tywną żywicą PU-CB oraz próby półprze-mysłowe wykonywania rdzeni z udziałem nowo opracowanego spoiwa żywicznego (rdzenie i odlew).
Nowoczesne dodatki do technologii cold-box.
Moderne Additive fuer das Cold-Box-Ver-fahren.
Modern additives to the cold-box techno-logy.
Giesserei-Prax. 2008, nr 10, s. 339-346.
Dodatki do mas formierskich są nie-zbędne zarówno do tego, aby zapobiegać wadom odlewów, jak i po to, aby móc uzy-skać pożądane, specjalne właściwości od-lewów. Stosowane są zarówno dodatki or-ganiczne, jak i nieorganiczne. Oba rodzaje dodatków w ostatnim okresie rozwinęły się pod względem zaawansowania techno-logicznego. Poprzez dobór odpowiednich surowców udało się opracować dodatki, które cechuje wysoki poziom zaawanso-wania techniczno-technologicznego oraz mały optymalny poziom emisji substan-cji szkodliwych. Artykuł ten pozwala sobie wyrobić pogląd na temat systematycz-

Odlewnictwo Współczesne
24
nego postępu w zakresie opracowywania dodatków aż do produktu gotowego do seryjnego stosowania w produkcji. Bada-nia te przedstawiono na przykładzie do-datku organicznego i nieorganicznego.
Masy formierskie specjalne. Podsta-wowe materiały formierskie do no-woczesnej produkcji rdzeni i form.
Spezialsande. Formgrundstoffe fuer die moderne Kern- und Formherstellung.
Special moulding sands. Basic moulding materials for modern core and mould pro-duction.
Giesserei-Prax. 2008, nr 11 Special, s. 401-406.
Artykuł dotyczy nowoczesnej pro-dukcji rdzeni i form z wykorzystaniem mas specjalnych, z zastosowaniem pia-sku kwarcowego. Zagadnienie omówiono w aspekcie stosowania materiałów for-mierskich (piasków formierskich). Oma-wiane zagadnienia to: zapobieganie wa-dom odlewów przez zastosowanie mas specjalnych; materiały podstawowe i masy specjalne; wyjaśnienie pojęcia materiały formierskie specjalne; omó-wienie właściwości: rozszerzalność ter-miczna, przewodnictwo cieplne, żaro-wytrzymałość; powody stosowania mas specjalnych; masy specjalne i stosowane spoiwa; omówienie charakteru ziarna pia-sków; zastosowanie poszczególnych mas specjalnych do odlewania staliwa, żeliwa i metali nieżelaznych. Przykładami takich mas specjalnych są między innymi: masy cold-box, masy do formowania skorupo-wego (KeraCron), masy cyrkonowe, masa J, masa M.
Wysokoreaktywne spoiwa poliure-tanowe w technologii cold-box. In-formacje z badań laboratoryjnych i praktyki.
Hochreaktive Polyurethan-Cold-Box-Bin-der. Bericht aus Labor und Praxis.
High-reactive polyurethane binders for the cold-box technology. News from the bench tests and practice.
Giesserei-Prax. 2008, nr 10, s. 362-366.
W artykule przedstawiono charaktery-stykę technologiczną wysokoreaktywnych spoiw stosowanych w technologii cold-box. Omówiono badania tych spoiw po-równując ich właściwości technologiczne z tradycyjnymi spoiwami stosowanymi w procesie cold-box. Wyjaśniono pojęcie reaktywności, która w praktyce odlewniczej w przypadku spoiw ma istotne znaczenie. Poliuretanowe spoiwa dla procesu cold-box posiadają znaczną wytrzymałość począt-kową, wymagają małej ilości katalizato-ra. Dzięki stosowaniu reaktywnych spoiw, można zwiększyć wydajność produkcji rdzeni. Rozwój reaktywnych spoiw poliu-retanowych dla procesu cold-box zmierza w kierunku profilu stawianych im wyma-gań, jakie muszą spełniać w cyklu produk-cji odlewów; produkcji rdzeni, odlewania, wybijania odlewów. Zaprezentowano czte-ropunktową skalę oceny spoiw, przy czym 0 to ocena najgorsza, a 4 - najlepsza.
06. TECHNOLOGIA ODLEWANIA KOKILOWEGO
I NISKOCIŚNIENIOWEGO
Porównanie odlewu (ze stopu mag-nezu AZ91E) karteru silnika samo-chodowego wykonanego w formie piaskowej i wykonanego w kokili pod niskim ciśnieniem.
Comaparaison entre moulagne sab-le et coquille basse pression de carters d'embrayage en alliage de magnesium AZ91E.
Comparing Magnesium AZ91E Automoti-ve Bell Housings Cast in Sand and in Low Pressure Permanent Moulds.
Autor: Chiesa F. i in.
Homm. e. Fond. 2009, nr 399, s. 8-18.
Karter samochodowy o masie 5 kg ze stopu AZ91E otrzymano przez odlewanie w kokili pod niskim ciśnieniem. Otrzyma-ne właściwości tego odlewu porównano

Odlewnictwo Współczesne
25
z właściwościami takich samych karte-rów, ale odlanych w formach piaskowych. Stosowanie procesu odlewania w koki-lach pod niskim ciśnieniem stwarza wie-le problemów, zwłaszcza w zakresie do-boru pokrycia formy, szybkości zalewania i utrzymania odpowiedniej temperatury samej kokili w czasie procesu produk-cji. Wykorzystanie nadlewów w proce-sie odlewania pod niskim ciśnieniem nie jest zalecane, natomiast trzeba stwo-rzyć warunki kierunkowej krystalizacji, aby otrzymać pozbawione wad odlewy. W omawianym przypadku należało wpro-wadzić odpowiednie zmiany w kształcie su-rowego odlewu, aby zapewnić kierunkową krystalizację. Przy porównaniu właściwo-ści między oboma rodzajami odlewu mie-rzono wielkość ziarna i poziom mikrojam skurczowych w trzech miejscach odlewów o grubości ścianek 6, 12 i 25 mm. Przy odpowiedniej ilości zamówień odlewanie w kokili jest bardziej opłacalne nie tylko z punktu widzenia zmniejszenia kosztów, ale także dzięki uzyskiwaniu lepszych właściwości mechanicznych, zwłaszcza w grubych przekrojach odlewów.
Projektowanie procesu odlewania do form trwałych.
Designing for the permanent mould pro-cess.
Eng. Cast. Solutions 2009, Vol. 11, nr 1, s. 43.
Ze względu na to, że projektanci pro-cesów odlewniczych stosują różne me-tody projektowania form, które mają na celu poprawić efektywność procesu i ja-kość produktu, opracowany został prze-wodnik umożliwiający projektowanie form trwałych (kokil). W postaci tabelarycznej i graficznej przedstawiono zalecenia doty-czące grubości ścianek formy, głębokości, promieni zaokrągleń, średnic otworów na rdzenie.
07. TECHNOLOGIA ODLEWANIA CIŚNIENIOWEGO
Czynniki wpływające na trwałość form ciśnieniowych.
Einfluesse auf die Lebensdauer von Dru-ckgusskokillen.
Factors affecting the stability of pressure casting dies.
Autor: Zhu Y. i in.
Druckguss 2009, nr 1, s. 20-28.
Formy ciśnieniowe poddawane są sta-le działaniu szoku termicznego w wyniku oddziaływania ciekłego metalu na formę czy też jej chłodzenia odbywającego się przez kanały chłodzące pomiędzy cyklami wypełniania, czy też chłodzenia w wyniku natryskiwania wodą lub nakładania po-krycia. Jeżeli procesów tych nie prowadzi się rozważnie, to może dojść do uszko-dzenia formy, np. w postaci pęknięć na gorąco lub całkowitego zniszczenia. Nie-kontrolowane szoki cieplne zmniejszają znacznie trwałość formy ciśnieniowych, zwiększając przez to koszty produkcji i zmniejszając procentowy udział dobrych odlewów. Koszty formy stanowią około 20% całkowitych kosztów produkcji odle-wów ciśnieniowych ze stopów aluminium. Zwiększenie liczby odlewów wykonanych z wykorzystaniem tej samej (jednej) for-my podnosi efektywność procesu odle-wania. Poprawa trwałości formy poprzez zoptymalizowane chłodzenie zewnętrzne i wewnętrzne, odpowiedni dobór tworzy-wa i jego obróbkę i odpowiednią konstruk-cję formy mogą przyczynić się w sposób znaczny do opłacalnej produkcji odlewów. W artykule scharakteryzowano parame-try procesu, które mają istotny wpływ na trwałość form między innymi natryskiwa-nie (zewnętrzne chłodzenie), czas trwania cyklu. Ponadto przedyskutowano wpływ znaczenia składu chemicznego stali, jej obróbki cieplnej i umiejscowienia systemu chłodzenia na trwałość formy.

Odlewnictwo Współczesne
26
O roli ciśnienia przy kształtowaniu odlewów z aluminium o wysokiej ja-kości.O roli davlenija pri formirovanii vysokoka-chestvennykh aljuminievykh otlivok.The role of pressure in the processes of formation of high quality castings from aluminium alloys.
Autor: Borisov G.P., Semenchenko A.I.
Lit. Proiz. 2009, nr 5, s. 25-33.
Analizowano rolę i zestawiono za-lecenia dotyczące optymalizacji wpływu ciśnienia w sterowaniu procesami hydro-dynamicznymi wypełniania wnęki formy ciekłym stopem oraz w kierowaniu proce-sami związanymi z występowaniem zja-wisk gazowo-skurczowych w krzepnącym odlewie. Wykazano, jak za pomocą ciśnie-nia jako jednego z decydujących parame-trów termodynamicznych, można osiąg-nąć warunki barokrystalizacji stopów Al atermicznego przechłodzenia. Analizą tą objęto procesy wykorzystujące ciśnienie w szerokim zakresie: od próżniowej ob-róbki stopu do ciśnienia setek megapas-kali przy odlewaniu ciśnieniowym i kuciu w stanie ciekłym. W obszernym omówie-niu uwzględniono rozważania teoretyczne i dane eksperymentalne dotyczące ciś-nienia. Omówiono perspektywy rozwoju odlewnictwa ciśnieniowego, efektywność optymalizacji oddziaływania ciśnienia na kształtowanie się odlewów ze stopów Al, m.in. wpływ ciśnienia na intensywność wymiany ciepła między odlewem i formą, na szybkość krzepnięcia odlewu oraz na strukturę i właściwości.
Określenie współczynnika wymiany ciepła w układzie metal-forma ciśnie-niowa i jego zastosowanie do oceny rozkładu ciśnienia wewnątrz odlewu w czasie procesu odlewania ciśnie-niowego.
Determination of the metal/die interfacial heat transfer coefficient and its application in evaulating the pressure distribution in-side the casting during the high pressure die casting process.
Autor: Guo Z.-P. i in.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 327-330.
W celu zbadania zachowania się współczynnika międzyfazowego wymiany ciepła pomiędzy odlewem a formą prowa-dzono eksperymenty odlewania ciśnienio-wego w maszynie zimnokomorowej, o sile zwierania 650 Ton. Do prowadzenia prób wybrano dwa stopy handlowe: ADC12 i AM50. Odlewano próbki schodkowe. Po-miary temperatury i ciśnienia wykony-wano wewnątrz formy ciśnieniowej i na jej powierzchni. Współczynnik wymiany ciepła między odlewem a formą był okre-ślany w oparciu o pomiar temperatury wewnątrz formy, dzięki rozwiązaniu prob-lemu odwrotnego przemieszczania się ciepła. Współczynnik ten był zastosowa-ny jako warunek brzegowy do określania pola temperatury 3D wewnątrz odlewu.
Znaleziono zgodność pomiędzy okre-ślonymi wartościami ciśnienia i pomiarami ciśnienia na powierzchni formy ciśnienio-wej od strony odlewu.
Wpływ parametrów technologicznych odlewania ciśnieniowego na struktu-rę odlewów.
Vplyv technologickych parametrov tlako-veho liatia na strukturu odliatkov.
Influence of die casting technological pa-rameters on casting structure.
Autor: Ruzbarsky J.
Slévárenstvi 2009, Roc. 57, cis. 3-4, s. 80-82.
Opisano badania parametrów tech-nologicznych, jakie wpływają na makro- i mikrostrukturę prętów odlewanych ze stopów aluminium w formach ciśnienio-wych. Zmieniano zakres temperatury od-lewania próbek od 620 do 660°C i pręd-kość tłoka od 0,25 do 1,2 m/s. Pozostałe parametry utrzymywano na stałym pozio-mie. Uwzględniając różny stosunek prze-kroju wlewu do przekroju odlewu przy przepływie przez wlew, próbka położo-na z prawej strony formy była zalewana z większą szybkością niż próbka położo-

Odlewnictwo Współczesne
27
na po lewej stronie formy. Mniejsze wy-pełnienie komory przed rozpoczęciem cy-klu zalewania odzwierciedlało się w lewej próbce poprzez wystąpienie jam w środku przekroju próbki oraz poza jej środkiem. Potwierdzają to obserwacje makroskopo-we, które zamieszczono na fotografiach w artykule. Próbki zalewane przy małej wartości tłoka i o drobnej porowatości mają duże właściwości mechaniczne.
08. TECHNOLOGIA ODLEWANIAPRECYZYJNEGO. PRASOWANIE
W STANIE CIEKŁYM. ODLEWANIE W FORMACH
SKORUPOWYCH
Termofizyczne właściwości współ-czesnych materiałów na modele.
Teplofizicheskie svojstva materialov sov-remennykh model’nykh sostavov.
Thermophysical Properties of Materials in Modern Pattern Compounds.
Lit. Proiz. 2009, nr 9, s. 31-33.
Przedstawiono cieplno-fizyczne właś-ciwości materiałów stosowanych w tech-nologii wytapianych modeli: parafiny, stearyny, kalafonii, wosku. Przedstawio-no kryteria, charakteryzujące stabilność składu chemicznego powyższych mate-riałów. Z analizy tych danych wynika, że najbardziej stabilną temperaturę topienia ma cerezyna (M80). Najgorsze właściwo-ści posiadają woski naturalnego pocho-dzenia.
Wpływ lepkości wosku i przepusz-czalności formy ceramicznej na jej pęknięcia.
Effects of wax viscosity and shell perme-ability on shell cracking.
Autor: Whitehouse Ch., Dahlin B.
Incast 2009, Vol. 22, nr 4, s. 12-15.
Przedstawiono wyniki badań prowa-dzonych przez firmę Minco and Westech Products Inc. dotyczące wpływu lepkości wosku i przepuszczalności formy ceramicz-
nej na jej pęknięcia. Przedstawiono stoso-waną metodykę badań. Uzyskane wyniki zamieszczono na wykresach. Stwierdzo-no, że im większa lepkość wosku, tym większa ilość pęknięć formy oraz, że prze-puszczalność formy spada po nałożeniu drugiej powłoki ceramicznej. Ilość i rodzaj powłok nie ma wpływu na wytrzymałość na zginanie w temperaturze wypalania, za wyjątkiem jednego rodzaju powłoki sto-sowanej w badaniach.
Możliwość obniżenia kosztów poprzez recycling wosku.
Recycled wax – a cost saving opportuni-ty.
Autor: Hirst R.
Incast 2009 Vol.22 nr 3 s.16-17.
Przez wiele lat „zregenerowany” wosk był stosowany jedynie do wykonywania układów wlewowych, ponieważ ze wzglę-du na duże wymagania dotyczące jakości odlewów do wykonywania modeli stoso-wany jest wosk najwyższej jakości. Firma Blayson, producent wosków, opracowała specjalne urządzenie do czyszczenia zu-żytych wosków, dzięki czemu zregenero-wany wosk może być stosowany również na modele. Proces polega na wstępnym oczyszczeniu wosku (stosowanego potem do wykonywania układów wlewowych – opcja 1 i 2) lub dokładnym oczyszczeniu wosku (stosowanego do wykonywania modeli – opcja 3). Dokonano porównania parametrów technologicznych i fizycznych świeżych i regenerowanych wosków, ma-jących wpływ na dokładność wymiarową odlewu. Nie stwierdzono znaczących róż-nic pomiędzy świeżym i regenerowanym woskiem. Przedstawiono zalecenia stoso-wania wosków zregenerowanych.

Odlewnictwo Współczesne
28
09. INNE TECHNOLOGIE ODLEWANIA
Doświadczenia zakładu GNC „CNIIT-MASH” w produkcji odśrodkowo odle-wanych, kształtowych półwyrobów.
Opyt GNC "CNIITMASh" v izgotovlenii centrobezhnolitykh fasonnykh zagotovok.
GNTs „TsNIITMASH” Experience in Manu-facturing Centrifugal Shaped Castings.
Autor: Tinjakov V.G. i in.
Lit. Proiz. 2009, nr 9, s. 27-30.
Podano przykłady osiągnięć specjali-stów firmy GNC „CNIITMASH” w zakresie odlewów otrzymywanych drogą odśrodko-wego odlewania. Technologia ta nie ogra-nicza się do odlewania wyrobów o obroto-wych kształtach, ale pozwala otrzymywać bardziej złożone kształty, co dokumentu-ją fotografie przedstawione w artykule. Omawiano kłopoty techniczne związane z tym procesem odlewania oraz możliwości ich rozwiązywania. Służą ku temu między innymi specjalnie zbudowane maszyny do odśrodkowego odlewania. Podkreślo-no korzyści, które można uzyskać dzięki zastosowaniu odlewania w formach wiru-jących, na przykład oszczędność metalu i materiałów formierskich. Wymieniono także możliwość otrzymywania odlewów bimetalicznych, na przykład odlewów ob-ręczy kół z dwóch różnych gatunków że-liwa.
Maszyny do odśrodkowego odlewa-nia o pionowej osi wirowania, z obro-tową rynną do zalewania.
Vertikal'nye centrobezhnye mashiny s po-vorotnym zhelobom.
Vertical Centrifugal Machines with a Swi-vel Launder.
Autor: Skripnik S.V.
Lit. Proiz. 2010, nr 1, s. 38-40.
Przedstawiono konstrukcję nowej obrotowej rynny do zalewania dla ma-szyny do odśrodkowego odlewania,
z pionową osią wirowania. Ostatnio znaj-duje coraz szersze zastosowanie opraco-wany na Ukrainie proces odśrodkowego, elektrożużlowego odlewania. Proces ten stosuje się przy odlewaniu wielkogaba-rytowych półwyrobów na odpowiedzial-ne części maszyn. Stosuje się przy tym maszyny z pionową osią wirowania. Przy obrotach wokół pionowej osi w odlewach nie powstaje struktura pasmowa. Ist-nieje możliwość otrzymywania odlewów o dużych gabarytach i o złożonych kształ-tach z trudno odkształcalnych i trudnych do spawania gatunków stali i stopów. Scharakteryzowano proces odśrodkowe-go elektrożużlowego odlewania i budowę przeznaczonych do tego procesu maszyn. Nowością jest wprowadzenie obrotowej rynny zalewowej, której zastosowanie po-zwala uzyskać oszczędności w ilościach zalewanego metalu.
10. TOPIENIE
Emulgowanie żużla w metalu w pro-cesach wytapiania stali. Przedmuchi-wanie.
Ehmul'girovanie shlaka V metall V staleplavil'nykh processakh. Produvka.
Slag emulsification in metal during steel-making. Blowing.
Autor: Okhotskij V.B.
Processy lit’ja 2009, nr 6, s. 10-16.
Określono warunki emulgowania żuż-la do metalu, wymiary kropel żużla i pręd-kość ich wypływania przy przedmuchiwa-niu zbiornika w piecach konwertorowych i martenowskich. Prowadzone wcześniej badania modelowe zbiornika konwerto-ra za pomocą dwóch niemieszających się cieczy wykazało, że górna ciecz może w określonych warunkach emulgować się do dolnej, cięższej cieczy. Kontynu-owane potem badania procesów rafina-cji stali tlenem pozwoliły ustalić pewne prawa emulgowania. Przeanalizowano procesy hydrodynamiczne w warunkach produkcyjnych z zastosowaniem teorii przyspieszenia fal kapilarnych. Określono

Odlewnictwo Współczesne
29
wyrażenie na długość graniczną fali, przy której krople żużla są emulgowane w me-talu, a powyżej której krople metalu są emulgowane w żużlu. W artykule opisa-no model emulgowania żużla do metalu w konwertorze i w piecu martenowskim i określono dynamikę tego procesu.
Obróbka cieplna żeliwnych wiór za-nieczyszczonych smarem.
Termoobrabotka chugunnoj struzhki, za-grjazennoj SOZh.
Heat Treatment of Lubricoolant-Contami-nated Iron Chips.
Autor: Potapov V.V. i in.
Lit. Proiz. 2009, nr 11, s. 19-20.
Omówiono wpływ temperatury na eliminację smarów z wiórów żeliwnych, a także warunki brykietowania wiórów przy resztkowej zawartości smarów. Szyb-kość usuwania smarów oceniano w zakre-sie temperatur 300–1000°C, a czas wy-żarzania wynosił 30–60 minut. Obróbka cieplna brykietów w zakresie temperatury 800–1000°C zapewnia usunięcie smarów do wartości 0,3%.
Zmiana technologii modyfikowania przy produkcji odlewów z żeliwa sfe-roidalnego.
Izmenenie tekhnologii modificirovanija pri proizvodstve otlivok iz vysokoprochnogo chuguna.
Changing inoculation technology in ducti-le iron casting production.
Autor: Bachurin I.V. i in.
Lit. Proiz. 2009, nr 10, s. 2-3.
Opisano jak w Zakładach “AVTOVAZ” wprowadzono nowy sposób sferoidyzacji żeliwa na odlewy wałów rozdzielczych, kierujących i innych. Stosowany proces sferoidyzacji w formie z zastosowaniem zaprawy FSMg7 zamieniono na proces sfe-roidyzacji w kadzi. Precyzyjne przeliczenie i ustalenie nowych parametrów procesu
sferoidyzacji dokonano przy współpracy ze specjalistami z firmy Elkem z Norwe-gii. Ustalono najmniejszą wprowadzaną ilość sferoidyzatora dla gatunków żeliwa od VCh40 i VCh50 po Gh56-40-05 i Gh65-48-05. Zmiana tego procesu przyniosła znaczne oszczędności. Drugim zmienio-nym elementem było ulepszenie procesu modyfikacji żeliwa poprzez wprowadzenie prętów modyfikujących zawierających, oprócz FeSi75, dodatek 2,7% Ba. Mody-fikator jest produkcji białoruskiej. Ilość braków w odlewach po wprowadzeniu zmian zmalała o 40–70%.
Zastosowanie pieców obrotowych do topienie stopów żelaza.
Foundry ferrous melting with rotary fur-naces.
Autor: Hall Ch.
Cast Metal a. Diecasting Times 2009 , Vol. 11, nr 3, s. 37.
Topienie metalu w piecach obrotowych znane jest od lat 30 ubiegłego wieku i do chwili obecnej uznawane jest za dogod-ny i ekonomiczny sposób topienia metalu. Nie mniej jednak sprawa zainstalowania takiego pieca jest sprawą indywidualną odlewni, ze względu na różne warunki technologiczne. Przedstawiono w zarysie korzyści zastosowania takich pieców oraz warunki, które muszą być spełnione, aby piec dobrze pracował. Porównano efek-tywność topienia, zużycie energii i emisję CO2 dla pieców obrotowych i elektrycz-nych. Omówiono zalety pieców, np.: małe zużycie wymurówki pieca, małe ubytki metalu w czasie topienia.
Rafinacja w tyglu ciekłego metalu ga-zem obojętnym.
Inert gas treatment of liquid metal in the crucible.
Autor: Cullen T.G.
Cast Metal a. Diecasting Times 2009, Vol. 11, nr 4, s. 22-23.

Odlewnictwo Współczesne
30
Przedmuchiwanie ciekłego metalu ga-zem obojętnym jest znane od dawna. Za-zwyczaj przeprowadzane jest ono w kadzi i ma na celu usunięcie z metalu zanie-czyszczeń niemetalicznych, ujednorod-nienie metalu i przedłużenie żywotności wymurówki kadzi. Firma Capital Refracto-ries, producent m.in. tygli do topienia me-talu, opracowała nowy rodzaj tygla Clean-Flow z zainstalowanym na stałe od dołu przewodem rurowym, umożliwiającym przedmuchanie ciekłego metalu gazem obojętnym. Objaśniono zasadę działania tygla CleanFlow. Przytoczono pozytywne opinie dwóch producentów odlewów doty-czące zastosowania w ich zakładach tego rodzaju tygli.
Ocena możliwości wytapiania tytanu w tyglach ceramicznych.
Evaluation of the possibility of melting ti-tanium in ceramic crucible.
Autor: Kościelna A., Szkliniarz W.
Inż. mat. 2009, R. 30, nr 5, s. 384-387.
Do wytwarzania technicznie czystego tytanu zastosowano technologię wytapia-nia w indukcyjnych piecach próżniowych, ze specjalnymi tyglami ceramicznymi. Zastosowano tygle ze specjalnie nanie-sionymi na ich roboczą powierzchnię war-stwami ochronnymi. Jako materiał tygla zastosowano grafit. Natomiast do wy-tworzenia warstw ochronnych zastoso-wano materiały proszkowe składające się z tlenków lub mieszaniny tlenków. Wytwo-rzone w warunkach laboratoryjnych tygle, z wykorzystaniem technologii natrysku plazmowego testowano w celu określenia ich żywotności i przydatności w warun-kach rzeczywistych procesów wytapiania technicznie czystego tytanu. Stwierdzo-no, że w warunkach wytapiania następuje degradacja powłok i przechodzenie skład-ników powłoki do ciekłego metalu.
Wpływ zawartości wodoru, czystości ciekłego metalu i warunków krystali-zacji na właściwości wytrzymałościo-we stopu aluminium A356.
Effect of hydrogen content, melt cleanli-ness and solidification conditions on ten-sile properties of A356 alloy.
Autor: Akhtar S. i in.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 22-25.
Przedstawiono prowadzone w skali laboratoryjnej badania wpływu zawarto-ści wodoru, czystości kąpieli i warunków krystalizacji na rozkład porowatości oraz właściwości mechaniczne odlewów schod-kowych ze stopu A356. Otrzymano trzy zawartości wodoru w kąpieli: 0,10; 0,20 i 0,40 ml/100 g poprzez odgazowanie od-powiednio: argonem, mieszaniną argonu i pary wodnej oraz argonu i 10 H2. Zawar-tość wodoru w kąpieli mierzono w spo-sób ciągły. Dla każdego poziomu wodo-ru wykonywano dwa odlewy: bez filtracji i z filtracją. Porowatość wzrastała ze wzro-stem zawartości wodoru bez względu na stosowanie filtracji. Ponadto, otrzymano podobne właściwości mechaniczne przy różnych poziomach zawartości wodoru i różnej porowatości.
Materiały ogniotrwałe dla żeliwia-ków.
Les refractaires au cubilot.
Refractories for the cupolas.
Autor: Tihon G.
Fonderie mag. 2010, nr 1, s. 37-46.
Materiały ogniotrwałe stosowane w żeliwiakach składają się z różnych mi-neralnych materiałów, w skład których wchodzą tlenki oraz materiały na bazie grafitu i węglika krzemu. Materiały te o złożonym składzie chemicznym są ulep-szane w sposób ciągły. W czasie pracy żeliwiaka ulegają one niszczeniu termicz-nemu, chemicznemu i mechanicznemu. Intensywność tego oddziaływania zależy od lokalizacji materiału w piecu. Istnieją obecnie materiały ogniotrwałe dla każde-go typu żeliwiaka i strefy umiejscowienia

Odlewnictwo Współczesne
31
go w żeliwiaku, dostosowane do składu i temperatury odlewanego stopu i powsta-jącego żużla. Dobra znajomość warunków ich użytkowania pozwala odlewnikowi na kontrolę kosztów eksploatacji żeliwiaka. W artykule omówiono materiały ognio-trwałe w podziale na skład chemiczny i mineralogiczny oraz ze względu na sto-sowane spoiwo: o wiązaniu dehydra-tacyjnym, chemicznym i ceramicznym. Następnie przedstawiono syntezę ist-niejących dzisiaj materiałów oraz meto-dy ich produkcji, w podziale na materia-ły kształtowe i luźne. Specjalną uwagę zwrócono na wykonywanie materiałów ogniotrwałych na wilgotno i mas pla-stycznych. Zamieszczono wskazówki jak obchodzić się z tymi materiałami i jak je dobierać w zależności od rodzaju dmuchu w żeliwiaku.
Obliczanie optymalnej ilości powie-trza dmuchu do żeliwiaków kokso-wych – zimny dmuch, z normalną zawartością tlenu (rozwiązanie stu-letniego problemu teorii i praktyki procesu żeliwiakowego).
Calculating the optimal amount of air blast into coke cupola furnaces – cold blast with normal amount of oxygen (solving the 100 years old issue of theory and practice of cupola process).
Autor: Longa W.
Prz. Odl. 2010, T. 60, nr 1-2, s. 8-28.
Opracowano równania do obliczania wpływu rozchodu koksu oraz 14 innych parametrów na: stopień przegrzania cie-kłego metalu w strefie spalania; optymal-ną ilość powietrza dmuchu; optymalną wydajność i temperaturę gazów odloto-wych. Poddano analizie wpływ wartości modułów kawałków wsadu metalowego, wysokości strefy podgrzania, temperatury ładowanego wsadu, wielkości strat ciepła do ściany pieca na wartości optymalnych parametrów procesu. Praca teoretycz-nie uzasadnia hipotezy optymalnego bie-gu żeliwiaków koksowych, sformułowane przez J. Buzka oraz zespół: W. Patterson, H. Siepmann i H. Pacyna, natomiast kory-
11. OCZYSZCZANIE I WYKAŃCZANIE ODLEWÓW
Odpowiednia koncepcja do ma-łej przestrzeni. Opłacalne usuwa-nie masy formierskiej i oczyszczanie przez śrutowanie dużych odlewów.
Passendes Konzept fuer kleinen Raum. Pro-fitables Entsanden und Reinigungsstrah-len grosser Werkstuecke.
Proper concept for small space. Profitable disposal of waste moulding sand and fett-ling of large castings by shot blasting.
Giesserei-Erfahrungsaust. 2009, nr 1+2, s. 25-26.
Artykuł dotyczy oczyszczania odlewów du-żych o masie rzędu 32 t w firmie Schuler, która dostarcza urządzeń do przemysło-wej obróbki metali (odlewów). Omówiono zastosowanie nowoczesnego urządzenia do śrutowania, odpowiedniego do insta-lacji na małej przestrzeni. Urządzenie do śrutowania zostało zaprojektowane przez firmę Wheelabrator Group. Firma ta pro-dukuje urządzenia do wykańczania odle-wów, indywidualnie dopasowując je do wa-runków zastosowania, w związku z czym przeprowadza analizę procesu oczysz-czania pod kątem czasu jego przebiegu i zużycia śrutu w celu optymalizacji proce-su i doboru odpowiednich turbin oraz śru-tu w agregatach do śrutowania. Opisano konstrukcję i eksploatację urządzenia do śrutowania zaprojektowanego przez ww. firmę, w którym komora do oczyszczania jest konstrukcją spawaną ze stali manga-nowej, w urządzeniu zastosowano 2 koła odśrodkowe BHT 450, ich wydajność sięga 300 kg śrutu na minutę. Dla poprawienia przebiegu oczyszczania śrut jest dodatko-wo przyspieszany.
guje hipotezę A. Achembacha dowodząc, że układ stref, postulowany przez hipote-zę, nie określa optymalnego biegu żeli-wiaka, ponieważ dla każdego układu stref obliczyć można optymalną ilość dmuchu.

Odlewnictwo Współczesne
32
12. METALOZNAWSTWO I OBRÓBKA CIEPLNA
Wpływ czwartego składnika oraz przechłodzenia na morfologię pier-wotnej fazy Mg-Zn-Y w normalnych warunkach zalewania.
Effects of the fourth component and un-dercooling on morphology of primary Mg-Zn-Y icosahedral quasicrystal phase un-der normal casting conditions.
Autor: Wang Zhifeng i in.
China Foundry 2009, Vol. 6, nr 4, s. 293-299.
Przedstawiono wybrane wyniki badań wpływu czwartego składnika (Ti, C, S lub Cu) oraz przechłodzenia na: morfologię, wymiary i kształt powstającej fazy pier-wotnej Mg-Zn-Y kwazi-kryształu o budowie dwudziestościanu (faza l) w normalnych warunkach zalewania. Wyniki pokazują, że dodatek czwartego składnika do pew-nej, granicznej wielkości może spowodo-wać zmianę morfologii wydzieleń tej fazy z podobnej do płatków na wydzielenia o kształcie kulistym. Nadmiar jednak tego składnika powoduje powrót do wydzieleń tej fazy w postaci płatków. Stwierdzono także, że morfologia krystalizującej fazy l zależy od stabilności kulistej fazy l w cza-sie następującego wzrostu, a krytyczny promień dla utrzymania kulistego kształ-tu granicy faz jest stosunkowo stabilny. Stwierdzono ponadto, że wydzielenia fazy o kształcie kulistym i minimalnych wy-miarach przy wysokiej zawartości czwar-tego składnika można otrzymać dzięki przechłodzeniu. Obserwacje te są bardzo przydatne w uprzemysłowieniu procesu wytwarzania kwazi-kryształów na bazie magnezu.
Przepływ metalu w strefie kryształów równoosiowych – efekt bariery utwo-rzonej przez fazy międzymetaliczne.
Melt flow in a mushy zone - barrier effect of intermetallic phases.
Autor: Steinbach S., Ratke L.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 290-293.
Żelazo i mangan są powszechnie wy-stępującymi zanieczyszczeniami w sto-pach aluminium. W czasie odlewania powstają związki międzymetaliczne za-wierające Fe/Mn, ulokowane pomiędzy gałęziami dendrytów aluminium, co jest przyczyną występowania wad porowato-ści i skurczu. W artykule opisano badania eksperymentalne dotyczące wpływu kon-trolowanej konwekcji w czasie krystali-zacji na przestrzenne rozmieszczenie faz międzymetalicznych i ich oddziaływanie z mikrostrukturą dendrytyczną w stopach Al-7Si-1Fe (AlSiFe) i Al-7Si-1Mn (ALSiMn). Wymuszona konwekcja jest indukowana poprzez wirujące pole magnetyczne. Sto-py krzepną kierunkowo w zakresie stałych prędkości krzepnięcia (0,015–0,18 mm∙ s-1 przy stałym gradiencie temperatury G rzędu 3 K ∙ min-1). Wyniki wskazują, że na rozmieszczenie w przestrzeni pierwot-nych i wtórnych ramion dendrytów wpły-wa obecność międzymetalicznych faz Fe i Mn. W próbkach zakrzepniętych w wa-runkach wymuszonej konwekcji odległości pierwotnych ramion dendrytów nie zależą od szybkości krystalizacji i nie znaleziono wyraźnych efektów oddziaływania prze-pływu strumienia na odległości wtórnych ramion dendrytów. Obserwacje te pozo-stają w kontraście ze stopami bez Fe i Mn. Wydaje się, że związki międzymetaliczne stanowią barierę dla przepływu metalu do strefy kryształów równoosiowych.
Obserwacje „in-situ” powstawania faz w przechłodzonych ciekłych sto-pach Ni-Al.
"In situ" observation of phase selection in undercooled Ni-Al melts.
Autor: Shuleshova O. i in.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 286-289.
Do katalitycznych zastosowań w prze-myśle chemicznym zastosowano stopy Raney typu Ni-68,5% Al. W omawianej pracy doświadczenia związane z przechło-dzeniem kąpieli wykonywano elektromag-netyczną techniką lewitacyjną. Zasto-sowano wysokoenergetyczną dyfrakcję

Odlewnictwo Współczesne
33
promieni X dla określenia dróg krystali-zacji i źródeł powstawania specjalnych cech makrostruktury w proszkach atomi-zowanych gazem. Bezpośrednie obserwa-cje wydzielania faz w stopie Ni-68,5% Al. ujawniły, że powstawanie faz pierwotnych typu β - AlNi jest niezależne od stopnia przechłodzenia aż do maksimum 320 K. Przy chłodzeniu faza β-AlNi ulega szyb-kiej przemianie perytektycznej L+AlNi → Al3Ni2 i nie występuje w mikrostrukturach w stanie po odlaniu.
Przewidywanie zachowania się w czasie krystalizacji poprzez mode-le mikrostruktury oparte o struktury ziarniste.
Prediction of solidification behaviour via microstructure models based on granular structures.
Autor: Phillion A.B. i in.
Cast Metals Res. 2009, Vol 22, nr 1-4, s. 240-243.
Symulowano dwa istotne czynniki wpływające na powstawanie pęknięć na gorąco: zachowanie wynikajace z istoty struktury semi-solid oraz perkolacji zia-ren – zastosowano modele mikrostruk-tury oparte o struktury ziarniste. Model semi-solid jest oparty na diagramach Woroneja i obejmuje zaokrąglone naroża w celu aproksymacji struktury ziaren okrągłych równoosiowych z cieczą ota-czającą ziarna. Model perkolacji łączy kry-stalizację i elementy termodynamiczne, pozwalając przewidywać stopniowe przej-ście do strefy kryształów równoosiowych. W wyniku szeregu modelowych badań, symulacja ujawniła ważny związek pomię-dzy wielkością ziaren, granicą plastycz-ności semi-solid, lokalizacją naprężeń i koalescencją ziaren. Modele dają ponad-to możliwość oceny relatywnie ważnych mechanizmów powstawania pęknięć na gorąco i dają nadzieję na lepszą możli-wość przewidywania ilościowego powsta-wania pęknięć na gorąco.
O krzepnięciu i skurczu mosiądzu.
On solidification and shrinkage of brass alloys.
Autor: Korojy B., Fredriksson H.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 183-186.
Badano proces krystalizacji mosiądzu zawierającego cynk w zakresie od 32,5 do 47,1%. Prowadzono doświadczalne proce-sy krystalizacji przy różnych szybkościach chłodzenia. Oceniano proces krystalizacji z otrzymanych krzywych chłodzenia, w tym także reakcję perytektyczną. Dla stopu z perytektyką mierzono zmiany ob-jętości za pomocą dylatometru, opraco-wanego specjalnie dla opisanych tu badań procesów topienia i krzepnięcia. Opraco-wano teoretyczną analizę do oceny efektu zmiany objętości w czasie reakcji pery-tektycznej.
Nowoczesne metody analizy kontroli przebiegu procesu i tworzenia odle-wu.
Moderne analizne metode za procesno krmiljenje in razvoj ulitih sestavnih de-lov.
Modern Analysis Methods for Process Control and Development of Cast Compo-nents.
Autor: Buehrig-Polaczek A., Mathes M., Schaberger-Zimmermann E.
Liv. Vestn. 2010, Rocz. 57, cis. 1, s. 2-10.
Standardowe metody kontroli jako-ści odlewów to analizy: mikroskopowa, radiologiczna, wytrzymałości materiału oraz badanie zgodności wymiarowej. Dal-szy rozwój tych metod i zastosowanie no-wych w codziennej produkcji odlewniczej i w badaniach R&D daje nowe możliwo-ści ulepszenia procesu i samych odlewów. Ponadto, połączenie tych metod z progra-mami symulacyjnymi procesów odlewa-nia i powstającej mikrostruktury pozwala na osiągnięcie nowego, jeszcze wyższe-go poziomu jakości. W artykule opisano osiągnięcia w następujących metodach

Odlewnictwo Współczesne
34
badawczych: analiza optyczna mikrosko-powa i automatyczna analiza obrazu, któ-ra stwarza możliwość automatyzacji tego procesu. Kolorowe trawienie i badanie w świetle spolaryzowanym daje dodat-kowe informacje o fazach występujących w mikrostrukturze. Analiza rentgenow-ska i tomograf komputerowy są często stosowane do badania rozłożenia porów w odlewach. Do badań mikrostruktury wewnętrznej należy metoda CrossBeam pokazująca trójwymiarowy rozkład faz w mikrostrukturze.
13. ŻELIWO I ODLEWY ŻELIWNE
Nowe, efektywne technologie pro-dukcji odlewów z żeliwa wermikular-nego.
Novye ehffektivnye tekhnologii izgotovle-nija otlivok iz chuguna s vermikuljarnym grafitom.
New Efficient Technologies of Vermicular Graphite Iron Casting Manufacture.
Autor: Andreev V.V., Korolev S.P., Panfilov Eh.V.
Lit. Proiz. 2009, nr 12, s. 5-7.
Przedstawiono nowe procesy wermi-kularyzacji żeliwa dzięki zastosowaniu za-praw nowej generacji. Technologie te są ekologicznie bezpieczne. Stosuje się je w produkcji odlewów motoryzacyjnych, zwłaszcza silników Diesela. Pozwalają one na zwiększenie o 40–50% mocy silników bez zwiększenia masy odlewów. W proce-sie produkcji można stosować złom obie-gowy. Opracowano nowy skład zapraw do wermikularyzacji oraz nową, oryginalną metodę ich odlewania poprzez bezpośred-nie, szybkie krzepnięcie ze stanu ciekłe-go. Uzyskana w ten sposób amorficzna struktura zaprawy powoduje jej lepsze przyswojenie przez ciekłe żeliwo. Wymie-niono także wermikulator Vermiloy jako nadający się dla żeliwa na odlewy silników Diesela nowej generacji.
Odporność na zużycie żeliwa perli-tycznego z grafitem wermikularnym w warunkach ograniczonego smaro-wania i suchego tarcia.
Iznosostojkost’ perlitnogo chuguna s ver-mikuljarnym grafitom v uslovijakh orga-nichennoj smazki i sukhogo trenija.
Wear Resistance of Pearlitic Vermicular Graphite Iron under the Conditions of Li-mited Lubrication and Dry Friction.
Autor: Andreev V.V., Frolov V.K.
Lit. Proiz. 2009, nr 10, s. 14-16.
Przedstawiono wyniki badań porów-nawczych odporności na zużycie żeliwa perlitycznego o różnych kształtach wy-dzieleń grafitu w warunkach suchego tar-cia i tarcia z ograniczonym smarowaniem. Podkreślono zalety stosowanego w tym zakresie żeliwa wermikularnego. Poda-no zalecenia dla doboru par tarcia, obej-mującego żeliwo perlityczne z grafitem wermikularnym i zahartowaną stalą, dla bocznych oporów nadwozia parowozów i elektrowozów. Odpowiedni dobór par tarcia poprawia warunki eksploatacji i wy-dłuża trwałość konstrukcji.
Zastosowanie modyfikatora FS65- Ba20 w celu likwidacji zabielenia odlewów żeliwnych.
Primenenie modifikatora FS65Ba20 dlja snjatija otbela na chugunnykh otlivkakh.
Use of FS65Ba20 Inoculant to Eliminate Chill in Iron Castings.
Autor: Obrezkov V.V. i in.
Lit. Proiz. 2009, nr 5, s. 8-9.
Wykazano celowość stosowania mo-dyfikatora FS65Ba20 zamiast FS65Ba4 w celu eliminacji zabielenia w odlewach żeliwnych różnej konfiguracji. Modyfika-tor z barem otrzymywano w zakładach URALTRAK poprzez przetapianie żelazo-krzemu z rudą baru. W czasie tego pro-cesu bar redukuje się i rozpuszcza w że-lazokrzemie. Przy topieniu żelazokrzemu z małą ilością baru (6%) – zgar tego ostat-

Odlewnictwo Współczesne
35
niego jest niewielki. Usuwania zabielenia stosuje się w celu frakcje 3–10 mm. Roz-chód zaprawy dla dużych odlewów wynosi 0,3–0,5%. Jednak przy wytapianiu żeliwa w piecach elektrycznych na cienkościenne odlewy przy dużych i małych wartościach temperatury, okresowo pojawia się zabie-lenie.
Koła zębate z żeliwa sferoidalnego bainitycznego.
Zubchatye kolesa iz bejnitnogo chuguna.
Toothed gears made of bainitic ductile Iron.
Autor: Bestuzhev N.I. i in.Lit. Proiz. 2009, nr 5, s. 2-7.
Przedstawiono dane o wpływie pod-stawowych pierwiastków chemicznych – manganu, krzemu i perspektywicznych pierwiastków stopowych – niklu i miedzi, na właściwości fizyko-mechaniczne i eks-ploatacyjne bainitycznego (ausferrytycz-nego) żeliwa sferoidalnego, otrzymanego różnymi technologiami. Dla otrzymania żeliwa bainitycznego sferoidalnego z op-tymalnym połączeniem właściwości fizyko-mechanicznych w odlewach kół zębatych i uniknięcia likwacji zalecany jest nastę-pujący skład chemiczny: C - 3,5−3,7%; Si - 2,6−2,8%; Mn do 0,35%; Cu i Ni w przedziałach 0,3−0,4%.
Ściągaj żużel z żeliwa.
Slim the slag in your iron.
Autor: Alva J.
Mod. Casting 2009, Vol. 99, nr 8, s. 38-40.
Niekorzystna obecność wtrąceń żuż-la w odlewie jest spowodowana trzema czynnikami: dodatkiem magnezu, tuż po tym następującym utlenianiem wtórnym i turbulencją metalu w czasie zalewania formy. Omówiono mechanizm powstawa-nia żużla w żeliwie sferoidalnym na sku-tek występowania tych czynników. Podano zalecenia jak unikać wtrąceń żużla w me-
talu. Jednym ze sposobów jest chemiczna modyfikacja żużla, kolejnym, stosowanie dodatku bardzo małych ilości magnezu. Niemniej jednak każda odlewnia powin-na te sprawy rozwiązywać we własnym zakresie na podstawie własnych badań i obserwacji.
Wpływ dodatków stopowych na mi-krostrukturę i właściwości termiczne żeliwa wermikularnego.
Influence of alloying additions on micro-structure and thermal properties in com-pact graphite irons.
Autor: Selin M., Holmgren D., Svens-son L.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 283-285.
Dziewiętnaście rodzajów próbek że-liwa z grafitem wermikularnym badano, aby określić jak dodatki stopowe wpły-wają na właściwości, przenoszenie ciepła i mikrostrukturę żeliwa wermikularnego. Wszystkie wytopy oparte były na jednym składzie chemicznym, a dodatki stopowe wprowadzano, aby otrzymać stop o róż-nej zawartości magnezu, krzemu, węgla, miedzi, cyny, chromu i molibdenu. Mag-nez wpływa na zwiększenie stopnia wer-mikularności grafitu i zmniejsza przewod-nictwo cieplne. Duża zawartość krzemu daje w pełni ferrytyczną osnowę. Krzem, który tworzy roztwór stały z żelazem, po-garsza przewodność cieplną. Miedź i cyna promują powstawanie perlitu, który ma gorsze właściwości cieplne w porównaniu do ferrytu (zwiększona zawartość ferry-tu ma pozytywny wpływ na przewodność cieplną). Chrom i molibden są pierwiast-kami węglikotwórczymi, a węgliki mają negatywny wpływ na przewodność ciep-lną.
Odlewnictwo Współczesne
36
Żeliwo Ni-Resist. Wpływ grubo-ści ścianki na powstawanie grafitu i właściwości mechaniczne austeni-tycznego żeliwa sferoidalnego gatun-ku D5-S.
Ni-Resist. Einfluss der Wandstaerke auf die Graphitausbildung und die mechanis-chen Eigenschaften von austenitischem Gusseisen mit Kugelgraphit der Sorte D5-S.
Ni-Resist. cast iron. Impact of wall thi-ckness on the graphite formation and me-chanical properties of austenitic ductile iron in class D5-S.
Autor: Gagne M., Labrecque C., Java-id A.
Giesserei-Prax. 2008, nr 11, s. 389-395.
Z wyników badań opisanych w arty-kule dotyczących żeliwa Ni-Resist (auste-nitycznego żeliwa sferoidalnego) można wyciągnąć następujące wnioski: możliwe jest wytwarzanie cienkościennych odle-wów (2–3 mm) z żeliwa sferoidalnego, które odpowiadają gatunkowi D5-S Ni-Resist przeznaczonego na odlewy motory-zacyjne (elementy układu wydechowego), gdzie wymagane są podwyższone właści-wości mechaniczne. Uzyskano to poprzez dodatek 40–60% izolującego materia-łu formierskiego do piasku kwarcowego w procesie wytwarzania form. Struktura i właściwości żeliwa Ni-Resist gatunku D5 zależą w dużej mierze od przepływu cie-pła z ciekłego metalu ku ściance formy. Szybkie chłodzenie powoduje powstawa-nie węglików, a powolne chłodzenie pro-wadzi do powstawania grafitu Chunky w strukturze, co obniża znacząco właści-wości mechaniczne odlewu. Powstawanie grafitu Chunky powoduje równocześnie z pogorszeniem procesu zarodkowania, który wywołany jest poprzez ograniczenie przechłodzenia podczas krzepnięcia, połą-czonego z przesyceniem ciekłego metalu węglem.
Kilka uwag dotyczących austenitycz-nego żeliwa sferoidalnego.
Einige Bemerkungen zum austenitisches Gusseisen mit Kugelgraphit.
A few comments on the austenitic ductile iron.
Autor: Hasse S.
Giesserei-Prax. 2008, nr 10, s. 353-361.
Austenityczne gatunki żeliwa nale-żą do gatunku żeliw wysokostopowych, w których występują takie dodatki stopo-we, jak: nikiel, mangan, a także miedź i chrom wprowadzane celu stabilizacji osnowy austenitycznej. Węgiel występuje w postaci płatkowej lub sferoidalnej. Ar-tykuł dotyczy znormalizowanego auste-nitycznego żeliwa sferoidalnego (DIN-EN 13835). W artykule omówiono następują-ce zagadnienia: charakterystykę normy, do której zakwalifikowano ww. żeliwo; produkcję austenitycznego żeliwa sferoi-dalnego (osnowę austenityczną uzyskuje się przez dodatek: niklu, manganu mie-dzi i chromu); przedstawiono uwagi doty-czące budowy struktury; omówiono tak-że zagadnienie powstawania grafitu oraz struktury austenitycznej oraz powstawa-nie węglików ze względu na występowanie chromu i manganu (scharakteryzowano wpływ tych pierwiastków na właściwości żeliwa); omówiono zagadnienie stabilno-ści struktury w gatunkach żeliw austeni-tycznych.
Otrzymywanie odlewów żeliwnych o zróżnicowanej strukturze i właści-wościach przy stosowaniu modyfika-cji wewnątrzwarstwowej w formie.
Vnutriformennoe modificirovanie dlja po-luchenija chugunnykh otlivok s differenci-rovannymi strukturoj i svojstvami.
Obtaining of iron castings with differen-tiable structure and properties with the use of the technology of intrastratified melt modification.
Autor: Fesenko M.A. i in.
Lit. Proiz. 2010, nr 1, s. 7-13.

Odlewnictwo Współczesne
37
Przedstawiono nową metodę i nowe technologiczne rozwiązania otrzymywa-nia odlewów o zróżnicowanej strukturze i właściwościach w poszczególnych ich strefach lub warstwach na bazie jednego, bazowego żeliwa wyjściowego przy sto-sowaniu obróbki wewnątrzwarstwowej. Podano przykłady otrzymywanych w ten sposób odlewów, głównie poziomo i pio-nowo odlewanych płyt i belek. Na sche-matycznych rysunkach zobrazowano moż-liwości otrzymywania dwuwarstwowych i dwustronnych odlewów o zróżnicowanej strukturze i właściwościach przy zalewaniu form przez różne, niezależne układy wle-wowe. Pokazano przełomy i mikrostruktu-ry odlewów dwuwarstwowych poziomych i pionowych oraz omówiono ich otrzymy-wane, zróżnicowane właściwości.
Kotwy z żeliwa sferoidalnego gatunku EN-GJS 500-07 – technologia, właści-wości, badania przemysłowe.
Anchors cast in spheroidal graphite iron, grade EN-GJS 500-07 – the technology, properties and industrial examinations
Autor: Żyrek A.
Prz. Odl. 2010, T. 60, nr 1-2, s. 30-35.
Przedstawiono wyniki badań właści-wości mechanicznych, wyznaczanych na próbkach, wycinanych z odlewów kotwy kolejowej z żeliwa sferoidalnego EN-GJS 500-07. Wykazano, że wynik badań właś-ciwości mechanicznych zależy od sposobu pobierania próbek z odlewu, wymiarów próbek, smukłości ich części pomiarowej, chropowatości powierzchni itp. Z tych po-wodów może dochodzić do nieporozumień pomiędzy wytwórcą (odlewnią) a odbiorcą (klientem) w ocenie wytrzymałości, jeśli porównywane są wyniki badań, uzyska-ne na innych, co do wymiarów próbkach. W badaniach potwierdzono zależność po-między grubością ścianki odlewu, a struk-turą i właściwościami mechanicznymi że-liwa.
14. STALIWO I ODLEWY STALIWNE
Wpływ modyfikowania na mikro-strukturę odlewanych narzędzi ze stali szybkotnącej.
Vlijanie modificirovanija na mikrostruktu-ru litogo instrumenta iz bystrorezhushhej stali.
Effect of inoculation on the microstructure of tools cast from high-speed steel
Autor: Alekandrov A.Ju., Komarov M.A.
Lit. Proiz. 2009, nr 5, s. 10-12.
Artykuł dotyczy właściwości i mikro-struktury odlewów ze staliwa przetapia-nego elektrożużlowo oraz poszukiwania takiej mikrostruktury staliwa, aby właś-ciwości odlewów były podobne do właś-ciwości stalowych odkuwek. W celu za-pewnienia wymaganych właściwości stali szybkotnącej po jej obróbce plastycznej, w szczególności po walcowaniu, wprowa-dza się ograniczone ilości dodatków do stali. Takich ograniczeń nie ma dla staliwa na narzędzia. Najważniejszym parame-trem ograniczającym jest zapobieganie kruchości stali węglowej szybkotnącej.
Degradacja powłok TiN w warunkach kawitacji.
Degradation of TiN coatings under cavi-tation.
Autor: Krella A.
Inż. mat. 2009, R. 30, nr 4, s. 245-248.
Powłoki TiN są obecnie najszerzej stosowanymi powłokami w przemyśle. Znajdują one zastosowanie jako powłoki ochronne z powodu bardzo dobrej wytrzy-małości oraz wysokiej twardości. Właści-wości te są szczególnie ważne przy dyna-micznych i udarowych obciążeniach, które często występują w maszynach przemy-słowych. Badania odporności powłok TiN na hydroabrazję, kawitację czy wytrzy-małość zmęczeniową potwierdziły ich do-

Odlewnictwo Współczesne
38
brą odporność na dynamiczne, udarowe obciążenia. Celem niniejszej pracy była analiza degradacji nanokrystalicznych powłok TiN osadzonych na stali austeni-tycznej X6CrNiTi18-10 metodą katodowe-go odparowania łukowego w warunkach niszczenia kawitacyjnego. Na podstawie badań przedstawiono koncepcję mecha-nizmu niszczenia kawitacyjnego twardych powłok TiN osadzonych na stali austeni-tycznej. Badania przeprowadzono na sta-nowisku ze szczelinowym wzbudnikiem kawitacji. Analizę degradacji powłok TiN przeprowadzono na podstawie obserwacji z zastosowaniem skaningowego mikro-skopie elektronowego. W początkowym etapie degradacji zaobserwowano pofalo-wanie powłoki TiN, które było efektem do-pasowania się powłoki do odkształconego podłoża. Odkształcenie plastyczne powło-ki TiN następowało poprzez poślizg po granicy ziaren/krystalitów. Pierwsze pęk-nięcia kohezyjne powłok zaobserwowano na szczytach pofalowań przy wgłębieniach po usuniętych mikrokroplach Ti(N), gdzie skokowo zmniejszała się grubość i wy-trzymałość powłoki. Mikropęknięcia po-większały się, migrując poprzez następne miejsca nieciągłości powłoki, prowadząc do rozwoju mikropęknięć, a następnie do wykruszeń powłoki. Kolejnym charaktery-stycznym miejscem powstawania pęknięć były „doliny” wzniesień, gdzie dochodziło do delaminacji powłoki. Pęknięcia na zbo-czu pofalowanej powłoki powstały praw-dopodobnie w trakcie dopasowywania się twardej powłoki do miękkiego, odkształ-conego podłoża na skutek poślizgu wzdłuż granic ziaren.
Wpływ Mo w strukturze krzepnącego gwałtownie stopu Fe-Mo-Cr-Mn-Si-C.
Influence of Mo in the structure of rapidly solidified Fe-Mo-Cr-Mn-Si-C alloy.
Autor: Ranganathan S., Makaya A., Fredriksson H.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 264-267.
Stop Fe-Mo-Cr-Mn-Si-C topiony w pie-cu indukcyjnym był odlany do form mie-
dzianych w kształcie prętów w urządzeniu Castmatic (odlewanie niskociśnieniowe). Po głębokim trawieniu nie była widoczna mikrostruktura w pewnym zakresie gru-bości pręta. W opisywanej pracy bada-no zakres fazy bez cech strukturalnych przy różnych koncentracjach molibdenu (od 5 do 25%) dla pręta o średnicy 5,5 mm, przy szybkości chłodzenia rzędu 1100 Ks-1. Do analizy próbek zastosowano mikroskop skaningowy i próbę twardości Vickersa. Obszary bez oznak mikrostruk-tury zmieniały się wraz ze zmianą zawar-tości molibdenu i maksymalny ich obszar wystąpił przy zawartości 7% Mo. Obszary te wykazują wysoką twardość >1350 HV, co może być wykorzystane w wielu inte-resujących dziedzinach przemysłu – z ob-róbką i bez obróbki cieplnej.
Narodził się nowy, zaawansowany gatunek staliwa o zawartości 9–10% Cr.
Nova jeklena litina napredne kakovosti z 9–10% Cr je rojena. Porocilo od ide-je prek reziskav do litja polindustrijskih sestavnih delov ter do trgovske izdelave tezkih jeklenih ulitkov.
A new steel grade of advanced 9–10% Cr steel is born. Report from the idea - via research - to pilot components - and to the commercial production of heavy steel castimngs.
Autor: Hanus R.
Liv. Vestn. 2010, Rocz. 57, cis. 1, s. 11-31.
Scharakteryzowano wymagania sta-wiane częściom turbin parowych, wy-konanych ze stali i odlewów staliwnych. W artykule podsumowano prace prowa-dzone w odlewni Voest-Alpine w Linzu w Austrii. Prace finansowane były w ra-mach programu badawczego COST 501. W ramach tego projektu prowadzono ba-dania nad nowym staliwem martenzytycz-nym o zawartości chromu 9–12%. Staliwo to osiąga odporność na pełzanie 100 MPa po czasie 105 h, w temperaturze 600°C. Opisano proces produkcji odlewów z tego staliwa. Przedstawiono stosowaną obrób-

Odlewnictwo Współczesne
39
kę cieplną, badania nieniszczące, spawa-nie oraz czas i koszty procesu. Zakończo-no przykładami produkowanych z tego staliwa odlewów, między innymi korpusu pompy o masie 40 t z dospawanym kolan-kiem GX12CrMoWVNbN10-1-1 i korpusu zaworu o masie 27 t.
15. STOPY METALI NIEŻELAZNYCH I ODLEWY
Z TYCH STOPÓW
Efektywne rozdrobnienie struktury stopów magnezu.
Effective grain refinement for magnesium alloys.
Autor: Scamans G.
Cast Metal a. Diecasting Times 2009, Vol. 11, nr 3, s. 9.
Przedstawiono nowo opracowany przez Brunel University proces techno-logiczny, pozwalający na wykonywanie odlewów o doskonałej jakości i charakte-rystyce ze stopów Mg zawierających alu-minium wynikającej z bardzo jednorodnej struktury. Proces nazwano MCAST (Melt Conditioning by Advanced Solidification Technology). Został on opracowany dla odlewów ze stopów Mg wykonywanych w maszynach wysokociśnieniowych. Urzą-dzenie do procesu MCAST złożone jest z dwóch podajników śrubowych, pracu-jących współbieżnie wewnątrz obudowy walcowej z układem sterowania i układem do podtrzymywania temperatury. Ciekły metal, który wlewany jest do urządzenia, na skutek obrotów podajników śrubo-wych, poddawany jest mechanicznej ob-róbce ścinania (Shear Technology). Pro-ces „ścinania” ciekłego metalu powoduje zwiększenie dyspersji cząsteczek MgO i Mn (niemetaliczne cząsteczki Al8Mn5). Ponieważ cząsteczki Al8Mn5 nie uczest-niczą w zarodkowaniu Mg, jedynie MgO wpływa na rozpoczęcie procesu zarod-kowania. Wykorzystanie tlenku magnezu jako zarodków krystalizacji (zazwyczaj jego obecność postrzegana jest jako wada) jest nowatorskie i stwarza przesłanki, że przedstawiona technologia będzie mogła w przyszłości znaleźć zastosowanie rów-nież dla innych stopów.
Recykling wiórów aluminiowych.
Aluminium chip recycling.
Autor: Fox B.
Cast Metal a. Diecasting Times 2009, Vol. 11, nr 4, s. 10.
Przedstawiono i pokazano na schema-cie technologię ECO KILN SYSTEM do osu-szania z pozostałości wody, oleju i innych zanieczyszczeń wiórów aluminiowych. Sy-stem osuszania i równoczesnego oczysz-czania wiórów z zanieczyszczeń złożony jest z dwóch etapów. Pierwszy polega na przekształceniu zanieczyszczeń w stan gazowy. Odbywa się to w niskiej tem-peraturze przy udziale tlenu. Drugi etap to usuwanie zanieczyszczeń węglowych z powierzchni wiór na skutek przekształ-cenia ich w tlenki węgla, w odpowiednich warunkach i temperaturze. Temperatu-ra w urządzeniu jest ściśle regulowana i kontrolowana, aby uzyskany produkt był jak najbardziej czysty. Po przejściu przez system ECO KILN, gorące wióra są topio-ne w specjalnie zaprojektowanej komorze Aluswirler.
Właściwości stopu Ti-Ni-Cu wykazu-jącego pamięć kształtu, wytworzone-go metodą melt-spinning.
Properties of Ti-Ni-Cu shape memory al-loy produced by melt-spinning.
Autor: Goryczka T. i in.
Inż. Mat. 2009, R. 30, nr 5, s. 445-448.
Stop Ti-Ni-Cu należy do grupy sto-pów wykazujących efekt pamięci kształtu. Badaniom poddano stop o składzie che-micznym 50% at. Ti, 25% at. Ni oraz 25% at. Cu, charakteryzujący się obecnością jednostopniowej, odwracalnej przemia-ny martenzytycznej B2-B19, o relatyw-nie wąskim temperaturowym zakresie 15 stopni. Jednakże zastosowanie odlewa-nia metodą szybkiego schładzania z fazy ciekłej w układzie pojedynczego bębna chłodzącego wpłynęło znacząco na prze-sunięcie wartości charakterystycznych:

Odlewnictwo Współczesne
40
temperatury przemiany, temperaturowy zakres przemiany oraz wartość entalpii przemiany. Zakres tych zmian zależy od szybkości chłodzenia stosowanej podczas odlewania taśm. Zmianę szybkości chło-dzenia uzyskiwano poprzez zastosowanie odpowiedniej kombinacji szybkości obro-towej bębna chłodzącego oraz temperatu-ry ciekłego stopu.
Stopy tytanu o ulepszonych właści-wościach spowodowanych obecnoś-cią węgla.
Titanium alloys for improved properties due to the presence of carbon.
Autor: Kościelna A., Szkliniarz W.
Inż. Mat. 2009, R. 30, nr 5, s. 374-377.
Na podstawie danych literaturowych przeprowadzono charakterystykę konwen-cjonalnych stopów tytanu o właściwoś-ciach predestynujących je do zastosowa-nia w lotnictwie, przemyśle chemicznym, energetyce i medycynie. Stwierdzono, że coraz większe wymagania stawiane sto-pom tytanu zmuszają do poszukiwania nowych stopów o ulepszonych właściwoś-ciach – wyższej wytrzymałości, twardości i odporności na ścieranie, wytrzymałości na pełzanie czy też odporności korozyjnej. Pokazano, że takie właściwości posiadają stopy tytanu o mikrostrukturze roztworu stałego alfa, beta lub alfa + beta, z nie-wielką zawartością dyspersyjnych węgli-ków, borków, krzemków i faz międzyme-talicznych. Analizując układ równowagi Ti-C, wskazano możliwości zwiększenia żarowytrzymałości, twardości i odporno-ści na ścieranie, a nawet odporności ko-rozyjnej stopów tytanu przez obecność węglików TiC, wynikającą z wprowadzenia do ich składu chemicznego niewielkich za-wartości węgla (do ok. 0,8% wag.).
Wytwarzanie lotniczych elementów konstrukcyjnych ze stopów tytanu.
Manufacturing of aerospace structural components from titanium alloys
Autor: Kubiak K., Sieniawski J.
Inż. Mat. 2009, R. 30, nr 5, s. 318-321.
Omówiono wybrane zagadnienia zwią-zane z wytwarzaniem elementów kon-strukcyjnych ze stopów tytanu. Podano charakterystyki stopów stosowanych na elementy konstrukcyjne samolotów i śmi-głowców oraz silników lotniczych. Przed-stawiono wpływ jakości stopu, warunków przeróbki plastycznej, obróbki cieplnej i obróbki skrawaniem na mikrostrukturę i właściwości mechaniczne stopów tytanu oraz metody badań lotniczych elementów konstrukcyjnych.
Ścieżki krzepnięcia w modyfikowa-nym materiale Inconel 625 stosowa-nym do pokrywania spoin.
Solidification paths in modified Inconel 625 weld overlay material.
Autor: Chandrasekaran K., Tiedje N. S., Hald J.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 306-310.
Inconel 625 jest zwykle stosowany do pokrycia spoiny, aby ochronić jej podsta-wowy metal przed korozją w wysokiej tem-peraturze. Efektywność ochrony antykoro-zyjnej zależy od efektywności zmieszania się powłoki spawanej z podstawowym me-talem, z następującą potem segregacją pierwiastków stopowych w czasie krysta-lizacji. Analiza metalograficzna zakrzep-niętych próbek Inconelu 625 z dodatkiem wybranych pierwiastków jest porównywa-na z modelowaniem termodynamicznym segregacji w czasie krystalizacji. Poka-zano wpływ zmian składu chemicznego na powstawanie faz międzymetalicznych w czasie krystalizacji. Celem prac było wyjaśnienie, jak na skład rdzenia dendry-tów wpływa modyfikacja stopu. Jak wyka-zano wcześniej, kiedy materiał pokrywa-jący spoinę koroduje, korozja pojawia się

Odlewnictwo Współczesne
41
w rdzeniu dendrytu. Dlatego dyskusja jest skierowana na wyjaśnienie jak zmia-ny składu chemicznego wpływają na skład rdzenia dendrytu w powłoce spawu.
Międzyfazowy transfer ciepła pomię-dzy stopem aluminium A-356 i formą metalową.
Interfacial heat-transfer between A356-aluminium alloy and metal mould.
Autor: Zhao Jianhua, Tian Jun, Qian Hancheng
China Foundry 2009, Vol. 6, nr 4, s. 305-307.
Współczynnik międzyfazowej wymia-ny ciepła na granicy faz metal-forma jest kluczowym czynnikiem, który oddzia-łuje na precyzyjność procesu symulacji przebiegu procesu krystalizacji. Wyni-ki symulacji, określonej przy stosowaniu dostępnych danych. W przedstawianym w artykule zastosowano metody promie-niowego nagrzewania i pomiarów elek-trycznych w warunkach ustalonego stanu dla badania natury przepływu ciepła po-między stopem aluminium A356 i formą metalową. Wyniki eksperymentów wy-kazały, że międzyfazowy przepływ ciepła pomiędzy stopem aluminium A356 i ze-wnętrzną formą maleje liniowo w czasie, podczas gdy wartość tego samego współ-czynnika pomiędzy stopem aluminium A356 a wewnętrzną formą wzrasta z cza-sem w trakcie chłodzenia. Współczynnik międzyfazowy wymiany ciepła pomiędzy stopem aluminium A 356, i formą jest odwrotnie proporcjonalny do oporności elektrycznej.
Krzepnięcie stopu na bazie TiAl o wy-sokiej zawartości Nb.
Solidification of high Nb containing TiAl based alloys.
Autor: Zollinger J. i in.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 339-342.
Odlewanie aluminidów tytanu jest atrakcyjną drogą do produkcji części o kształtach zbliżonych do sieci, takich jak na przykład: koła do turbodoładowa-rek, części zaworów i silników lotniczych. Są one dzisiaj w centrum badań możliwo-ści rozwoju technik odlewania. Pomiędzy rozważanymi stopami odlewniczymi znaj-duje się pewna liczba stopów TiAl z dużą zawartością niobu i małym dodatkiem boru w celu rozdrobnienia ziarna oraz z mniejszymi dodatkami innych pierwiast-ków, wprowadzanych w celu zwiększenia odporności stopu na pełzanie. Podstawo-wym warunkiem, który należy spełnić, aby zapewnić rozdrobnienie ziaren jest krystalizacja zrealizowana poprzez β-(Ti), tzn. ominięcie etapu wzrostu perytektyki α-Ti. W pracy opisano analizę mikrosegre-gacji próbki krzepnącej jednokierunkowo wykonanej potrójnego stopu Ti-45Al-8Nb. Odpowiadająca jej ścieżka krystalizacji została omówiona na podstawie obliczeń termodynamicznych. Wykazano, że na-leży ściśle przestrzegać przewidywania Scheila z pewną ilością odwrotnej dyfuzji dla aluminium. Analizy wskazują, że jest istotne zarodkowanie przechłodzenia dla perytektyki α-Ti w głębi strefy kryształów równoosiowych.
Pomiar segregacji roztworu w poje-dynczych kryształach nadstopów na osnowie Ni w stanie lanym.
Measurement of solute segregation in as-cast single crystal Ni-based superalloys.
Autor: D’Souza N., Dong H.B.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 58-61.
Dla trzeciej generacji nadstopów Ni - CMX10K dokonano szczegółowych pomia-rów składu chemicznego przy zastosowa-nia spektroskopu promieni X. Wykazano, że mierzony skład jest średnią ułamka objętościowego faz γ i γ′ w objętości in-terakcyjnej promieniowania X. Na wynik pomiarów miał wpływ wymiar i rozłożenie wydzieleń fazy γ′ tworzącej mikrostruk-turę. Bardziej istotne różnice występują w przypadku, gdy jest wymierna różnica

Odlewnictwo Współczesne
42
w granicach rozpuszczalności w fazach γ i γ′ dla danego pierwiastka. Wyniki te omawiano w relacji do mikrosegregacji, którą określano przy zastosowaniu znanej metody liczenia punktów. Wykazano pew-ne ograniczenia tej ostatniej metody.
Optymalizacja stopu aluminium na głowice cylindrów typu AlSi7Cu3Mn-Mg wzmocnionego dodatkami pier-wiastków perytektycznych.
Optimisation d'un alliage d'aluminium pour culasses du type AlSi7Cu3MnMg ren-force par des additions d'elements peri-tectiques.
Optimization of an aluminum cylinder head alloy of the AlSi7Cu3MnMg type reinforced by additions of peritectic elements.
Autor: Garat M.
Fonderie 2010, nr 2, s. 21-33.
Artykuł ten jest kontynuacją prac opublikowanych w czasopiśmie Tran-sactions AFS z 2007 roku i przetłumaczo-nych na francuski w Hommes et Fonderie 2008, No. 382. Zaproponowano wtedy nowy stop typu AlSi7Cu3, bez magne-zu, ale wzmocniony dodatkami Mn, V, Zr i Ti. Stop ten, przeznaczony zasadniczo na głowice silników Diesela, posiada do-skonałe właściwości w zakresie tempera-tur krytycznych 250–300°C. W tempera-turze otoczenia wykazuje dużą wartość wytrzymałości na rozciąganie (Rm>330 MPa), dobre wydłużenie (6–8%) oraz do-bre właściwości zmęczeniowe przy obcią-żeniach policyklicznych. Stop ten posiada jednak dwa słabe punkty w temperaturze otoczenia. Są to: granica plastyczności oraz mała wytrzymałość zmęczeniowa przy małej liczbie obciążeń. Dlatego kon-tynuowano dalsze prace badawcze nad poprawą tych wartości właściwości sto-pu. W artykule opisano zoptymalizowa-ny skład stopu. Mały dodatek magnezu przyniósł znaczną poprawę właściwości w temperaturze otoczenia i również od-porności na pełzanie, a zawartość wanadu mogła być zmniejszona bez pogorszenia odporności na pełzanie. Właściwości me-
chaniczne otrzymanego w wyniku przepro-wadzonych badań, stopu w temperaturze 250 i 300°C oraz odporność na pełzanie są dużo wyższe niż stopu dotychczas sto-sowanego na głowice silników.
16. KOMPOZYTY
O wpływie modyfikowania trudnoto-pliwymi cząsteczkami nanowymiaro-wymi na strukturę i właściwości kom-pozytów na osnowie aluminium.
O vlijanii modificirovanija nanorazmerny-mi tugoplavkimi chasticami na strukturu i svojstva aljumomatrichnykh kompozi-tov.
Effect of inoculation with nanosize high-melting particles on the structure and properties of alumomatrix composites
Autor: Petrunin A.V., Panfilov A.V., Panfilov A.A.
Lit. Proiz. 2009, nr 10, s. 17-20.
Analizowano mechanizm modyfi-kowania aluminidów tytanu w składzie kompozytów o osnowie aluminium z na-nocząsteczkami SiC i Al2O3. Przedstawio-no wyniki badań struktury i właściwości materiału. Wykazano perspektywiczność stosowania nanocząsteczek trudnotopli-wych związków w charakterze modyfika-torów dla kompozytowych materiałów na osnowie aluminium. Analiza teoretyczna i ocena eksperymentalnych danych proce-su wzajemnego oddziaływania aluminium z proszkiem tytanu pozwala stwierdzić, że wzrost związków międzymetalicznych związany jest z dyfuzją aluminium do we-wnątrz cząstek tytanu, dlatego wymia-ry powstających związków międzyme-talicznych zależą bezpośrednio od ilości przedyfundowanego do nich aluminium. Rezultaty badań struktury i właściwości potwierdziły, że tego rodzaju modyfika-cja jest efektywną metodą podwyższania mechanicznych i eksploatacyjnych cha-rakterystyk funkcjonalnych kompozytów na osnowie aluminium.

Odlewnictwo Współczesne
43
Wytwarzanie drogą odlewania kom-pozytów Al3Ti-Al in-situ i ich odpor-ność na zużycie.
Casting fabrication of in situ Al3Ti-Al com-posites and their wear behaviors.
Autor: Chen Tijun, Li Jian, Hao Yuan
China Foundry 2009, Vol. 6, nr 4, s. 319-327.
Metodą odlewania wykonywano kom-pozyty wzmacniane związkiem między-metalicznym Al3Ti na osnowie czyste-go aluminium oraz na osnowie stopów Al-13Si i Al-17Cu. Badano ich mikro-strukturę i odporność na zużycie przy su-chym tarciu w temperaturze pokojowej i w 100°C. Wyniki wskazują, że fazy związku Al3Ti występują w postaci płat-kowej. Ilość płatkowej fazy związku mię-dzymetalicznego Al3Ti maleje ze wzro-stem zawartości Ti w kompozytach z czystym aluminium oraz stopami Al-Cu i Al-Si. Wpływ działania krzemu na mor-fologię związku Al3Ti wydaje się być więk-szy niż wpływ Cu. Rozkład płatków fazy Al3Ti był różny w osnowach różnych kom-pozytów, co prowadziło do różnego efek-tu rozdrabniania ziaren. Wzrost tempe-ratury, zmniejszenie zawartości Al3Ti lub twardości materiału wpływa na wzmo-żone oddziaływanie obu mechanizmów, a więc na przyspieszenie stopnia zużycia. Kompozyt na osnowie Al-Cu ma najlep-szą odporność na zużycie, a kompozyt na osnowie samego tylko aluminium – naj-gorszą, przy tej samej zawartości tyta-nu. Różnice te przypisuje się różnicom w twardości materiałów lub w efekcie działania płatków fazy Al3Ti.
Nanokompozyty na osnowie magnezu wytwarzane przez odlewanie, wspo-magane ultradźwiękami.
Magnesium matrix nanocomposities fabri-cated by ultrasonic assisted casting.
Autor: Jia X.Y. i in.
Cast Metals Res. 2009, Vol. 22, nr 1-4, s. 196-199.
Za pomocą odlewania wspomagane-go ultradźwiękami o wysokiej częstotli-
wości wytwarzano kompozyty na osnowie magnezu, wzmocnione cząsteczkami SiC o wymiarach "nano" (n-SiCp/AZ91D). Mi-krostruktura nanokompozytów była bada-na metodami mikroskopii optycznej, ska-ningowej oraz mikroskopu transmisyjnego o wysokiej rozdzielczości, a także meto-dami mikroanalizy rentgenowskiej. Wyniki badań wykazały, że dyspersja i rozłożenie cząstek n-SiCp w stopie magnezu, dzię-ki zastosowaniu obróbki ultradźwiękami uległy znacznej poprawie. W porównaniu do niewzmocnionej osnowy stopu AZ91D właściwości mechaniczne nanokompozy-tów uległy zauważalnemu podwyższeniu, a granica plastyczności wzrosła o 117% po odlewaniu grawitacyjnym do form trwałych.
Materiały komórkowe: innowacyjne materiały o wielorakich możliwoś-ciach zastosowania.
Les materiaux cellulaires: une innovation aux applications multiples.
Cellular materials: an innovation with many applications.
Autor: Gailard Y., Dairon J., Fleuriot M.
Fonderie mag. 2010, nr 1, s. 21-33.
Materiały komórkowe zostały odkryte w latach pięćdziesiątych ubiegłego wieku. W szczególności dotyczy to piany meta-licznej, która w ostatnich dziesięciu latach wzbudza coraz większe zainteresowanie z powodu szczególnych właściwości. Znaj-duje ona zastosowanie do obniżenia masy wyrobów i do poprawy warunków ochrony środowiska. Korzyści wynikające z zasto-sowania piany metalicznej wynikają z sa-mej struktury materiału: lepszej absorpcji energii w stosunkowo małej objętości. Jest to korzystne w motoryzacji i kolejnictwie. Wykazuje zdolność do absorpcji dźwięku i wibracji oraz stanowi dobrą izolację ter-miczną, chroni przed eksplozjami i uda-rami. W medycynie stosuje się implanty z piany tytanowej, o budowie zbliżonej do budowy kości człowieka. W artykule omó-wiono metody produkcji piany metalicznej drogą odlewania opracowane przez insty-

Odlewnictwo Współczesne
44
tut CTIF. Badania prowadzono w dwóch kierunkach: wytwarzanie pęcherzyków w stanie ciekłym i infiltracji preformy. Ba-dania właściwości tych materiałów są ak-tualnie prowadzone w kierunku opracowa-nia części z piany metalicznej ze ścisłym naskórkiem – w jednej operacji odlewania i z jednego materiału. Opracowano trzy (opatentowane) procesy produkcji: pro-dukcja pianki stochastycznej, technika ze strukturą pośrednią i proces produkcji pianki o stałych średnicach porów.
17. SYSTEMY ZAPEWNIANIAJAKOŚCI, STATYSTYCZNA
KONTROLA PROCESU (SPC),CERTYFIKACJA, KONTROLA
JAKOŚCI, BADANIAODBIORCZE
Wada „prosieczki”. Przyczyny po-wstawania i metody zapobiegania.
Defekt "prosechka". Prichiny vozniknove-nija i meroprijatija dlja preduprezhdeni-ja.
The Finning Defect. Causes of Origination and Measures of Prevention.
Autor: Mukhomorov I.A.
Lit. Proiz. 2009, nr 6, s. 37-40.
Opisano wadę powierzchniową odle-wów w postaci cienkiego występu o wyso-kości od 2 do 15 mm i o grubości od 0,8 do 1,2 mm (po rosyjsku zwaną „prosieczką”, po polsku te wady nazywamy żyłkami). Długość jej zależy od konstrukcji odlewu. Bywa ona w postaci pojedynczego wystę-pu lub w postaci siatki. W tej ostatniej postaci pojawia się najczęściej w ślepych otworach. Wadę tą usuwa się ręcznie lub piłami mechanicznymi, co podnosi kosz-ty i pracochłonność. Według GOST 9200–80 wada ta powstaje w wyniku wpływa-nia metalu w pęknięcia powierzchniowe formy lub rdzenia. Wada ta pojawiła się w latach 70. ubiegłego wieku po wprowa-dzeniu technologii hot-box. Autor wyraża pogląd, że wada ta jest wynikiem skurczu i pojawia się w powiązaniu z bliznami. Wy-stępuje w odlewach wykonywanych w for-mach z mas wiązanych chemicznie. Praw-
dopodobnie spowodowane jest to tym, że współczesne techniki zagęszczania skie-rowane są na szczelne upakowanie ziaren piasku, a nie na otoczenie poszczególnych ziaren odpowiednią warstewką lepiszcza.
Kontrola wymiarów odlewów za po-mocą lasera.
Laser tracker simplifies castings inspec-tion.
Cast Metal a. Diecasting Times 2009, Vol. 11, nr 4, s. 18.
Firma Otto Junker GmgH wykonuje ze staliwa odlewy o dużych gabarytach i obrabia je mechanicznie. Są to głównie elementy młynów o średnicy dochodzącej do 6,3 m. Ze względu na wymagania ja-kościowe klientów, firma zainwestowała w zakup laserowego urządzenia, sterowa-nego komputerowo, do badania wymiarów gotowego wyrobu. Dokładność pomiarowa urządzenia jest imponująca, na średnicy 4 m dokładność pomiaru wynosi 0,03 mm. Dla firmy taka kontrola jest bardzo waż-na, ponieważ cykl wykonawczy elementu młyna od wykonania odlewu do obrób-ki maszynowej wynosi min. 2 tygodnie, w trakcie których odlew jest transpor-towany i przenoszony do dalszej obrób-ki wiele razy, przez co narażony jest na możliwość odchylenia wymiarowego. Dla-tego zastosowanie urządzenia laserowego do badania wymiarów elementów młynów jest bardzo pomocne. Firma również wy-korzystuje to urządzenia do innych zadań, np. określania stopnia zużycia narzędzi tnących czy stołów obrabiarek.
Pęcherze w odlewach staliwnych jako rezultat ponownego utleniania się stali.
Bubliny v ocelovych odlitcich jako dusle-dek reoxidace oceli.
Gas holes in steel castings as a result of steel reoxidation.
Autor: Brincil T., Senberger J., Zadera A.
Slévárenství 2009, Roč. 57, cis. 7-8, s. 252-256.

Odlewnictwo Współczesne
45
W odlewach staliwnych z dobrze od-tlenionego staliwa pęcherze pojawiają się w obecności zwiększonych stężeń ta-kich wtrąceń, jak FeO. Obecność tlenków wpływała na morfologię oraz liczbę i skład wtrąceń obcych, które tworzą się w wyni-ku intensywnego utleniania dużych wtrą-ceń z wysoką zawartością FeO. Rezulta-tem utleniania się ciekłego metalu oraz reoksydacji są pęcherze gazowe w niektó-rych obszarach odlewu. Regulując prze-bieg wypełniania form, można zmniejszyć proces powtórnego utleniania się metalu.
Analiza nakłuć w odlewie pokrywy wykonanej z żeliwa sferoidalnego.
Analyza bodlin v odlitku vika z LKG.
Analysis of pinholes in a casting of a cover from GJS.
Autor: Foret R.
Slévárenství 2009, Roč. 57, cis. 7-8, s. 245-248.
Przestawiono zjawisko występowania nakłuć w odlewach z żeliwa sferoidalnego. Zademonstrowano możliwości wykorzy-stania metalografii i mikroanalizy składu chemicznego warstwy powierzchniowej nakłuć do ich identyfikacji. Analiza ta umożliwia także zdefiniowanie rodzajów gazów, które wywołują powstanie nakłuć.
Ocena przebiegu procesu spawania na podstawie analizy obrazów wizyj-nych i termowizyjnych.
Assessment of welding process based on the vision and thermo-vision image ana-lysis.
Autor: Fidali M., Bzymek A., Timofiej-czuk A.
Biul. Inst. Spawaln. 2009, nr 2, s. 50-56.
Przedstawiono wizyjny system mo-nitorowania i oceny przebiegu procesu spawania oraz jakości połączeń spawa-nych. Zadaniem systemu jest rejestra-cja obrazów wizyjnych i termowizyjnych podczas procesu spawania, a następnie
ich przetwarzanie, analiza i rozpoznawa-nie. Jakość działania systemu zależy od zastosowanych metod ich przetwarzania i analizy obrazów. Zamieszczono wyni-ki badań związanych z doborem odpo-wiednich metod przetwarzania i analizy obrazów, pozwalających na identyfikację wybranych niezgodności spawalniczych. W trakcie badań posłużono się obrazami zarejestrowanymi podczas eksperymen-tów laboratoryjnych i przemysłowych.
Zapobieganie wadom wynikłym ze stosowania mas formierskich w technologii cold-box.
Vermeidung formstoffbedingter Feler beim Einsatz des Cold-Box-Verfahren.
The prevention of defects resulting from the use of moulding sands in cold-box technology.
Giesserei-Prax. 2008, nr 10, s. 347-348, 349-352.
Odlewnie produkujące wysokiej jako-ści odlewy motoryzacyjne cechuje wysoki poziom automatyzacji. Większość produ-kowanych na świecie odlewów wytwarza-na jest w Niemczech. Ten fakt związany jest ze wzrostem poziomu skompliko-wania odlewów motoryzacyjnych. Aby wykonać skomplikowane odlewy moto-ryzacyjne dobrej jakości konieczne jest także stosowanie odpowiedniej, wyso-kiej jakości materiałów formierskich. Dlatego też podniesiono wymagania do-tyczące jakości stosowanych materia-łów formierskich, a w pierwszym rzędzie spoiw. W tym względzie sprawdziła się w praktyce technologia wytwarzania rdze-ni PU-Cold-Box jako technologia opłacal-na ekonomicznie i gwarantująca dobrą ja-kość otrzymywanych rdzeni. Stosowanie tej metody wytwarzania rdzeni do wyko-nywania rdzeni skomplikowanych wiąże się z niebezpieczeństwem powstawania wad typowych dla technologii cold-box, jak żyłki i strupy w odlewach żeliwnych. Wady odlewów wywołane gazem wystę-pują w odlewach ze stopów żelaza i metali nieżelaznych a wynika to ze skomplikowa-nego kształtu odlewów motoryzacyjnych. W dzisiejszej nowoczesnej produkcji blo-

Odlewnictwo Współczesne
46
ków silników i głowic cylindrów stosuje się różnego typu rdzenie i pakiety rdzeni, w których nie wolno pomijać zjawiska wy-dzielania gazu. Istnieje wiele metod wy-eliminowania tego typu wad, których po-łączenie może okazać się skuteczne.
18. MASZYNY I URZĄDZENIA
Oszczędność energii i zwiększenie wydajności. Modernizacja starszych urządzeń indukcyjnych do topienia.
Energie sparen, Leistung steigern. Moder-nisierung aelterer Induktionsschmelzan-lagen.
Energy savings and improved efficiency. Modernisation of old induction plants for melting.
Giesserei-Erfahrungsaust. 2009, nr 1+2, s. 16-20, 23-24.
Topialnie zużywają od 60 do 70% energii w odlewni. Ze względu na rosnące koszty energii konieczna jest moderniza-cja urządzeń do topienia. Z urządzeń in-dukcyjnych do topienia najbardziej rozpo-wszechnione są piece indukcyjne średniej częstotliwości. Piece te zasilane są po-przez przetwornice częstotliwości o ma-łym poziomie strat. Wytwarzają one czę-stotliwości eksploatacyjne pomiędzy 60 a 3000 Hz. Przykładem nowoczesnej prze-twornicy dla pieców średniej mocy może być przetwornica typu ”Insulated Gate Bi-polar Transistor” (IGBT). Istnieje szereg możliwości modernizacji eksploatowanych urządzeń do topienia, np.: połączenie no-woczesnego sposobu prowadzenia pro-cesu i zastosowanie nowoczesnych prze-twornic, których sprawność sięga rzędu 97,5%, przezbrojenie pieców sieciowych na piece średniej częstotliwości – możliwe jest topienie bez zaczynu ciekłego metalu. Przestawienie pieców sieciowych na piece średniej częstotliwości pozwala na skró-cenie czasu topienia, mniejsze są straty cieplne, uzyskuje się znaczną oszczędność energii. W ramach modernizacji zaleca się zastosowanie nowoczesnych systemów
19. HISTORIA ODLEWNICTWAI ODLEWY ARTYSTYCZNE
Odlewy w dzwonnicy.
Castings in the belfry.
Autor: Gibbs S.
Eng. Cast. Solutions 2009, Vol. 11, nr 1, s. 38-40.
Przedstawiono doświadczenia w pro-dukcji dzwonów o różnych wymiarach trzech producentów: firmy Verdin Com-pany z Cincinnati, firmy Richmond Indu-stries Inc. Dayton N.J oraz firmy Foundry and Wheels. Przedstawiciele firm opowia-dali o technologii wykonywania dzwonów w ich firmach oraz o problemach z tym związanych.
kontrolnych do kontroli stopnia zużycia tygla. Znaczne oszczędności przynosi zastosowanie układów do topienia typu tandem. W artykule omówiono efekty po-szczególnych rodzajów modyfikacji eks-ploatowanych urządzeń do topienia.

TYTUŁ CZASOPISMA, NUMERWYBRANE ARTYKUŁY
AUTORZY TYTUŁ ARTYKUŁU
Chen Xiang, Li YanxiangEffects of strontium and boron interactions in AI-7Si alloys.
Wpływ interakcji strontu i boru w stopach AI-7Si.
Chen Tijun, Fu Mingfeng, Hao Yuan
Microstructural evolution of fine-grained ZA27 alloy during partial remelting.
Ewolucja mikrostruktury w drobnoziarnistym stopie ZA27 podczas częściowego przetapiania.
Li Tingzhong, Luo Jirong, Wu Shusen
Rapid preparation of ceramic moulds for medium-sized superalloy castings with magnesia-phosphate-bonded bauxite-mullite investment.
Metoda szybkiego przygotowania form ceramicznych z materiału boksytowo-mulitowego ze spoiwem magnezytowo-fosforanowym do wykonywania średniogabarytowych odlewów z nadstopów metodą wytapianych modeli.
Wang Zhifeng, Zhao Weimin, Li Haipeng, Liang Chunyong
Fabrication of quaternary Mg-Zn-Y-Ce quasi-crystal alloys and their strengthening effects on AZ91 magnesium alloys.
Wytwarzanie poczwórnych stopów Mg-Zn-Y-Ce o strukturze pseudokrystalicznej oraz efekt umacniający dodatków tych pierwiastków wprowadzanych do stopów magnezu AZ91.
Zhang Yutuo, Li Guimao, Zhang Wanning, Wang Chengzhi
New filling system design for bolster casting and computer simulation.
Zaprojektowanie nowego układu wypełniania formy metalem do wykonywania odlewów poprzecznicy oraz symulacja komputerowa działania tego układu.
Yu Zhuhuan, Liu Lin, Zhao Xinbao, Zhang Weiguo, Zhang Jun, Fu Hengzhi
Effect of carbon additions on the microstructure of a single crystal Ni-based superalloy AM3.
Wpływ dodatków węgla na mikrostrukturę monokrystalicznego nadstopu AM3 na bazie niklu.
Yang Fei, Kong Fantao, Chen Yuyong, Xiao Shulong
Effect of V and Nb additions on microstructure, properties, and deformability of Ti-45Al-9 (V, Nb, Y) alloy.
Wpływ dodatków V i Nb na mikrostrukturę, właściwości i odkształcalność stopu Ti-45Al-9 (V, Nb, Y).
Ren Wenliang, Li Quan’an, Li Jianhong, Li Kejie, Zhang Xingyuan
Effects of yttrium on microstructure and mechanical properties of Mg-6Al magnesium alloy.
Wpływ itru na mikrostrukturę i właściwości mechaniczne stopu magnezu Mg-6Al.
Jiang Junxia, Li Qinliang, Wzhichao, Chen Liliang
Numeral simulation of mould filling process for pressure plate and valve handle in LFC.
Symulacja numeryczna procesu wypełniania formy podczas odlewania techniką zgazowywanych modeli płyty ciśnieniowej i uchwytu zaworu.
Liu Aihui, Li Bangsheng, Sui Yanwei, Guojingjie
Numerical simulation of interfacial reaction between titanium and zirconia.
Symulacja numeryczna reakcji międzyfazowych zachodzących pomiędzy tytanem i dwutlenkiem cyrkonu.
Lou Yanchun, Zhang Zhongqiu
Advanced manufacturing technologies of large martensitic stainless steel castings with ultra low carbon and high cleanliness.
Nowoczesne technologie wytwarzania dużych odlewów z martenzytycznego staliwa nierdzewnego o bardzo niskiej zawartości węgla i wysokiej czystości.
Ekspresowa informacja naukowo-techniczna z wybranych czasopism
47
CHINA FOUNDRYVol. 7 November 2010

Odlewnictwo Współczesne
48
TYTUŁ CZASOPISMA, NUMERWYBRANE ARTYKUŁY
AUTORZY TYTUŁ ARTYKUŁU
John JorstadUnderstanding Aluminum Rheocasting.
Zrozumieć proces reodlewania (rheocasting) aluminium.
G. Wallace, A.P. Jackson, S.P. Midson
Semi-Solid Casting of High-Quality Aluminum Turbocharger Impellers.
Odlewanie w stanie półciekłym ze stopu aluminium o wysokiej jakości wirników do turbosprężarki doładowującej.
S. Otarawanna, H.I. Laukli, C.M. Gourlay, A.K. Dahle
High-Integrity High-Pressure Die Castings.
Odlewy o jednolitej strukturze wykonywane w procesie odlewania pod wysokim ciśnieniem.
Stephen P. Midson
11th International Conference on the Semi-Solid Processing of Alloys and Composites.
XI Międzynarodowa Konferencja na temat przetwarzania stopów i kompozytów w stanie półciekłym.
DIE CASTING ENGINEER,November 2010
GIESSEREI12/2010
Andrej Malaschkin, Dirk Richarz,
Qualitätssichernde Prozesssteuerung/-regelung auf der Basis einer lückenlosen Datenerfassung und Fehlerrückverfolgbarkeit.
Zapewniające dobrą jakość sterowanie procesem i jego regulacja na bazie pełnej rejestracji danych i wstecznego śledzenia powstawania wad.
Jürgen Bast, Wolfgang Simon, Eva Abdullah
Untersuchungen zum Ausformen von Grünsandballen.
Badania dotyczące wybijania form z mas wilgotnych.
Klaus RöhrigLegiertes Gusseisen (44. Folge).
Żeliwo stopowe (Część 44).
Karl-Heinz Schütt
Technikgeschichte, Kunstguss, Kunsthandwerk (12. Folge).
Historia odlewnictwa i rękodzieła artystycznego (Część 12).
Carsten TeichertProzzesssimulation mit „Witness”.
Symulacja procesu za pomocą oprogramowania Witness.
Carolin Wallenhorst, Jörg Körschgen, Marcus Frohn, Axel Kasperowski
Steuerung der Prozessstabilität bei der anorganischen Kernfertigung.
Podtrzymywanie stabilności procesu przy produkcji rdzeni ze spoiwem nieorganicznym.
Rüdiger Deike
Wie werden sich die globalen Rohstoffmärkte entwickeln?
Jakie tendencje będą panowały na globalnym rynku surowców?

Odlewnictwo Współczesne
49
GIESSEREI12/2010
Andrej Malaschkin, Dirk Richarz,
Qualitätssichernde Prozesssteuerung/-regelung auf der Basis einer lückenlosen Datenerfassung und Fehlerrückverfolgbarkeit.
Zapewniające dobrą jakość sterowanie procesem i jego regulacja na bazie pełnej rejestracji danych i wstecznego śledzenia powstawania wad.
Jürgen Bast, Wolfgang Simon, Eva Abdullah
Untersuchungen zum Ausformen von Grünsandballen.
Badania dotyczące wybijania form z mas wilgotnych.
Klaus RöhrigLegiertes Gusseisen (44. Folge).
Żeliwo stopowe (Część 44).
Karl-Heinz Schütt
Technikgeschichte, Kunstguss, Kunsthandwerk (12. Folge).
Historia odlewnictwa i rękodzieła artystycznego (Część 12).
Carsten TeichertProzzesssimulation mit „Witness”.
Symulacja procesu za pomocą oprogramowania Witness.
Carolin Wallenhorst, Jörg Körschgen, Marcus Frohn, Axel Kasperowski
Steuerung der Prozessstabilität bei der anorganischen Kernfertigung.
Podtrzymywanie stabilności procesu przy produkcji rdzeni ze spoiwem nieorganicznym.
Rüdiger Deike
Wie werden sich die globalen Rohstoffmärkte entwickeln?
Jakie tendencje będą panowały na globalnym rynku surowców?
TYTUŁ CZASOPISMA, NUMER
WYBRANE ARTYKUŁY
AUTORZY TYTUŁ ARTYKUŁU
GIESSEREI ERFAHRUNGSAUSTAUSCH11+12/2010
Sandra Lehmann, Wolfgang Kollenberg
Was steckt hinter dem Begriff Thermische Beständigkeit? Wie feuerfest sind Schlichten und Formgrundstoffe?
Co kryje się pod pojęciem odporność termiczna? Jak żarowytrzymałe są pokrycia i podstawowe materiały formierskie?
Günter Eder, Angelos Ch. Psimenos
PCT – Pure Coating Technology. Ein neues Verfahren für das Schlichten.
Technologia Pure-Coating. Nowa metoda wytwarzania pokryć.
Cristoph Genzler
CPP-Anlagen sorgen für gleichmäßigen Schlichteauftrag. Das Coating Management Konzept von Foseco.
Urządzenia typu CPP zapewniają równomierne nanoszenie pokryć. Koncepcja totalnego zarządzania pokryciami firmy Foseco.
Andrea Ferkinghoff
Windkraftanlagen als Wachstumsträger für die Gießereibranche. Eisengießerei setzt bei Großgussteilen auf innovative Formstoffkonzepte.
Elektrownie wiatrowe są nośnikami wzrostu dla branży odlewniczej. W produkcji dużych elementów (odlewów) odlewnia stawia na nowoczesne materiały formierskie.
Søren Skov-Hansen, Nick R. Green, Niels Skat Tiedje
Analyse des Strömungsverhaltens bei der Gießformfüllung. Gusseisen mit Kugelgraphit in strömungsberuhigten Eingusssystemen.
Analiza przepływu strumienia metalu podczas wypełniania form. Żeliwo sferoidalne a układ wlewowy uspokajający przepływ.
Karola Thews
Für die Optimierung der gesamten Gussteilfertigungskette. Magma5, die neue Softwaregeneration für die Gießprozessimulation.
Optymalizacja całego cyklu produkcyjnego odlewów Magma5, najnowsza generacja oprogramowania do symulacji procesu odlewania.
Josef Leyendecker
Modernisierung verbessert Produktivität. Materialprüfmaschinen wieder fit für die Zukunft.
Modernizacja poprawia wydajność. Urządzenia do badań materiałów gwarantują przyszłość.
Bilgehan Gür
Industrielles Messen mit Lichtgeschwindigkeit. Core-DS und Core-DG optimieren die Qualitätsprüfung.
Pomiar przemysłowy z prędkością światła. Core-DS i Core-DG pozwalają zoptymalizować sprawdzanie jakości.
Marc Böck
Kontaktscheiben für Höchstleistungen beim Gussputzen. 40%ige Steigerung der Abtragsleistung durch die richtige Auswahl der Kontaktscheibe.
Tarcze dotykowe poprawiają wydajność oczyszczania. 40% wzrost wydajności oczyszczania przez prawidłowy dobór tarcz dotykowych.

Odlewnictwo Współczesne
50
TYTUŁ CZASOPISMA, NUMERWYBRANE ARTYKUŁY
AUTORZY TYTUŁ ARTYKUŁU
Lutz Dekker, Babette Tonn
Keimbildende Wirkung von Antimon in dickwandigem GJS zur Vermeidung von Chunky-Graphit.
Wpływ sprzyjającego zarodkowaniu na uniknięcie powstawania grafitu Chunky w grubościennych odlewach z żeliwa sferoidalnego.
Georg F. Geier, Werner Bauer, Martin Müller
Einfluss des Wärmebehandlungszustands auf die Nodularitätskontrolle von Gusseisen mit Kugelgraphit mittels Ultraschall.
Wpływ stanu obróbki cieplnej na możliwość kontroli sferoidów w żeliwie sferoidalnym za pomocą ultradźwięków.
Simon Kleiner, Kurt Track
SiMo1000 – Ein aluminiumlegiertes Gusseisen für Hochtemtemperaturanwendungen.
Żeliwo SiMo1000 z dodatkiem aluminium do pracy w wysokich temperaturach.
Harald Tschenett
Umsetzung lines innovativen Konzeptes zur Herstellung von Schleuderguss-Rohren aus duktilem Gusseisen.
Wykorzystanie innowacyjnej koncepcji w produkcji rur odlewanych odśrodkowo z żeliwa sferoidalnego.
Wolfgang KnotheDas Impfen von Gusseisen mit Kugelgraphit.
Modyfikacja żeliwa sferoidalnego.
Jördis Rosc, Daniel Habe, Thomas Pabel, Georg F. Geier, Peter Schumacher
Methode für die Bewertung Porositätsanalysen von CT-Daten.
Metoda oceny analiz porowatości w oparciu o dane tomografii komputerowej.
GIESSEREI RUNDSCHAUHeft 11/12 2010
R. Fuoco, M. Moreira
Fatigue cracks in aluminum cylinder heads for diesel engines.
Powstawanie pęknięć zmęczeniowych w odlewanych ze stopu aluminium głowicach cylindrów do silników diesla.
R. Mackay, J. Sokolowski
Comparison between wedge test castings and component engine block castings properties.
Porównanie właściwości prostych próbek klinowych i skomplikowanych odlewów bloków cylindrów.
A. Luo, A. Sachdev
Microstructure and mechanical properties of magnesium-aluminium-manganese cast alloys.
Mikrostruktura i właściwości mechaniczne odlewniczych stopów Mg-Al-Mn.
INTERNATIONAL JOURNAL OF METALCASTINGVOL. 4, ISSUE 4, FALL 2010

Odlewnictwo Współczesne
51
TYTUŁ CZASOPISMA, NUMERWYBRANE ARTYKUŁY
AUTORZY TYTUŁ ARTYKUŁU
Lutz Dekker, Babette Tonn
Keimbildende Wirkung von Antimon in dickwandigem GJS zur Vermeidung von Chunky-Graphit.
Wpływ sprzyjającego zarodkowaniu na uniknięcie powstawania grafitu Chunky w grubościennych odlewach z żeliwa sferoidalnego.
Georg F. Geier, Werner Bauer, Martin Müller
Einfluss des Wärmebehandlungszustands auf die Nodularitätskontrolle von Gusseisen mit Kugelgraphit mittels Ultraschall.
Wpływ stanu obróbki cieplnej na możliwość kontroli sferoidów w żeliwie sferoidalnym za pomocą ultradźwięków.
Simon Kleiner, Kurt Track
SiMo1000 – Ein aluminiumlegiertes Gusseisen für Hochtemtemperaturanwendungen.
Żeliwo SiMo1000 z dodatkiem aluminium do pracy w wysokich temperaturach.
Harald Tschenett
Umsetzung lines innovativen Konzeptes zur Herstellung von Schleuderguss-Rohren aus duktilem Gusseisen.
Wykorzystanie innowacyjnej koncepcji w produkcji rur odlewanych odśrodkowo z żeliwa sferoidalnego.
Wolfgang KnotheDas Impfen von Gusseisen mit Kugelgraphit.
Modyfikacja żeliwa sferoidalnego.
Jördis Rosc, Daniel Habe, Thomas Pabel, Georg F. Geier, Peter Schumacher
Methode für die Bewertung Porositätsanalysen von CT-Daten.
Metoda oceny analiz porowatości w oparciu o dane tomografii komputerowej.
V. Kosour, M. Horáček
Numerická simulace vstřikování voskové siměsi pro výrobu modelů.
Numerical simulation of wax filling into dies for production of patterns.
Symulacja numeryczna procesu napełniania woskiem matrycy do produkcji modeli odlewniczych.
K. Hrbáček, A. Joch, J. Zýka, B. Podhorná, J. Hlous
Stabilita struktury a mechanických vlastností lité slitiny 718 Plus po dlouhodobém účinku teploty.
Stability of structure and mechanical properties of 718 Plus cast alloy after a long-run effect of temperature.
Stabilizacja struktury i właściwości mechanicznych odlewanego stopu 718 Plus pod wpływem długotrwałego oddziaływania temperatury.
J. Hakl, T. Vlasák, P. Novák
Žárupevné kobaltom slitiny odlévané v České republice.
High temperature Co base alloys cast in the Czech Republic.
Żaroodporne stopy na bazie kobaltu odlewane w Republice Czech.
D. Bolibruchová, M. Brůna, M. Mróz
Hodnotenie mechanických a štruktúrnych vlastností zliatiny AC 42200 odlievanej metódou na vytaviteľný model.
Evaluation of mechanical and structural properties of AC 42200 alloy cast by the investment casting method.
Ocena właściwości mechanicznych i strukturalnych stopu AC 42200 odlewanego metodą wytapianych modeli.
SLÉVÁRENSTVL11-12/2010
TYTUŁ CZASOPISMA, NUMERWYBRANE ARTYKUŁY
AUTORZY TYTUŁ ARTYKUŁU
Monroe Charles, Richard Huff
Predicting aluminum nitride embrittlement: a new tool updates earlier models for predicting a significant defect found in heavy section steel castings.
Prognozowanie wzrostu kruchości w grubościennych odlewach staliwnych na skutek obecności azotku glinu – nowy model aktualizujący poprzednie metody przewidywania tej poważnej wady.
MODERN CASTINGNOVEMBER 2010

Informacja patentowa
Patent nr 204604 „Sposób otrzymywania odlewów w formie odlewniczej z wysokojakościowego żeli-wa”Twórcy: Stachańczyk Jerzy, Cupiał Janusz, Stefański Zbigniew, Asłanowicz Maciej, Fulko Tadeusz, Ościłowski AndrzejWłaściciel: Instytut Odlewnictwa, Kraków Patent nr 204423 „Sposób wytwarzania spieków ciężkich z osnową wolframową”Twórcy: Jackowski Adam, Włodarczyk Edward, Michałowski Jerzy, Piętaszewski JanWłaściciel: Wojskowa Akademia Technicz-na, Warszawa
Patent nr 204430 „Sposób wytwarzania węglikostali”Twórcy: Leżański Jan, Madej Marcin, Indra JarosławWłaściciel: Akademia Górniczo-Hutnicza im. Stanisława Staszica, Kraków
Patent nr 204607 „Sposób wykonywania modyfikatora w po-staci kształtek do modyfikacji żeliwa sza-rego i sferoidalnego”Twórcy: Stefański Zbigniew, Madej Włady-sław, Stachańczyk Jerzy, Asłanowicz Ma-ciej, Fulko Tadeusz, Ościłowski AndrzejWłaściciel: Instytut Odlewnictwa, Kraków
Patent nr 204391 „Wysokowytrzymała blacha stalowa i spo-sób jej wytwarzania”Twórcy: Nonaka Toshiki, Taniguchi Hiroka-zu, Mizutani Masaaki, Fujita NobuhiroWłaściciel: NIPPON STEEL CORPORATION, Tokio
Patent nr 204601 „Urządzenie do termicznego oczyszczania złomu metalowego, zwłaszcza złomu alu-minium”Twórcy: Smorawiński Zdzisław, Hypś Woj-ciech, Bonderek Zbigniew, Rzadkosz Sta-nisław, Stolarski MarianWłaściciel: Akademia Górniczo-Hutnicza im. Stanisława Staszica, Kraków
Patent nr 207459 „Masa formierska lub rdzeniowa i sposób jej utwardzania”Twórcy: Grabowska Beata, Holtzer MariuszWłaściciel: Akademia Górniczo-Hutnicza im. Stanisława Staszica, Kraków Patent nr 207539 „Krystalizator rurowy do ciągłego odlewa-nia”Twórcy: Roehrig Adalbert, Kawa Franz Właściciel: Concast Ag, Zürich
Wykaz udzielonych przez UP RP patentów z zakresu odlewnictwa (listopad 2010 – styczeń 2011)
52

Odlewnictwo Współczesne
53
Informacja patentowa
Patent Nr 207538 „Wnęka formierska krystalizatora do cią-głego odlewania wlewków kwadratowych i kęsisk kwadratowych”Twórcy: Roehrig Adalbert, Kawa Franz Właściciel: Concast Ag, Zürich Patent Nr 207235 „Sposób docieplania ciekłej stali w nad-stawce wlewnicy i/lub w kadzi pośredniej urządzenia do ciągłego odlewania stali oraz pokrywa do tego celu”Twórcy: Zdonek Bogdan, Hoderny Bro-nisław, Żyła Fryderyk, Zatwardnicki Andrzej, Bulkowski Lech, Paszta Janusz, Binek Stanisław, Pichór Janusz, Lisiecki Wojciech, Ochab Kazimierz Właściciel: Instytut Metalurgii Żelaza im. Stanisława Staszica, Gliwice; Celsa Huta Ostrowiec Sp. z o.o., Ostrowiec Święto-krzyski Patent nr 206959 „Krystalizator chłodzony cieczą”Twórcy: Rolf Thomas, Wobker Hans-Gün-ter, Hugenschütt Gerhard, Burlager Rein-hold Właściciel: KM Europa Metal Aktienge-sellschaft, Osnabrück Patent Nr 207459 „Sposób zagospodarowania pyłów z su-chego odpylania mas formierskich”Twórcy: Holtzer Mariusz, Drożyński Dariusz, Bobrowski Artur, Bigaj Antoni, Żuchliński Robert, Kirchner DanielWłaściciel: Akademia Górniczo-Hutni-cza im. Stanisława Staszica, Kraków; Odlewnia Żeliwa Bydgoszcz Sp. z o.o., Bydgoszcz Patent nr 207583 „Sposób określania zdolności do dalszej przeróbki plastycznej wsadu z tulei odle-wanej w sposób ciągły”Twórcy: Stalony-Dobrzański Feliks, Osika JanWłaściciel: Akademia Górniczo-Hutnicza im. Stanisława Staszica, Kraków
Patent nr 207744 „Sposób chłodzenia urządzenia rolkowego i urządzenie rolkowe”Twórcy: Brotzki Herbert, Fest ThomasWłaściciel: SMS Siemag Aktiengesells-chaft, Düsseldorf
Patent nr 207700 „Sposób wykonywania tygla laboratoryj-nego i tygiel laboratoryjny”Twórcy: Przybyło Witold Właściciel: Instytut Metalurgii i Inżynie-rii Materiałowej im. Aleksandra Krupkow-skiego Polskiej Akademii Nauk, Kraków
Patent nr 207662 „Sposób wytwarzania drutu kompozyto-wego pokrytego warstwą Cu lub Ag”Twórcy: Ciura Ludwik, Kazana Wiesław, Czepelak Marian, Malec WitoldWłaściciel: Instytut Metali Nieżelaznych, Gliwice
Opracowała: Janina Marzencka

Szkolenia-konferencje-seminaria-spotkania
Planowane wydarzenia:
54
Szkolenie laboratoryjne:
Analiza i interpretacja obrazów mikroskopowych mikrostruktury żeliwa
Kraków, 24 maja (wtorek) 2011 r.
Zakres tematyczny szkolenia:
Techniki preparatyki próbek żeliwa do badań metalograficznych, praktyczne aspekty 1. wyboru i stosowania nowoczesnych materiałów polerskich do przygotowania zgładów metalograficznych. Obserwacje mikroskopowe zgładów metalograficznych - podstawy analizy obrazu mi-2. kroskopowego. Znormalizowane metody opisu, klasyfikacji i oceny mikrostruktury wg norm w aspek-3. cie kontroli jakości i warunków technicznych odbioru odlewów.
Wykładowcy:dr inż. Małgorzata Warmuzek, mgr inż. Łukasz Boroń Czas trwania:1 dzień (od godz. 9.00 do 15.00)
Uczestnicy szkolenia otrzymają zaświadczenie o udziale w szkoleniu.
INFORMACJE ORGANIZACYJNE
Szkolenie odbędzie się w Instytucie Odlewnictwa (Kraków, ul. Zakopiańska 73; Budynek Laboratoryjno-Technologiczny; Laboratorium Badań Struktury i Właściwości).
Koszt uczestnictwa w szkoleniu wynosi - 800,00 zł (brutto) od osoby. Koszty delegacji i zakwaterowania pokrywa Zakład delegujący uczestnika szkolenia. Instytut deklaruje pomoc w rezerwacji miejsc hotelowych.
Zgłoszenie uczestnictwa w szkoleniu prosimy przesłać faxem (karta zgłoszenia - do wydruku – znajduje się na stronie www.iod.krakow.pl w zakładce szkolenia) do 17 maja br. ILOŚĆ MIEJSC OGRANICZONA. Szkolenie w grupie max. 5–6 osobowej.Ewentualną rezygnację z udziału w szkoleniu należy zgłosić do 20 maja br.
Kontakt w sprawach dotyczących zakresu tematycznego szkolenia:
dr inż. Małgorzata Warmuzek - tel.(12) 26-18-317; e-mail.: [email protected]

Odlewnictwo Współczesne
55
Szkolenia-konferencje-seminaria-spotkania
INNOWACJE W ODLEWNICTWIE
CIŚNIENIOWYM
18-20 maja 2011
IV Międzynarodową Konferencję Naukową
FRECH Polska Sp. z o.o.
STOWARZYSZENIE TECHNICZNE ODLEWNIKÓW POLSKICH
ZARZĄD GŁÓWNY STOP
INSTYTUT ODLEWNICTWA, Kraków
TERMINARZ KONFERENCJI
Zgłoszenie udziału w konferencji • do 30 marca 2011 r.Koszt udziału 600,00 PLN + VATZgłoszenie udziału w konferencji • od 30 marca do 29 kwietnia 2011 r.Koszt udziału 700,00 PLN + VATZgłoszenie referatu (z krótkim streszczeniem w jęz. pol. • i ang.) do 15 marca 2011 r.Nadesłanie gotowych referatów, do prezentacji w czasie • konferencji: do 30 marca 2011 r. Koszt udziału obejmuje materiały konferencyjne, • zakwaterowanie i wyżywienie.Zgłaszając uczestnictwo w konferencji, prosimy • o dokonanie wpłaty na konto: PEKAO SA III O/Kraków40 1240 2294 1111 0010 1634 3901 z dopiskiem „Ciśnieniówka”.
ADRES DO KORESPONDENCjI:
Sekretariat konferencji
ul. Zakopiańska 7330-418 Krakówtel: +48/12/26 18 381 lub 256fax: +48/12/26 60 870e-mail: [email protected]
IV M
iędz
ynar
odow
a K
onfe
renc
ja N
auko
wa
„Inn
owac
je w
odl
ewni
ctw
ie c
iśni
enio
wym
”18
-20
maj
a 20
11 r.
Zam
ek K
siąż
Sek
reta
riat k
onfe
renc
jiul
. Zak
opia
ńska
73
30-4
18 K
rakó
wte
l: +4
8/12
/26
18 3
81 lu
b 25
6fa
x: +
48/1
2/26
60
870
e-m
ail:
jmad
ej@
iod.
krak
ow.p
l
Konferencja odbędzie się w Zamku Książ ul. Piastów Śląskich 158-306 Wałbrzych
Zapraszają na
Książ
Konferencja:
IV Międzynarodowa Konferencja Naukowa - INNOWACJE W ODLEWNI-CTWIE CIŚNIENIOWYM
Prof. dr hab. inż. Jerzy J. SobczakProf. dr hab. inż. Józef Sz. Suchy Prof. dr hab. inż. Zbigniew GórnyProf. dr hab. inż. Stanisław Pietrowski Prof. dr hab. inż. Andrzej Białobrzeski
Celem konferencji jest zaprezentowanie:
kierunków rozwoju odlewnictwa ciśnieniowego,• stopów metali stosowanych na odlewy ciśnieniowe, • nowoczesnych technologii, • konstrukcji odlewów i form ciśnieniowych, • maszyn i urządzeń peryferyjnych, • materiałów pomocniczych,• zastosowania technik komputerowych • w odlewnictwie ciśnieniowym.
Organizatorzy konferencji zapraszają do zgłaszania referatów z podanego powyżej zakresu tematycznego. Referaty będą opublikowane w materiałach konferencyjnych.Prosimy o przygotowanie referatów zgodnie z podanymi wytycznymi.
W czasie Konferencji zakłady i firmy mogą prezento-• wać swoje wyroby, metody badawcze, metody pro-dukcji, systemy (programy) komputerowe w formie wystąpień oraz/lub wystaw. Zapewniamy tłumaczenie symultaniczne (ang/pol).•
Mgr inż. Bernard Błaszczak - FRECH PolskaMgr inż. Maciej Asłanowicz - Prezes ZG STOPDr inż. Aleksander Fajkiel - Instytut Odlewnictwa Mgr Joanna Madej - Instytut OdlewnictwaMgr inż. Wiesław Walczak - V-ce Prezes ZG STOP
Środa, 18 maja 2011 r. 11.00 - 13.00 Rejestracja Uczestników 13.00 - 14.00 Obiad 14.00 - 14.30 Otwarcie konferencji 14.30 - 14.50 Referat nt. odlewnictwa ciśnieniowego 14.50 - 15.10 Referat nt. odlewnictwa ciśnieniowego 15.10 - 15.30 STATOIL 15.30 - 15.40 Dyskusja 15.40 - 16.00 Przerwa kawowa 16.00 - 16.20 Referat nt. energii odnawialnej 16.20 - 16.40 Referat nt. odlewnictwa ciśnieniowego 16.40 - 17.00 Referat nt. odlewnictwa ciśnieniowego 17.00 - 17.10 Dyskusja 18.00 Uroczysta kolacja
19 maja 2011 r. 8.00 - 9.00 Śniadanie 10.00 - 10.20 MONEVA 10.20 - 10.40 FRECH 10.40 - 11.00 KUKA 11.00 - 11.10 Dyskusja 11.10 - 11.30 Przerwa kawowa 11.30 - 11.50 STRIKOWESTOFEN 11.50 - 12.10 KMU 12.10 - 12.30 MELTEC 12.30 - 12.50 KELLER 12.50 - 13.00 Dyskusja 13.00 - 14.00 Obiad 15.00 - 17.00 Sesja posterowa 18.00 Zwiedzanie Zamku/Kolacja
20 maja 2011 r. 8.00 - 9.00 Śniadanie 10.00 -12.00 Referat nt. odlewnictwa ciśnieniowego 13.00 Zakończenie konferencji – Wycieczka do Monevy w Świebodzicach* Szczegółowy program otrzymają Państwo w dniu konferencji
Zgłoszenie udziału w konferencji
pt.: „Innowacje w odlewnictwie ciśnieniowym”w dniach od 18 do 20 maja 2011 r. – Zamek Książ
Ostateczny termin nadsyłania zgłoszenia uczestnictwa: 5 maja 2011!
Sekretariat konferencji: ul. Zakopiańska 73, 30-418 Krakówfax: +48/012/26 60 870, e-mail: [email protected]
Nazwa instytucji: ............................................................... ...........................................................................................Adres: .....................................................................................................................................................................................................................................................................Imię i Nazwisko/Funkcja: .............................................................................................................................................Telefon: ............................. Fax: ...............................e-mail: ..............................
Rezerwacja hotelu*:18/19.05.2011 19/20.05.2011 Zgłoszenie referatu: tak nie Tytuł referatu: .............................................................................................................................................................................................................................................................
Ilość miejsc ograniczona! Decyduje kolejność zgłoszeń.
* Ewentualną rezygnację z udziału w konferencji należy zgłosić do dnia 13 maja 2011 r. W przypadku braku rezygnacji w tym terminie uiszczona opłata za konferencję nie zostanie zwrócona.
Data: ................. Podpis:.............................
Wytyczne przygotowania referatówReferaty prosimy przygotować w wersji elektronicznej w edyto-1. rze Word. Objętość referatu nie może przekroczyć 10-12 stron formatu A4 (czcionka Arial 11 pkt), łącznie z rysunkami i tabelami (wzory Arial 10 pkt, podpisy pod rysunkami i tabelami, opisy wzo-rów, uzupełnienia, przypisy czcionką – Arial 10 pkt, kursywa). Ilość stron musi być parzysta.Rysunki, wykresy, równania i tabele powinny być umieszczone 2. w odpowiednich miejscach tekstu.Streszczenia w jęz. polskim i angielskim powinny wyrażać naj-3. ważniejsze myśli zawarte w artykule zapisane w formie bezoso-bowej, a ich objętość nie powinna przekraczać 100 słów.Przypisy powinny być kolejno numerowane i umieszczane na 4. stronie, gdzie znajduje się odniesienie. Literaturę przytaczaną w tekście, należy oznaczać kolejnymi 5. numerami wprowadzanymi ręcznie w postaci nawiasu kwadra-towego i odpowiedniego numeru w nawiasie, np. [12]. Pozycje powinny być uporządkowane w kolejności alfabetycznej lub w kolejności cytowania.
Materiały należy przesłać na adres: Sekretariat konferencji, ul. Zakopiańska 73, 30-418 Kraków, e-mail: [email protected] lub [email protected]
Komitet Organizacyjny
Komitet Naukowy
RAMOWY PROGRAM KONFERENCJI

Odlewnictwo Współczesne
56
Wydarzenia:
„Solidna Firma 2010”
Instytut Odlewnictwa otrzymał certyfikat „Solidna Firma 2010” w Regionie Mało-polska w Programie Gospodarczo-Konsumenckim pod patronatem przedstawicielstwa Komisji Europejskiej. Tytuł „Solidna Firma 2010” został przyznany Instytutowi Odlewni-ctwa za terminowe regulowanie wszelkich zobowiązań oraz poszanowanie ekologii i praw konsumenckich.
Rada Główna Instytutów Badawczych
W dniu 14 marca 2011 r. odbyło się w naszym Instytucie IV. Posiedzenie Rady Głównej Instytutów Badawczych. Uroczystego otwarcia posiedzenia oraz powitania zaproszonych gości dokonał prof. Leszek Rafalski, Przewodniczący Rady Głównej. Zebranych powitał także prof. Jerzy J. Sobczak, dyrektor Instytu-tu Odlewnictwa, który następnie dokonał prezentacji Instytutu.
Posiedzenie Rady Głównej Instytutów Badawczych (RGIB) miało na celu omówienie m.in. następujących
problemów: działalność IB, reprezentacja IB w KPN, KEJN, Radzie NCBiR i NCN, noweli-zacja Regulaminu RGIB i Ordynacji Wyborczej do RGIB i Komisji Rewizyjnej RGIB. Pod-czas spotkania zostały przedstawione informacje o planowanym Europejskim Kongresie Gospodarczym, Kongresie Techników Polskich oraz o XX Forum IB.

Odlewnictwo Współczesne
57
Porozumienie o współpracy pomiędzy Instytutem Odlewnictwa a firmą Odlewnie Polskie SA
W dniu 23 marca 2011 r. w Instytucie Odlewnictwa w Krakowie podpisano porozu-mienie o współpracy dotyczącej kompleksowego rozwiązywania problemów w zakresie badań przemysłowych, prac rozwojowych i wdrożeniowych oraz działalności naukowo-badawczej i szkoleniowej.
Umowa została zawarta pomiędzy Instytutem Odlewnictwa reprezentowanym przez prof. Jerzego J. Sobczaka a firmą Odlewnie Polskie SA reprezentowaną przez Zbigniewa Rondudę, Prezesa Zarządu. W spotkaniu uczestniczył również dr inż. Adam Nowak z Ośrodka Badawczo-Rozwojowego Komponentów Odlewniczych w Odlewniach Polskich SA.
Szkolenie pt. Eksploatacja i obsługa pieców indukcyjnych tyglowych. To-pienie żeliwa i staliwa (z uzyskaniem uprawnień do eksploatacji urządzeń elektro-energetycznych lub dozoru).
W odpowiedzi na zapotrzebowanie zgłaszane z odlewni Instytut zorganizował w dniach 24-25 marca 2011 r. szkolenie pt. Eksploatacja i obsługa pieców indukcyjnych tyglowych. Topienie żeliwa i staliwa (z uzyskaniem uprawnień do eksploatacji urządzeń elektroenergetycznych lub dozoru).
W szkoleniu uczestniczyło 16 osób z 4 firm: Zespół Odlewni „RAFAMET” Sp. z o.o. – Kuźnia Raciborska, POLCAST A. Drotlew, B. Piekarski Sp.j. – Szczecin, Huta Małapanew Sp. z o.o. – Ozimek oraz Krakodlew SA – Kraków.
Szkolenie składało się z dwóch bloków tematycznych. Pierwszy blok obejmował wy-kład nt.: aktualnych kierunków rozwoju konstrukcji pieców indukcyjnych tyglowych, ich eksploatacji i obsługi z uwzględnieniem przepisów bhp, odlewniczych stopów żelaza wy-tapianych w piecach indukcyjnych oraz metod ich wytapiania, ze szczególnym uwzględ-nieniem żeliwa sferoidalnego. Wykładowcami byli mgr inż. Andrzej Gwiżdż oraz mgr inż. Mieczysław Kuder z Zakładu Stopów Żelaza Instytutu Odlewnictwa.
W ramach tego bloku zaprezentowano działanie Systemu Analizy Termicznej ATAS®, przeznaczonego do kontroli procesu metalurgicznego żeliwa szarego i sferoidalnego przez rejestrację i interpretację krzywych chłodzenia otrzymanych podczas analizy termicznej próbek szarych i białych. System pozwala na: oznaczanie równoważnika węgla, zawar-tość węgla i krzemu; określanie jakości metalurgicznej żeliwa oraz na bieżącą ingerencję w parametry prowadzonego wytopu i optymalizację całego procesu metalurgicznego.

Odlewnictwo Współczesne
58
Uczestnicy szkolenia mieli również możliwość zapoznania się z najnowocześniejszymi stanowiskami badawczymi, m.in.:
jedynym w Polsce stanowiskiem do badań nieniszczących metodą tomografii kom- -puterowej typu NITON i typu V|TOME|X L-450 (przeznaczonym do badań nieniszczą-cych obiektów dużogabarytowych), które zaprezentował mgr inż. Adam Tchórz;
stanowiskami do wykonywania prototypowych -odlewów i oprzyrządowania metodami Rapid Prototyping oraz skanerem optycznym ATOS III, stosowanym m.in. do sporządzanie kopii obiektów muzealnych i artystycznych za pomo-cą skanowania przestrzennego, zaprezentowa-nymi przez dra inż. Jacka Krokosza – kierowni-ka Pracowni Odlewnictwa Artystycznego.
Drugi blok szkolenia prowadzony był przez przedstawicieli Komisji Kwalifikacyjnej przy Stowarzyszeniu Klub Techniki i Rozwoju - inż. Aleksandra Chrobaka i inż. Zbigniew Dzierwę. Omówiono w nim: podstawowe wiadomości z za-kresu prawa energetycznego, ochrony przeciwpo-rażeniowej, zasady postępowania przy ratowaniu osób porażonych prądem elektrycznym, organi-zację pracy przy urządzeniach elektroenergetycz-nych, zasady bezpieczeństwa i ochrony pracy oraz ochronę przeciwpożarową.
Pod koniec drugiego dnia szkolenia przeprowadzony został ustny egzamin na uzyska-nie uprawnień, który wszyscy uczestnicy szkolenia zaliczyli z wynikiem pozytywnym.
Informujemy, że istnieje możliwość zorganizowania ww. szkolenia w II połowie 2011 roku, po zebraniu odpowiedniej ilości zgłoszeń. Zainteresowanych szkoleniem prosimy o kontakt na e-mail: [email protected] lub [email protected] lub telefon (12) 26 18 282.

Krokosz Jacek*, Pabiś Rafał*, Matoga Beata**
*Instytut Odlewnictwa, ul. Zakopiańska 73, 30-418 Kraków** Międzynarodowe Centrum Kształcenia Politechniki Krakowskiej, ul. Skarżyńskiego 1, 31-866 Kraków
Z historii odlewnictwa...
Odlewane pomniki Papieża Jana Pawła II w Krakowie
Cast statues of Pope John Paul II in Krakow
Streszczenie
Wskazano na główne motywy podjęcia tematu artykułu i podano, że na świecie we-dług różnych danych jest około 600 pomni-ków Jana Pawła II, zaś w samej Polsce około 200. Stwierdzono, że w Krakowie ilość tych obiektów wynosi 16.
Przedstawiono szlak odlewanych pomni-ków Papieża Jana Pawła II w Krakowie, poda-jąc autorów modeli oraz wykonawców – od-lewnie.
Abstract
The main reasons for discussing this sub-ject in an article were pointed out and it was stated that, according to different data, there are about 600 monuments of Pope John Paul II in the world, and about 200 in Poland. It was found that in Krakow, there are 16 of the-se objects.
The cast statues of Pope John Paul II in Krakow were described stating also the na-mes of the authors of the patterns and foun-dries making castings.
Wstęp
Główną inspiracją napisania artyku-łu o odlewanych pomnikach Papieża Jana Pawła II w Krakowie jest mająca nastąpić 1 maja 2011 r. Jego beatyfikacja.
Jak wynika z posiadanych przez au-torów informacji obecnie na świecie znaj-duje się ok. 600 pomników poświęconych
59
temu znamienitemu Polakowi, z czego ok. 200 znajduje się w wielu miastach Pol-ski.
W samym Królewsko–Stołecznym Mieście Krakowie postawiono ich dotych-czas 16.
Wszystko zaczęło się w roku 1980, kiedy to postawiono pierwszy odlewany pomnik, przy ul. Franciszkańskiej 3 na Starym Mieście w Krakowie (siedziba Ku-rii Metropolitalnej). Odsłonięto go w 60. rocznicę urodzin Karola Wojtyły – 18 maja 1980 roku. Autorką pomnika jest włoska artystka-rzeźbiarka Jole Sensi Croci (rys. 1). Obiekt ten jest darem artystów wło-skich dla Krakowa.
Artystka ukazała Papieża Jana Pawła II w charakterystycznym geście pozdra-wiania wiernych [1].

Odlewnictwo Współczesne
60
Kolejnym obiektem jest pomnik sto-jący przy kościele św. Maksymiliana Marii Kolbego (rys. 2), autorstwa Kazi-mierza Gustawa Zemły. Został on odsło-nięty w 1991 roku przed kościołem, który w czasie drugiej pielgrzymki do Polski Papież osobiście konsekrował. Pomnik ufundowany został przez dwóch obywate-li Macedonii: Tomisława Kecmana i Risto Gusterova, o czym świadczy tablica z brą-zu umieszczona na obiekcie. Oprócz tego na pomniku znajduje się odlewany herb z napisem „Totus Tuus” (łac. „Cały Twój”) — hasło Papieża Jana Pawła II, kilkakrot-nie cytowane w jego testamencie.
Warto w tym miejscu przypomnieć, że replika pomnika stoi od 1994 roku przy Wyższym Seminarium Duchownym w Łomży.
Rys. 2. Pomnik Papieża Jana Pawła II przed Kościołem św. Maksymiliana Marii Kolbego
w Krakowie (fot. J. Krokosz)
Fig. 2. Monument to Pope John Paul II in front of St. Maksymilian Kolbe’s Church in Krakow
(Photo by J. Krokosz)
Kolejnym przykładem pomnika ufun-dowanego Papieżowi jest stojący przy wej-ściu do kościoła pw. Pana Jezusa Dobrego Pasterza obiekt ufundowany i wykonany przez Stefana Kowalówkę w 1998 roku, o czym świadczy odlewany napis (rys. 3).
W pracy nad rzeźbą twarzy fundato-rowi pomagał Władysław Dudek. Pomnik ten jest o tyle ciekawy, że figura pochodzi z warsztatu podkrakowskiego odlewnika – Stefana Kowalówki (zm. 2000), który w latach 1995–2000 wykonał wiele posą-gów Jana Pawła II.
Rys. 1. Pomnik Jana Pawła II znajdujący się na dziedzińcu Pałacu Biskupiego w Krakowie
(fot. J. Krokosz)
Fig. 1. Statue of John Paul II located in the courtyard of the Bishop's Palace in Krakow
(Photo by J.Krokosz)
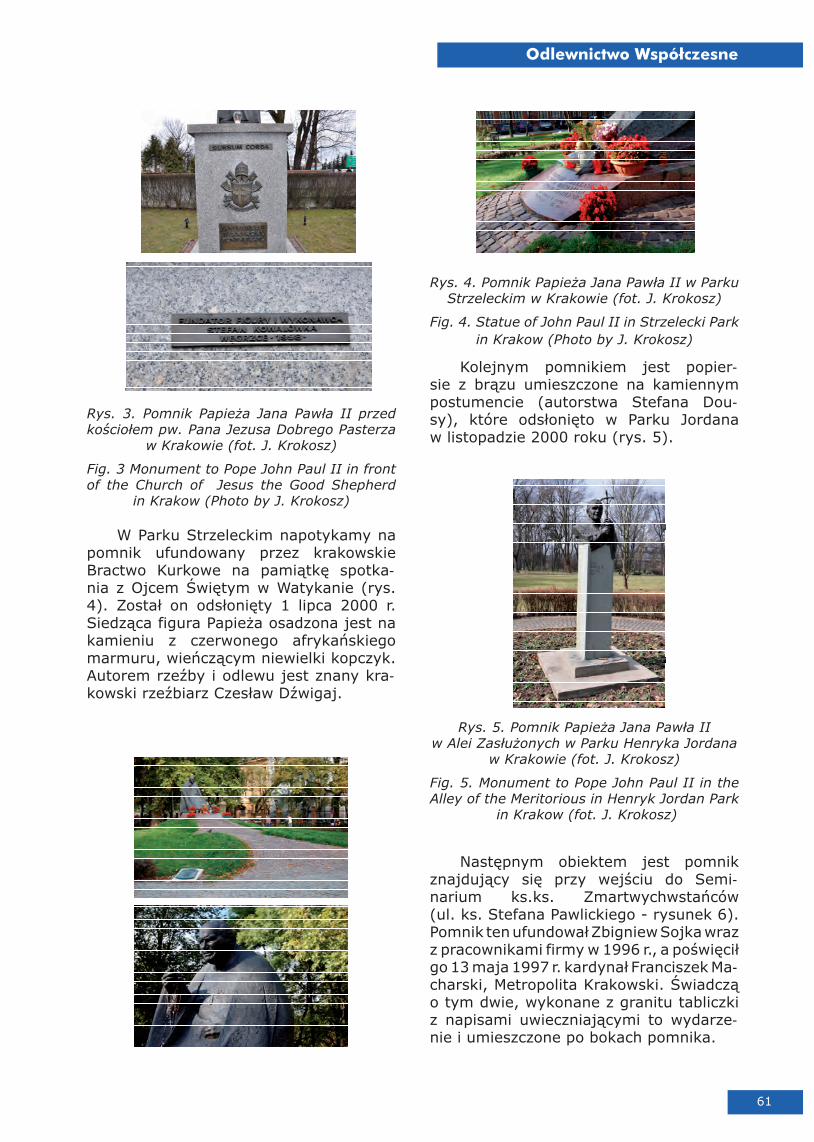
Odlewnictwo Współczesne
61
Rys. 3. Pomnik Papieża Jana Pawła II przed kościołem pw. Pana Jezusa Dobrego Pasterza
w Krakowie (fot. J. Krokosz)
Fig. 3 Monument to Pope John Paul II in front of the Church of Jesus the Good Shepherd
in Krakow (Photo by J. Krokosz)
W Parku Strzeleckim napotykamy na pomnik ufundowany przez krakowskie Bractwo Kurkowe na pamiątkę spotka-nia z Ojcem Świętym w Watykanie (rys. 4). Został on odsłonięty 1 lipca 2000 r. Siedząca figura Papieża osadzona jest na kamieniu z czerwonego afrykańskiego marmuru, wieńczącym niewielki kopczyk. Autorem rzeźby i odlewu jest znany kra-kowski rzeźbiarz Czesław Dźwigaj.
Rys. 4. Pomnik Papieża Jana Pawła II w Parku Strzeleckim w Krakowie (fot. J. Krokosz)
Fig. 4. Statue of John Paul II in Strzelecki Park in Krakow (Photo by J. Krokosz)
Kolejnym pomnikiem jest popier-sie z brązu umieszczone na kamiennym postumencie (autorstwa Stefana Dou-sy), które odsłonięto w Parku Jordana w listopadzie 2000 roku (rys. 5).
Rys. 5. Pomnik Papieża Jana Pawła II w Alei Zasłużonych w Parku Henryka Jordana
w Krakowie (fot. J. Krokosz)
Fig. 5. Monument to Pope John Paul II in the Alley of the Meritorious in Henryk Jordan Park
in Krakow (fot. J. Krokosz)
Następnym obiektem jest pomnik znajdujący się przy wejściu do Semi-narium ks.ks. Zmartwychwstańców (ul. ks. Stefana Pawlickiego - rysunek 6). Pomnik ten ufundował Zbigniew Sojka wraz z pracownikami firmy w 1996 r., a poświęcił go 13 maja 1997 r. kardynał Franciszek Ma-charski, Metropolita Krakowski. Świadczą o tym dwie, wykonane z granitu tabliczki z napisami uwieczniającymi to wydarze-nie i umieszczone po bokach pomnika.

Odlewnictwo Współczesne
62
Rys. 6. Pomnik Papieża Jana Pawła II przy wejściu do Seminarium ks.ks. Zmartwych-
wstańców (ul. ks. S. Pawlickiego) (fot. J. Krokosz)
Fig. 6. Monument to Pope John Paul II at the entrance to the Seminary of Friars of The Resurrection (at Friar S. Pawlicki Street)
(Photo by J. Krokosz)
Skierujmy tym razem swe kroki na Cmentarz Rakowicki, gdzie w kilka dni po śmierci Papieża – to jest w 2005 r. odsło-nięto kolejny pomnik (rys. 7). Przedstawia on Jana Pawła II klęczącego z różańcem w ręce. Na cokole widnieją daty kolej-nych papieskich pielgrzymek do Polski. Ustawiono go tak, by wskazywał drogę do kwatery, w której znajduje się rodzinny grobowiec Wojtyłów i Kaczorowskich.
Figura autorstwa Czesława Dźwigaja została odlana już w 2000 roku, jednak-że ze względu na dyskusję, jaką wywołał projekt odsłonięcia pomnika żyjącego Pa-pieża na cmentarzu, pomysł przesunięto w czasie.
Rys. 7. Pomnik Papieża Jana Pawła II przy wejściu na Cmentarz Rakowicki
(fot. J. Krokosz)
Fig. 7. Monument to Pope John Paul II at the entrance to the Rakowicki Cemetery
(Photo by J. Krokosz)
Stosunkowo niedawno, bo 27 maja 2006 r. w czasie pielgrzymki do Polski Pa-pieża Benedykta XVI w Sanktuarium Bo-żego Miłosierdzia w Krakowie-Łagiewni-kach odsłonięto następny obiekt – pomnik Papieża autorstwa Witolda Cęckiewicza (rys. 8). Jest to 4,5-metrowej wysokości figura przedstawiająca Papieża wypusz-czającego z prawej dłoni „gołębia pokoju”, a w lewej trzymającego pastorał papie-ski.
Rys. 8. Pomnik Papieża Jana Pawła II w Sanktuarium Bożego Miłosierdzia w Krako-
wie-Łagiewnikach (fot. J. Krokosz)
Fig. 8. Monument to Pope John Paul II at the Shrine of Divine Mercy in Krakow–Łagiewniki
(Photo J. Krokosz)

Odlewnictwo Współczesne
63
Przejdźmy do klasztoru na Skałce, który posiada aż dwa pomniki Wielkiego Polaka. Pierwszy to pomnik przedstawio-ny na rysunku 9, który odsłonięty został 3 listopada 2007 r. Jego autorem jest zna-ny krakowski artysta rzeźbiarz Czesław Dźwigaj.
Pomnik usytuowany jest na placu przed kościołem św. Michała Archanioła i św. Stanisława na Skałce, a upamiętnia wizytę Jana Pawła II w klasztorze w 1979 roku. Głównym fundatorem obiektu jest krakowskie Bractwo Kurkowe.
Rys. 9. Pomnik Jana Pawła II w klasztorze na Skałce, usytuowany na placu przed kościo-łem św. Michała Archanioła i św. Stanisława
na Skałce (fot. J. Krokosz)
Fig. 9. Statue of John Paul II at the Skał-ka Monastery, located in the square in front of St. Michael the Archangel and Bishop St.
Stanislaus Church on the Rock (Photo by J. Krokosz)
Drugi pomnik usytuowany na Skałce, nieopodal kościoła o.o. Paulinów w 2008 roku to dzieło Wincentego Kućmy z zespo-łem (rys. 10). Postać Papieża Jana Pawła II jest jedną z siedmiu figur wchodzących w skład Ołtarza Trzech Tysiącleci.
Rys. 10. Pomnik Jana Pawła II w klasztorze na Skałce nieopodal kościoła o.o. Paulinów
(fot. J. Krokosz)
Fig. 10. Statue of John Paul II at the Skałka Monastery near Pauline Church on the Rock
(Photo J. Krokosz)
Kierując swe kroki na Salwator, na-potykamy tu przy kaplicy św. Małgorzaty i św. Judyty (ul. Bronisławy 8) na stojący na niewielkim stoku od strony ulicy po-mnik Jana Pawła II znajdujący się tam od końca marca 2008 r. (rys. 11).
Kaplica św. Małgorzaty i św. Judyty to barokowa kaplica, która zbudowana zo-stała w XVII wieku, to jest między 1689– 1690 r. na miejscu poprzedniej, spalonej kaplicy. Inicjatorką budowy była Justyna Oraczewska, należąca do klasztoru Nor-bertanek.
Obecnie istniejący budynek był wielo-krotnie remontowany, zachowało się nie-wiele oryginalnych elementów.

Odlewnictwo Współczesne
64
Rys. 11. Pomnik Jana Pawła II przy kaplicy św. Małgorzaty i św. Judyty na Salwatorze
(fot. J. Krokosz)
Fig. 11. Statue of John Paul II at the Chapel of St. Margaret and St. Judith at Salwator
(Photo by J.Krokosz)
Katedra na Wawelu
Ponadnaturalnej wielkości (ok. trzy-metrowej wysokości) pomnik przed Kate-drą Wawelską (rys. 12) poświęcił 12 paź-dziernika 2008 r. w 30. rocznicę wyboru Karola Wojtyły na Stolicę Piotrową kardy-nał Stanisław Dziwisz.
Autorem rzeźby jest Kazimierz Gustaw Zemła, rzeźbiarz związany z warszawską Akademią Sztuk Pięknych, autor wielu już papieskich podobizn i pomników.
Sam projekt, jak i późniejszy pomnik, wzbudził kontrowersje w środowisku hi-storyków sztuki i konserwatorów, którzy wyrażali wątpliwości wobec idei kolejnego pomnika Papieża, miejsca jego ustawie-nia, projektu autora, jak i braku konkur-su w tej sprawie. Pomnik odlano w jednej z odlewni w Bielsku-Białej [2].
Rys. 12. Pomnik Jana Pawła II ustawiony przy wejściu do Katedry Wawelskiej
(fot. J. Krokosz)
Fig. 12. Statue of John Paul II set at the en-trance to the Wawel Cathedral
(Photo by J. Krokosz)
Kolejnym obiektem poświęconym Janowi Pawłowi II jest stojący nieopo-dal Opactwa Cystersów w Mogile pomnik przedstawiony na rysunku 13.
W 2008 roku na niskim postumen-cie (blisko wejścia do klasztoru) usytu-owano pomnik Sługi Bożego Jana Pawła II (autorstwa artysty rzeźbiarza Marka Kordyacznego; napis pod figurą: „Wspól-nie pielgrzymujemy do krzyża Pańskiego. Od niego bowiem rozpoczął się nowy czas w dziejach człowieka”), który w niedzielę odpustową (14 września), po sumie odpu-stowej poświęcił ks. kard. Stanisław Dzi-wisz, metropolita archidiecezji krakow-skiej.
Warto nadmienić, że na dziedzińcu przed bazyliką ustawiono figury Matki Bo-skiej Częstochowskiej (kopia z wirydarza na Jasnej Górze) i św. Bernarda (kopia z Dijon we Francji) – upamiętniają Rok Maryjny (1987/88) oraz 900-lecie urodzin św. Bernarda (1990). Odlał je w brązie wspomniany wcześniej Stefan Kowalów-ka.

Odlewnictwo Współczesne
65
Rys. 13. Pomnik Jana Pawła II ustawiony w Opactwie Cystersów [3]
Fig. 13. Statue of John Paul II set in the Cistercian Abbey [3]
Przed kościołem Arka Pana znajduje się następny pomnik „Jan Paweł II – Wiatr Nadziei” przedstawiony na rysunku 14, który odsłonięty został 16 października 2009 r. Znajduje się on w Krakowie-Nowej Hucie (ul. Obrońców Krzyża 1).
Odlana z brązu figura Jana Pawła II stoi na wapiennym głazie. Autorem rzeź-by jest Włoch Carlo Balljana. Pomnik zo-stał odsłonięty i poświęcony przez kardy-nała Stanisława Dziwisza 16 października 2009 r.
Rys. 14. Pomnik Jana Pawła II ustawiony przy kościele Arka Pana w Krakowie-Nowej
Hucie [4]
Fig. 14. Statue of John Paul II set at the Church of Lord’s Ark in Cracow-
Nowa Huta [4]
Jednym z mniej znanych pomników Papieża Jana Pawła II w Krakowie jest obiekt stojący przed kościołem rektoral-nym pod wezwaniem św. Mikołaja z To-lentino w Krakowie, przy ul. Górników 27 (rys. 15).
Ten pomnik to popiersie, którego au-torem jest Wojciech Batko, zaś fundato-rami mieszkańcy Bieżanowa i Prokocimia- dzielnic Krakowa. Informują o tym napisy na pomniku.
Rys. 15. Pomnik – popiersie, nazwiska autora modelu i nazwiska fundatorów przed kościo-
łem św. Mikołaja z Tolentino w Krakowie
Fig. 15. The monument – a bust, the pattern author’s name and names of the founders lo-cated in front of the St. Nicholas of Tolentino
Church in Krakow
Szesnastym pomnikiem Papieża Jana Pawła II jest kamień – głaz granitowy z polskich Tatr – znajdujący się na Bło-niach Krakowskich ustawiony w miejscu, gdzie stawiano ołtarz podczas kolejnych wizyt Ojca Świętego. Ze względu jednak na brak właściwie elementów odlewanych (liternictwo) nie pokazano go w niniej-szym artykule.

Odlewnictwo Współczesne
66
Literatura
Kazimierz S. Ożóg: Miedziany Piel-1. grzym, Pomniki Jana Pawła II w Pol-sce w latach 1980–2005, Państwowa Wyższa Szkoła Zawodowa w Głogo-wie, 2007.http://krakow.gazeta.pl/krakow/1,352. 798,5562584html#ixzz1F5UdMD82.http://www.mogila.cystersi.pl/index.3. php?option=com_content&view=article&id=475:ludzie-wielcy-nie-daj-si-atwo-sportretowa-pomnik-jana-pawa-ii-przed-bazylik-cystersow-w-mogile&catid=48:jan-pawe-ii-w-mogile&Itemid=150.http://pl.wikipedia.org/w/index.4. php?tit le=Pl ik:Pope_John_Paul_II_Wind_of_Hope_monument,Ark_o f _ O u r _ L o r d _ C h u r c h , N o w a _Huta,Krakow,Poland.jpg&filetimestamp=20100820145732.

Wydawnictwa
Publikacje
Publikowanie – w formie wydawnictwa zwartego – najnowszych informacji nt. stanu aktualnego oraz prognoz rozwoju światowego i krajowego przemysłu odlewniczego zapoczątkowane zostało przez Instytut Odlewnictwa w 2010 roku. Proponowana publikacja jest drugą z kolei z danej tematyki. Przeanalizowano w niej światowy rynek odlewów w 2009 r. (w porównaniu do 2008 r.), wykorzystując dane z raportu Amerykańskiego Stowarzyszenia Odlewnictwa (AFS – American Foundry Society), dane otrzymywane z instytucji europejskich oraz wyniki badań statystycznych prowadzonych przez Instytut Odlewnictwa w Krakowie na zlecenie Ministerstwa Gospodarki. Wynika z nich, że liderem w produkcji odlewów są niezmiennie Chiny z produkcją wynoszącą 44% światowej produkcji odlewów, na drugim miejscu znalazły się Indie o poziomie produkcji zbliżonym do USA. Miejsce Polski – z produkcją odlewów stanowiącą 1% globalnej produkcji – nie uległo zmianie.
W części dotyczącej rynku odlewów w Stanach Zjednoczonych przedstawiono opracowane przez AFS prognozy sprzedaży odlewów do roku 2019 w podziale na gatunki odlewanych metali i symbole systemu klasyfikacji NAICS oraz prognozowane zmiany w amerykańskim przemyśle odlewniczym.
W części dotyczącej rynku odlewów w Polsce przedstawiono informacje za rok 2009 (opracowane przez Instytut Odlewnictwa) obejmujące: status organizacyjny, strukturę własnościową, wielkość produkcji odlewni krajowych, strukturę produkcji odlewów ze stopów żelaza (żeliwo szare i stopowe, żeliwo sferoidalne, żeliwo ciągliwe, staliwo) i metali nieżelaznych, stosowane technologie, zużycie materiałów wsadowych, eksport, strukturę produkcji, zatrudnienie i wydajność w odlewniach oraz sytuację finansową przemysłu odlewniczego.
Po raz pierwszy podjęto próbę przedstawienia prognoz rozwoju sytuacji w krajowym przemyśle odlewniczym w 2011 r.
ISBN 978-83-88770-56-2
Praca zbiorowa pod red. prof. Jerzego J. Sobczaka: Prognozy i trendy rozwo-jowe w odlewnictwie światowym i krajowym
67
Odlewnictwo Współczesne
68
Celem niniejszej publikacji było przedstawienie koncepcji sterowania efektem grawitacji w cieczach elektroprzewodzą-cych dzięki zastosowaniu siły Lorentza. Przedyskutowano wy-niki uzyskane wstępnie w Instytucie Odlewnictwa w Krakowie, dotyczące praktycznego wykorzystania tej koncepcji. Główny nacisk położono na zastosowanie siły generowanej przez jedno-czesne oddziaływanie zewnętrznego stałego pola elektrycznego i magnetycznego. Aplikacyjny aspekt tej koncepcji omówiono w oparciu o proces wytwarzania gradientowych (w tym niejed-norodnych) kompozytów o osnowie metalowej.
Na wstępie przeanalizowano fizyczne aspekty oddziaływa-nia siły Lorentza. Podano również główne równania algebraicz-ne i różniczkowe, opisujące podstawowe zjawiska fizyczne za-chodzące podczas krzepnięcia ciekłego metalu w polu działania siły Lorentza. Opisano aparaturę doświadczalną zaprojektowaną i wykonaną w Instytucie Odlewnictwa wraz z podaniem jej głównych parametrów technicznych. Opisano liczne eksperymenty własne z zastosowaniem modelowych zawiesin dla wykazania potencjal-nych możliwości zaprezentowanej metody. W kilku istotnych doświadczeniach wykorzy-stano przemysłowe kompozyty o osnowie metalowej takie, jak F3S.10S (DURALCAN). Głównym celem tych doświadczeń było wykazanie możliwości kontrolowania procesu se-dymentacji cząsteczek podczas krzepnięcia i wytwarzania funkcjonalnie gradientowych kompozytów o osnowie metalowej. Omówiono szczegółowo plan prac doświadczalnych i cel ich prowadzenia. W części końcowej przeanalizowano znaczenie oczekiwanych wy-ników oraz możliwości ich praktycznego wykorzystania w kolejnych etapach badań.
ISBN 978-83-88770-55-5
Praca zbiorowa pod red. dr hab. inż. Andrzeja Balińskiego, prof.nadzw.: Raport 2010
Ludmil Drenchev, Jerzy J. Sobczak: Formation of Graded Structures and Pro-perties in Metal Matrix Composites by use of Electromagnetic Field
W niniejszej publikacji zamieszczono informacje za rok 2010, dotyczące: struktury i organizacji Insty-tutu Odlewnictwa, stanu zatrudnienia, systemu za-rządzania jakością, realizowanego programu nauko-wego, badawczego i usługowego, a także informacje o uzyskanych patentach, nagrodach i wyróżnieniach oraz organizowanych konferencjach i szkoleniach. Przedstawiono działalność wydawniczą, certyfikacyjną i normalizacyjną. Zamieszczono również wykaz publi-kacji pracowników Instytutu.
„Raport” z rocznej działalności Instytutu został wydany po raz czwarty. Pierwszy „Raport” ukazał się w roku 2008 i obejmował lata 2006–2007.
ISBN 978-83-88770-57-9

Odlewnictwo Współczesne
69
Natalia Sobczak, Krystyna Pietrzak, Artur Kudyba, Andrzej Wojciechowski, Jerzy J. Sobczak, Rafał Nowak: ATLAS of microstructures of solder alloys and sol-der/metal interfaces. Part I: Optical Microscopy
Atlas zawiera wyniki charakterystyki strukturalnej szerokiej grupy propozycji lutowi bezołowiowych i złącz lutowanych, wykonanej na podstawie obserwacji meto-dami kolorowej mikroskopii optycznej. Uwagę skoncen-trowano na stopach Sn, jako głównej rodzinie lutowi bez-ołowiowych dla mikroelektroniki.
Efekt wprowadzenia różnego typu i ilości dodatków stopowych na mikrostrukturę samego lutowia i wynikają-cą stąd strukturę złącza lutowanego utworzonego z Cu lub Ni zaprezentowano w zestawieniu z wykresami fazowymi odnoszącymi się do każdego z systemów stopowych lub kontaktowych. Dla wybranych par lutowie/podłoże poka-zano również wpływ czasu na wzajemne reakcje, efekt rozmiaru lub rolę zbrojenia cząstkami stałymi (lutowia kompozytowe).
Pierwsze CD (ISBN 978-83-60965-08-5) zawiera re-
zultaty charakterystyki strukturalnej wykonanej metodami skaningowej mikroskopii elektronowej polerowanych pró-bek wybranych stopów i par lutowie/podłoże zamieszczo-nych w Atlasie. Identyfikacji chemicznej wyróżnionych faz dokonano poprzez analizę EDS.
Drugie CD (ISBN 978-83-60965-12-2) prezentuje bazę danych Synt@ll zawierającą różne własności pier-wiastków z tablicy okresowej, jak również wykresy fazowe układów podwójnych użytych w celu wybrania dodatków stopowych dla stopów lutowi bezołowiowych.
Publikacja dostępna tylko w wersji angielskiej.
ISBN 978-83-60965-04-7
