regularities of grain refinement in an austenitic stainless steel during multiple warm working
TRANSCRIPT

Regularities of Grain Refinement in an Austenitic Stainless Steel
during Multiple Warm Working
Andrey Belyakov1a, Marina Tikhonova1b, Zhanna Yanushkevich1c and Rustam Kaibyshev1d
1Belgorod State University, Pobeda 85, Belgorod 308015, Russia
Keywords: stainless steel; large strain deformation; grain refinement; dynamic recrystallization.
Abstract. The structural changes that are related to the new fine grain development in a chromium-
nickel austenitic stainless steel subjected to warm working by means of multiple forging and
multiple rolling were studied. The multiple warm working to a total strain of 2 at temperatures of
500-900°C resulted in the development of submicrocrystalline structures with mean grain sizes of
300-850 nm, depending on processing conditions. The new fine grains resulted mainly from a kind
of continuous reactions, which can be referred to as continuous dynamic recrystallization. Namely,
the new grains resulted from a progressive evolution of strain-induced grain boundaries, the number
and misorientation of which gradually increased during deformation. In contrast to hot working
accompanied by discontinuous dynamic recrystallization, when the dynamic grain size can be
expressed by a power law function of temperature compensated strain rate as D ~ Z−0.4
, much
weaker temperature/strain rate dependence of D ~ Z−0.1
was obtained for the warm working.
Introduction
Dynamic recrystallization (DRX) is one of the most interesting phenomena in the field of
thermomechanical processing of structural metals and alloys [1]. The development of DRX allows
producing metallic materials with a desirable structural state, which should provide the required
combination of mechanical properties in the products. Significant increase in the strength of
structural materials can be achieved by a refinement of their microstructure. Recently,
submicrocrystalline materials have aroused a great interest among materials scientists [2]. This is
motivated by a beneficial combination of mechanical properties, which are inherent in such
materials. A decrease in the mean grain size down to submicron scale may result in increase of the
strength in several times [3]. The most promising method to obtain the ultrafine grained steels and
alloys is the thermomechanical processing accompanied by the DRX development [4, 5].
The regularities of the DRX during plastic deformation at elevated temperatures have been fairly
established in numerous studies [1]. Under condition of hot working, the DRX microstructure
results from cyclic nucleation and growth of new grains. Therefore, the mean DRX grain size
represents the dynamic balance between the nucleation and growth rates. The DRX grain size
sensitively depends on the deformation temperature and strain rate and can be expressed by a power
law function of the temperature compensated strain rate (Z) or the flow stress [1]. The significant
microstructural refinement can be achieved by a decrease of the deformation temperature. It is
generally agreed that the development of ultrafine grains under conditions of cold to warm working
results from a kind of continuous strain-induced reactions [6-8]. The new grains evolve in place of
deformation subgrains, when the misorientations between subgrains attain values, which are typical
of ordinary grain boundaries. However, the regularities of the DRX development during warm
working have not been studied in sufficient detail. The aim of the paper is to present our current
results on the mechanisms of new grain development and the grain refinement kinetics in an
austenitic stainless steel subjected to large strain multiple warm working at different temperatures
ranging from 500 to 900°C.
Materials Science Forum Vol. 753 (2013) pp 411-416Online available since 2013/Mar/26 at www.scientific.net© (2013) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/MSF.753.411
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 165.123.34.86, University of Pennsylvania Library, Philadelphia, United States of America-07/10/13,10:19:03)

Experimental Procedure
An S304H austenitic stainless steel, 0.10%C–18.2%Cr–7.85%Ni–2.24%Cu–0.50%Nb–0.008%B–
0.12%N–0.95%Mn–0.10%Si and the balance Fe (all in weight%), was used as the starting material.
Two types of warm working, i.e. unidirectional caliber rolling and multidirectional forging, were
used to obtain large total strains of about 2. The rod specimens with the initial cross area of 20×20
mm2 were heated to different temperatures and then rolled with a rolling pass strain of 0.25. The
rectangular samples with initial dimension of 10×12.2×15 mm3 were cut for multidirectional
forging, which was carried out using isothermal multi-pass compression tests with a change in the
loading direction through 90o, with a pass strain of about 0.4.
The structural investigations were performed on the sample sections parallel to the rolling axis
(rolled samples) and the compression axis of final forging pass (forged samples), using a Quanta
600F scanning electron microscope equipped with an electron back scatter diffraction (EBSD)
analyser incorporating an orientation imaging microscopy (OIM) system. The grain sizes were
measured on the OIM micrographs as an average distance between boundaries with misorientations
above 15° transversely to the rolling axis (rolled samples) and along the last forging axis (forged
samples). The subgrain sizes were evaluated by OIM software as an equivalent diameter, setting a
minimal misorientation angle of 2°. The volume fraction of ultrafine grains was deemed to be the
DRX fraction.
Results and Discussion
Typical deformation microstructures evolved during multiple rolling and forging to different total
strains are shown in Fig. 1. The multiple rolling at a relatively high temperature of 900°C results in
the development spatial net of deformation subboundaries (Fig. 1a). The misorientations of several
subboundaries increase with increasing the total strain, leading to the development of strain-induced
grain boundaries, which can be considered as geometrically necessary ones [9] forming to
accommodate the lattice rotations between the adjacent regions where any variations in slip systems
takes place. The new ultrafine grains gradually evolve throughout during the processing as a result
of increase in the density of the strain-induced high-angle boundaries (HABs) (Fig. 1b).
The main feature of the microstructure evolution during multiple deformation at lower
temperatures is the appearance of deformation microbands crossing over the original grains (Figs.
1c and 1e). The misorientations among the microbands rapidly increase during the deformation. The
new ultrafine grains appear at the frequently corrugated original grain boundaries and their triple
junctions as well as at the deformation microbands. The deformation microbands tend to align along
the rolling direction with increasing the strain. Therefore, the deformation microstructure evolved
after multiple rolling to a total strain of 2 is characterized by the ultrafine grained DRX layers
interleaved between the unrecrystallized remainders (Fig. 1d). Changes in the forging direction
during the multidirectional forging promotes the variation of slip systems and results in the
development of frequently crossed deformation microbands. Therefore, rather uniform ultrafine
grained microstructure evolves during multidirectional forging to sufficiently large total strains (Fig.
1f). Noted here, the typical fiber textures develop during the warm working, i.e <111>/<100> along
the rolling axis and <110> along the forging axis.
The mean subgrain sizes rapidly decrease at small strains and then remain constant during
subsequent multiple deformation (Fig. 2). On the other hand, the rate of grain refinement depends
on the temperature, the strain and the processing methods (Fig. 2). Following the rapid reduction at
an early deformation (ε < 0.5) the transverse grain size monotonously decreases during multiple
rolling at 800-900°C. In contrast, the rapid decrease in the grain size takes place in the strain range
of 0 < ε < 1 followed by slowing down kinetics of grain refinement during subsequent rolling at
temperatures of 500-700°C. Generally, such behavior, i.e. rapid refinement followed by gradual
reduction in the grain size, is typical of unidirectional deformation [10], and it is attributed to the
fast development of deformation subboundaries, the rate of misorientation increase of which
412 Recrystallization and Grain Growth V

gradually decreases with straining. The pronounced grain refinement at 500-700°C is associated
with the evolution of the deformation microbands. The microband boundaries faster increase their
misorientations than the rather randomly distributed geometrically necessary boundaries at higher
temperatures.
Fig. 1. Typical deformation microstructures developed in the S304H stainless steel subjected to
multiple rolling (a, b, c, d) and multidirectional forging (e, f). (a) ε = 1, T = 900°C, (b) ε = 2, T =
900°C, (c) ε = 0.5, T = 600°C, (d) ε = 2, T = 600°C, (e) ε = 0.8, T = 600°C, (f) ε = 2, T = 600°C.
The inverse pole figures are shown for the rolling axis (vertical in a, b, c, d) and for the last pass
forging axis (horizontal in e and f).
It is interesting to note that the multidirectional forging is characterized by the non-monotonous
rate of the grain size decrease. Namely, following the rapid reduction during straining to 0.4, the
grain size demonstrate weak strain dependence in the strain range of 0.4 < ε <0.8. Then, the rapid
reduction in the grain size takes place in the strain range of 0.8 < ε < 1.2 followed by a decrease in
the grain refinement rate at larger strains. The rapid reduction of the transverse grain size in the
Materials Science Forum Vol. 753 413

intermediate strain range is closely connected with the development of the frequently intersected
deformation microbands. It should be noted that the final grain sizes evolved at large strain of 2
demonstrate relatively weak temperature dependence, and they are almost independent of processing
methods. Note here, the similar behavior was observed in a ferritic stainless steel subjected to large
strain cold working [11].
Fig. 2. Effect of the total strain on the dynamic grain size in the S304H stainless steel subjected to
multiple rolling (open symbols) and multidirectional forging (full symbols).
Fig. 3. Strain effect on the DRX fraction and the fraction of high-angle boundaries in the S304H
stainless steel subjected to multiple rolling (open symbols) and multidirectional forging (full
symbols).
Figure 3 shows the effect of temperature and processing method on the DRX kinetics. At high
temperature of 900°C, the DRX fraction slightly increases to 0.1 with straining to 1.5 followed by a
rapid increase to 0.5 during further multiple rolling. In contrast, the DRX fractions exhibit almost
the same linear functions of strain (FDRX ~ 0.13ε) during multiple rolling from ε = 0.5 to ε = 2 at
lower temperatures of 500-700°C. The DRX fraction is strongly affected by the evolution of the
deformation microbands at small to intermediate strains; the extensive banding at relatively low
414 Recrystallization and Grain Growth V
temperatures promotes the DRX development. On the other hand, a progressive increase in the
misorientations among the uniform subgrain structure at high temperature results in simultaneous
development of a number of the DRX grains at large strains. During the multidirectional forging,
the DRX fraction increases to about 0.1 after straining to 1 followed by rapid rise upon subsequent
deformation, which is related to increasing density of microband intersections at large strains [12].
The progress in the continuous DRX development can be tracked by the strain dependence of the
fraction of HABs (FHAB). The large values of FHAB obtained at relatively small strains of around 0.5
are affected by the original grain boundaries (the FHAB in the original state is 0.97). Assuming that
the strain-induced HABs were not present in the original microstructure, the increase in the fraction
of HABs during can be roughly expressed as FHAB ~ 0.2ε in the range of intermediate strains for all
samples irrespective of differences in the deformation temperature and processing methods. The
large FHAB obtained after multidirectional forging at 700°C is probably affected by an additional
contribution of a bulging DRX mechanism, which can develop after large total strains [5].
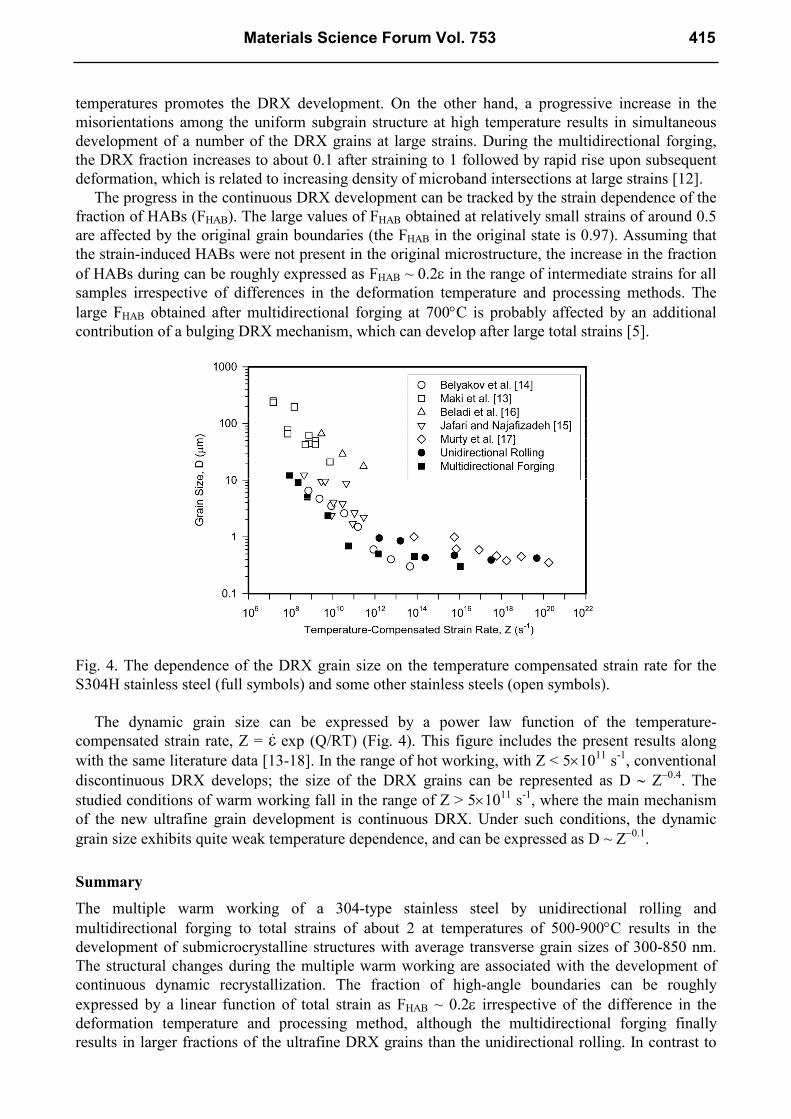
Fig. 4. The dependence of the DRX grain size on the temperature compensated strain rate for the
S304H stainless steel (full symbols) and some other stainless steels (open symbols).
The dynamic grain size can be expressed by a power law function of the temperature-
compensated strain rate, Z = exp (Q/RT) (Fig. 4). This figure includes the present results along
with the same literature data [13-18]. In the range of hot working, with Z < 5×1011
s-1
, conventional
discontinuous DRX develops; the size of the DRX grains can be represented as D ∼ Z−0.4
. The
studied conditions of warm working fall in the range of Z > 5×1011
s-1
, where the main mechanism
of the new ultrafine grain development is continuous DRX. Under such conditions, the dynamic
grain size exhibits quite weak temperature dependence, and can be expressed as D ~ Z−0.1
.
Summary
The multiple warm working of a 304-type stainless steel by unidirectional rolling and
multidirectional forging to total strains of about 2 at temperatures of 500-900°C results in the
development of submicrocrystalline structures with average transverse grain sizes of 300-850 nm.
The structural changes during the multiple warm working are associated with the development of
continuous dynamic recrystallization. The fraction of high-angle boundaries can be roughly
expressed by a linear function of total strain as FHAB ~ 0.2ε irrespective of the difference in the
deformation temperature and processing method, although the multidirectional forging finally
results in larger fractions of the ultrafine DRX grains than the unidirectional rolling. In contrast to
Materials Science Forum Vol. 753 415

hot working accompanied by discontinuous dynamic recrystallization, when the dynamic grain size
can be expressed by a power law function of temperature compensated strain rate with an exponent
of about −0.4, much weaker temperature/strain rate dependence with an exponent of approximately
−0.1 was obtained for the warm working.
Acknowledgements
The financial support received from the Ministry of Education and Science, Russia (project No.
14.A18.21.1844) is gratefully acknowledged. The authors are grateful to the personnel of the Joint
Research Centre, Belgorod State University, for their assistance with instrumental analysis.
References
[1] T. Sakai, J.J. Jonas, Acta Metall. 32 (1984) 189–209.
[2] R.Z. Valiev, T.G. Langdon, Adv. Eng. Mater. 12 (2010) 677–91.
[3] I. Shakhova, V. Dudko, A. Belyakov, K. Tsuzaki, R. Kaibyshev, Mater. Sci. Eng. A 545 (2012)
176-186.
[4] Z. Yanushkevich, A. Mogucheva, M. Tikhonova, A. Belyakov, R. Kaibyshev, Mater Character,
62 (2011) 432-437.
[5] M. Tikhonova, R. Kaibyshev, X. Fang, W. Wang, A. Belyakov, Mater. Character. 70 (2012)
14-20.
[6] F.J. Humphreys, P.B. Prangnell, J.R. Bowen, A. Gholinia, C. Harris, Phil. Trans. R. Soc. Lond.
357 (1999) 1663–1681.
[7] A.N. Belyakov, Phys. Met. Metallogr. 108 (2009) 390–400.
[8] N. Dudova, A. Belyakov, T. Sakai, R. Kaibyshev, Acta Mater. 58 (2010) 3624-3632.
[9] D. Kuhlmann-Wilsdorf, N. Hansen, Scripta Mater. 25 (1991) 1557-1562.
[10] A. Belyakov, K. Tsuzaki, Y. Kimura. Iron Steel Inst. Jpn. Int. 48 (2008) 1071-1079.
[11] A. Belyakov, K. Tsuzaki, Y. Kimura, Y. Kimura, Y. Mishima, Mater. Sci. Eng. A 456 (2007)
323-331.
[12] T. Sakai, A. Belyakov, H. Miura, Metall. Mater. Trans. A 39A (2008) 2206-2214.
[13] T. Maki, T. Akasaka, K. Okuno, I. Tamura. Trans. Iron Steel Inst. Jpn. Int. 22 (1982) 253-261.
[14] A. Belyakov, T. Sakai, H. Miura, R. Kaibyshev, Iron Steel Inst. Jpn. Int. 39 (1999) 593-600.
[15] M. Jafari, A. Najafizadeh, Mater. Sci. Eng. A 501 (2009) 16–25.
[16] H. Beladi, P. Cizek, P.D. Hodgson, Acta Mater. 58 (2010) 3531-3541.
[17] S.V.S. Murty, S. Torizuka, K. Nagai, T. Kitai, Y. Kogo, Mater. Sci. Technol. 26 (2010) 879-
885.
[18] M. Tikhonova, V. Dudko, A. Belyakov, R. Kaibyshev, Mater. Sci. Forum 715-716 (2012) 380-
385.
416 Recrystallization and Grain Growth V

Recrystallization and Grain Growth V 10.4028/www.scientific.net/MSF.753 Regularities of Grain Refinement in an Austenitic Stainless Steel during Multiple Warm Working 10.4028/www.scientific.net/MSF.753.411