release agents and processing aids for rubber molding
TRANSCRIPT
1CONFIDENTIAL
Release Agents and Processing Aids for Rubber MoldingChem-Trend Technology
Rubber in Automotive Conference- Troy, MIJune 13, 2017

2CONFIDENTIAL
Chem-TrendRelease Agents for a Wide Variety of Global Customers

3CONFIDENTIAL
Freudenberg Chemical Specialties
Business Units• High degree of specialization and strong brands• Focus on innovation • Global reach with simultaneous local support
capabilities
• Focus on distribution
• Standardized products
• Global indirect sales
• Maintenance/repair
• Focus on operators
• Industry application specific
• Global direct sales
• Consumables
• Focus on operators
• System dependent
• Global direct sales
• Process components
• Focus on OEM
• Customer specific
• Global direct sales
• Components High-PerformanceLubricants
Special Release Agents
Specialty Lubricants
Surface and Electro-Plating Technologies
Confectionary Coatings

4CONFIDENTIAL 4
Main Products:• Semi-Permanent
Release Agents• Mold Cleaners and
Sealers
Key Applications:• Advanced Composites• Fiber-Reinforced
Plastics
Composites
Main Products:• Purge Compounds• Mold Maintenance
Products
Key Applications:• Injection Molding• Extrusion• Rotational Molding
Main Products:• Release Agents• Plate/Platen/Screen
Sealers and Primers
Key Applications:• OSB• MDF• Particle Board
Main Products:• Tire Paints• Bladder Coatings• Mold Treatments
Key Applications:• Pneumatic Tire
Manufacturing and Retreading
Main Products:• Semi-Permanent
Release Agents
Key Applications:• General Rubber• Rubber to Metal
Bonding• Belts and Hoses
Main Products:• Mold Release Agents• Mold Cleaners and
Sealers
Key Applications:• HR Foam• Footwear• Integral Skin
Main Products:• Die Lubricants• Plunger Lubricants
Key Applications:• High Pressure Die
Casting• Squeeze Casting
Polyurethane RubberDie Cast
Industry Segments
Tire Wood CompositeThermoplastics

5
Global Footprint
Manufacturing facilitiesOffices Distributors

6CONFIDENTIAL
Manufacturing Near Our Customers
Valinhos, Brazil
Howell, USA (MP) Norderstedt, Germany
Qingpu, China
Anseong, S. Korea
Howell, USA (GR) Mysore, India

7CONFIDENTIAL
The Rubber IndustryA wide variety of parts and customer needs

8CONFIDENTIAL
Rubber Parts We’re Talking About Today

9CONFIDENTIAL
Chem-Trend ReleaseTechnology Platforms
Multiple products and technologies to meet ALL rubber molding requirements
Semi-permanent Technology
Si-free Technology
Water-based Products
Mold Primers
Conventional Technology
10CONFIDENTIAL
Rubber Release AgentsHow do they work?
11CONFIDENTIAL
What is Rubber Mold Release Agent?
A coating applied to a mold surface that:1. Acts as a barrier between the mold and molded part2. Imparts a film that allows the molded part to be removed easily from the mold
BarrierProtects the mold –
Chemical
SlipHelps the part slide out –
Mechanical
Release Agent
12CONFIDENTIAL
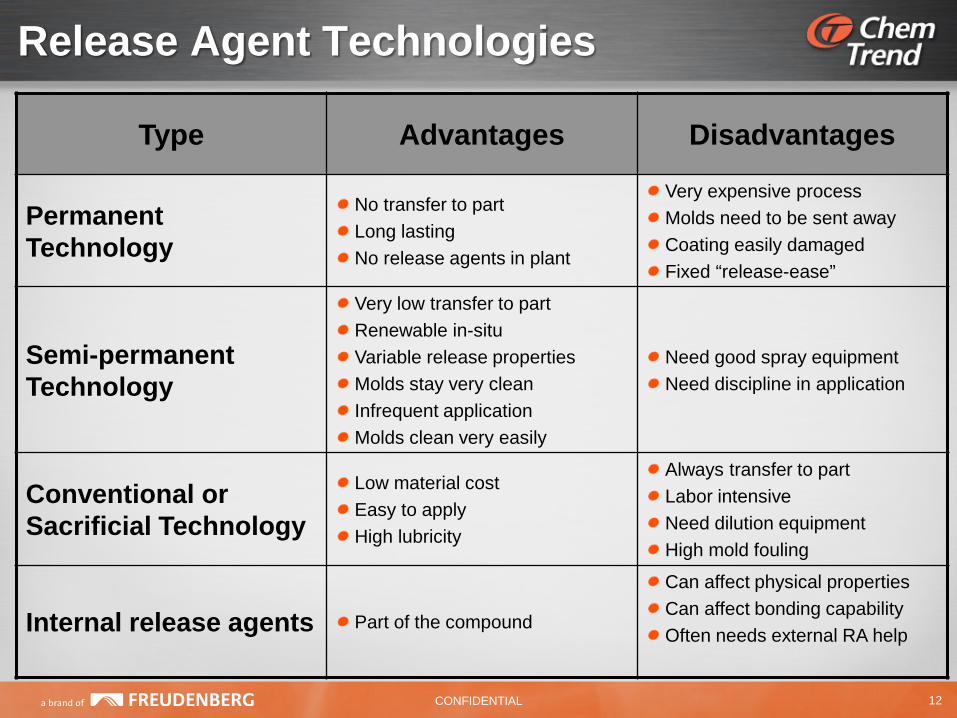
Release Agent Technologies
Type Advantages Disadvantages
Permanent Technology
No transfer to partLong lastingNo release agents in plant
Very expensive processMolds need to be sent awayCoating easily damagedFixed “release-ease”
Semi-permanent Technology
Very low transfer to partRenewable in-situVariable release propertiesMolds stay very cleanInfrequent applicationMolds clean very easily
Need good spray equipmentNeed discipline in application
Conventional or Sacrificial Technology
Low material costEasy to applyHigh lubricity
Always transfer to partLabor intensiveNeed dilution equipmentHigh mold fouling
Internal release agents Part of the compound
Can affect physical propertiesCan affect bonding capabilityOften needs external RA help
13CONFIDENTIAL
Semi-Permanent Mono-Coat® Release TechnologyHow does it work and key development factors
14CONFIDENTIAL
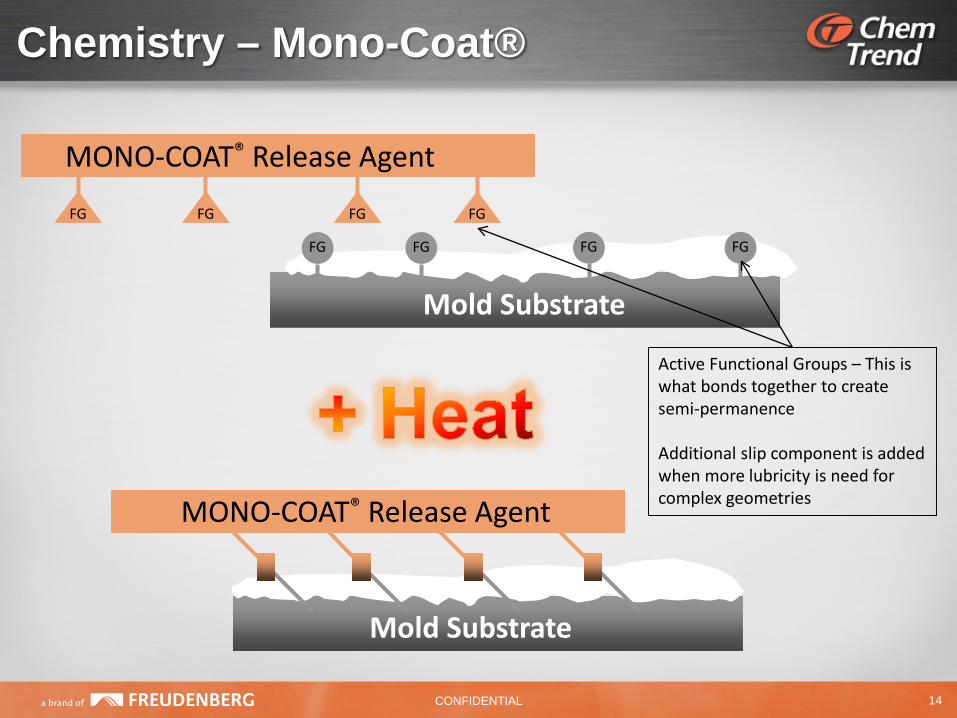
Chemistry – Mono-Coat®
MONO-COAT® Release Agent
Mold Substrate
FGFGFG FG
Active Functional Groups – This is what bonds together to create semi-permanence
Additional slip component is added when more lubricity is need for complex geometries
FG FG FG FG
MONO-COAT® Release Agent
Mold Substrate
15CONFIDENTIAL
Development factors – details to consider
• Geometry
• Mold substrate (steel, chromed, etc.)
• The rubber compound– Elastomer type– Compound hardness– Compound cure system– Compound fillers– Rubber to metal bonding
• Application equipment
• Post molding considerations
16CONFIDENTIAL
Mono-Coat® Release TechnologyThe development of two new products
17CONFIDENTIAL
Development of a Mono-Coat®
• Rubber to metal bonding application
• Customer wanted more durability low/no transfer, easier release to prevent defects, less mold fouling
• Customer items submitted for development:– Two natural rubber stocks for product development
• Compound A: 40 durometer• Compound B: 70-80 durometer
– Primer and adhesive– Current release agent as a control
18CONFIDENTIAL
Mono-Coat® vs Control: Durability
Basic Release Screening on Flat Panelsto Baseline Performance
19CONFIDENTIAL
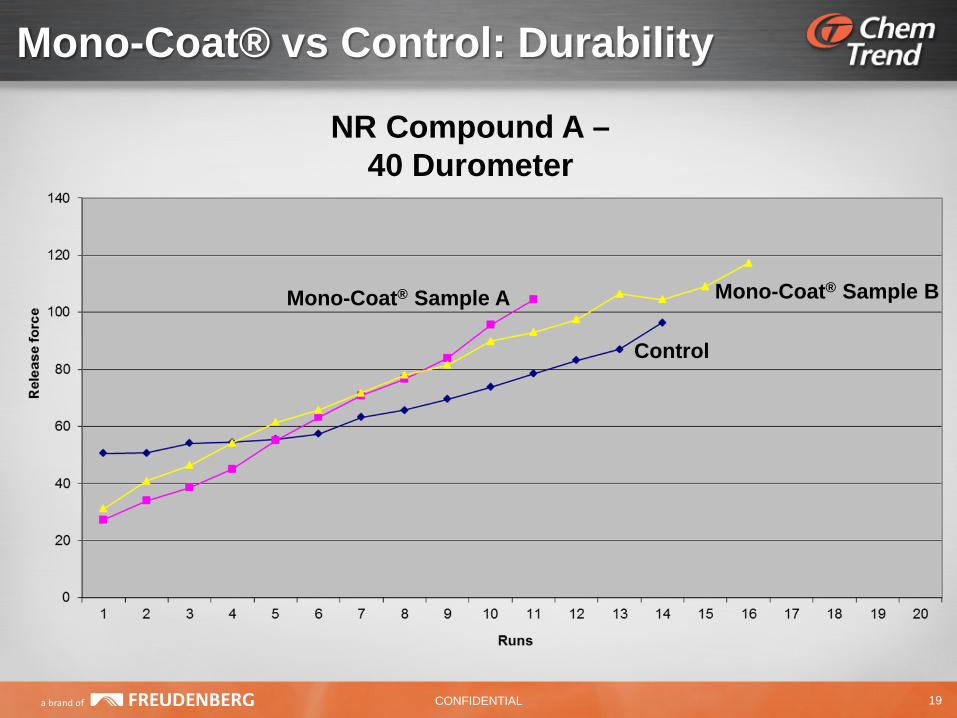
Mono-Coat® vs Control: Durability
Control
Mono-Coat® Sample A Mono-Coat® Sample B
NR Compound A –40 Durometer
20CONFIDENTIAL
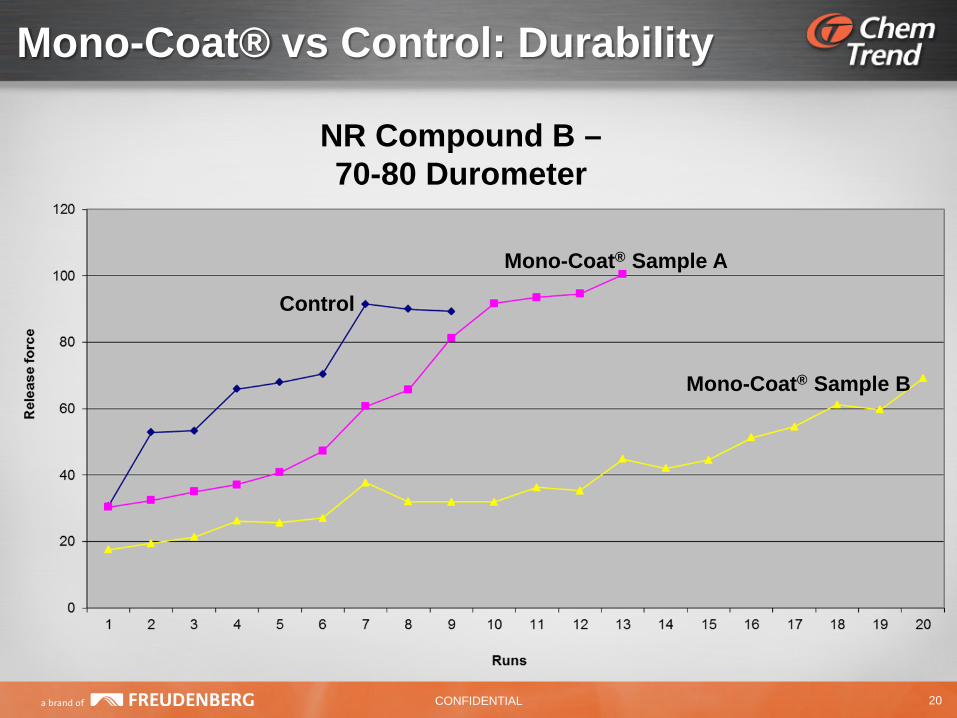
Mono-Coat® vs Control: Durability
Control
Mono-Coat® Sample A
Mono-Coat® Sample B
NR Compound B –70-80 Durometer
21CONFIDENTIAL
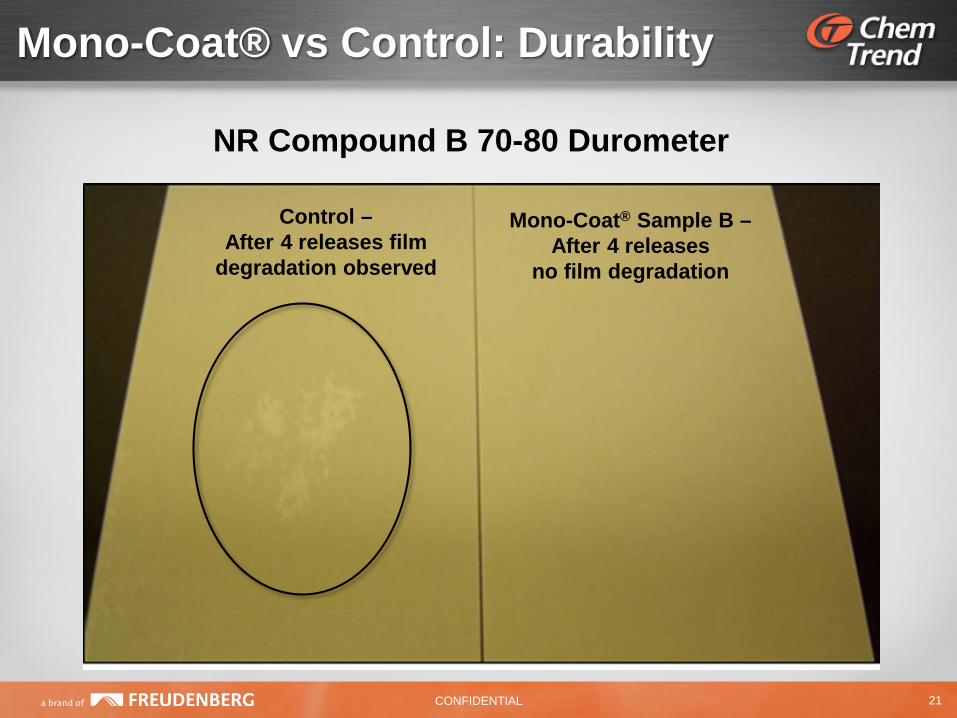
Control –After 4 releases film
degradation observed
Mono-Coat® Sample B –After 4 releases
no film degradation
NR Compound B 70-80 Durometer
Mono-Coat® vs Control: Durability
22CONFIDENTIAL
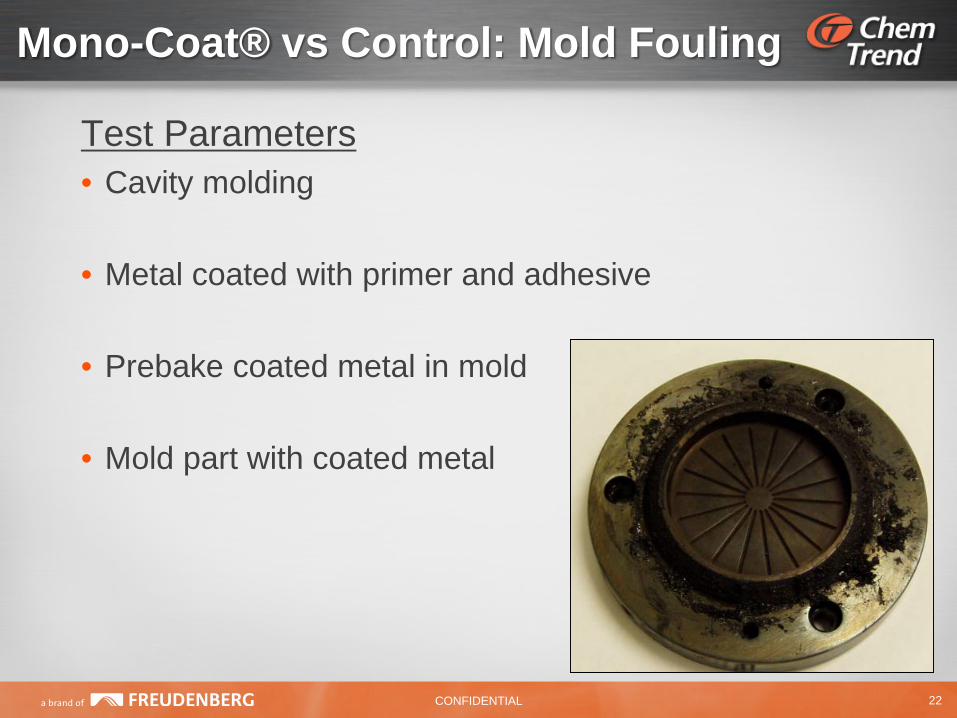
Mono-Coat® vs Control: Mold Fouling
Test Parameters• Cavity molding
• Metal coated with primer and adhesive
• Prebake coated metal in mold
• Mold part with coated metal
23CONFIDENTIAL
Mono-Coat® vs Control: Mold Fouling
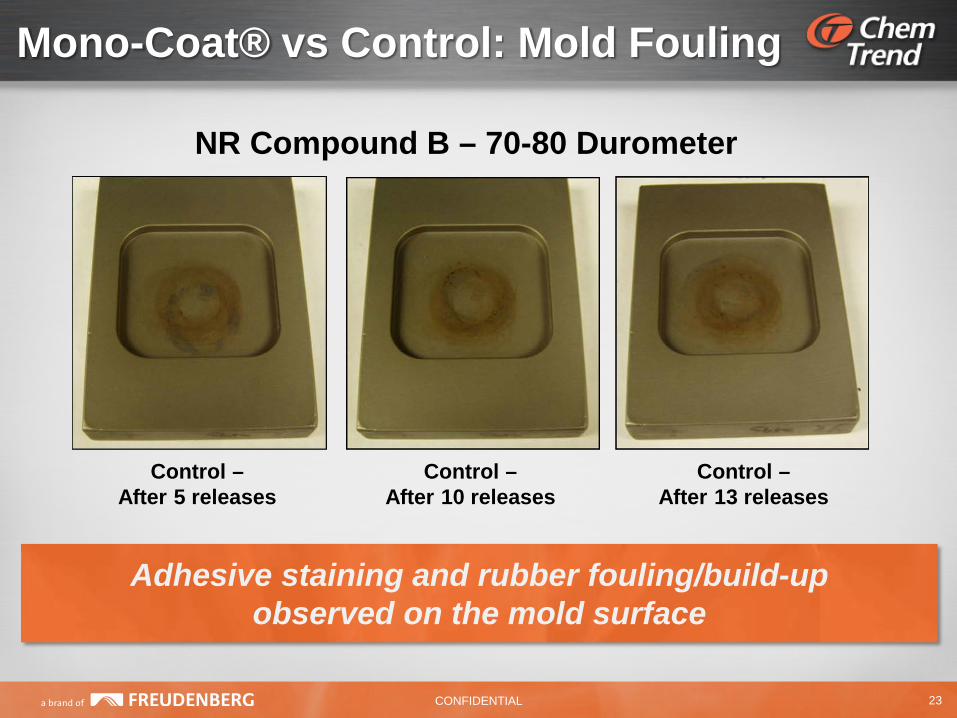
NR Compound B – 70-80 Durometer
Control –After 5 releases
Control –After 10 releases
Control –After 13 releases
Adhesive staining and rubber fouling/build-up observed on the mold surface
24CONFIDENTIAL
Mono-Coat® vs Control: Mold Fouling
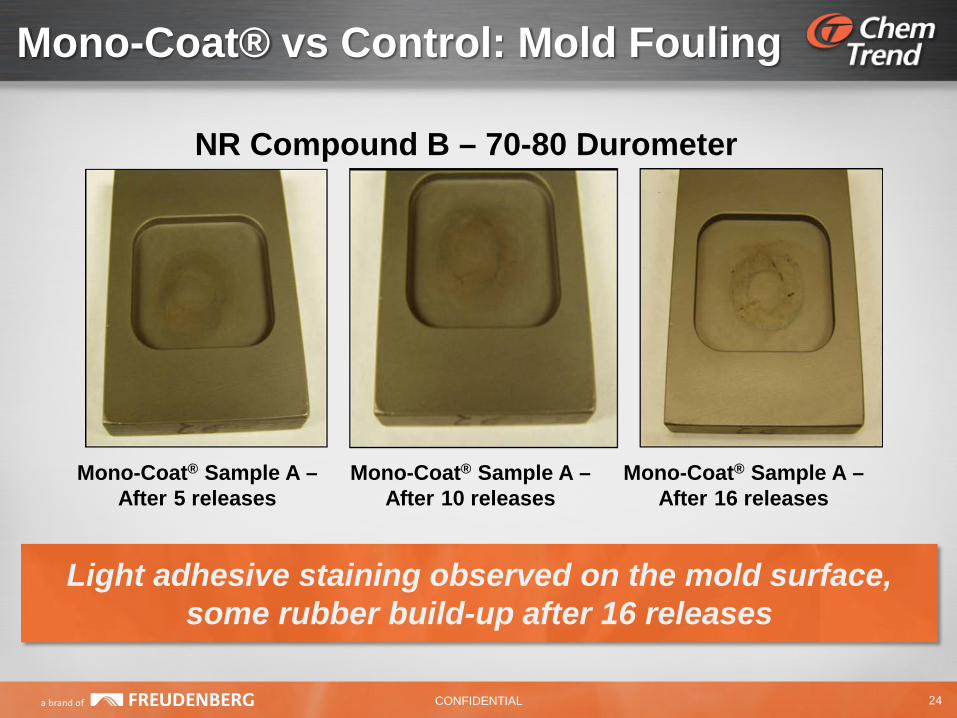
NR Compound B – 70-80 Durometer
Mono-Coat® Sample A –After 5 releases
Mono-Coat® Sample A –After 10 releases
Mono-Coat® Sample A –After 16 releases
Light adhesive staining observed on the mold surface, some rubber build-up after 16 releases
25CONFIDENTIAL
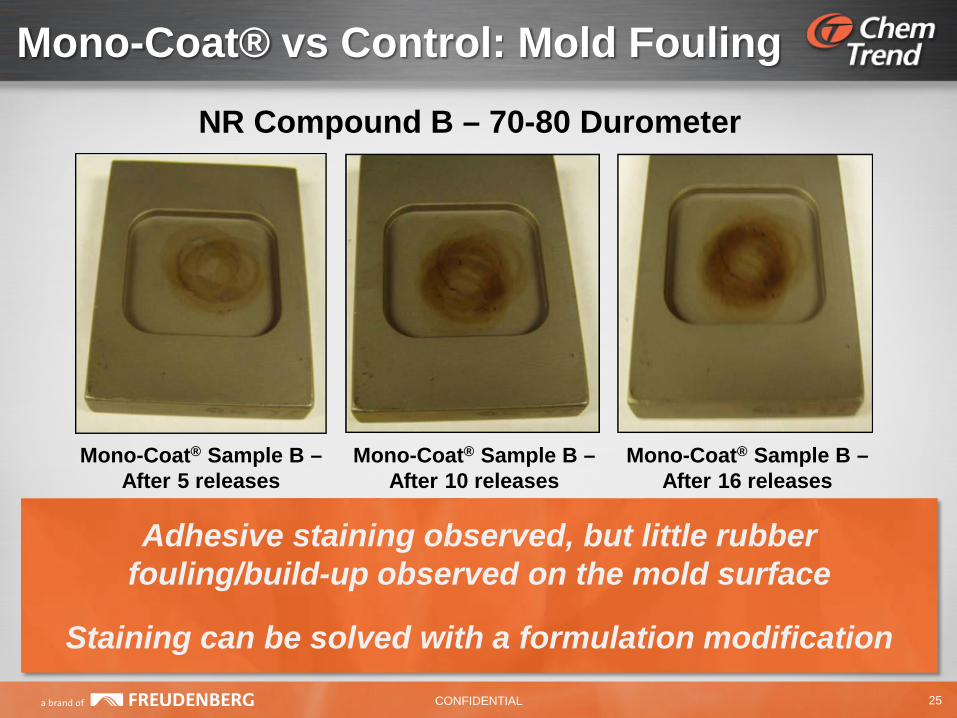
Mono-Coat® vs Control: Mold Fouling
NR Compound B – 70-80 Durometer
Mono-Coat® Sample B –After 5 releases
Mono-Coat® Sample B –After 10 releases
Mono-Coat® Sample B –After 16 releases
Adhesive staining observed, but little rubber fouling/build-up observed on the mold surface
Staining can be solved with a formulation modification
26CONFIDENTIAL
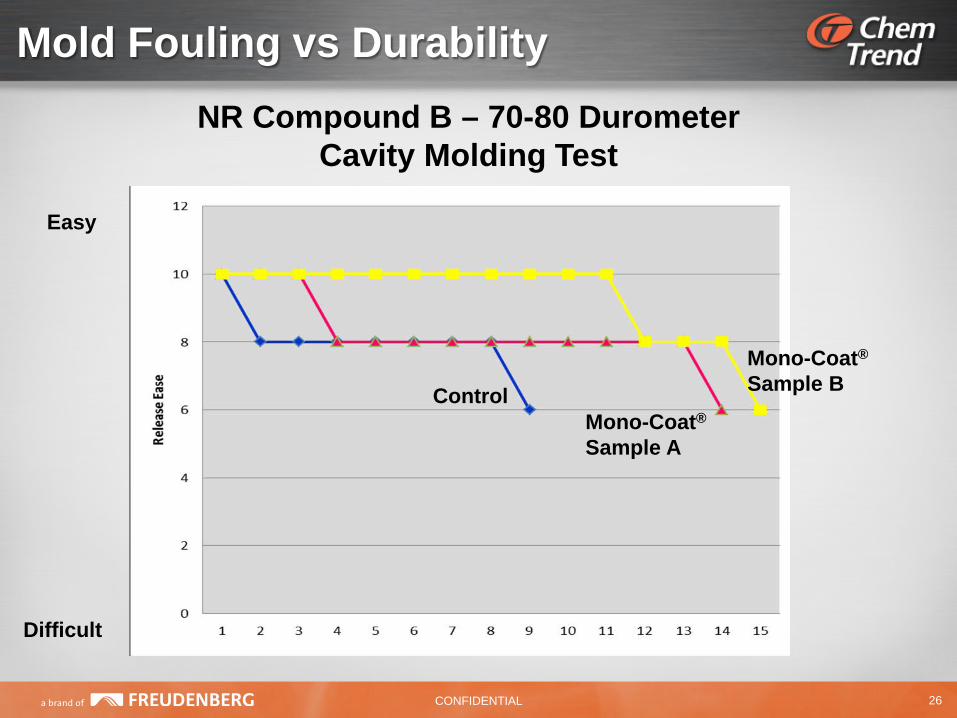
Mold Fouling vs DurabilityNR Compound B – 70-80 Durometer
Cavity Molding Test
Easy
Difficult
ControlMono-Coat®
Sample A
Mono-Coat®
Sample B

27CONFIDENTIAL
Film Formation and WettingControl Mono-Coat® Sample A Mono-Coat® Sample B
Mono-Coat B shows better wetting characteristics which is a variable for better product performance
28CONFIDENTIAL
Results = Two New Products for the Market
Part geometry and rubber compound factor into product selection
• Sample A = Mono-Coat® 1589W– Good overall performance with regards to release, mold fouling and
staining– Softer polymer film, better for softer rubber compound and parts with
complex geometry that require more slip
• Sample B = Mono-Coat® C1892W– Superior durability and good resistance to mold fouling – Modified to improve staining with final formulation – Maximum durability for NVH applications and natural rubber molding– Provides mold protection for abrasive rubbers– Build-up in mold cavity is extremely low– Mold cleaning interval much higher
29CONFIDENTIAL
Mono-Coat® Release TechnologyHow to use it to optimize performance
30CONFIDENTIAL
2.5
3.0
3.5
4.0
4.5
5.0
5.5
0 10 20 30 40 50 60 70 80 90 100
REL
EASE
(5=e
xcel
lent
, 4=g
ood,
3=f
air,
2=po
or, 1
=loc
k)
Part Number
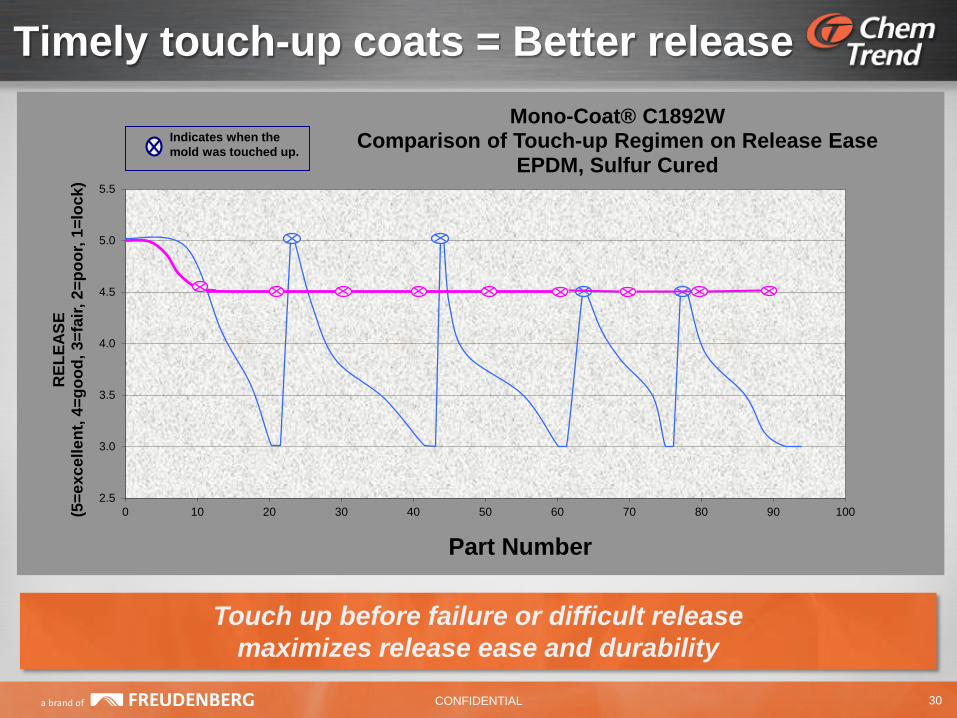
Mono-Coat® C1892WComparison of Touch-up Regimen on Release Ease
EPDM, Sulfur Cured Indicates when the mold was touched up.
Timely touch-up coats = Better release
Touch up before failure or difficult releasemaximizes release ease and durability
31CONFIDENTIAL
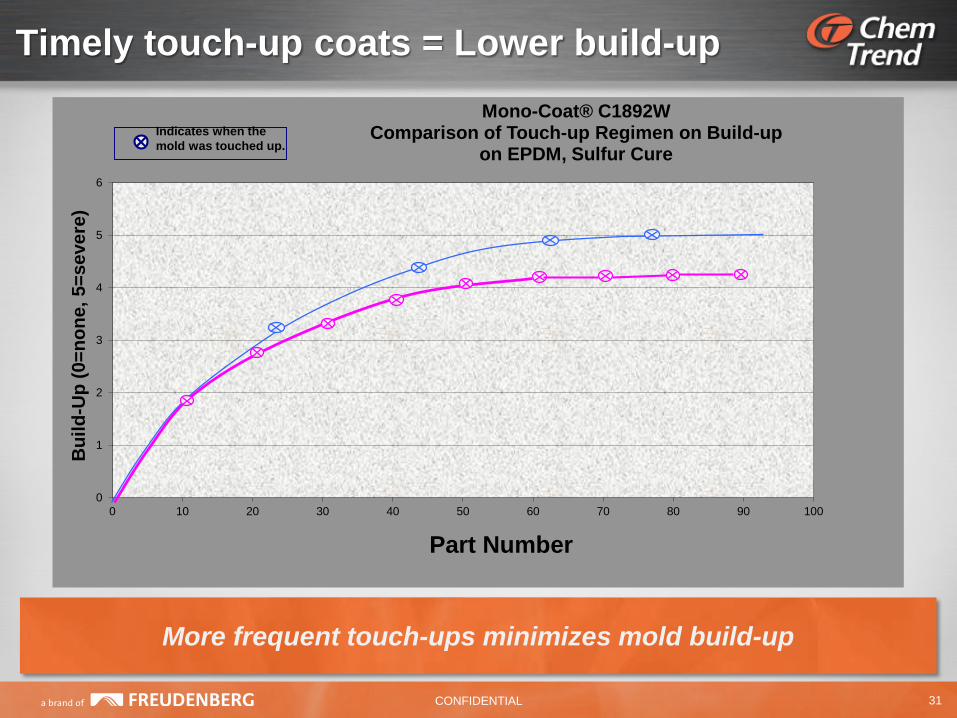
Timely touch-up coats = Lower build-up
0
1
2
3
4
5
6
0 10 20 30 40 50 60 70 80 90 100
Bui
ld-U
p (0
=non
e, 5
=sev
ere)
Part Number
Mono-Coat® C1892WComparison of Touch-up Regimen on Build-up
on EPDM, Sulfur CureIndicates when the mold was touched up.
More frequent touch-ups minimizes mold build-up
32CONFIDENTIAL
QUESTIONS?
33CONFIDENTIAL
34CONFIDENTIAL
Other Chem-Trend Innovations

35CONFIDENTIAL
Rubber Cleaning Compound
Chem-Trend® IPMC-1100co-formulated with FST
Cleans the mold without pulling the tool off-line
Extreme time saver for customers
Dirty Mold Cavities
Dirt and build-up on the used
Chem-Trend ® IPMC-1100
Clean Mold Cavities after Chem-Trend ® IPMC-1100
36CONFIDENTIAL
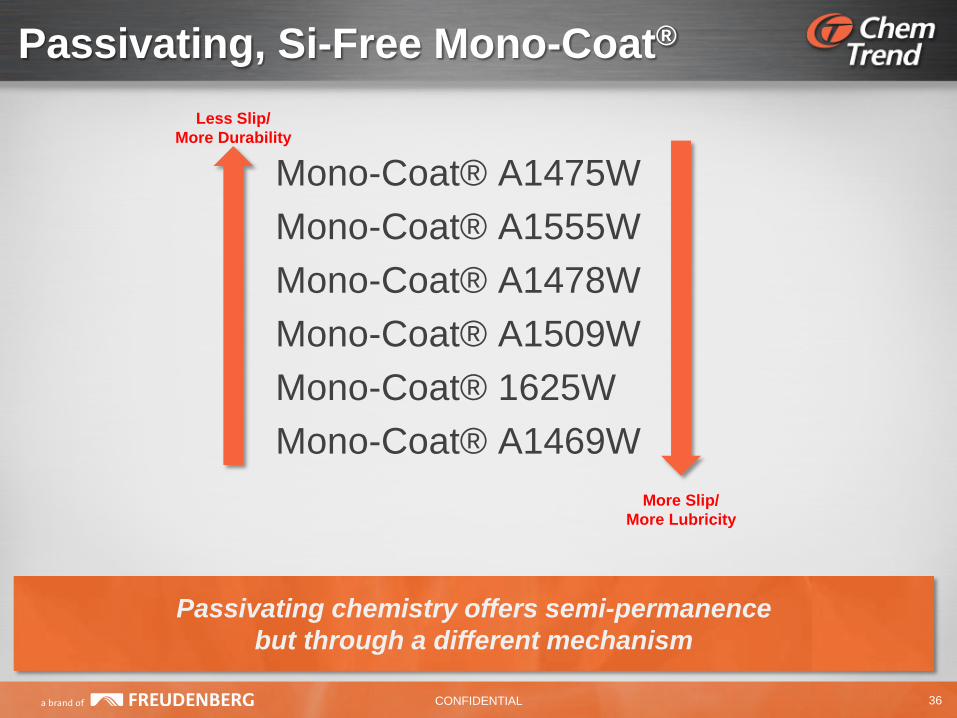
Passivating, Si-Free Mono-Coat®
Mono-Coat® A1475WMono-Coat® A1555WMono-Coat® A1478WMono-Coat® A1509WMono-Coat® 1625WMono-Coat® A1469W
Less Slip/More Durability
More Slip/More Lubricity
Passivating chemistry offers semi-permanence but through a different mechanism
37CONFIDENTIAL
How Passivating Semi-Permanents Work
Mold releases that passivate the mold surface
38CONFIDENTIAL
“Semi” Semi-Permanence
39CONFIDENTIAL
“Semi” Semi-Permanence
40CONFIDENTIAL
“Semi” Semi-Permanence
41CONFIDENTIAL
“Semi” Semi-Permanence
42CONFIDENTIAL
“Semi” Semi-Permanence