report on applying coal gasification technology in china's coal chemical industry
TRANSCRIPT



Natural Sciences Sector,
UNESCO Office Beijing
Waijiaogongyu 5-15-3
Jianguomenwai Compound
100600 Beijing, P. R. China
Phone: +86-10-6532 5790
Fax: +86-10-6532 4854
E-mail: [email protected]
URL: http://www.unescobeijing.org
Disclaimer
The designations employed and the presentation of
material throughout this publication do not imply
the expression of any opinion whatsoever on the
part of UNESCO concerning the legal status of
any country, territory, city or area of its authorities,
or concerning the delimitation of its frontiers or
boundaries.
© UNESCO 2007
CN/2007/PI/H/1

�
Preface
Although UNESCO has been operating a fellowship programme for a long time, there
have been problems found out within technological transference from the developed
to developing countries facilitated by the fellowship programme. For example, in
addition to the issue of brain-drain, the number of beneficiaries is relatively smaller,
and the costs are often high. Upon the strong request for overcoming these weaknesses
from the developing countries, UNESCO launched the UNESCO Chair Programme
in 1992. The uniqueness of this Programme is that the eminent specialists, professors
will formulate the UNESCO Chair in universities or institutions of higher education
in developing countries. This way of arrangement would enable many more people to
receive the benefit, which is cost efficient and also prevents the issue of brain-drain.
As a result, this programme has attracted great interests from the developing countries,
universities and donors. Today we have 613 UNESCO Chairs involving over 735
institutions in 125 countries.
In the same context, UNISPAR (University-Industry-Science Partnership) Programme
was launched in 1993 based on the idea that the cooperation between university and
industry can be a valuable contribution to sustainable development through the means
of education, research, and services. Unfortunately however, it is often the case in
developing countries that involvement of universities is not sufficient in the process of
industrialization, as well as the economic and social development of their countries.
The UNESCO/Shell chair is one such Chair established during May 2003 in China at
Institute of Coal Chemistry, Chinese Academy of Sciences with the funding support
from Shell China.
The UNESCO/Shell Chair promoted Chinese industries to understand the process
of advanced coal gasification technology by strengthening the partnership between
research institute, university, and industry, which in return, speeds up application of
the technology, and promotes social development through scientific interaction.

�
UNESCO Office Beijing acknowledges the efforts of SHELL China in sponsoring
this chair activities and Institute of Coal Chemistry in carrying out the training and
outreach activities. Finally we would like to thank Center for Environmental Education
and Communications, State Environmental Protection Administration for their efforts
in carryout this research and compiling research report as this publication. Certainly
we believe that this publication will serve as bench mark document in the Chinese
Coal and Chemical Industry.
Yasuyuki Aoshima
Director and Representative
Ramasamy Jayakumar
Programme Specialist – Natural Sciences
UNESCO Office Beijing

�
UNESCO/Shell Chair in
Coal Gasification Technology
Introduction to UNISPAR
UNISPAR (University-Industry-Science Partnership) programme was launched by
UNESCO in 1993 to promote university participation in the industrialization process
of the developing countries.
Professors from specialized engineering universities, researchers of public and private
institutes, engineers, and managers in industry and government officials are thus
involved themselves in the technological and socio-economic aspects of sustainable
industrial development that serves to protect the environment.
UNISPAR- building partnerships for the future.
Industrialization of a country will not take place without human resources development
and technology transfer. A university has three functions: education, research, and
services. However, in developing countries, engineering universities do not participate
sufficiently in the process of industrialization of their countries.
UNESCO believes that university-industry co-operation can be a valuable
contribution to the industrialization of developing countries. UNESCO's effort
is aimed at encouraging local universities to be more involved in the process of
industrialization and at attracting industry towards co-operation with universities and
research institutes.

�
UNESCO/Shell Chair- Introduction
China is the largest country in the world in terms of coal production and consumption.
Based on the current economic growth, coal will continue to be the dominant energy
resource in China in the future. The consumption of coal, however, draws attention of
people to the effect of emission on the environment.
Coal gasification technology provides a clean and efficient way to utilize coal. Syngas
produced by high temperature and high pressure through coal gasification technology
could be used for electricity generation and the creation of raw materials for chemical
production, transportation of fuel, hydrogen and substitute for natural gas.
Currently, China is taking up this technology quickly. In order to further promote the
gasification technology, and to enable more industrial customers to understand the
procedures of gasification, as well as characteristics of syngas and requirements of raw
materials, explanation and technical support from experts are indispensable.
UNESCO/SHELL Chair in the field of Coal Gasification was instituted during May
2003, coordinated by UNESCO, sponsored by SHELL and implemented by ICC
(Institute of Coal Chemistry, Chinese Academy of Sciences).
UNISPAR (University-Industry-Science Partnership) is one of the schemes under
UNESCO Chair Programme. UNESCO Chairs aim at strengthening the engineering
science education and research & development work by promoting the cooperation
between educational organization and industry in networking and in information
dissemination. It contributes to facilitate the human resource development and
technology transfer for the sustainable development.
As one of the most famous petroleum and chemical companies, SHELL has financially
sponsored this chair. At the same time, SHELL has provided directions and technical

�
support based on its advanced technologies and successful experiences in the field of
coal gasification in China.
ICC, being a special coal conversion research institute of CAS, took in charge of this
chair, and implemented well with its technical advantage, intellectual resources and
wide spread relationships.
The UNESCO/SHELL Chair promoted Chinese industries to understand the process
of advanced coal gasification technology by strengthening the partnership between
research institute, university, and industry, which in return, speeds up application of
the technology, and promotes social development through scientific interaction.
Center for Environmental Education and Communications, State Environmental
Protection Administration conducted the “Survey on Status of Applying the Coal
Gasification in China Coal Chemical Industry” in China as part of their National
Environmental Protection Bureau Propaganda Center.

Part 1
Survey on Status of Applying
Coal Chemical Gasification Technology
in China’s Coal Chemical Industry
Center for Environmental Education and Communications
State Environmental Protection Administration
February, 2007

Contents of Part 1
1 Project Introduction ···································································11 1.1 Investigation Plan ················································································· 11
1.2 Implementation of Investigation ······························································· 12
1.3 Results ······························································································ 13
1.4 Conclusions ························································································ 14
2 Introduction on Coal Gasification Technologies and Coal Chemical Industry ······14
3 Coal Chemical Industry in China ····················································16
4 Differentiation and Analyzer of Factor Affecting Coal Chemistry Industry Development ························18
5 Coal Gasification Technology in China ············································· 19 5.1 Coal Gasification Application and Development in China ·································· 19
5.2 Representative Coal Gasification Companies and Field in China ··························· 22
5.3 Coal to Olefin Industry in China ································································ 25
5.4 Industrial Policy ··················································································· 29
6 Challenges and Obstacles of Coal Gasification Development in China ········31 6.1 In Regard to Energy Security, Coal Gasification is the Inevitable Choice for China ······ 31
6.2 Promissing Market of Coal Gasification Technology in China ····························· 31
6.3 The Risk of Coal Gasification Technology····················································· 32
6.4 Domestic Coal Chemical Industry Enterprises Have Great Passion
for Coal Gasification Technology ································································ 33
6.5 Chinese Government Prohibit Blindly Development of Coal Gasification Technology · 34
7 Problems in Recollecting Surveys and Questionnaires ····························35
8 Suggestions for Surveys in the Future ···············································36

11
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
1 Project Introduction
This survey is to research the demand and current situation of applying coal gasification
technology in China's coal chemical industry. The servey is under UNESCO's University-
Industry-Science Partnership (UNISPAR) project and the gasification frame of UNESCO-
Shell Chair. Center for Environmental and Education & Communications(CEEC) is
responsible for carrying out this survey under UNESCO’s request.
The objective of this survey is to find out the application status of coal gasification
technology in china, especially in the field of coal chemical industry. The servey
covers a wild spectrume of aspects of coal gasification technology: application,
development, current market situation and industry policies. Futhermore, the survey
is to identify the key factors which have heavy influence on the coal industry and then
provide information on the opportunities and obstacles of applying coal gasification
thecnology in the field of coal chemical industry through analysis based on the results
of the survey. Another part of the survey refers to the downstream production of coal
gasification, including the following aspects: market investigation and forecasting.
The team carrying out the survey consists of Hou Xiangbin from Beijing Yanqing
Environmental Monitoring Centre and students from Peking University (Lv ming
of School of Earth and Space Sciences and Shi Xuan, Fan Yongsheng of College
of Environmental Sciences and Zhang Qiang of School of mathematical Sciences).
The survey was directed by Jia Feng from CEEC and Professor Zhang Shiqiu from
Environment College of Peking University and coordinated by Cui Dandan and
Mayufei from CEEC. Cui Dandan from CEEC of State Environmental Protection
Administration (SEPA) was in charge of project coordination.
1.1 Investigation Plan
This survey cover the following aspects, the status of current application of the coal
gasification technology in China and the market data of the downstrem products of
coal gasification technology such as naphtha, diesel oil, Kerosene, Paraffin, crude oil.
People carried out the survey have sound education background and are trained with
professional knowledge and research skills. In addition, they’re good at communication
and can work effectively under strong pressure.

12
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
This investigation employs a sample collection plan which contains the random
sampling and quantitative methods.
Random sampling focuses on important enterprises applying gasification technology.
Considering the fact that industries related to coal gasification technology are widespread
such as chemical industry, metallurgy industry, fuel industry etc., we decided to focus
our research on important coal chemical industry enterprises. Stratified sampling method
is employed. All sample spots are stratified first according to the region and the scale,
and then simple stochastic sampling method is used in each level.
Quantitative collection engaged technologists and a few enterprises. Additionally,
relevant data are collected through interviews.
1.2 Implementation of investigation
The investigation started in October, 2006. Before we faxed the questionnaires, we
contacted all our targets enterprises making sure that they all were applying coal
gasification at the time. We then delivered the questionnaires to them. As a follow up,
we called the enterprises that received our questionnaires so that we could receive the
questionnairs from them in time.The survey was conducted in the name of UNESCO
and CEEC of SEPA .
1.2.1 The Application Status of Coal Gasification Technology
Due to the small number of enterprises using the coal gasification technology, a
complete survey was conducted among all the enterprises that are using the coal
gasification technology while a sample survey is applied on those that are not using
coal gasification technology. However, information about some enterprises couldn’t be
collected before the survey began.
We divided our target enterprises into two groups, enterprises applying coal
gasification technology and enterprises not applying coal gasifcation technology.
To enterpries that are using coal gasification technology, two types of questionnairs
are accordingly distributed depending on whether the enterprises are using direct
liquefication technology or indirect liquefication technology. To those enterprises that
are not using coal gasification technology, questionnaires regarding to general coal

1�
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
chemical industry are distributed.
1.2.2 The Market Status of the Down-stream Products of Coal Liquefaction Technology
Objects to be investigated: the market status of naphtha, diesel oil, kerosene,
paraffin, base oil Currently, raw materials to produce these kinds of production are
crude oil, natural gas and coal. They are all very important natural resources. This
survey was carried out mainly in form of data collection from official statistical
material.
Please refer to the appendix 2 for the collected data and relevant analysis.
1.3 Results
1.3.1 Investigation on the Application Status of Coal Gasification Technology
In October, Researchers carrying out the survey began to call the top 100 enterprises
in the field of coal chemical industry in China before sending out the questionnaires.
However, after calling more than 40 enterprises, the researchers found out that
more than 90 percent of enterprises are either not planning to apply coal chemical
technology or too small to have production lines. Therefore, the selection of the
research targets were incorrect, hence, the first stage of investigation was terminated.
(Please refer to appendix 1 for the name list of investigated enterprises-.xls )
In the mid of November, the researchers investigated the main coal enterprises of each
province with the “Telephone Directory of China Coal System (2006-2007)” provided by
Editorial Committee of Telephone Directory of China Coal System. 71 enterprises were
investigated, among which 18 enterprises showed no interest in applying coal gasification
technology and 27 enterprises accepted investigation questionnaires while 26 enterprises
were either unreachable or not interested in participating in the survey. By 15th of January,
the deadline for returning the questionnaires, no questionnaires are returned.
Literature review includes national policy and article announced by enterprises and
government through media. The research team also had two in-depth interviews with Han
Tianzheng from Shell in China and Wang Yang from Institute of Coal Chemistry of China.

1�
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
1.3.2 Investigation on the Market Status of the Downstream Products of Coal Liquefaction Technology
The downstream products derived from Coal Liquefaction technology are all very
important raw materials. To assure the accuracy of data, data were collected from the
National Statistical Yearbook and other statistical data published on reliable industry
websites.
1.4 Conclusions
After analying of the literature review and questionnaires, to some extent we
understood the development history and application status of coal gasification
thecnology in China, particularly in the field of coal chemical industry. Results also
include market status and industry policies. Furthermore, the key factors affecting the
coal chemistry industry are identified as well as possible opportunities and obstacles
of coal gasification technology in China.
2 Introduction on Coal Gasification Technologies and Coal Chemical Industry
Coal gasification is a process that converts coal from a solid to a gaseous form through
catalyst. The gasified products can be used as fuels, as raw materials for chemical
products and for electricity generation.
Coal gasification has a history of nearly one hundred years in the industry. During the
development of the coal gasification technology, most of the early-stage gasified coal
was converted in a very unsustainable way through using large amount of raw material
under high pressure. It can lead to a serial of problems, such as ineffective utilization
of powdered coal resources with high energy consumption and small scale, and serious
environment pollution etc. Since 1960’s, the development of gasification technology
has made significant progress; particularly in 1970’s, governments and research
organizations worldwide have paid great attention to the stimulation of petroleum crisis
and the serious coal-burning environmental pollution: US successively proposed the
Cleaner Coal Technology Demonstration Plans (CCTP) and the Vision 21. Promoted
by some of these projects, a lot of advanced large-scale gasification technology

1�
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
completes the demonstration, such as Texaco, Destec, Shell, Prenflo, KRW. In the past
20 years, China has made remarkable improvement on Coal gasification research; Ash
Agglomerating Fluidized Bed Gasification has completed the industrial demonstration.
We finished the medium test of Entrained-flow Gasification of Coal Water Slurry
and Gasification in Coal Pressure Fixed-bed, because we changed the overseas’
technologies’ import (Texaco,The Lur2gi gasifier) to the local services’ development
and technology reformation(multi-spray nozzle technology). Thanks to the Shell and
the Prenflo, dry feed entrained flow coal gasification had a successful demonstration;
we started to do some research on the relevant technology.
The modern coal chemical industry can be divided into three industrialization levels.
The first level is the synthesis gas from coal-coal water slurries or dry coal dusts were
partially oxidized to the synthetic gas (CO+ H2), the gasification of coal water slurry in
China has already been industrialized. The second level is the synthetic gas processing,
which mainly includes three routes: synthesis of alcohol, hydrocarbon and other
carbon oxidized compound. Alcohol synthesis includes synthesis of the methylalcohol,
DlVlE, ethylalcohol and further synthesis of the glycol. The third level is a further
processing which mostly processes the methylalcohol and the downstream products of
the alkene. It is the pillar of the chemical industry.
Chart 1: coal utilization base on coal gasification

1�
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
China has abundant coal resources and is one of the few countries where coal is used as
primary energy resource. It has 550,000 square kilometers’ coal area, 5,596,563,000,000
tons of resources gross, 1,007,700,000,000 tons of resources inventory, 18% of
resources proved rate and 114,500,000,000 tons of economically surplus recoverable
reserves. The coal accounts for 94.3% in the proved fossil energy reserves, only 5.7%
for the petroleum natural gas. Therefore, “abundant coal and scarce oil and gas” is
our country’s fundamental realities. In the structure of energy consumption, the coal
continuously maintain about 70% proportion for a long time, and it still maintains a
dominant position in structure of the energy consumption in 21st century. At the same
time, the resources such as, the petroleum, the natural gas, and the coal are not only the
main energy sources, but also the primary raw materials of the industrial chemicals. It
will be a significant influence to the chemical industry. With the rapid development of
the social economy, there is a steady increase in the demands of energy resource and
chemical products. Moreover, the coal-chemical industry has an important place in our
country’s energy resources and the chemical industry.
The coal chemical industry in China plays a significant role in realizing the advantages
of the abundance of coal resources, supplementing the deficiency of the gas resource,
satisfying the demand of chemical products, making progress in the cleaner resource
for power generation in coal chemical industry and promoting the sustainable
economical development.
3 Coal Chemical Industry in China
The products of the coal chemical industry include coking, gasification, liquefaction
and calcium carbide. Coal chemical industry after twenty years’ development plays
a significant role in the chemical industry. Coal chemical industry’s output accounts
50% of the chemical industry's output (not including petroleum and petrifaction).
Coal chemical industry uses coal as the raw material to synthesize two basic products
(ammonia and methyl alcohol). In 2005, our country produced 232,820,000 tons of
coke, 8,950,000 tons of calcium carbide, 25,000,000 tons of coal system chemical
fertilizer (folds approximately purely), about 3,500,000 tons of methylalcohol. All of
these are on an advanced level worldwide.
In recent years, the coal chemical industry rapidly shows its advantages due to the
sharp increase of the international oil price. Therefore, the coal chemical industry has

1�
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
been widely developed across China. After the reform of the investment system in
July, 2004, investment projects do not need specail permission from the government
anymore. As a result, many coal chemical projects with different scales were initiated
in coal mining area all over the country.
However, the development of the coal chemical industry has also aroused some
problems, particularly the tendency of the surplus production surplus in the traditional
coal chemical industry:
According to the statistics from National Development and Planning Commission, the
productivity of the traditional coal chemical industry is in serious surplus. At the end
of 2005, calcium carbide’s productivity is twice more than calcium carbide's products
that year. Coke’s productivity was so high that it was seven billion tons more than
the market demands. The gross of calcium carbide and coke raised 33.9% and 24.2%
separately over five months from January to may in 2006.
Driven by the increase of the petroleum price and High-level Economic Operation,
there was a tendency of blindly developing the oil alternatives such as, coal basis
methanol and aether. In 2005, there was 5,360,000 tons of the methanol’s output.
According to the incomplete statistics, the existing scale of methanol is almost about
9,000,000 tons; the planning productivity under was more than millions of tons.
In July 2006, National Development and Planning Commission (NDPC) announced
the “Notice on Strengthening of Coal Chemical Industry Projects to Promote the
Healthy Development of the Industry”(NDPCI[2006]1350)which has adjusted the
development of the coal gasification and liquefaction industry.
The "Notice" pointed out that the surplus production exists in the coal chemical
industry, while some places tend to blindly plan and construct the project without
considering the resources, ecology, and the environment.
The development of the coal chemical industry sets a high demands on a variet of
things such as resources, ecology, environment, technology, funding and the social
context. Therefore, the notice indicates that “for coal liquefaction industry, investment
department on all levels are not eligible to approve any projects before accomplishing
the National Development Plan for coal liquefaction.” Another crucial regulation is:

18
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
“the projects (the ‘coal to oil’ project with less than 3,000,000 tons of annual output,
the coal basis methanol and the aether project with less than 1,000,000 tons and the
coal basis alkenes less than 600,000 ton) should not be approved by the relevant
departments throughout the country.”
Based on the analysis of these documents from NDPC, the government is still being
careful in promoting coal gasification technology. However, because of the advantages of
coal gasification thecnology, the government highly encourages the development of coal
chemical industry although it have carried out a serials of restrictions: “On the orientation
of the domestic fuel and the oil market, the government supports the areas, which have
enough advantages to establish large production bases of the methanol and the aether,
and have a good performance in test of using fuels and demonstration work. Besides, it is
also required to steadily advance the industrialization test and demonstrations, speeds up
the industrialization of the coal basis oil and the alkenes, construct a large-scale project
of the coal basis oil and the alkenes at an appropriate time.”
Obviously, the present coal gasification industry is facing both opportunities and
challenges. The government on one hand raises the requirement preventing small
and medium enterprises from entering the market; on the other hand, it clearly shows
encouragement to those large-scale enterprises, which are capable to apply coal
gasification technology.
4 Differentiation and Analyzer of Factor Affecting Coal Chemistry Industry Development
The coal chemical industry plays a crutial role in national development, however, it
also exerts critical requirements on the economic context, natural resources, ecological
system, environment, technology, and funding. As a result, to predict the trend of coal
chemical industry development is complicated and challengying.
● Energy safety
China, rich in coal, is one of the a few countries which uses coal as main energy
source. The general energy situation in China is abundancy in coal yet deficiency

19
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
in oil and natural gas. Chinese petrol demands highly depend on import. In regard
of securing the energy resource, coal, as a substitute of petrol, used as a main raw
material, will alleviate the stress on petrol.
● Environmental protection
The massive and unsustainable usage of coal resources has caused dramatic damage to
the environment in China. As the Chinese government has announced a serial of strict
policies to control emission. The usage of coal resource will certainly become more
efficient and environmentally friendly. However, the requiremnt of energy efficiency,
environmental policies and the strict standard of emission might generate difficulties
for the development of coal industry.
● Society and economic
Since coal chemical industry heavily depends on coal and water resource, ecology,
environment, technology, capital and society, high risk exists. The development of
coal industry relates to the upstream raw material and downstream demands. The
factors that are closely related to the development of coal idustry also include the cost,
international base-oil price and coal price.
● Industrial Structure and policy
As mentioned above, coal industry which relates to nation economy would be adjusted
by the macro-control policies according to the national economic development.
National macro-control policies hold the balance of coal industry. To assure the safety
of investment and rational allocation of resources, the government makes policies to
regulate industry development including investment and resources allocation.
5 Coal Gasification Technology in China
5.1 Coal Gasification Application and Development in China
CGT has been used in China for nearly 100 years, but it lagged far behind. There are more
than 10,000 coal gasification stoves functioning in china, among them fixed-bed gasifier

20
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
was the most common one. For example, in ammonia-fertilizer industries, the number of
UGI water-coal gasifier exceeds 4000 UGI; more than 5000 gasifiers including two phases
gasifier and Lurgi gasifier are used for producing industrial fuel gas.
Most advanced gasification technologies such as Winkler, U-GAS fluid bed and
Texaco entrained bed gasifier are used in fertilizer industries, but their number is
limited. Traditional technologies still take the biggest part of China’s gasification
technologies. If many problems such as old technology, lacking environmental
protection facilities, unefficient coal utilizing can not be solved, the harmonized
development of economy, energy and environment will not be achieved.
In the last 40 years, supported by the government, China achieved great progress
in research and developing CGT. Some outstanding examples marked milestone
in the field of coal chemical industry: The first one is the research of imitated K-T
gasification technology. The technology was tested in middle scale between mid 1960s
to late 1970s in Xinjiang Lucaogou and Shandong Huangxian, which provided ample
experience for developing texaco coal water gasification technology; In 1980s, people
did much work on ash agglomerating fluidized bed coal gasification technology, and
the technology was registered as a patent; In ninth “5 year plan”, Opposed Multi-
Nozzles entrained bed gasifier was developed and passed middle scale (22~24t
coal/d)test, the result showed that compared with Texaco technology, the technology
is better in carbon conversion rate, coal consumptions and oxygen consumptions, the
technology was also patented; In ninth “5 year plan”, the key technology of Integrated
Gasification Combined Cycle (IGCC) was set up as a program, which more than 10
institutions attended in. In addition, a lot of research was done in the field of science
and engineering such as fluid bed (including circulation), combustion of coal and
coal slurry, two phases fluxion and mix, heat conduction, substance conduction, coal
chemistry, gasified reaction, coal rock configuration, coal grinding and desiccation,
high temperature gas cleaning.
Furthermore, China also cooperates with foreign CGT holders actively and introduceds a
lot of advanced CGT technologies, such as Texaco coal-water slurry technology, Shell
Dry Coal Dust Gasification Technique and GSP Dry Coal Dust Gasification Technique.
In the following text, the application of these technologies will be discussed:
Texaco coal-water slurry CGT. The technology was invented by American Texaco

21
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
Corp (bought by GE.). In 1984, Shandong Lunan fertilizer factory introduced Taxaco
CGT, and built the first set of Texaco coal-water slurry equipment in China, it was
put into production in 1993.Then Shanghai Coke Plant, Shanxi Weihe coal chemical
group, Anhui Huainan Chemical Plant, Haolianghe fertilizer factory and Sinopec
Jinling Petrochemical Corporation all introduced Texaco technology successively.
This technology has been used in china for many years, with ample experience and
mature technology. The main equipment required by this technology could all be
produced locally; only burners and coal slurry pumps need to be imported. As Texaco
gasification technology is well developed in china, the process of producing, installing
the equipment and the equipment's functioning is very efficient.Therefore, the
production objective could be promptly met.
The representative companies that use Texaco gasification technology are shown in
Table 1.
Shell dry coal dust gasification technology. This technology was invented by Shell.
Now there have been 15 projects in China that are under construction or will be
constructed, one of them is situated in Hubei shuanghuan that was put into production
in 2006.
As an environmentally friendly technology, Shell technology could adapt to a variety
of coal, with high efficiency. However, it has not been widely localized; the main
equipment such as the gasifier inner parts still heavily depends on import, therefore it
requires larger investment.
As most of projects with Shell technology are under construction, there is not sufficient
operation experience available. The representative companies that use this technology
are provided in Table 1.
Future energy GSP dry coal dust gasification technology. This technology was initially
invented by Democratic Germany, now it belongs to Germany Future Energy company
GmbHF. There are 5 projects in China with this technology under construction, Facing
the same problem as shell, the projects lack operation experience and and not stable.
But GSP also has many advantages such as adaptive to different coal, high carbon
transform ratio, low pollution and so on, which gives it a promising future.

22
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
5.2 Representative Coal Gasification Companies and Field in China
Table 1: Representative coal gasification companies in China
province company CGT scalePut into
production
Shanxi
Shanxi Luan Mining Group Company
Ash Agglomerating Fluidized Bed Coal
Gasification Technology 160kt
Jincheng Anthracite Mining Group
Ash Agglomerating Fluidized Bed Coal
Gasification Technology100kt 2008
Lunan Chemical Fertilizer Factory
Texaco coal-water slurry CGT
1993
Yankuang Cathay Coal Chemicals Co., Ltd.
coal-water slurry gasification with
opposed multi-burner240kt methanol 2005.10
Shandong Hualu Hengsheng Group Co., Ltd
coal-water slurry gasification with
opposed multi-burner2005.6
Inner Mongolia Yitai Coal Group Company Limited
coal-water slurry gasification technology
160kt 2008
Shenhua group, Baotou UOP MTO technology1800kt methanol and 600kt down stream products
Shenhua group,OrdosShell Dry Coal Dust
Gasification Technique5000kt oil products 2008
China National Coal Group Corp.,Sinopec,Ordos
4200kt methanol、3000kt Dimethyl
ether2010
Shenhua Ningxia Coal Industry Group
Shell CTL technology 3500kt
Shenhua Ningxia Coal Industry Group
GSP entrained flow CGT830kt Dimethyl
ether2008
Shenhua Ningxia Coal Industry Group
GSP entrained flow CGT
Polypropylene 520kt,gasoline 156.2kt, liquid
fuel 64.5kt
2008
Shenhua Ningxia Coal Industry Group,Yinchuan
Lurgi MTP technology 540kt propylene 2009
Shandong
Inner Mongolia
Ningxia

2�
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
Yankuang group, Yulin Low temperature F-T technology
1000kt 2008
Shenhua group, Yulin Sasol F-T technology 3000kt
Shanxi Weihe coal chemical group
Texaco coal-water slurry CGT
1996
Shenmu chemical industry Co.Ltd.
Texaco coal-water slurry CGT
200kt methanol 2005
Xinjiang Shenhua group,Heishan
Hubei Shuanghuan Chemical Group Ltd
Shell Dry Coal Dust Gasification Technique
200kt synthetic ammonia
2006.5.7
Sinopec Hubei Fertilizer Subsidiary
Shell Dry Coal Dust Gasification Technique
synthetic ammonia 396 kt,570kt urea
2008
Sinopec Dongting nitrogenous fertilizer plant
Shell Dry Coal Dust Gasification Technique
435.6kt synthetic ammonia
2004
Sinopec Jinling PecTexaco coal-water
slurry CGT300kt 2005.5.28
Hunan
Sinopec Balin subsidiaryShell Dry Coal Dust
Gasification Technique2006.3
Yueyang Sinopec & Shell Coal Gasification Co., Ltd
Shell Dry Coal Dust Gasification Technique
600kt urea 2003
Anhui
Sinopec Anqing subsidiaryShell Dry Coal Dust
Gasification Technique300kt synthetic
ammonia2006
Anhui Huainan Chemical Plant
Texaco coal-water slurry CGT
2000
Anhui Huainan Chemical Group Co.,Ltd
GSP entrained flow CGT300kt synthetic
ammonia
Shanghai Shanghai Coke PlantTexaco coal-water
slurry CGT200kt methanol,
coal gas 1300km3/d1995
Tianjin
Tianjin Bohai Chemical Industry Group Corp.
Shell Dry Coal Dust Gasification Technique
Tianjin Soda PlantAsh Agglomerating Fluidized Bed Coal
Gasification Technology
80kt synthetic ammonia
2005.7
Shanxi
Hubei

2�
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
Pingdingshan Coal Co.Ltd 500kt Called off
Zhongyuan Fertilizer Group Corp.
Shell Dry Coal Dust Gasification Technique
300kt methanol 2007
Yongcheng Coal - electricity Group
Shell Dry Coal Dust Gasification Technique
800kt methanol 2006
Henan Kaixiang Electric Power Industry Co., Ltd.
Shell Dry Coal Dust Gasification Technique
500kt methanol 2007
Yima Gasification Factory, Henan Coal Group
Lurgi CGTCoal gas 120Nm
3/d
methanol 80kt2006.8.12
JiangsuJiangsu Lingguo Chemical Co.,Ltd
GSP entrained flow CGT300kt synthetic
ammonia2008
GuangxiLiuzhou Chemical Industry Co., Ltd
Shell Dry Coal Dust Gasification Technique
300kt urea 2006.12
Yunnan
Yunnan Tianan Chemical Co.Ltd.
Shell Dry Coal Dust Gasification Technique
500kt synthetic ammonia,1200kt Monoammonium
phosphate
2006
Yunnan Zhanhua Co.,Ltd.Shell Dry Coal Dust
Gasification Technique500kt synthetic
ammonia2006
GuizhouYankuang Energy
Chemical Co., Ltd, Guizhou
GSP entrained flow CGT500kt synthetic
ammonia
HeilongjiangHaolianghe Fertilizer
FacotoryTexaco coal-water
slurry CGT100kt synthetic
ammonia2004
LiaoningDalian Chemical Industry Co.,Ltd
Shell Dry Coal Dust Gasification Technique
JilinJilin fertilizer and pesticide group
Ende Coal Gasification
synthetic ammonia 80kt,urea 130kt,
urban coal gas 24 million m3
2006.11
Henan

2�
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
5.3 Coal to Olefin Industry in China
Within the framwork of UNESCO/Shell Chair, we did survey on projects which used
coal to produce alkenes, the highlight of coal gasification technology.
The persistent increase of international oil price and the shortage of oil resources in
china has long been the bottle neck of its economic growth, therefore to seek new
source of Olefin products is crucial for the development of China.
China has abundant coal resources. The reserve volume is over 1,000 billion tons,
which is the basis for coal-based chemical industries. With the development of modern
coal chemical technologies, it is easier to make ethane and propylene through coal-
based methanol; In addition, its relatively low price campared to the price of oil
ensures this technology ensured the profit of coal gasfication technology.
The start of Shenhua Group MTO (Coal to Olefin) projects could meet the demand
of China’s energy and heavy chemical industries. It gives a new way to alleviate the
shortage of oil energy, and sets up a pattern how to extend coal industry chain and
realize coal industry sustainable development.
Except the way how heat conducts, MTO (methanol to olefin) technology is very similar
as catalytic cracking technology which is a mature technology in oil refining industry,
and it demands less on operation conditions. As MTO could share the experience of
catalytic cracking facility designing and operation, it bears very small risk.
Two provinces, Inner Mongolia and Shanxi, become the hotspots for investigation as
they have rich coal resources. Shenhua Group, the biggest coal producer in China, has
begun to build coal-to-olefin (CTO) projects. One of them is to invest 15 billion RMB
to build a plant where coal is to be turned into methanol and then to supply MTO
facilities, this project is the first CTO project in China. Hong Kong Kerry Group and
Baotou Tomorrow Technology Company are another two investors.
Shen hua Group also cooperated with Dow to consider building one CTO factory in
Yulin, Shanxi province.
The world’s first Coal-to-olefin project- Shenhua Group CTO project was founded in
2�
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
late October, 2005 in Baotou, inner Mongolia. The factory's situated in a newly planned
industrial base in Halinger county, Jiuyuan district, Baotou city. The whole engineering
installed 1800kt/y coal-to-methanol, 600kt/y MTO, 310kt/y polypropylene and 300kt/y
polythene facilities, with a 224 km3 O2/h air-separation facility. The project consumes 3450kt
coking coal and 1280kt steam coal. The key technology will be MTO technology from
Universal Oil Products Company (UOP), the total investment will be 12.4 billion RMB. It is
planned in 2020, the productivity will increase to 30000kt/y CTO and 3000kt/y CTM.
Amec company has joined in a CTO program which was invested 1.5 billion dollars
by one of Shenhua Group’s subsidiary- Ningxia Coal industry Group. The installation
will include coal gasification facility, methanol and methanol-to-propylene (MTP)
facilities, and 540kt/y polypropylene facility. The program started from Match, 2006,
and will be built up in 2009. Qilu company will provide MTP the technology to build
a methanol-to-propylene (MTP) facility, which is composed of 5kt/d methanol facility
and 471kt/y propylene facility. This is the second industrialized MTP facility built by
Qilu Company after that for Iran Fanavaran Company in Bandar Imam.
In Yulin, Shannxi province, Hong Kong Benefit Sales Company and Chemical
Engineering Construction Company of China (TCC) cooperated to set up a CTO
company, which is one of three programs Shanxi government supported. Shanxi
Investment group built a MTO test facility using the technology from Dalin Institute
of Chemical Physics, Chinese Academy of Sciences. In these projects, Ningxia Baota
chemical group planned to produce methanol and other olefin, which would increase
its methanol productivity from 600kt/y to 2600kt/y, with 500kt/y olefin byproduct.
On 28th December, 2005, Guizhou Tianfu Chemical Co. Ltd. founded its 300kt/y
ammonia and 150kt/y DEM program which uses clean coal technology. The company
is working hard to build up a 1600kt/y methanol and polyolefin program by the end of
the 11th five-year plan.
In addition, Changzhi Tianji coal chemical industry company has got the permission to
build a 600kt/y methanol equipment in Changzhi, which will be finished by the end of
2007. The company also considers of building a DEM facility. Pingliang Huating coal
group plans to build a 600kt/y methanol equipment, and 300kt/y PP equipment, the
two sets of equipment would be put into production in 2008.
Xinao company in Langfang Heibei will build a 1800kt/y coal based methanol factory

2�
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
located in inner Mongolia. The company is also building 600kt/y methanol and 400kt/y
DEM facilities which will be finished by the end 2007.
Dow chemical company will do research on Chinese coal based chemical companies.
The company signed a contract with Shenhua Group in 2005 to cooperate on large-
scale CTO program research.
The study will find the most suitable technology and the most economical product
capacity for the program. These two companies agreed that the best building site could
be near Yulin. What attracted Dow most is the advantage of raw material, China has
abundant coal in rural area just as Middle East owns low-price ethane. The company
has done pre-research on coal-to-gas, then gas-to-olefin programs in China, the whole
study was completed by the end of 2006.
A consultant company SRI which is situated in America believes that, in China coal
is a resource to produce fertilizer and other chemical products, it helps to fill the trade
gaps of chemical products. However, in America, the coal is currently mainly used to
generate electricity, for other byproducts, especially acetyl products there exist many
opportunities.
Some Chinese chemical products companies also consider building gasifiers as a
way to reduce the dependence on imported raw materials. Sinopec has just signed an
agreement which allows Shandong Qilu Subsidiary use GE technology to produce
synthesized gas from coal and oil coke. Qilu facilities will be the 4th facility in China
with GE technology. Before that, Sinopec Zhenhai company signed an agreement in
1978, and Jilin company and Nanjing company signed another two in 2002 and 2003
respectively. According to GE energy company, most of their gasification technology
agreements go to China. Since the company purchased gasification technology from
Chevron Texaco Corp. in 2004, it has got 5 contracts. China continues to suffer the
stress of natural gas shortage, so it is now looking into using coal to generate electricity
and produce chemical products as an alternative plan.
The 300kt/y synthetic ammonia and 520kt/y carbamide coal-water slurry program
of Sinopec Jinling subsidiary was launched in May, 2005, which symbolized the
completion of Jinling subsidiary’s oil refine-chemical optimizing and fertilize raw
material technical transformation program. This is Sinopec’s first program using CGT
to produce hydrogen and synthetic ammonia.
28
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
The Jinling program planned using coal and oil coke as raw materials to reach a
product capacity of 300kt/y synthetic ammonia, 52kt/y carbamide and 30kt/y hydrogen
with Texaco water-coal slurry technology. The program was launched cooperatively
by China Tianchen Chemical Engineering Company and Jinling subsidiary of Sinopec.
It only lasted less than 2 years from beginning in October, 18th, 2003 to successfully
running in late September, 2005, which is the first one of 4 CTO programs belonging
to Sinopec. The gasifier of this program had a diameter of 3.2 meters with 1200 tons
coal input, which is the world’s largest Taxco gasifier.
According to the coal price paid by the factory, if the load was 75% (1100t/d synthetic
ammonia), the annual revenue would be 150~200 million RMB, which would cut
down cost by 500 million RMB. Considering the run-in condition, it takes less than
one day from the gasifier ignition to output of qualified hydrogen and synthetic
ammonia, which is much simpler and easier to operation than the previous naphtha-to-
hydrogen method.
The significance of this program lies not only in the reduction of synthetic ammonia
cost, but also on the realizing of resource optimizing. In the past, all of Sinopec oil
refinery use naphtha to produce hydrogen to supply hydrogenation facility. One
10million tons scale refinery plant which machining imported sulfur-contained crude
oil needs 100 tons hydrogen every year. If hydrogen could be produced by coal-water
slurry facility, the cost will be 300 million RMB lower, thus the technology is suitable
to reduce the cost of machining imported high-sulfer crude oil.
Celanese (Nanjing) Chemical Co., Ltd. will build a 600kt/y acetic acid program in
Nanjing chemical industry park. Celanese signed a contract with Wilson (Nanjing)
chemical company about long term supply of acetic acid raw material. Wilson company
would use clean coal technology to produce CO and methanol. The CO/methanol
facility will be built up in late 2006 to early 2007. Wilson (Nanjing) chemical company
and GE energy company signed a coal gasification technology cession about building
three 450 cube inch gasifiers among which one is used as a back up equipment.
In March, 2006, Shell Research Limited and Tianjin Bohai Chemical Industry Group
signed an agreement of clean coal gasification technology agreement, this is the 14th
technology cession project of Shell since it entered China in 2001.Tianjin Bohai
Chemical Industry Group would use this technology to build one gasifier in Tianjin
Lingang industrial park. The coal gas will then be transformed to ammonia, methanol

29
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
and buty1-octy1 alcohol. Before that, Shell technology has been introduced to more
than 13 companies situated in Hubei, Hennan, Guangxi, Yunnan, Liaoning, Ningxia
and Anhui province. 7 of these companies
It is said that the first coal gasification project transferred by Shell to Sinopec Hunan
Balin fertilizer company coal-to-oil project was started in 2001, and was then put into
production in 2006.3. Sinopec Hubei fertilizer subsidiary and Anhui Anqing subsidiary
coal-to-oil projects have entered the test phase, and other projects also runs smoothly.
5.4 Industrial Policy
As a clean coal technology and an important part of national energy sources strategy,
coal gasification has been supported by the government. In the last ten years, the
government put forward a series of policies to support the development of coal
gasification industry.
In 1997 the State Council issued “The Ninth Five-Year Plan for Chinese Clean Coal
Technology and the Compendium of 2010 Development”. Other laws, regulations
and important policies involving clean coal technology include “The Coal Law of the
People’s Republic of China”, “The Energy-Conservation Law of the People’s Republic
of China”, “The Law of Air-Pollution Prevention of the People’s Republic of China”,
and the “Chinese Compendium of Energy-Conservation Policies”. According to
“The Guide for Prior Developing Fields of the Industrialization of High-Technology
(Catalog)”, the government will develop and promote the clean coal technology, and
will regulate the processes of clean coal techniques.
In “The Agenda for the 21st Century of China”, the clean coal technology is placed as
a crucial part of important measures for Chinese sustainable development strategy.
In 1999, the Central Committee and the State Council held the National Conference
of Technology Innovation. On the conference, it states that clean coal technology is an
important part of the development of clean energy resources technology and industry.
However, at the same time the government was to some extent worried about the
development of coal chemical industry. In the document of “The Announcement about
Reinforcing the Management of Coal Chemical Industry and Improving the Development
of this Industry” (No. [2006]1350 on National Development and Reform Committee),

�0
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
there was a signal that the government was concerned especially on some large scale
development such as coal-to-carbinol, and coal-to-dimethl ether program, coal-to-olefin
program, and coal-to-oil program. According to the investment by large enterprises, the
government hoped to testify their worries about technology, resources, accessories and
other aspects of coal-to-oil industry, and at the same time to avoid negative competition
and financial waste caused by careless action without proper assessment.
After the document was issued, except the constructing of coal-to-oil programs in
Shenhua Group, Shandong Yankuang Group and Shanxi Lu’an Group, domestic
interest in coal-to-oil projects were restrained to a large extent.
As the leading programmes of coal-to-oil industry, the major programs of Shanhua are
not affected at all. Shenhua Erdos coal-to-oil programs have a productivity of 5 million
tons/year, which are divided into two stages of construction. The first-stage construction
has a productivity of 3.20 million tons/year, and the major equipments are set. In 2007
the whole construction can be finished and put into production. Shenhua Baotou coal-
to-olefin program has a construction of 1.80 million tons/year; coal-to-carbinol is
600,000 tons/year. On the other hand, some small-scaled program is facing grounding
and adjustment. According to surveys, shortly after the document, Xindazhou Corp.
put forwarded a statement, saying that the company stopped the negotiation about coal-
carbinol program; Hubei Baike Medical Corp. put forwarded an announcement, saying
they got the record identification for fuel dimethl ether at 1 million tons/year, compared
with the formerly announced construction scale of 100,000 tons.
Sichuan Meifeng Chemical Corp. purchased Liujiaxia Chemical Principal Factory in
the first half of 2006 in order to enter the coal chemical industry. Liujiaxia has a coal-to-
carbinol program of 70,000 tons/year, and has the expectation of enhancement. This time,
the “Announcement” makes Meifeng change its mind. They will not consider building a
large program on carbinol, but shift to programs which can bring Meifeng’s advantages.
Coal Industry Bureau of Yunnan Province says that Xianfeng coal-to-oil program has
not received the order to stop. However, since it cannot solve the problem of billions
of financial demand, it makes no progress so far. Xianfeng coal-to-oil program plans a
productivity of 1 million tons. If it is required to reach the scale of 3 million tons, the
prophase operation will be wasted. The 3 million tons productivity demands the raw
material support from a mine which can produce coal of 10 million tons. But it remains
doubt whether Xianfeng Mine have such production scale.
�1
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
Shanxi Xinghua Group originally planned to invest 0.6 billion to initiate a 150,000
tons/year carbinol program; Heilongjiang Yilan had a direct coal liquefaction program.
Both of them is to pile up.
6 Challenges and Obstacles of Coal Gasification Development in China
6.1 In Regard to Energy Security, Coal Gasification is the Inevitable Choice for China
Abundant coal alongside scarce oil and gas is the fundamental natural resource
reality of our country. In our country, Coal is widely acllocated among 550,000 square
kilometeres. Total coal resources sum to 5,596,563 million tons, the quantity of retained
resource is 1,007,700 million tons, the verified rate is 18%, and economical potential
surplus reserves are 114,500 million tons. In the verified fossil energy reserves of
the world, China’s coal accounts for 15% of the world total quantity, the petroleum
accounts for 2.7%, and the natural gas accounts for 0.9%. In the total fossil energy
of China (approximately 46,000 billion tons of standard coal), 95.6% is coal, 3.2% is
petroleum, and 1.2% is natural gas.
According to the statistics, the total energy consumption of China in 2005 reached 2.11
billion tons of standard coal, among which coal accounts for 68%, petroleum accounts
for 23.45%, natural gas accounts for 3%, hydropower and nuclear power altogether
accounts for 5.45%. Based on the national energy situation, coal chemical industry
that takes the coal as raw material has a pivotal strategic significance to our country’s
development.
China's coal chemical industries could bring the advantages of abundant coal resources
into play, make up for the insufficiency of domestic oil and gas resources, satisfy the
demand for chemical products, impel the development of coal chemical industry with
pure electric power, safeguard energy security, and facilitate the economic sustainable
development.
6.2 Promissing Market of Coal Gasification Technology in China
The quantity of SO2 emission of china was the biggest. Acid rain covers 30% of the
�2
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
area of whole country; the CO2 emission of China takes up 13% of the world's total CO2
emission, the second largest country of emission. Among the emissions, SO2’s, CO2’s, NOx’s
emission from coal resources was 85%, 85%, 60% of the whole emissions respectively.
Before 2010, china will still give off SO2 27.5 to 35.6 million tons per year when
research shows the environmental carrying capability is 12 million tons.
China is facing a great challenge in energy consumption structure that energy
mainly comes from coal. It is urgent to solve the environment pollution induced
by the extensive use of coal. Coal gasification technology can reduce the emission
dramatically due to using coal effectively. In this way, Coal gasification used in
chemistry and electric power field can prevent the emission.
6.3 The Risk of Coal Gasification Technology
There exists high risk in the coal chemical industries. First, the threshold is high,
because coal chemical industry projects require plenty of coal resources and water
resources and also consume a lot of other resources, which means they don’t suit
in the west part where water lacks. Additionally, producing 10,000 tons of oil need
investments about 100,000,000 Yuan, which can only be undertaken by big enterprises.
Therefore, although many countries have introduced the technology, only South Africa
did the true investment on the industrial production.
Second, there exist risks in profit making. We can see from the investigation results
that, from approving and initiating the coal liquefaction industrial projects to beginning
production, it usually takes 5 years. Though nowadays the oil price is high, the price
in 5 years is hard to predict because many factors affect the international oil price and
the rather huge fluctuation of oil price. Besides, coal-liquefaction faces the risk of
domestic coal market price fluctuation. During these years, the domestic pithead price
of coal rises from 20 or 30 Yuan to 240 Yuan, which is nearly 10 times higher than
before, and it’s not possible for the price to go down to the original low level, and this
will bring pressures on the coal-liquefaction projects.
Therefore, as to the recently emerging crush on coal-liquefaction, besides the economic
interest, some motives in other respects play very important roles. The hyping about
coal-liquefaction in some parts of western area far surpasses the actual need of the
coal chemical industry development. Some enterprises knew perfectly well that the
possibility of starting up projects is extremely low, but they still seize and occupy the

��
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
resources in the name of coal-liquefaction, whose actual goal is mining. In some areas,
coal chemical industries just started, but the existing coal resources are almost carved
up. Coal-liquefaction rush headlong into mass action in every place, which perhaps
will create a new term of resource wasting.
6.4 Domestic Coal Chemical Industry Enterprises Have Great Passion for Coal Gasification Technology
Coal chemical industries that take the coal as raw materials are going popular during
a short time of years. Numbers of coal chemical projects to be started or newly started
are growing more in the whole country, and the scales of the projects range wide.
Furthermore, non-chemical enterprises, electric power enterprises, coal enterprises
also invest in the coal chemical industry projects one after another depending on their
resource advantages, and besides Shenhua Group, nearly all provinces and cities in
China which produce coal are incubating “the coal-derived oil” projects of different
scales. In Shaanxi, the projects about coal derived methylalcohol and coal derived
alkene are running with the possibility of 19.3 billion Yuan worth investment. Person
who’s in charge of attracting investments in the Project Office of Development
and Reform Commission of Yulin City said that,the coal derived methylalcohol
project hasn’t started yet, and the joint venture and cooperation matters are being
discussed with several companies currently; as for the coal derived alkene project, the
preparatory work is being undertaken in Shenmu and Hengshan subordinate to Yulin
City at present.
In Shanxi Province, Tunliu coal mine of Lu’an Mining Group which is under
construction claimed the biggest derricks in the world, and its main shaft derricks
folded just a week ago. But the most advanced mine in the world isn’t restricted to the
traditional coal digging and selling. According to the plan, Tunliu coal mine will build
up a coal-derived oil demonstration plant whose annual production is 160,000 tons, and
if the experiment makes good winning, a coal-derived oil plant with annual output of 5.2
million tons will be built up. Not only that, Shanxi Province has listed coal liquefaction
into its development plan and it planed to build up a super large enterprise group with
the core of million-ton-class coal-synthesized oil within 5 to 10 years among those big
coalfields in Shuozhou and Datong, due to its rich coal reserve volume.
In Shandong Province, the biggest coal producing enterprise, Yankuang Group has
invested 10 billion Yuan to develop and construct million-ton-class coal liquefaction

��
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
base in Guizhou Province, simultaneously this group also signed agreements with
Shanxi Province to invest 9,526 million Yuan in Shannxi to comprehensively develop
liquefied-coal oil. As is mentioned in the news from Shandong Provincial Coal office
that Shandong’s top seven coal groups, including Feicheng Mining Industry Group,
have already been constructed or are planning to construct coal-derived oil bases. This
is merely the known part of current coal liquefaction oil projects. In fact, since the
beginning of this year, almost in every place where coal production is going to scale, the
government and enterprises are planning to start “coal liquefaction oil” projects, most of
which have already submitted feasibility study reports or pre-feasibility study reports.
Estimated by Beijing Research Institute of Coal Chemistry some time earlier that, by
2020 the total amount of coal-derived oil of our country could reach 36 million tons to
39 million tons, and can provide about 13% of domestic transportation fuel at the time.
But according to the present rapid developing speed, the production will be far beyond
the estimation.
The economic interest is an important factor to stimulate the development of the
coal chemical industry developing. The prices of petroleum, natural gas price are
continuouly rising, which makes the gasification industry more and more profitable.
According to the viewpoint of Zhang Yuzhuo, deputy general manager of China
Shenhua Group, at present the estimation about the benefit of coal liquefaction mainly
refers to the guide price of 23~28 US dollar per barrel petroleum given by OPEC,
that the profitability will be around 11% with the price of 23 US dollar per barrel
petroleum. But according to the present petroleum price, the coal liquefaction projects
will become more competitive.
6.5 Chinese Government Prohibit Blindly Development of Coal Gasification Technology
As a clean coal technology and as an important part of national energy sources
strategy, coal gasification has been supported by the government. In the last ten years,
the government put forward a series of policies to support the development of coal
gasification industry.
In 1997 the State Council issued “The Ninth Five-Year Plan for Chinese Clean

��
Survey on Status of Applying Coal Chemical Gasification Technology in China’s Coal Chemical Industry
Coal Technology and the Compendium of 2010 Development”. Other laws, statutes
and important policies involving clean coal technology include “The Coal Law of
the People’s Republic of China”, “The Energy-Conservation Law of the People’s
Republic of China”, “The Law of Air-Pollution Prevention of the People’s Republic of
China”, and “Chinese Compendium of Energy-Conservation Policies”. According to
“The Guide for Prior Developing Fields of the Industrialization of High-Technology
(Catalog)”, the government will develop and promote clean coal technology, and will
regulate adoption, construction and management of clean coal techniques.
7 Problems in Recollecting Surveys and Questionnaires
This period of survey began in July 2006, and the questionnaire part started in the
beginning of October, and ended on 15th of Janurary, 2007. During this time, we
conducted surveys to different samples respectively, but didn’t receive effective
questionnaires. Several problems emerge in this result, as discussed below:
Coal gasification technology has not formed a full-scale when applying to coal
chemical industry.
While distributing questionnaires, we discovered that among the enterprises that
rejected our questionnaires, more than 25% of them do not have any intention of
applying the technology, while among the enterprises that accepted our questionnaires,
some of them stated that they had no intention to intoduce this technology. While in the
second period of the survey, involved enterprises were all leading companies in their
region. As a result, we conclude that the application of coal gasification technology has
not formed a full-scale in Chinese coal chemical industry.
Some domestic enterprises overly propagandize coal gasification program, and it lacks
the understanding of the true situation:
When distributing questionnaires, in samples we also found some enterprises which
announced to carry out large coal gasification program. However, after receiving the
questionnaire, they didn’t give any respond. The contact office of some enterprises
didn’t answer the telephone, or just refused the survey by some reason. When we
suggested pay a visit to the company or the location of the program, most enterprises
said there was no great progress, and the program was in operation. We can see that

��
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
enterprises’ passion on coal gasification through media, but enterprises are reluctant in
telling further information. This situation may be related to the new policy of National
Development and Reform Committee, and the secrecy consideration about commercial
information. But we cannot help worrying about the reality of some programs.
8 Suggestions for Surveys in the Future
To conduct the survey about the demand of coal gasification demand to
specific professions
Coal chemical industry has a wide range. If conducting the survey in some specific
professions, such as fertilizer, refinery, and coal-to-oil industry, we may gain more
accurate information. Due to the development of technology in different professions,
each profession varies in demand for raw materials and technology. In addition, the
government has different policies to different industry. If we just research the coal
gasification technology in general chemical industry market, it may be hard to collect
the accurate information.
To research enterprises by academic communications and other chances
We can take advantage of academic communication and technology conferences to
investigate enterprises. In such activities, many enterprises come for new technology,
to improve their productivity. On one hand, enterprises can understand the application
of this technology; on the other hand, we can directly get to know enterprises’
understanding of the technology itself. As for the methods of survey, the combination
of questionnaires and interviews can be applied.
To Co-operate with the government
We can co-operate with local government, and accomplish the survey in the form of
technology promotion. Coal gasification technology can be applied to many fields,
which are not widely acknowledged. Through the cooperation with local government,
we can not only draw more attention from enterprises, gather more information, but
also can promote the coal gasification technology itself.

The Survey Result Analysis of
Down-stream CTO Products
Part 2

1 A Overview of Coal-to-Olefin Industry Downstream Products in China ···· 39
1.1 The Techniques of Coal Indirect Liquefaction ························ 39
1.2 The Products of Coal Indirect Liquefaction ··························· 40
2 A Brief Introduction of the Implementation of This Survey ············· 41
3 Analysis of the Survey Result ················································· 41
3.1 Analysis on Import and Export ········································ 4 1
3.1.1 Import and Export Volume ·······················································41
3.1.2 The Import and Export Price ·····················································4 8
3.1.3 Analysis on Demand and Supply ··················································49
3.2 Domestic Outputs, Sales, Prices and Tax Rates ······················· 54
3.2.1 Domestic Output of Diesel Oil and Kerosene ··································54
3.2.2 The Producer Price Indexes (PPI) of Diesel Oil and Kerosene ···············55
3.2.3 Provinces of Top Ten Turnover (List by Descending) ··························57
3.2.4 Tax Rate ··············································································5 8
Contents of Part 2
�9
The Survey Result Analysis of Down-stream CTO Products
1 A Overview of Coal-to-Olefin industry Downstream Products in China
The general feature of China’s energy resource is “abundant coal, scanty oil and finite
gas”. In 2003 the total energy consumption in China was 1.1783 billion tons fuel oil
equivalent, including 67.86% coal, 23.35% of petroleum, and 2.5% of natural gas. In
a long term, the crude oil production of China can only keep at a level of 0.16-0.17
billion tons/year. Coal, due to its large reserves and comparatively stable prices, comes
to be the first choice of China’s industry power. In the first fifty years of this century,
coal will still occupy the dominant position in the structure of primary energy sources
in China. At the same time, the petroleum resources will be still in short. The shortage
of oil products is expected to be 0.2 billion tons in 2020. In order to ensure the safety
of oil supply, it is a very important strategy to turn the coal into oil products.
With the development and popularization of the coal gasification technology, the coal
indirect liquefaction technology, which means to produce synthesis gas from the coal
gasification and to produce oil products by the F-T technique, is developed by days.
1.1 The Techniques of Coal Indirect Liquefaction
The indirect liquefaction of coal is a process to gasify coal into synthesis gas, and to
synthesize oil and chemicals from the synthesis gas under the action of catalyst. As
early as in the second decade of the last century, Germany has begun the research on
the indirect liquefaction technology of coal. In 1936 they in the first place built an
industrial scale factory for oil synthesis. Until 1955, there had been 18 oil synthesis
factories in the world, whose total oil producing ability reached 100 million tons/year.
Up to date, the typical commercial technology of the indirect liquefaction of coal
outside China is the F-T synthesis technology of SASOL Company in South Africa.
The main products are up to 113 kinds including gasoline, diesel oil, wax, burning
gas, ammonia, ethylene, propylene, polymer, alcohol, aldehyde, ketone, etc. Beside
the F-T synthesis technology of the SASOL Company in South Africa, there are other
commercialized technology for indirect liquefaction, such as the SMDS technology
of Shell Company, Netherland (the factory is built in Malaysia), the MTG synthesis
technology of Mobil Company (the factory is built in New Zealand). There are also
some advanced but not yet commercialized synthesis technology including the Tigas
technology of Topsoe Company, Denmark, the STG technology of Mobil Company,
U.S.A.

�0
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
China resumed its research on the indirect liquefaction of coal group in 1980s; after
that, the Institute of Coal Chemistry, Shanxi has exploited MFT and SMFT technology
and has successively accomplished the initial experiment, the model experiment, the
middle experiment, and the industrial experiment of the MFT technology, and the
model experiment of the SMFT technology. In addition, they also conducted the long-
term operation experiment on two synthesized catalysts. The researches mentioned
above came out with satisfying results. Nowadays, the main existing problems of
domestic technology are about how to quickly form its intellectual property rights,
and how to expand the synthesis equipment in order to adapt itself to the pace of
industrialization.
1.2 The Products of Coal Indirect Liquefaction
The products of indirect liquefied of coal group range widely. For example, by SASOL
fixed fluidized bed technique, products under C4, including CH4 9.9%, C2H6 4.1%, C2H4
5.0%, C3H6 12.3%, C3H8 2.1%, C4H8 8.7%, C4H10 2.0%, etc., account for 44.1% of all
synthesized products; products above C5, including C5~C9 cut fraction 29.7%, C10~
C13 cut fraction 10.0%, C14~C18 cut fraction 6.0%, C19 4.0%,etc., accounts for 49.7%
of all synthesized products. The gaseous hydrocarbon product below C4 can produce
terminal products such as LPG, polymerized propylene, polymerized ethylene through
separation process and disproportionation of olefins. Liquid products above C5 can
produce medium products such as naphtha, α-olefin, C14~C18 alkyl, and rough wax
through cut fraction. Being further refined with hydrogenation, naphtha can produce
advanced ethylene (the ethylene yield can reach 37% - 39%, compared with the 27%
- 28% ethylene yield from naphtha in ordinary refineries); naphtha can also produce
gasoline by reforming. α-olefin can be raw material for good detergent without
refinement, or it can produce aviation gasoline with the refinement. C14~C18 alkyl can
be raw material for good detergent without refinement, or be advanced blending diesel
oil (cetane value reaches 75) through refinement with hydrogenation and isomeric
pour point depressant processing. Rough wax can produce high quality soft wax after
refined with hydrogenation.
According the investigation plan, the focus of this survey includes: naphtha, diesel
oil, N-Paraffin (LDF and HDF), coal oil, olefin, and base oil. In China these products
are mainly produced by petrochemical factories. The data analysis of their production,
import and export is in the third part.

�1
The Survey Result Analysis of Down-stream CTO Products
2 A brief introduction of the Implementation of This Survey
The survey was conducted by the “Coal Gasification Investigation Group” From
August to December 2006, they had accomplished works as follows: 1. Literature
Research. According to documents in the National Library, the Library of Peking
University, electronic journals, and China National Petroleum Corporation, The
investigation group has coordinated and analyzed data of downstream products of coal
chemical industry, and these data are the main sources of this paper. 2. Questionnaire
survey (see the appendix of the enterprises list). Subjects of the survey were drawn
from the yellow page of Enterprises of Chinese Coal Chemical Industry. Data were
collected by phone, fax, mail and other contact methods, but very few data were
successfully collected, because most of the enterprises were not willing to cooperate.
The result of the investigation is listed as curves and diagrams in Part III.
3 Analysis of the Survey Result
3.1 Analysis on Import and Export
Down-stream coal-to-oil products consist of diesel oil, kerosene, naphtha, paraffin
and so on. We consulted and analyzed China’s import and export data of crude oil and
down-stream coal-to-oil products from 2001 to 2005.
3.1.1 Import and Export Volume
China is the second largest oil consumption country. With the rapid development
of national economy since 1990s, the demand for oil and gas has been continually
increasing, therefore, the contradiction between supply and demand is distinctive.
Since 1993, China has changed from a net oil exporter to a net importer. In 2000,
China’s net oil import amount broke through 70 million tons. In 2004, it broke
through the limit of 100 million tons, reaching 143.65 million tons, with the degree of
dependence on oil of 45.2%. In 2005 the amount slightly reduced to 136.176 million
tons, with the degree of dependence of 43.9%. Admitting the fact that the oil demand
will rapidly increase in the future and the fact that domestic resource is very limited,
we can foresee that domestic output cannot satisfy the demand at all, and therefore
China’s degree of dependence on oil will increase yearly (table 6).

�2
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
Variety
Import Amounts Export Amounts Net Import Amounts
2000 2001 +-, % 2000 2001 +-, % 2000 2001
Crude Oil 7026.53 6205.54 -14.2 1043.78 755.06 -27.7 5982.75 5270.47
Product Oil①
1804.69 2144.89 18.9 827.18 923.94 11.7 977.51 1220.95
Gasoline 0.03 0.02 -43.6 455.10 577.17 26.8 -455.07 -577.15
Naphtha 12.25 10.94 -10.7 68.74 90.24 31.3 -56.48 -79.31
Aviation Kerosene
218.16 190.68 -12.6 171.75 156.80 -8.7 46.42 33.88
Lamp Oil 0.00 3.77 499354.3 5.48 - - -5.48 3.77
Light Diesel Oil
25.94 27.47 539 55.48 25.65 -53.8 -29.55 1.82
Fuel Oil 1816.09 43.18 1772.91
No.5-7 Fuel Oil
304.68 1033.50 239.2 0.28 0.26 -5.7 304.00 1033.24
Other Fuel Oil
1118.09 782.59 -30.0 30.85 42.91 39.1 1087.25 739.68
Lubricant 13.52 12.92 -4.4 5.16 4.60 -10.9 8.36 8.32
Lubricant Base Oil
42.25 55.11 21.8 9.44 3.09 -67.2 35.82 52.01
Crude Oil + Product Oil
8831.22 8170.04 -7.5 1870.96 1679.00 -10.3 6960.27 6491.43
Liquefied Petroleum
Gas②481.74 488.99 1.6 1.56 2.10 34.7 480.19 486.89
Other Oil Products
Olefin 1.69 20.7 22.6 52.04 54.37 4.5 -50.35 -52.30
Table 1: China’s import and export amounts of crude oil, product oil, liquefied petroleum gas and other products, 2001
Unit: 10,000 tons
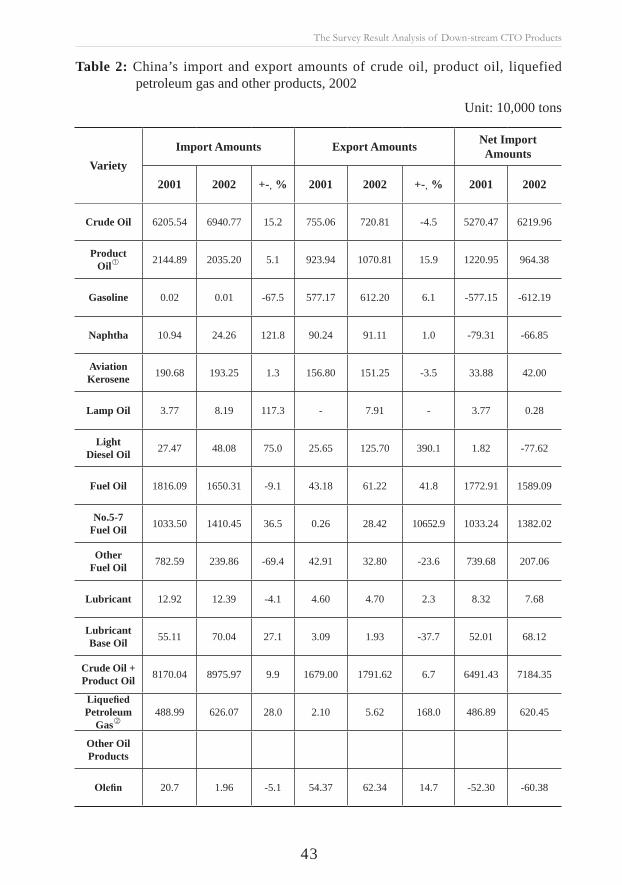
��
The Survey Result Analysis of Down-stream CTO Products
Table 2: China’s import and export amounts of crude oil, product oil, liquefied petroleum gas and other products, 2002
Unit: 10,000 tons
Variety
Import Amounts Export Amounts Net Import Amounts
2001 2002 +-, % 2001 2002 +-, % 2001 2002
Crude Oil 6205.54 6940.77 15.2 755.06 720.81 -4.5 5270.47 6219.96
Product Oil①
2144.89 2035.20 5.1 923.94 1070.81 15.9 1220.95 964.38
Gasoline 0.02 0.01 -67.5 577.17 612.20 6.1 -577.15 -612.19
Naphtha 10.94 24.26 121.8 90.24 91.11 1.0 -79.31 -66.85
Aviation Kerosene
190.68 193.25 1.3 156.80 151.25 -3.5 33.88 42.00
Lamp Oil 3.77 8.19 117.3 - 7.91 - 3.77 0.28
Light Diesel Oil
27.47 48.08 75.0 25.65 125.70 390.1 1.82 -77.62
Fuel Oil 1816.09 1650.31 -9.1 43.18 61.22 41.8 1772.91 1589.09
No.5-7 Fuel Oil
1033.50 1410.45 36.5 0.26 28.42 10652.9 1033.24 1382.02
Other Fuel Oil
782.59 239.86 -69.4 42.91 32.80 -23.6 739.68 207.06
Lubricant 12.92 12.39 -4.1 4.60 4.70 2.3 8.32 7.68
Lubricant Base Oil
55.11 70.04 27.1 3.09 1.93 -37.7 52.01 68.12
Crude Oil + Product Oil
8170.04 8975.97 9.9 1679.00 1791.62 6.7 6491.43 7184.35
Liquefied Petroleum
Gas②488.99 626.07 28.0 2.10 5.62 168.0 486.89 620.45
Other Oil Products
Olefin 20.7 1.96 -5.1 54.37 62.34 14.7 -52.30 -60.38

��
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
Table 3: China’s import and export amounts of crude oil, product oil, liquefied petroleum gas and other products, 2003
Unit: 10,000 tons
VarietyImport Amounts Export Amounts Net Import Amounts
2002 2003 +-, % 2002 2003 +-, % 2002 2003
Crude Oil 6940.77 9112.63 31.3 720.81 813.33 12.8 6219.96 8299.29
Product Oil① 2035.20 2823.98 38.8 1070.81 1384.74 29.3 964.38 1439.24
Gasoline 0.01 0.0013 -75.8 612.20 754.24 23.2 -612.19 -754.24
Naphtha 24.26 23.80 -1.9 91.11 113.12 24.2 -66.85 -89.32
Aviation Kerosene
193.25 188.44 -2.5 151.25 183.21 21.1 42.00 5.24
Lamp Oil 8.19 1.05 -87.2 7.91 3.87 -51.1 0.28 -2.82
Light Diesel Oil
48.08 84.75 76.3 125.70 224.06 78.3 -77.62 -139.31
Fuel Oil 1650.31 2378.94 44.2 61.22 74.71 22.0 1589.09 2304.23
No.5-7 Fuel Oil
1410.45 2232.48 58.3 28.42 55.02 93.6 1382.02 2177.46
Other Fuel Oil
239.86 146.46 -38.9 32.80 19.69 -40.0 207.06 126.77
Lubricant 12.39 15.32 23.7 4.70 5.86 24.6 7.68 9.46
Lubricant Base Oil
70.04 78.71 12.4 1.93 8.74 353.6 68.12 69.97
Crude Oil + Product Oil
8975.97 11936.61 33.0 1791.62 2198.07 22.7 7184.35 9738.54
Liquefied Petroleum
Gas②626.07 636.81 1.7 5.62 2.40 -57.2 620.45 634.40
Other Oil Products
389.18 156.23 232.95
Olefin 1.96 2.24 14.1 62.34 61.81 -0.9 -60.38 -59.57

��
The Survey Result Analysis of Down-stream CTO Products
Table 4: China’s import and export amounts of crude oil, product oil, liquefied petroleum gas and other products, 2004
Unit: 10,000 tons
VarietyImport Amounts Export Amounts
Net Import Amounts
2003 2004 +-, % 2003 2004 +-, % 2003 2004
Crude Oil 9112.63 12281.55 34.8 813.33 549.16 -32.5 8299.29 11732.39
Product Oil①
2823.98 3786.79 34.1 1384.74 1145.16 -17.3 1439.24 2641.63
Gasoline 0.0013 0.0044 231.0 754.24 540.71 -28.3 -754.24 -540.71
Naphtha 23.80 5.09 -78.6 113.12 139.74 23.5 -89.32 -134.66
Aviation Kerosene
188.44 277.42 47.2 183.21 203.71 11.2 5.24 73.72
Lamp Oil 1.05 - - 3.87 - - -2.82 -
Light Diesel Oil
84.75 274.94 224.4 224.06 63.65 -71.6 -139.31 211.30
Fuel Oil 2378.94 3053.90 28.4 74.71 180.01 141.0 2304.23 2873.89
No.5-7 Fuel Oil
2232.48 2886.61 29.3 55.02 125.19 127.5 2177.46 2761.42
Other Fuel Oil
146.46 167.29 14.2 19.69 54.82 178.5 126.77 112.47
Lubricant 15.32 18.92 23.5 5.86 6.25 6.6 9.46 12.67
Lubricant Base Oil
78.71 113.51 44.2 8.74 3.77 -56.9 69.97 109.74
Liquefied Petroleum
Gas②636.81 638.61 0.3 2.40 3.19 32.8 634.40 635.42
Other Oil Products
389.18 348.26 -10.5 156.23 206.42 32.1 232.95 141.84
Olefin 2.24 2.98 33.1 61.81 64.21 3.9 -59.57 -61.23
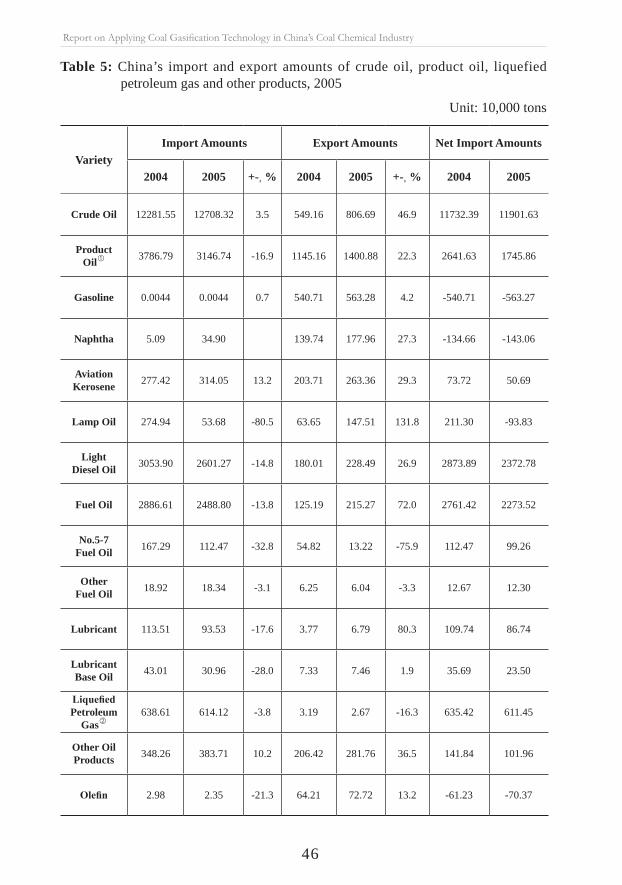
��
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
Table 5: China’s import and export amounts of crude oil, product oil, liquefied petroleum gas and other products, 2005
Unit: 10,000 tons
VarietyImport Amounts Export Amounts Net Import Amounts
2004 2005 +-, % 2004 2005 +-, % 2004 2005
Crude Oil 12281.55 12708.32 3.5 549.16 806.69 46.9 11732.39 11901.63
Product Oil①
3786.79 3146.74 -16.9 1145.16 1400.88 22.3 2641.63 1745.86
Gasoline 0.0044 0.0044 0.7 540.71 563.28 4.2 -540.71 -563.27
Naphtha 5.09 34.90 139.74 177.96 27.3 -134.66 -143.06
Aviation Kerosene
277.42 314.05 13.2 203.71 263.36 29.3 73.72 50.69
Lamp Oil 274.94 53.68 -80.5 63.65 147.51 131.8 211.30 -93.83
Light Diesel Oil
3053.90 2601.27 -14.8 180.01 228.49 26.9 2873.89 2372.78
Fuel Oil 2886.61 2488.80 -13.8 125.19 215.27 72.0 2761.42 2273.52
No.5-7 Fuel Oil
167.29 112.47 -32.8 54.82 13.22 -75.9 112.47 99.26
Other Fuel Oil
18.92 18.34 -3.1 6.25 6.04 -3.3 12.67 12.30
Lubricant 113.51 93.53 -17.6 3.77 6.79 80.3 109.74 86.74
Lubricant Base Oil
43.01 30.96 -28.0 7.33 7.46 1.9 35.69 23.50
Liquefied Petroleum
Gas②638.61 614.12 -3.8 3.19 2.67 -16.3 635.42 611.45
Other Oil Products
348.26 383.71 10.2 206.42 281.76 36.5 141.84 101.96
Olefin 2.98 2.35 -21.3 64.21 72.72 13.2 -61.23 -70.37

��
The Survey Result Analysis of Down-stream CTO Products
Among imported product oil, fuel oil is the main part. In 2005 the imported amount of
fuel oil was 25.995 million tons, or 82.7% of total product oil importation, droppings
by 17.7% compared with the last year; kerosene import amount ranked second at 3.283
million tons, or 10.4% of total product oil importation, rising 8.1% compared with
the last year. Gasoline is the major part of product oil exportation. In 2005 gasoline
exportation was 5.597 million tons, or 40.0% or total product oil exportation, rising
by 3.5% compared with the last year; in the next place is kerosene, with 2.687 million
tons exportation, or 19.2% of total product oil exportation, rising by 28.1% compared
with the last year; the exportation of fuel oil is 2.2285 million tons, rising by 26.9%
compared with data of 2004.
In 2002, 2003 and 2004, China’s net petroleum importation rapidly rose by 16%,
32% and 43% in respective year. After that, under the influence of quickly rising
international oil price, China’s net petroleum importation (including crude oil, product
oil, liquefied petroleum gas and other oil products) dropped by 5.2% compared with
the last year, or 143.61 million tons. The increasing speed of domestic petroleum
Table 6: China’s net importation of crude oil and product oil, 1990-2005
Unit: 10,000 tons
Variety 1990 1995 2000 2002 2003 2004 2005
Crude Oil -2106 -174 5983 6220 8299 11732 11902
Product Oil -224 1024 978 964 1439 2642 1746
Gasoline -163 -170 -455 -612 -754 -541 -563
Naphtha -54 40 -56 -67 -89 -135 -143
Aviation Kerosene
-44 39 46 42 5 74 51
Light Diesel Oil 46 469 -30 -78 -139 211 -94
Fuel Oil 6 582 0 1589 2304 2874 2373
Liquefied Petroleum Gas
11 224 480 620 634 635 611
Olefin -18 -27 -50 -60 -60 -61 -70
p.s. ① product oil consist of not only gasoline, naphtha, coal oil diesel oil and fuel oil, but also liquid
olefin, lubricant, etc. ② Liquefied Petroleum Gas includes propane, butane and mix liquefied gas.

�8
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
production made the increase in net import of crude oil only 1.4%, or 119.02 million
tons; the importation of fuel oil and diesel oil greatly reduced, and the exportation of
gasoline and diesel oil increased, resulting the net importation of product oil dropping
to 17.46 million tons, or by 33.9% compared with the number of 26.42 million tons
of 2004; the high price also restrained the demand for the importation of liquefied
petroleum gas, leading to the first fall in the passed five years from 6.3861 million tons
to 6.1412 million tons.
The expediting increase of domestic oil production led to the increase in net
importation of crude oil only rose by 1.4%, or 119.02 million tons, after a huge rise
of 41.4% in 2004 (see table 6). Inverted with international market price of major
oil products, domestic market prices led to a big reduce in demand for importing
fuel oil and diesel oil, and an increase in gasoline and diesel oil exportation. The
net importation of oil products reduced by 33.9%, or 17.46 million tons, compared
with 26.42 million tons of 2004. The net importation of other oil products, including
naphtha, petroleum coke and bitumen, reduced by 28.1% to 1.02 million tons. Since
the net importation of petroleum decreased, the net exportation of petroleum only rose
by 14% to $49.197 billion, compared with 112.56% in 2004. For 2006, we expect that
the need to build an energy-conserving society will impel a reform in the price system
for oil products; oil consumption will increase more quickly than 2005 under the fast-
developing economy. We assume that China’s oil consumption of 2006 will increase
by 6% to 333 million tons. After the temporary low degree of dependence on imported
petroleum, the degree will slightly rally in 2006, but probably still lower than 49% of 2004.
3.1.2 The Import and Export Price
Fig.1: China’s average export price of paraffin, kerosene and diesel oil
�9
The Survey Result Analysis of Down-stream CTO Products
According to the Fig.1, the trends of the price changes of diesel oil, kerosene and
paraffin are consistent, and they are completely relevant.
3.1.3 Analysis on Demand and Supply
3.1.3.1 Rising demand in diesel oil and existing supply-demand conflict
In the past two years, the fast increasing demand in diesel oil is the most distinctive
among major fuel oil products. In 2005, the consumption of oil products rose by about
4%, and diesel oil consumption may have risen by at least 5%. Although the domestic
supply of diesel oil was short for most the time, China still shifted from a net import
nation to a net export one for diesel oil in 2005, with the net exportation of 940,000
tons, compared with the net importation of 2.11 million tons in 2004. Government’
s control in fuel and electricity prices made the price of domestic oil products went
up at a much lower rate than that of international market, so the oil refining industry
gained a serious deficit in 2005, and refineries were stimulated to enhance the export to
balance the loss, which led to fewer domestic resources. In summer 2005, temporary
oil shortage occurred in some southern cities, and the diesel oil exportation suddenly
dropped, accompanied with increase in importation. From September to December,
the exportation of diesel oil and gasoline deeply dropped by the government’s two
measures: to suspend the tax reimbursement for gasoline, and to limit gasoline and
diesel oil, which was listed in refineries’ processing and trade contract, in domestic
sale. Compared with 2004, the exportation of gasoline for automobiles increased by
4.2% to 5.6328 million tons (see Table 5). The exportation of diesel oil came to the
top in August at 318,200 tons, and decreased monthly after September. However,
the total exportation of the year still increased by 1.31 times compared with 2004, to
1.4751 million tons (see Table 5). Because of the great loss in diesel oil exportation,
the importation of diesel oil remained only 20,000 tons in the bonded warehouse until
September 2005. It is after October that the importation gained some slight increase.
According to the data above and other data we collected, we come up with the
fluctuation trend of the import and export of diesel oil by using moving average
formula, so that we can make some simulation and prediction.

�0
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
From Diagram 1 and Table 6 we can see that the China’s net importation of diesel
oil has been in big fluctuation since 2000; recently (January 2005-July 2006), the
fluctuation occurred more frequently due to the difference between international and
domestic oil price. To accurately predict the net importation of diesel oil, we have
to definitude the difference between international and domestic oil price. But so far
China’s oil price has not been geared to international standards, so that it is very hard
to estimate. However, we are very positive that as the fast development of Chinese
economy, the domestic demand for diesel oil will keep rising for a long time.
3.1.3.2 The demand for coal oil quickly rises with a stable supply market
Diagram 1: China’s Importation of Diesel Oil
Diagram 2: China’s Importation of Coal Oil
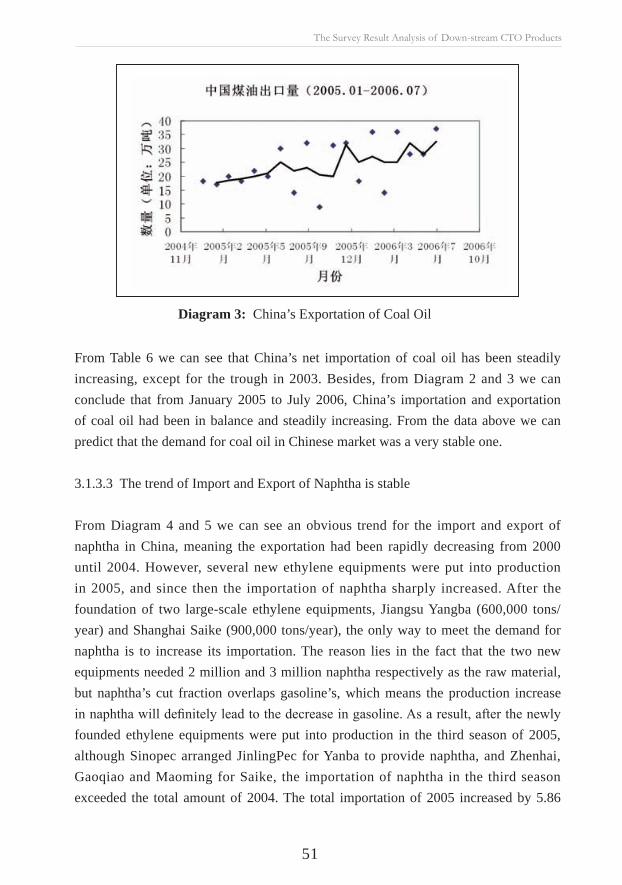
�1
The Survey Result Analysis of Down-stream CTO Products
From Table 6 we can see that China’s net importation of coal oil has been steadily
increasing, except for the trough in 2003. Besides, from Diagram 2 and 3 we can
conclude that from January 2005 to July 2006, China’s importation and exportation
of coal oil had been in balance and steadily increasing. From the data above we can
predict that the demand for coal oil in Chinese market was a very stable one.
3.1.3.3 The trend of Import and Export of Naphtha is stable
From Diagram 4 and 5 we can see an obvious trend for the import and export of
naphtha in China, meaning the exportation had been rapidly decreasing from 2000
until 2004. However, several new ethylene equipments were put into production
in 2005, and since then the importation of naphtha sharply increased. After the
foundation of two large-scale ethylene equipments, Jiangsu Yangba (600,000 tons/
year) and Shanghai Saike (900,000 tons/year), the only way to meet the demand for
naphtha is to increase its importation. The reason lies in the fact that the two new
equipments needed 2 million and 3 million naphtha respectively as the raw material,
but naphtha’s cut fraction overlaps gasoline’s, which means the production increase
in naphtha will definitely lead to the decrease in gasoline. As a result, after the newly
founded ethylene equipments were put into production in the third season of 2005,
although Sinopec arranged JinlingPec for Yanba to provide naphtha, and Zhenhai,
Gaoqiao and Maoming for Saike, the importation of naphtha in the third season
exceeded the total amount of 2004. The total importation of 2005 increased by 5.86
Diagram 3: China’s Exportation of Coal Oil

�2
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
times to 349,000 tons. China National Offshore Oil Corp. and Shell plan to build a
joint venture program for ethylene in Huizhou, Guangdong Province, in the beginning
of 2006. This program will have the productivity of 800,000 tons/year, which will
form the demand for 2.65 million tons naphtha, and the naphtha will all depend
on importation. As a result, although China had been a net exportation country for
naphtha for six years before 2005, even with the highest exportation amount of 1.397
million tons in 2005, it is possible for China to change to a net importation country in
2006 according to the trend up to date.
Diagram 5: China’s Exportation of Naphtha
Diagram 4: China’s Importation of Naphtha

��
The Survey Result Analysis of Down-stream CTO Products
3.1.3.4 The demand for Olefin steadily increase with a stable supply
From table 6 we can see that from 1990 to 2005, China had a negative net importation
of olefin, and the importation kept decreasing. From diagram 6 we can also see that
China’s exportation of olefin kept increasing in this period. As a result, we can deduce
that in this period there was a steady growth in import and export trades of olefin, and
domestic production and demand of olefin was generally rising at the same time. From
diagram 7 we can see that China’s exportation of olefin had a gentle trend from Jan.
2005 to July 2006.
Diagram 7: China’s Exportation of Olefin
Diagram 6: China’s Importation of Olefin

��
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
To sum up, among down-stream coal-to-oil products, the importation and exportation
of diesel oil is relatively hard to predict; the import and export trend of coal oil and
olefin is quite stable, so is the increase in domestic demand; the domestic demand for
naphtha increases sharply, and its importation will overrun the exportation.
3.2 Domestic Outputs, Sales, Prices and Tax Rates
3.2.1 Domestic Output of Diesel Oil and Kerosene
Fig. 3: China’s output of diesel oil
Fig. 2: China’s output of kerosene

��
The Survey Result Analysis of Down-stream CTO Products
According to Fig. 2 and Fig. 3, the output of kerosene is fluctuating around 800 kiloton
coal equivalent, and the output of diesel oil is fluctuating around 9600 kiloton coal
equivalent. A negative correlation is between them. The outputs of diesel oil and
kerosene have been maintained stability since April 2006.
3.2.2 The Producer Price Indexes (PPI) of Diesel Oil and Kerosene
According to Fig. 4, the PPI is stabile. From November 2004 to July 2006, the PPI
was Fluctuating around 120. Additionally, the fluctuation is less then 10, except the
fluctuation in May 2006.
Fig. 4: China’s Producer Price Indexes of kerosene
Fig. 5: China’s Producer Price Indexes of diesel oil

��
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
According to Fig. 5, the PPI of diesel is stabile. And the PPI is fluctuating around 120.
It is obviously cyclic.
Especially, in December 2006, the price of petroleum was reduced in most parts of
China. It is the second bowlest prices in 20 price adjustment in China since 2001. And
it is imply that we open crude oil and refined oil market to the world, and the domestic
refined oil prices were connected to international practice, which is our promise to
WTO. International price of petroleum has being reduced from 70 dollar/ bucket in
May, 2006 to 50 dollar/ bucket presently. But, during this period, domestic price of
petroleum has not been reduced. The prices have fallen off in November which is the
start that domestic prices are joint with international market. Though diesel oil prices
have not fallen off, most experts suggest that diesel oil price is hard to fall off for its
shortage. The refined oil prices have fallen off in phase, and the diesel price would be
fallen off in the future.
We make the refined oil prices in phase: June 3, 1998, State Development Planning
Commission, which had been changed into National Development and Reform
Commission, promulgated crude oil and refined oil prices reform program. In the
program, China National Petroleum Corporation, China Petroleum and Chemical
Corporation could make benchmark trade price by negotiation, and the price is composed
of benchmark price and backwardation. Crude oil benchmark price was referred to
the international average price of kindred crude oil last month by State Development
Planning Commission, and the backwardation was decided by bargainers. State
Development Planning Commission made directive prices of gasoline and diesel oil. The
directive prices were composed of import tariff cost and domestic reasonable circulation
charges. China National Petroleum Corporation and China Petroleum and Chemical
Corporation could fluctuate 5 percent on this basis as retail price.
November 2001, we reach a new stage, in which we improve the accordance
mechanism of domestic refined oil prices. Instead of confirming domestic refined
oil prices in accordance with Singapore oil prices, we adjusted them referring to
Singapore Rotterdam and New York refined oil prices. It is the machine by three places.
Specifically, the weighted average of Singapore Rotterdam and New York refined oil
prices last month added circulation charges is the domestic prices. But, if the fluctuation
of the weighted average prices of the three places is more than 8 percent, National
Development and Reform Commission will make a new benchmark price.

��
The Survey Result Analysis of Down-stream CTO Products
A new prices machine was promulgate presently: controllable connecting domestic
gasoline and diesel oil prices to international market, and in principle, compensating
the most cost reasonably, and giving adequate profits to oil refining enterprise. We
usually named “crude oil cost way”, that regarding Brent Dubai and Minas crude oil
prices as benchmark. Sequentially, domestic prices could stick to international crude
oil prices. This new prices machine would be benefit to corresponding domestic crude
oil and refined oil prices gradually.
3.2.3 Provinces of Top Ten Turnover (List by Descending)
1990 1995 2000 2002 2003 2004
Guangdong Gangdong Guangdong Guangdong Guangdong Guangdong
Shandong Shandong Heilongjiang Zhejiang Zhejiang Zhejiang
Jiangsu Zhejiang Zhejiang Heilongjiang Shandong Shandong
Hubei Heilongjiang Jiangsu Jiangsu Heilongjiang Jiangsu
Heilongjiang Jiangsu Shandong Hubei Jiangsu Heilongjiang
Liaoning Hubei Hubei Liaoning Hubei Hubei
He'nan Hebei Fujian Shanghai Shanghai Shanghai
Hebei Fujian Tianjin Fujiang Liaoning Fujian
Zhejiang Liaoning Liaoning Shandong Fujian Liaoning
Shanghai He'nan Hebei Guangxi jiangxi Guangxi
Table 7: Provinces of top ten diesel oil turnover(1990-2004)
Table 8: Provinces of top ten kerosene turnover(1990-2004)
1990 1995 2000 2002 2003 2004
Beijing Beijing Beijing Beijing Beijing Beijing
Guangdong Guangdong Guangdong Shanhai Guangdong Shanghai
Sichuan Shanghai Shanghai Guangdong Shanghai Guangdong
Shanghai Sichuan Shandong Sichuan Sichuan Sichuan
Jiangsu Shandong Jiangsu Shandong Hainan Hainan
Hubei Shanxi Sichuan Shanxi Shanxi Shanxi
Shandong He'nan Hainan Liaoning Fujian Fujian
Anhui Xinjiang Xinjiang Yunnan Yunnan Yunnan
Shanxi Hubei Shanxi Hubei Tianjin Shandong
He'nan Liaoning Yunnan Xinjiang Liaoning Liaoning

�8
Report on Applying Coal Gasification Technology in China’s Coal Chemical Industry
Date source: Chinese statistical data support system, www.jkck.com, China INFOBANK, China statistical year book, www.echemnet.com.cn/ , China customs, http://tariff.sol.com.cn/, www.taxrefund.com.cn
According to Tab.7 and Tab.8, Guangdong Shandong and Zhejiang are the three most
important provinces in diesel oil consumption, and Beijing Guangdong and Shanghai
in kerosene consumption. The order of provinces is stabile.
3.2.4. Tax Rate
Table 9: Tex Rate (until November 2006)
Pruduct YearMeasurement
units VAT rate
Consumption tax rate
Import tariff (MFN/
General)
Export tax rate
Export tax
rebates
Tax rate
naphtha 2006 kg 17 0 6/20 0 13 17
Light diesel oil 2006 kg 17 0 6/11 0 0 17
Heavy diesel oil
2006 kg 17 0 6/20 0 0 17
Jet fuel 2006 kg 17 0 9/14 0 0 17
Normal alkane
2006 kg 17 0 6/20 0 13 17
Base oil for lubricating oil
2006 kg 17 0 6/17 0 0 17