research article optimization of electroless ni-p-w
TRANSCRIPT

Hindawi Publishing CorporationJournal of CoatingsVolume 2013 Article ID 608140 13 pageshttpdxdoiorg1011552013608140
Research ArticleOptimization of Electroless Ni-P-W Coatings for MinimumFriction and Wear Using Grey-Taguchi Method
Supriyo Roy and Prasanta Sahoo
Department of Mechanical Engineering Jadavpur University Kolkata 700032 India
Correspondence should be addressed to Prasanta Sahoo psjumegmailcom
Received 22 May 2013 Revised 27 November 2013 Accepted 28 November 2013
Academic Editor Juan J De Damborenea
Copyright copy 2013 S Roy and P SahooThis is an open access article distributed under the Creative Commons Attribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
The present experimental investigation deals with the deposition of electroless Ni-P-W coating on mild steel substrate andoptimization of tribological parameters for better tribological behaviour likeminimization of wear depth and coefficient of frictionThree tribological test parameters namely load speed and time are optimized for minimum friction and wear of the coatingFriction and wear tests are carried out in a multitribotester using block on roller configuration under dry conditions Taguchibased grey relational analysis is employed for optimization of thismultiple response problem using L
27orthogonal array Analysis of
variance shows that load speed time and interaction between load and speed have significant influence on controlling the frictionand wear behavior of Ni-P-W coating It is observed that wear mechanism is mild adhesive in nature The structural morphologycomposition and phase structure of the coating are studied with the help of scanning electronmicroscopy (SEM) energy dispersiveX-ray analysis (EDX) and X-ray diffraction analysis (XRD) respectively
1 Introduction
Most of the engineering components undergo rubbing actiondue to which wear takes place on the surface of the com-ponents and become useless after a certain period Lifeand performance of these engineering components can beextended by applying hard coatings over the surface of thecomponents The thickness of coatings ranged between 10and 500120583m and their rates of deposition can provide therequired product quality at relatively low capital and oper-ating costs Among the various metallic coating proceduresbased on aqueous solutions most metals are electroplatedsince electroplating is technically straightforward and lessexpensive than electroless (autocatalytic) deposition On theother hand electroless deposition is of industrial importancemainly for copper nickel and some nickel based alloysIndustrial use of electroless deposition method continuesto increase due to its good anticorrosion antifriction andwear protection properties Electroless method has severaladvantages over electroplating technique except for thelife of the bath The advantages include the quality of thedeposit namely the physical and mechanical properties
In this process a sharp edge receives the same thicknessof deposit as a blind hole does and it offers extremelybright deposits which are comparable with electroplatedones The desirable properties can be varied by choosingdifferent pH temperature and composition of the bathElectroless nickel coatings have received the greatest com-mercial importance among the electroless coatings Since thediscovery of electrolesschemical coating process in 1946 byBrenner and Riddell [1] series of research studies have beenperformed and the process is accepted by various industrieslike electrical aerospace automotive chemical electronicsand so forth [2 3] In electroless coating process the substrateis submerged into a chemical solution called bath whichconsists of solution ofmetal ions reducing agent complexingagents stabilizers buffer solution and so forth at a certaintemperature Because these protective coatings are chemicallyapplied they create deposits of highly consistent depthacross all surfaces including edges and complex interiorgeometries Electroless nickel coatings are the popular variantof electroless coatings which possess some distinct collectionof properties like good corrosion resistance high wear resis-tance low friction fast plating rate good chemical resistance
2 Journal of Coatings
and so forth Hypophosphite reduced nickel-phosphorousand borohydride reduced nickel-boron coatings have alreadygained immense popularity particularly due to excellenthardness anticorrosion and tribological properties [4ndash6]The basic binary Ni-P deposit with high phosphorus contentis a phosphorus supersaturated solid solution exhibitingamorphous structure After suitable heat treatment the Ni-P coating can be strengthened with the crystallization ofnickel and nickel phosphide [7] However the hardness ofthe coating is degraded with excessive heating at elevatedtemperature Heating of chemical deposits is done primarilyto eliminate hydrogen embrittlement in the substrate andto have enhanced deposit hardness abrasion resistance andenhanced adhesion to the substrate Heating can enable theabsorbed hydrogen to diffuse out of the components whichgets introduced into the components during depositionprocesses and increases the wear resistance [8] Remarkableimprovement in wear resistance of the coatings has beenreported when hard particles are incorporated [9] Choiceof the particles depends on the desired property In the fieldof tribology nickel based composite coatings can be dividedinto two major categories that is lubricating compositecoatings and wear-resistant composite coatings The wear-resistant composite coatings usually have codeposited hardparticles such as W SiC Al
2O3 B4C and diamond and
they usually have increased hardness and wear resistance ascompared to binary Ni-P coating
Pearlstein and Weightman [10] first presented the Ni-P-W ternary alloy in 1963 and since then many investigationson Ni-P-W ternary alloy have been reported Most of thesestudies aim to have better tribological properties or hardnessof the coating or the characteristics of the deposition on thebasis of the composition of chemicals of the coating and theheat treatment temperature But the wear rate mechanism ofwear or coefficient of friction of Ni-P-W coating may varydue to different combination of the tribological parameterslike load speed time type of lubricants and so forthGenerally themechanismofwear ofNi-P deposit depends onthe attractive force that operates between the atoms of nickelfrom the coating and element from the counter diskAdhesivewear takes place when two nominally flat solid surfacesare in sliding contact At the interface asperities contactand bonding take place due to adhesion These contacts getsheared during sliding resulting in detachment of a fragmentfrom one surface and its attachment to the other surface orformation of wear particles According to Archardrsquos theoryof wear shearing of the asperity junctions can occur in oneof the two bodies depending on the relative magnitude ofinterfacial adhesion strength and the breaking (shearing)strength of the surrounding local regions Adhesive wear ischaracterized by the transfer of material from one surface tothe other as a form of wear debris There are several factorswhich influence the adhesive wear these are load speedtime hardness degree of adhesion between the interactingsurfaces and the rate of formation of surface oxide film Ifthe materials are hard or have low mutual solubility thenmild adhesive wear takes place Mild adhesive wear can leadto considerable formation of oxide layer at the contactingsurface resulting in a low or negative wear depth profile
Wear and friction measurements carried out on Ni-P andNi-P-W coatings [11 12] reveal that wear resistance of thecoating increases with the increase of tungsten content undera 40N loading condition This is due to the solid solutionstrengthening of nickel matrix by tungsten The coefficientof friction is found to be high and further increased withthe increase of applied normal loadThe frictional coefficientis found to be higher in as-plated condition compared toheat-treated condition The wear rate is correlated with thehardness value The hardness of these coatings is also seento increase with increasing tungsten content [13ndash17] It wasobserved that wear rate increases with increasing load andNi-P-W coatings show higher wear resistance Specific wearrate is seen to be the lowest in the case of coatings subjectedto heating at 500∘C This is due to the maximum hardness ofthe coatings achieved by heating at this temperature Whenheated beyond this temperature the specificwear rate is foundto increase due to softening of coatings by grain coarseningThe increase in hardness takes place due to the precipitationof fine Ni crystallites andNi
3P during phase transition [8 18ndash
22]The hardening effect of the fine Ni3P particles is assumed
to result from their higher strength and shear modulusAs theNi-P-W ternary alloy coating has emerged as a hard
coating in the field of tribology the tribological parameterslike load speed time lubricant and so forth need to beoptimized for better tribological (both friction and wear)behavior of this coating In this experimental investigation anattempt has been made to find out the optimum combinationof the tribological parameters forminimum friction andwearcharacteristics simultaneously As coefficient of friction andwear both are to beminimized so it belongs tomultiresponseproblem Optimization of multiple quality characteristics ismuchmore complicated than optimization of a single qualitycharacteristic Improving one particular quality characteristicmay lead to serious degradation of other critical qualitycharacteristics To convert this multi-response problem intoan equivalent single response problem the grey relationalanalysis is adoptedHence the present investigation is formu-lated into an optimization problem based on grey relationalanalysis coupled with Taguchi method The basic aim of theinvestigation is to find the optimum combination of tribo-logical test parameters for minimum friction and wear sothat Ni-W-P coatings can be used in appropriate tribologicalapplications Moreover the coating is characterized with thehelp of SEM EDX and XRD in order to understand themicrostructural characteristics of coatings
2 Experimental Details
21 Preparation of Substrate Square shaped mild steel speci-men of size 20mm times 20mm times 8mm is used as substrate forthe deposition of Ni-P-W coating This particular dimensionof the substrate is chosen in accordance with its counterpartin the multitribotester apparatus where the sample has to befitted for tribological testing Shaping parting and millingoperation is performed sequentially to prepare the specimensfrom the raw material Finally surface grinding process isemployed to make the surface of the blocks smooth enoughbecause the tribological characteristics of a surface may
Journal of Coatings 3
depend on its surface roughness Now as electroless nickelcoatings generally follow the surface profile of the substratethe prepared substrates in the present study should havesimilar surface roughness Hence all the substrates beforecoating are subjected to roughness evaluations (center lineaverage values 119877
119886) and the substrates which showed as
little as about 01 variation in roughness are selected forelectroless Ni-P-W coatings The roughness measurementsare carried out using a surface profilometer (Taylor HobsonSurtronic 3+) and the average roughness of 049 120583m isobtained The samples are cleaned from foreign matter andcorrosion products by wiping After that surfaces of themild steel specimens are cleaned using distilled water Thespecimens after thorough cleaning are etched with 50hydrochloric acid for 1min Subsequently they are rinsedin distilled water followed by methanol cleaning prior tocoating
22 Coating Deposition Thebath composition and operatingconditions for Ni-P-W coating are selected after several trialsand proper ranges of the parameters are chosen accordinglyTable 1 indicates the bath composition and the operatingconditions for successful coating of Ni-P-W on mild steelsubstrate Nickel sulphate is used as the source of nickelwhile sodium hypophosphite is the reducing agent Sodiumtungstate solution is used as the source of tungsten ion Thebath is prepared by adding the constituents in appropriatesequence The pH of the solution is maintained at around 7-8 by continuous monitoring with a pH meter The cleanedsamples are activated in palladium chloride solution at atemperature of 55∘CThis is necessary because catalytic nucleiof metal M on a noncatalytic surface S may be generated inan electrochemical oxidation-reduction reaction
Mz++ Red 997888rarr M +OX (1)
where Mz+ is the metallic ion and M is the metal catalystThe preferred catalyst is Pd and thus the preferred nucleatingagent Mz+ is Pd2+ (from PdCl
2) Activated samples are then
submerged into the chemical bath which is maintained at atemperature between 90 and 92∘Cwith the help of a hot platecum stirrer attached with a temperature sensor which is alsosubmerged in the solution The deposition is carried out fora period of 3 hours The range of coating thickness is foundto be around 35 120583m After the deposition the samples aretaken out of the electroless nickel bath andwashed in distilledwater Then the samples are heat-treated in a box furnaceEach specimen is coated and heat-treated in air (annealedat 400∘C for 1 h) separately The proposed scheme for thereaction mechanism in the deposition of ternary Ni-P-W isas follows [23]
Ni2+ + 2eminus = Ni (2)
WO4
2minus+ 6eminus + 4H
2O =W + 8OHminus (3)
H2PO2
minus+ 3OHminus = HPO
3
2minus+ 2H2O + 2eminus (4)
H2PO2
minus+ 2H+ + eminus = P + 2H
2O (5)
23 Choice of Design Factors The design factors or inputparameters are the experimental parameters which are variedwithin a specific range to obtain a desired result of theresponse variables (output parameters) Basically the aimis to obtain an optimum combination of design factorsfor the best possible value of response variables (outputparameters) There are a large number of factors that can beconsidered for controlling the tribological behaviour of Ni-P-W coatings However review of the literature shows that thefollowing three parameters are the most widespread amongstthe researchers to control the tribological performance ofcoatings load (A) speed (B) and time (C) These threefactors are considered as main design factors along withtheir interactions in the present study Table 2 shows thedesign factors along with their levelsThree levels are selectedto observe the nonlinear effect of responses due to thevariation of parameters The middle level of each parameteris considered as initial condition With reference to thiscombination of parameters this experimental investigationaims to find out the optimum combination of parametersfor better tribological behavior The levels and ranges ofthe design factors are so selected considering the smallerthickness of the coatings (around 35120583m)Otherwise throughcoating wear may occur For the present study the responsevariables are coefficient of friction and wear depth
24 Planning of Experiment Thestudy tries to utilize Taguchimethod [24] to find the best possible combination of processparameters that can achieve the desired performance oftribological behavior ofNi-P-WcoatingsThe process param-eters that influence the quality characteristics of tribologicalbehavior are selected on the basis of literature review Thequality characteristics that need to be improved includeminimization of wear depth as well as coefficient of frictionBoth quality characteristics possess the smaller the betterproperty The study considers three equally spaced levels foreach design factor to estimate the impact of noise factorsAccording to the number of design factors and their levelsand also considering the effect of individual factors as wellas the interactions a L
27(33) orthogonal array is selected to
proceedwith the experimentsThe L27orthogonal array (OA)
is shown in Table 3 Here each column represents a specificfactor each row represents an experimental run and the cellvalues indicate the factor settings for the run Three factorseach containing 3 levels can combine in 27 possible ways suchas (1 1 1) (1 1 2) (1 1 3) (1 2 1) (1 2 2) and (1 2 3)When three columns of an array form these combinations thesame number of times the columns are said to be balanced ororthogonalThus all the columns of this array are orthogonalto each other As this study includes three levels so for thethree individual factors the total degree of freedom is 6 ((3 minus1) times 3 = 6) and for the three two way interactions the totaldegree of freedom is 12 ((3 minus 1) times (3 minus 1) times 3 = 12) So thetotal degree of freedom considering the individual factors aswell as their interactions is 18 So in the present investigationan L27OA which has 27 rows corresponding to the number
of tests (26 degrees of freedom) with 13 columns at threelevels is chosen As per the requirements of the L
27OA the
1st column is assigned to the load (A) the second column is
4 Journal of Coatings
Table 1 Electroless bath composition and operating condition
Bath constituents Values Operating condition ValuesNickel sulphate (gL) 20 pH 7-8Sodium hypophosphite (gL) 20Sodium citrate (gL) 35 Temperature 90 plusmn 2∘CAmmonium sulphate (gL) 30 Duration of coating 3 hLactic acid (gL) 5Sodium tungstate (gL) 15 Bath volume (mL) 200
Table 2 Design factors and their levels
Design factors Unit Levels1 2 3
Load (119860) N 50 75a 100Speed (119861) RPM 60 70a 80Time (119862) min 5 10a 15aInitial condition
Table 3 L27 Orthogonal array with design factors and interactions
Trial no Column numbers1 (119860) 2 (119861) 3 (119860 times 119861) 4 (119860 times 119861) 5 (119862) 6 (119860 times 119862) 7 (119860 times 119862) 8 (119861 times 119862) 9 (mdash) 10 (mdash) 11 (119861 times 119862) 12 (mdash) 13 (mdash)
1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 2 2 2 2 2 2 2 2 23 1 1 1 1 3 3 3 3 3 3 3 3 34 1 2 2 2 1 1 1 2 2 2 3 3 35 1 2 2 2 2 2 2 3 3 3 1 1 16 1 2 2 2 3 3 3 1 1 1 2 2 27 1 3 3 3 1 1 1 3 3 3 2 2 28 1 3 3 3 2 2 2 1 1 1 3 3 39 1 3 3 3 3 3 3 2 2 2 1 1 110 2 1 2 3 1 2 3 1 2 3 1 2 311 2 1 2 3 2 3 1 2 3 1 2 3 112 2 1 2 3 3 1 2 3 1 2 3 1 213 2 2 3 1 1 2 3 2 3 1 3 1 214 2 2 3 1 2 3 1 3 1 2 1 2 315 2 2 3 1 3 1 2 1 2 3 2 3 116 2 3 1 2 1 2 3 3 1 2 2 3 117 2 3 1 2 2 3 1 1 2 3 3 1 218 2 3 1 2 3 1 2 2 3 1 1 2 319 3 1 3 2 1 3 2 1 3 2 1 3 220 3 1 3 2 2 1 3 2 1 3 2 1 321 3 1 3 2 3 2 1 3 2 1 3 2 122 3 2 1 3 1 3 2 2 1 3 3 2 123 3 2 1 3 2 1 3 3 2 1 1 3 224 3 2 1 3 3 2 1 1 3 2 2 1 325 3 3 2 1 1 3 2 3 2 1 2 1 326 3 3 2 1 2 1 3 1 3 2 3 2 127 3 3 2 1 3 2 1 2 1 3 1 3 2
assigned to speed (B) the fifth column is assigned to time(C) and six columns are assigned to the two-way interactionsof the first three factors while the remaining three columnsare for error terms In the present experimentation eachtest is repeated three times Two quality characteristics weremeasured by a multitribotester machine and then integratedby the grey relational analysis [25] with considerations of
correlation and weighting The optimal process parametersare determined by the response table and response graph ofthe grey relational grade Figure 1 shows the flowchart of theexperiment design The optimal combinations of the processparameters attained by the data analysis can be used to predictthe optimal grey relational grade and the correspondingconfidence interval The predicted grey relational grade of
Journal of Coatings 5
Problem definition
Factor assignment
Response
Grey relational grade
Data analysis
Response table
Response graph
ANOVA
Optimizationprediction
Confirmation test
Orthogonal array
Experiment design
Experimental data collection
Contribution ()
F-ratio value
Figure 1 Flowchart of design of experiment
individual quality characteristic served as the criterion forcomparison with the confirmation experimentThe final stepof the experiment design is to verify the improvement of thequality characteristics using the optimal parameters obtainedby the grey relational analysis
25 Tribological Testing Wear depth and friction coefficientof heat-treated Ni-P-W coated specimens are measuredusing a multitribotester with block on roller configuration(DUCOM TR-25) under nonlubricated condition at anambient temperature of about 25∘C and relative humidityof about 85 The Ni-P-W coated specimens serve as testspecimens which are held horizontally against a rotatingroller of 50mm diameter times 20mm thickness The schematicdiagram of the tribotester apparatus is described elsewhere[26] The photograph of the arrangement of the specimenagainst roller is given in Figure 2 The steel roller is coated
Sample holder
Sample
Roller
Figure 2 Photograph of the arrangement of the specimen againstroller
with titanium nitride of hardness 85 HRc which is higherthan the hardness of the Ni-P-W coated specimen (42HRc)in order to ensure that the wear will take place only in thetest specimens Weights are placed on the loading platformwhich is attached at one end of a 1 5 ratio loading lever sothat the actual applied load at the contact becomes 5 timesthe weight placed on the loading pan The loading lever ispivoted near the normal load sensor and carries a counterweight at one end while at the other end the loading panis suspended for placing the dead weights The frictionalforce is measured by a frictional force sensor that uses abeam type load cell of 1000 N capacity Wear is measuredin terms of displacement with the help of linear voltageresistance transducer It is worth noting that in general wearis measured in terms of wear volume or mass loss But inthe present case wear is expressed in terms of displacementor wear depth Hence to ensure that the wear measurementsare accurate the displacement results for wear are comparedwith the weight loss of the specimens and almost linearrelationship is observed between the two for the range oftest parameters considered in the present study The speedof the roller and the duration of tests can be controlled viaa computer attached to the tribotester The values of thetribological test parameters for friction and wear tests areshown in Table 2 The experimental results for coefficient offriction and wear depth are shown in Table 4
26 Structural Aspects and Composition Study The charac-terization of the coating is essential to make sure that thecoating is properly developed In the present study surfacemorphology of the coating is observed through scanningelectron microscope (SEM) (FEI Quanta 200) in order toanalyse the microstructure of the heat-treated deposits SEMis also done after the wear testing to see the pattern of thesliding tracks in order to predict thewearmechanism Energydispersive X-ray analysis (EDAX Corporation) is performedto determine the composition of the coating in terms ofthe weight percentages of nickel phosphorous and tungstenThe different precipitated phases of heat-treated specimen are
6 Journal of Coatings
Table 4 Experimental values of coefficient of friction and weardepth
Exp no COF Wear (120583m)1 04785 629822 046276 715453 048203 80554 039932 72585 044238 804966 044215 906927 052605 141648 054982 1676089 055751 22072610 052421 10310611 055811 1178912 053767 14680613 048066 6965414 051542 1111415 056446 15408616 040976 14824217 045888 17821218 044027 20054819 040823 19934220 046926 24241421 050418 24803422 047685 11695223 051858 14660824 047967 16521425 042368 16782826 052806 20460827 046618 247724
identified with the help of X-ray diffraction (XRD) analysis(Rigaku Ultima III)
3 Result and Discussion
As discussed earlier wear depth and friction coefficient of 27heat-treated Ni-P-W coated specimens are measured usinga multitribotester and the experimental values are shown inTable 4 The variation of coefficient of friction with slidingtime can be better understood from Figure 3 It is observedthat at the initial stage coefficient of friction increases rapidlythen for the rest of the time it remains more or less constantNow to combine the effect of both responses that is weardepth and friction coefficient the grey relational analysis isperformed The following methodology is used to obtain thegrey relational grade
31 Normalizing the Responses Thenormalization procedureinvolves the aim of the experiment whether the responsevariables are to be minimized or maximized Here both weardepth and coefficient of friction (COF) are to be minimized
1000
0900
0800
0700
0600
0500
0400
0300
0200
0100
0000
Coe
ffici
ent o
f fric
tion
Time (s) Reset graph
00
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
6000
7000
8000
5500
6500
7500
8500
9000
Figure 3 Variation of coefficient of friction with sliding time
so the following lower the better formula is used to normalizeboth responses
119909119894(119896) =
max119910119894(119896) minus 119910
119894(119896)
max119910119894(119896) minusmin119910
119894(119896) (6)
where 119909119894(119896) is the normalized value min 119910
119894(119896) is the smallest
value of119910119894(119896) for the kth response andmax119910
119894(119896) is the largest
value of 119910119894(119896) for the kth response with 119896 being 1 (COF) and
2 (wear depth) Larger normalized results correspond to thebetter performance and the best normalized result should beequal to 1
32 Grey Relational Coefficients Grey relational coefficientsare calculated to express the relationship between the ideal(best = 1) and the actual experimental results From thenormalized values the grey relational coefficient is calculatedusing the following equation
120585119894(119896) =Δmin + 119903ΔmaxΔ0119894(119896) + 119903Δmax
(7)
where Δ0119894= 1199090(119896) minus 119909
119894(119896) is the difference of the absolute
value between x0(k) and xi(k) and Δmin and Δmax arerespectively the minimum and maximum values of theabsolute differences (Δ
0119894) of all comparing sequences Here
r is the distinguishing coefficient which is used to adjustthe difference of the relational coefficient usually 119903 isin 0 1[25]The distinguishing coefficient weakens the effect ofΔmaxwhen it gets too big enlarging the different significanceof the relational coefficient The suggested value of thedistinguishing coefficient 119903 is 05 due to themoderate distin-guishing effects and good stability of outcomesTherefore 119903 isadopted as 05 for further analysis in the present case All thenormalized values and grey relational coefficients are shownin Table 5
33 Generation of Grey Relational Grade and Ordering Theoverall multiple response characteristics evaluation is basedon grey relational grade which is calculated from the dataobtained in the previous step using the following equation
120574119894=1
119899
119899
sum
119896=119894
120585119894(119896) (8)
Journal of Coatings 7
Table 5 Grey relational analysis for friction coefficient and wear depth
Exp no Normalized Data ΔValues Grey relational coefficientCof Wear Cof Wear Cof Wear
1 0521 1000 0479 0000 0510 10002 0616 0954 0384 0046 0566 09153 0499 0905 0501 0095 0500 08404 1000 0948 0000 0052 1000 09065 0739 0905 0261 0095 0657 08416 0741 0850 0259 0150 0658 07707 0233 0575 0767 0425 0395 05418 0089 0435 0911 0565 0354 04699 0042 0148 0958 0852 0343 037010 0244 0783 0756 0217 0398 069811 0038 0703 0962 0297 0342 062812 0162 0547 0838 0453 0374 052513 0507 0964 0493 0036 0504 093314 0297 0740 0703 0260 0416 065815 0000 0508 1000 0492 0333 050416 0937 0539 0063 0461 0888 052017 0639 0377 0361 0623 0581 044518 0752 0257 0248 0743 0668 040219 0946 0263 0054 0737 0903 040420 0576 0030 0424 0970 0541 034021 0365 0000 0635 1000 0441 033322 0531 0708 0469 0292 0516 063223 0278 0548 0722 0452 0409 052524 0513 0448 0487 0552 0507 047525 0852 0433 0148 0567 0772 046926 0220 0235 0780 0765 0391 039527 0595 0002 0405 0998 0553 0334
where 119899 is the number of process responses Finally thegrades are considered for the optimization of multi-responseparameter design problemThe value of grey relational gradeis shown in Table 6
34 Analysis of Grey Relational Grade The grey relationalgrade serves as the overall performance index Thus thehigher value of grey relational grade indicates better per-formance Now to find out the effect of each level of eachindividual factor on the grey relational grade a responsetable of grey relational grade is generated which is shownin Table 7 This is possible because the experimental designis orthogonal and the effect of each design parameter atdifferent levels is separable For example the mean of greyrelational grade for design factor A at level 1 can be calculatedby taking the average of the grey relational grade for theexperiments 1ndash9 because for the first 9 experiments in the
OA each row of the column assigned to A contains level 1Themean of the grey relational grade for each level of each ofthe design parameters can be computed in a similar mannerIn addition the total mean of the grey relational grade ofthe twenty-seven experiments is also calculated as shown inTable 7 The response table also contains ranks based on thedelta values The delta value is calculated by subtracting thelowest value from the largest from among the values in eachcolumn Basically a design factor with a large difference inthe grey relational grade from one factor setting to anotherindicates that the factor or design parameter is a significantcontributor to the achievement of the performance charac-teristic From the response table it is found that the sequenceof significance of the design parameters is time load andspeed respectively in controlling the friction and wearcharacteristics of Ni-P-W coatings The main effect plot andinteraction plots are shown in Figures 4 and 5 respectivelyThe main effect plot gives a rough idea about the relative
8 Journal of Coatings
Table 6 Grey relational grade and its order
Sl no Grey relational grade Order1 075524 22 074040 43 067000 84 095301 15 074904 36 071399 67 046751 188 041179 249 035633 2710 054776 1211 048484 1712 044921 2013 071825 514 053665 1315 041860 2316 070409 717 051315 1518 053530 1419 065342 920 044081 2221 038694 2622 057367 1123 046718 1924 049095 1625 062049 1026 039295 2527 044314 21
Table 7 Response table for grey relational grade
Level Load Speed Time1 06464 05698 066592 05453 06246 052633 04966 04939 04961Delta 01498 01307 01699Rank 2 3 1Total mean grey relational grade = 0562767
significance of the parameters on the system response If theplot for a particular parameter has the highest inclinationthen that parameter has the maximum significance whereasthe plot which is near horizontal has no significance So fromFigure 4 it is clear that time (C) and load (A) have the mostsignificant effect on the tribological behaviour of Ni-P-Wcoating whereas speed (B) has little significance The plotalso shows that with the increase of load and time separately
the grey relational grades decrease and hence coefficientof friction and wear rate increase Thus at lower levels ofload and time coefficient of friction and wear characteristicsof heat-treated Ni-P-W coating show better result Thisobservation is in good agreement with earlier studies [11 12]But with the increase of speed from level 1 to level 2 thegrey relational grade increases and reaches the maximumvalue at level 2 then it decreases to level 3 It means that thetribological characteristics that is coefficient of friction andwear characteristics show a better result at middle level ofspeed within the range of speeds considered in the presentinvestigation But the most interesting observation is thebehavior of tribological characteristics when two factors arevarying simultaneously This can be understood from theinteraction plots The influence of interaction between twoparameters is determined on the basis of intersection of linesin the interaction plots From Figure 5 it can be observedthat the interaction between load (A) and speed (B) has themost significant influence on the tribological characteristicsThe main effect plot also gives the optimal combination ofdesign parameters forminimum friction and wearThe largerthe grey relation grade is the closer the product quality willbe to the ideal value Hence the optimal combination ofparameters is found to be A1B2C1
35 Analysis of Variance (ANOVA) The significance of anyparameter is dependent on the variance ratio The varianceratio is commonly called the F-statistics which may bedefined as the variance of the factor divided by the errorvariance The variance of each factor is determined by thesum of the square of each trial sum result involving the factordivided by the degrees of freedom of the factor The analysisof variance [27] is performed using MINITAB [28] softwareThe tables for various significance levels and different degreesof freedom are available inmost handbooks of statistics If thecalculated F-value is larger than the tabulated F-value thenthe factor is considered as a significant factor The ANOVAresults shown in Table 8 revealed that all the individualdesign factors have the significant influence and among theinteractions load versus speed has significant influence incontrolling the tribological properties The ANOVA tablealso shows the percentage contribution of the individualfactors and their interactions in controlling the tribologicalbehaviour of Ni-P-W coating
36 Microstructure Analysis Figure 6 shows the SEMmicro-graph of Ni-P-W coatings heat-treated at 400∘C It is clearthat the heat-treated coating consists of large globuleswithoutany porosity andmainly coarse grained structure is observedFigure 7 shows the SEM micrograph of worn surfaces Fromthe images it is clear that the load is taken by some ofthe peak globules where the other peaks remain intact Thewear mechanism is generally mild adhesive in nature becauseno plowing effect or abrasive particle is observed on theworn surface Material removal in patches is noticed in SEMimagesMoreover the amount of weight loss of the specimensdue to wear corroborates the mild adhesive wear to bepredominant Figure 8 shows the EDX spectra of the coated
Journal of Coatings 9
L3L2L1
065
060
055
050
Load
Main effects plot for meansG
rey
rela
tiona
l gra
de
(a)
Gre
y re
latio
nal g
rade
S3S2S1
Speed
Main effects plot for means
065
060
055
050
(b)
T3T2T1
065
060
055
050
Time
Main effects plot for means
Gre
y re
latio
nal g
rade
(c)
Figure 4 Main effect plot of mean grey relational grade
surface Tungsten content in terms of weight percentages isfound to be in the range of 5ndash6 and phosphorus content isin the range of 8ndash10 while the remaining is mostly nickelFigure 9 shows the XRD plot of the coatings at heat-treatedcondition From the figure it is seen that the heat-treatedcoating has broad crystalline peak and produced crystallinephases The major crystalline peaks are Ni-W and Ni
3P
4 Validation Study
Once the optimal level of design parameters has been foundout the final step is to verify the improvement of theperformance characteristic using the optimal level of theprocess parameters The estimated grey relational grade 120578using the optimal level of the process parameters can becalculated as
120578 = 120578119898+
119900
sum
119894=1
(120578119894minus 120578119898) (9)
where 120578119898is the totalmean grey relational grade 120578i is themean
grey relational grade at the optimal process parameter leveland 119900 is the number of the main design process parametersthat significantly affect the tribological characteristics of Ni-P-W coating Table 9 shows the comparison of the estimatedgrey relational grade with the actual grey relational gradeusing the optimal parameters The improvement of greyrelational grade from initial to optimal condition is 0416358which is about 78 of the mean grey relational grade and itis a significant improvement
5 Conclusion
Ni-P-W coatings are developed on mild steel substrates byelectroless deposition and tested for friction and wear behav-ior in a multitribotester using block on roller configurationunder dry conditions The design parameters (load speedand time) are optimized in order to minimize friction andwear of the coatings Grey relational analysis is successfully
10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

2 Journal of Coatings
and so forth Hypophosphite reduced nickel-phosphorousand borohydride reduced nickel-boron coatings have alreadygained immense popularity particularly due to excellenthardness anticorrosion and tribological properties [4ndash6]The basic binary Ni-P deposit with high phosphorus contentis a phosphorus supersaturated solid solution exhibitingamorphous structure After suitable heat treatment the Ni-P coating can be strengthened with the crystallization ofnickel and nickel phosphide [7] However the hardness ofthe coating is degraded with excessive heating at elevatedtemperature Heating of chemical deposits is done primarilyto eliminate hydrogen embrittlement in the substrate andto have enhanced deposit hardness abrasion resistance andenhanced adhesion to the substrate Heating can enable theabsorbed hydrogen to diffuse out of the components whichgets introduced into the components during depositionprocesses and increases the wear resistance [8] Remarkableimprovement in wear resistance of the coatings has beenreported when hard particles are incorporated [9] Choiceof the particles depends on the desired property In the fieldof tribology nickel based composite coatings can be dividedinto two major categories that is lubricating compositecoatings and wear-resistant composite coatings The wear-resistant composite coatings usually have codeposited hardparticles such as W SiC Al
2O3 B4C and diamond and
they usually have increased hardness and wear resistance ascompared to binary Ni-P coating
Pearlstein and Weightman [10] first presented the Ni-P-W ternary alloy in 1963 and since then many investigationson Ni-P-W ternary alloy have been reported Most of thesestudies aim to have better tribological properties or hardnessof the coating or the characteristics of the deposition on thebasis of the composition of chemicals of the coating and theheat treatment temperature But the wear rate mechanism ofwear or coefficient of friction of Ni-P-W coating may varydue to different combination of the tribological parameterslike load speed time type of lubricants and so forthGenerally themechanismofwear ofNi-P deposit depends onthe attractive force that operates between the atoms of nickelfrom the coating and element from the counter diskAdhesivewear takes place when two nominally flat solid surfacesare in sliding contact At the interface asperities contactand bonding take place due to adhesion These contacts getsheared during sliding resulting in detachment of a fragmentfrom one surface and its attachment to the other surface orformation of wear particles According to Archardrsquos theoryof wear shearing of the asperity junctions can occur in oneof the two bodies depending on the relative magnitude ofinterfacial adhesion strength and the breaking (shearing)strength of the surrounding local regions Adhesive wear ischaracterized by the transfer of material from one surface tothe other as a form of wear debris There are several factorswhich influence the adhesive wear these are load speedtime hardness degree of adhesion between the interactingsurfaces and the rate of formation of surface oxide film Ifthe materials are hard or have low mutual solubility thenmild adhesive wear takes place Mild adhesive wear can leadto considerable formation of oxide layer at the contactingsurface resulting in a low or negative wear depth profile
Wear and friction measurements carried out on Ni-P andNi-P-W coatings [11 12] reveal that wear resistance of thecoating increases with the increase of tungsten content undera 40N loading condition This is due to the solid solutionstrengthening of nickel matrix by tungsten The coefficientof friction is found to be high and further increased withthe increase of applied normal loadThe frictional coefficientis found to be higher in as-plated condition compared toheat-treated condition The wear rate is correlated with thehardness value The hardness of these coatings is also seento increase with increasing tungsten content [13ndash17] It wasobserved that wear rate increases with increasing load andNi-P-W coatings show higher wear resistance Specific wearrate is seen to be the lowest in the case of coatings subjectedto heating at 500∘C This is due to the maximum hardness ofthe coatings achieved by heating at this temperature Whenheated beyond this temperature the specificwear rate is foundto increase due to softening of coatings by grain coarseningThe increase in hardness takes place due to the precipitationof fine Ni crystallites andNi
3P during phase transition [8 18ndash
22]The hardening effect of the fine Ni3P particles is assumed
to result from their higher strength and shear modulusAs theNi-P-W ternary alloy coating has emerged as a hard
coating in the field of tribology the tribological parameterslike load speed time lubricant and so forth need to beoptimized for better tribological (both friction and wear)behavior of this coating In this experimental investigation anattempt has been made to find out the optimum combinationof the tribological parameters forminimum friction andwearcharacteristics simultaneously As coefficient of friction andwear both are to beminimized so it belongs tomultiresponseproblem Optimization of multiple quality characteristics ismuchmore complicated than optimization of a single qualitycharacteristic Improving one particular quality characteristicmay lead to serious degradation of other critical qualitycharacteristics To convert this multi-response problem intoan equivalent single response problem the grey relationalanalysis is adoptedHence the present investigation is formu-lated into an optimization problem based on grey relationalanalysis coupled with Taguchi method The basic aim of theinvestigation is to find the optimum combination of tribo-logical test parameters for minimum friction and wear sothat Ni-W-P coatings can be used in appropriate tribologicalapplications Moreover the coating is characterized with thehelp of SEM EDX and XRD in order to understand themicrostructural characteristics of coatings
2 Experimental Details
21 Preparation of Substrate Square shaped mild steel speci-men of size 20mm times 20mm times 8mm is used as substrate forthe deposition of Ni-P-W coating This particular dimensionof the substrate is chosen in accordance with its counterpartin the multitribotester apparatus where the sample has to befitted for tribological testing Shaping parting and millingoperation is performed sequentially to prepare the specimensfrom the raw material Finally surface grinding process isemployed to make the surface of the blocks smooth enoughbecause the tribological characteristics of a surface may
Journal of Coatings 3
depend on its surface roughness Now as electroless nickelcoatings generally follow the surface profile of the substratethe prepared substrates in the present study should havesimilar surface roughness Hence all the substrates beforecoating are subjected to roughness evaluations (center lineaverage values 119877
119886) and the substrates which showed as
little as about 01 variation in roughness are selected forelectroless Ni-P-W coatings The roughness measurementsare carried out using a surface profilometer (Taylor HobsonSurtronic 3+) and the average roughness of 049 120583m isobtained The samples are cleaned from foreign matter andcorrosion products by wiping After that surfaces of themild steel specimens are cleaned using distilled water Thespecimens after thorough cleaning are etched with 50hydrochloric acid for 1min Subsequently they are rinsedin distilled water followed by methanol cleaning prior tocoating
22 Coating Deposition Thebath composition and operatingconditions for Ni-P-W coating are selected after several trialsand proper ranges of the parameters are chosen accordinglyTable 1 indicates the bath composition and the operatingconditions for successful coating of Ni-P-W on mild steelsubstrate Nickel sulphate is used as the source of nickelwhile sodium hypophosphite is the reducing agent Sodiumtungstate solution is used as the source of tungsten ion Thebath is prepared by adding the constituents in appropriatesequence The pH of the solution is maintained at around 7-8 by continuous monitoring with a pH meter The cleanedsamples are activated in palladium chloride solution at atemperature of 55∘CThis is necessary because catalytic nucleiof metal M on a noncatalytic surface S may be generated inan electrochemical oxidation-reduction reaction
Mz++ Red 997888rarr M +OX (1)
where Mz+ is the metallic ion and M is the metal catalystThe preferred catalyst is Pd and thus the preferred nucleatingagent Mz+ is Pd2+ (from PdCl
2) Activated samples are then
submerged into the chemical bath which is maintained at atemperature between 90 and 92∘Cwith the help of a hot platecum stirrer attached with a temperature sensor which is alsosubmerged in the solution The deposition is carried out fora period of 3 hours The range of coating thickness is foundto be around 35 120583m After the deposition the samples aretaken out of the electroless nickel bath andwashed in distilledwater Then the samples are heat-treated in a box furnaceEach specimen is coated and heat-treated in air (annealedat 400∘C for 1 h) separately The proposed scheme for thereaction mechanism in the deposition of ternary Ni-P-W isas follows [23]
Ni2+ + 2eminus = Ni (2)
WO4
2minus+ 6eminus + 4H
2O =W + 8OHminus (3)
H2PO2
minus+ 3OHminus = HPO
3
2minus+ 2H2O + 2eminus (4)
H2PO2
minus+ 2H+ + eminus = P + 2H
2O (5)
23 Choice of Design Factors The design factors or inputparameters are the experimental parameters which are variedwithin a specific range to obtain a desired result of theresponse variables (output parameters) Basically the aimis to obtain an optimum combination of design factorsfor the best possible value of response variables (outputparameters) There are a large number of factors that can beconsidered for controlling the tribological behaviour of Ni-P-W coatings However review of the literature shows that thefollowing three parameters are the most widespread amongstthe researchers to control the tribological performance ofcoatings load (A) speed (B) and time (C) These threefactors are considered as main design factors along withtheir interactions in the present study Table 2 shows thedesign factors along with their levelsThree levels are selectedto observe the nonlinear effect of responses due to thevariation of parameters The middle level of each parameteris considered as initial condition With reference to thiscombination of parameters this experimental investigationaims to find out the optimum combination of parametersfor better tribological behavior The levels and ranges ofthe design factors are so selected considering the smallerthickness of the coatings (around 35120583m)Otherwise throughcoating wear may occur For the present study the responsevariables are coefficient of friction and wear depth
24 Planning of Experiment Thestudy tries to utilize Taguchimethod [24] to find the best possible combination of processparameters that can achieve the desired performance oftribological behavior ofNi-P-WcoatingsThe process param-eters that influence the quality characteristics of tribologicalbehavior are selected on the basis of literature review Thequality characteristics that need to be improved includeminimization of wear depth as well as coefficient of frictionBoth quality characteristics possess the smaller the betterproperty The study considers three equally spaced levels foreach design factor to estimate the impact of noise factorsAccording to the number of design factors and their levelsand also considering the effect of individual factors as wellas the interactions a L
27(33) orthogonal array is selected to
proceedwith the experimentsThe L27orthogonal array (OA)
is shown in Table 3 Here each column represents a specificfactor each row represents an experimental run and the cellvalues indicate the factor settings for the run Three factorseach containing 3 levels can combine in 27 possible ways suchas (1 1 1) (1 1 2) (1 1 3) (1 2 1) (1 2 2) and (1 2 3)When three columns of an array form these combinations thesame number of times the columns are said to be balanced ororthogonalThus all the columns of this array are orthogonalto each other As this study includes three levels so for thethree individual factors the total degree of freedom is 6 ((3 minus1) times 3 = 6) and for the three two way interactions the totaldegree of freedom is 12 ((3 minus 1) times (3 minus 1) times 3 = 12) So thetotal degree of freedom considering the individual factors aswell as their interactions is 18 So in the present investigationan L27OA which has 27 rows corresponding to the number
of tests (26 degrees of freedom) with 13 columns at threelevels is chosen As per the requirements of the L
27OA the
1st column is assigned to the load (A) the second column is
4 Journal of Coatings
Table 1 Electroless bath composition and operating condition
Bath constituents Values Operating condition ValuesNickel sulphate (gL) 20 pH 7-8Sodium hypophosphite (gL) 20Sodium citrate (gL) 35 Temperature 90 plusmn 2∘CAmmonium sulphate (gL) 30 Duration of coating 3 hLactic acid (gL) 5Sodium tungstate (gL) 15 Bath volume (mL) 200
Table 2 Design factors and their levels
Design factors Unit Levels1 2 3
Load (119860) N 50 75a 100Speed (119861) RPM 60 70a 80Time (119862) min 5 10a 15aInitial condition
Table 3 L27 Orthogonal array with design factors and interactions
Trial no Column numbers1 (119860) 2 (119861) 3 (119860 times 119861) 4 (119860 times 119861) 5 (119862) 6 (119860 times 119862) 7 (119860 times 119862) 8 (119861 times 119862) 9 (mdash) 10 (mdash) 11 (119861 times 119862) 12 (mdash) 13 (mdash)
1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 2 2 2 2 2 2 2 2 23 1 1 1 1 3 3 3 3 3 3 3 3 34 1 2 2 2 1 1 1 2 2 2 3 3 35 1 2 2 2 2 2 2 3 3 3 1 1 16 1 2 2 2 3 3 3 1 1 1 2 2 27 1 3 3 3 1 1 1 3 3 3 2 2 28 1 3 3 3 2 2 2 1 1 1 3 3 39 1 3 3 3 3 3 3 2 2 2 1 1 110 2 1 2 3 1 2 3 1 2 3 1 2 311 2 1 2 3 2 3 1 2 3 1 2 3 112 2 1 2 3 3 1 2 3 1 2 3 1 213 2 2 3 1 1 2 3 2 3 1 3 1 214 2 2 3 1 2 3 1 3 1 2 1 2 315 2 2 3 1 3 1 2 1 2 3 2 3 116 2 3 1 2 1 2 3 3 1 2 2 3 117 2 3 1 2 2 3 1 1 2 3 3 1 218 2 3 1 2 3 1 2 2 3 1 1 2 319 3 1 3 2 1 3 2 1 3 2 1 3 220 3 1 3 2 2 1 3 2 1 3 2 1 321 3 1 3 2 3 2 1 3 2 1 3 2 122 3 2 1 3 1 3 2 2 1 3 3 2 123 3 2 1 3 2 1 3 3 2 1 1 3 224 3 2 1 3 3 2 1 1 3 2 2 1 325 3 3 2 1 1 3 2 3 2 1 2 1 326 3 3 2 1 2 1 3 1 3 2 3 2 127 3 3 2 1 3 2 1 2 1 3 1 3 2
assigned to speed (B) the fifth column is assigned to time(C) and six columns are assigned to the two-way interactionsof the first three factors while the remaining three columnsare for error terms In the present experimentation eachtest is repeated three times Two quality characteristics weremeasured by a multitribotester machine and then integratedby the grey relational analysis [25] with considerations of
correlation and weighting The optimal process parametersare determined by the response table and response graph ofthe grey relational grade Figure 1 shows the flowchart of theexperiment design The optimal combinations of the processparameters attained by the data analysis can be used to predictthe optimal grey relational grade and the correspondingconfidence interval The predicted grey relational grade of
Journal of Coatings 5
Problem definition
Factor assignment
Response
Grey relational grade
Data analysis
Response table
Response graph
ANOVA
Optimizationprediction
Confirmation test
Orthogonal array
Experiment design
Experimental data collection
Contribution ()
F-ratio value
Figure 1 Flowchart of design of experiment
individual quality characteristic served as the criterion forcomparison with the confirmation experimentThe final stepof the experiment design is to verify the improvement of thequality characteristics using the optimal parameters obtainedby the grey relational analysis
25 Tribological Testing Wear depth and friction coefficientof heat-treated Ni-P-W coated specimens are measuredusing a multitribotester with block on roller configuration(DUCOM TR-25) under nonlubricated condition at anambient temperature of about 25∘C and relative humidityof about 85 The Ni-P-W coated specimens serve as testspecimens which are held horizontally against a rotatingroller of 50mm diameter times 20mm thickness The schematicdiagram of the tribotester apparatus is described elsewhere[26] The photograph of the arrangement of the specimenagainst roller is given in Figure 2 The steel roller is coated
Sample holder
Sample
Roller
Figure 2 Photograph of the arrangement of the specimen againstroller
with titanium nitride of hardness 85 HRc which is higherthan the hardness of the Ni-P-W coated specimen (42HRc)in order to ensure that the wear will take place only in thetest specimens Weights are placed on the loading platformwhich is attached at one end of a 1 5 ratio loading lever sothat the actual applied load at the contact becomes 5 timesthe weight placed on the loading pan The loading lever ispivoted near the normal load sensor and carries a counterweight at one end while at the other end the loading panis suspended for placing the dead weights The frictionalforce is measured by a frictional force sensor that uses abeam type load cell of 1000 N capacity Wear is measuredin terms of displacement with the help of linear voltageresistance transducer It is worth noting that in general wearis measured in terms of wear volume or mass loss But inthe present case wear is expressed in terms of displacementor wear depth Hence to ensure that the wear measurementsare accurate the displacement results for wear are comparedwith the weight loss of the specimens and almost linearrelationship is observed between the two for the range oftest parameters considered in the present study The speedof the roller and the duration of tests can be controlled viaa computer attached to the tribotester The values of thetribological test parameters for friction and wear tests areshown in Table 2 The experimental results for coefficient offriction and wear depth are shown in Table 4
26 Structural Aspects and Composition Study The charac-terization of the coating is essential to make sure that thecoating is properly developed In the present study surfacemorphology of the coating is observed through scanningelectron microscope (SEM) (FEI Quanta 200) in order toanalyse the microstructure of the heat-treated deposits SEMis also done after the wear testing to see the pattern of thesliding tracks in order to predict thewearmechanism Energydispersive X-ray analysis (EDAX Corporation) is performedto determine the composition of the coating in terms ofthe weight percentages of nickel phosphorous and tungstenThe different precipitated phases of heat-treated specimen are
6 Journal of Coatings
Table 4 Experimental values of coefficient of friction and weardepth
Exp no COF Wear (120583m)1 04785 629822 046276 715453 048203 80554 039932 72585 044238 804966 044215 906927 052605 141648 054982 1676089 055751 22072610 052421 10310611 055811 1178912 053767 14680613 048066 6965414 051542 1111415 056446 15408616 040976 14824217 045888 17821218 044027 20054819 040823 19934220 046926 24241421 050418 24803422 047685 11695223 051858 14660824 047967 16521425 042368 16782826 052806 20460827 046618 247724
identified with the help of X-ray diffraction (XRD) analysis(Rigaku Ultima III)
3 Result and Discussion
As discussed earlier wear depth and friction coefficient of 27heat-treated Ni-P-W coated specimens are measured usinga multitribotester and the experimental values are shown inTable 4 The variation of coefficient of friction with slidingtime can be better understood from Figure 3 It is observedthat at the initial stage coefficient of friction increases rapidlythen for the rest of the time it remains more or less constantNow to combine the effect of both responses that is weardepth and friction coefficient the grey relational analysis isperformed The following methodology is used to obtain thegrey relational grade
31 Normalizing the Responses Thenormalization procedureinvolves the aim of the experiment whether the responsevariables are to be minimized or maximized Here both weardepth and coefficient of friction (COF) are to be minimized
1000
0900
0800
0700
0600
0500
0400
0300
0200
0100
0000
Coe
ffici
ent o
f fric
tion
Time (s) Reset graph
00
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
6000
7000
8000
5500
6500
7500
8500
9000
Figure 3 Variation of coefficient of friction with sliding time
so the following lower the better formula is used to normalizeboth responses
119909119894(119896) =
max119910119894(119896) minus 119910
119894(119896)
max119910119894(119896) minusmin119910
119894(119896) (6)
where 119909119894(119896) is the normalized value min 119910
119894(119896) is the smallest
value of119910119894(119896) for the kth response andmax119910
119894(119896) is the largest
value of 119910119894(119896) for the kth response with 119896 being 1 (COF) and
2 (wear depth) Larger normalized results correspond to thebetter performance and the best normalized result should beequal to 1
32 Grey Relational Coefficients Grey relational coefficientsare calculated to express the relationship between the ideal(best = 1) and the actual experimental results From thenormalized values the grey relational coefficient is calculatedusing the following equation
120585119894(119896) =Δmin + 119903ΔmaxΔ0119894(119896) + 119903Δmax
(7)
where Δ0119894= 1199090(119896) minus 119909
119894(119896) is the difference of the absolute
value between x0(k) and xi(k) and Δmin and Δmax arerespectively the minimum and maximum values of theabsolute differences (Δ
0119894) of all comparing sequences Here
r is the distinguishing coefficient which is used to adjustthe difference of the relational coefficient usually 119903 isin 0 1[25]The distinguishing coefficient weakens the effect ofΔmaxwhen it gets too big enlarging the different significanceof the relational coefficient The suggested value of thedistinguishing coefficient 119903 is 05 due to themoderate distin-guishing effects and good stability of outcomesTherefore 119903 isadopted as 05 for further analysis in the present case All thenormalized values and grey relational coefficients are shownin Table 5
33 Generation of Grey Relational Grade and Ordering Theoverall multiple response characteristics evaluation is basedon grey relational grade which is calculated from the dataobtained in the previous step using the following equation
120574119894=1
119899
119899
sum
119896=119894
120585119894(119896) (8)
Journal of Coatings 7
Table 5 Grey relational analysis for friction coefficient and wear depth
Exp no Normalized Data ΔValues Grey relational coefficientCof Wear Cof Wear Cof Wear
1 0521 1000 0479 0000 0510 10002 0616 0954 0384 0046 0566 09153 0499 0905 0501 0095 0500 08404 1000 0948 0000 0052 1000 09065 0739 0905 0261 0095 0657 08416 0741 0850 0259 0150 0658 07707 0233 0575 0767 0425 0395 05418 0089 0435 0911 0565 0354 04699 0042 0148 0958 0852 0343 037010 0244 0783 0756 0217 0398 069811 0038 0703 0962 0297 0342 062812 0162 0547 0838 0453 0374 052513 0507 0964 0493 0036 0504 093314 0297 0740 0703 0260 0416 065815 0000 0508 1000 0492 0333 050416 0937 0539 0063 0461 0888 052017 0639 0377 0361 0623 0581 044518 0752 0257 0248 0743 0668 040219 0946 0263 0054 0737 0903 040420 0576 0030 0424 0970 0541 034021 0365 0000 0635 1000 0441 033322 0531 0708 0469 0292 0516 063223 0278 0548 0722 0452 0409 052524 0513 0448 0487 0552 0507 047525 0852 0433 0148 0567 0772 046926 0220 0235 0780 0765 0391 039527 0595 0002 0405 0998 0553 0334
where 119899 is the number of process responses Finally thegrades are considered for the optimization of multi-responseparameter design problemThe value of grey relational gradeis shown in Table 6
34 Analysis of Grey Relational Grade The grey relationalgrade serves as the overall performance index Thus thehigher value of grey relational grade indicates better per-formance Now to find out the effect of each level of eachindividual factor on the grey relational grade a responsetable of grey relational grade is generated which is shownin Table 7 This is possible because the experimental designis orthogonal and the effect of each design parameter atdifferent levels is separable For example the mean of greyrelational grade for design factor A at level 1 can be calculatedby taking the average of the grey relational grade for theexperiments 1ndash9 because for the first 9 experiments in the
OA each row of the column assigned to A contains level 1Themean of the grey relational grade for each level of each ofthe design parameters can be computed in a similar mannerIn addition the total mean of the grey relational grade ofthe twenty-seven experiments is also calculated as shown inTable 7 The response table also contains ranks based on thedelta values The delta value is calculated by subtracting thelowest value from the largest from among the values in eachcolumn Basically a design factor with a large difference inthe grey relational grade from one factor setting to anotherindicates that the factor or design parameter is a significantcontributor to the achievement of the performance charac-teristic From the response table it is found that the sequenceof significance of the design parameters is time load andspeed respectively in controlling the friction and wearcharacteristics of Ni-P-W coatings The main effect plot andinteraction plots are shown in Figures 4 and 5 respectivelyThe main effect plot gives a rough idea about the relative
8 Journal of Coatings
Table 6 Grey relational grade and its order
Sl no Grey relational grade Order1 075524 22 074040 43 067000 84 095301 15 074904 36 071399 67 046751 188 041179 249 035633 2710 054776 1211 048484 1712 044921 2013 071825 514 053665 1315 041860 2316 070409 717 051315 1518 053530 1419 065342 920 044081 2221 038694 2622 057367 1123 046718 1924 049095 1625 062049 1026 039295 2527 044314 21
Table 7 Response table for grey relational grade
Level Load Speed Time1 06464 05698 066592 05453 06246 052633 04966 04939 04961Delta 01498 01307 01699Rank 2 3 1Total mean grey relational grade = 0562767
significance of the parameters on the system response If theplot for a particular parameter has the highest inclinationthen that parameter has the maximum significance whereasthe plot which is near horizontal has no significance So fromFigure 4 it is clear that time (C) and load (A) have the mostsignificant effect on the tribological behaviour of Ni-P-Wcoating whereas speed (B) has little significance The plotalso shows that with the increase of load and time separately
the grey relational grades decrease and hence coefficientof friction and wear rate increase Thus at lower levels ofload and time coefficient of friction and wear characteristicsof heat-treated Ni-P-W coating show better result Thisobservation is in good agreement with earlier studies [11 12]But with the increase of speed from level 1 to level 2 thegrey relational grade increases and reaches the maximumvalue at level 2 then it decreases to level 3 It means that thetribological characteristics that is coefficient of friction andwear characteristics show a better result at middle level ofspeed within the range of speeds considered in the presentinvestigation But the most interesting observation is thebehavior of tribological characteristics when two factors arevarying simultaneously This can be understood from theinteraction plots The influence of interaction between twoparameters is determined on the basis of intersection of linesin the interaction plots From Figure 5 it can be observedthat the interaction between load (A) and speed (B) has themost significant influence on the tribological characteristicsThe main effect plot also gives the optimal combination ofdesign parameters forminimum friction and wearThe largerthe grey relation grade is the closer the product quality willbe to the ideal value Hence the optimal combination ofparameters is found to be A1B2C1
35 Analysis of Variance (ANOVA) The significance of anyparameter is dependent on the variance ratio The varianceratio is commonly called the F-statistics which may bedefined as the variance of the factor divided by the errorvariance The variance of each factor is determined by thesum of the square of each trial sum result involving the factordivided by the degrees of freedom of the factor The analysisof variance [27] is performed using MINITAB [28] softwareThe tables for various significance levels and different degreesof freedom are available inmost handbooks of statistics If thecalculated F-value is larger than the tabulated F-value thenthe factor is considered as a significant factor The ANOVAresults shown in Table 8 revealed that all the individualdesign factors have the significant influence and among theinteractions load versus speed has significant influence incontrolling the tribological properties The ANOVA tablealso shows the percentage contribution of the individualfactors and their interactions in controlling the tribologicalbehaviour of Ni-P-W coating
36 Microstructure Analysis Figure 6 shows the SEMmicro-graph of Ni-P-W coatings heat-treated at 400∘C It is clearthat the heat-treated coating consists of large globuleswithoutany porosity andmainly coarse grained structure is observedFigure 7 shows the SEM micrograph of worn surfaces Fromthe images it is clear that the load is taken by some ofthe peak globules where the other peaks remain intact Thewear mechanism is generally mild adhesive in nature becauseno plowing effect or abrasive particle is observed on theworn surface Material removal in patches is noticed in SEMimagesMoreover the amount of weight loss of the specimensdue to wear corroborates the mild adhesive wear to bepredominant Figure 8 shows the EDX spectra of the coated
Journal of Coatings 9
L3L2L1
065
060
055
050
Load
Main effects plot for meansG
rey
rela
tiona
l gra
de
(a)
Gre
y re
latio
nal g
rade
S3S2S1
Speed
Main effects plot for means
065
060
055
050
(b)
T3T2T1
065
060
055
050
Time
Main effects plot for means
Gre
y re
latio
nal g
rade
(c)
Figure 4 Main effect plot of mean grey relational grade
surface Tungsten content in terms of weight percentages isfound to be in the range of 5ndash6 and phosphorus content isin the range of 8ndash10 while the remaining is mostly nickelFigure 9 shows the XRD plot of the coatings at heat-treatedcondition From the figure it is seen that the heat-treatedcoating has broad crystalline peak and produced crystallinephases The major crystalline peaks are Ni-W and Ni
3P
4 Validation Study
Once the optimal level of design parameters has been foundout the final step is to verify the improvement of theperformance characteristic using the optimal level of theprocess parameters The estimated grey relational grade 120578using the optimal level of the process parameters can becalculated as
120578 = 120578119898+
119900
sum
119894=1
(120578119894minus 120578119898) (9)
where 120578119898is the totalmean grey relational grade 120578i is themean
grey relational grade at the optimal process parameter leveland 119900 is the number of the main design process parametersthat significantly affect the tribological characteristics of Ni-P-W coating Table 9 shows the comparison of the estimatedgrey relational grade with the actual grey relational gradeusing the optimal parameters The improvement of greyrelational grade from initial to optimal condition is 0416358which is about 78 of the mean grey relational grade and itis a significant improvement
5 Conclusion
Ni-P-W coatings are developed on mild steel substrates byelectroless deposition and tested for friction and wear behav-ior in a multitribotester using block on roller configurationunder dry conditions The design parameters (load speedand time) are optimized in order to minimize friction andwear of the coatings Grey relational analysis is successfully
10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

Journal of Coatings 3
depend on its surface roughness Now as electroless nickelcoatings generally follow the surface profile of the substratethe prepared substrates in the present study should havesimilar surface roughness Hence all the substrates beforecoating are subjected to roughness evaluations (center lineaverage values 119877
119886) and the substrates which showed as
little as about 01 variation in roughness are selected forelectroless Ni-P-W coatings The roughness measurementsare carried out using a surface profilometer (Taylor HobsonSurtronic 3+) and the average roughness of 049 120583m isobtained The samples are cleaned from foreign matter andcorrosion products by wiping After that surfaces of themild steel specimens are cleaned using distilled water Thespecimens after thorough cleaning are etched with 50hydrochloric acid for 1min Subsequently they are rinsedin distilled water followed by methanol cleaning prior tocoating
22 Coating Deposition Thebath composition and operatingconditions for Ni-P-W coating are selected after several trialsand proper ranges of the parameters are chosen accordinglyTable 1 indicates the bath composition and the operatingconditions for successful coating of Ni-P-W on mild steelsubstrate Nickel sulphate is used as the source of nickelwhile sodium hypophosphite is the reducing agent Sodiumtungstate solution is used as the source of tungsten ion Thebath is prepared by adding the constituents in appropriatesequence The pH of the solution is maintained at around 7-8 by continuous monitoring with a pH meter The cleanedsamples are activated in palladium chloride solution at atemperature of 55∘CThis is necessary because catalytic nucleiof metal M on a noncatalytic surface S may be generated inan electrochemical oxidation-reduction reaction
Mz++ Red 997888rarr M +OX (1)
where Mz+ is the metallic ion and M is the metal catalystThe preferred catalyst is Pd and thus the preferred nucleatingagent Mz+ is Pd2+ (from PdCl
2) Activated samples are then
submerged into the chemical bath which is maintained at atemperature between 90 and 92∘Cwith the help of a hot platecum stirrer attached with a temperature sensor which is alsosubmerged in the solution The deposition is carried out fora period of 3 hours The range of coating thickness is foundto be around 35 120583m After the deposition the samples aretaken out of the electroless nickel bath andwashed in distilledwater Then the samples are heat-treated in a box furnaceEach specimen is coated and heat-treated in air (annealedat 400∘C for 1 h) separately The proposed scheme for thereaction mechanism in the deposition of ternary Ni-P-W isas follows [23]
Ni2+ + 2eminus = Ni (2)
WO4
2minus+ 6eminus + 4H
2O =W + 8OHminus (3)
H2PO2
minus+ 3OHminus = HPO
3
2minus+ 2H2O + 2eminus (4)
H2PO2
minus+ 2H+ + eminus = P + 2H
2O (5)
23 Choice of Design Factors The design factors or inputparameters are the experimental parameters which are variedwithin a specific range to obtain a desired result of theresponse variables (output parameters) Basically the aimis to obtain an optimum combination of design factorsfor the best possible value of response variables (outputparameters) There are a large number of factors that can beconsidered for controlling the tribological behaviour of Ni-P-W coatings However review of the literature shows that thefollowing three parameters are the most widespread amongstthe researchers to control the tribological performance ofcoatings load (A) speed (B) and time (C) These threefactors are considered as main design factors along withtheir interactions in the present study Table 2 shows thedesign factors along with their levelsThree levels are selectedto observe the nonlinear effect of responses due to thevariation of parameters The middle level of each parameteris considered as initial condition With reference to thiscombination of parameters this experimental investigationaims to find out the optimum combination of parametersfor better tribological behavior The levels and ranges ofthe design factors are so selected considering the smallerthickness of the coatings (around 35120583m)Otherwise throughcoating wear may occur For the present study the responsevariables are coefficient of friction and wear depth
24 Planning of Experiment Thestudy tries to utilize Taguchimethod [24] to find the best possible combination of processparameters that can achieve the desired performance oftribological behavior ofNi-P-WcoatingsThe process param-eters that influence the quality characteristics of tribologicalbehavior are selected on the basis of literature review Thequality characteristics that need to be improved includeminimization of wear depth as well as coefficient of frictionBoth quality characteristics possess the smaller the betterproperty The study considers three equally spaced levels foreach design factor to estimate the impact of noise factorsAccording to the number of design factors and their levelsand also considering the effect of individual factors as wellas the interactions a L
27(33) orthogonal array is selected to
proceedwith the experimentsThe L27orthogonal array (OA)
is shown in Table 3 Here each column represents a specificfactor each row represents an experimental run and the cellvalues indicate the factor settings for the run Three factorseach containing 3 levels can combine in 27 possible ways suchas (1 1 1) (1 1 2) (1 1 3) (1 2 1) (1 2 2) and (1 2 3)When three columns of an array form these combinations thesame number of times the columns are said to be balanced ororthogonalThus all the columns of this array are orthogonalto each other As this study includes three levels so for thethree individual factors the total degree of freedom is 6 ((3 minus1) times 3 = 6) and for the three two way interactions the totaldegree of freedom is 12 ((3 minus 1) times (3 minus 1) times 3 = 12) So thetotal degree of freedom considering the individual factors aswell as their interactions is 18 So in the present investigationan L27OA which has 27 rows corresponding to the number
of tests (26 degrees of freedom) with 13 columns at threelevels is chosen As per the requirements of the L
27OA the
1st column is assigned to the load (A) the second column is
4 Journal of Coatings
Table 1 Electroless bath composition and operating condition
Bath constituents Values Operating condition ValuesNickel sulphate (gL) 20 pH 7-8Sodium hypophosphite (gL) 20Sodium citrate (gL) 35 Temperature 90 plusmn 2∘CAmmonium sulphate (gL) 30 Duration of coating 3 hLactic acid (gL) 5Sodium tungstate (gL) 15 Bath volume (mL) 200
Table 2 Design factors and their levels
Design factors Unit Levels1 2 3
Load (119860) N 50 75a 100Speed (119861) RPM 60 70a 80Time (119862) min 5 10a 15aInitial condition
Table 3 L27 Orthogonal array with design factors and interactions
Trial no Column numbers1 (119860) 2 (119861) 3 (119860 times 119861) 4 (119860 times 119861) 5 (119862) 6 (119860 times 119862) 7 (119860 times 119862) 8 (119861 times 119862) 9 (mdash) 10 (mdash) 11 (119861 times 119862) 12 (mdash) 13 (mdash)
1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 2 2 2 2 2 2 2 2 23 1 1 1 1 3 3 3 3 3 3 3 3 34 1 2 2 2 1 1 1 2 2 2 3 3 35 1 2 2 2 2 2 2 3 3 3 1 1 16 1 2 2 2 3 3 3 1 1 1 2 2 27 1 3 3 3 1 1 1 3 3 3 2 2 28 1 3 3 3 2 2 2 1 1 1 3 3 39 1 3 3 3 3 3 3 2 2 2 1 1 110 2 1 2 3 1 2 3 1 2 3 1 2 311 2 1 2 3 2 3 1 2 3 1 2 3 112 2 1 2 3 3 1 2 3 1 2 3 1 213 2 2 3 1 1 2 3 2 3 1 3 1 214 2 2 3 1 2 3 1 3 1 2 1 2 315 2 2 3 1 3 1 2 1 2 3 2 3 116 2 3 1 2 1 2 3 3 1 2 2 3 117 2 3 1 2 2 3 1 1 2 3 3 1 218 2 3 1 2 3 1 2 2 3 1 1 2 319 3 1 3 2 1 3 2 1 3 2 1 3 220 3 1 3 2 2 1 3 2 1 3 2 1 321 3 1 3 2 3 2 1 3 2 1 3 2 122 3 2 1 3 1 3 2 2 1 3 3 2 123 3 2 1 3 2 1 3 3 2 1 1 3 224 3 2 1 3 3 2 1 1 3 2 2 1 325 3 3 2 1 1 3 2 3 2 1 2 1 326 3 3 2 1 2 1 3 1 3 2 3 2 127 3 3 2 1 3 2 1 2 1 3 1 3 2
assigned to speed (B) the fifth column is assigned to time(C) and six columns are assigned to the two-way interactionsof the first three factors while the remaining three columnsare for error terms In the present experimentation eachtest is repeated three times Two quality characteristics weremeasured by a multitribotester machine and then integratedby the grey relational analysis [25] with considerations of
correlation and weighting The optimal process parametersare determined by the response table and response graph ofthe grey relational grade Figure 1 shows the flowchart of theexperiment design The optimal combinations of the processparameters attained by the data analysis can be used to predictthe optimal grey relational grade and the correspondingconfidence interval The predicted grey relational grade of
Journal of Coatings 5
Problem definition
Factor assignment
Response
Grey relational grade
Data analysis
Response table
Response graph
ANOVA
Optimizationprediction
Confirmation test
Orthogonal array
Experiment design
Experimental data collection
Contribution ()
F-ratio value
Figure 1 Flowchart of design of experiment
individual quality characteristic served as the criterion forcomparison with the confirmation experimentThe final stepof the experiment design is to verify the improvement of thequality characteristics using the optimal parameters obtainedby the grey relational analysis
25 Tribological Testing Wear depth and friction coefficientof heat-treated Ni-P-W coated specimens are measuredusing a multitribotester with block on roller configuration(DUCOM TR-25) under nonlubricated condition at anambient temperature of about 25∘C and relative humidityof about 85 The Ni-P-W coated specimens serve as testspecimens which are held horizontally against a rotatingroller of 50mm diameter times 20mm thickness The schematicdiagram of the tribotester apparatus is described elsewhere[26] The photograph of the arrangement of the specimenagainst roller is given in Figure 2 The steel roller is coated
Sample holder
Sample
Roller
Figure 2 Photograph of the arrangement of the specimen againstroller
with titanium nitride of hardness 85 HRc which is higherthan the hardness of the Ni-P-W coated specimen (42HRc)in order to ensure that the wear will take place only in thetest specimens Weights are placed on the loading platformwhich is attached at one end of a 1 5 ratio loading lever sothat the actual applied load at the contact becomes 5 timesthe weight placed on the loading pan The loading lever ispivoted near the normal load sensor and carries a counterweight at one end while at the other end the loading panis suspended for placing the dead weights The frictionalforce is measured by a frictional force sensor that uses abeam type load cell of 1000 N capacity Wear is measuredin terms of displacement with the help of linear voltageresistance transducer It is worth noting that in general wearis measured in terms of wear volume or mass loss But inthe present case wear is expressed in terms of displacementor wear depth Hence to ensure that the wear measurementsare accurate the displacement results for wear are comparedwith the weight loss of the specimens and almost linearrelationship is observed between the two for the range oftest parameters considered in the present study The speedof the roller and the duration of tests can be controlled viaa computer attached to the tribotester The values of thetribological test parameters for friction and wear tests areshown in Table 2 The experimental results for coefficient offriction and wear depth are shown in Table 4
26 Structural Aspects and Composition Study The charac-terization of the coating is essential to make sure that thecoating is properly developed In the present study surfacemorphology of the coating is observed through scanningelectron microscope (SEM) (FEI Quanta 200) in order toanalyse the microstructure of the heat-treated deposits SEMis also done after the wear testing to see the pattern of thesliding tracks in order to predict thewearmechanism Energydispersive X-ray analysis (EDAX Corporation) is performedto determine the composition of the coating in terms ofthe weight percentages of nickel phosphorous and tungstenThe different precipitated phases of heat-treated specimen are
6 Journal of Coatings
Table 4 Experimental values of coefficient of friction and weardepth
Exp no COF Wear (120583m)1 04785 629822 046276 715453 048203 80554 039932 72585 044238 804966 044215 906927 052605 141648 054982 1676089 055751 22072610 052421 10310611 055811 1178912 053767 14680613 048066 6965414 051542 1111415 056446 15408616 040976 14824217 045888 17821218 044027 20054819 040823 19934220 046926 24241421 050418 24803422 047685 11695223 051858 14660824 047967 16521425 042368 16782826 052806 20460827 046618 247724
identified with the help of X-ray diffraction (XRD) analysis(Rigaku Ultima III)
3 Result and Discussion
As discussed earlier wear depth and friction coefficient of 27heat-treated Ni-P-W coated specimens are measured usinga multitribotester and the experimental values are shown inTable 4 The variation of coefficient of friction with slidingtime can be better understood from Figure 3 It is observedthat at the initial stage coefficient of friction increases rapidlythen for the rest of the time it remains more or less constantNow to combine the effect of both responses that is weardepth and friction coefficient the grey relational analysis isperformed The following methodology is used to obtain thegrey relational grade
31 Normalizing the Responses Thenormalization procedureinvolves the aim of the experiment whether the responsevariables are to be minimized or maximized Here both weardepth and coefficient of friction (COF) are to be minimized
1000
0900
0800
0700
0600
0500
0400
0300
0200
0100
0000
Coe
ffici
ent o
f fric
tion
Time (s) Reset graph
00
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
6000
7000
8000
5500
6500
7500
8500
9000
Figure 3 Variation of coefficient of friction with sliding time
so the following lower the better formula is used to normalizeboth responses
119909119894(119896) =
max119910119894(119896) minus 119910
119894(119896)
max119910119894(119896) minusmin119910
119894(119896) (6)
where 119909119894(119896) is the normalized value min 119910
119894(119896) is the smallest
value of119910119894(119896) for the kth response andmax119910
119894(119896) is the largest
value of 119910119894(119896) for the kth response with 119896 being 1 (COF) and
2 (wear depth) Larger normalized results correspond to thebetter performance and the best normalized result should beequal to 1
32 Grey Relational Coefficients Grey relational coefficientsare calculated to express the relationship between the ideal(best = 1) and the actual experimental results From thenormalized values the grey relational coefficient is calculatedusing the following equation
120585119894(119896) =Δmin + 119903ΔmaxΔ0119894(119896) + 119903Δmax
(7)
where Δ0119894= 1199090(119896) minus 119909
119894(119896) is the difference of the absolute
value between x0(k) and xi(k) and Δmin and Δmax arerespectively the minimum and maximum values of theabsolute differences (Δ
0119894) of all comparing sequences Here
r is the distinguishing coefficient which is used to adjustthe difference of the relational coefficient usually 119903 isin 0 1[25]The distinguishing coefficient weakens the effect ofΔmaxwhen it gets too big enlarging the different significanceof the relational coefficient The suggested value of thedistinguishing coefficient 119903 is 05 due to themoderate distin-guishing effects and good stability of outcomesTherefore 119903 isadopted as 05 for further analysis in the present case All thenormalized values and grey relational coefficients are shownin Table 5
33 Generation of Grey Relational Grade and Ordering Theoverall multiple response characteristics evaluation is basedon grey relational grade which is calculated from the dataobtained in the previous step using the following equation
120574119894=1
119899
119899
sum
119896=119894
120585119894(119896) (8)
Journal of Coatings 7
Table 5 Grey relational analysis for friction coefficient and wear depth
Exp no Normalized Data ΔValues Grey relational coefficientCof Wear Cof Wear Cof Wear
1 0521 1000 0479 0000 0510 10002 0616 0954 0384 0046 0566 09153 0499 0905 0501 0095 0500 08404 1000 0948 0000 0052 1000 09065 0739 0905 0261 0095 0657 08416 0741 0850 0259 0150 0658 07707 0233 0575 0767 0425 0395 05418 0089 0435 0911 0565 0354 04699 0042 0148 0958 0852 0343 037010 0244 0783 0756 0217 0398 069811 0038 0703 0962 0297 0342 062812 0162 0547 0838 0453 0374 052513 0507 0964 0493 0036 0504 093314 0297 0740 0703 0260 0416 065815 0000 0508 1000 0492 0333 050416 0937 0539 0063 0461 0888 052017 0639 0377 0361 0623 0581 044518 0752 0257 0248 0743 0668 040219 0946 0263 0054 0737 0903 040420 0576 0030 0424 0970 0541 034021 0365 0000 0635 1000 0441 033322 0531 0708 0469 0292 0516 063223 0278 0548 0722 0452 0409 052524 0513 0448 0487 0552 0507 047525 0852 0433 0148 0567 0772 046926 0220 0235 0780 0765 0391 039527 0595 0002 0405 0998 0553 0334
where 119899 is the number of process responses Finally thegrades are considered for the optimization of multi-responseparameter design problemThe value of grey relational gradeis shown in Table 6
34 Analysis of Grey Relational Grade The grey relationalgrade serves as the overall performance index Thus thehigher value of grey relational grade indicates better per-formance Now to find out the effect of each level of eachindividual factor on the grey relational grade a responsetable of grey relational grade is generated which is shownin Table 7 This is possible because the experimental designis orthogonal and the effect of each design parameter atdifferent levels is separable For example the mean of greyrelational grade for design factor A at level 1 can be calculatedby taking the average of the grey relational grade for theexperiments 1ndash9 because for the first 9 experiments in the
OA each row of the column assigned to A contains level 1Themean of the grey relational grade for each level of each ofthe design parameters can be computed in a similar mannerIn addition the total mean of the grey relational grade ofthe twenty-seven experiments is also calculated as shown inTable 7 The response table also contains ranks based on thedelta values The delta value is calculated by subtracting thelowest value from the largest from among the values in eachcolumn Basically a design factor with a large difference inthe grey relational grade from one factor setting to anotherindicates that the factor or design parameter is a significantcontributor to the achievement of the performance charac-teristic From the response table it is found that the sequenceof significance of the design parameters is time load andspeed respectively in controlling the friction and wearcharacteristics of Ni-P-W coatings The main effect plot andinteraction plots are shown in Figures 4 and 5 respectivelyThe main effect plot gives a rough idea about the relative
8 Journal of Coatings
Table 6 Grey relational grade and its order
Sl no Grey relational grade Order1 075524 22 074040 43 067000 84 095301 15 074904 36 071399 67 046751 188 041179 249 035633 2710 054776 1211 048484 1712 044921 2013 071825 514 053665 1315 041860 2316 070409 717 051315 1518 053530 1419 065342 920 044081 2221 038694 2622 057367 1123 046718 1924 049095 1625 062049 1026 039295 2527 044314 21
Table 7 Response table for grey relational grade
Level Load Speed Time1 06464 05698 066592 05453 06246 052633 04966 04939 04961Delta 01498 01307 01699Rank 2 3 1Total mean grey relational grade = 0562767
significance of the parameters on the system response If theplot for a particular parameter has the highest inclinationthen that parameter has the maximum significance whereasthe plot which is near horizontal has no significance So fromFigure 4 it is clear that time (C) and load (A) have the mostsignificant effect on the tribological behaviour of Ni-P-Wcoating whereas speed (B) has little significance The plotalso shows that with the increase of load and time separately
the grey relational grades decrease and hence coefficientof friction and wear rate increase Thus at lower levels ofload and time coefficient of friction and wear characteristicsof heat-treated Ni-P-W coating show better result Thisobservation is in good agreement with earlier studies [11 12]But with the increase of speed from level 1 to level 2 thegrey relational grade increases and reaches the maximumvalue at level 2 then it decreases to level 3 It means that thetribological characteristics that is coefficient of friction andwear characteristics show a better result at middle level ofspeed within the range of speeds considered in the presentinvestigation But the most interesting observation is thebehavior of tribological characteristics when two factors arevarying simultaneously This can be understood from theinteraction plots The influence of interaction between twoparameters is determined on the basis of intersection of linesin the interaction plots From Figure 5 it can be observedthat the interaction between load (A) and speed (B) has themost significant influence on the tribological characteristicsThe main effect plot also gives the optimal combination ofdesign parameters forminimum friction and wearThe largerthe grey relation grade is the closer the product quality willbe to the ideal value Hence the optimal combination ofparameters is found to be A1B2C1
35 Analysis of Variance (ANOVA) The significance of anyparameter is dependent on the variance ratio The varianceratio is commonly called the F-statistics which may bedefined as the variance of the factor divided by the errorvariance The variance of each factor is determined by thesum of the square of each trial sum result involving the factordivided by the degrees of freedom of the factor The analysisof variance [27] is performed using MINITAB [28] softwareThe tables for various significance levels and different degreesof freedom are available inmost handbooks of statistics If thecalculated F-value is larger than the tabulated F-value thenthe factor is considered as a significant factor The ANOVAresults shown in Table 8 revealed that all the individualdesign factors have the significant influence and among theinteractions load versus speed has significant influence incontrolling the tribological properties The ANOVA tablealso shows the percentage contribution of the individualfactors and their interactions in controlling the tribologicalbehaviour of Ni-P-W coating
36 Microstructure Analysis Figure 6 shows the SEMmicro-graph of Ni-P-W coatings heat-treated at 400∘C It is clearthat the heat-treated coating consists of large globuleswithoutany porosity andmainly coarse grained structure is observedFigure 7 shows the SEM micrograph of worn surfaces Fromthe images it is clear that the load is taken by some ofthe peak globules where the other peaks remain intact Thewear mechanism is generally mild adhesive in nature becauseno plowing effect or abrasive particle is observed on theworn surface Material removal in patches is noticed in SEMimagesMoreover the amount of weight loss of the specimensdue to wear corroborates the mild adhesive wear to bepredominant Figure 8 shows the EDX spectra of the coated
Journal of Coatings 9
L3L2L1
065
060
055
050
Load
Main effects plot for meansG
rey
rela
tiona
l gra
de
(a)
Gre
y re
latio
nal g
rade
S3S2S1
Speed
Main effects plot for means
065
060
055
050
(b)
T3T2T1
065
060
055
050
Time
Main effects plot for means
Gre
y re
latio
nal g
rade
(c)
Figure 4 Main effect plot of mean grey relational grade
surface Tungsten content in terms of weight percentages isfound to be in the range of 5ndash6 and phosphorus content isin the range of 8ndash10 while the remaining is mostly nickelFigure 9 shows the XRD plot of the coatings at heat-treatedcondition From the figure it is seen that the heat-treatedcoating has broad crystalline peak and produced crystallinephases The major crystalline peaks are Ni-W and Ni
3P
4 Validation Study
Once the optimal level of design parameters has been foundout the final step is to verify the improvement of theperformance characteristic using the optimal level of theprocess parameters The estimated grey relational grade 120578using the optimal level of the process parameters can becalculated as
120578 = 120578119898+
119900
sum
119894=1
(120578119894minus 120578119898) (9)
where 120578119898is the totalmean grey relational grade 120578i is themean
grey relational grade at the optimal process parameter leveland 119900 is the number of the main design process parametersthat significantly affect the tribological characteristics of Ni-P-W coating Table 9 shows the comparison of the estimatedgrey relational grade with the actual grey relational gradeusing the optimal parameters The improvement of greyrelational grade from initial to optimal condition is 0416358which is about 78 of the mean grey relational grade and itis a significant improvement
5 Conclusion
Ni-P-W coatings are developed on mild steel substrates byelectroless deposition and tested for friction and wear behav-ior in a multitribotester using block on roller configurationunder dry conditions The design parameters (load speedand time) are optimized in order to minimize friction andwear of the coatings Grey relational analysis is successfully
10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

4 Journal of Coatings
Table 1 Electroless bath composition and operating condition
Bath constituents Values Operating condition ValuesNickel sulphate (gL) 20 pH 7-8Sodium hypophosphite (gL) 20Sodium citrate (gL) 35 Temperature 90 plusmn 2∘CAmmonium sulphate (gL) 30 Duration of coating 3 hLactic acid (gL) 5Sodium tungstate (gL) 15 Bath volume (mL) 200
Table 2 Design factors and their levels
Design factors Unit Levels1 2 3
Load (119860) N 50 75a 100Speed (119861) RPM 60 70a 80Time (119862) min 5 10a 15aInitial condition
Table 3 L27 Orthogonal array with design factors and interactions
Trial no Column numbers1 (119860) 2 (119861) 3 (119860 times 119861) 4 (119860 times 119861) 5 (119862) 6 (119860 times 119862) 7 (119860 times 119862) 8 (119861 times 119862) 9 (mdash) 10 (mdash) 11 (119861 times 119862) 12 (mdash) 13 (mdash)
1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 2 2 2 2 2 2 2 2 23 1 1 1 1 3 3 3 3 3 3 3 3 34 1 2 2 2 1 1 1 2 2 2 3 3 35 1 2 2 2 2 2 2 3 3 3 1 1 16 1 2 2 2 3 3 3 1 1 1 2 2 27 1 3 3 3 1 1 1 3 3 3 2 2 28 1 3 3 3 2 2 2 1 1 1 3 3 39 1 3 3 3 3 3 3 2 2 2 1 1 110 2 1 2 3 1 2 3 1 2 3 1 2 311 2 1 2 3 2 3 1 2 3 1 2 3 112 2 1 2 3 3 1 2 3 1 2 3 1 213 2 2 3 1 1 2 3 2 3 1 3 1 214 2 2 3 1 2 3 1 3 1 2 1 2 315 2 2 3 1 3 1 2 1 2 3 2 3 116 2 3 1 2 1 2 3 3 1 2 2 3 117 2 3 1 2 2 3 1 1 2 3 3 1 218 2 3 1 2 3 1 2 2 3 1 1 2 319 3 1 3 2 1 3 2 1 3 2 1 3 220 3 1 3 2 2 1 3 2 1 3 2 1 321 3 1 3 2 3 2 1 3 2 1 3 2 122 3 2 1 3 1 3 2 2 1 3 3 2 123 3 2 1 3 2 1 3 3 2 1 1 3 224 3 2 1 3 3 2 1 1 3 2 2 1 325 3 3 2 1 1 3 2 3 2 1 2 1 326 3 3 2 1 2 1 3 1 3 2 3 2 127 3 3 2 1 3 2 1 2 1 3 1 3 2
assigned to speed (B) the fifth column is assigned to time(C) and six columns are assigned to the two-way interactionsof the first three factors while the remaining three columnsare for error terms In the present experimentation eachtest is repeated three times Two quality characteristics weremeasured by a multitribotester machine and then integratedby the grey relational analysis [25] with considerations of
correlation and weighting The optimal process parametersare determined by the response table and response graph ofthe grey relational grade Figure 1 shows the flowchart of theexperiment design The optimal combinations of the processparameters attained by the data analysis can be used to predictthe optimal grey relational grade and the correspondingconfidence interval The predicted grey relational grade of
Journal of Coatings 5
Problem definition
Factor assignment
Response
Grey relational grade
Data analysis
Response table
Response graph
ANOVA
Optimizationprediction
Confirmation test
Orthogonal array
Experiment design
Experimental data collection
Contribution ()
F-ratio value
Figure 1 Flowchart of design of experiment
individual quality characteristic served as the criterion forcomparison with the confirmation experimentThe final stepof the experiment design is to verify the improvement of thequality characteristics using the optimal parameters obtainedby the grey relational analysis
25 Tribological Testing Wear depth and friction coefficientof heat-treated Ni-P-W coated specimens are measuredusing a multitribotester with block on roller configuration(DUCOM TR-25) under nonlubricated condition at anambient temperature of about 25∘C and relative humidityof about 85 The Ni-P-W coated specimens serve as testspecimens which are held horizontally against a rotatingroller of 50mm diameter times 20mm thickness The schematicdiagram of the tribotester apparatus is described elsewhere[26] The photograph of the arrangement of the specimenagainst roller is given in Figure 2 The steel roller is coated
Sample holder
Sample
Roller
Figure 2 Photograph of the arrangement of the specimen againstroller
with titanium nitride of hardness 85 HRc which is higherthan the hardness of the Ni-P-W coated specimen (42HRc)in order to ensure that the wear will take place only in thetest specimens Weights are placed on the loading platformwhich is attached at one end of a 1 5 ratio loading lever sothat the actual applied load at the contact becomes 5 timesthe weight placed on the loading pan The loading lever ispivoted near the normal load sensor and carries a counterweight at one end while at the other end the loading panis suspended for placing the dead weights The frictionalforce is measured by a frictional force sensor that uses abeam type load cell of 1000 N capacity Wear is measuredin terms of displacement with the help of linear voltageresistance transducer It is worth noting that in general wearis measured in terms of wear volume or mass loss But inthe present case wear is expressed in terms of displacementor wear depth Hence to ensure that the wear measurementsare accurate the displacement results for wear are comparedwith the weight loss of the specimens and almost linearrelationship is observed between the two for the range oftest parameters considered in the present study The speedof the roller and the duration of tests can be controlled viaa computer attached to the tribotester The values of thetribological test parameters for friction and wear tests areshown in Table 2 The experimental results for coefficient offriction and wear depth are shown in Table 4
26 Structural Aspects and Composition Study The charac-terization of the coating is essential to make sure that thecoating is properly developed In the present study surfacemorphology of the coating is observed through scanningelectron microscope (SEM) (FEI Quanta 200) in order toanalyse the microstructure of the heat-treated deposits SEMis also done after the wear testing to see the pattern of thesliding tracks in order to predict thewearmechanism Energydispersive X-ray analysis (EDAX Corporation) is performedto determine the composition of the coating in terms ofthe weight percentages of nickel phosphorous and tungstenThe different precipitated phases of heat-treated specimen are
6 Journal of Coatings
Table 4 Experimental values of coefficient of friction and weardepth
Exp no COF Wear (120583m)1 04785 629822 046276 715453 048203 80554 039932 72585 044238 804966 044215 906927 052605 141648 054982 1676089 055751 22072610 052421 10310611 055811 1178912 053767 14680613 048066 6965414 051542 1111415 056446 15408616 040976 14824217 045888 17821218 044027 20054819 040823 19934220 046926 24241421 050418 24803422 047685 11695223 051858 14660824 047967 16521425 042368 16782826 052806 20460827 046618 247724
identified with the help of X-ray diffraction (XRD) analysis(Rigaku Ultima III)
3 Result and Discussion
As discussed earlier wear depth and friction coefficient of 27heat-treated Ni-P-W coated specimens are measured usinga multitribotester and the experimental values are shown inTable 4 The variation of coefficient of friction with slidingtime can be better understood from Figure 3 It is observedthat at the initial stage coefficient of friction increases rapidlythen for the rest of the time it remains more or less constantNow to combine the effect of both responses that is weardepth and friction coefficient the grey relational analysis isperformed The following methodology is used to obtain thegrey relational grade
31 Normalizing the Responses Thenormalization procedureinvolves the aim of the experiment whether the responsevariables are to be minimized or maximized Here both weardepth and coefficient of friction (COF) are to be minimized
1000
0900
0800
0700
0600
0500
0400
0300
0200
0100
0000
Coe
ffici
ent o
f fric
tion
Time (s) Reset graph
00
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
6000
7000
8000
5500
6500
7500
8500
9000
Figure 3 Variation of coefficient of friction with sliding time
so the following lower the better formula is used to normalizeboth responses
119909119894(119896) =
max119910119894(119896) minus 119910
119894(119896)
max119910119894(119896) minusmin119910
119894(119896) (6)
where 119909119894(119896) is the normalized value min 119910
119894(119896) is the smallest
value of119910119894(119896) for the kth response andmax119910
119894(119896) is the largest
value of 119910119894(119896) for the kth response with 119896 being 1 (COF) and
2 (wear depth) Larger normalized results correspond to thebetter performance and the best normalized result should beequal to 1
32 Grey Relational Coefficients Grey relational coefficientsare calculated to express the relationship between the ideal(best = 1) and the actual experimental results From thenormalized values the grey relational coefficient is calculatedusing the following equation
120585119894(119896) =Δmin + 119903ΔmaxΔ0119894(119896) + 119903Δmax
(7)
where Δ0119894= 1199090(119896) minus 119909
119894(119896) is the difference of the absolute
value between x0(k) and xi(k) and Δmin and Δmax arerespectively the minimum and maximum values of theabsolute differences (Δ
0119894) of all comparing sequences Here
r is the distinguishing coefficient which is used to adjustthe difference of the relational coefficient usually 119903 isin 0 1[25]The distinguishing coefficient weakens the effect ofΔmaxwhen it gets too big enlarging the different significanceof the relational coefficient The suggested value of thedistinguishing coefficient 119903 is 05 due to themoderate distin-guishing effects and good stability of outcomesTherefore 119903 isadopted as 05 for further analysis in the present case All thenormalized values and grey relational coefficients are shownin Table 5
33 Generation of Grey Relational Grade and Ordering Theoverall multiple response characteristics evaluation is basedon grey relational grade which is calculated from the dataobtained in the previous step using the following equation
120574119894=1
119899
119899
sum
119896=119894
120585119894(119896) (8)
Journal of Coatings 7
Table 5 Grey relational analysis for friction coefficient and wear depth
Exp no Normalized Data ΔValues Grey relational coefficientCof Wear Cof Wear Cof Wear
1 0521 1000 0479 0000 0510 10002 0616 0954 0384 0046 0566 09153 0499 0905 0501 0095 0500 08404 1000 0948 0000 0052 1000 09065 0739 0905 0261 0095 0657 08416 0741 0850 0259 0150 0658 07707 0233 0575 0767 0425 0395 05418 0089 0435 0911 0565 0354 04699 0042 0148 0958 0852 0343 037010 0244 0783 0756 0217 0398 069811 0038 0703 0962 0297 0342 062812 0162 0547 0838 0453 0374 052513 0507 0964 0493 0036 0504 093314 0297 0740 0703 0260 0416 065815 0000 0508 1000 0492 0333 050416 0937 0539 0063 0461 0888 052017 0639 0377 0361 0623 0581 044518 0752 0257 0248 0743 0668 040219 0946 0263 0054 0737 0903 040420 0576 0030 0424 0970 0541 034021 0365 0000 0635 1000 0441 033322 0531 0708 0469 0292 0516 063223 0278 0548 0722 0452 0409 052524 0513 0448 0487 0552 0507 047525 0852 0433 0148 0567 0772 046926 0220 0235 0780 0765 0391 039527 0595 0002 0405 0998 0553 0334
where 119899 is the number of process responses Finally thegrades are considered for the optimization of multi-responseparameter design problemThe value of grey relational gradeis shown in Table 6
34 Analysis of Grey Relational Grade The grey relationalgrade serves as the overall performance index Thus thehigher value of grey relational grade indicates better per-formance Now to find out the effect of each level of eachindividual factor on the grey relational grade a responsetable of grey relational grade is generated which is shownin Table 7 This is possible because the experimental designis orthogonal and the effect of each design parameter atdifferent levels is separable For example the mean of greyrelational grade for design factor A at level 1 can be calculatedby taking the average of the grey relational grade for theexperiments 1ndash9 because for the first 9 experiments in the
OA each row of the column assigned to A contains level 1Themean of the grey relational grade for each level of each ofthe design parameters can be computed in a similar mannerIn addition the total mean of the grey relational grade ofthe twenty-seven experiments is also calculated as shown inTable 7 The response table also contains ranks based on thedelta values The delta value is calculated by subtracting thelowest value from the largest from among the values in eachcolumn Basically a design factor with a large difference inthe grey relational grade from one factor setting to anotherindicates that the factor or design parameter is a significantcontributor to the achievement of the performance charac-teristic From the response table it is found that the sequenceof significance of the design parameters is time load andspeed respectively in controlling the friction and wearcharacteristics of Ni-P-W coatings The main effect plot andinteraction plots are shown in Figures 4 and 5 respectivelyThe main effect plot gives a rough idea about the relative
8 Journal of Coatings
Table 6 Grey relational grade and its order
Sl no Grey relational grade Order1 075524 22 074040 43 067000 84 095301 15 074904 36 071399 67 046751 188 041179 249 035633 2710 054776 1211 048484 1712 044921 2013 071825 514 053665 1315 041860 2316 070409 717 051315 1518 053530 1419 065342 920 044081 2221 038694 2622 057367 1123 046718 1924 049095 1625 062049 1026 039295 2527 044314 21
Table 7 Response table for grey relational grade
Level Load Speed Time1 06464 05698 066592 05453 06246 052633 04966 04939 04961Delta 01498 01307 01699Rank 2 3 1Total mean grey relational grade = 0562767
significance of the parameters on the system response If theplot for a particular parameter has the highest inclinationthen that parameter has the maximum significance whereasthe plot which is near horizontal has no significance So fromFigure 4 it is clear that time (C) and load (A) have the mostsignificant effect on the tribological behaviour of Ni-P-Wcoating whereas speed (B) has little significance The plotalso shows that with the increase of load and time separately
the grey relational grades decrease and hence coefficientof friction and wear rate increase Thus at lower levels ofload and time coefficient of friction and wear characteristicsof heat-treated Ni-P-W coating show better result Thisobservation is in good agreement with earlier studies [11 12]But with the increase of speed from level 1 to level 2 thegrey relational grade increases and reaches the maximumvalue at level 2 then it decreases to level 3 It means that thetribological characteristics that is coefficient of friction andwear characteristics show a better result at middle level ofspeed within the range of speeds considered in the presentinvestigation But the most interesting observation is thebehavior of tribological characteristics when two factors arevarying simultaneously This can be understood from theinteraction plots The influence of interaction between twoparameters is determined on the basis of intersection of linesin the interaction plots From Figure 5 it can be observedthat the interaction between load (A) and speed (B) has themost significant influence on the tribological characteristicsThe main effect plot also gives the optimal combination ofdesign parameters forminimum friction and wearThe largerthe grey relation grade is the closer the product quality willbe to the ideal value Hence the optimal combination ofparameters is found to be A1B2C1
35 Analysis of Variance (ANOVA) The significance of anyparameter is dependent on the variance ratio The varianceratio is commonly called the F-statistics which may bedefined as the variance of the factor divided by the errorvariance The variance of each factor is determined by thesum of the square of each trial sum result involving the factordivided by the degrees of freedom of the factor The analysisof variance [27] is performed using MINITAB [28] softwareThe tables for various significance levels and different degreesof freedom are available inmost handbooks of statistics If thecalculated F-value is larger than the tabulated F-value thenthe factor is considered as a significant factor The ANOVAresults shown in Table 8 revealed that all the individualdesign factors have the significant influence and among theinteractions load versus speed has significant influence incontrolling the tribological properties The ANOVA tablealso shows the percentage contribution of the individualfactors and their interactions in controlling the tribologicalbehaviour of Ni-P-W coating
36 Microstructure Analysis Figure 6 shows the SEMmicro-graph of Ni-P-W coatings heat-treated at 400∘C It is clearthat the heat-treated coating consists of large globuleswithoutany porosity andmainly coarse grained structure is observedFigure 7 shows the SEM micrograph of worn surfaces Fromthe images it is clear that the load is taken by some ofthe peak globules where the other peaks remain intact Thewear mechanism is generally mild adhesive in nature becauseno plowing effect or abrasive particle is observed on theworn surface Material removal in patches is noticed in SEMimagesMoreover the amount of weight loss of the specimensdue to wear corroborates the mild adhesive wear to bepredominant Figure 8 shows the EDX spectra of the coated
Journal of Coatings 9
L3L2L1
065
060
055
050
Load
Main effects plot for meansG
rey
rela
tiona
l gra
de
(a)
Gre
y re
latio
nal g
rade
S3S2S1
Speed
Main effects plot for means
065
060
055
050
(b)
T3T2T1
065
060
055
050
Time
Main effects plot for means
Gre
y re
latio
nal g
rade
(c)
Figure 4 Main effect plot of mean grey relational grade
surface Tungsten content in terms of weight percentages isfound to be in the range of 5ndash6 and phosphorus content isin the range of 8ndash10 while the remaining is mostly nickelFigure 9 shows the XRD plot of the coatings at heat-treatedcondition From the figure it is seen that the heat-treatedcoating has broad crystalline peak and produced crystallinephases The major crystalline peaks are Ni-W and Ni
3P
4 Validation Study
Once the optimal level of design parameters has been foundout the final step is to verify the improvement of theperformance characteristic using the optimal level of theprocess parameters The estimated grey relational grade 120578using the optimal level of the process parameters can becalculated as
120578 = 120578119898+
119900
sum
119894=1
(120578119894minus 120578119898) (9)
where 120578119898is the totalmean grey relational grade 120578i is themean
grey relational grade at the optimal process parameter leveland 119900 is the number of the main design process parametersthat significantly affect the tribological characteristics of Ni-P-W coating Table 9 shows the comparison of the estimatedgrey relational grade with the actual grey relational gradeusing the optimal parameters The improvement of greyrelational grade from initial to optimal condition is 0416358which is about 78 of the mean grey relational grade and itis a significant improvement
5 Conclusion
Ni-P-W coatings are developed on mild steel substrates byelectroless deposition and tested for friction and wear behav-ior in a multitribotester using block on roller configurationunder dry conditions The design parameters (load speedand time) are optimized in order to minimize friction andwear of the coatings Grey relational analysis is successfully
10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

Journal of Coatings 5
Problem definition
Factor assignment
Response
Grey relational grade
Data analysis
Response table
Response graph
ANOVA
Optimizationprediction
Confirmation test
Orthogonal array
Experiment design
Experimental data collection
Contribution ()
F-ratio value
Figure 1 Flowchart of design of experiment
individual quality characteristic served as the criterion forcomparison with the confirmation experimentThe final stepof the experiment design is to verify the improvement of thequality characteristics using the optimal parameters obtainedby the grey relational analysis
25 Tribological Testing Wear depth and friction coefficientof heat-treated Ni-P-W coated specimens are measuredusing a multitribotester with block on roller configuration(DUCOM TR-25) under nonlubricated condition at anambient temperature of about 25∘C and relative humidityof about 85 The Ni-P-W coated specimens serve as testspecimens which are held horizontally against a rotatingroller of 50mm diameter times 20mm thickness The schematicdiagram of the tribotester apparatus is described elsewhere[26] The photograph of the arrangement of the specimenagainst roller is given in Figure 2 The steel roller is coated
Sample holder
Sample
Roller
Figure 2 Photograph of the arrangement of the specimen againstroller
with titanium nitride of hardness 85 HRc which is higherthan the hardness of the Ni-P-W coated specimen (42HRc)in order to ensure that the wear will take place only in thetest specimens Weights are placed on the loading platformwhich is attached at one end of a 1 5 ratio loading lever sothat the actual applied load at the contact becomes 5 timesthe weight placed on the loading pan The loading lever ispivoted near the normal load sensor and carries a counterweight at one end while at the other end the loading panis suspended for placing the dead weights The frictionalforce is measured by a frictional force sensor that uses abeam type load cell of 1000 N capacity Wear is measuredin terms of displacement with the help of linear voltageresistance transducer It is worth noting that in general wearis measured in terms of wear volume or mass loss But inthe present case wear is expressed in terms of displacementor wear depth Hence to ensure that the wear measurementsare accurate the displacement results for wear are comparedwith the weight loss of the specimens and almost linearrelationship is observed between the two for the range oftest parameters considered in the present study The speedof the roller and the duration of tests can be controlled viaa computer attached to the tribotester The values of thetribological test parameters for friction and wear tests areshown in Table 2 The experimental results for coefficient offriction and wear depth are shown in Table 4
26 Structural Aspects and Composition Study The charac-terization of the coating is essential to make sure that thecoating is properly developed In the present study surfacemorphology of the coating is observed through scanningelectron microscope (SEM) (FEI Quanta 200) in order toanalyse the microstructure of the heat-treated deposits SEMis also done after the wear testing to see the pattern of thesliding tracks in order to predict thewearmechanism Energydispersive X-ray analysis (EDAX Corporation) is performedto determine the composition of the coating in terms ofthe weight percentages of nickel phosphorous and tungstenThe different precipitated phases of heat-treated specimen are
6 Journal of Coatings
Table 4 Experimental values of coefficient of friction and weardepth
Exp no COF Wear (120583m)1 04785 629822 046276 715453 048203 80554 039932 72585 044238 804966 044215 906927 052605 141648 054982 1676089 055751 22072610 052421 10310611 055811 1178912 053767 14680613 048066 6965414 051542 1111415 056446 15408616 040976 14824217 045888 17821218 044027 20054819 040823 19934220 046926 24241421 050418 24803422 047685 11695223 051858 14660824 047967 16521425 042368 16782826 052806 20460827 046618 247724
identified with the help of X-ray diffraction (XRD) analysis(Rigaku Ultima III)
3 Result and Discussion
As discussed earlier wear depth and friction coefficient of 27heat-treated Ni-P-W coated specimens are measured usinga multitribotester and the experimental values are shown inTable 4 The variation of coefficient of friction with slidingtime can be better understood from Figure 3 It is observedthat at the initial stage coefficient of friction increases rapidlythen for the rest of the time it remains more or less constantNow to combine the effect of both responses that is weardepth and friction coefficient the grey relational analysis isperformed The following methodology is used to obtain thegrey relational grade
31 Normalizing the Responses Thenormalization procedureinvolves the aim of the experiment whether the responsevariables are to be minimized or maximized Here both weardepth and coefficient of friction (COF) are to be minimized
1000
0900
0800
0700
0600
0500
0400
0300
0200
0100
0000
Coe
ffici
ent o
f fric
tion
Time (s) Reset graph
00
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
6000
7000
8000
5500
6500
7500
8500
9000
Figure 3 Variation of coefficient of friction with sliding time
so the following lower the better formula is used to normalizeboth responses
119909119894(119896) =
max119910119894(119896) minus 119910
119894(119896)
max119910119894(119896) minusmin119910
119894(119896) (6)
where 119909119894(119896) is the normalized value min 119910
119894(119896) is the smallest
value of119910119894(119896) for the kth response andmax119910
119894(119896) is the largest
value of 119910119894(119896) for the kth response with 119896 being 1 (COF) and
2 (wear depth) Larger normalized results correspond to thebetter performance and the best normalized result should beequal to 1
32 Grey Relational Coefficients Grey relational coefficientsare calculated to express the relationship between the ideal(best = 1) and the actual experimental results From thenormalized values the grey relational coefficient is calculatedusing the following equation
120585119894(119896) =Δmin + 119903ΔmaxΔ0119894(119896) + 119903Δmax
(7)
where Δ0119894= 1199090(119896) minus 119909
119894(119896) is the difference of the absolute
value between x0(k) and xi(k) and Δmin and Δmax arerespectively the minimum and maximum values of theabsolute differences (Δ
0119894) of all comparing sequences Here
r is the distinguishing coefficient which is used to adjustthe difference of the relational coefficient usually 119903 isin 0 1[25]The distinguishing coefficient weakens the effect ofΔmaxwhen it gets too big enlarging the different significanceof the relational coefficient The suggested value of thedistinguishing coefficient 119903 is 05 due to themoderate distin-guishing effects and good stability of outcomesTherefore 119903 isadopted as 05 for further analysis in the present case All thenormalized values and grey relational coefficients are shownin Table 5
33 Generation of Grey Relational Grade and Ordering Theoverall multiple response characteristics evaluation is basedon grey relational grade which is calculated from the dataobtained in the previous step using the following equation
120574119894=1
119899
119899
sum
119896=119894
120585119894(119896) (8)
Journal of Coatings 7
Table 5 Grey relational analysis for friction coefficient and wear depth
Exp no Normalized Data ΔValues Grey relational coefficientCof Wear Cof Wear Cof Wear
1 0521 1000 0479 0000 0510 10002 0616 0954 0384 0046 0566 09153 0499 0905 0501 0095 0500 08404 1000 0948 0000 0052 1000 09065 0739 0905 0261 0095 0657 08416 0741 0850 0259 0150 0658 07707 0233 0575 0767 0425 0395 05418 0089 0435 0911 0565 0354 04699 0042 0148 0958 0852 0343 037010 0244 0783 0756 0217 0398 069811 0038 0703 0962 0297 0342 062812 0162 0547 0838 0453 0374 052513 0507 0964 0493 0036 0504 093314 0297 0740 0703 0260 0416 065815 0000 0508 1000 0492 0333 050416 0937 0539 0063 0461 0888 052017 0639 0377 0361 0623 0581 044518 0752 0257 0248 0743 0668 040219 0946 0263 0054 0737 0903 040420 0576 0030 0424 0970 0541 034021 0365 0000 0635 1000 0441 033322 0531 0708 0469 0292 0516 063223 0278 0548 0722 0452 0409 052524 0513 0448 0487 0552 0507 047525 0852 0433 0148 0567 0772 046926 0220 0235 0780 0765 0391 039527 0595 0002 0405 0998 0553 0334
where 119899 is the number of process responses Finally thegrades are considered for the optimization of multi-responseparameter design problemThe value of grey relational gradeis shown in Table 6
34 Analysis of Grey Relational Grade The grey relationalgrade serves as the overall performance index Thus thehigher value of grey relational grade indicates better per-formance Now to find out the effect of each level of eachindividual factor on the grey relational grade a responsetable of grey relational grade is generated which is shownin Table 7 This is possible because the experimental designis orthogonal and the effect of each design parameter atdifferent levels is separable For example the mean of greyrelational grade for design factor A at level 1 can be calculatedby taking the average of the grey relational grade for theexperiments 1ndash9 because for the first 9 experiments in the
OA each row of the column assigned to A contains level 1Themean of the grey relational grade for each level of each ofthe design parameters can be computed in a similar mannerIn addition the total mean of the grey relational grade ofthe twenty-seven experiments is also calculated as shown inTable 7 The response table also contains ranks based on thedelta values The delta value is calculated by subtracting thelowest value from the largest from among the values in eachcolumn Basically a design factor with a large difference inthe grey relational grade from one factor setting to anotherindicates that the factor or design parameter is a significantcontributor to the achievement of the performance charac-teristic From the response table it is found that the sequenceof significance of the design parameters is time load andspeed respectively in controlling the friction and wearcharacteristics of Ni-P-W coatings The main effect plot andinteraction plots are shown in Figures 4 and 5 respectivelyThe main effect plot gives a rough idea about the relative
8 Journal of Coatings
Table 6 Grey relational grade and its order
Sl no Grey relational grade Order1 075524 22 074040 43 067000 84 095301 15 074904 36 071399 67 046751 188 041179 249 035633 2710 054776 1211 048484 1712 044921 2013 071825 514 053665 1315 041860 2316 070409 717 051315 1518 053530 1419 065342 920 044081 2221 038694 2622 057367 1123 046718 1924 049095 1625 062049 1026 039295 2527 044314 21
Table 7 Response table for grey relational grade
Level Load Speed Time1 06464 05698 066592 05453 06246 052633 04966 04939 04961Delta 01498 01307 01699Rank 2 3 1Total mean grey relational grade = 0562767
significance of the parameters on the system response If theplot for a particular parameter has the highest inclinationthen that parameter has the maximum significance whereasthe plot which is near horizontal has no significance So fromFigure 4 it is clear that time (C) and load (A) have the mostsignificant effect on the tribological behaviour of Ni-P-Wcoating whereas speed (B) has little significance The plotalso shows that with the increase of load and time separately
the grey relational grades decrease and hence coefficientof friction and wear rate increase Thus at lower levels ofload and time coefficient of friction and wear characteristicsof heat-treated Ni-P-W coating show better result Thisobservation is in good agreement with earlier studies [11 12]But with the increase of speed from level 1 to level 2 thegrey relational grade increases and reaches the maximumvalue at level 2 then it decreases to level 3 It means that thetribological characteristics that is coefficient of friction andwear characteristics show a better result at middle level ofspeed within the range of speeds considered in the presentinvestigation But the most interesting observation is thebehavior of tribological characteristics when two factors arevarying simultaneously This can be understood from theinteraction plots The influence of interaction between twoparameters is determined on the basis of intersection of linesin the interaction plots From Figure 5 it can be observedthat the interaction between load (A) and speed (B) has themost significant influence on the tribological characteristicsThe main effect plot also gives the optimal combination ofdesign parameters forminimum friction and wearThe largerthe grey relation grade is the closer the product quality willbe to the ideal value Hence the optimal combination ofparameters is found to be A1B2C1
35 Analysis of Variance (ANOVA) The significance of anyparameter is dependent on the variance ratio The varianceratio is commonly called the F-statistics which may bedefined as the variance of the factor divided by the errorvariance The variance of each factor is determined by thesum of the square of each trial sum result involving the factordivided by the degrees of freedom of the factor The analysisof variance [27] is performed using MINITAB [28] softwareThe tables for various significance levels and different degreesof freedom are available inmost handbooks of statistics If thecalculated F-value is larger than the tabulated F-value thenthe factor is considered as a significant factor The ANOVAresults shown in Table 8 revealed that all the individualdesign factors have the significant influence and among theinteractions load versus speed has significant influence incontrolling the tribological properties The ANOVA tablealso shows the percentage contribution of the individualfactors and their interactions in controlling the tribologicalbehaviour of Ni-P-W coating
36 Microstructure Analysis Figure 6 shows the SEMmicro-graph of Ni-P-W coatings heat-treated at 400∘C It is clearthat the heat-treated coating consists of large globuleswithoutany porosity andmainly coarse grained structure is observedFigure 7 shows the SEM micrograph of worn surfaces Fromthe images it is clear that the load is taken by some ofthe peak globules where the other peaks remain intact Thewear mechanism is generally mild adhesive in nature becauseno plowing effect or abrasive particle is observed on theworn surface Material removal in patches is noticed in SEMimagesMoreover the amount of weight loss of the specimensdue to wear corroborates the mild adhesive wear to bepredominant Figure 8 shows the EDX spectra of the coated
Journal of Coatings 9
L3L2L1
065
060
055
050
Load
Main effects plot for meansG
rey
rela
tiona
l gra
de
(a)
Gre
y re
latio
nal g
rade
S3S2S1
Speed
Main effects plot for means
065
060
055
050
(b)
T3T2T1
065
060
055
050
Time
Main effects plot for means
Gre
y re
latio
nal g
rade
(c)
Figure 4 Main effect plot of mean grey relational grade
surface Tungsten content in terms of weight percentages isfound to be in the range of 5ndash6 and phosphorus content isin the range of 8ndash10 while the remaining is mostly nickelFigure 9 shows the XRD plot of the coatings at heat-treatedcondition From the figure it is seen that the heat-treatedcoating has broad crystalline peak and produced crystallinephases The major crystalline peaks are Ni-W and Ni
3P
4 Validation Study
Once the optimal level of design parameters has been foundout the final step is to verify the improvement of theperformance characteristic using the optimal level of theprocess parameters The estimated grey relational grade 120578using the optimal level of the process parameters can becalculated as
120578 = 120578119898+
119900
sum
119894=1
(120578119894minus 120578119898) (9)
where 120578119898is the totalmean grey relational grade 120578i is themean
grey relational grade at the optimal process parameter leveland 119900 is the number of the main design process parametersthat significantly affect the tribological characteristics of Ni-P-W coating Table 9 shows the comparison of the estimatedgrey relational grade with the actual grey relational gradeusing the optimal parameters The improvement of greyrelational grade from initial to optimal condition is 0416358which is about 78 of the mean grey relational grade and itis a significant improvement
5 Conclusion
Ni-P-W coatings are developed on mild steel substrates byelectroless deposition and tested for friction and wear behav-ior in a multitribotester using block on roller configurationunder dry conditions The design parameters (load speedand time) are optimized in order to minimize friction andwear of the coatings Grey relational analysis is successfully
10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

6 Journal of Coatings
Table 4 Experimental values of coefficient of friction and weardepth
Exp no COF Wear (120583m)1 04785 629822 046276 715453 048203 80554 039932 72585 044238 804966 044215 906927 052605 141648 054982 1676089 055751 22072610 052421 10310611 055811 1178912 053767 14680613 048066 6965414 051542 1111415 056446 15408616 040976 14824217 045888 17821218 044027 20054819 040823 19934220 046926 24241421 050418 24803422 047685 11695223 051858 14660824 047967 16521425 042368 16782826 052806 20460827 046618 247724
identified with the help of X-ray diffraction (XRD) analysis(Rigaku Ultima III)
3 Result and Discussion
As discussed earlier wear depth and friction coefficient of 27heat-treated Ni-P-W coated specimens are measured usinga multitribotester and the experimental values are shown inTable 4 The variation of coefficient of friction with slidingtime can be better understood from Figure 3 It is observedthat at the initial stage coefficient of friction increases rapidlythen for the rest of the time it remains more or less constantNow to combine the effect of both responses that is weardepth and friction coefficient the grey relational analysis isperformed The following methodology is used to obtain thegrey relational grade
31 Normalizing the Responses Thenormalization procedureinvolves the aim of the experiment whether the responsevariables are to be minimized or maximized Here both weardepth and coefficient of friction (COF) are to be minimized
1000
0900
0800
0700
0600
0500
0400
0300
0200
0100
0000
Coe
ffici
ent o
f fric
tion
Time (s) Reset graph
00
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
6000
7000
8000
5500
6500
7500
8500
9000
Figure 3 Variation of coefficient of friction with sliding time
so the following lower the better formula is used to normalizeboth responses
119909119894(119896) =
max119910119894(119896) minus 119910
119894(119896)
max119910119894(119896) minusmin119910
119894(119896) (6)
where 119909119894(119896) is the normalized value min 119910
119894(119896) is the smallest
value of119910119894(119896) for the kth response andmax119910
119894(119896) is the largest
value of 119910119894(119896) for the kth response with 119896 being 1 (COF) and
2 (wear depth) Larger normalized results correspond to thebetter performance and the best normalized result should beequal to 1
32 Grey Relational Coefficients Grey relational coefficientsare calculated to express the relationship between the ideal(best = 1) and the actual experimental results From thenormalized values the grey relational coefficient is calculatedusing the following equation
120585119894(119896) =Δmin + 119903ΔmaxΔ0119894(119896) + 119903Δmax
(7)
where Δ0119894= 1199090(119896) minus 119909
119894(119896) is the difference of the absolute
value between x0(k) and xi(k) and Δmin and Δmax arerespectively the minimum and maximum values of theabsolute differences (Δ
0119894) of all comparing sequences Here
r is the distinguishing coefficient which is used to adjustthe difference of the relational coefficient usually 119903 isin 0 1[25]The distinguishing coefficient weakens the effect ofΔmaxwhen it gets too big enlarging the different significanceof the relational coefficient The suggested value of thedistinguishing coefficient 119903 is 05 due to themoderate distin-guishing effects and good stability of outcomesTherefore 119903 isadopted as 05 for further analysis in the present case All thenormalized values and grey relational coefficients are shownin Table 5
33 Generation of Grey Relational Grade and Ordering Theoverall multiple response characteristics evaluation is basedon grey relational grade which is calculated from the dataobtained in the previous step using the following equation
120574119894=1
119899
119899
sum
119896=119894
120585119894(119896) (8)
Journal of Coatings 7
Table 5 Grey relational analysis for friction coefficient and wear depth
Exp no Normalized Data ΔValues Grey relational coefficientCof Wear Cof Wear Cof Wear
1 0521 1000 0479 0000 0510 10002 0616 0954 0384 0046 0566 09153 0499 0905 0501 0095 0500 08404 1000 0948 0000 0052 1000 09065 0739 0905 0261 0095 0657 08416 0741 0850 0259 0150 0658 07707 0233 0575 0767 0425 0395 05418 0089 0435 0911 0565 0354 04699 0042 0148 0958 0852 0343 037010 0244 0783 0756 0217 0398 069811 0038 0703 0962 0297 0342 062812 0162 0547 0838 0453 0374 052513 0507 0964 0493 0036 0504 093314 0297 0740 0703 0260 0416 065815 0000 0508 1000 0492 0333 050416 0937 0539 0063 0461 0888 052017 0639 0377 0361 0623 0581 044518 0752 0257 0248 0743 0668 040219 0946 0263 0054 0737 0903 040420 0576 0030 0424 0970 0541 034021 0365 0000 0635 1000 0441 033322 0531 0708 0469 0292 0516 063223 0278 0548 0722 0452 0409 052524 0513 0448 0487 0552 0507 047525 0852 0433 0148 0567 0772 046926 0220 0235 0780 0765 0391 039527 0595 0002 0405 0998 0553 0334
where 119899 is the number of process responses Finally thegrades are considered for the optimization of multi-responseparameter design problemThe value of grey relational gradeis shown in Table 6
34 Analysis of Grey Relational Grade The grey relationalgrade serves as the overall performance index Thus thehigher value of grey relational grade indicates better per-formance Now to find out the effect of each level of eachindividual factor on the grey relational grade a responsetable of grey relational grade is generated which is shownin Table 7 This is possible because the experimental designis orthogonal and the effect of each design parameter atdifferent levels is separable For example the mean of greyrelational grade for design factor A at level 1 can be calculatedby taking the average of the grey relational grade for theexperiments 1ndash9 because for the first 9 experiments in the
OA each row of the column assigned to A contains level 1Themean of the grey relational grade for each level of each ofthe design parameters can be computed in a similar mannerIn addition the total mean of the grey relational grade ofthe twenty-seven experiments is also calculated as shown inTable 7 The response table also contains ranks based on thedelta values The delta value is calculated by subtracting thelowest value from the largest from among the values in eachcolumn Basically a design factor with a large difference inthe grey relational grade from one factor setting to anotherindicates that the factor or design parameter is a significantcontributor to the achievement of the performance charac-teristic From the response table it is found that the sequenceof significance of the design parameters is time load andspeed respectively in controlling the friction and wearcharacteristics of Ni-P-W coatings The main effect plot andinteraction plots are shown in Figures 4 and 5 respectivelyThe main effect plot gives a rough idea about the relative
8 Journal of Coatings
Table 6 Grey relational grade and its order
Sl no Grey relational grade Order1 075524 22 074040 43 067000 84 095301 15 074904 36 071399 67 046751 188 041179 249 035633 2710 054776 1211 048484 1712 044921 2013 071825 514 053665 1315 041860 2316 070409 717 051315 1518 053530 1419 065342 920 044081 2221 038694 2622 057367 1123 046718 1924 049095 1625 062049 1026 039295 2527 044314 21
Table 7 Response table for grey relational grade
Level Load Speed Time1 06464 05698 066592 05453 06246 052633 04966 04939 04961Delta 01498 01307 01699Rank 2 3 1Total mean grey relational grade = 0562767
significance of the parameters on the system response If theplot for a particular parameter has the highest inclinationthen that parameter has the maximum significance whereasthe plot which is near horizontal has no significance So fromFigure 4 it is clear that time (C) and load (A) have the mostsignificant effect on the tribological behaviour of Ni-P-Wcoating whereas speed (B) has little significance The plotalso shows that with the increase of load and time separately
the grey relational grades decrease and hence coefficientof friction and wear rate increase Thus at lower levels ofload and time coefficient of friction and wear characteristicsof heat-treated Ni-P-W coating show better result Thisobservation is in good agreement with earlier studies [11 12]But with the increase of speed from level 1 to level 2 thegrey relational grade increases and reaches the maximumvalue at level 2 then it decreases to level 3 It means that thetribological characteristics that is coefficient of friction andwear characteristics show a better result at middle level ofspeed within the range of speeds considered in the presentinvestigation But the most interesting observation is thebehavior of tribological characteristics when two factors arevarying simultaneously This can be understood from theinteraction plots The influence of interaction between twoparameters is determined on the basis of intersection of linesin the interaction plots From Figure 5 it can be observedthat the interaction between load (A) and speed (B) has themost significant influence on the tribological characteristicsThe main effect plot also gives the optimal combination ofdesign parameters forminimum friction and wearThe largerthe grey relation grade is the closer the product quality willbe to the ideal value Hence the optimal combination ofparameters is found to be A1B2C1
35 Analysis of Variance (ANOVA) The significance of anyparameter is dependent on the variance ratio The varianceratio is commonly called the F-statistics which may bedefined as the variance of the factor divided by the errorvariance The variance of each factor is determined by thesum of the square of each trial sum result involving the factordivided by the degrees of freedom of the factor The analysisof variance [27] is performed using MINITAB [28] softwareThe tables for various significance levels and different degreesof freedom are available inmost handbooks of statistics If thecalculated F-value is larger than the tabulated F-value thenthe factor is considered as a significant factor The ANOVAresults shown in Table 8 revealed that all the individualdesign factors have the significant influence and among theinteractions load versus speed has significant influence incontrolling the tribological properties The ANOVA tablealso shows the percentage contribution of the individualfactors and their interactions in controlling the tribologicalbehaviour of Ni-P-W coating
36 Microstructure Analysis Figure 6 shows the SEMmicro-graph of Ni-P-W coatings heat-treated at 400∘C It is clearthat the heat-treated coating consists of large globuleswithoutany porosity andmainly coarse grained structure is observedFigure 7 shows the SEM micrograph of worn surfaces Fromthe images it is clear that the load is taken by some ofthe peak globules where the other peaks remain intact Thewear mechanism is generally mild adhesive in nature becauseno plowing effect or abrasive particle is observed on theworn surface Material removal in patches is noticed in SEMimagesMoreover the amount of weight loss of the specimensdue to wear corroborates the mild adhesive wear to bepredominant Figure 8 shows the EDX spectra of the coated
Journal of Coatings 9
L3L2L1
065
060
055
050
Load
Main effects plot for meansG
rey
rela
tiona
l gra
de
(a)
Gre
y re
latio
nal g
rade
S3S2S1
Speed
Main effects plot for means
065
060
055
050
(b)
T3T2T1
065
060
055
050
Time
Main effects plot for means
Gre
y re
latio
nal g
rade
(c)
Figure 4 Main effect plot of mean grey relational grade
surface Tungsten content in terms of weight percentages isfound to be in the range of 5ndash6 and phosphorus content isin the range of 8ndash10 while the remaining is mostly nickelFigure 9 shows the XRD plot of the coatings at heat-treatedcondition From the figure it is seen that the heat-treatedcoating has broad crystalline peak and produced crystallinephases The major crystalline peaks are Ni-W and Ni
3P
4 Validation Study
Once the optimal level of design parameters has been foundout the final step is to verify the improvement of theperformance characteristic using the optimal level of theprocess parameters The estimated grey relational grade 120578using the optimal level of the process parameters can becalculated as
120578 = 120578119898+
119900
sum
119894=1
(120578119894minus 120578119898) (9)
where 120578119898is the totalmean grey relational grade 120578i is themean
grey relational grade at the optimal process parameter leveland 119900 is the number of the main design process parametersthat significantly affect the tribological characteristics of Ni-P-W coating Table 9 shows the comparison of the estimatedgrey relational grade with the actual grey relational gradeusing the optimal parameters The improvement of greyrelational grade from initial to optimal condition is 0416358which is about 78 of the mean grey relational grade and itis a significant improvement
5 Conclusion
Ni-P-W coatings are developed on mild steel substrates byelectroless deposition and tested for friction and wear behav-ior in a multitribotester using block on roller configurationunder dry conditions The design parameters (load speedand time) are optimized in order to minimize friction andwear of the coatings Grey relational analysis is successfully
10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
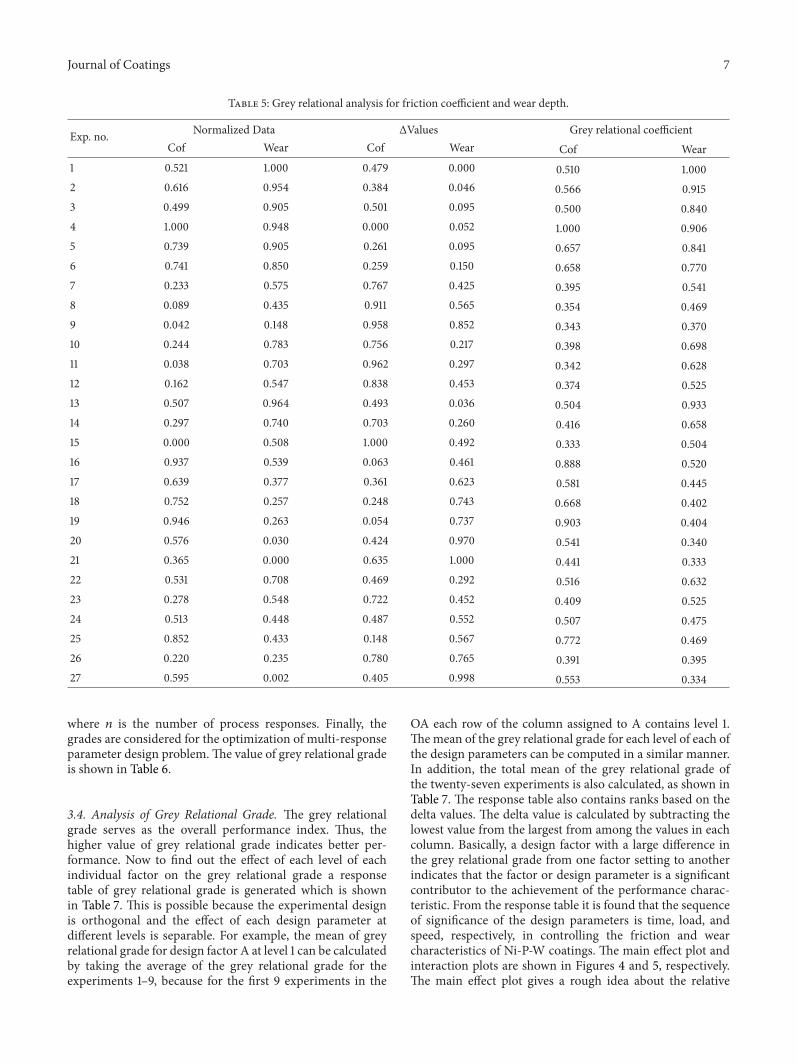
Journal of Coatings 7
Table 5 Grey relational analysis for friction coefficient and wear depth
Exp no Normalized Data ΔValues Grey relational coefficientCof Wear Cof Wear Cof Wear
1 0521 1000 0479 0000 0510 10002 0616 0954 0384 0046 0566 09153 0499 0905 0501 0095 0500 08404 1000 0948 0000 0052 1000 09065 0739 0905 0261 0095 0657 08416 0741 0850 0259 0150 0658 07707 0233 0575 0767 0425 0395 05418 0089 0435 0911 0565 0354 04699 0042 0148 0958 0852 0343 037010 0244 0783 0756 0217 0398 069811 0038 0703 0962 0297 0342 062812 0162 0547 0838 0453 0374 052513 0507 0964 0493 0036 0504 093314 0297 0740 0703 0260 0416 065815 0000 0508 1000 0492 0333 050416 0937 0539 0063 0461 0888 052017 0639 0377 0361 0623 0581 044518 0752 0257 0248 0743 0668 040219 0946 0263 0054 0737 0903 040420 0576 0030 0424 0970 0541 034021 0365 0000 0635 1000 0441 033322 0531 0708 0469 0292 0516 063223 0278 0548 0722 0452 0409 052524 0513 0448 0487 0552 0507 047525 0852 0433 0148 0567 0772 046926 0220 0235 0780 0765 0391 039527 0595 0002 0405 0998 0553 0334
where 119899 is the number of process responses Finally thegrades are considered for the optimization of multi-responseparameter design problemThe value of grey relational gradeis shown in Table 6
34 Analysis of Grey Relational Grade The grey relationalgrade serves as the overall performance index Thus thehigher value of grey relational grade indicates better per-formance Now to find out the effect of each level of eachindividual factor on the grey relational grade a responsetable of grey relational grade is generated which is shownin Table 7 This is possible because the experimental designis orthogonal and the effect of each design parameter atdifferent levels is separable For example the mean of greyrelational grade for design factor A at level 1 can be calculatedby taking the average of the grey relational grade for theexperiments 1ndash9 because for the first 9 experiments in the
OA each row of the column assigned to A contains level 1Themean of the grey relational grade for each level of each ofthe design parameters can be computed in a similar mannerIn addition the total mean of the grey relational grade ofthe twenty-seven experiments is also calculated as shown inTable 7 The response table also contains ranks based on thedelta values The delta value is calculated by subtracting thelowest value from the largest from among the values in eachcolumn Basically a design factor with a large difference inthe grey relational grade from one factor setting to anotherindicates that the factor or design parameter is a significantcontributor to the achievement of the performance charac-teristic From the response table it is found that the sequenceof significance of the design parameters is time load andspeed respectively in controlling the friction and wearcharacteristics of Ni-P-W coatings The main effect plot andinteraction plots are shown in Figures 4 and 5 respectivelyThe main effect plot gives a rough idea about the relative
8 Journal of Coatings
Table 6 Grey relational grade and its order
Sl no Grey relational grade Order1 075524 22 074040 43 067000 84 095301 15 074904 36 071399 67 046751 188 041179 249 035633 2710 054776 1211 048484 1712 044921 2013 071825 514 053665 1315 041860 2316 070409 717 051315 1518 053530 1419 065342 920 044081 2221 038694 2622 057367 1123 046718 1924 049095 1625 062049 1026 039295 2527 044314 21
Table 7 Response table for grey relational grade
Level Load Speed Time1 06464 05698 066592 05453 06246 052633 04966 04939 04961Delta 01498 01307 01699Rank 2 3 1Total mean grey relational grade = 0562767
significance of the parameters on the system response If theplot for a particular parameter has the highest inclinationthen that parameter has the maximum significance whereasthe plot which is near horizontal has no significance So fromFigure 4 it is clear that time (C) and load (A) have the mostsignificant effect on the tribological behaviour of Ni-P-Wcoating whereas speed (B) has little significance The plotalso shows that with the increase of load and time separately
the grey relational grades decrease and hence coefficientof friction and wear rate increase Thus at lower levels ofload and time coefficient of friction and wear characteristicsof heat-treated Ni-P-W coating show better result Thisobservation is in good agreement with earlier studies [11 12]But with the increase of speed from level 1 to level 2 thegrey relational grade increases and reaches the maximumvalue at level 2 then it decreases to level 3 It means that thetribological characteristics that is coefficient of friction andwear characteristics show a better result at middle level ofspeed within the range of speeds considered in the presentinvestigation But the most interesting observation is thebehavior of tribological characteristics when two factors arevarying simultaneously This can be understood from theinteraction plots The influence of interaction between twoparameters is determined on the basis of intersection of linesin the interaction plots From Figure 5 it can be observedthat the interaction between load (A) and speed (B) has themost significant influence on the tribological characteristicsThe main effect plot also gives the optimal combination ofdesign parameters forminimum friction and wearThe largerthe grey relation grade is the closer the product quality willbe to the ideal value Hence the optimal combination ofparameters is found to be A1B2C1
35 Analysis of Variance (ANOVA) The significance of anyparameter is dependent on the variance ratio The varianceratio is commonly called the F-statistics which may bedefined as the variance of the factor divided by the errorvariance The variance of each factor is determined by thesum of the square of each trial sum result involving the factordivided by the degrees of freedom of the factor The analysisof variance [27] is performed using MINITAB [28] softwareThe tables for various significance levels and different degreesof freedom are available inmost handbooks of statistics If thecalculated F-value is larger than the tabulated F-value thenthe factor is considered as a significant factor The ANOVAresults shown in Table 8 revealed that all the individualdesign factors have the significant influence and among theinteractions load versus speed has significant influence incontrolling the tribological properties The ANOVA tablealso shows the percentage contribution of the individualfactors and their interactions in controlling the tribologicalbehaviour of Ni-P-W coating
36 Microstructure Analysis Figure 6 shows the SEMmicro-graph of Ni-P-W coatings heat-treated at 400∘C It is clearthat the heat-treated coating consists of large globuleswithoutany porosity andmainly coarse grained structure is observedFigure 7 shows the SEM micrograph of worn surfaces Fromthe images it is clear that the load is taken by some ofthe peak globules where the other peaks remain intact Thewear mechanism is generally mild adhesive in nature becauseno plowing effect or abrasive particle is observed on theworn surface Material removal in patches is noticed in SEMimagesMoreover the amount of weight loss of the specimensdue to wear corroborates the mild adhesive wear to bepredominant Figure 8 shows the EDX spectra of the coated
Journal of Coatings 9
L3L2L1
065
060
055
050
Load
Main effects plot for meansG
rey
rela
tiona
l gra
de
(a)
Gre
y re
latio
nal g
rade
S3S2S1
Speed
Main effects plot for means
065
060
055
050
(b)
T3T2T1
065
060
055
050
Time
Main effects plot for means
Gre
y re
latio
nal g
rade
(c)
Figure 4 Main effect plot of mean grey relational grade
surface Tungsten content in terms of weight percentages isfound to be in the range of 5ndash6 and phosphorus content isin the range of 8ndash10 while the remaining is mostly nickelFigure 9 shows the XRD plot of the coatings at heat-treatedcondition From the figure it is seen that the heat-treatedcoating has broad crystalline peak and produced crystallinephases The major crystalline peaks are Ni-W and Ni
3P
4 Validation Study
Once the optimal level of design parameters has been foundout the final step is to verify the improvement of theperformance characteristic using the optimal level of theprocess parameters The estimated grey relational grade 120578using the optimal level of the process parameters can becalculated as
120578 = 120578119898+
119900
sum
119894=1
(120578119894minus 120578119898) (9)
where 120578119898is the totalmean grey relational grade 120578i is themean
grey relational grade at the optimal process parameter leveland 119900 is the number of the main design process parametersthat significantly affect the tribological characteristics of Ni-P-W coating Table 9 shows the comparison of the estimatedgrey relational grade with the actual grey relational gradeusing the optimal parameters The improvement of greyrelational grade from initial to optimal condition is 0416358which is about 78 of the mean grey relational grade and itis a significant improvement
5 Conclusion
Ni-P-W coatings are developed on mild steel substrates byelectroless deposition and tested for friction and wear behav-ior in a multitribotester using block on roller configurationunder dry conditions The design parameters (load speedand time) are optimized in order to minimize friction andwear of the coatings Grey relational analysis is successfully
10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

8 Journal of Coatings
Table 6 Grey relational grade and its order
Sl no Grey relational grade Order1 075524 22 074040 43 067000 84 095301 15 074904 36 071399 67 046751 188 041179 249 035633 2710 054776 1211 048484 1712 044921 2013 071825 514 053665 1315 041860 2316 070409 717 051315 1518 053530 1419 065342 920 044081 2221 038694 2622 057367 1123 046718 1924 049095 1625 062049 1026 039295 2527 044314 21
Table 7 Response table for grey relational grade
Level Load Speed Time1 06464 05698 066592 05453 06246 052633 04966 04939 04961Delta 01498 01307 01699Rank 2 3 1Total mean grey relational grade = 0562767
significance of the parameters on the system response If theplot for a particular parameter has the highest inclinationthen that parameter has the maximum significance whereasthe plot which is near horizontal has no significance So fromFigure 4 it is clear that time (C) and load (A) have the mostsignificant effect on the tribological behaviour of Ni-P-Wcoating whereas speed (B) has little significance The plotalso shows that with the increase of load and time separately
the grey relational grades decrease and hence coefficientof friction and wear rate increase Thus at lower levels ofload and time coefficient of friction and wear characteristicsof heat-treated Ni-P-W coating show better result Thisobservation is in good agreement with earlier studies [11 12]But with the increase of speed from level 1 to level 2 thegrey relational grade increases and reaches the maximumvalue at level 2 then it decreases to level 3 It means that thetribological characteristics that is coefficient of friction andwear characteristics show a better result at middle level ofspeed within the range of speeds considered in the presentinvestigation But the most interesting observation is thebehavior of tribological characteristics when two factors arevarying simultaneously This can be understood from theinteraction plots The influence of interaction between twoparameters is determined on the basis of intersection of linesin the interaction plots From Figure 5 it can be observedthat the interaction between load (A) and speed (B) has themost significant influence on the tribological characteristicsThe main effect plot also gives the optimal combination ofdesign parameters forminimum friction and wearThe largerthe grey relation grade is the closer the product quality willbe to the ideal value Hence the optimal combination ofparameters is found to be A1B2C1
35 Analysis of Variance (ANOVA) The significance of anyparameter is dependent on the variance ratio The varianceratio is commonly called the F-statistics which may bedefined as the variance of the factor divided by the errorvariance The variance of each factor is determined by thesum of the square of each trial sum result involving the factordivided by the degrees of freedom of the factor The analysisof variance [27] is performed using MINITAB [28] softwareThe tables for various significance levels and different degreesof freedom are available inmost handbooks of statistics If thecalculated F-value is larger than the tabulated F-value thenthe factor is considered as a significant factor The ANOVAresults shown in Table 8 revealed that all the individualdesign factors have the significant influence and among theinteractions load versus speed has significant influence incontrolling the tribological properties The ANOVA tablealso shows the percentage contribution of the individualfactors and their interactions in controlling the tribologicalbehaviour of Ni-P-W coating
36 Microstructure Analysis Figure 6 shows the SEMmicro-graph of Ni-P-W coatings heat-treated at 400∘C It is clearthat the heat-treated coating consists of large globuleswithoutany porosity andmainly coarse grained structure is observedFigure 7 shows the SEM micrograph of worn surfaces Fromthe images it is clear that the load is taken by some ofthe peak globules where the other peaks remain intact Thewear mechanism is generally mild adhesive in nature becauseno plowing effect or abrasive particle is observed on theworn surface Material removal in patches is noticed in SEMimagesMoreover the amount of weight loss of the specimensdue to wear corroborates the mild adhesive wear to bepredominant Figure 8 shows the EDX spectra of the coated
Journal of Coatings 9
L3L2L1
065
060
055
050
Load
Main effects plot for meansG
rey
rela
tiona
l gra
de
(a)
Gre
y re
latio
nal g
rade
S3S2S1
Speed
Main effects plot for means
065
060
055
050
(b)
T3T2T1
065
060
055
050
Time
Main effects plot for means
Gre
y re
latio
nal g
rade
(c)
Figure 4 Main effect plot of mean grey relational grade
surface Tungsten content in terms of weight percentages isfound to be in the range of 5ndash6 and phosphorus content isin the range of 8ndash10 while the remaining is mostly nickelFigure 9 shows the XRD plot of the coatings at heat-treatedcondition From the figure it is seen that the heat-treatedcoating has broad crystalline peak and produced crystallinephases The major crystalline peaks are Ni-W and Ni
3P
4 Validation Study
Once the optimal level of design parameters has been foundout the final step is to verify the improvement of theperformance characteristic using the optimal level of theprocess parameters The estimated grey relational grade 120578using the optimal level of the process parameters can becalculated as
120578 = 120578119898+
119900
sum
119894=1
(120578119894minus 120578119898) (9)
where 120578119898is the totalmean grey relational grade 120578i is themean
grey relational grade at the optimal process parameter leveland 119900 is the number of the main design process parametersthat significantly affect the tribological characteristics of Ni-P-W coating Table 9 shows the comparison of the estimatedgrey relational grade with the actual grey relational gradeusing the optimal parameters The improvement of greyrelational grade from initial to optimal condition is 0416358which is about 78 of the mean grey relational grade and itis a significant improvement
5 Conclusion
Ni-P-W coatings are developed on mild steel substrates byelectroless deposition and tested for friction and wear behav-ior in a multitribotester using block on roller configurationunder dry conditions The design parameters (load speedand time) are optimized in order to minimize friction andwear of the coatings Grey relational analysis is successfully
10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

Journal of Coatings 9
L3L2L1
065
060
055
050
Load
Main effects plot for meansG
rey
rela
tiona
l gra
de
(a)
Gre
y re
latio
nal g
rade
S3S2S1
Speed
Main effects plot for means
065
060
055
050
(b)
T3T2T1
065
060
055
050
Time
Main effects plot for means
Gre
y re
latio
nal g
rade
(c)
Figure 4 Main effect plot of mean grey relational grade
surface Tungsten content in terms of weight percentages isfound to be in the range of 5ndash6 and phosphorus content isin the range of 8ndash10 while the remaining is mostly nickelFigure 9 shows the XRD plot of the coatings at heat-treatedcondition From the figure it is seen that the heat-treatedcoating has broad crystalline peak and produced crystallinephases The major crystalline peaks are Ni-W and Ni
3P
4 Validation Study
Once the optimal level of design parameters has been foundout the final step is to verify the improvement of theperformance characteristic using the optimal level of theprocess parameters The estimated grey relational grade 120578using the optimal level of the process parameters can becalculated as
120578 = 120578119898+
119900
sum
119894=1
(120578119894minus 120578119898) (9)
where 120578119898is the totalmean grey relational grade 120578i is themean
grey relational grade at the optimal process parameter leveland 119900 is the number of the main design process parametersthat significantly affect the tribological characteristics of Ni-P-W coating Table 9 shows the comparison of the estimatedgrey relational grade with the actual grey relational gradeusing the optimal parameters The improvement of greyrelational grade from initial to optimal condition is 0416358which is about 78 of the mean grey relational grade and itis a significant improvement
5 Conclusion
Ni-P-W coatings are developed on mild steel substrates byelectroless deposition and tested for friction and wear behav-ior in a multitribotester using block on roller configurationunder dry conditions The design parameters (load speedand time) are optimized in order to minimize friction andwear of the coatings Grey relational analysis is successfully
10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

10 Journal of Coatings
12
3Load
321
08
07
06
05
04
Speed
Mea
nInteraction plotmdashload versus speed
(a)
321
075
070
065
060
055
050
045
040
Time
Mea
n12
3Speed
Interaction plotmdashspeed versus time
(b)
321
075
070
065
060
055
050
045
040
Time
Mea
n
12
3Load
Interaction plotmdashload versus time
(c)
Figure 5 Interaction plots for mean grey relational grade (a) load versus speed (b) speed versus time and (c) load versus time
employed in conjunction with Taguchi design of experimentsto optimize this multiple response problem The optimalcombination of coating parameters is obtained as A1B2C1that is the lowest levels of load and time and the middlelevel of speed ANOVA result indicates that all the individualdesign factors have the significant influence and among
the interactions load versus speed has significant influencein controlling the tribological properties From the EDXanalysis it is clear that the coating is pure ternary and consistsof nickel phosphorous and tungsten The XRD plots revealthat the coating is a mixture of amorphous and crystallinestructure with Ni-W andNi
3P asmajor compounds after heat
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
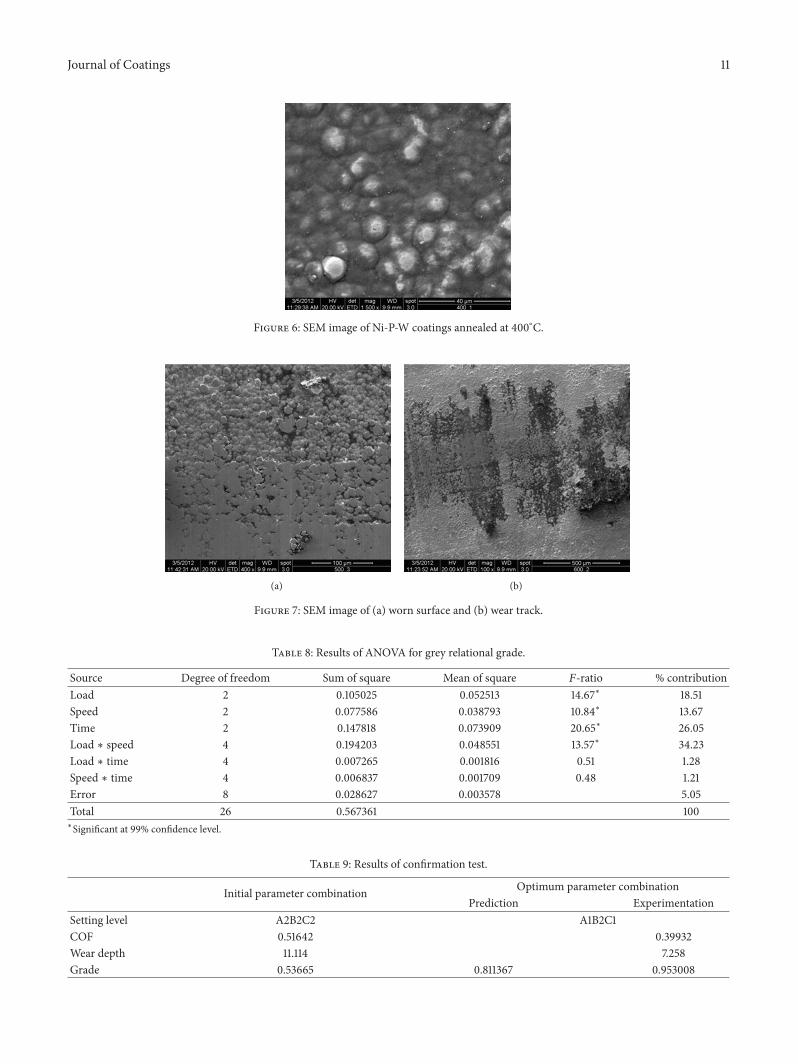
Journal of Coatings 11
Figure 6 SEM image of Ni-P-W coatings annealed at 400∘C
(a) (b)
Figure 7 SEM image of (a) worn surface and (b) wear track
Table 8 Results of ANOVA for grey relational grade
Source Degree of freedom Sum of square Mean of square 119865-ratio contributionLoad 2 0105025 0052513 1467lowast 1851Speed 2 0077586 0038793 1084lowast 1367Time 2 0147818 0073909 2065lowast 2605Load lowast speed 4 0194203 0048551 1357lowast 3423Load lowast time 4 0007265 0001816 051 128Speed lowast time 4 0006837 0001709 048 121Error 8 0028627 0003578 505Total 26 0567361 100lowastSignificant at 99 confidence level
Table 9 Results of confirmation test
Initial parameter combination Optimum parameter combinationPrediction Experimentation
Setting level A2B2C2 A1B2C1COF 051642 039932Wear depth 11114 7258Grade 053665 0811367 0953008
12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

12 Journal of Coatings
113
91
68
KCnt
45NiL
23P K
00
200
400
600
800
1000
1200
1400
1600
1800
2000
NiK
Energy (keV)
MW WL
Figure 8 EDX spectra of Ni-P-W coated surface
8020 40 600
400
800
1200
Inte
nsity
(au
)
Diffraction angle (2120579deg)Ni-WNi3P
Figure 9 XRD plots of Ni-P-W coatings
treatment From the surface morphology captured by SEM itis seen that there are many globular particles on the surfaceof the substrate with no surface damage Also the coatingis dense and with low porosity The pattern of the slidingtracks showed that mild adhesive wear is the predominantwear mechanism
References
[1] A Brenner and G E Riddell ldquoNickel coating on steel bychemical reductionrdquo Journal of Research of National Bureau ofStandards vol 37 no 1 pp 31ndash34 1946
[2] G O Mallory and J B Hadju Electroless Plating Fundamentalsand Applications AESF Orlando Fla USA 1991
[3] W Riedel Electroless Plating ASM International MaterialsPark Ohio USA 1991
[4] P Sahoo and S K Das ldquoTribology of electroless nickelcoatingsmdasha reviewrdquo Materials and Design vol 32 no 4 pp1760ndash1775 2011
[5] P Sahoo ldquoWear behaviour of electroless Ni-P coatings andoptimization of process parameters using Taguchi methodrdquoMaterials and Design vol 30 no 4 pp 1341ndash1349 2009
[6] S K Das and P Sahoo ldquoTribological characteristics of electro-less Ni-B coating and optimization of coating parameters usingTaguchi based grey relational analysisrdquo Materials and Designvol 32 no 4 pp 2228ndash2238 2011
[7] S-K Tien J-G Duh and Y I Chen ldquoThe influence of thermaltreatment on themicrostructure and hardness in electroless Ni-P-W depositrdquoThin Solid Films vol 469-470 pp 333ndash338 2004
[8] Y-J Hu T-X Wang J-L Meng and Q-Y Rao ldquoStructureand phase transformation behaviour of electroless Ni-W-P onaluminium alloyrdquo Surface and Coatings Technology vol 201 no3-4 pp 988ndash992 2006
[9] R C Agarwala and V Agarwala ldquoElectroless alloycompositecoatings a reviewrdquo Sadhana vol 28 pp 3475ndash3493 2003
[10] F Pearlstein R FWeightman and RWickMetalFinishing vol61 pp 77ndash81 1963
[11] M Palaniappa and S K Seshadri ldquoFriction and wear behaviorof electroless Ni-P and Ni-W-P alloy coatingsrdquo Wear vol 265no 5-6 pp 735ndash740 2008
[12] H Liu R X Guo and Z Liu ldquoEffects of laser nanocrystalli-sation on the wear behaviour of electroless Ni-W-P coatingsrdquoSurface amp Coatings Technology vol 219 pp 31ndash41 2013
[13] F-B Wu Y-I Chen P-J Peng Y-Y Tsai and J-G DuhldquoFabrication thermal stability and microhardness of sputteredNi-P-W coatingrdquo Surface and Coatings Technology vol 150 no2-3 pp 232ndash238 2002
[14] Y-Y Tsai F-B Wu Y-I Chen P-J Peng J-G Duh and S-YTsai ldquoThermal stability and mechanical properties of Ni-W-Pelectroless depositsrdquo Surface and Coatings Technology vol 146-147 pp 146ndash147 2001
[15] F B Wu S K Tien W Y Chen and J G Duh ldquoMicrostructureevaluation and strengthening mechanism of Ni-P-W alloycoatingsrdquo Surface andCoatings Technology vol 177-178 pp 312ndash316 2004
[16] S-K Tien and J-G Duh ldquoThermal reliability of electroless Ni-P-W coating during the aging treatmentrdquoThin Solid Films vol469-470 pp 268ndash273 2004
[17] W-YChen S-K Tien F-BWu and J-GDuh ldquoCrystallizationbehaviors and microhardness of sputtered Ni-P Ni-P-Cr andNi-P-Wdeposits on tool steelrdquo Surface and Coatings Technologyvol 182 no 1 pp 85ndash91 2004
[18] J N Balaraju and K S Rajam ldquoElectroless deposition of Ni-Cu-P Ni-W-P and Ni-W-Cu-P alloysrdquo Surface and CoatingsTechnology vol 195 no 2-3 pp 154ndash161 2005
[19] J N Balaraju C Anandan and K S Rajam ldquoInfluence ofcodeposition of copper on the structure and morphology ofelectroless Ni-W-P alloys from sulphate- and chloride-basedbathsrdquo Surface and Coatings Technology vol 200 no 12-13 pp3675ndash3681 2006
[20] C Xiao-ming L I Guang-yu and L Jian-she ldquoDeposition ofelectrolessNi-PNi-W-P duplex coatings onAZ91DmagnesiumalloyrdquoTransactions ofNonferrousMetals Society of China vol 18no 1 pp s323ndashs328 2008
[21] H Liu R-X Guo Y Zong B-Q He and Z Liu ldquoComparativestudy of microstructure and corrosion resistance of electroless
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
Journal of Coatings 13
Ni-W-P coatings treated by laser and furnace-annealingrdquoTrans-actions of Nonferrous Metals Society of China vol 20 no 6 pp1024ndash1031 2010
[22] J N Balaraju S M Jahan and K S Rajam ldquoStudies onautocatalytic deposition of ternary Ni-W-P alloys using nickelsulphamate bathrdquo Surface and Coatings Technology vol 201 no3-4 pp 507ndash512 2006
[23] J N Balaraju S Millath Jahan C Anandan and K S RajamldquoStudies on electroless Ni-W-P and Ni-W-Cu-P alloy coatingsusing chloride-based bathrdquo Surface and Coatings Technologyvol 200 no 16-17 pp 4885ndash4890 2006
[24] R K RoyA Primer on the TaguchiMethod Society ofManufac-turing Engineers Dearborn Mich USA 1990
[25] J Deng ldquoNucleus less-data series grey modelingrdquo Journal ofGrey System vol 1 no 1 pp 1ndash24 1989
[26] S K Das and P Sahoo ldquoWear performance optimization ofelectroless Ni-B coating using Taguchi design of experimentsrdquoTribology in Industry vol 32 no 4 pp 17ndash27 2010
[27] D C Montgomery Design and Analysis of Experiments JohnWiley amp Sons New York NY USA 2001
[28] Minitab User Manual (Release 13 2) Making Data AnalysisEasier MINITAB State College Pa USA 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials