resumen de control e.c
TRANSCRIPT
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 1/46
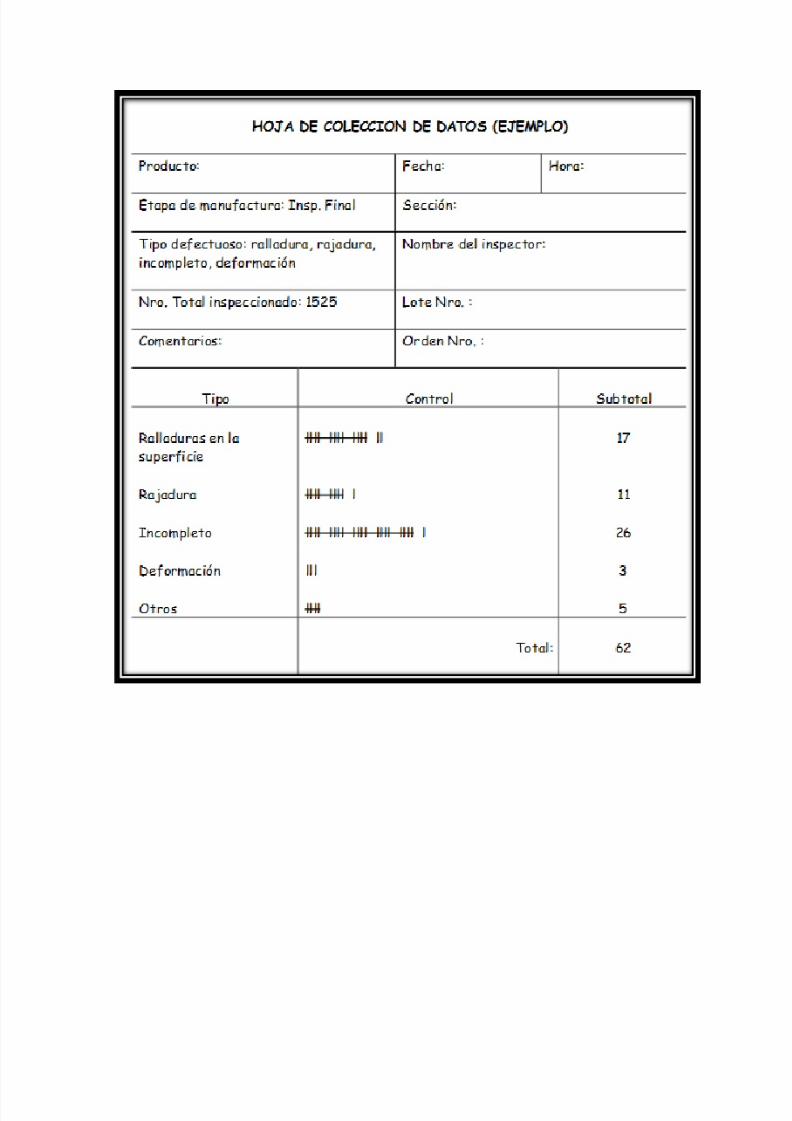
HOJA DE VERIFICACION
La Hoja de Verificación, también llamada de Registro, sirve para reunir y clasificarlas informaciones según determinadas categorías, mediante la anotación y registrode sus frecuencias bajo la forma de datos. Una vez que se ha establecido el
fenómeno que se requiere estudiar e identificadas las categorías que loscaracterizan, se registran estas en una hoja, indicando la frecuencia deobservación.
OBJETIVOS
Investigar procesos de distribución
Artículos defectuosos
Localización de defectos
Causas de efectos Hacer fácil la recopilación de datos Realizarla de forma que puedan ser usadas fácilmente. Analizarlos automáticamente. Que el propósito este claro para que los datos reflejen la verdad.
¿PARA QUÉ SIRVE?
1.- Proporciona un medio para registrar de manera eficiente los datos que servirán
de base para análisis subsecuentes.
2.- Proporciona registros históricos que ayudan a percibir los cambios en el
tiempo.
3.- Facilita el inicio del pensamiento estadístico y ayuda a traducir las opiniones en
hechos y datos.
4.- Se puede usar para confirmar las normas establecidas y facilita el cumplimiento
del trabajo.
5.- Para que su uso sea fácil e interfiera lo menos posible con la actividad de quien
realiza el registro.
TIPOS DE HOJA DE VERIFICACION
1.- Hoja Para Registro De Datos
Busca reunir datos de variables que inciden sobre la calidad total, tiempo de
atención, tiempo de reparación, costos de trabajo por mes, etc.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 2/46
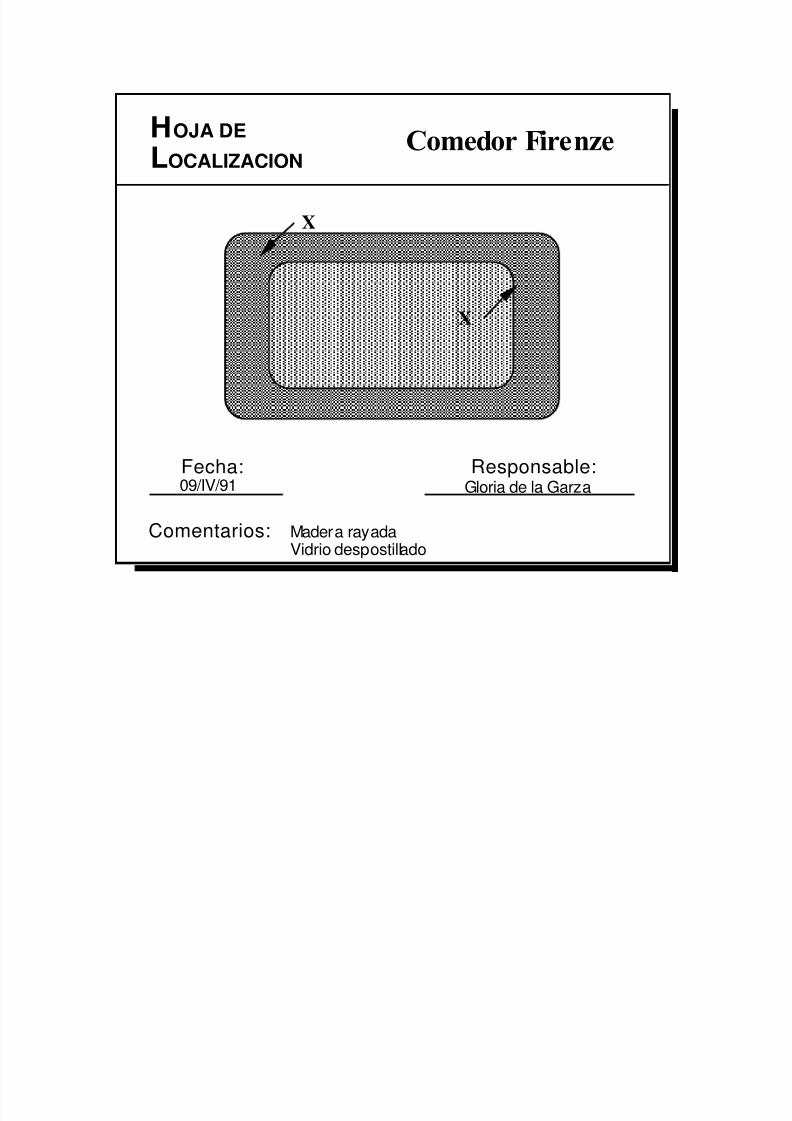
2.- Hoja De Localización
Es un diagrama de un área bajo observación, de un producto o de una de sus
partes, en el cual se indica la naturaleza y localización especifica de errores, fallas,
daños, accidentes, etc.
3.- Hoja Por Atributos
Recolección por atributos donde se presenta atención al tipo y frecuencias de las
causas de un problema.
PROCEDIMIENTO PARA HACER UNA HOJA DE VERIFICACION:
1.- Definir claramente el propósito de la recolección de datos.
2.- Decidir como recolectar los datos.
3.- Estimar el total de datos que serán recolectados.
4.- Decidir el formato de la hoja.
5.- Escribir los datos en la hoja.
6.- Verificar una vez más su facilidad de uso.
VENTAJAS
1.- Es un método que proporciona datos fáciles de comprender y que son
obtenidos mediante un proceso simple y eficiente que puede ser aplicado acualquier área de la organización.
2.- Refleja rápidamente las tendencias y patrones subyacentes en los datos.
UTILIDADES
1.- En la mejora de la Calidad, se utiliza tanto en el estudio de los síntomas de un
problema, como en la investigación de las causas o en la recogida y análisis de
datos para probar alguna hipótesis.
2.- También se usa como punto de partida para la elaboración de otrasherramientas, como por ejemplo los Gráficos de Control.
Tienen las siguientes funciones:
De distribución de variaciones de los artículos producidos (peso, volumen,longitud, talla, clase, calidad, etc.)
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 3/46
De clasificación de artículos defectuosos
De localización de defectos en las piezas
De causas de los defectos
De verificación de chequeo o tareas de mantenimiento.
Una vez que se ha fijado las razones para recopilar los datos, es importanteque se analice las siguientes cuestiones:
La información es cualitativa o cuantitativa
Como, se recogerán los datos y en qué tipo de documento se hará
Cómo se utilizara la información recopilada
Cómo de analizará
Quién se encargará de la recogida de datos
Con qué frecuencia se va a analizar
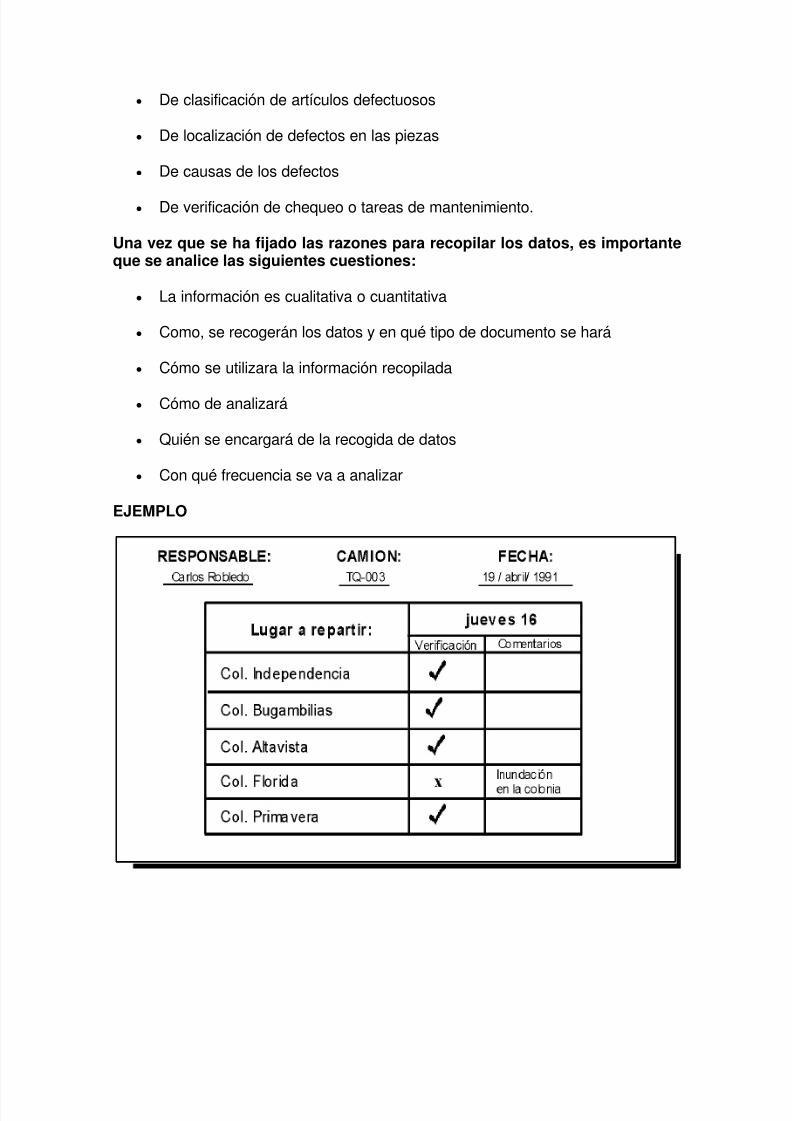
EJEMPLO
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 4/46
X
X
HOJA DE
LOCALIZACION
Responsable:Fecha:
Comentarios:
09/IV/91 Gloria de la Garza
Madera rayadaVidrio despostillado
Comedor Firenze
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 5/46
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 6/46
EL DIAGRAMA DE PARETO
El nombre de Pareto fue dado por el Dr. Joseph Juran en honor del economista italiano
Wilfredo Pareto
Wilfredo Pareto (Paris 1848 – Turín 1923) economista italiano,
realizó un estudio sobre la riqueza y la pobreza. Descubrió que
el 20% de las personas controlaba el 80% de la riqueza en Italia.
Pareto observó muchas otras distribuciones similares en su
estudio.
A principios de los años 50, el Dr. Joseph Juran descubrió la
evidencia para la regla de "80-20" en una gran variedad de
situaciones. En particular, el fenómeno parecía existir sin excepción en problemas
relacionados con la calidad. Una expresión común de la regla 80/20 es que "el 80% de
nuestro negocio proviene del 20% de nuestros clientes."
Por lo tanto, el Análisis de Pareto es una técnica que separa los "pocos vitales" de los
"muchos triviales". Una Gráfica Pareto es utilizada para separar gráficamente los
aspectos significativos de un problema desde los triviales de manera que un equipo sepa
dónde dirigir sus esfuerzos para mejorar.
¿QUÉ ES EL DIAGRAMA DE PARETO?
Es una representación gráfica de los datos obtenidos sobre un problema, que ayuda a
identificar cuáles son los aspectos prioritarios que hay que tratar.
También se conoce como “Diagrama ABC” o “Diagrama 20-80”.
Su fundamento parte de considerar que un pequeño porcentaje de las causas, el 20%,
producen la mayoría de los efectos, el 80%. Se trataría pues de identificar ese pequeño
porcentaje de causas “vitales” para actuar prioritariamente sobre él.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 7/46
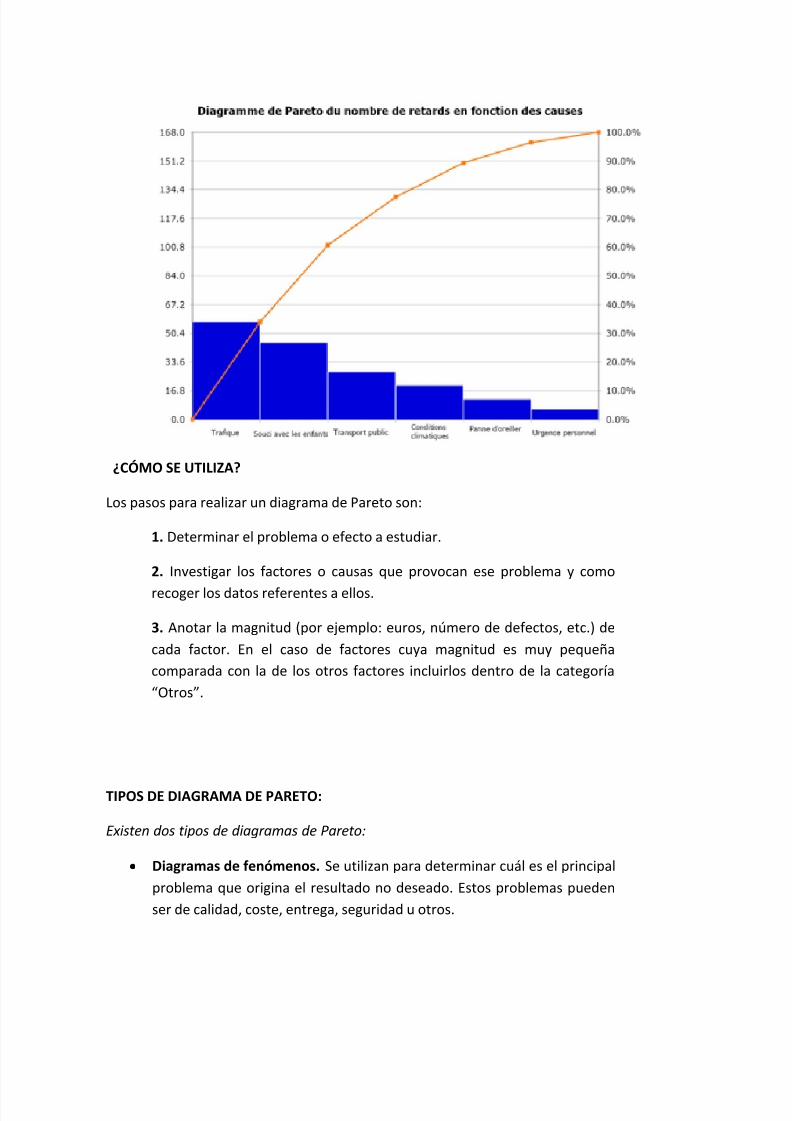
¿CÓMO SE UTILIZA?
Los pasos para realizar un diagrama de Pareto son:
1. Determinar el problema o efecto a estudiar.
2. Investigar los factores o causas que provocan ese problema y como
recoger los datos referentes a ellos.
3. Anotar la magnitud (por ejemplo: euros, número de defectos, etc.) de
cada factor. En el caso de factores cuya magnitud es muy pequeña
comparada con la de los otros factores incluirlos dentro de la categoría
“Otros”.
TIPOS DE DIAGRAMA DE PARETO:
Existen dos tipos de diagramas de Pareto:
Diagramas de fenómenos. Se utilizan para determinar cuál es el principal
problema que origina el resultado no deseado. Estos problemas pueden
ser de calidad, coste, entrega, seguridad u otros.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 8/46
Diagramas de causas. Se emplean para, una vez encontrados los
problemas importantes, descubrir cuáles son las causas más relevantes
que los producen.
CONSEJOS PARA ELABORAR Y USAR LOS DIAGRAMAS DE PARETO
No es conveniente que la categoría de “otros” represente un porcentaje
de los más altos. De ser así, se debe realizar un método diferente de
clasificación.
Es preferible representar los datos (si es posible) en valores monetarios.
Si un factor se puede solucionar fácilmente debe afrontarse de inmediato
aunque sea de poca importancia.
Es imprescindible realizar un diagrama de causas si se quieren realizar
mejoras.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 9/46
EJEMPLO DE DIAGRAMA DE PARETO
Encontrar el o los motivos de devoluciones del Foco Ahorrador de 65W de marca
comercial conocida en el año 2005.
Total de venta en el año 2005: 1500 unidades
Precio del foco para la venta: $8.90
Total de focos devueltos: 167 unidades.
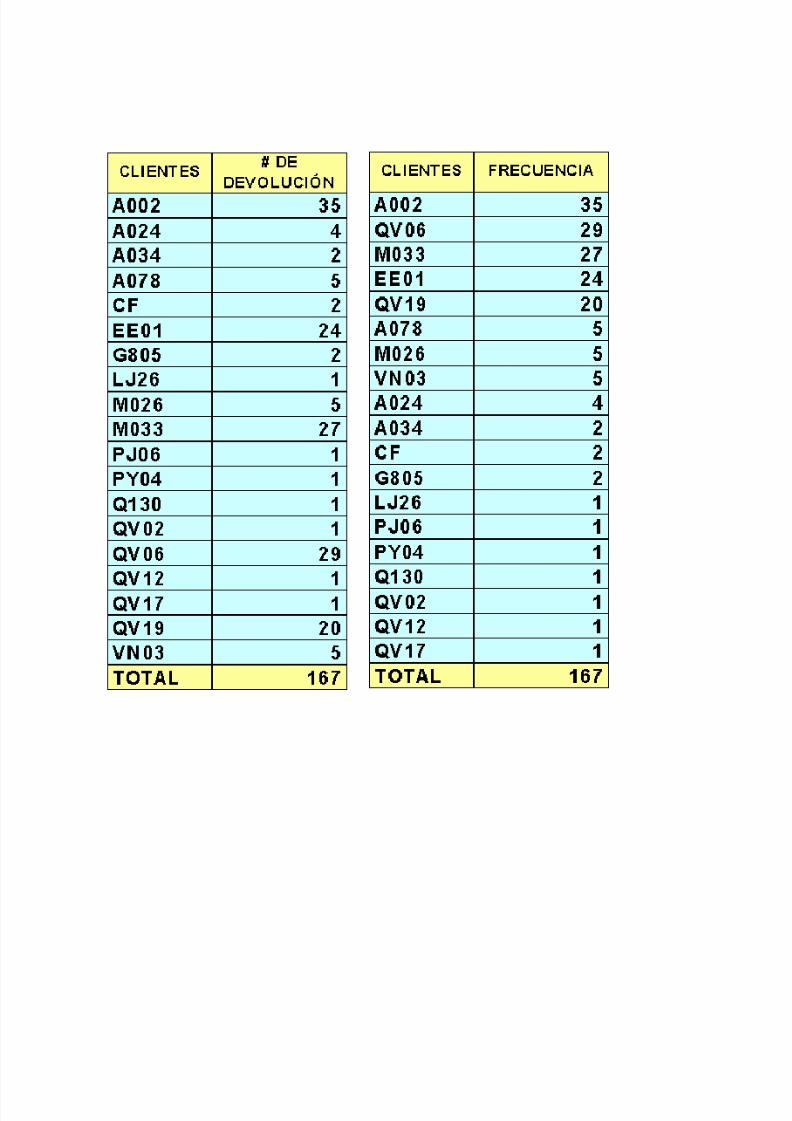
De los 82 clientes directos que adquieren el producto, determinamos que 19
clientes son los que nos han devuelto el producto en el transcurso del año 2005
DEVOLUCIÓN DE FOCO AHORRADOR DE 65W EN UNIDADES
El objetivo del ejemplo es obtener las posibles causas de la devolución del
producto, lo cual analizaremos a los 19 clientes de acuerdo al Principio y
Diagrama de Pareto.
PRIMER PASO: Ordenar a los clientes de acuerdo a la frecuencia de devolución
en forma descendente.
SEGUNDO PASO: Calcular el porcentaje, en lo cual debemos dividir el valor de la
frecuencia de cada cliente por el total de devolución.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 10/46
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 11/46
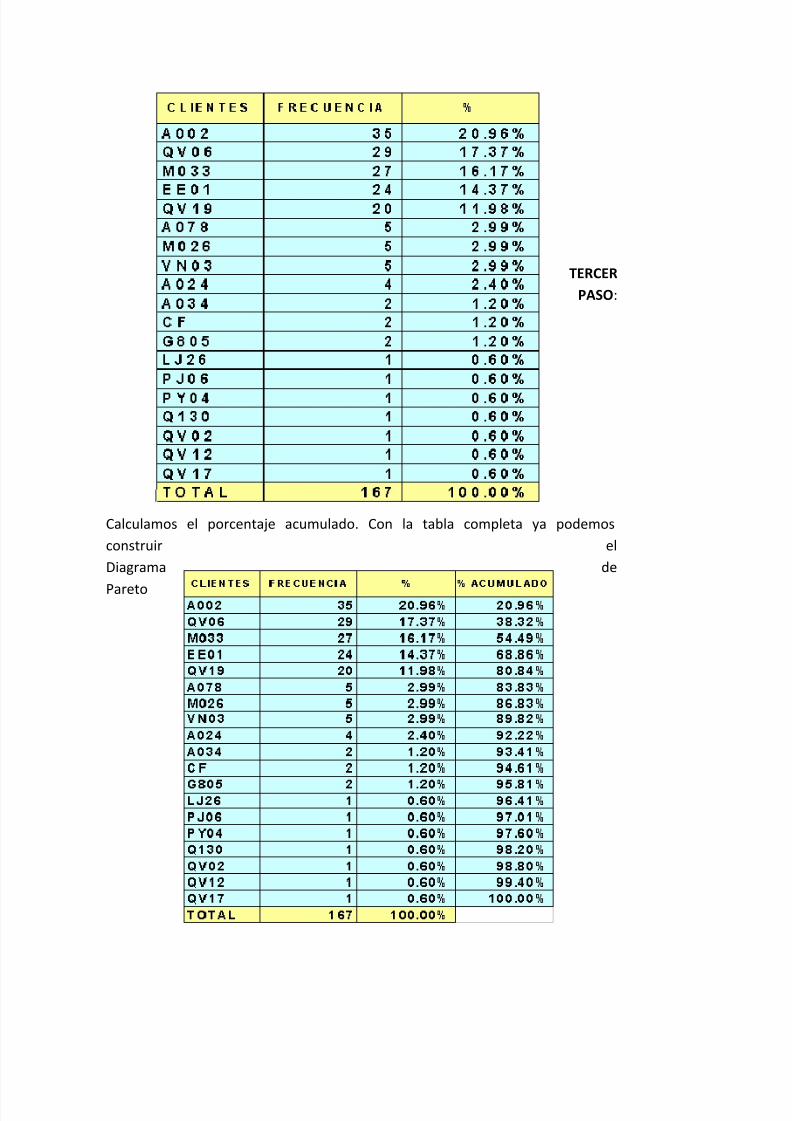
TERCER
PASO:
Calculamos el porcentaje acumulado. Con la tabla completa ya podemos
construir el
Diagrama de
Pareto
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 12/46
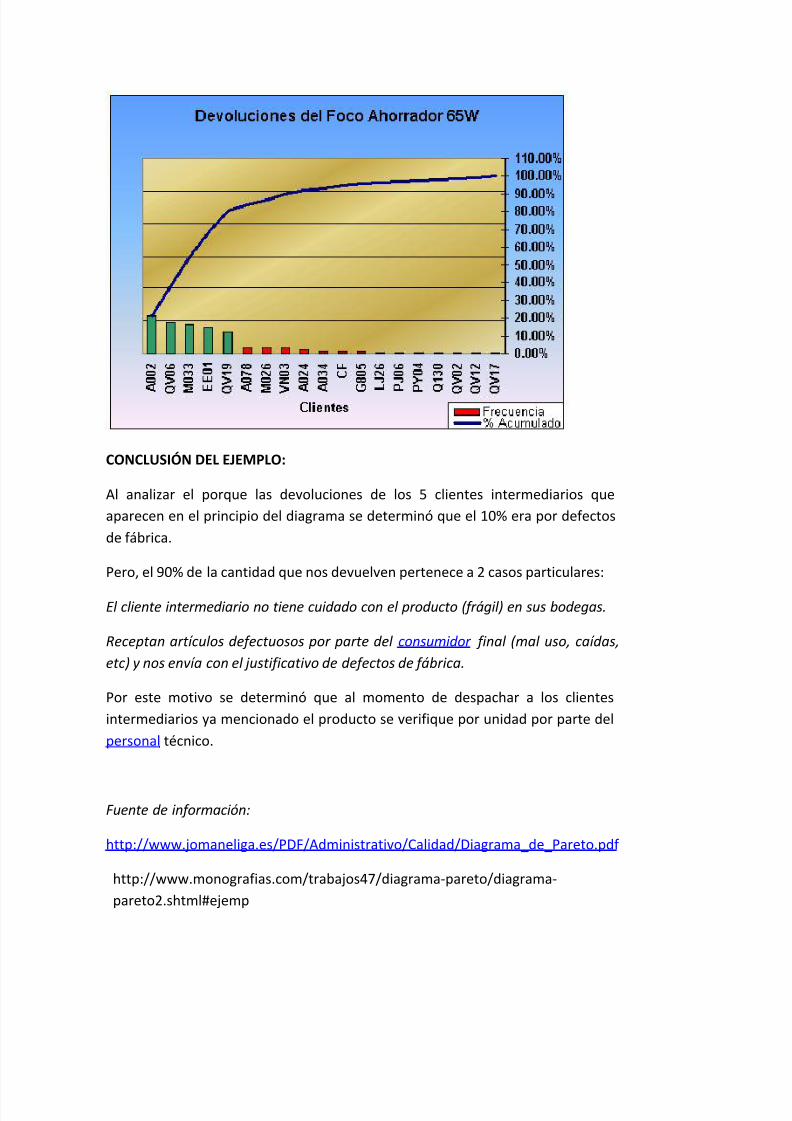
CONCLUSIÓN DEL EJEMPLO:
Al analizar el porque las devoluciones de los 5 clientes intermediarios que
aparecen en el principio del diagrama se determinó que el 10% era por defectos
de fábrica.
Pero, el 90% de la cantidad que nos devuelven pertenece a 2 casos particulares:
El cliente intermediario no tiene cuidado con el producto (frágil) en sus bodegas.
Receptan artículos defectuosos por parte del consumidor final (mal uso, caídas,
etc) y nos envía con el justificativo de defectos de fábrica.
Por este motivo se determinó que al momento de despachar a los clientes
intermediarios ya mencionado el producto se verifique por unidad por parte del
personal técnico.
Fuente de información:
http://www.jomaneliga.es/PDF/Administrativo/Calidad/Diagrama_de_Pareto.pdf
http://www.monografias.com/trabajos47/diagrama-pareto/diagrama-
pareto2.shtml#ejemp
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 13/46
HISTORIA DIAGRAMA DE CAUSA – EFECTO
El Dr. Kaoru Ishikawa (padre de la calidad total)
El Profesor Dr. Kaoru Ishikawa nació en el Japón en el
año 1915 y falleció en 1989. Fue el primer autor que
intentó destacar las diferencias entre los estilos de
administración japonés y occidentales. Precursor de los
conceptos sobre la calidad total en el Japón.
Ishikawa estaba interesado en cambiar la manera de pensar de la gente
respecto a su trabajo. Para él, la calidad era un constante proceso quesiempre podía ser llevado un paso más.
RELACIÓN DEL DIAGRAMA DE PARETO CON EL DE CAUSA – EFECTO
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 14/46
DEFINICIÓN SOBRE EL DIAGRAMA CAUSA – EFECTO
El Diagrama de Causa y Efecto (también conocido coloquialmente como
diagrama tipo espinazo de pescado) es una herramienta de análisis que se
puede utilizar para:
· Categorizar muchas causas potenciales de un problema o cuestión
de manera ordenada.
· Analizar qué es lo que está sucediendo realmente con un proceso.
· Capacitar a los equipos y las personas acerca de nuevos procesos
y procedimientos corrientes.
Y. Chang, R. (1999) Las herramientas para la mejora continua de la calidad, 2ª.
ed. pp. 47. México, D.F., México: Ediciones Granica.
En qué consiste el análisis Causa - Efecto
Es el proceso que parte de la definición precisa del efecto que deseamos
estudiar y, a través de la fotografía de la situación obtenida mediante la
construcción del diagrama, permite efectuar un análisis de las causas que
influyen sobre el efecto estudiado.
El análisis causa – efecto puede así dividirse en tres grandes fases:
· Definición del efecto que se desea estudiar
· Construcción del diagrama causa – efecto
· Análisis causa – efecto del diagrama construido
La Definición del efecto que se desea estudiar (fase 1) representa la base
de un eficaz análisis causa – efecto. Siempre es necesario efectuar una
precisa definición del efecto objeto de estudio. Cuanto más definido se
encuentre éste, tanto más directo y eficaz podrá ser el análisis de las
causas.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 15/46
Cuando se define con precisión el efecto que se desea estudiar, se puede
proceder a las dos fases sucesivas si tenemos la prudencia de separar la
fase 2 (construcción del diagrama) de la fase 3 (análisis y valoración de las
diversas causas).
De ese modo es posible garantizar que la definición de las posibles causas
sea innovadora y creativa, mientras que el análisis crítico de las causas
debe ser lo más realista posible. Cuanto más rico de ideas y sugerencias
sea el diagrama causa – efecto, tanto más eficaz será de cara al posterior
estudio de sus verdaderas causas.
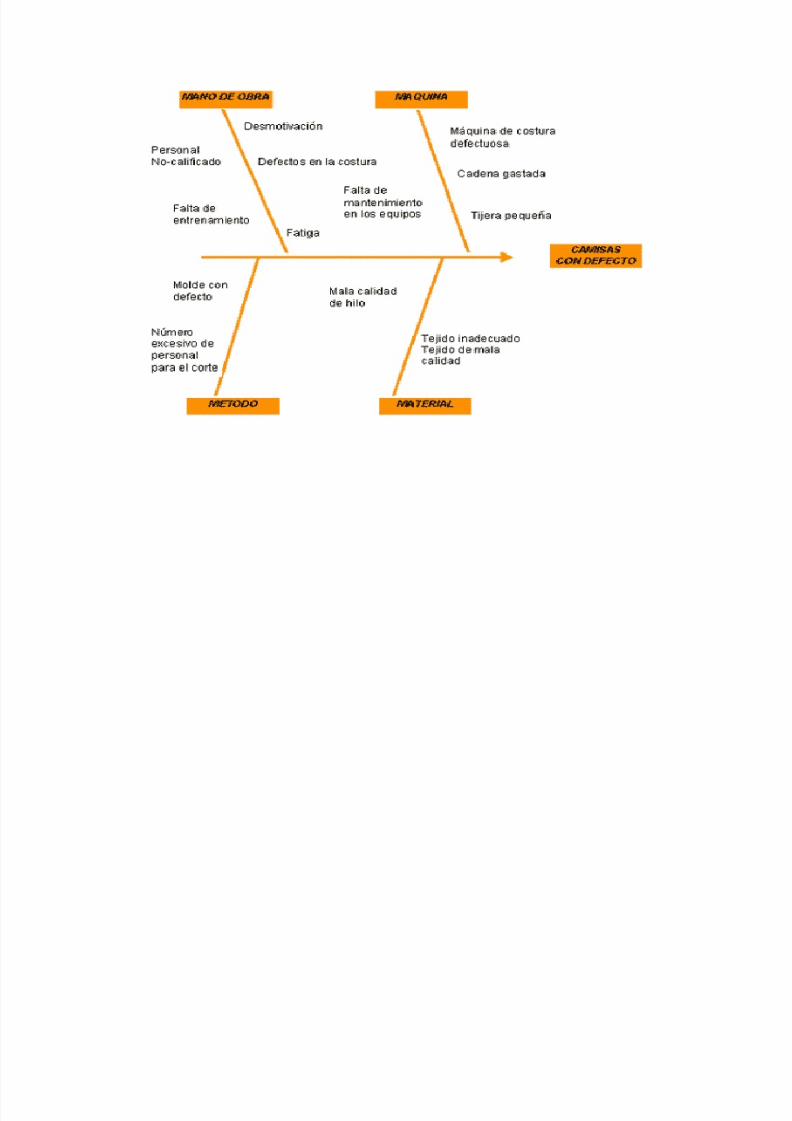
Construcción del Diagrama Causa – Efecto
Ejemplo: CAMISAS CON DEFECTOS
1.- Dibujar un diagrama en blanco.
2.- Escribir de forma concisa el problema o efecto.
3.- Escribir las categorías que se consideren apropiadas al problema:
maquina, mano de obra, materiales, métodos, son las más comunes y se
aplican en muchos procesos.
4.- Realizar una lluvia de ideas de posibles causas y relacionarlas con
cada categoría.
5.- Preguntarse ¿Por qué? A cada causa, no más de dos o tres veces.
6.- Empezar por enfocar las variaciones en las causas seleccionadas
como fácil de implementar y de alto impacto.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 16/46
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 17/46
HistogramaEs una representación gráfica de valores en forma de barras donde la superficie de cada barra es
proporcional a la frecuencia de los valores representados. El histograma permite reconocer y
analizar patrones de comportamiento en la información que no son aparentes a primera vista alcalcular un porcentaje o la media.
¿Cuando se utiliza?
Cuando se quiere comprender mejor el sistema ,específicamente al hacer seguimiento del
desempeño actual un proceso. Seleccionar el siguiente producto o servicio a mejorar. Probar y
evaluar las revisiones de procesos para mejorar. Obtener una revisión rápida de la variabilidad
dentro de un proceso. Valorar y verificar los procesos para medir e indicar la necesidad de
acciones correctivas.
¿Para que sirve?
• El histograma es un tipo especial de gráfico de barras que se puede utilizar para
comunicar información sobre las variaciones de un proceso y/o tomar decisiones
enfocándose en los esfuerzos de mejora que se han realizado.
• Comúnmente las estadísticas por si mismas no proporcionan una
imagen completa e informativa del desempeño de un proceso. El histograma, siendo
un gráfico de barras especial, se utiliza para mostrar las variaciones cuando se
proporcionan datos continuos como tiempo, peso, tamaño, temperatura, frecuencia,
etc.
• El histograma permite reconocer y analizar patrones de comportamiento en la
información que no son aparentes a primera vista al calcular un porcentaje o la media.
COMO SE ELABORA UN HISTOGRAMA
Recolecte datos continuos (tiempo, peso, tamaño, número de quejas, etc.)
Organice los datos de acuerdo a su ocurrencia y tabúlelas en una tabla. Se recomienda
utilizar de 40 a 50 valores por un determinado período de tiempo (semana, mes, etc.).
Calcule el rango y amplitud de intervalo. Antes de graficar la información establezca unaescala y defina los intervalos:
• Calcule el Rango: Simplemente calcule las diferencias entre los números más altos y más bajos
de la información obtenida
• Calcule la Amplitud del Intervalo: Decida cuántas barras desea tener en su histograma. Entre más
barras tenga , más angosta deberá ser cada una. Normalmente el número ideal de barras es de 6 a
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 18/46
12. Para determinar la amplitud de un intervalo, divida el rango por el número de barras. Cada
intervalo representa una barra en el histograma.
Dibuje los ejes horizontal y vertical. Grafique los intervalos utilizando la amplitud
previamente calculada.
Tabule los datos por intervalos.
Una vez que se han determinado los intervalos y se ha ordenado la información por
categorías, el siguiente paso es graficar los datos .
Analice el histograma para saber qué es lo que ha pasado en el proceso.
Ejemplo:
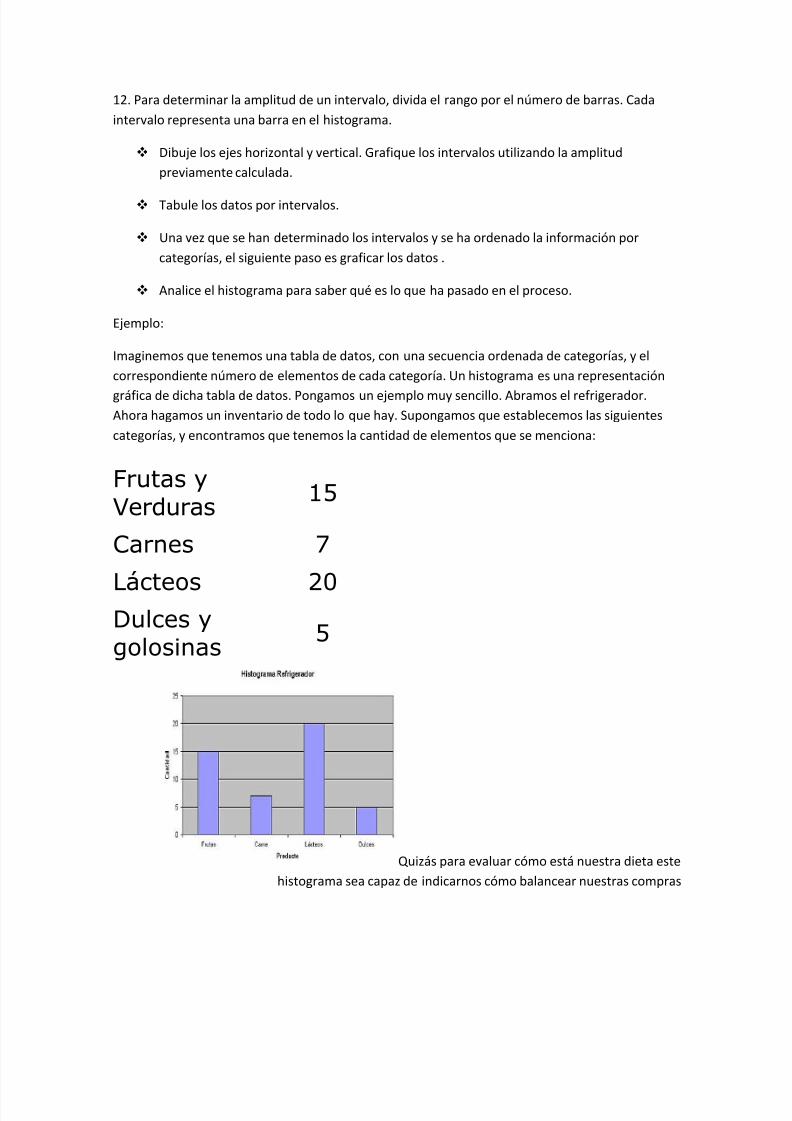
Imaginemos que tenemos una tabla de datos, con una secuencia ordenada de categorías, y el
correspondiente número de elementos de cada categoría. Un histograma es una representación
gráfica de dicha tabla de datos. Pongamos un ejemplo muy sencillo. Abramos el refrigerador.Ahora hagamos un inventario de todo lo que hay. Supongamos que establecemos las siguientes
categorías, y encontramos que tenemos la cantidad de elementos que se menciona:
Frutas yVerduras 15 Carnes 7 Lácteos 20 Dulces ygolosinas 5
Quizás para evaluar cómo está nuestra dieta este
histograma sea capaz de indicarnos cómo balancear nuestras compras
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 19/46
Definiciones Diagrama De
Dispersión
Una forma sencilla de describir gráficamente las relaciones constatadas entre dos
variables .Consiste en representar cada observación por un punto en un plano, cuya
abscisa sea el valor de la primera variable y cuya ordenada sea el de la segunda
Pone de manifiesto una relación positiva entre dos variables estudiadas, que se refleja en
una nube en una nube de puntos en forma de elipse cuyo eje principal tiene un sentido
creciente (individuos más altos pesan más que los bajos)
Zúnica. L. (2009) ESTADISTICA DESCRIPTIVA BIDIMENSIONAL 5TA ed. PP 63. ESPAÑA,
VALENCIA. ED. UNIV. POLITÉC. VALENC.
Es una herramienta de interpretación de datos utilizada para
Examinar la relación entre dos variables
Confirmar “corazonadas” acerca de una relación directa de causa y efecto entre
tipos de variables.
Determinar el tipo de relación (positiva o negativa
Los diagramas de dispersión son sencillos de utilizar, y los resultados fáciles de
comprender
CHANG R., NIEDZWIECK M. 1999) LA HERRAMIENTA PARA LA MEJORA CONTINUA DE LA
CALIDAD. PP63. BARCELONA ESPAÑA. EDICIONES GRANICA
Un diagrama de dispersión es un tipo de diagrama matemático que utiliza
las coordenadas cartesianas para mostrar los valores de dos variables para un conjunto de
datos.
Los datos se muestran como un conjunto de puntos, cada uno con el valor de una variable
que determina la posición en el eje horizontal y el valor de la otra variable determinado
por la posición en el eje vertical. Un diagrama de dispersión se llama también gráfico de
dispersión.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 20/46
RECUPERADO 22 DE FEBRERO 2012
http: //es.wikipedia.org/wiki/Diagrama_de_dispersi%C3%B3n
DIAGRAMAS DE DISPERSIÓN
OBJETIVO Y ALCANCE
Definir las reglas básicas a seguir para la construcción e interpretación de los Diagramas
de Dispersión, resaltando las situaciones en que pueden, o deben, ser utilizados. Es de
aplicación a todos aquellos estudios en los que es necesario analizar relaciones entre
fenómenos o efectos y relaciones de causalidad. Su utilización será beneficiosa para el
desarrollo de los proyectos abordados por los Equipos y Grupos de Mejora y por todos
aquellos individuos u organismos que estén implicados en la mejora de la calidad.
Además, se recomienda su uso como herramienta de trabajo dentro de las actividades
habituales de gestión.
RESPONSABILIDADES
a) Grupo de trabajo o persona responsable del estudio:
- Recoger los datos.
- Seguir las reglas que se señalan en el procedimiento para la construcción del Diagrama
de Dispersión y para su correcta interpretación.
b) Dirección de Ingeniería de Calidad
- Asesorar, a quien así lo solicite, en las bases para la construcción y utilización de los
Diagramas de Dispersión.
DEFINICIONES / CONCEPTOS
CORRELACIÓN; Se entiende por correlación el grado de relación existente entre dos
variables.
Cuando entre dos variables existe una correlación total, se cumple que a cada valor de
una, le corresponde un único valor de la otra (función matemática).
Es frecuente que dos variables estén relacionadas de forma que a cada valor de una deellas le correspondan varios valores de la otra. En este caso es interesante investigar el
grado de correlación existente entre ambas.
DIAGRAMA DE DISPERSIÓN; Representación gráfica del grado de relación entre dos
variables cuantitativas.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 21/46
CARACTERÍSTICAS PRINCIPALES
Impacto visual
Un Diagrama de Dispersión muestra la posibilidad de la existencia de correlación entre
dos variables de un vistazo.
Comunicación
Simplifica el análisis de situaciones numéricas complejas.
Guía en la investigación
El análisis de datos mediante esta herramienta proporciona mayor información que el
simple análisis matemático de correlación, sugiriendo posibilidades y alternativas deestudio, basadas en la necesidad de conjugar datos y procesos en su utilización.
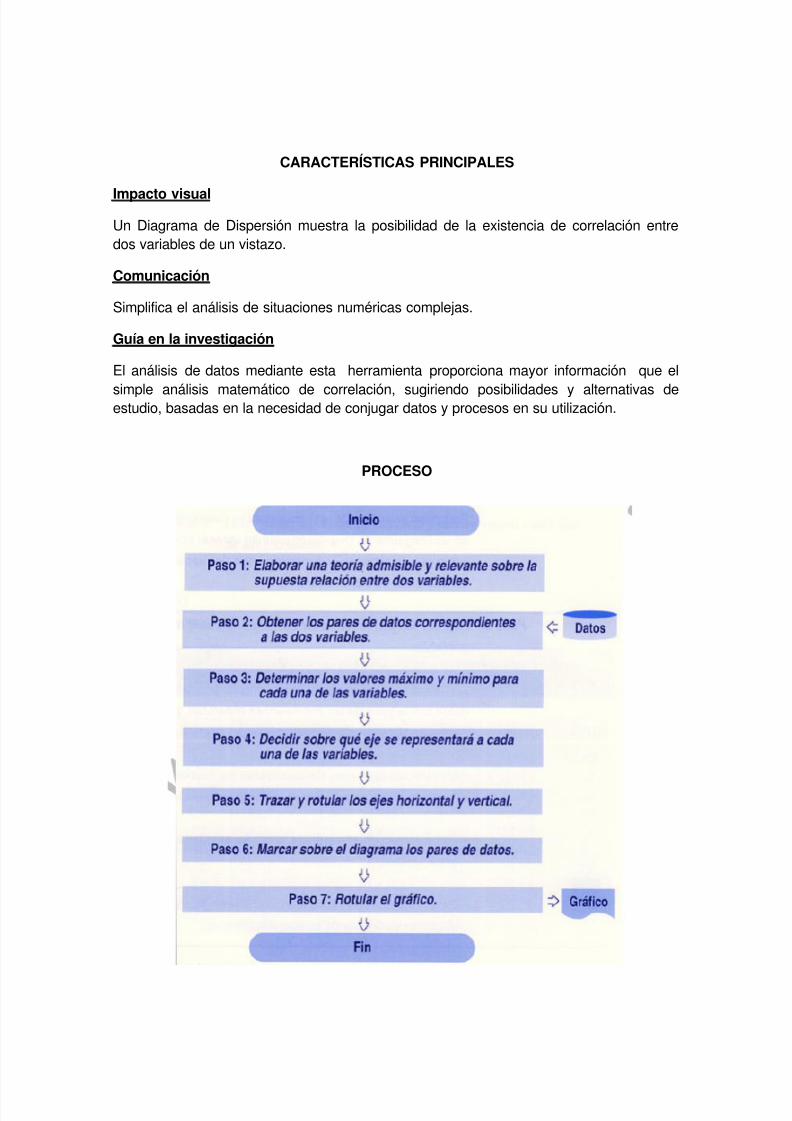
PROCESO
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 22/46
CONSTRUCCIÓN
Pasos previos a la construcción de un Diagrama de Dispersión
Paso 1: Elaborar una teoría admisible y relevante sobre la supuesta relación entre dosvariables
Este paso previo es de gran importancia, puesto que el análisis de un Diagrama de
Dispersión permite obtener conclusiones sobre la existencia de una relación entre dos
variables, no sobre la naturaleza de dicha relación.
Paso 2: Obtener los pares de datos correspondientes a las dos variables. Al igual que en
cualquier otra herramienta de análisis de datos, éstos son la base de las conclusiones
obtenidas, por tanto cumplirán las siguientes condiciones:
- En cantidad suficiente: Se consideran necesarios al menos 40 pares de datos para
construir un Diagrama de Dispersión.
- Datos correctamente emparejados: Se estudiará la relación entre ambos.
- Datos exactos: Las inexactitudes afectan a su situación en el diagrama desvirtuando su
apariencia visual.
- Datos representativos: Asegúrese de que cubren todas las condiciones operativas del
proceso.
- Información completa: Anotar las condiciones en que han sido obtenidos los datos.
Pasos en la construcción de un Diagrama de Dispersión
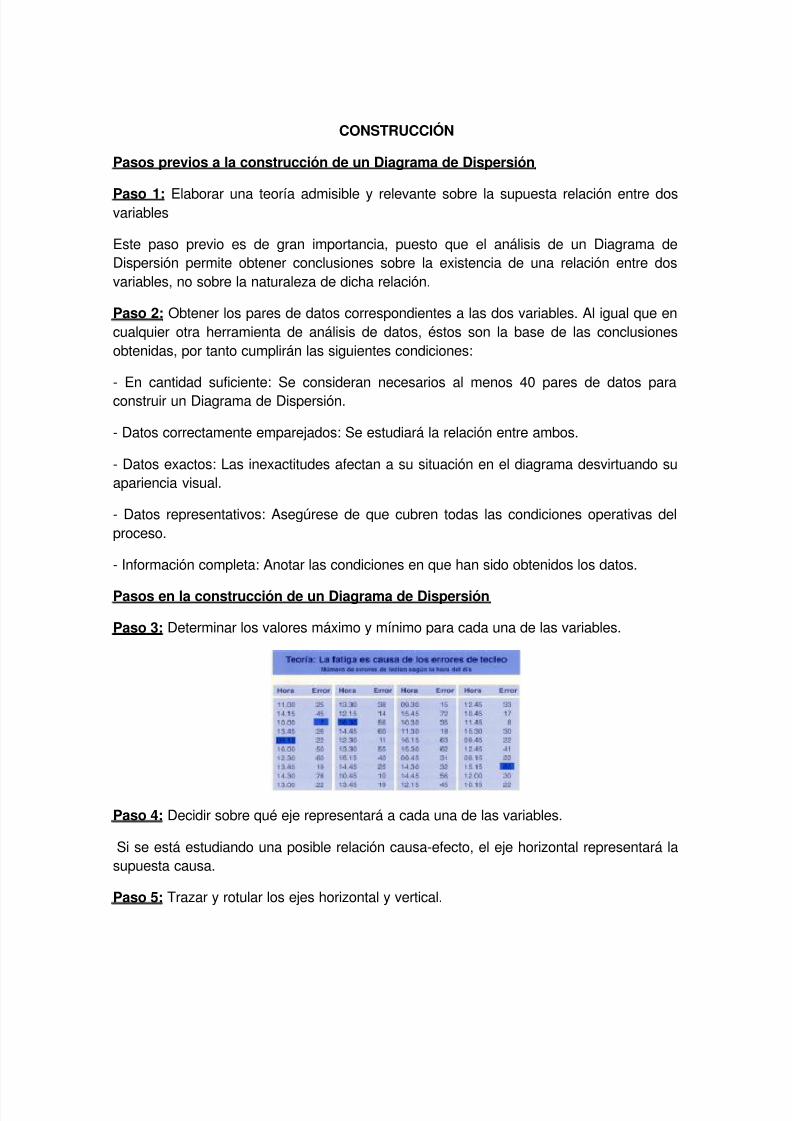
Paso 3: Determinar los valores máximo y mínimo para cada una de las variables.
Paso 4: Decidir sobre qué eje representará a cada una de las variables.
Si se está estudiando una posible relación causa-efecto, el eje horizontal representará la
supuesta causa.
Paso 5: Trazar y rotular los ejes horizontal y vertical.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 23/46
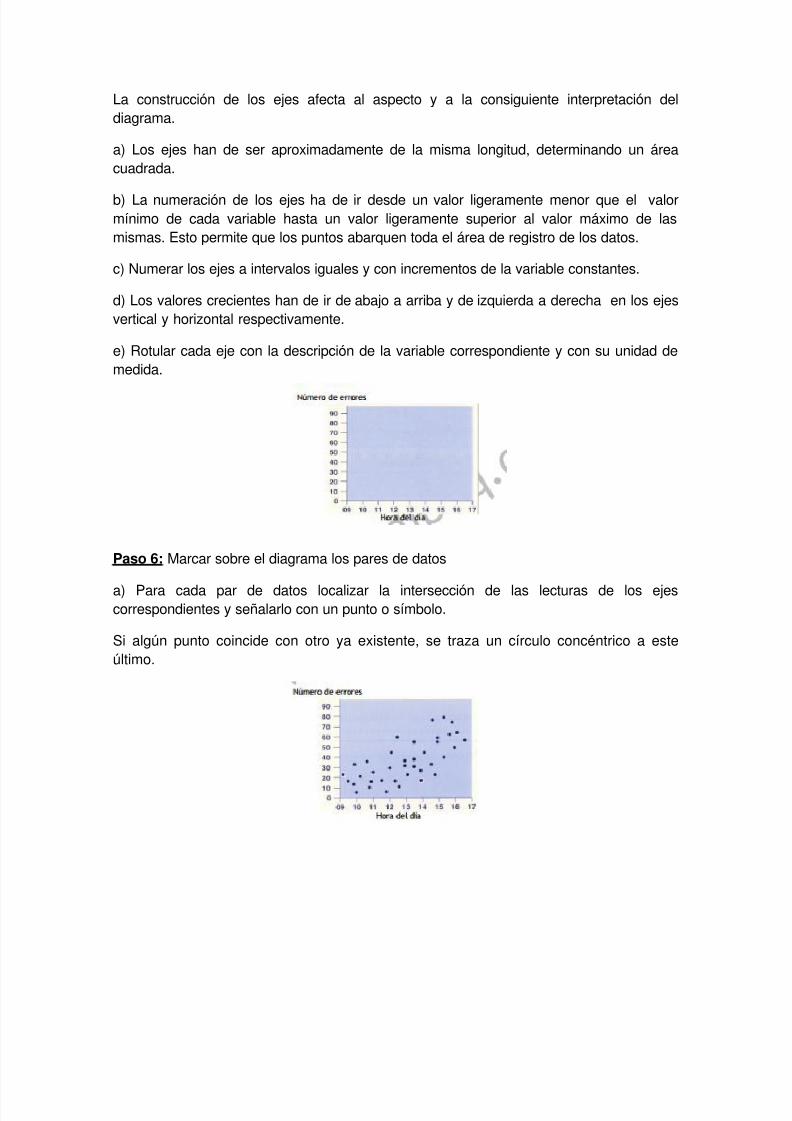
La construcción de los ejes afecta al aspecto y a la consiguiente interpretación del
diagrama.
a) Los ejes han de ser aproximadamente de la misma longitud, determinando un área
cuadrada.
b) La numeración de los ejes ha de ir desde un valor ligeramente menor que el valor
mínimo de cada variable hasta un valor ligeramente superior al valor máximo de las
mismas. Esto permite que los puntos abarquen toda el área de registro de los datos.
c) Numerar los ejes a intervalos iguales y con incrementos de la variable constantes.
d) Los valores crecientes han de ir de abajo a arriba y de izquierda a derecha en los ejes
vertical y horizontal respectivamente.
e) Rotular cada eje con la descripción de la variable correspondiente y con su unidad de
medida.
Paso 6: Marcar sobre el diagrama los pares de datos
a) Para cada par de datos localizar la intersección de las lecturas de los ejescorrespondientes y señalarlo con un punto o símbolo.
Si algún punto coincide con otro ya existente, se traza un círculo concéntrico a este
último.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 24/46
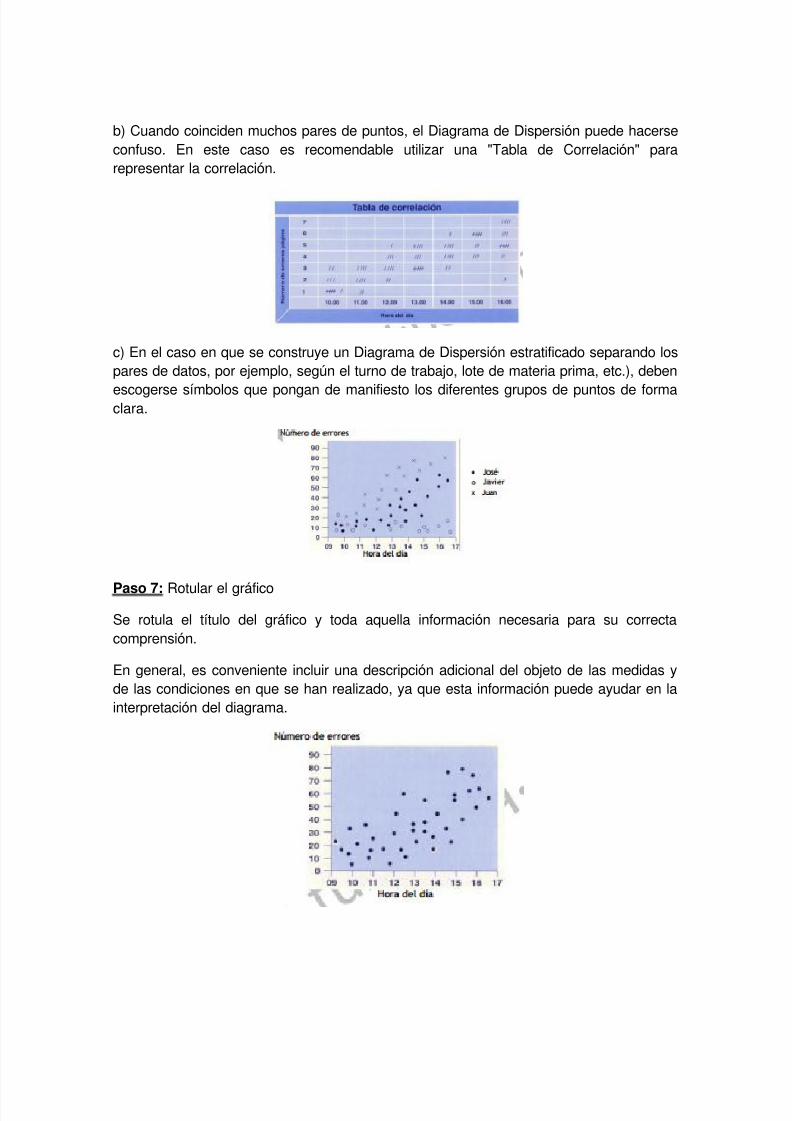
b) Cuando coinciden muchos pares de puntos, el Diagrama de Dispersión puede hacerse
confuso. En este caso es recomendable utilizar una "Tabla de Correlación" para
representar la correlación.
c) En el caso en que se construye un Diagrama de Dispersión estratificado separando los
pares de datos, por ejemplo, según el turno de trabajo, lote de materia prima, etc.), deben
escogerse símbolos que pongan de manifiesto los diferentes grupos de puntos de formaclara.
Paso 7: Rotular el gráfico
Se rotula el título del gráfico y toda aquella información necesaria para su correcta
comprensión.
En general, es conveniente incluir una descripción adicional del objeto de las medidas y
de las condiciones en que se han realizado, ya que esta información puede ayudar en la
interpretación del diagrama.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 25/46
INTERPRETACIÓN
Posibles tipos de relaciones entre variables
El Diagrama de Dispersión se puede utilizar para estudiar:
- Relaciones causa-efecto.
Este es el caso más común en su utilización para la mejora de la calidad. Se utiliza el
diagrama a partir de la medición del efecto observado y de su posible causa.
Ejemplo: Comprobar la relación entre el número de errores y la hora en que se cometen.
- Relaciones entre dos efectos.
Sirve para contrastar la teoría de que ambos provienen de una causa común desconocida
o difícil de medir.
Ejemplo: Analizar la relación entre el número de quejas que llegan y el
aumento/disminución de las ventas, suponiendo que los dos dependen del nivel de
satisfacción del cliente.
- Posibilidad de utilizar un efecto como sustituto de otro.
Se puede utilizar para controlar efectos difíciles o costosos de medir, a través de otros con
medición más simple.
Ejemplo: Estudiar la relación existente entre reducción de costes y satisfacción del cliente
para utilizar el parámetro de más fácil medición en la evaluación de las actividades deplanificación.
- Relaciones entre dos posibles causas.
Sirve para actuar sobre efectos de forma más simple o adecuada y para analizar procesos
complejos.
Ejemplo: Analizar la relación entre el porcentaje idóneo de contenido en potasio de un
fertilizante y la cantidad media de lluvia recogida en la zona de cultivo, puesto que ambos
elementos influyen en la calidad del vino y el régimen de lluvias no puede ser modificado.
PROCESO DE INTERPRETACIÓN
El Diagrama de Dispersión expresa el grado de relación entre dos variables, y dicha
relación no necesariamente significa que una de ellas es la causa de la otra.
El análisis de un Diagrama de Dispersión es un proceso de cuatro pasos:
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 26/46
Primero: Elaborar una teoría admisible y relevante sobre la supuesta relación entre
dos variables.
Segundo: Recoger datos y construir el Diagrama.
Tercero: Identificar y clasificar la pauta de correlación.
Cuarto: Discutir la teoría original y considerar otras explicaciones.
La construcción y clasificación del Diagrama de Dispersión es la parte central del proceso.
No es ni el principio ni el final.
PAUTAS TÍPICAS DE CORRELACIÓN
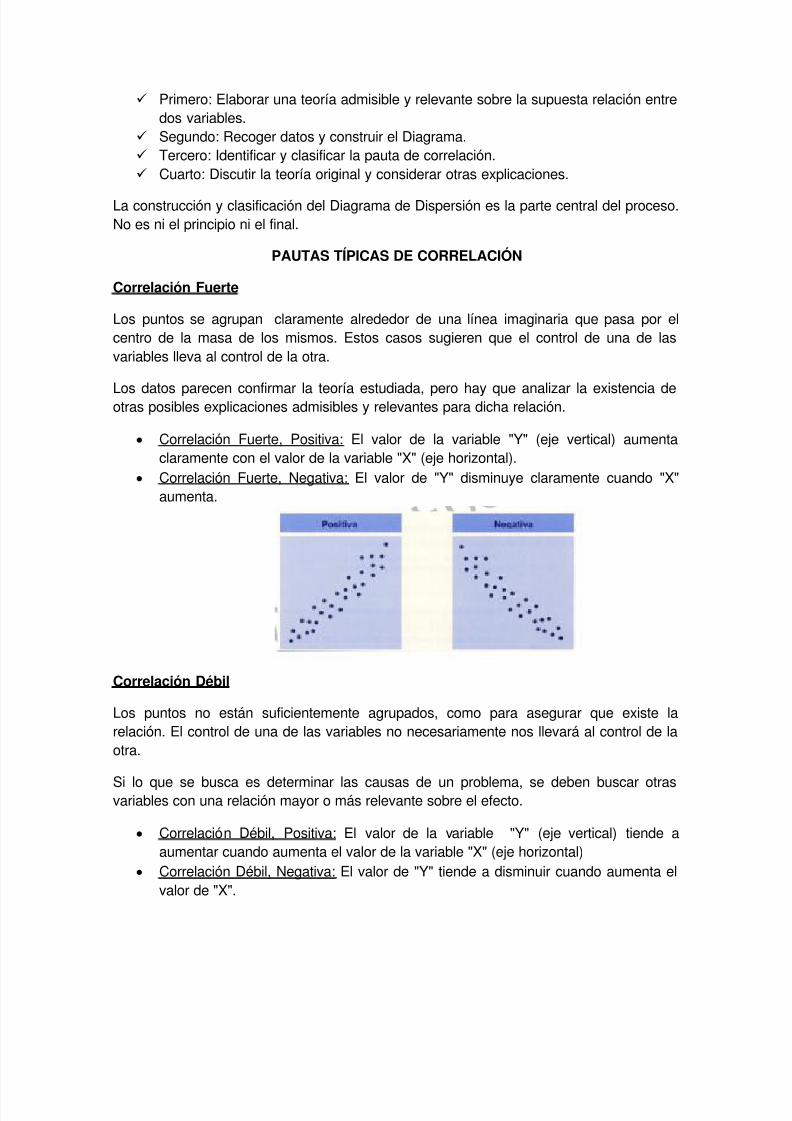
Correlación Fuerte
Los puntos se agrupan claramente alrededor de una línea imaginaria que pasa por el
centro de la masa de los mismos. Estos casos sugieren que el control de una de las
variables lleva al control de la otra.
Los datos parecen confirmar la teoría estudiada, pero hay que analizar la existencia deotras posibles explicaciones admisibles y relevantes para dicha relación.
Correlación Fuerte, Positiva: El valor de la variable "Y" (eje vertical) aumenta
claramente con el valor de la variable "X" (eje horizontal).
Correlación Fuerte, Negativa: El valor de "Y" disminuye claramente cuando "X"
aumenta.
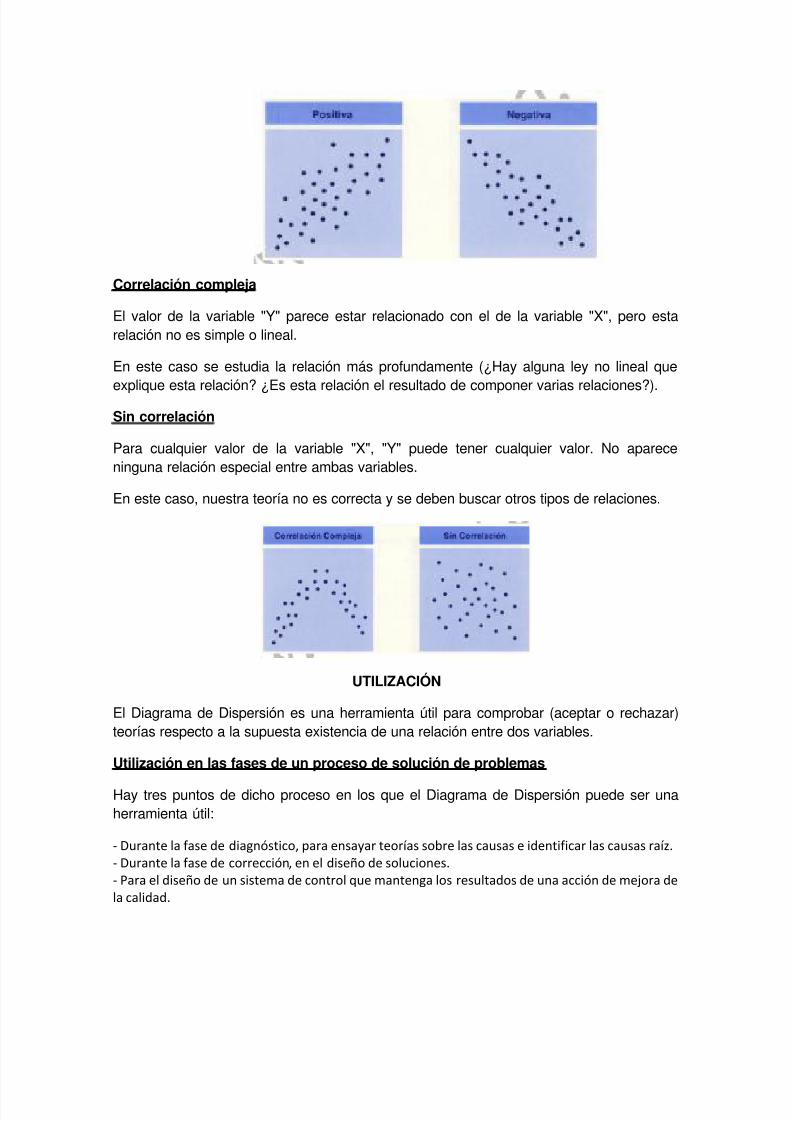
Correlación Débil
Los puntos no están suficientemente agrupados, como para asegurar que existe la
relación. El control de una de las variables no necesariamente nos llevará al control de la
otra.
Si lo que se busca es determinar las causas de un problema, se deben buscar otrasvariables con una relación mayor o más relevante sobre el efecto.
Correlación Débil, Positiva: El valor de la variable "Y" (eje vertical) tiende a
aumentar cuando aumenta el valor de la variable "X" (eje horizontal)
Correlación Débil, Negativa: El valor de "Y" tiende a disminuir cuando aumenta el
valor de "X".
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 27/46
Correlación compleja
El valor de la variable "Y" parece estar relacionado con el de la variable "X", pero esta
relación no es simple o lineal.
En este caso se estudia la relación más profundamente (¿Hay alguna ley no lineal que
explique esta relación? ¿Es esta relación el resultado de componer varias relaciones?).
Sin correlación
Para cualquier valor de la variable "X", "Y" puede tener cualquier valor. No aparece
ninguna relación especial entre ambas variables.
En este caso, nuestra teoría no es correcta y se deben buscar otros tipos de relaciones.
UTILIZACIÓN
El Diagrama de Dispersión es una herramienta útil para comprobar (aceptar o rechazar)
teorías respecto a la supuesta existencia de una relación entre dos variables.
Utilización en las fases de un proceso de solución de problemas
Hay tres puntos de dicho proceso en los que el Diagrama de Dispersión puede ser una
herramienta útil:
- Durante la fase de diagnóstico, para ensayar teorías sobre las causas e identificar las causas raíz.- Durante la fase de corrección, en el diseño de soluciones.- Para el diseño de un sistema de control que mantenga los resultados de una acción de mejora dela calidad.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 28/46
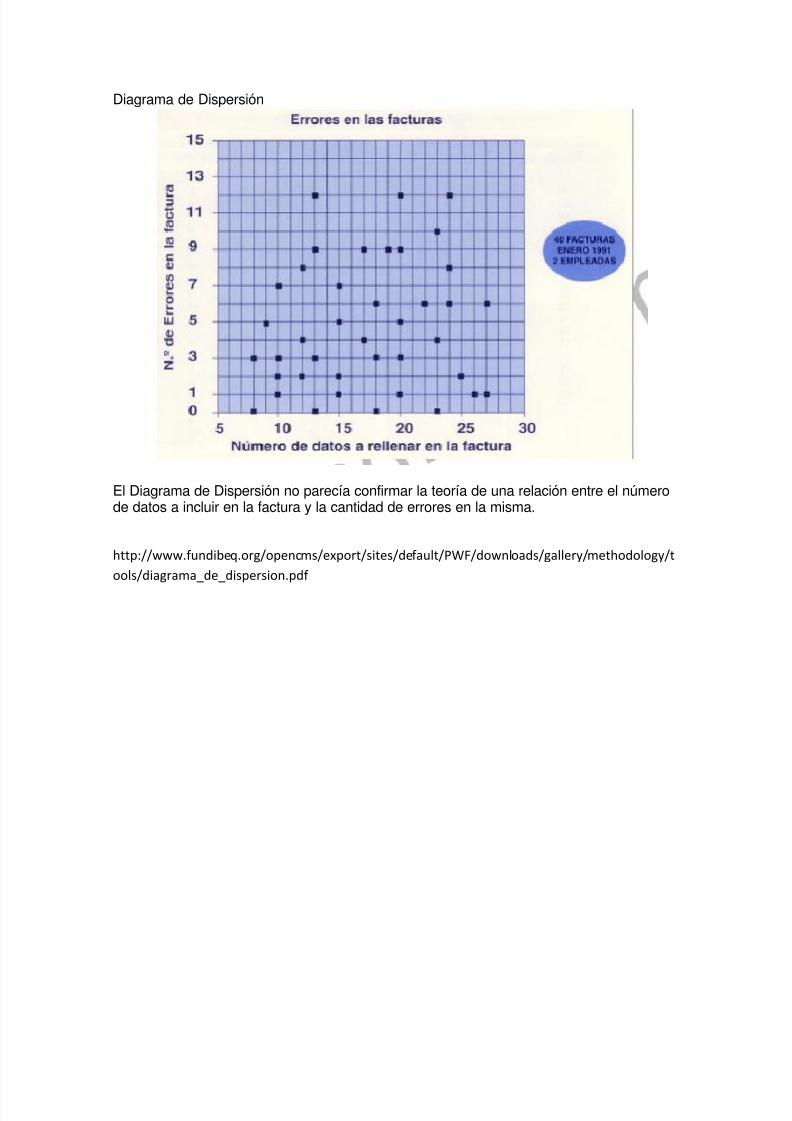
Ejemplo 1 “Errores en las
facturas”
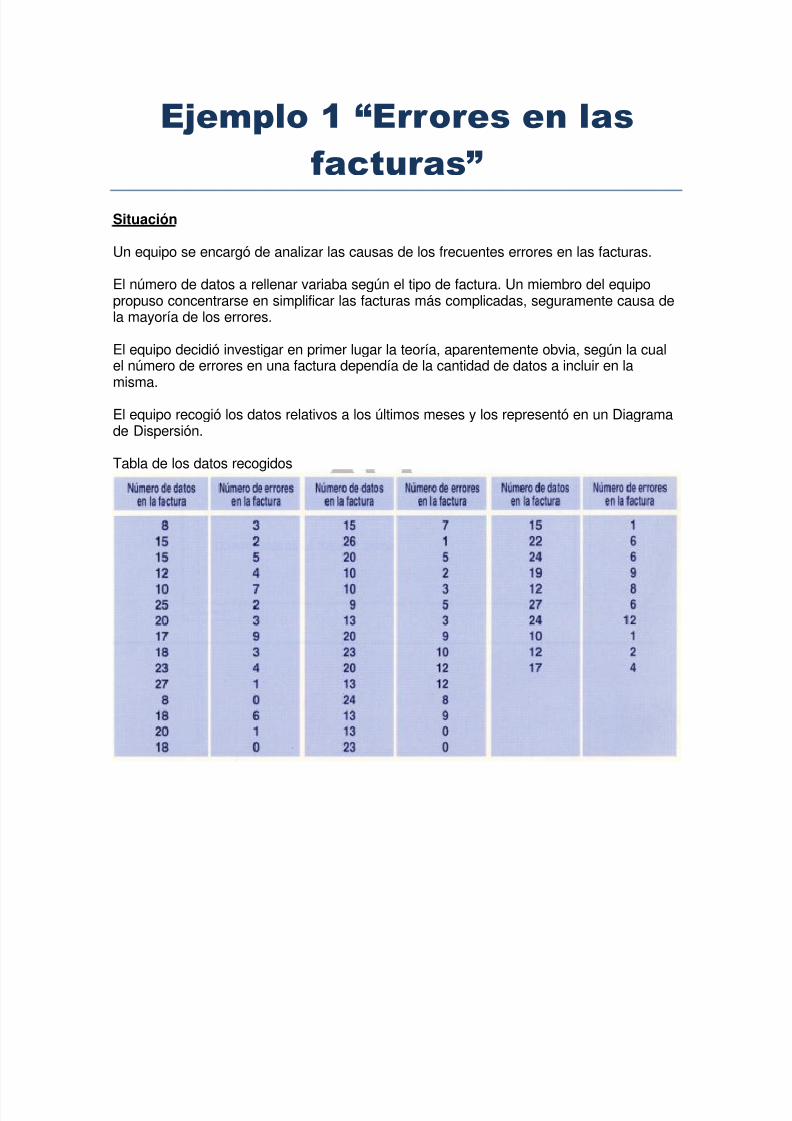
Situación
Un equipo se encargó de analizar las causas de los frecuentes errores en las facturas.
El número de datos a rellenar variaba según el tipo de factura. Un miembro del equipopropuso concentrarse en simplificar las facturas más complicadas, seguramente causa dela mayoría de los errores.
El equipo decidió investigar en primer lugar la teoría, aparentemente obvia, según la cualel número de errores en una factura dependía de la cantidad de datos a incluir en lamisma.
El equipo recogió los datos relativos a los últimos meses y los representó en un Diagramade Dispersión.
Tabla de los datos recogidos
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 29/46
Diagrama de Dispersión
El Diagrama de Dispersión no parecía confirmar la teoría de una relación entre el númerode datos a incluir en la factura y la cantidad de errores en la misma.
http://www.fundibeq.org/opencms/export/sites/default/PWF/downloads/gallery/methodology/t
ools/diagrama_de_dispersion.pdf
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 30/46
Bibliografía
Recuperado el 22 de febrero del 2012
http: //es.wikipedia.org/wiki/Diagrama_de_dispersi%C3%B3n
http://www.fundibeq.org/opencms/export/sites/default/PWF/downloads/gallery/method
ology/tools/diagrama_de_dispersion.pdf
Zúnica. L.(2009) ESTADISTICA DESCRIPTIVA BIDIMENSIONAL 5TA ed. PP 63.
ESPAÑA,VALENCIA. ED. UNIV. POLITÉC. VALENC
CHANG R., NIEDZWIECK M. 1999) LA HERRAMIENTA PARA LA MEJORA CONTINUA DE LA
CALIDAD. PP63. BARCELONA ESPAÑA. EDICIONES GRANICA
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 31/46
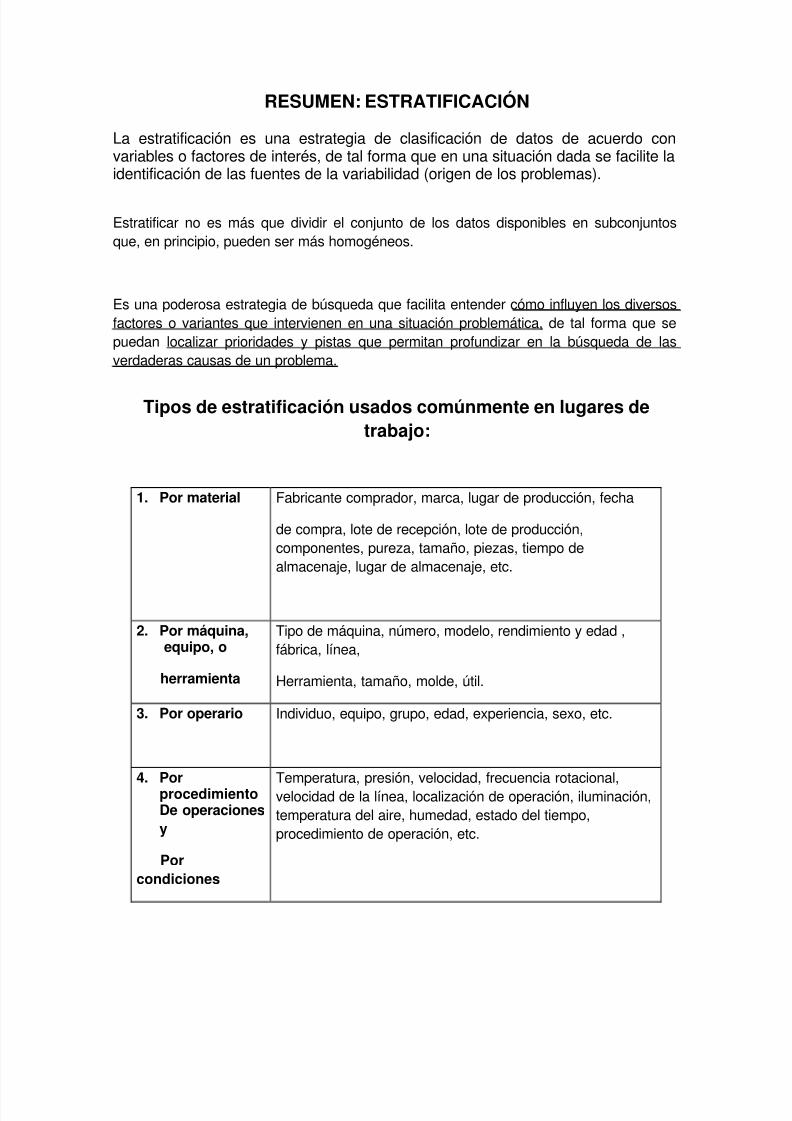
RESUMEN: ESTRATIFICACIÓN
La estratificación es una estrategia de clasificación de datos de acuerdo convariables o factores de interés, de tal forma que en una situación dada se facilite laidentificación de las fuentes de la variabilidad (origen de los problemas).
Estratificar no es más que dividir el conjunto de los datos disponibles en subconjuntos
que, en principio, pueden ser más homogéneos.
Es una poderosa estrategia de búsqueda que facilita entender cómo influyen los diversos
factores o variantes que intervienen en una situación problemática, de tal forma que se
puedan localizar prioridades y pistas que permitan profundizar en la búsqueda de las
verdaderas causas de un problema.
Tipos de estratificación usados comúnmente en lugares detrabajo:
1. Por material Fabricante comprador, marca, lugar de producción, fecha
de compra, lote de recepción, lote de producción,
componentes, pureza, tamaño, piezas, tiempo de
almacenaje, lugar de almacenaje, etc.
2. Por máquina,equipo, o
herramienta
Tipo de máquina, número, modelo, rendimiento y edad ,
fábrica, línea,
Herramienta, tamaño, molde, útil.
3. Por operario Individuo, equipo, grupo, edad, experiencia, sexo, etc.
4. PorprocedimientoDe operacionesy
Porcondiciones
Temperatura, presión, velocidad, frecuencia rotacional,velocidad de la línea, localización de operación, iluminación,
temperatura del aire, humedad, estado del tiempo,
procedimiento de operación, etc.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 32/46
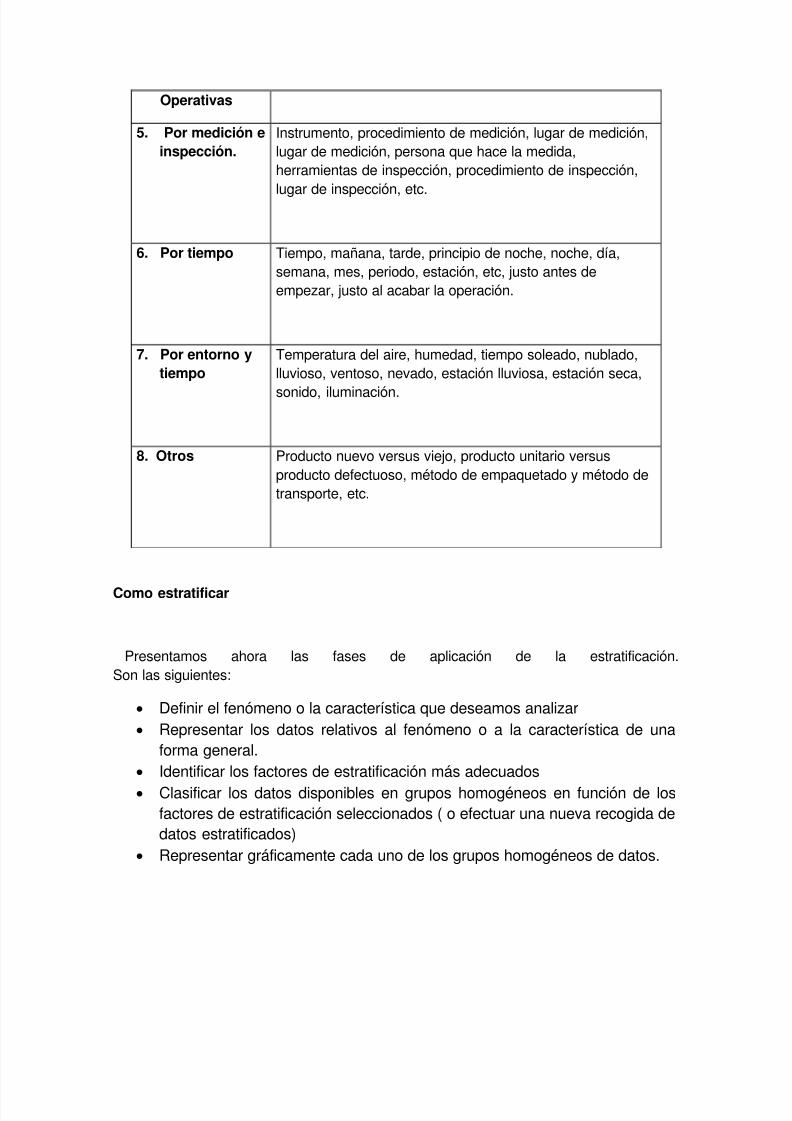
Operativas
5. Por medición einspección.
Instrumento, procedimiento de medición, lugar de medición,
lugar de medición, persona que hace la medida,
herramientas de inspección, procedimiento de inspección,
lugar de inspección, etc.
6. Por tiempo Tiempo, mañana, tarde, principio de noche, noche, día,
semana, mes, periodo, estación, etc, justo antes de
empezar, justo al acabar la operación.
7. Por entorno ytiempo
Temperatura del aire, humedad, tiempo soleado, nublado,
lluvioso, ventoso, nevado, estación lluviosa, estación seca,
sonido, iluminación.
8. Otros Producto nuevo versus viejo, producto unitario versus
producto defectuoso, método de empaquetado y método de
transporte, etc.
Como estratificar
Presentamos ahora las fases de aplicación de la estratificación.
Son las siguientes:
Definir el fenómeno o la característica que deseamos analizar
Representar los datos relativos al fenómeno o a la característica de una
forma general.
Identificar los factores de estratificación más adecuados
Clasificar los datos disponibles en grupos homogéneos en función de los
factores de estratificación seleccionados ( o efectuar una nueva recogida de
datos estratificados)
Representar gráficamente cada uno de los grupos homogéneos de datos.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 33/46
En realidad, la estratificación no es una técnica propiamente dicha, más bien esuna metodología de trabajo compatible con cualquiera de las herramientas antesmencionadas.
Entonces a continuación presentaremos una serie de ejemplos de la estratificación
combinada con las diversas herramientas para asegurar la calidad.
EJEMPLOS
EJEMPLO 1
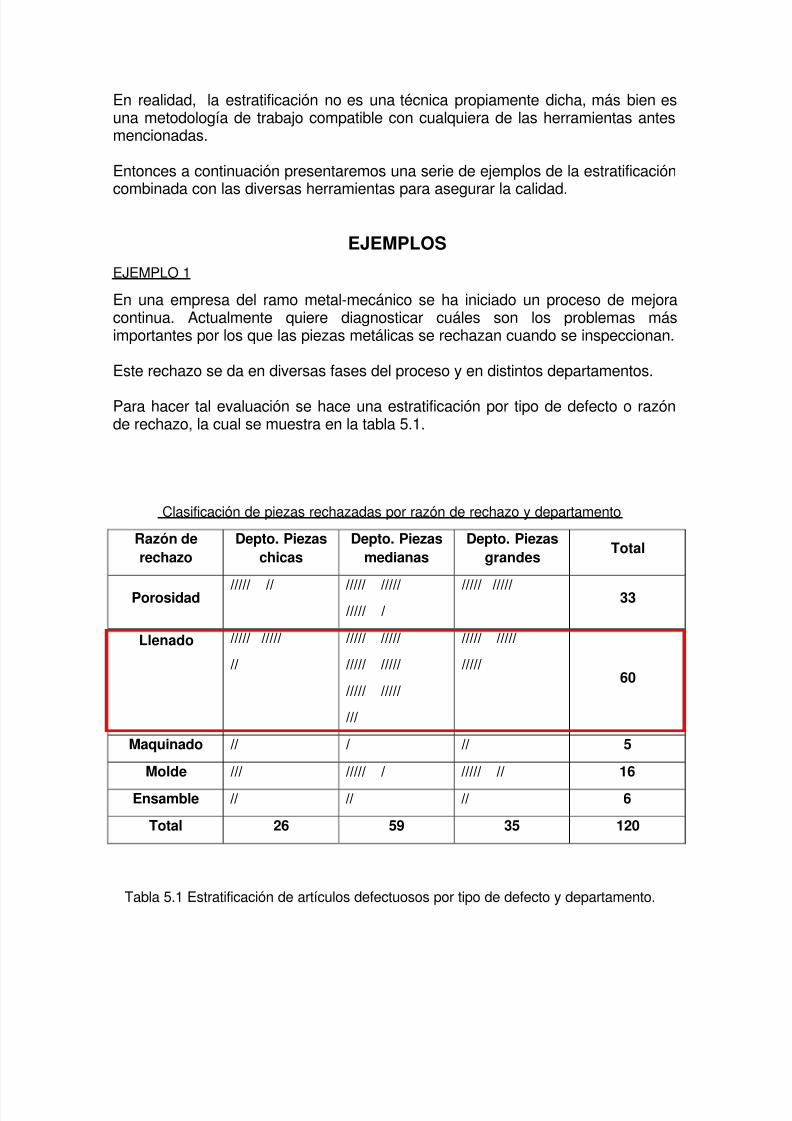
En una empresa del ramo metal-mecánico se ha iniciado un proceso de mejoracontinua. Actualmente quiere diagnosticar cuáles son los problemas másimportantes por los que las piezas metálicas se rechazan cuando se inspeccionan.
Este rechazo se da en diversas fases del proceso y en distintos departamentos.
Para hacer tal evaluación se hace una estratificación por tipo de defecto o razónde rechazo, la cual se muestra en la tabla 5.1.
Clasificación de piezas rechazadas por razón de rechazo y departamento
Razón derechazo
Depto. Piezaschicas
Depto. Piezasmedianas
Depto. Piezasgrandes
Total
Porosidad ///// // ///// ////////// /
///// ///// 33
Llenado ///// /////
//
///// /////
///// /////
///// /////
///
///// /////
/////60
Maquinado // / // 5
Molde /// ///// / ///// // 16
Ensamble // // // 6
Total 26 59 35 120
Tabla 5.1 Estratificación de artículos defectuosos por tipo de defecto y departamento.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 34/46
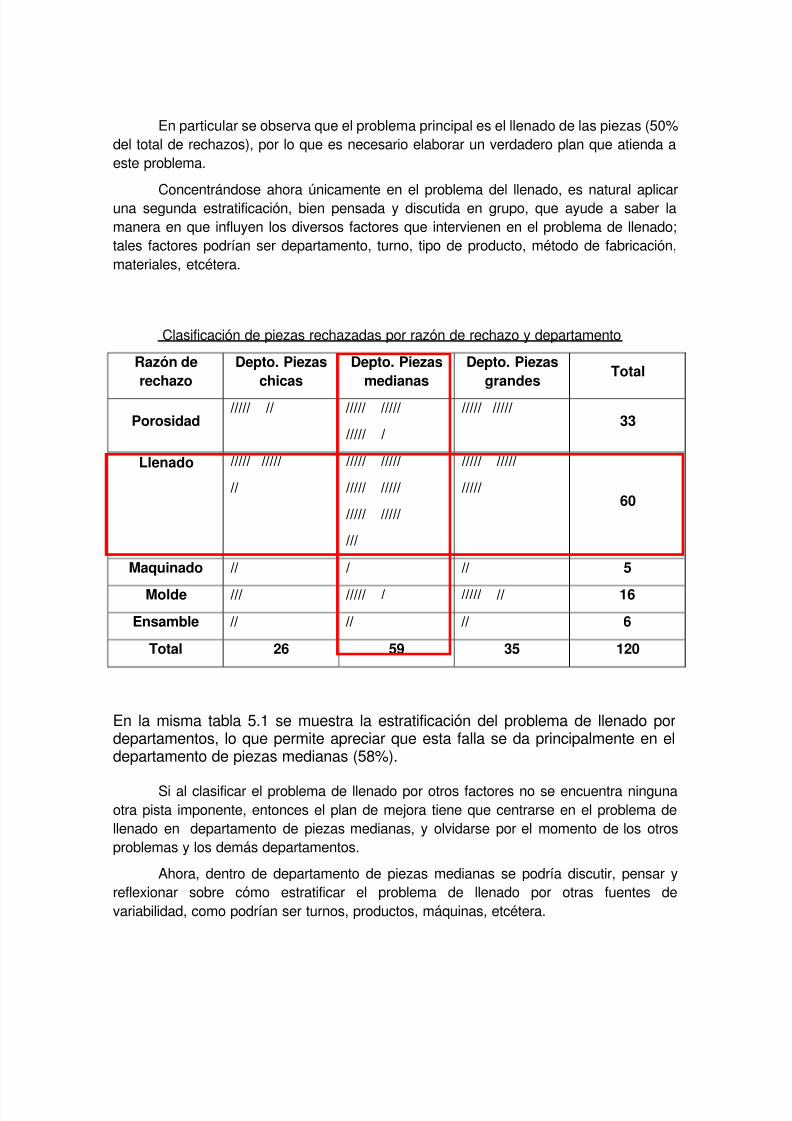
En particular se observa que el problema principal es el llenado de las piezas (50%
del total de rechazos), por lo que es necesario elaborar un verdadero plan que atienda a
este problema.
Concentrándose ahora únicamente en el problema del llenado, es natural aplicaruna segunda estratificación, bien pensada y discutida en grupo, que ayude a saber la
manera en que influyen los diversos factores que intervienen en el problema de llenado;
tales factores podrían ser departamento, turno, tipo de producto, método de fabricación,
materiales, etcétera.
Clasificación de piezas rechazadas por razón de rechazo y departamento
Razón derechazo
Depto. Piezaschicas
Depto. Piezasmedianas
Depto. Piezasgrandes
Total
Porosidad///// // ///// /////
///// /
///// /////33
Llenado ///// /////
//
///// /////
///// /////
///// /////
///
///// /////
/////60
Maquinado // / // 5
Molde /// ///// / ///// // 16
Ensamble // // // 6
Total 26 59 35 120
En la misma tabla 5.1 se muestra la estratificación del problema de llenado pordepartamentos, lo que permite apreciar que esta falla se da principalmente en eldepartamento de piezas medianas (58%).
Si al clasificar el problema de llenado por otros factores no se encuentra ninguna
otra pista imponente, entonces el plan de mejora tiene que centrarse en el problema de
llenado en departamento de piezas medianas, y olvidarse por el momento de los otros
problemas y los demás departamentos.
Ahora, dentro de departamento de piezas medianas se podría discutir, pensar y
reflexionar sobre cómo estratificar el problema de llenado por otras fuentes de
variabilidad, como podrían ser turnos, productos, máquinas, etcétera.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 35/46
Cuando mediante la estratificación ya no se encuentre ninguna pista más,
entonces se torna en cuenta todo el análisis hecho para tratar de encontrar la verdadera
causa del problema; labor que es más sencilla porque ya se tienen varias pistas sobre
dónde, cómo y cuándo se presenta el problema principal.
Generalmente tratar de encontrar la causa raíz antes de las estratificaciones es
desperdiciar energías y recursos innecesariamente ya que es muy fácil que se toquen
sólo aspectos superficiales, que conduzcan a que sólo se ataquen efectos y no las
verdaderas causas.
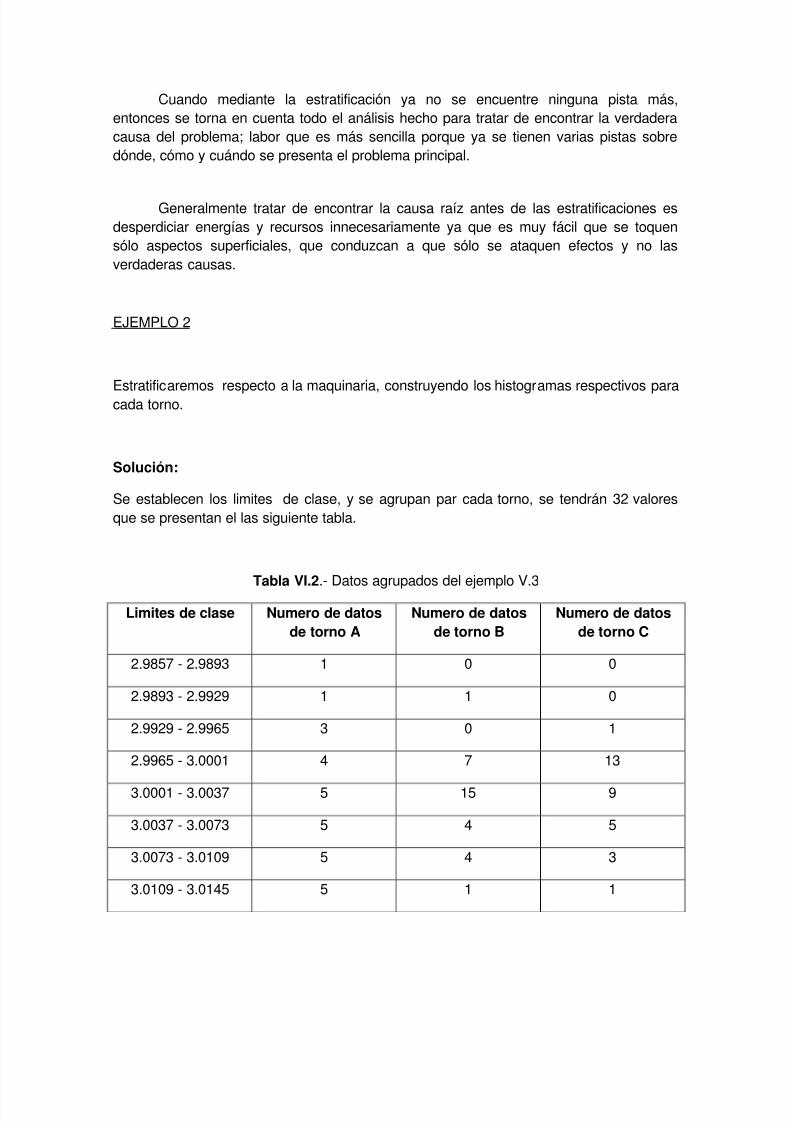
EJEMPLO 2
Estratificaremos respecto a la maquinaria, construyendo los histogramas respectivos paracada torno.
Solución:
Se establecen los limites de clase, y se agrupan par cada torno, se tendrán 32 valores
que se presentan el las siguiente tabla.
Tabla VI.2.- Datos agrupados del ejemplo V.3
Limites de clase Numero de datosde torno A
Numero de datosde torno B
Numero de datosde torno C
2.9857 - 2.9893 1 0 0
2.9893 - 2.9929 1 1 0
2.9929 - 2.9965 3 0 1
2.9965 - 3.0001 4 7 13
3.0001 - 3.0037 5 15 9
3.0037 - 3.0073 5 4 5
3.0073 - 3.0109 5 4 3
3.0109 - 3.0145 5 1 1
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 36/46
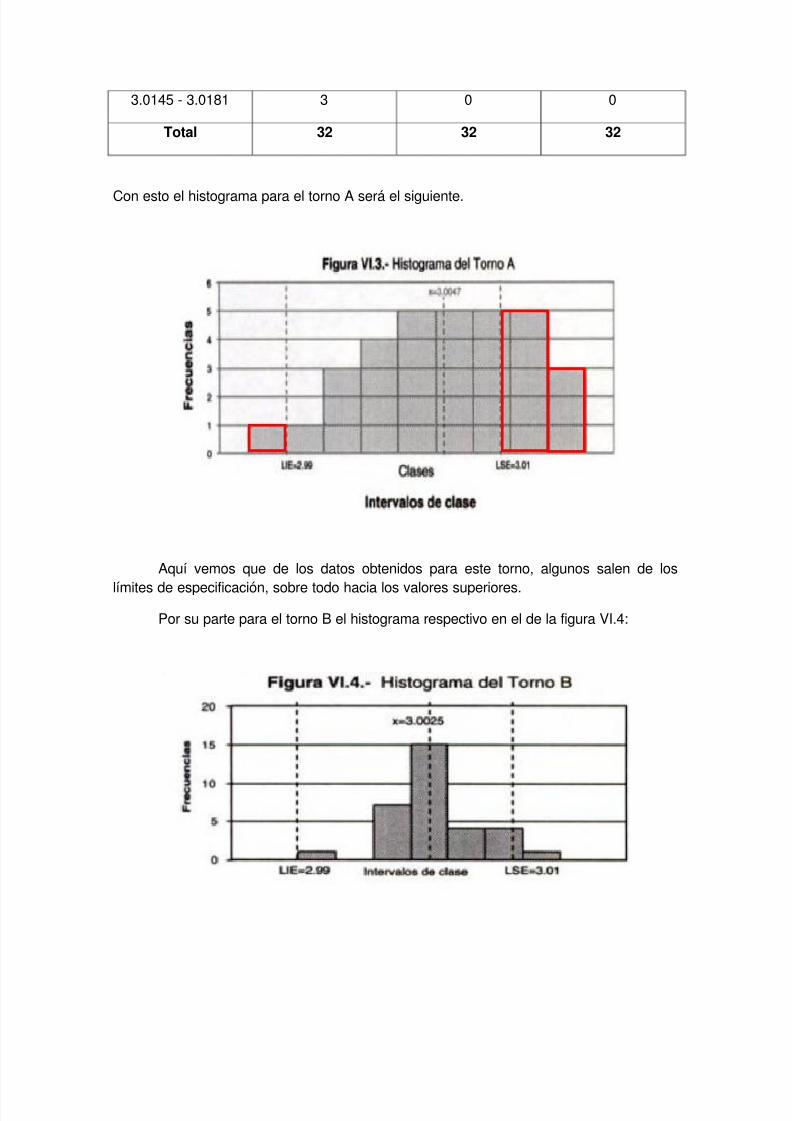
3.0145 - 3.0181 3 0 0
Total 32 32 32
Con esto el histograma para el torno A será el siguiente.
Aquí vemos que de los datos obtenidos para este torno, algunos salen de los
límites de especificación, sobre todo hacia los valores superiores.
Por su parte para el torno B el histograma respectivo en el de la figura VI.4:
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 37/46
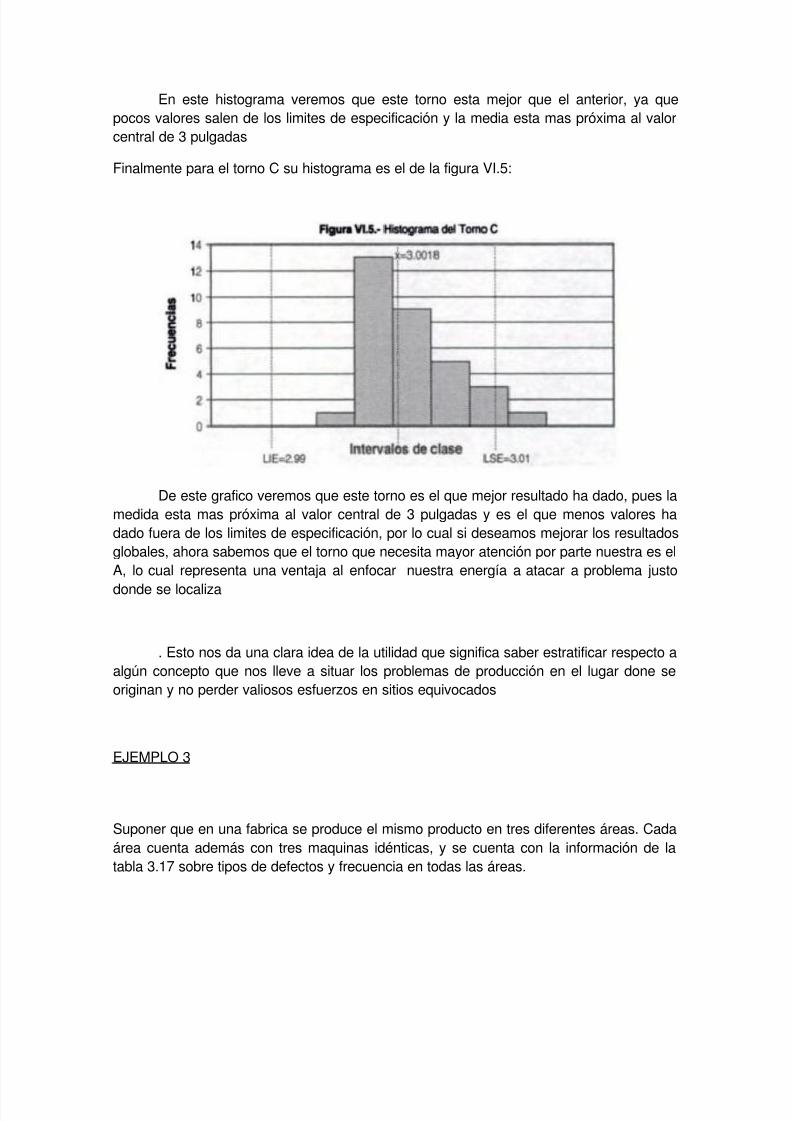
En este histograma veremos que este torno esta mejor que el anterior, ya que
pocos valores salen de los limites de especificación y la media esta mas próxima al valor
central de 3 pulgadas
Finalmente para el torno C su histograma es el de la figura VI.5:
De este grafico veremos que este torno es el que mejor resultado ha dado, pues la
medida esta mas próxima al valor central de 3 pulgadas y es el que menos valores ha
dado fuera de los limites de especificación, por lo cual si deseamos mejorar los resultados
globales, ahora sabemos que el torno que necesita mayor atención por parte nuestra es el
A, lo cual representa una ventaja al enfocar nuestra energía a atacar a problema justo
donde se localiza
. Esto nos da una clara idea de la utilidad que significa saber estratificar respecto a
algún concepto que nos lleve a situar los problemas de producción en el lugar done se
originan y no perder valiosos esfuerzos en sitios equivocados
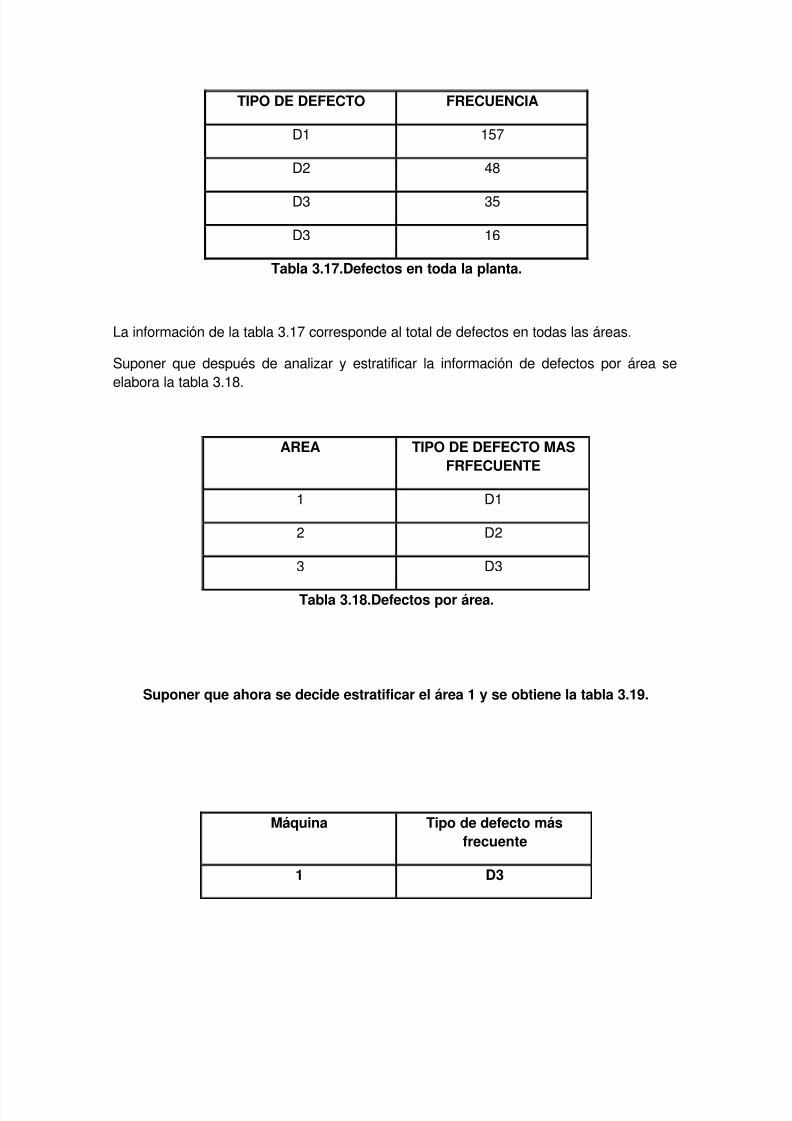
EJEMPLO 3
Suponer que en una fabrica se produce el mismo producto en tres diferentes áreas. Cada
área cuenta además con tres maquinas idénticas, y se cuenta con la información de la
tabla 3.17 sobre tipos de defectos y frecuencia en todas las áreas.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 38/46
TIPO DE DEFECTO FRECUENCIA
D1 157
D2 48
D3 35
D3 16
Tabla 3.17.Defectos en toda la planta.
La información de la tabla 3.17 corresponde al total de defectos en todas las áreas.
Suponer que después de analizar y estratificar la información de defectos por área se
elabora la tabla 3.18.
AREA TIPO DE DEFECTO MASFRFECUENTE
1 D1
2 D2
3 D3
Tabla 3.18.Defectos por área.
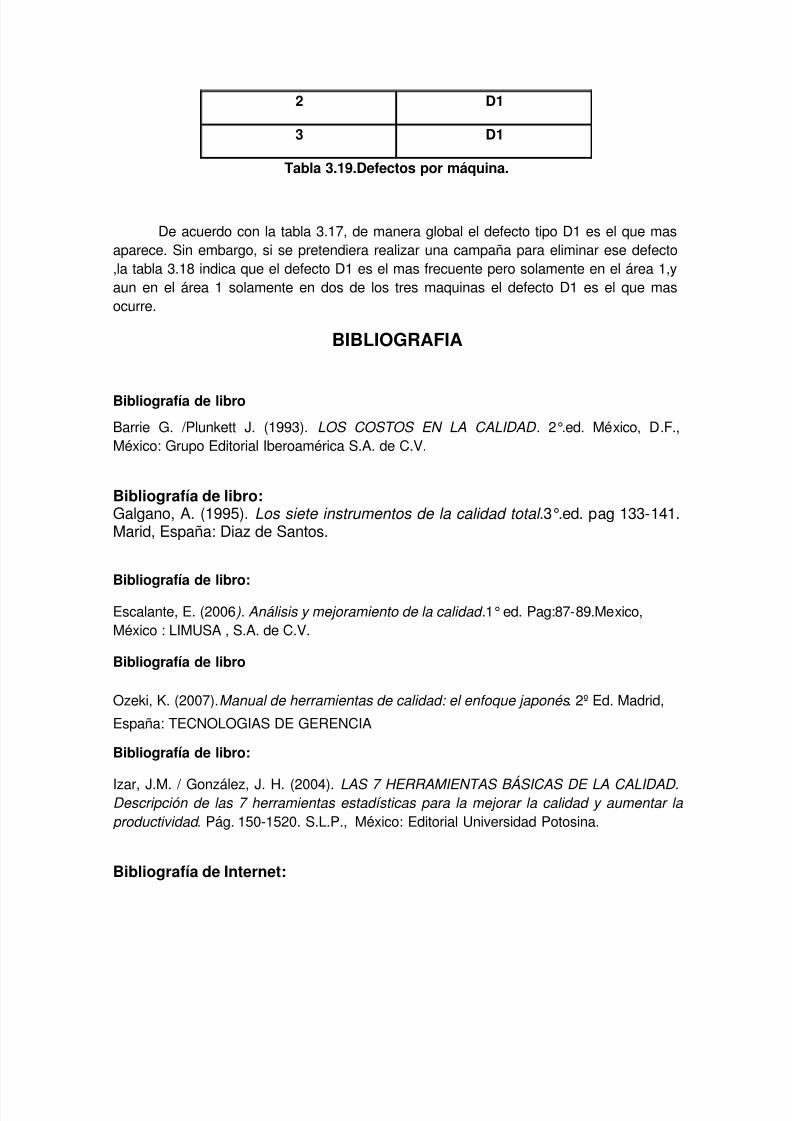
Suponer que ahora se decide estratificar el área 1 y se obtiene la tabla 3.19.
Máquina Tipo de defecto másfrecuente
1 D3
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 39/46
2 D1
3 D1
Tabla 3.19.Defectos por máquina.
De acuerdo con la tabla 3.17, de manera global el defecto tipo D1 es el que mas
aparece. Sin embargo, si se pretendiera realizar una campaña para eliminar ese defecto
,la tabla 3.18 indica que el defecto D1 es el mas frecuente pero solamente en el área 1,y
aun en el área 1 solamente en dos de los tres maquinas el defecto D1 es el que mas
ocurre.
BIBLIOGRAFIA
Bibliografía de libro
Barrie G. /Plunkett J. (1993). LOS COSTOS EN LA CALIDAD . 2°.ed. México, D.F.,
México: Grupo Editorial Iberoamérica S.A. de C.V.
Bibliografía de libro: Galgano, A. (1995). Los siete instrumentos de la calidad total .3°.ed. pag 133-141.Marid, España: Diaz de Santos.
Bibliografía de libro:Escalante, E. (2006 ). Análisis y mejoramiento de la calidad .1° ed. Pag:87-89.Mexico,
México : LIMUSA , S.A. de C.V.
Bibliografía de libro
Ozeki, K. (2007).Manual de herramientas de calidad: el enfoque japonés . 2º Ed. Madrid,
España: TECNOLOGIAS DE GERENCIA
Bibliografía de libro:
Izar, J.M. / González, J. H. (2004). LAS 7 HERRAMIENTAS BÁSICAS DE LA CALIDAD.Descripción de las 7 herramientas estadísticas para la mejorar la calidad y aumentar la productividad . Pág. 150-1520. S.L.P., México: Editorial Universidad Potosina.
Bibliografía de Internet:
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 40/46
Huerga, M./Abad, J. (2000). HERRAMIENTAS ESTADÍSTICAS BÁSICAS EN ELCONTROL Y MEJORA DE LA CALIDAD. UNA APLICACIÓN EN LA INDUSTRIAAGROALIMENTARIARecuperado 22 de febrero del 2012http://www.asepelt.org/ficheros/File/Anales/2000%20%20Oviedo/Trabajos/PDF/13
6.pdf
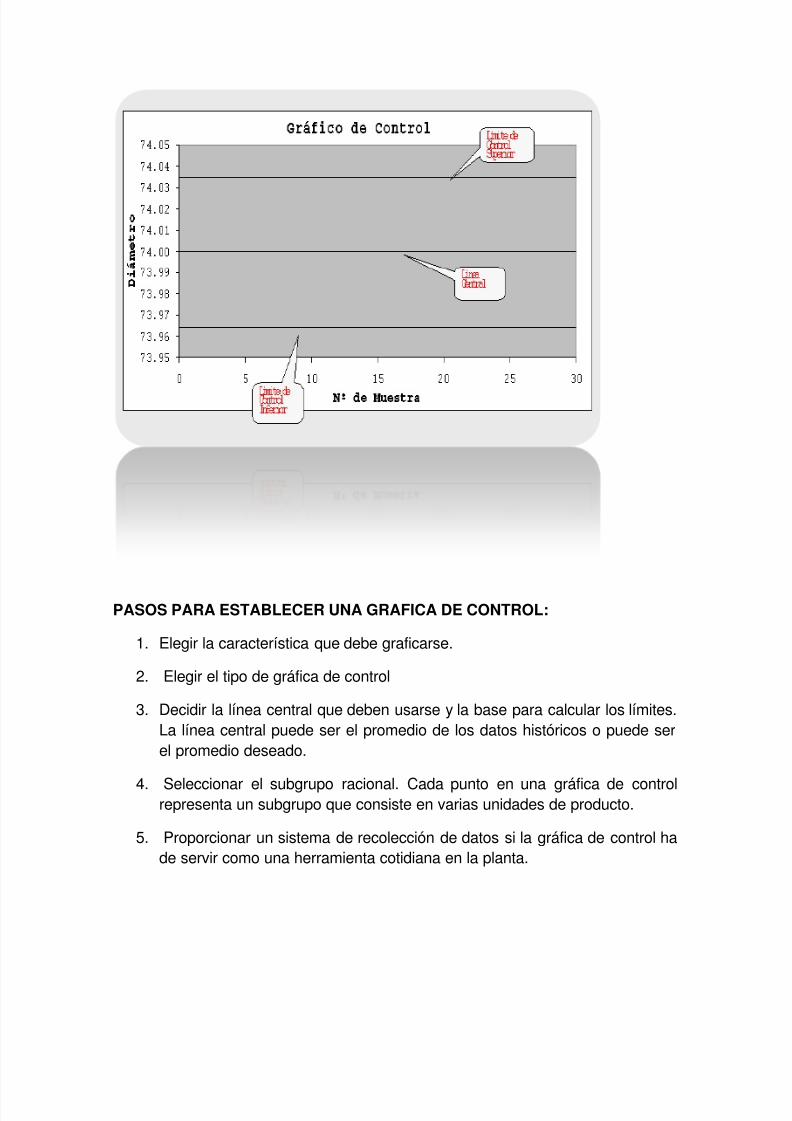
GRAFICOS DE CONTROL
Un gráfico de control es una Carta o diagrama especialmente preparado donde se
van anotando los valores sucesivos de la característica de calidad que se está
controlando. Los datos se registran durante el funcionamiento del proceso de
fabricación y a medida que se obtienen.
Cuando una grafica indica una situación fuera de control, se puede iniciar una
investigación para identificar causas y tomar medidas correctivas.
Son fáciles de usar e interpretar, tanto por el personal encargado de los procesos
como por la dirección.El gráfico de control tiene una Línea Central que representa el promedio histórico
de la característica que se está controlando y Límites Superior e Inferior que
también se calculan con datos históricos.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 41/46
PASOS PARA ESTABLECER UNA GRAFICA DE CONTROL:
1. Elegir la característica que debe graficarse.
2. Elegir el tipo de gráfica de control
3. Decidir la línea central que deben usarse y la base para calcular los límites.
La línea central puede ser el promedio de los datos históricos o puede ser
el promedio deseado.
4. Seleccionar el subgrupo racional. Cada punto en una gráfica de controlrepresenta un subgrupo que consiste en varias unidades de producto.
5. Proporcionar un sistema de recolección de datos si la gráfica de control ha
de servir como una herramienta cotidiana en la planta.
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 42/46
6. Calcular los límites de control y proporcionar instrucciones específicas sobr
e la interpretación de los resultados y las acciones que debe tomar cada
persona en producción.
7. Graficar los datos e interpretar los resultados.
Existen 2 tipos de gráficos de control
Graficas de control para variables:
se aplican a características de calidad de tipo continuo y requieren un instrumento
de medición (Longitud, peso ), las mas usuales son:
X (de medidas).
R (de rangos)
S (de desviación estándar).
Graficas de control para atributos:
Se utiliza para monitorear el numero de defectos, cuando las medidas adoptadas
no son continuas, ( tres tornillos defectuosos cada cien, 3 paradas en un mes en la
fábrica, seis personas cada 300 ) y pueden ser:
np (numero de unidades defectuosos).
p (Analiza las variaciones en la fracción o proporción de artículos
defectuosos por muestra o subgrupo)
c (numero de defectos). Analiza la variabilidad del numero de defectos por
subgrupo , cuando el tamaño de su grupo se mantiene constante,
u (numero promedio de defectos por unidad) Analiza la variación del
numero promedio de defectos por articulo o unidad, en lugar del total de
defectos en el subgrupo.
Carta np ( numero de artículos defectuosos )
Cuando el tamaño de la muestra en las cartas p es constante, es mas conveniente
usar la carta np en la que se grafica el numero de artículos defectuosos por grupo,
en lugar de la proporción, de aquí que los limites del control de la carta np estén
dados por :
pnpnp LSC 13
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 43/46
SE DEBE TENER EN CUENTA
1) El proceso debe ser estable
2) Los datos del proceso deben obedecer a una distribución normal
3) El número de datos a considerar debe ser de aproximadamente 20 a 25
subgrupos con un tamaño de muestras de 4 a 5, para que las muestras
consideradas sean representativas de la población.
4) Los datos deben ser clasificados teniendo en cuenta que, la dispersión
debe ser mínima dentro de cada subgrupo y máxima entre subgrupos.
5) Se deben disponer de tablas estadísticas
PATRONES QUE INDICAN QUE EL PROCESO ESTA FUNCIONANDO CONCAUSAS ESPECIALES DE VARIACION
Patrón 1. Desplazamientos o cambios en el nivel del proceso
Ocurre cuando uno o mas puntos se salen de los limites de control, estos casos
especiales pueden ser por :
la introducción de nuevos trabajadores
Cambios en los métodos de inspección
Una mayor o menor atención de los trabajadores
Un proceso mejor (peor)
Patrón 2. Tendencias en el nivel del proceso
Consiste en una tendencia a incrementarse (o disminuirse) los valores de los
puntos en la carta esto se puede deber a las siguientes causas especiales:
El deterioro o desajuste gradual del equipo de producción
Desgaste de las herramientas de corte
pnpnp LIC 13
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 44/46
Acumulación de productos de desperdicio
Calentamiento de maquinas
Cambios graduales en las condiciones del medio ambiente
Patrón 3. Ciclos recurrentes (periodicidad)
Cuando un comportamiento cíclico se presenta en la carta X entonces las posibles
causas son:
cambios periódicos en el ambiente
Diferencias en los dispositivos de medición
Rotación regular de maquinas u operarios
efecto sistemático producido por dos maquinas
Patrón 4. Mucha variabilidad
Se manifiesta mediante la alta proporción de puntos cerca de los limites de
control, a ambos lados de la línea central, y a pocos o ningún punto en la parte
central de la carta.
Causas que pueden afectar son:
sobre control o ajustes innecesarios
Diferencias sistemáticas en la calidad del material
Control de dos o mas procesos en la misma carta
Patrón 5. Falta de variabilidad (estatificación)
En este proceso todos los puntos se concentran en la parte central de la carta, los
puntos reflejan poca variabilidad o estatificación. Las cartas se pueden ver
afectadas por:
o Equivocación en los cálculos de los limites
o Agrupamiento en una misma muestra
o carta de control inapropiada para el estadístico graficado
EJEMPLO
5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 45/46
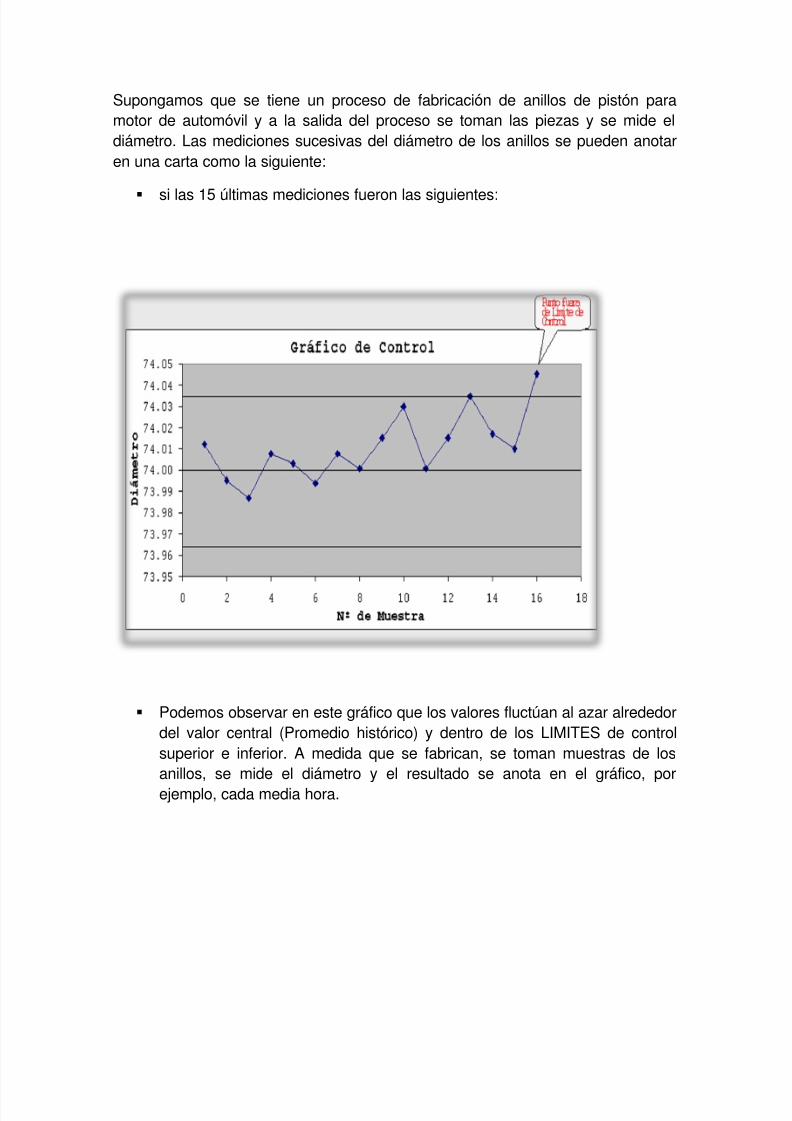
Supongamos que se tiene un proceso de fabricación de anillos de pistón para
motor de automóvil y a la salida del proceso se toman las piezas y se mide el
diámetro. Las mediciones sucesivas del diámetro de los anillos se pueden anotar
en una carta como la siguiente:
si las 15 últimas mediciones fueron las siguientes:
Podemos observar en este gráfico que los valores fluctúan al azar alrededor
del valor central (Promedio histórico) y dentro de los LIMITES de control
superior e inferior. A medida que se fabrican, se toman muestras de los
anillos, se mide el diámetro y el resultado se anota en el gráfico, por
ejemplo, cada media hora.

5/14/2018 Resumen de Control E.C - slidepdf.com
http://slidepdf.com/reader/full/resumen-de-control-ec 46/46