rieles tth cormecanica renault
DESCRIPTION
circuitos de rieles de tratamientos termicos cormecanica los andesTRANSCRIPT

1
CORPORACIÓN UNIVERSIDAD ACONCAGUA
CAMPUS TECNOLÓGICO
SEDE LOS ANDES
“CIRCUITO DE RIELES TTH”.
Informe de práctica profesional para optar
Al título de técnico de nivel superior en
Construcción y Obras Civiles.
Alumno : Andres Embid Vargas.
Profesor Guia : Manuel Ramirez Alfaro.
Profesor Informante : Oscar Gutierrez Muñoz.
LOS ANDES – CHILE
2014.

2
DEDICATORIA
A mis hijas por ser ellas el pilar que me impulsa a ser cada día mejor.
A mi a mi familia quienes me apoyaron todo el tiempo esperando lo mejor
para mi.
A mi mujer Laura quien me apoyo y alentó para continuar, cuando parecía que
no podia mas.
A mis profesores quienes nunca dejaron de enseñarme, aun sin importar que
muchas veces no ponía atención , a ellos que continuaron depositando su
esperanza en mí.
A los quienes leyeron mi tesis y la aprobaron.
A todos los que me apoyaron para escribir y concluir esta tesis.
A ellos les dedico esta tesis, es a ellos a quienes se las debo por su apoyo
incondicional.
Gracias por creer en mi.
Con una inmensa alegria se las dedico a ustedes.
Andres Embid Vargas

3
AGRADECIMIENTOS
Después de un duro y largo trabajo, de interminables dia, de noches en velas
estudiando, e terminado una etapa y un proyecto importante de vida y esto me da el
impulso de seguir perfeccionandome, es así, que tengo esta oportunidad de
agradecer mis logros a quienes lo hicieron posible. No me gustaria que faltara nadie,
Agradezco, a todos ellos quienes me brindaron su apoyo incondicional,
confienza,cariño y amistad. Entregandome la fuerza necesaria para poder conseguir
mis objetivos
Agradezco especialmente a mi familia por entregar todo su apoyo, en donde
cada uno cumplio un rol fundamental.
Agradezco igualmentea mis profesores, quienes me brindado generosamente
sus conocimientos, valores y profesionalismo.
Agradezco a mis compañeros, por entregarme su amistad y apoyo.
Igualmente agradesco a todos ellos quienes pensaron que fracasaria.
4
INDICE
CAPITULO I .............................................................................................................. 11
1. INTRODUCCION ............................................................................................... 11
1.1. ¿QUE ES CORMECANICA? .......................................................................... 12
CAPITULO II ............................................................................................................. 15
2. OBJETIVO ......................................................................................................... 15
2.1. OBJETIVO PRINCIPAL. ................................................................................. 15
2.2. OBJETIVOS ESPECIFICOS. ......................................................................... 15
CAPITULO III ............................................................................................................ 16
3.2. ESTUDIO PROYECTO. .................................................................................. 17
3.3. MEMORIA DE CÁLCULO. .............................................................................. 19
3.3.1. OBJETIVOS. ............................................................................................... 19
3.3.2. ANTECEDENTES. ...................................................................................... 19
3.4. NORMAS. ....................................................................................................... 20
3.4.1. NORMATIVA NACIONAL. .......................................................................... 20
3.4.2. NORMATIVA EXTRANJERA. ..................................................................... 20
3.5. MATERIALES Y RECUBRIMIENTOS. ........................................................... 21
3.6. DEFORMACIONESMÁXIMAS. ...................................................................... 21
3.6.1. CARGASDEDISEÑO. ................................................................................. 21
3.6.2. CARGAS PERMANENTES (DL) (PESO PROPIO)..................................... 22
3.6.3. CARGAS VIVAS (LL) .................................................................................. 23
3.7. SOLICITACIONES SÍSMICAS (EL) ................................................................ 23
3.8. COMBINACIONESDECARGA. ...................................................................... 23
3.8.1. DICEÑO DE ACERO. ................................................................................. 23
3.8.2. CARACTERISTICAS DE LA VIGA.............................................................. 26
3.8.3. MATERIALES. ............................................................................................ 28
3.8.4. PARÁMETROS SÍSMICOS. ....................................................................... 29
3.8.5. ACCIÓN SÍSMICA VERTICAL. ................................................................... 29
3.9. DETERMINACIONDELASSOLICITACIONESSOBREELMODELO- .............. 29
3.9.1. PESO PROPIO Y SOBRECARGAS OPERACIONALES. ........................... 29

5
3.9.2. SOBRECARGA DE VIENTO. ..................................................................... 30
CAPITULO IV ............................................................................................................ 31
4. ANTECEDENTES ADMINISTRATIVOS DEL PROYECTO. .............................. 31
4.1. PRELIMINARES. ............................................................................................ 31
4.1.1. TRÁMITES Y GASTOS GENERALES. ....................................................... 31
4.1.1.1. TRÁMITES PREVIOS Y GASTOS DEL CONTRATO. ............................ 31
4.1.1.2. COSTOS DE GARANTÍAS. ..................................................................... 31
4.1.1.3. COSTOS DE SEGUROS. ....................................................................... 31
4.1.1.4. ENSAYOS Y CONTROL DE CALIDAD. .................................................. 32
4.1.1.5. PRUEBAS DE MATERIALES Y EJECUCIÓN DE DETALLES................ 32
4.1.1.6. PROGRAMACIÓN Y ADMINISTRACIÓN DE LA OBRA. ........................ 32
4.1.1.7. ARCHIVO DE LA OBRA. ......................................................................... 33
4.1.1.8. LIBRO DE OBRA. .................................................................................... 34
4.1.1.9. VISITAS DE INSPECCIÓN. .................................................................... 35
4.1.1.10. PERMISO MUNICIPAL DE EDIFICACIÓN. ............................................ 35
4.1.1.11. RECEPCIONES Y DOCUMENTACIONES. ............................................ 35
4.1.1.12. CERTIFICADOS DE RECEPCIÓN. ......................................................... 35
4.1.1.13. ENTREGA DE DOCUMENTOS. ............................................................. 36
4.1.1.14. ENTREGA DEL SECTOR. ...................................................................... 36
CAPITULO V ............................................................................................................. 38
5. CONDICIONES DE TRABAJO Y SEGURIDAD ................................................. 38
5.1. CONDICIONES DE TRABAJO. ...................................................................... 38
5.2. CONDICIONES AMBIENTALES Y DE SEGURIDAD. .................................... 38
CAPITULO VI ............................................................................................................ 40
6. ANTECEDENTES CONSTRUCTIVOS DEL PROYECTO. ................................ 40
6.1. TRABAJOS PREVIOS. ................................................................................... 40
6.1.1. LIMPIEZA Y DESPEJE DEL SECTOR. ...................................................... 40
6.1.2. TRASADO Y NIVELES. .............................................................................. 40
6.1.3. ASEO Y ORDEN. ........................................................................................ 41
6.2. OBRA GRUESA. ............................................................................................ 42
6.2.1. EXCAVACION PARA FUNDACION. ........................................................... 42
6.2.2. FUNDACIONES DE PILARES .................................................................... 42
6.2.2.1. EMPLANTILLADO ................................................................................... 43

6
6.2.2.2. HORMIGON ............................................................................................ 43
6.2.2.3. ESTRUCTURA DE HORMIGÓN ARMADO ............................................ 44
6.3. ETAPA DE FABRICACION ............................................................................ 45
6.3.1. FABRICACION DE ENFIERRADURA PARA FUNDACION. ...................... 45
6.3.2. FABRICACION DE PIEZAS ESPECIALES. ................................................ 45
6.3.3. DIMENSIONADO DE PIEZAS NORMALES. .............................................. 46
6.3.4. FABRICACION DE CARRO DE INTERCABIO DE RIELES. ...................... 47
6.3.5. FABRICACION DE DE SISTEMA DE CAMBIO DE RIELES. ..................... 47
6.3.6. FABRICACION DE PINOS ......................................................................... 49
6.3.7. FABRICACION BIOMBOS. ......................................................................... 50
6.3.8. FABRICACION DE PILARES ..................................................................... 50
6.3.9. FABRICACION SISTEMA NEUMATICO FESTO........................................ 51
6.3.9.1. CILINDRO SIN VASTAGO ELECTROVALVULA MFH-5/3G-1/4. ........... 52
6.4. ETAPA DE MODIFICACION. ......................................................................... 54
6.4.1. MODIFICACION DE PINOS. ...................................................................... 54
6.4.2. MODIFICACION DE DIAGONALES SOPORTES DE CERCHAS. ............. 55
6.5. ETAPA DE CONSTRUCCION. ....................................................................... 56
6.5.1. CONSTRUCCION DE SISTEMA DE RIELES. ........................................... 56
6.5.1.1. RIÑON (SECTOR DE CARGA Y DESCARGA)....................................... 56
6.5.1.2. SISTEMA NEUMATICO DE INTERCAMBIO DE RIELES. ...................... 56
6.5.1.3. RIELES DE INTERCAMBIO. ................................................................... 57
6.5.1.4. SOPORTE DE PINOS ............................................................................. 58
CAPITULO VII ........................................................................................................... 59
7. EJECUCION DEL PROYECTO. ........................................................................ 59
7.1. DESMONTAJE. .............................................................................................. 59
7.1.1. EQUIPOS. ................................................................................................... 61
7.1.2. HERRAMIENTAS. ....................................................................................... 62
7.1.3. PREVENCION. ........................................................................................... 66
7.2. MONTAJE. ..................................................................................................... 67
7.2.1. EQUIPOS. ................................................................................................... 68
7.2.2. HERRAMIENTAS. ....................................................................................... 69
7.2.3. PREVENCION. ........................................................................................... 69
7.3. ETAPAS DE EJECUCION. ............................................................................. 70

7
7.3.1. ETAPA 1. .................................................................................................... 70
7.3.2. ETAPA 2. .................................................................................................... 73
7.3.2.1. MONTAJE RIÑON. .................................................................................. 74
7.3.2.2. MONTAJE RIEL, RIÑON A LAVADORA. ................................................ 75
7.3.2.3. MONTAJE RIEL, RIÑON A GRANALLADORA. ...................................... 78
7.3.3. ETAPA 3. .................................................................................................... 81
7.3.4. ETAPA 4. .................................................................................................... 82
7.3.5. ETAPA 5. .................................................................................................... 84
7.3.5.1. MONTAJE UNION SECTOR A Y SECTOR B. ........................................ 85
CAPITULO VIII .......................................................................................................... 89
8. CIERRE DE OBRA “CIRCUITO DE RIELES PINOS TTH” ................................ 89
8.1. INFORME SOBRE REPUESTOS QUE DEBEN SER COTIZADOS. ............. 89
8.2. INFORME DE CONDICIONES AMBIENTALES Y DE SEGURIDAD ............. 89
8.3. INFORME DE MANTENIMIENTO .................................................................. 90
8.4. INFORME ENTREGA Y PUESTA EN MARCHA. ........................................... 91
8.5. INFORME DE RECEPCION DE LA INSTALACIÓN EN FABRICACION. ...... 91
8.6. INFORME DE DOCUMENTACION REQUERIDA .......................................... 91
8.6.1. MANUAL GENERAL DE OPERACIÓN, INSTALACIÓN Y DE MANTENIMIENTO DEL MEDIO. ............................................................................... 92
8.6.1.1. MANUALES DE DESPIECE Y REPARACIÓN: ....................................... 92
8.6.1.1.1. MECÁNICA: ......................................................................................... 92
8.6.1.1.2. NEUMÁTICOS: .................................................................................... 92
8.6.1.2. PLANOS DE FABRICACIÓN Y MONTAJE DEL MEDIO. ....................... 92
8.6.1.3. PLANOS ELÉCTRICOS Y NEUMÁTICOS: ............................................. 93
8.7. INFORME DE CAPACITACION. .................................................................... 93
CAPITULO IX ............................................................................................................ 94
9. CONCLUSIONES. ............................................................................................. 94
CAPITULO X ............................................................................................................. 95
10. BIBLIOFRAFIA. .............................................................................................. 95
CAPITULO XI ............................................................................................................ 96
11. ANEXOS. ........................................................................................................ 96
11.1. ANEXO 1. SISTEMA DE INTERCAMBIO DE RIELES. .............................. 96
11.2. ANEXO 2. CAJON CAMBIO DE RIEL. ....................................................... 97
11.3. ANEXO 3. CARRO INTERCAMBIO DE RIELES (POLIPASTO) ................ 98

8
11.4. ANEXO 4. ESQUEMA DE ENFIERRADURA. ............................................ 99
11.5. ANEXO 5. ESPECIFICACIONES TECNICAS VIGA IPE-160. .................. 100
11.6. ANEXO 6. PIEZAS ESPECIALES............................................................. 101
11.7. ANEXO 7. ESPECIFICACION DE RADIOS Y CURVAS (RIÑON)............ 102
11.8. ANEXO 8. ESPECIFICACIONES PILAR. ................................................. 103
11.9. ANEXO 9. VISTA INFERIOR PILAR. PIEZAS ESPECIALES. .................. 104
11.10. ANEXO 10. VISTA SUPERIOR PILAR. PIEZAS ESPECIALES. .............. 105
11.11. ANEXO 11. PUNTO CRÍTICO DE LA ESTRUCTURA. ............................. 106
11.12. ANEXO 12. SISTEMA DE RIEL CAJON POLIPASTO. ............................. 107
11.13. ANEXO 13. SISTEMA DE RIELES COMPLETO. ..................................... 108
11.14. ANEXO 14. INTERCAMVIO DE RIELES. ................................................. 109
11.15. ANEXO 15. DEMOSTRACION EN TALLERES. ....................................... 110
11.16. ANEXO 16. SECTOR B RIELES............................................................... 111
11.17. ANEXO 17. VISTA 3D DE ESTRUCTURA NUEVA DE RIELES. ............. 112
11.18. ANEXO 18. PLANO DE SISTEMA NEUMATICO. .................................... 113
11.19. ANEXO 19. PLANO DE LEVANTAMIENTO TOPOGRAFICO. ................. 114
11.20. ANEXO 20. COMPONENTES NEUMATICOS. ......................................... 115

9
INDICE DE IMÁGENES
IMAGEN 1: TRATAMIENTOS TERMICOS ANTES DE SER MODIFICADA .............. 12
IMAGEN 2: TOMA AERES DE CORMECANICA. ...................................................... 14
IMAGEN 3: TRATAMIENTOS TERMICOS ANTES DE LA MEJORA. ........................ 17
IMAGEN 4: TRAMO MAS DESFAVORABLE. ............................................................ 22
IMAGEN 5: DIAGRAMA DE CARGAS ESTRUCTURA. ............................................. 24
IMAGEN 6: DIAGRAMA DE CARGAS TRAMO MAS LARGO. .................................. 25
IMAGEN 7: DIAGRAMA COMPLETO ESTRUCTURA. ............................................. 28
IMAGEN 8: PLANO DE COTAS Y NIVELES. ............................................................. 41
IMAGEN 9 : CURVAS ESPECIALES FABRICADAS ................................................. 46
IMAGEN 10 : VIGAS IPE-160. ................................................................................... 46
IMAGEN 11: BOTONERA CAMBIO DE RIELES. ...................................................... 48
IMAGEN 12: FABRICACION DE INTERCAMBIO DE RIELES. .................................. 49
IMAGEN 13: SOLDANDO PILARES. ......................................................................... 51
IMAGEN 14: SISTEMA NEUMATICO INSTALADO. .................................................. 52
IMAGEN 15 : CILINDRO NEUMATICO SIN VASTAGO. ............................................ 53
IMAGEN 16 : ESPECIFICACIONES CILINDRO. ....................................................... 53
IMAGEN 17 : PINOS ANTES DE MODIFICAR. ......................................................... 55
IMAGEN 18 : PIEZAS ESPECIALES UNIDAS (RIÑON). ........................................... 56
IMAGEN 19 : SISTEMA DE INTERCAMBIO DE RIELES YA FABRICADO. .............. 57
IMAGEN 20: NUEVO SOPORTE DE PINO YA FABRICADO. ................................... 58
IMAGEN 21: AMARRADO DE ESTRUCTURA ANTIGUA. ........................................ 59
IMAGEN 22: BAJANDO ESTRUCTURA CON TECLES. ........................................... 60
IMAGEN 23: USO DE EQUIPOS EN APOYO AL DECENSO DE ESTRUCTURA. .... 60
IMAGEN 24: PLATAFORMA ELEVADORA ARTICULADA. ...................................... 61
IMAGEN 25: GRUA ORQUILLA. ............................................................................... 62
IMAGEN 26: TECLE. ................................................................................................. 62
IMAGEN 27: EQUIPO DE OXIGENO. ....................................................................... 63
IMAGEN 28: SOLDORA ELECTRONICA. ................................................................. 63
IMAGEN 29: ESMERIL ANGULAR. ........................................................................... 64

10
IMAGEN 30: HIDROLAVADORA. .............................................................................. 64
IMAGEN 31: ASPIRADORA INDUSTRIAL. ............................................................... 65
IMAGEN 32: PISO SUCIO CON POLVO METALICO. ............................................... 66
IMAGEN 33: PROCEDIMIENTO DE MONTAJE. ....................................................... 67
IMAGEN 34: NIVELACION DE RIÑON. ..................................................................... 68
IMAGEN 35: PROCEDIMIENTO DE LIMPIEZA. ........................................................ 70
IMAGEN 36: ESTRUCTURA ANTIGUA. ................................................................... 71
IMAGEN 37: DECENSO DE TROZOS DE VIGAS. .................................................... 71
IMAGEN 38: SECTOR A TERMINADO. .................................................................... 73
IMAGEN 39: COMPROVACION DE SOLDADURAS Y SOPORTES. ........................ 74
IMAGEN 40: RIÑON SUSPENDIDO EN TECLES. .................................................... 75
IMAGEN 41: INSTALACION DE RIELES A LAVADORA. .......................................... 76
IMAGEN 42: SUJECION DE RIEL A PILAR. .............................................................. 77
IMAGEN 43: TERMINACIONES. ............................................................................... 78
IMAGEN 44: MONTAJE DE RIEL A GRANALLADORA. ............................................ 79
IMAGEN 45: INSTALACION DE SISTEMA NEUMATICOS DE FESTO..................... 80
IMAGEN 46: CIRCUITO DE RIELES A TERMINADO. ............................................... 81
IMAGEN 47: PLANO SECTOR A Y SECTOR B TERMINADOS. ............................... 82
IMAGEN 48: FOTO DE TERMINO SECTOR B. ......................................................... 83
IMAGEN 49: PLANO DE UNION DE SECTORES TERMINADOS. ............................ 84
IMAGEN 50: LISTO PARA LA ENTREGA. ................................................................. 86
IMAGEN 51: INSPECCON DE TERMINO. ................................................................ 87
IMAGEN 52: PLANO DE TERMINO. ......................................................................... 88

11
CAPITULO I
1. INTRODUCCION
El informe de práctica que a continuación se expone, versa sobre las labores
realizadas por éste practicante en su calidad de Jefe de Obras, en el “Proyecto
Circuito de Rieles de Pinos TTH”, obra realizada en La planta automotriz
cormecanica S.A, la cual cuenta en su área de producción con un sistema de
traslado de cargas de suspensión que data de los años 80, este sistema permite a
los operarios trasladar de forma manual los repuestos automotrices en su etapa de
fabricación y a través de los distintos puntos de esta.
Este sistema por ser manual ha ocasionado a lo largo de los años distintos
accidentes en los operadores, por tanto, se tornó imperiosa la necesidad de
mantener la integridad de los operadores y la continuidad de las operaciones,
concluyendo que se hace necesario modificar el sistema de traslado de estos
módulos de carga de forma automática.
El sistema de rieles se encontraba montado en una estructura en base a vigas
IPN220, por las cuales se trasladaba un carro de carga, el cual es movilizado de
manera manual por los operadores de la planta, y a su vez, el traspaso de rieles
también se realiza de forma manual por los mismos. Las actualizaciones a este
sistema de rieles permitió la renovación de la estructura y la automatización del
cambio de rieles, el cual continua mediante pinos (carros) de cargo, sin embargo,
ahora mediante un sistema neumático, el traspaso de carga de un riel al otro es
automático, sin perjuicio que aún el traslado de carros continua siendo manual, de
ésta manera se disminuyó los risgos de accidentes, y a su vez, se mejoró los tiempos
de producción, optimizando recursos y aumentando la capacidad productiva de la
planta.

12
Para llevar a cabo este proyecto se analizó la estructura existente y se trabajó
en torno a ésta, se debió contemplar que los tiempos de ejecución sean exactos ya
que por la naturaleza de los trabajos solo se podrá realizar la detención del área a
intervenir cuando la estructura esté terminada.
El asegurar la calidad de los trabajos es un factor importante en este proyecto,
para esto se ha decidido trabajar bajo la norma ISO 9001:2008.
IMAGEN 1: TRATAMIENTOS TERMICOS ANTES DE SER MODIFICADA
1.1. ¿QUE ES CORMECANICA?
Cormecanica Usina Ltda. es una filial de
renault en chile, que esta ubicada en Los Andes,
V Región, esta es la encargada de la fabricación
y armado de las cajas de cambio para los
vehículos de la marca de hasta 2.000 cc de
cilindrada. Recientemente, Cormecánica
13
automatizó sus líneas de proceso y llevó a cabo la automatización de varias áreas de
la planta, una de las cuales es tratamientos térmicos (TTH), en esta se le entrega un
proceso de dureza, granallado y lavado.
FECHA DE CREACIÓN
1969
FORMA JURÍDICA Y PARTICIPACIÓN
Société Anonyme Cerrado 100% propiedad de Renault SAS
ACTIVIDAD
Mecánico
PERSONAL
557 empleados a 31 de diciembre 2013
ÁREA
9 hectáreas que incluyen 1,1 hectáreas de edificios cubiertos
CERTIFICACIONES
ISO 14001 (2003), ISO 9001
DIRECCIÓN
Cormecanica planta, San Rafael Calle Nº 1769, Los Andes, Chile
TELÉFONO
+ 56 34 42 20 99

14
IMAGEN 2: TOMA AERES DE CORMECANICA.

15
CAPITULO II
2. OBJETIVO
2.1. OBJETIVO PRINCIPAL.
Dar solucion a un problema que a existido desde que se construyo la planta
de USINA CORMECANICA CHILE, cambiando el actual sistema manual de traspaso
de rieles y alivianar la carga y traslado de los pinos de tratamientos termicos, por
medio de nuevos carros con nuevas tecnologías.
2.2. OBJETIVOS ESPECIFICOS.
Cambiar el sistema manual de carga y traslado del circuito de rieles TTH el
cual se a operado desde sus principios en forma manual, a un sistema neumatico
mas moderno, el cual aumentara la produccion de la planta.
Consiste en dar una solución integral al sistema de transporte de carga
suspendida, considerando rieles de desplazamiento, diseño de transporte de carga y
sistema de cambio decircuitos.

16
CAPITULO III
3. ANTECEDENTES GENERALES DEL PROYECTO.
3.1. ANTECEDENTES RELEVANTES DE LAS OBRAS.
En relación al avance de las normas laborales y de las tecnologías se hace
necesario alivianar el esfuerzo físico de los operadores de la planta, para ello se ha
diseñado la actualización de los rieles de pino TTH, los cuales son operados de
forma manual. Al terminar la ejecución del proyecto este trabajo se verá
automatizado por un sistema de acción neumática, lo cual permitirá al operador estar
fuera del alcance del elemento en movimiento (realizar el cambio de riel), permitiendo
con esto disminuir considerablemente el riesgo de accidentes laborales (golpeado
por, atrapado por), este sistema es accionado por el operador a una distancia de 5
metros, considerando este espacio como espacio de seguridad.
Este proyecto consiste en dar solución integral al sistema de transporte de
carga suspendida, considerando para ello rieles de desplazamiento, diseño de
transporte de carga y sistemas de cambios de circuitos (2 cambios totales) y
comprobar si la cercha existente es resistente a la carga transmitida.
El proyecto comprende la elaboración de la automatización del Sector A,
Sector B y el sector de unión de los mismos.

17
IMAGEN 3: TRATAMIENTOS TERMICOS ANTES DE LA MEJORA.
3.2. ESTUDIO PROYECTO.
Para el estudio del proyecto el cual concretamente contempla; La
automatización del cambio de riel y se crearon carros acordes al nuevo circuito de
rieles, contemplándose factores como el índice de carga de los rieles, tipo de
desgaste de los carros, variaciones de temperatura, entre otros factores.
El conocer estos antecedentes permite que el diseño de la nueva estructura
sea ajustado a las reales necesidades del cliente.
En esta etapa se proyecta la cantidad de recursos que se deberán utilizar para
el desarrollo del proyecto, se realiza la búsqueda de proveedores tanto de materiales
como de servicios.

18
En el estudio del proyecto participaron profesionales como, ingenieros en
construcción, arquitecto, ingeniero en prevención de riesgos.
El personal técnico que participo en el estudio comprende a técnico en
construcción y obras civiles, técnico en prevención de riesgos, técnico en
administración de empresas.
Se incluye también la ejecución de cierros y accesos provisorios necesarios.
Entre las obligaciones que adquiere el Administrador también se incluye la
coordinación de las obras civiles e instalaciones con las exigencias del equipamiento
incorporado. Por ello oportunamente se pondrá en conocimiento de la Inspección
Técnica de Obra, el plan de trabajo de cada etapa de ejecución del edificio y
solicitará por escrito a esta misma los detalles de elementos de equipamiento
incorporado, que pudieran influir o alterar los trabajos.
La empresa constructora signataria del Contrato será la única responsable
ante el Mandante, y por lo tanto el único interlocutor. Para este efecto, todos los
trabajos, equipos y accesorios que forman parte de los subcontratos serán de su
responsabilidad.
En cada una de las partidas se tendrá presente la obligación adquirida por el
Administrador de entregar la óptima calidad, tanto en los procedimientos
constructivos y obra de mano, como en las características de los materiales,
debiendo cumplir con las pruebas y ensayos exigidos y con las recomendaciones
generales de procedimientos, equipos y accesorios; por lo tanto, sólo se aceptarán
trabajos y materiales ajustados estrictamente a las normas y revisiones ya
señaladas.
19
3.3. MEMORIA DE CÁLCULO.
3.3.1. OBJETIVOS.
El objetivo de este informe es presentar el cálculo estructural para asegurar el
funcionamiento de peso propio de la estructura, conjunto de carros y cargas
suspendidas.
3.3.2. ANTECEDENTES.
Se utilizaron las siguientes referencias:
Planos y memorias
Planos de pilares.
Planos de rieles.
Vista 3D completa.
Planos puntos críticos.
Memoria de cálculo de proyecto ampliación nave tratamientos térmicos
planta
Cormecanica SA.

20
3.4. NORMAS.
Se emplearán las siguientes normas y guías, entre otras, donde sean aplicables:
3.4.1. NORMATIVA NACIONAL.
NCh1537.Of2009 : “Cargas permanentes y sobrecargas de uso para el
diseño de edificios”.
NCh2369.Of2003: “Diseño sísmico de estructuras e instalaciones
industriales”.
“Manual de diseño para estructuras de acero”, Instituto Chileno del Acero.
ICHA, 2° Edición 2008.
NCh 203 Of2006 : Acero para uso estructural – Requisitos.
NCh 427 cR1977 : Especificaciones para el cálculo de estructura de
acero.
para edificios.
3.4.2. NORMATIVA EXTRANJERA.
AISE Technical Report N°13-2003 “Guide for the Design and Construction of
Mill Buildings”.
ASCE 7-2005. “Minimum Design Loads for Buildings and Other Structures”.

21
ASCE 37. “Design Loads on Structures During Construction”. AISC-
1989. American Institute of Steel Construction. Specification for Structural
Steel.
Buildings of the American Institute of Steel Construction, 9th Edition, 1989.
AWS. American Welding Society. AWS D1.1 / D1.1M- 2002. “Structural
Welding Code”.
3.5. MATERIALES Y RECUBRIMIENTOS.
Acero Estructural
ASTM A-36. Fy = 2530 [kg/cm2]
Propiedades de los materiales
Módulo de Elasticidad, según ACI 318-08: Acero:
Ea = 2.100.000 [kg/cm2]
3.6. DEFORMACIONESMÁXIMAS.
Disposiciones Doc. CRT-0000-SE-001 Vigas en general: L/300
3.6.1. CARGASDEDISEÑO.
Moldeamiento Viga riel IPE-160.
Se consideró el tramo más desfavorable del circuito propuesto según

22
IMAGEN 4: TRAMO MAS DESFAVORABLE.
3.6.2. CARGAS PERMANENTES (DL) (PESO PROPIO)
Se incluyen todos los pesos propios asociados a la estructura principal
compuesta por acero, considerando una densidad igual 7,85 [T/m3]. Adicionalmente
se consideran las siguientes cargas permanentes:
Viga IP 160 Peso= 15,8 Kg /m Largo total de la viga = 4.5 m Peso total expresado en
toneladas = 0.0711 Ton

23
3.6.3. CARGAS VIVAS (LL)
Se consideraron cuatro carros de 500 Kg cada uno, distribuidos en un
largo de 4,5 metros. Para realizar el análisis de los esfuerzos que actúan sobre la
viga IPE 160 se considera un factor de seguridad de 2.
3.7. SOLICITACIONES SÍSMICAS (EL)
El diseño sísmico de la estructura se rige por Nch 433 Of 96 que señala
que la magnitud del coeficiente máximo Cmax asociado a la estructura es:
Cmax= K2/R= 0.79/4 = 0.197 Utilizando un factor de importancia I= 1.25, se obtiene
el coeficiente sísmico horizontal:
Ch= 1.25·0.197= 0.25
El sismo vertical se obtiene con la siguiente expresión amplificada por el coeficiente
de importancia I= 1.25.
Cv=0.26·K2·I= 0.25
Obs: Acorde a la NCh 2369 of.2003 el 50% de la carga viva de uso se consideró
como carga sísmica.
3.8. COMBINACIONESDECARGA.
3.8.1. DICEÑO DE ACERO.
La estructura se modelará usando el método de las tensiones admisible
ASD, en base a las siguientes combinaciones:
Normales C1: DL
C2: DL+LL

24
Eventuales C3: 0.75 (DL+0.5LL+EL)
Siendo:
DL= LL= EL=
Cargas muertas Cargas vivas Cargas sísmicas
Realizado la aplicación de las combinaciones de de cargas se tiene el siguiente
diagrama
IMAGEN 5: DIAGRAMA DE CARGAS ESTRUCTURA.
El software utilizado arroja el resumen de las máximas solicitaciones a que
está sometida la viga riel.

25
IMAGEN 6: DIAGRAMA DE CARGAS TRAMO MAS LARGO.

26
3.8.2. CARACTERISTICAS DE LA VIGA.

27

28
Según el diagrama propuesto se comprueba la cercha existente.
IMAGEN 7: DIAGRAMA COMPLETO ESTRUCTURA.
De acuerdo a memoria entregada, se tiene.
3.8.3. MATERIALES.
Todos los elementos de acero se diseñaron con acero A37 24-ES.

29
3.8.4. PARÁMETROS SÍSMICOS.
Para el análisis sísmico se considera un modelo estático, bajo Norma
Chilena No 433 OF. 96. Categoría del edificio A: I = 1.2 Los Andes Esta ubicado
en zona sísmica 2: A␣ = 0.3 g Se consideró suelo tipo III, el cual tiene los siguientes
parámetros.
Tipo de suelo III: s = 1.2 T␣ = 0.85
N = 1.8 Y según NCh 2369- 2003 se tiene:
Cmnax = 0.27*0.75 = 0195
3.8.5. ACCIÓN SÍSMICA VERTICAL.
De acuerdo a la NCh 2369. Of 2003, se tiene. Fv = ± (2A␣ / 3 gG) IP
3.9. DETERMINACIONDELASSOLICITACIONESSOBREELMODELO-
3.9.1. PESO PROPIO Y SOBRECARGAS OPERACIONALES.
Se consideran las siguientes cargas de peso propio:
Peso propio de los elementos estructurales de acero de 7.85 ton/m3
Líneas de riel IPE 240, 31.1 kg/ml. Total 2215 kgf
Peso de cargas movilizadas 300kgf cada una, seis en total.
Cargas de cubiertas , Planchas de Asbesto cemento gran onda 20 Kg7m2
Barra 1000 A, 60 Kg (segmento de 3 metros de largo)
Barra 400 A, 40 Kg (segmentos de 3 metros de largo).

30
Cajade200A,35Kgc/u Para modelar el sistema de movilización de cargas, se
consideraron las seis cargas colgando.
3.9.2. SOBRECARGA DE VIENTO.
Según NCh 432 Of 71 la presión básica del viento para una estructura
resguardada del viento varia en la altura entre 55 y 75 kgf7m2.

31
CAPITULO IV
4. ANTECEDENTES ADMINISTRATIVOS DEL PROYECTO.
4.1. PRELIMINARES.
4.1.1. TRÁMITES Y GASTOS GENERALES.
4.1.1.1. TRÁMITES PREVIOS Y GASTOS DEL CONTRATO.
Serán de cuenta de la constructora todos los derechos notariales que
correspondan a la protocolización del contrato, como también los impuestos que este
trámite origine.
4.1.1.2. COSTOS DE GARANTÍAS.
Los gastos que origine la obtención de Boletas de Garantía de Fiel
Cumplimiento del Contrato, Boletas de Garantía por la Buena Ejecución de las
Obras, Boletas de Garantía por Anticipo u otros conceptos, serán de exclusiva
cuenta del Contratista. Prevalecerán las indicaciones de las Bases Administrativas
para el monto y las condiciones de las garantías.
4.1.1.3. COSTOS DE SEGUROS.
El Administrador deberá presentar pólizas de seguros por todos los conceptos
exigidos en las Bases Administrativas, las que deberá mantener vigentes, a lo
menos, mientras dure el Contrato. Los gastos que origine la contratación de estos

32
seguros, serán de su cuenta. Su monto y condiciones están establecidos en las
Bases Administrativas.
4.1.1.4. ENSAYOS Y CONTROL DE CALIDAD.
El control de calidad de los materiales será ejecutado por cuenta del
Contratista, bajo supervisión de la ITO. Los ensayos serán efectuados por un
laboratorio autorizado y con Certificación ISO. Los materiales más importantes
utilizados en la obra, a criterio de la ITO, deberán contar con su certificado de
calidad. Al inicio de la obra deberá efectuarse un listado de las certificaciones que la
ITO solicitará en el transcurso de la construcción.
4.1.1.5. PRUEBAS DE MATERIALES Y EJECUCIÓN DE DETALLES.
Para efectos de revisar materiales y detalles de terminación, en cuanto el
avance de la obra lo permita, en un sector determinado de la construcción, a definir
en conjunto por los arquitectos proyectistas y la ITO, el Administrador deberá
construir recintos piloto para inspeccionar el máximo posible de materiales;
accesorios sanitarios, artefactos sanitarios, revestimientos, muebles incorporados,
pinturas, guardamuros, ICF, cielos falsos, puertas, ventanas y terminaciones.
4.1.1.6. PROGRAMACIÓN Y ADMINISTRACIÓN DE LA OBRA.
Por las características de la obra, el Administrador administrará
cuidadosamente la faena, delimitando claramente funciones y responsabilidades de
su personal. En la oficina de obra se exhibirá un organigrama del personal directivo y
un plan de avance de obra, que será puesto al día semanalmente.
La Administracion deberá entregar a la ITO una programación de la obra en

33
base a Cartas Gantt y cuadros CPM (ruta crítica), con desglose diario de actividades,
efectuados en Microsoft Project o software similar. Esto tiene por objeto ejecutar las
obras en plazos ajustados, dando cumplimiento a los tiempos estipulados en su
oferta y contrato, para lo cual el Administrador deberá mantener un control del diario
del avance real en comparación a lo proyectado. La programación del punto anterior
se replanteará y se entregará al ITO cada vez que éste estime indispensable su
reestudio, de acuerdo a lo indicado en las Bases.
Los trabajos de subcontratos deberán ingresar a la obra en el momento
preciso y deberán ser ejecutados en los plazos pactados, para impedir la
acumulación innecesaria de faenas y de personal.
El Contratista deberá considerar la mayor cantidad de trabajos posible fuera
de la obra (favoreciendo la prefabricación), aumentando al máximo los trabajos de
montaje en terreno.
El Contratista deberá tomar especiales precauciones en cuanto a evitar la
generación de ruidos molestos, mal comportamiento del personal, y demás acciones
que afecten la relación con el vecindario. En particular, el Administrador deberá
observar todas las exigencias municipales en cuanto a horas y procedimientos de
trabajo.
4.1.1.7. ARCHIVO DE LA OBRA.
Bajo la responsabilidad del Administrador, el Jefe de Obra y a su custodia, se
mantendrá en la oficina de la faena un archivo con los siguientes documentos,
debidamente ordenados y encuadernados:
Bases Administrativas, contrato de construcción y fotocopia del Permiso
de Edificación de la DOM.
Set completo de planos y Especificaciones Técnicas. Se mantendrá al
menos un set completo.

34
Planos con la última revisión, debidamente encuadernados, y
protegidos con mangas de polietileno, desde la iniciación hasta el
término de los trabajos.
Normas particulares que se adjunten al contrato de Construcción.
Certificados de ensaye de materiales, certificados de calidad de
elementos, certificados de Empresa Sanitaria y SEC de cada etapa del
proceso, y en general, todos los certificados requeridos y/o otorgados
por organismos y servicios públicos y privados.
La ITO entregará por escrito o por croquis las aclaraciones a los planos. Toda
revisión sustancial del proyecto deberá hacerse mediante una revisión en plano
original, copia de los cuales deberá entregarse a la obra.
4.1.1.8. LIBRO DE OBRA.
Bajo la custodia y responsabilidad directa del Profesional a cargo de la obra,
se llevará un Libro de Obra foliado y en triplicado en el cual este funcionario, el
profesional a cargo, la Unidad Técnica y/o la Inspección Técnica efectuarán las
anotaciones correspondientes a sus respectivas funciones, debidamente firmadas
por el responsable estatal y por el Administrador de la Obra o profesional a cargo por
parte del Contratista.Todas las anotaciones oficiales deberán ser claramente
identificadas (autor, cargo, materia, fecha, etc.). El libro de obra será tipo Manifold,
foliado en triplicado, de tapas duras, Rhein o similar, en tantos ejemplares como sea
necesario. Especial cuidado se tendrá con el oportuno registro de las intervenciones
de los profesionales autores de proyectos y de la ITO. Cualquier anotación que
considere la modificación de algún proyecto o detalle no tendrá validez sin la firma
del arquitecto de la obra.

35
4.1.1.9. VISITAS DE INSPECCIÓN.
Se deberá coordinar las visitas de los distintos proyectistas de las
especialidades en la obra. Se dispondrá todo el apoyo técnico en la realización de
esta actividad (mediciones, tomas de muestras, implementación, etc.), incluyendo un
stock permanente de cascos, zapatos y antiparras de seguridad para los
profesionales y autoridades que visiten la obra, previa coordinación con la ITO.
4.1.1.10. PERMISO MUNICIPAL DE EDIFICACIÓN.
El pago de los derechos del permiso de edificación será de cargo del
Mandante CORMECANICA. La obra se iniciará con el Permiso de Edificación
tramitado y cancelado por el Mandante y aprobado por la Municipalidad de Los
Andes.
4.1.1.11. RECEPCIONES Y DOCUMENTACIONES.
El Administrador debe realizar las recepciones de obras y sus tramitaciones,
hasta obtener la documentación necesaria para dar término final a los trabajos
contratados, conforme a lo señalado a las Bases de la Propuesta. El costo de dichas
aprobaciones será de su cargo. Se indican en los siguientes ítems.
4.1.1.12. CERTIFICADOS DE RECEPCIÓN.
Previo a la solicitud de Recepción Final por parte del Mandante, la obra se
considerará terminada con la entrega del circuito de rieles TTH y su previa revicion y

36
visacion por parte de los ITOS de CORMECANICA, acompañado de todos los
documentos que esto requiera.
4.1.1.13. ENTREGA DE DOCUMENTOS.
El Administrador entregará una carpeta con los siguientes documentos para
dar por terminados sus trabajos:
Libro de Obras (todos los cuadernos utilizados durante la obra).
Registro de firmas de recepción de parte de los ITOS.
Catálogos, programas y sistemas de mantención de todas las
instalaciones y elementos neumáticos.
Planos CAD del proyecto y todas las instalaciones, íntegramente
actualizados con todo cambio o modificación al proyecto original.
Listado de proveedores de eventuales repuestos de elementos
importantes.
Todos los documentos, boletas o certificados indicados en las Bases de
la propuesta.
Manual de mantención, conservación del sistema neumático.
4.1.1.14. ENTREGA DEL SECTOR.

37
La entrega del sector se efectuará en la fecha que indique el mandante en las
Bases Administrativas y en particular a partir de que ello le sea oficialmente
comunicado al proponente adjudicado. El Administrador se recibirá oficialmente del
terreno en una fecha y hora previamente establecida con el Mandante. Se levantará
un Acta de la entrega en cual se firmara conforme por parte del mandante y la
empresa contratista, en la que se indicará las condiciones de ésta.
El Administrador presentará a la consideración de la ITO un plano
esquemático de zonificación de la Instalación de faenas, accesos vehiculares y
peatonales, acopio de materiales, talleres, estacionamientos, maquinaria de
elevación y transporte, etcétera. Deberá planificar el control de ruido y de polución
ambiental, lo que deberá ser aprobado por la ITO de CORMECANICA. El
Administrador deberá indicar claramente la organización de la faena referida al
requerimiento de construcción del proyecto.
El Administrador deberá revisar las obras de mejoramiento de terreno que
hubieren sido ejecutadas anteriormente, su estado, calidad de ejecución, trazado y
niveles, comparados con los trazados y niveles del proyecto. Deberá considerar
recompactaciones necesarias que la ITO pueda determinar en sectores de las
fundaciones y deberá ajustar el nivel de sellos de fundación definitivo. El
Administrador deberá indicar los cierros de faenas, así como los accesos a la obra, la
ubicación de las construcciones provisorias (instalación de faenas)y empalmes
provisorios.

38
CAPITULO V
5. CONDICIONES DE TRABAJO Y SEGURIDAD
5.1. CONDICIONES DE TRABAJO.
De acuerdo a lo establecido por el mandante, y correlativamente aceptada por el
contratista, las condiciones de trabajo mínimas requeridas para la realización del
proyecto, son las siguientes:
Adecuarse a las características que tiene el sitio industrial donde trabajará la
instalación.
La temperatura Ambiente en Taller varia noche y día de +1 °C y +40 °C
respectivamente.
Humedad relativa aproximada : 40% a 95%.
Iluminación mixta Natural – Artificial : 400 / 600 Lux.
Tamaño máx. vía de ingreso para medios : 4,0 x 3,8 m.
Altura de galpón industrial : 5,0 m.
Energía eléctrica industrial : 380 Volt ± 5% - 50 Hz.
Red neumática seca : 4-5 bar
5.2. CONDICIONES AMBIENTALES Y DE SEGURIDAD.
De acuerdo a lo establecido por el mandante, y correlativamente aceptado por el
contratista, las condiciones ambientales y de seguridad, requeridas para la
realización del proyecto, son las siguientes:
No utilizar productos o sustancias prohibidas.
No se permite la utilización de materiales o componentes que puedan dañar a
las personas o almedio ambiente tales como; el asbesto, las pinturas con
plomo, materiales que contenganarsénico y cualquiera que no cumpla la
norma ISO 14000.

39
De acuerdo con la política de Renault, para medio ambiente, seguridad y
condiciones detrabajo se debe garantizar la aplicación de la Directiva Europea
98/37 CEE.
Se debe considerar que el sector existen dos maquinas granalladoras que
producen polvometálico. Es necesario tomar la precaución de limpieza del
sector (eliminación de polvo de lasáreas de trabajo).
Para la Seguridad y Condiciones de Trabajo, el análisis del cumplimiento de la
Directiva se realizará mediante el documento EB 750.41.30. (formularios del
mandante)
Conformidad con los reglamentos de atmósferas explosivas 94/9/CE,
materiales eléctricospara atmósferas explosivas y 99/92/CE, prescripciones
mínimas de protección en materia deseguridad y salud de los trabajadores.
Ajustarse a la directiva europea 125 CE. Requisitos de diseño ecológico
aplicables aproductos relacionados con la energía.
El puesto de trabajo debe estar ergonómicamente dentro de estándar. Los
botones de loscomandos más frecuentes deben estar ubicados en posición tal
que no exijan esfuerzo paraalcanzarlo, estos deben ser de diferente color para
resaltar del resto de los comandos.
El ruido emitido por la instalación no debe superar 78dB.

40
CAPITULO VI
6. ANTECEDENTES CONSTRUCTIVOS DEL PROYECTO.
6.1. TRABAJOS PREVIOS.
6.1.1. LIMPIEZA Y DESPEJE DEL SECTOR.
La empresa constructorarecibio el sector en el estado en que se encuentra y fue de
su cuenta la limpieza de éste y el retiro de todos los elementos que entorpezcan la
construcción. La ITO por parte del mandante CORMECANICA RENAULT indicará la
delimitación y cierre del sector con biombos provisorios. Dentro del sector entregado
se autoriza al Contratista para hacer su instalación de faenas y despejar los sectores
que necesite. Se debolvio el terreno en sus condiciones originales (exijencia por
parte del mandante).
6.1.2. TRASADO Y NIVELES1.
Se subcontrató una empresa externa autorizada previamente por parte del
mandante para efectuar las labores de trasados y niveles, esta empresa se dedica al
área de topografía, ya que las exijencias del mandante era hacer un levantamiento
topográficoya que la estructura se necesitó nivelada un 100% y dado por las
dimensiones de esta no se podia hacer de otra forma.
Debió trazarse la totalidad de los ejes de la obra, de acuerdo a los planos
correspondientes, según lo indicado en el plano de ejes y niveles.
Las cotas de niveles obtenidas en terreno, las relaciones de desniveles y trazados
definitivos debió contar con el VºBº de los arquitectos y de la ITO, para lo cual se
realizaron un Acta especial de recepción del trazado, que se firmarópor las partes.
Para realizar el trazado la empresa debió cumplir previamente, a satisfacción de
-
1 Plano detallado en anexo 19

41
la inspección de la obra, la verificación de las dimensiones y ángulos del terreno. Los
trazados de ejes y niveles se realizó con taquímetro y huincha de acero. Dichas faenas
fueron contratadas a profesional idóneo y experto, Ingeniero Geomensor o Topógrafo,
materializando sus ejes mediante estacado de madera con su cerco correspondiente,
debidamente ubicados y protegidos para que no sufran daños durante la construcción
de las obras.
Todos los trabajos previos se realizaron de acuerdo con el arquitecto de la obra.
IMAGEN 8: PLANO DE COTAS Y NIVELES.
6.1.3. ASEO Y ORDEN.
El Contratista debió contemplar un aseo y orden constante de la obra, como así
mismo, de las instalaciones de faena, canchas de materiales y vías de acceso.
Durante la faena y al término de ella, se preocupó por el aseo de vías usadas
para el acarreo de materiales, que el entorno no hubiese sido contaminado por
elementos o escombros provenientes de la obra.
Una vez desmontadas las construcciones e instalaciones provisorias, serán
extraídos escombros, restos de materiales y excedentes, dejando el área exterior

42
totalmente limpia y adecuada para su devolución en su estado primitivo.
6.2. OBRA GRUESA.
6.2.1. EXCAVACION PARA FUNDACION.
Se realizo una excavacion de 80cm de profundidad por 40x40 cm en la loza
del galpón industrial, esta loza tiene un espezor de 30 cm. El objetivo de éste trabajo
consistió en la realización de una fundación de hormigon armado para pilar.
Los escombros, provenientes de las excavaciones, de acuerdo a indicaciones
de la ITO, fueron retirados al más breve plazo, ya que no se permite la acumulación de
ellos, en cumplimiento con el capitulo anterior
Se incluye el uso de todos los elementos y precauciones para reducir al mínimo
la generación de polvo, barro y, en general, la contaminación producida por esta
actividad. Los escombros se retiraron a un sector dispuesto para el acopio entregado
por el mandante.
6.2.2. FUNDACIONES DE PILARES
Se emplearon fundaciones de 80cm de profundidad por 40x40cm. El cual sera
llenado con hormigon h20 y emplantillado de hormigon pobre H5. Estos resistiran
gran parte del peso de la estructura y la mantendran anclada al suelo por medio de
pernos de fijacion. Los hormigones deberán ser premezclados y con certificados de
ensayos. Todo hormigón en contacto o bajo el nivel de terreno, llevó incorporado
aditivo hidrófugo de fraguado tipo Sika 1 o equivalente técnico.

43
6.2.2.1. EMPLANTILLADO
Comprende los emplantillados previos a la ejecución de las fundaciones. La
cota de fundaciones fue sellada con un emplantillado de hormigón de por lo menos
170 kg. de cemento por metro cúbico y 50 kg/cm² de resistencia a los 28 días, de 5
cms. de espesor como mínimo, según indicación del Proyecto de Cálculo Estructural.
Los excesos de excavaciones serán rellenados con hormigón de iguales
características.
6.2.2.2. HORMIGON
El hormigón fue de espesor según cálculo, y ejecutados con hormigón
premezclado de dosificación H 20 / 90% de confianza, sobre aislación térmica, de
polietileno expandido enfundado en polietileno.
En la colocación del hormigón se evitó la segregación de la mezcla, haciéndolo
en forma continua, avanzando siempre en la misma dirección y descargando el
hormigón contra el frente de avance, vertiéndolo desde el centro hacia los bordes de
la fundación.
Se deberá prever un tratamiento de curado destinado a mantener la humedad
interna de la masa de hormigón en el mayor nivel posible, para permitir la adecuada
hidratación del cemento y por un periodo de siete días. Para este efecto podrán
utilizarse aditivos o con riego permanente. Durante este periodo la fundación no debe
sufrir ningún tránsito, ni cargas, choques o vibraciones excesivas.
Se consultó sobre todas las fundaciones de pilares, según indicación en
planos de arquitectura. Se usó mortero premezclado H 20 con tamaño máximo del
árido de 10 mm. y cono de asentamiento igual o mayor a 8 cm. Previo a su
instalación la superficie debió ser tratada con un procedimiento de limpieza de tipo
aspirado electro que permita eliminar el polvo.
Las fundaciones de de pilares, se entregaron perfectamente nivelados, lisos,

44
secos, sin ondulaciones, sin polvo, rugosidades ni otro defecto. Sólo una terminación
perfecta fue recibida por el ITO.
6.2.2.3. ESTRUCTURA DE HORMIGÓN ARMADO
Se usó hormigón según indicación de las Especificaciones del proyecto de
cálculo.
El hormigón no fue vertido hasta que las armaduras de refuerzo fueron
revisadas y recibidas conforme por la ITO.
Los hormigones se prepararon de acuerdo a las dosificaciones o tipos indicados
en los planos de cálculo y en las partidas de obras especificadas para obtener la
resistencia mecánica prescrita para cada tipo por las correspondientes Normas INN.
El cemento que se empleó en las obras de hormigón fue PORTLAND ASTM –
C150 de acuerdo con las normas NCh 148 Of. 68, NCh 150 Of. 70 y NCh 151 Of. 68.
El acero para los hormigones armados fueron en todos los casos de calidad A
63-42H y de fabricación nacional (CAP o GERDAU AZA).
Los agregados sólidos fueron de arena y ripio. Calidad y granulometría de
acuerdo a la norma NCh 163 Of. 79. En elementos de dimensiones menores de 20
cm., el tamaño máximo de los agregados fueron 20 mm (3/4").
La ejecución de todos los elementos estructurales cumplió con todo lo indicado en los
planos de cálculo y en las Especificaciones Técnicas de Cálculo Estructural.
A lo largo de la obra se procedió a extraer muestras del hormigón fresco y a
realizar con ellos probetas normalizadas de tipo cúbico, cilíndrico y/o prismático de
acuerdo al procedimiento y con las dimensiones características de NCh 171, 1017,
1018, ASTM C31, 69 y C192-69. Las probetas fueron sometidas a diversos ensayos:
compresión (NCh 1037), tracción por hendimiento (NCh 1170), por laboratorios Llay
Llay el que se encuentra certificado para dichos ensayos, los cuales fueron todos
positivos.

45
6.3. ETAPA DE FABRICACION
6.3.1. FABRICACION DE ENFIERRADURA PARA FUNDACION.
Se fabrico la enfierradura en fierro2 de 12mm estriados con estrivos de 6mm
amarrados con alambre. Esto dará mas resistencia al hormigon que se empleará
para el llenado.
Las fundaciones fueron completamente armadas, de acuerdo al proyecto de
Cálculo Estructural. Se utilizó acero de calidad A 63-42H en los espesores indicados
en las plantas de fundación del proyecto.
6.3.2. FABRICACION DE PIEZAS ESPECIALES.
Se subcontrató a una barraca de fierros, la fabricación de las piezas
especiales para el nuevo sistema de rieles del circuito TTH las cuales tienen un
radio3 muy cerrado para poder ser dobladas estas cuentan con las mismas
especificaciones tecnicas de un viga IPE-1604.
-
2 ver especificaciones técnicas en anexo 4
- 3 ver especificaciones y dibujo en anexo 6 - 7
- 4 ver especificaciones técnicas en anexo 5

46
IMAGEN 9 : CURVAS ESPECIALES FABRICADAS
6.3.3. DIMENSIONADO DE PIEZAS NORMALES.
Las piezas normales, corresponden a vigas IPE 160 del circuito de rieles,
éstasfueron cortadas y dimensionadas en el taller de las dependencias de la
empresa contratista, las cuales fueron compradas a un proveedor de local.
IMAGEN 10 : VIGAS IPE-160.

47
6.3.4. FABRICACION DE CARRO DE INTERCABIO DE RIELES.
Se dimensionaron las piezas que se necesitan para la fabricacion del carro
(polipasto) de intercambio de rieles para el traslado del material de traslación manual,
el cual se fabricó siguiendo el modelo adjunto5, utilizando éste modelo de ruedas de
120 mm., el cual está diseñado de forma exlusica para su labor, y así tomar sin
problemas las curvas al recorrer la viga.
6.3.5. FABRICACION DE DE SISTEMA DE CAMBIO DE RIELES.
El cambio de riel debió ser realizado de acuerdo al modo de funcionamiento
de laInstalación, esto es, a necesidad del cliente, por lo que debió considerar 3
posiciones de trabajo6:
Posición 1: la carga se puede mover en el riñón de carga y descarga.
Posición 2: permite la interacción lavadora y granalladora en un recorrido
lineal.
Posición 3: permite la comunicación entre Sector A y Sector B del trabajo.
-
5 ver especificaciones de dimensiones en anexo 2 - 3
- 6ver plano en anexo 11 - 14 - 15

48
IMAGEN 11: BOTONERA CAMBIO DE RIELES.
En la posición de comunicación permitire bajar los pinos para mantenimiento,
considerandoun tipo de placa desmontable para esta labor.
El cambio de posición se genera a través de un cilindro sin vástago con
posisión intermedia regulable.
El intercambio de riel se realiza mediante un sistema neumático de cilindros,
dando completa garantía de la necesidad de realizar cambios de recorrido del carro
de traslación para las necesidades del proceso.
Este sistema proporciona los cambios de recorrido deseados, ya que, tiene la
particularidad de presentar 3 estados, pasivo, media inyección e inyección completa,
lo que entregaría la solución al traslape de 3 posiciones para los cambios de riel. Se
entrega la composicion interna de los cilindros para una mejor comprensión.
Estos cilindros son activados en sus 3 posisiones una vez realizada la
conexión a la red de aire existente en la planta de Cormecanica s.a.

49
IMAGEN 12: FABRICACION DE INTERCAMBIO DE RIELES.
6.3.6. FABRICACION DE PINOS
Debemos tener presente, que para los fines de la planta y del proyecto los
llamados “pinos” son una estructura metálica con forma similar a un canasto o pino,
donde se cuelgan los engranajes y piezas mecánicas que son parte del proceso de
producción de la platan, especificamente de una caja de cambios Renault.
Aclarado lo anterior, se fabricaron regulaciones manuales con el fin de poder
dar facilidad a la calibración (altura de ejes) de los componentes del sistema de
pinos, esto entregará facilidad al momento de realizar las mantenciones preventivas
correspondientes, ayudando enormemente en las areascriticas, como los son, los
cambios de rieles.

50
6.3.7. FABRICACION BIOMBOS.
Se fabricó en las dependencias del taller de la empresa contratistas biombos
metalicos los cuales fueron usados para la delimitacion y sectorizacion en donde se
realizaran los trabajos en el interior de laplanta, especificamente el sector de
tratamientos termicos. Los cuales tienen una dimencion de 80cm de ancho por 3
mentos de alto. Su composición constó por un marco de perfil metalico de
30x20x3mm y cubierto por planchas galvanizadas de 0,8 mm.
Estos fueron utilizados para detener las particulas arrojadas por las diversas
herramientas que se usaron para realizar los trabajos. De esta forma se reducira el
riesgo a incendios dado que en el sector de trabajo tiene un alto indice
decombustión, por las particulas metalicas que se encuentran el medio.
6.3.8. FABRICACION DE PILARES
Los pilares se fabricaran de fierro perfil cuadrado7de100x100x5mm con piezas
especiales8 en sus estremos para anclaje al piso y a los rieles IPE-160.
Estos pilares ayudaron a la mejora de la distribución del peso, la instalación de
4 pilares detrás de las 4 máquinas del área a intervenir, con el fin de hacer descansar
en ellos las vigas que comunican las maquinas del sistema.
Esto generará una mejor calibración en los recorridos y lo más importante,
disminuiría el probable desplome del sistema por sobre carga de peso en las cerchas
del galpón.
-
7 ver anexo 8
- 8 ver diseño de piezas en anexo 9 - 10

51
IMAGEN 13: SOLDANDO PILARES.
6.3.9. FABRICACION SISTEMA NEUMATICO FESTO9.
Se subcontrató el sistema de piezas especiales10 del sistema neumatico
automatizado, el cual se contrataron los sevicios de instalacion, puesta en marcha,
capacitacion para los trabajadores del sector de tratamientos termicos (TTH).
El sistema neumático posibilita el cambio automático de rieles, el cual pasa
por las tres posisiones de intercambio.
-
9 Se adjunta plano de sistema neumático anexo 18
- 10
se adjunta plano de piezas especiales anexo 20

52
IMAGEN 14: SISTEMA NEUMATICO INSTALADO.
6.3.9.1. CILINDRO SIN VASTAGO ELECTROVALVULA MFH-5/3G-1/4.
Los cilindros neumáticos son accionamientos para desplazamientos rápidos.
Son idóneos para recorrer largos caminos. El volumen de montaje en dirección
longitudinal para cilindros neumáticos sin vástago está prácticamente limitado a la
carrera.

53
IMAGEN 15 : CILINDRO NEUMATICO SIN VASTAGO.
La imagen grafica el pistón, el cual realiza la carrera en el tubo perfilado y ranurado.
El pistón está unido a su construcción anexa mediante la ranura en el tubo perfilado.
La guía lineal del carro que se desplaza sobre el tubo perfilado, debe satisfacer las
aceleraciones y las velocidades que se pueden alcanzar con cilindros neumáticos.
IMAGEN 16 : ESPECIFICACIONES CILINDRO.

54
Posición 60
ELECTROVALVULA MFH-5/3G-1/4 B
Con accionamiento auxiliar manual, sin bobina y sin conector.
6.4. ETAPA DE MODIFICACION.
6.4.1. MODIFICACION DE PINOS.
Se modificaron 8 estructuras de conexión entre el marco que aloja las ruedas
del carro y los pino de carga, considerando un rodamiento al ensamblar la estructura
existente con el nuevo sistema de traslado, de tal manera, que éste realice el
movimiento de 360⁰ necesario para el proceso de las piezas, cuando éstas ingresen
a las máquinas granalladoras y lavadoras, dando como resultado una nivelación
óptima para el proceso de los pinos en cuanto a la altura y radio de movimiento,
dando solución a lo solicitado en el C.d.C.

55
IMAGEN 17 : PINOS ANTES DE MODIFICAR.
6.4.2. MODIFICACION DE DIAGONALES SOPORTES DE CERCHAS.
Se realizo un estudio exhaustivo de las necesidades de reforzamiento de las
estructuras a reutilizar, nos referimos a las cerchas del galpón que aloja el área a
intervenir.
Esto involucra el montaje de diagonales y nuevas estructuras afianzadas a los
cerchas existentes, con el fin de lograr la rigidez deseada para poder anclar ciertas
estructuras del sistema (riñones).
Este practicando consideró necesario para el cumplimiento del objeto, lo cual
fue aprobado por el mandante, el hecho de alargan y cortar algunas diagonales, para
así poder contar con una nueva estructura completamente nivelada.

56
6.5. ETAPA DE CONSTRUCCION.
6.5.1. CONSTRUCCION DE SISTEMA DE RIELES.
6.5.1.1. RIÑON (SECTOR DE CARGA Y DESCARGA)
Posterior a la fabricación de las curvas rieles IPE 160, se procedió a la
construcción del riñón (circuito de carga) requerido por el mandante. En éste proceso
se soldaron y acoplaron las piezas de acuerdo al plano de construcción11, todas y
cada una de éstas, las cuales en su totalidad formaron la estructura final. Esta
posteriormente fue montada, etapa que se detalla en el capitulo de ejecución.
IMAGEN 18 : PIEZAS ESPECIALES UNIDAS (RIÑON).
6.5.1.2. SISTEMA NEUMATICO DE INTERCAMBIO DE RIELES.
La construcción del sistema neumático de rieles, fue subcontrato a la empresa
Festo, quienes fueron los encargados de la construcción y montaje del sistema. El
contratista se delimitó a verificar en conjunto con el mandante, el correcto
-
11Ver plano de construcción anexo 8

57
funcionamiento del sistema neumático de intercambio de rieles.
Sin perjuicio de lo anterior, se acompaña plano de construcción neumáticas y
partes de la misma12.
6.5.1.3. RIELES DE INTERCAMBIO.
Posterior a la fabricación de las curvas de rieles IPE 160, se procedió a la
construcción de los rieles de intercambio requerido por el mandante. En éste proceso
se soldaron y acoplaron las piezas de acuerdo al plano de construcción13, todas y
cada una de las piezas, las cuales en su totalidad formaron la estructura final. Esta
posteriormente fue soldada al riñon, etapa que se detalla en el capitulo de ejecución.
IMAGEN 19 : SISTEMA DE INTERCAMBIO DE RIELES YA FABRICADO.
-
12Plano de construcción sistema neumático ver anexo18.
- 13
Colocar anexo 7 plano de construcción.

58
6.5.1.4. SOPORTE DE PINOS
Posterior a la fabricación de los soportes de pinos, se procedió a armaron a la
estructura ya existente del pinode acuerdo requerido por el mandante. En éste
proceso se soldaron y acoplaron las piezas a través de tornillos regulables, todas y
cada una de las piezas, las cuales en su totalidad formaron la estructura final.
IMAGEN 20: NUEVO SOPORTE DE PINO YA FABRICADO.

59
CAPITULO VII
7. EJECUCION DEL PROYECTO.
7.1. DESMONTAJE.
Se procedio a mojar permanentemente con agua el área de intervención de los
trabajos con el fin de mantener con baja temperatura el piso del área a intervenir.
Luego, se realizarán agujeros en las vigas existentes para afianzar la estructura a las
cerchas superiores del galpón industrial antes de realizar su desmontaje.
IMAGEN 21: AMARRADO DE ESTRUCTURA ANTIGUA.
Se posicionará la grúa horquilla bajo de la estructura de vigas y así ayudar a
su descenso.

60
IMAGEN 22: BAJANDO ESTRUCTURA CON TECLES.
El personal mecánico utilizará un alza hombre para llegar a los sectores de
intervención, afianzados según el procedimiento seguro de trabajo con arnés de
seguridad con 2 colas.
IMAGEN 23: USO DE EQUIPOS EN APOYO AL DECENSO DE ESTRUCTURA.

61
Una vez desmontadas las estructuras existentes, se trasladarán a las
dependencias de Cormecanica s.a. (patio de acopio de materiales), sector ubicado
en la parte posterior de la planta.
Se realizo el desmontaje de las estructuras involucradas en el proyecto,
apoyados por los siguientes equipos y herramientas:
7.1.1. EQUIPOS.
Maquina Industrial, Tipo Plataforma, Marca JLG, Modelo 450AJ. (Manitou).
IMAGEN 24: PLATAFORMA ELEVADORA ARTICULADA.
Maquina Industrial, Tipo Grúa Horquilla 16 TON, Marca Hyundai, Modelo 160D
7E. (Equipo grúa Horquilla).

62
IMAGEN 25: GRUA ORQUILLA.
7.1.2. HERRAMIENTAS.
Tecles de cadena de 5 toneladas (utilizados para afianzar la estructura
existente).
IMAGEN 26: TECLE.

63
Equipos de oxígeno Indura (Para corte de estructuras).
IMAGEN 27: EQUIPO DE OXIGENO.
Maquinas de soldar Indura y soldadura de la misma marca.
IMAGEN 28: SOLDORA ELECTRONICA.

64
Esmeriles de 7 y 4 1/2 ", para corte de estructuras y soportes.
IMAGEN 29: ESMERIL ANGULAR.
Hidrolavadora Black & Decker Pw1700 1700w
IMAGEN 30: HIDROLAVADORA.

65
Aspiradora Industrial,tool Socker,2000w.
IMAGEN 31: ASPIRADORA INDUSTRIAL.
Etc.

66
7.1.3. PREVENCION.
Se soplará y se aspirará el área de trabajo con una aspiradora industrial, con
el fin de poder sacar la mayor cantidad de partículas de polvo metálico dispersa en el
área.
IMAGEN 32: PISO SUCIO CON POLVO METALICO.
El servicio de aseo ofrecido, contemplo trabajos de aspirado-soplado-
aspirado, durante la totalidad del proyecto (antes, durante y después de los trabajos),
comprometiéndonos a trabajar y entregar el área libre de partículas metálicas.
Se delimitará el área a intervenir con biombos metálicos con el fin de limitar la
proyección de esquirlas metálicas que puedan afectar el entorno.

67
7.2. MONTAJE.
Se realizo el traslado de las estructuras fabricadas en el taller de la empresa
contratista a los recintos de CORMECANICA.
El montaje se realiso aprovechando las mismas sujeciones de enganches que
se emplearon el el desmontaje, y se procedio a levantar con apoyo de los equipos y
tecles.
IMAGEN 33: PROCEDIMIENTO DE MONTAJE.
Una ves nivelado y cuadrado se procedio a colocar los soportes definitivos a
las cerchas del galpon indutrial.

68
IMAGEN 34: NIVELACION DE RIÑON.
Se ocuparon los mismos equipos y herramientas que se concideraron para el
desmontaje
7.2.1. EQUIPOS.
Maquina Industrial, Tipo Plataforma, Marca JLG, Modelo 450AJ. (Manitou).
Maquina Industrial, Tipo Grúa Horquilla 16 TON, Marca Hyundai, Modelo 160D
7E. (Equipo grúa Horquilla).
69
7.2.2. HERRAMIENTAS.
Tecles de cadena de 5 toneladas (utilizados para afianzar la estructura
existente).
Equipos de oxígeno Indura (Para corte de estructuras).
Maquinas de soldar Indura y soldadura de la misma marca.
Esmeriles de 7 y 4 1/2 ", para corte de estructuras y soportes.
Hidrolavadora Black & Decker Pw1700 1700w
Aspiradora Industrial,tool Socker,2000w.
Etc.
7.2.3. PREVENCION.
Se ocupo el mismo procedimiento de limpieza y de seguridad que en el
desmontaje, unas ves terminadas el proceso de montaje de la nueva estructura se
procedió al retiro de los biombos metalicosde seguridad.
Se procedió a limpiar y despejar el area que fue intervenida.

70
IMAGEN 35: PROCEDIMIENTO DE LIMPIEZA.
7.3. ETAPAS DE EJECUCION.
La instalación será realizada en 5 etapas, detalladas abajo.
7.3.1. ETAPA 1.
Retiro estructura actual conexión sector A.
Por las dimenciones de la estructura antigua y el poco espacio para maniobrar
se opto por cortar la estrucctura en varias partes, estos cortes se realizaran en altura.

71
IMAGEN 36: ESTRUCTURA ANTIGUA.
IMAGEN 37: DECENSO DE TROZOS DE VIGAS.

72
Se instalo entre los equipos un cierre de protección metálica que proteja a los
operadores durante los trabajos.
Se instalaron señaleticas los cuales indican las prevenciones y peligros.
Se limpio y aspiro toda el area a intervenir mientras duren los trabajos, este
proceso se repetira continuamente durante la jornada de trabajo. Igualmente
se efectuara un proceso exaustivo de lipieza al incio y termino de la jornada
laboral, para prevenir los posibles riesgos de incendio.
Se procesio a perforar la estructura de rieles antigual para asi poder
engancharla con los tecles a las cerchas del galpon indutrial.
Se efectuaron diversos cortes de las vigas antiguas para poder hacer que sea
mas facil su decenso.
Se colocan los equipos de apoyo debajo de las estructuras ya cortadas y se
bajan a piso en donde ya no existe tanto riesgo de accidente.
Se trasladan las estructuras antiguas a un lugar de acopio predeterminado por
parte del mandante.
Se limpío el area de trabajo para poder iniciar la etapa de de montaje del
nuevo sistema de rieles de carga.

73
7.3.2. ETAPA 2.
Circuito 1: Instalación viga, el riñón y el cambio de riel sector A.
IMAGEN 38: SECTOR A TERMINADO.
Se limpio y aspiro toda el area a intervenir mientras duren los trabajos, este
proceso se repetira continuamente durante la jornada de trabajo. Igualmente
se efectuara un proceso exaustivo de lipieza al incio y termino de la jornada
laboral, para prevenir los posibles riesgos de incendio.
Se instalaron los pilares que daran sujecion al sistema de rieles que va desde
la lavadora a la granalladora.
Se sujetaron los pilares por medio de pernos de anclaje a los dados de apoyo.

74
7.3.2.1. MONTAJE RIÑON.
Se procedio amarrar los tecles a las cerchas del galpon industrial.
Se enganchan los tecles a seccion de rieles de carga llamada riñon.
Se procese a levantar el riñon con ayuda de tecles y euipos de levante hasta
que esta llegue a su posicion definitiva.
Se nivela y posiciona el riñon.
Por medio de soportes a las serchas superiores del galpon indutrial se deja en
suposicion y nivelacion definitiva.
Se comprueba que las soldaduras y anclajes esten bien.
IMAGEN 39: COMPROVACION DE SOLDADURAS Y SOPORTES.

75
7.3.2.2. MONTAJE RIEL, RIÑON A LAVADORA.
IMAGEN 40: RIÑON SUSPENDIDO EN TECLES.
Se procedio amarrar los tecles a las cerchas del galpon industrial.
Se enganchan los tecles a seccion de rieles de carga que van desde el riñon
hasta la lavadora.

76
IMAGEN 41: INSTALACION DE RIELES A LAVADORA.
Se procese a levantar el riel con ayuda de tecles y euipos de levante hasta
que esta llegue a su posicion definitiva.
Se nivela y posiciona el riel.

77
IMAGEN 42: SUJECION DE RIEL A PILAR.
Por medio de soportes a las serchas superiores del galpon indutrial se deja en
suposicion y nivelacion definitiva.
Se procede soldar al punto medio del intercambio de rieles y a fijar al pilar de
apoyo.
Se comprueba que las soldaduras y anclajes esten bien.
Terminaciones

78
IMAGEN 43: TERMINACIONES.
7.3.2.3. MONTAJE RIEL, RIÑON A GRANALLADORA.
Para el riel que va desde el riñon a la granalladora se efectuara el mismo
procedimiento que el riel antes señalado.

79
IMAGEN 44: MONTAJE DE RIEL A GRANALLADORA.
Montaje de sistema neumatico.
(Este servicio fue subcontratado a una empresa externa que cumplia con los
requicitos del mandante, se le propociono perrsonal y equipos de apoyo para
efectuar una rapida instalacion).

80
IMAGEN 45: INSTALACION DE SISTEMA NEUMATICOS DE FESTO.
Se realizo una limpieza exaustiva en el area intervendida para dejar lo mas
libre posible de particulas metalicas.
Se retiraron los biobos de sectotizacion de trabajos.
Se retiraron señaleticas.
La recepción se realizo en conjunto por el responsable del proyecto y el
responsable por parte del mandante. Esta recepción dio su acuerdo por la
parte operativa de la instalación por el cual ha sido diseñada, en dicha
recepción fue verificada la buena aplicación detodos los puntos exigidos en
este cuaderno de condiciones:

81
Mecánicos
Ergonomía
Seguridad.
Se entrego el sector A.
IMAGEN 46: CIRCUITO DE RIELES A TERMINADO.
7.3.3. ETAPA 3.
Retiro estructura actual sector B.
Se realizaron los mismos procedimientos de trabajo que se efectuaron en la
ETAPA 1.

82
7.3.4. ETAPA 4.
Circuito 2: Instalación viga, el riñón y el cambio de riel sector B.
Se realizaron los mismos procedimientos de trabajo que se efectuaron en la
ETAPA 2.
IMAGEN 47: PLANO SECTOR A Y SECTOR B TERMINADOS.

83
IMAGEN 48: FOTO DE TERMINO SECTOR B.

84
7.3.5. ETAPA 5.
Instalación de estructura de conexión entre ambos circuitos sector A – B.
IMAGEN 49: PLANO DE UNION DE SECTORES TERMINADOS.
Se instalo entre los equipos un cierre de protección metálica que proteja a los
operadores durante los trabajos.
Se instalaron señaleticas los cuales indican las prevenciones y peligros.
Se limpio y aspiro toda el area a intervenir mientras duren los trabajos, este
proceso se repetira continuamente durante la jornada de trabajo. Igualmente
se efectuara un proceso exaustivo de lipieza al incio y termino de la jornada
laboral, para prevenir los posibles riesgos de incendio.
85
7.3.5.1. MONTAJE UNION SECTOR A Y SECTOR B.
Se procedio amarrar los tecles a las cerchas del galpon industrial.
Se enganchan los tecles a seccion de rieles de carga que van desde el sector
A al sector B.
Se procese a levantar el riel con ayuda de tecles y euipos de levante hasta
que esta llegue a su posicion definitiva.
Se nivela y posiciona el riel.
Por medio de soportes a las serchas superiores del galpon indutrial se deja en
suposicion y nivelacion definitiva.
Se procede soldar desde el estremo de riñon A al riñon B.
Se comprueba que las soldaduras y anclajes esten bien.

86
IMAGEN 50: LISTO PARA LA ENTREGA.
Se realizo una limpieza exaustiva en el area intervendida para dejar lo mas
libre posible de particulas metalicas.
Se retiraron los biobos de sectotizacion de trabajos.
Se retiraron señaleticas.
La recepción se realizo en conjunto por el responsable del proyecto y el
responsable por parte del mandante. Esta recepción dio su acuerdo por la
parte operativa de la instalación por el cual ha sido diseñada, en dicha
recepción fue verificada la buena aplicación detodos los puntos exigidos en
este cuaderno de condiciones:
Mecánicos
Ergonomía
Seguridad.

87
Se entrego los sectores A y B con la union de ellos.
IMAGEN 51: INSPECCON DE TERMINO.

88
IMAGEN 52: PLANO DE TERMINO.

89
CAPITULO VIII
8. CIERRE DE OBRA “CIRCUITO DE RIELES PINOS TTH”
Éste practicante en su calidad de jefe de obras del proyecto, tuvo a su cargo la
gestión del cierre de obra ante el mandante, para lo cual y en cumplimiento de las
bases administrativas, se procedió a confeccionar la Carpeta de Cirre de Proyecto, la
cual contenia los siguientes aspectos:
8.1. INFORME SOBRE REPUESTOS QUE DEBEN SER COTIZADOS.
El contratista aseguró por el plazo de 47 semanas de fabricación por año, a
razón de 3 turnos, los componentes de urgencia y recambio de la instalación.
8.2. INFORME DE CONDICIONES AMBIENTALES Y DE SEGURIDAD
El contratista, da fe del cumplimiento íntegro de las normas ambientales y de
seguridad que se consagran en el cuaderno de condiciones del proyecto, páginas N°
9 y N° 10, punto N°7, a saber:
No se utilizaron productos o sustancias prohibidas señaladas en la norma
Renault 00-10-050/--H.
No se utilizaron materiales o componentes que pudieran dañar a las personas
o medio ambiente, respecto de aquellos que no cumplan con la norma ISO
14000.
Se cumplió con todas las políticas Renault para medio ambiente, seguridad y
condiciones de trabajo.

90
Adicionalmente, se tomaron todas y cada una de las precauciones de limpieza
del sector (eliminación de polvo de las áreas de trabajo).
Se cumplió con los reglamentos de atmósferas explosivas 94/9/CE, materiales
eléctricos para atmósferas explosivas y 99/92/CE, prescripciones mínimas de
protección en materia de seguridad y salud de los trabajadores.
Los puestos de trabajo cumplen con los estándares ergonómicos dentro de
estándar. Los botones de los comandos más frecuentes se encuentran
ubicados en posición tal que no exigen esfuerzo para alcanzarlo, y a su vez,
se encuentran diferenciados por color para resaltar del resto de los comandos.
El ruido de la instalación no superó los 78db.
Finalmente, Sogar Ingeniería y Construcción Limitada, cumplió con todos los
requisitos legales y normativas internas del mandante, con lo cual se evitó
todo tipo de accidente.
8.3. INFORME DE MANTENIMIENTO
En este aspecto, el contratista en cumplimiento con el cuaderno de
condiciones de obra, elaboró un plan de mantenimiento el cual constó de lo
siguiente:
Programa de Mantenimiento Preventivo con indicación de los componentes
críticos del equipo; a saber (Limpieza, controles visuales, visitas de
inspección, lubricantes, otros necesarios). Revisar libro Anexo N° 1 sobre
“Proyecto F_CL1300047” – Sistema de Control DGPL –Sistema de
comando/Manual de Utilización – Festo. Pág. 9-10-11.

91
8.4. INFORME ENTREGA Y PUESTA EN MARCHA.
El contratista, concluyó la ejecución de la obra con fecha 15-12-2013, en la
cual se entregó la instalación en perfecto funcionamiento en la Planta Cormecánica.
Para la verificación de lo anterior, se adjuntan las “auditorias y Planillas de
Conformidad” de los siguientes departamentos internos del Mandante, Fabricación –
Calidad – Proyecto – Producto, a saber;
Planilla de auditoría y Conformidad Departamento de Fabricación:
Planilla de auditoría y Conformidad Departamento de Calidad:
Planilla de auditoría y Conformidad Departamento de Producto:
Planilla de auditoría y Conformidad Departamento de Proyecto:
8.5. INFORME DE RECEPCION DE LA INSTALACIÓN EN FABRICACION.
El contratista en conjunto con el responsable del área (Fabricación), realizaron
respectivamente la entrega y recepción de la obra, en la cual de forma exitosa se dio
el visto bueno por parte del mandante a los puntos exigidos (Mecánicos –
Ergonómicos – Seguridad), los cuales fueron correctamente ejecutados por el
contratista.
8.6. INFORME DE DOCUMENTACION REQUERIDA
El contratista procedió a realizar la entrega de los siguientes manuales al
mandante:

92
8.6.1. MANUAL GENERAL DE OPERACIÓN, INSTALACIÓN Y DE
MANTENIMIENTO DEL MEDIO.
Lo anterior, con las recomendaciones sobre seguridad para los operarios.
Copias papel y respaldo digital correspondiente, idioma español. “Revisar libro Anexo
N° 1 sobre “Proyecto F_CL1300047” – Sistema de Control DGPL –Sistema de
comando/Manual de Utilización – Festo. Pág. 8 a la 16”
8.6.1.1. MANUALES DE DESPIECE Y REPARACIÓN:
8.6.1.1.1. MECÁNICA:
Carros de Pinos: Manual del Proveedor PROWINCH
Ruedas del cajón de Rieles: (Duccasse – pedir hoja técnica del
producto), No existe un manual aplicable al presente ITEMS,
dado que en caso de fallas la pieza debe ser sustituida por una
nueva de las mismas características
8.6.1.1.2. NEUMÁTICOS:
Manual de Utilización – Festo,
8.6.1.2. PLANOS DE FABRICACIÓN Y MONTAJE DEL MEDIO.
En copia papel y un archivo digital en formato para Autocad los que pasaran a
ser propiedad de Cormecánica S.A.Revisar libro Anexo N° 1 sobre “Proyecto
F_CL1300047” – Sistema de Control DGPL –Sistema de comando/Manual de
Utilización – Festo.

93
8.6.1.3. PLANOS ELÉCTRICOS Y NEUMÁTICOS:
En copia papel y un archivo digital en formato para Autocad los que pasaran a
ser propiedad de Cormecánica.“Revisar libro Anexo N° 1 sobre “Proyecto
F_CL1300047” – Sistema de Control DGPL –Sistema de comando/Manual de
Utilización – Festo.
8.7. INFORME DE CAPACITACION.
El contratista coordinó con su proveedor Festo S.A., la realización de capacitación
para la explotación y mantención de la obra.

94
CAPITULO IX
9. CONCLUSIONES.
Lo que el presente informe nos aporta en el ámbito profesional, tanto en
formación, como en experiencia, se traduce en dos ámbitos centrales, a saber:
El primero de ellos, se traduce en la posibilidad de éste alumno, en ostentar la
calidad de jefe de obra de un proyecto de tal embergadura, permitiéndo
desarrollarme en el ámbito de relaciones interpersonales, manejo de equipos,
perfeccionar las habilidades de liderazgo y permitiéndo la posibilidad de dar solución
a un sinfín de problemas de índole humana.
En otro aspecto, éste alumno se vió en la obligación de aplicar todas las
habilidades y conocimiento adquiridos en el proceso curricular, participando de un
proyecto único en su especie, el que cuenta con la particularidad de ser exclusivo
tanto en su diseño como en su implementación, lo que me permitió adquirir un sin
número de conocimiento y ganar experiencia única en la materia.
En cuanto al proyecto en si, el mismo merece gran cualidad, debido a que
permitió el mejoramiento en la gestión de productividad de la planta Comercánica,
además de alivianar la carga de los trabajadores del mandante, aportando para ello
con la prevención de riesgos y enfermedades profesionales, evitando así la
producción de accidentes que por lo manual del proceso se originaron en el pasado.
Finalmente y como conclusión general, el proceso de práctica, marcó mi
formación profesional en cuanto aplicar los conocimientos obtenidos, y me formó en
el área de la Construcción y Obras Civiles.

95
CAPITULO X
10. BIBLIOFRAFIA.
FALTA BIBLIOGRAFIA QUE TERMINAR
norma chilena nch 352/1. of 2000: aislación acústica
NORMA CHILENA OFICIAL. NCh2251.Of94. Aislación térmica
NORMA CHILENA OFICIAL 409 1.Of. 842 agua potable
Decreto N°66 de intalacion de gas
Decreto N°29
Decreto Nº 50 Reglamento de instalaciones domiciliarias de agua potable y de
alcantarillado
Plano Regulador de comuna de san esteban y los andes.

96
CAPITULO XI
11. ANEXOS.
11.1. ANEXO 1. SISTEMA DE INTERCAMBIO DE RIELES.
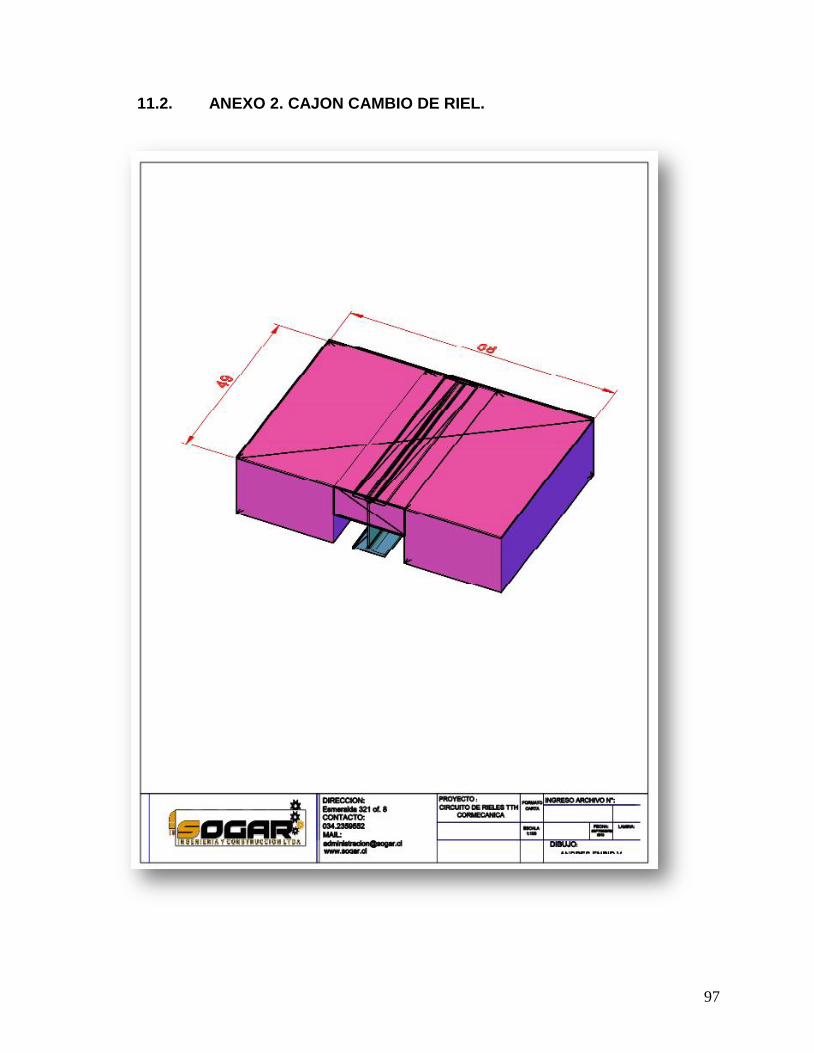
97
11.2. ANEXO 2. CAJON CAMBIO DE RIEL.

98
11.3. ANEXO 3. CARRO INTERCAMBIO DE RIELES (POLIPASTO)

99
11.4. ANEXO 4. ESQUEMA DE ENFIERRADURA.

100
11.5. ANEXO 5. ESPECIFICACIONES TECNICAS VIGA IPE-160.

101
11.6. ANEXO 6. PIEZAS ESPECIALES.

102
11.7. ANEXO 7. ESPECIFICACION DE RADIOS Y CURVAS (RIÑON)

103
11.8. ANEXO 8. ESPECIFICACIONES PILAR.

104
11.9. ANEXO 9. VISTA INFERIOR PILAR. PIEZAS ESPECIALES.

105
11.10. ANEXO 10. VISTA SUPERIOR PILAR. PIEZAS ESPECIALES.

106
11.11. ANEXO 11. PUNTO CRÍTICO DE LA ESTRUCTURA.

107
11.12. ANEXO 12. SISTEMA DE RIEL CAJON POLIPASTO.

108
11.13. ANEXO 13. SISTEMA DE RIELES COMPLETO.

109
11.14. ANEXO 14. INTERCAMVIO DE RIELES.

110
11.15. ANEXO 15. DEMOSTRACION EN TALLERES.

111
11.16. ANEXO 16. SECTOR B RIELES.

112
11.17. ANEXO 17. VISTA 3D DE ESTRUCTURA NUEVA DE RIELES.
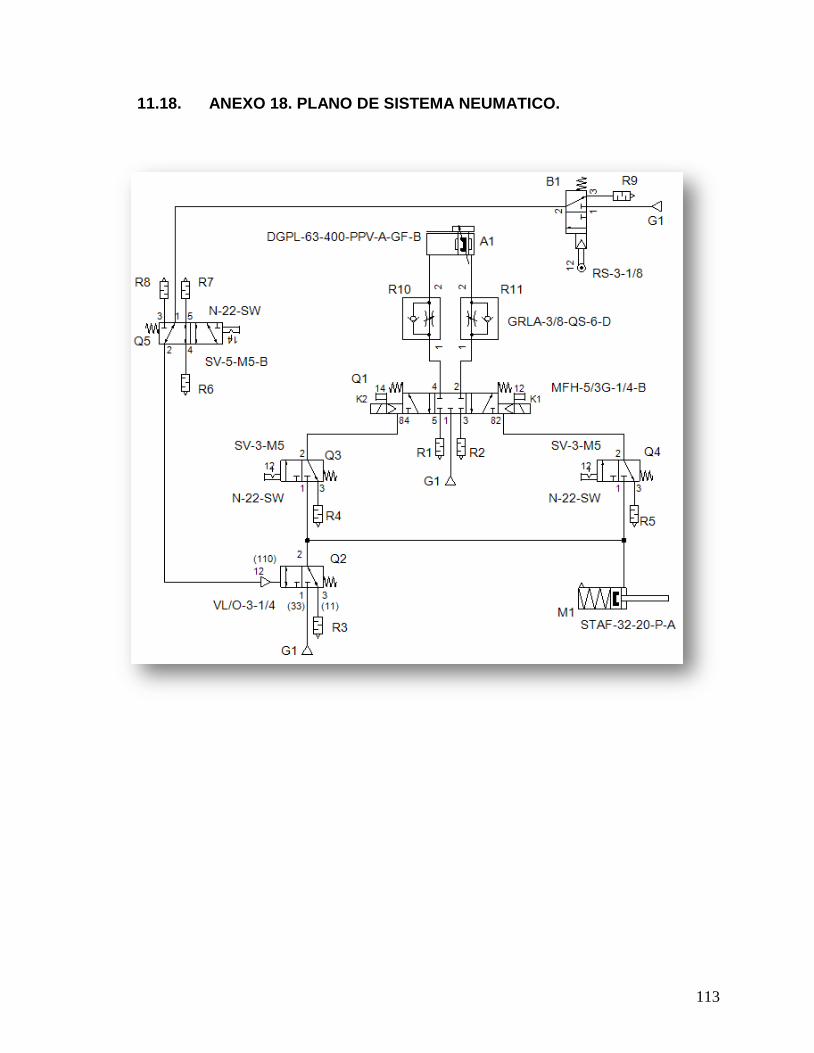
113
11.18. ANEXO 18. PLANO DE SISTEMA NEUMATICO.

114
11.19. ANEXO 19. PLANO DE LEVANTAMIENTO TOPOGRAFICO.

115
11.20. ANEXO 20. COMPONENTES NEUMATICOS.

116