risk management (rbi/reliability) in a lean … · 2 inspectioneering journal january | february...
TRANSCRIPT

VOLUME 23, ISSUE 1
JANUARY | FEBRUARY 2017
A S S E T I N T E G R I T Y I N T E L L I G E N C E
RISK MANAGEMENT (RBI/RELIABILITY) IN A LEAN OPERATING ENVIRONMENT AND UNCERTAIN FUTUREEDWIN A. MERRICK, PE, Senior Engineer at The Augustus Group

2 Inspectioneering Journal JANUARY | FEBRUARY 2017
RISK MANAGEMENT (RBI/RELIABILITY) IN A LEAN OPERATING ENVIRONMENT AND UNCERTAIN FUTUREBY: EDWIN A. MERRICK, PE, Senior Engineer at The Augustus Group
INTRODUCTIONThis article discusses some of the challenges process and oper-ating plants have with ensuring profitable operations and align-ment with the company business case. To be profitable in today’s environment requires maintaining focus of limited spending and manpower capability on the correct actions at the right time to navigate the political and economic uncertainty of 2017 and beyond.
Changes in regulations and actions needed for compliance, and the primary task of ensuring safe/reliable and profitable oper-ations requires daily focus on the right assets at the right time. Such challenges deserve careful management even during profit-able economic conditions. Now that economic pressures in heavy industry are more severe, however, some facilities that survived the turmoil during good times must deal with additional compli-cations associated with sale of facilities and equipment, extensive layoffs of valuable staff, budget cuts, etc. Assessment of risk and assurance of process/personnel safety and reliable operations must be even more shrewdly managed under times of extreme economic pressure.
The disassociation and turmoil within existing management sys-tems induced by such changes can manifest as corporate memory loss. In many facilities, it becomes a struggle to clearly define real-ity and risk. The future will, at least for the near term, be loaded with complex human challenges that must be considered and resolved effectively to ensure safe and profitable operations. Add to this the challenge of documenting and demonstrating compli-ance to existing laws and regulations that are in a constant state of flux due to various pressures on those responsible for regula-tions, and the problem is significantly compounded.
In the author’s opinion, the solution to these challenges will be the superior engagement of personnel at all levels. Company-wide engagement is the only way to ensure that ACTIONS WILL BE TAKEN to find, focus on, and address the problems that need to be solved for safe and profitable operations. The use of risk manage-ment tools in a consistent fashion to prioritize asset integrity and reliability issues is best practice and will add significant value.
This article presents a perspective on the human factor and emphasizes the value of using risk tools at all levels in the organi-zation to help provide management focus during times of severe economic pressure. The author will highlight an approach to help overcome human obstacles (e.g., ego silos) along with some of the management systems available to chart the unknown problems ahead, help enhance profitability, ensure compliance, and prevent disasters. A culture built around emphasizing risk management will provide focus on what to do and when to take the action;
ensuring we focus on doing the next right thing, whatever it is... the bottom line is that risk should drive action; no risk, no action.
PERSPECTIVE ON IMPORTANT MECHANICAL INTEGRITY AND RELIABILITY ISSUESSeveral years ago, while attending a Mechanical Integrity Conference, a presentation by one of the OSHA inspectors was observed.
The topic of discussion was Mechanical Integrity Compliance and what is expected of the Owner-User. During Q&A the focus became piping and then drilled down to “buried piping.” The question on the table became: “What does OSHA expect of a plant mechanical integrity program on buried process piping?” Whoa, there was such a silence! Then the presenter asked of the crowd,
“WELL - What are you doing?” One person in the crowd said (and to paraphrase). “We don’t do anything about it. That is why we buried it in the first place, so we don’t have to look at it.” The pre-senter jokingly (or perhaps not) wanted his name and plant loca-tion; which for obvious reasons, were not forthcoming. The crowd went silent for a bit, joked around, and moved on to another topic.
While this anecdote can be viewed by some as entertaining, it may not have been far from the truth at that time in history. Today, it is common practice not to bury in-plant process piping, but what about old piping still below ground? As plants change hands, will we be able to find it and ensure its integrity? To manage risk, it will be increasingly important as facilities are bought and sold to ensure a solid Management of Change Transition Plan is in place.
Witness also the flurry of activity around the issue of piping mechanical integrity following the August, 2012 refinery disaster in Richmond, California. The industry has come a long way using both conventional and risk-based strategies to address mechan-ical integrity of piping. It has long been recognized that piping is the “Elephant in the Tent” relative to Mechanical Integrity of fixed assets. That was several years ago when the industry was
To manage risk, it will be
increasingly important as facilities
are bought and sold to ensure a solid
Management of Change Transition
Plan is in place.

JANUARY | FEBRUARY 2017 Inspectioneering Journal 3
going great. How about today, when practically every industrial facility is faced with cash flow issues and the need to save money right now? To preserve the momentum and lessons learned, it will be important to clearly document damage mechanisms and preserve important records for maintaining remaining life calcu-lations. As above, it will be important to ensure a Management of Change (MOC) transition plan is in place.
NAVIGATING THE CHANGING REGULATIONSMy experience in the Nuclear Industry (claimed by some to have been over-regulated) and experience working in the Process Industry (believed by some to be under-regulated) has led to the conclusion that perhaps both approaches to regulatory compli-ance need some work.
In the early 1990’s the Process Industry was coming to grips with pending regulations and negotiating with the regulators on the form and substance of such. The result was a performance-based rule along with subsequent interpretations that allowed the indus-try to continue to function. However, the performance-based rule has, in the retrospective view of some, proved to be cumbersome and not enough to ensure safety of the public. Recent Presidential Executive order 13650 provided much needed impetus for exam-ining experience and the need for additional regulations.
On the other side of the United States from that executive order and following the Richmond piping failure, Cal-OSHA began looking at additional changes that some thought could turn into safety-case requirements like those seen in the North Sea. Recent discussions and presentations by OSHA and EPA personnel have identified the quandary they face when conducting a simple audit. They have learned that they must first audit the owner-user against the company's procedures and then must audit the proce-dures against the regulatory rules. This author has seen numer-ous instances when owner-users have had different definitions of what a deficiency or nonconformance is and what is required to provide resolution. The reporting requirements are often left up to local interpretations and insurance requirements. By way of comparison, non-conformance and reporting requirements are clearly defined in the Nuclear Power Industry.
Perhaps it would not be too onerous, once industry works out sim-ple compliance reporting requirements for what is covered and what is not, for OSHA and EPA to pin down definitions of some simple terms like “non-conformance” and require that each oper-ating facility obtain a “License to Operate” based on something like a “Safety Analysis Report” or perhaps a “license to operate a car” that becomes the basis for future operations of the facil-ity and definition of how the plant will be operated, maintained and inspected.
Until our government and operating companies agree to simplify the compliance requirements, plants are and will be in the future, on their own to chart a safe path forward. At the end of the day, the responsibility ends there; unless, of course, a disaster occurs and outside agencies arrive to discuss their ideas about compliance.
Process facilities will need to have and document a complete understanding of the rules by which they operate equipment that
potentially presents a “CLEAR AND PRESENT” danger to those that are responsible for operating, maintaining, and inspecting it, or those who live around it. This could be especially important for plants involved in divestment or change of ownership. Prudent management would dictate providing clear documentation of the requirements the facility must comply with—perhaps in a
“Pseudo-Safety Case.”
APPLICATION OF LESSONS LEARNED
To Enhance Process and Personnel SafetyHaving worked in both Nuclear and Process companies and helped with industry-wide initiatives in both industries leads this author to the conclusion that industry and regulatory bod-ies should stop the political posturing. Is it possible personnel may need further education, understanding, and empowerment at the working level (perhaps through the Unions or other orga-nizations they are a part of) to be able to challenge, from the bottom up perspective, whether their facility management systems are adequate.
Following the BP Macondo disaster and in light of other major industry incidents (e.g., Three Mile Island, Arco Channelview, etc.), each of us should be asking – What can I do today to make a difference and ensure a safe working environment through continuous improvement of my Process Safety and Personnel Safety actions.
“It should not be necessary for each generation to redis-cover principles of process safety which the generation before discovered. We must learn from the experience of others rather than learn the hard way. We must pass on to the next generation a record of what we have learned.”
- BP Report referenced quotation Jesse C. Ducommun, Safety Pioneer
Some simple questions come to mind that may help guide your actions and perhaps make a difference:
• Do I feel like I have a thorough understanding of my rights and responsibilities relative to safe operation of the plant that I work in?
• Does my management encourage identification and communication of problems and solutions?
• Do we identify and solve not only the root cause of specific hardware and procedure failures; but also investigate implications to the rest of our equipment and management systems?
• When safety related problems are identified (e.g. thin wall pipe or vessels, unqualified relief systems, documentation out of compliance etc.):
• Are they promptly evaluated by management, and
• Is safe operation assured by engineering and/or analysis, modified operating conditions, or taking equipment out of service for repair or replacement?
• Does my company have an effective plan for managing overdue inspections and tests?

4 Inspectioneering Journal JANUARY | FEBRUARY 2017
• Does my company have an aging backlog of safety related work orders?
• Do we have a plan for prioritizing our work to assure we are working on the right things first?
• Do we as a company place sufficient emphasis on process safety?
• Have we had recent near misses and is management digging into the real issues that caused these?
Is it possible there is room for motivating and even rewarding personnel for conducting such self-examination of the compa-nies they serve in order to help avoid accidents and loss of life in the future?
To Work for Profitable Operations and Business GoalsImplementing an effective profit-based reliability program will be a management priority for the future. Reliability is a key strate-gic driver of bottom line performance. Reliability initiatives need to be prioritized on their business profitability and bottom-line results. Transitioning to business-focused reliability from the tra-ditional maintenance-focused reliability is the new PARADIGM.
OSHA and EPA's focus is on Safety, and the term Mechanical Integrity was coined to address loss of containment issues. Whilst no one will argue ensuring safe operations is import-ant, safety alone will not ensure survivability of any business. Bottom-line profitability can be driven only by reliability which is more than guarding against loss of containment of equipment, both fixed (static) and rotating (dynamic). Reliability (Mechanical or Production Availability) is delivering product to the money tank according to the business plan. An effective asset integrity plan will use a risk-based methodology to identify those select vital pieces of assets from the insignificant many (Machinery, Piping, PSVs, Control Valves, etc.) that have the highest risk to the business drivers (Health Safety & Environmental, Manufacturing, Repair dollars, etc.); and develop cost effective strategies to mit-igate those risks. The tactics - based on specific failure modes - will cover inspections, Maintenance, Craft Competency, Repair Procedure, Pre-Approved Contractors, Operator Rounds, Standard Operating Procedures, Key Performance Indicators, Root Cause Investigations, etc.
EFFECT OF EGO, SILOS AND SOLUTIONSPlant managers (and even mid-level management) are faced with a plethora of challenges daily; including Safety, Environmental, Operations, Inspection, Engineering, Maintenance, Feedstock Issues, etc. In these areas, he may also be faced with “Ego Issues.”
EGO is a complex concept defined by Sigmund Freud to describe motivation and control of behavior. At the end of the day, when the EGO is in control, it can be all about “oneself”.
In David Marcum and Steven Smith’s book “Egonomics: What Makes Ego Our Greatest Asset (or Most Expensive Liability),” ego is described as the invisible line item on every company’s profit and loss statement. 52% of business people surveyed estimated
ego costs their company 6-15% annual revenue; 21% estimated 16-20%. The book goes on to identify 10 signs of ego issues:
1. Hearing, but not listening
2. People thinking "me first, company second"
3. Only the "right" people have good ideas
4. Pressure to fit in
5. Failure to challenge status quo
6. Candid discussion saved for outside the meeting
7. Failures being buried and never mentioned again
8. Silos created and tolerated
9. Meetings going longer than necessary
10. Fear of making mistakes or admitting them
It goes on further to identify 4 telltale signs your ego has taken over:
1. You find yourself being defensive. Defending ideas ultimately turns into becoming defensive.
2. You continually compare yourself to others. In truth, being too competitive actually makes you less competitive.
3. You seek acceptance to justify your ego needs. You crave respect and recognition from others, which eventually interferes with your success.
4. You make a point of showcasing your brilliance.
What's certain is talented and intelligent leaders often compro-mise their performance by mismanaging their egos. According to the research from Egonomics, ego contributed to the downfall of 35% of managers who take new jobs and fail, quit or are asked to leave within 18 months. While management can use some of the above information to try to modify behavior, it is believed that employees at all levels should be honestly asking the question:
“Are my decisions, actions and overall contributions to my com-pany based on an honest desire to contribute to safe operation and success of my company, or are they EGO driven.”
And if the answer is that they are “EGO” driven, it is recommended that personnel make an honest attempt to change such behavior. One way would be to talk to a trusted associate or management professional within the organization who can shed an honest per-spective to help such change one’s behavior and attitude. Perhaps periodic workshops within the organization to help motivate such change might be warranted.
MECHANICAL INTEGRITY AND THE PROCESS SAFETY MANAGEMENT PROGRAMThe Process Hazard Analysis normally represents an operations and engineering perspective on evaluating a risk-of-operating scenario. Many companies have active reliability centered main-tenance programs and have implemented Risk Based Inspection programs or “Conventional Inspection Programs.”
JANUARY | FEBRUARY 2017 Inspectioneering Journal 5
About 25 years ago at an Ammonia Safety Symposium, one com-pany presented what was then thought to be a very unique per-spective in that they had integrated the MI Program into the PSM program via the Process Hazard Analysis to be updated on a rigor-ous and periodic basis. Does your company:
• Formally and organizationally recognize that your Mechanical Integrity Program has as major elements in addition to inspection (e.g., Reliability, Maintenance, Qualification, Training, etc.)?
• Recognize the Mechanical Integrity Program as an integral part of the Process Safety Management Program?
• Review the Mechanical Integrity Program on a routine basis as part of the Process Hazard Analysis?
If you answered yes to all three questions, then you passed the author’s initial audit of your program.
RISK-BASED TOOLSMany companies have adopted a risk management policy at the highest levels; including an assessment of business risk. Some companies have translated their high-level risk management pol-icy into supporting, compliant policies and procedures for each department.
• Is your company using a risk management policy to assign action priority at all levels?
• Is it aligned with and supporting your corporate business objectives at all levels?
• Can you honestly say you have related action from every department in a consistent fashion to the corporate management policy?
• Does your company have in place a mechanism to consistently obtain management focus on high impact performance issues?
The author proposes that the use of a fundamental qualitative risk management tool represented at all levels as some version of the high-level risk management policy can be used daily to ensure personnel are aligned with corporate business objectives.
Some companies have invested significant time and effort to develop risk based inspection programs, production availability models, and predictive and preventive reliability programs. A review of such programs can identify on a daily basis the evi-dence to be used to effect decision making in a lot of different ways. When used rigorously and integrated with both manage-ment processes (e.g., budget definition, prioritization of planned work) and everyday activities, this evidence can provide valuable input to a formal qualitative risk management program for help-ing to manage changes in the future.
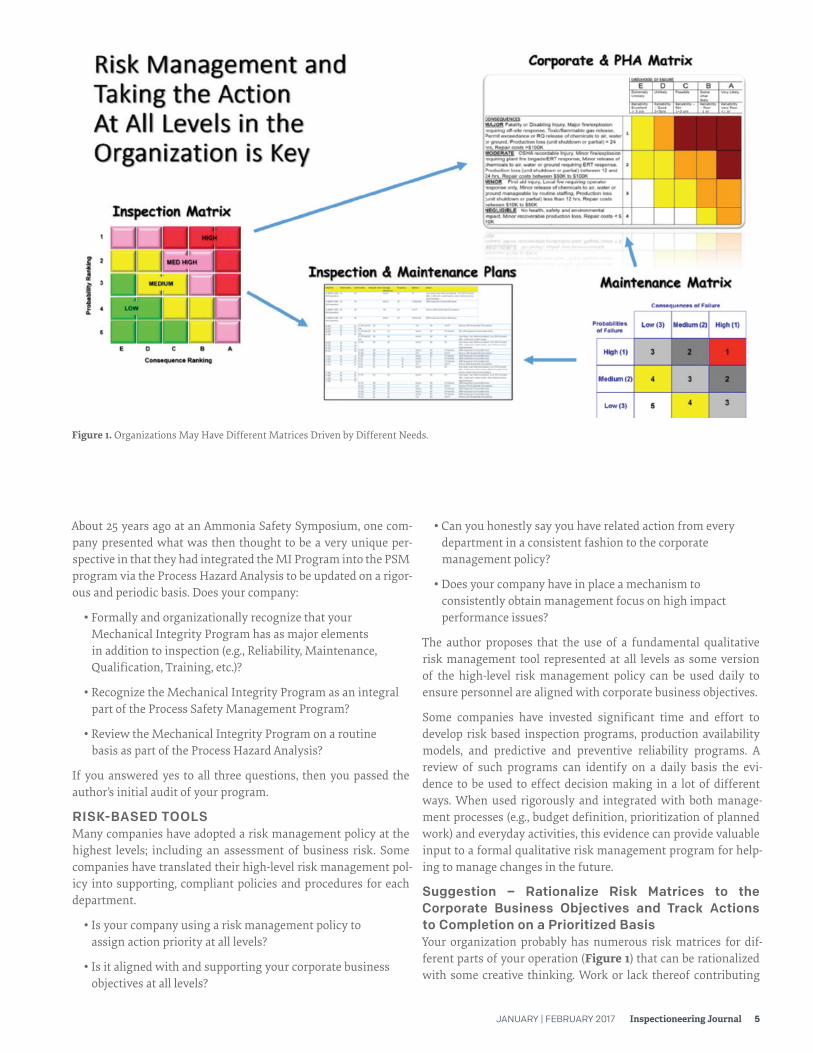
Suggestion – Rationalize Risk Matrices to the Corporate Business Objectives and Track Actions to Completion on a Prioritized BasisYour organization probably has numerous risk matrices for dif-ferent parts of your operation (Figure 1) that can be rationalized with some creative thinking. Work or lack thereof contributing
Figure 1. Organizations May Have Different Matrices Driven by Different Needs.
6 Inspectioneering Journal JANUARY | FEBRUARY 2017
risk to the corporate business objectives can be clearly identified and tracked to completion.
We have all used risk matrices for prioritization of issues, bud-gets, PHA’s, and for inspection planning. Consider the reliability manager when confronted with an individual that wants to work overtime to replace a seal that is going bad on a pump. The man-ager asks the individual to place it on his matrix, and depending on its outcome, decides whether to let the technician work over-time. This is a simple example of the use and application of the qualitative risk matrix.
Whether you implement a risk-based management program is not the point. The point is timing and nature of ACTION to ensure the regulatory and operational integrity of your effort can be defined by management policy and is an integrated solution to ensure compliance. Programs, like production availability model-ing, should influence inspection planning and the maintenance schedule in a positive fashion to improve profitability.
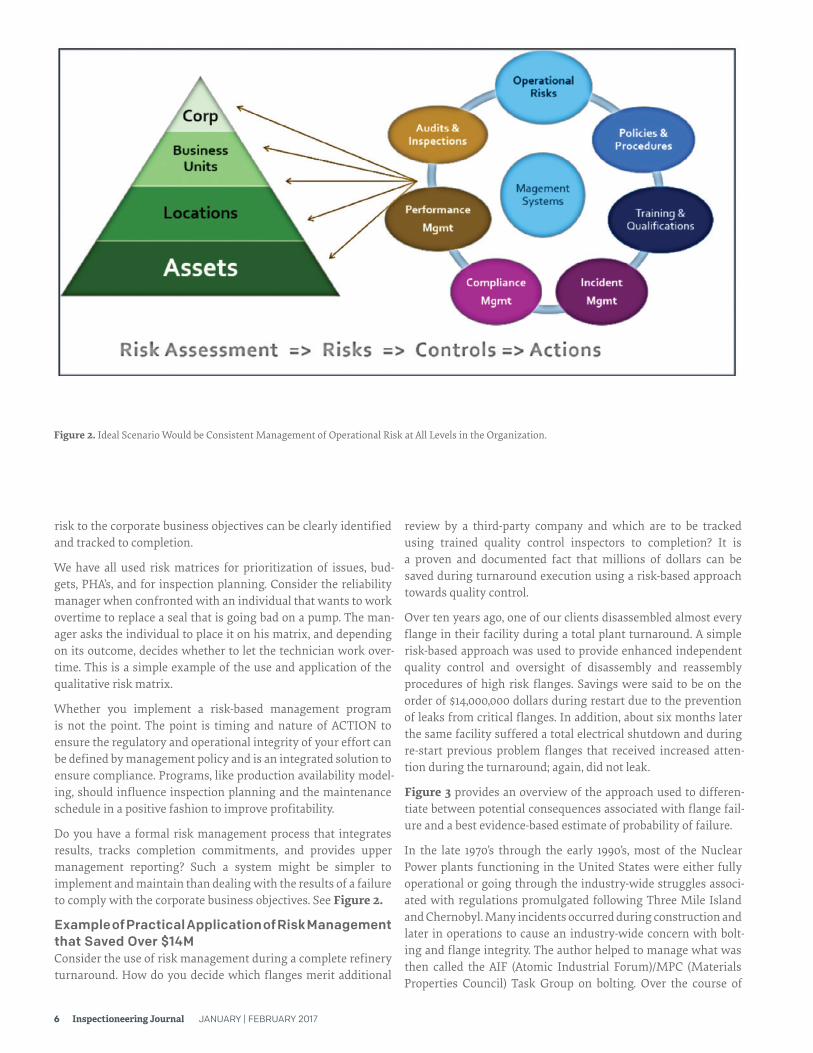
Do you have a formal risk management process that integrates results, tracks completion commitments, and provides upper management reporting? Such a system might be simpler to implement and maintain than dealing with the results of a failure to comply with the corporate business objectives. See Figure 2.
Example of Practical Application of Risk Management that Saved Over $14MConsider the use of risk management during a complete refinery turnaround. How do you decide which flanges merit additional
review by a third-party company and which are to be tracked using trained quality control inspectors to completion? It is a proven and documented fact that millions of dollars can be saved during turnaround execution using a risk-based approach towards quality control.
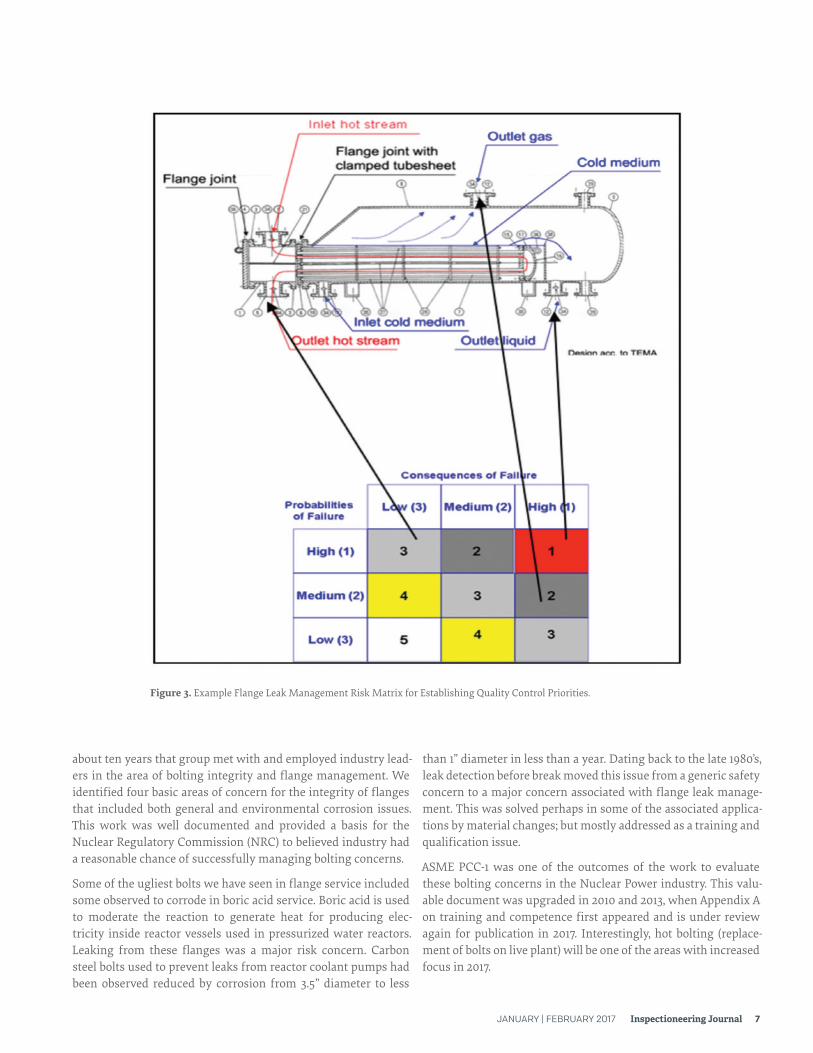
Over ten years ago, one of our clients disassembled almost every flange in their facility during a total plant turnaround. A simple risk-based approach was used to provide enhanced independent quality control and oversight of disassembly and reassembly procedures of high risk flanges. Savings were said to be on the order of $14,000,000 dollars during restart due to the prevention of leaks from critical flanges. In addition, about six months later the same facility suffered a total electrical shutdown and during re-start previous problem flanges that received increased atten-tion during the turnaround; again, did not leak.
Figure 3 provides an overview of the approach used to differen-tiate between potential consequences associated with flange fail-ure and a best evidence-based estimate of probability of failure.
In the late 1970’s through the early 1990’s, most of the Nuclear Power plants functioning in the United States were either fully operational or going through the industry-wide struggles associ-ated with regulations promulgated following Three Mile Island and Chernobyl. Many incidents occurred during construction and later in operations to cause an industry-wide concern with bolt-ing and flange integrity. The author helped to manage what was then called the AIF (Atomic Industrial Forum)/MPC (Materials Properties Council) Task Group on bolting. Over the course of
Figure 2. Ideal Scenario Would be Consistent Management of Operational Risk at All Levels in the Organization.
JANUARY | FEBRUARY 2017 Inspectioneering Journal 7
Figure 3. Example Flange Leak Management Risk Matrix for Establishing Quality Control Priorities.
about ten years that group met with and employed industry lead-ers in the area of bolting integrity and flange management. We identified four basic areas of concern for the integrity of flanges that included both general and environmental corrosion issues. This work was well documented and provided a basis for the Nuclear Regulatory Commission (NRC) to believed industry had a reasonable chance of successfully managing bolting concerns.
Some of the ugliest bolts we have seen in flange service included some observed to corrode in boric acid service. Boric acid is used to moderate the reaction to generate heat for producing elec-tricity inside reactor vessels used in pressurized water reactors. Leaking from these flanges was a major risk concern. Carbon steel bolts used to prevent leaks from reactor coolant pumps had been observed reduced by corrosion from 3.5” diameter to less
than 1” diameter in less than a year. Dating back to the late 1980’s, leak detection before break moved this issue from a generic safety concern to a major concern associated with flange leak manage-ment. This was solved perhaps in some of the associated applica-tions by material changes; but mostly addressed as a training and qualification issue.
ASME PCC-1 was one of the outcomes of the work to evaluate these bolting concerns in the Nuclear Power industry. This valu-able document was upgraded in 2010 and 2013, when Appendix A on training and competence first appeared and is under review again for publication in 2017. Interestingly, hot bolting (replace-ment of bolts on live plant) will be one of the areas with increased focus in 2017.
The objective is not to over-
complicate, over-engineer or over-
manage, but to help individuals
do their jobs safely, effectively,
efficiently, and in alignment with
management objectives
Industry took the action:
1. To identify on a global basis major risk issues associated with plant safety and reliability,
2. And identify action that was needed to reduce the risk,
3. BOTTOM LINE... no matter how much analysis and work is done to quantify issues,
4. TAKE THE ACTION… no action no risk management.
Progress Made by API on Use of Risk-Based ToolsThe API 510 Standard for Inspection of Pressure Vessels has, since its inception, required that remaining life predictions be based on potential damage mechanism(s) that could occur in the pressure vessel of interest. For instance, not only must general or localized thinning due to corrosion be considered, but the item should also be evaluated and inspected for environmentally assisted crack-ing corrosion and/or metallurgical damage. Can you say with certainty that your plant has conducted the needed evaluations to determine whether such damage is occurring, and have you required your inspectors and/or subcontracted inspection com-pany to provide an appropriate inspection for such?
This is one of the reasons API has taken progressive action over the past twenty years to institutionalize risk-based inspection. Recently, they have provided recognized and generally accepted good engineering practice (RAGAGEP) as industry guidance on identification of damage mechanisms, the conduct of fitness for service analysis, the development of corrosion control docu-ments, and definition of integrity operating windows.
You will note that software solutions have been left out of this article entirely. That is because our focus here has been on under-standing the fundamentals and the power of using a risk-based approach for prioritizing action when one uses first principals. There are many available software solutions and associated tools to facilitate the process.
SUMMARY AND CONCLUSIONS – PRIORITIZE AND FOCUS ON THE SOLUTIONAre you managing reliability and mechanical integrity issues at your facility as effectively as you could be? Are you engaging all necessary departments and effectively using your management
systems that operators must engender in their personnel the atti-tude, ability and desire to do the right thing, every time? Use of line-of-sight problem identification and resolution will go a long way. In addition, giving them an understanding of the power of using a simple risk-based approach can help overcome ego prob-lems and assist personnel address and solve the daily questions of priority in a fashion that will meet the objectives of the facility’s safety and business plans. The objective is not to over-complicate, over-engineer or over-manage, but to help individuals do their jobs safely, effectively, efficiently, and in alignment with manage-ment objectives.
As companies navigate the changing landscape it is recommended that management and employees consider the following actions:
1. For facilities undergoing major changes in ownership, ensure that a structured, well-thought out plan is in place to address the transition. In particular, the following should be addressed:
a. Management commitment,
b. Policies, procedures, work instructions and management systems,
c. Tools to do the work, including software,
d. Training and qualification of personnel,
e. Audits during and after the transition.
2. Consider putting into place, if they do not already exist, clear definitions around how the plant will be operated in the future; perhaps a “Business and Safety Case” as discussed above. This can go a long way towards ensuring personnel have a clear understanding of business objectives and how the plant will comply with regulations. That could make participation in audits easier, as well.
3. Motivate personnel and ensure that accountability is emphasized:
a. All employee and management job descriptions must be kept up to date and readily available to personnel.
b. Job descriptions should be clearly tied to the procedures and management systems associated with each position; and kept up to date as well – perhaps on a risk basis.
c. Procedure and training/qualification requirements—per-haps scheduled on a risk basis should be clearly defined and tracked to ensure compliance.
4. Review the potential detrimental effects of ego. A self-audit could be one way to help minimize the impact of ego in the organization and maximize profitability and safety. A per-sonal assessment could be part of the training and qualifica-tion requirements for each position.
5. Questions should be proposed that employees can discuss in the spirit of teamwork regarding current management priorities, systems to identify improvements, and the need for additional training as change occurs. Perhaps

JANUARY | FEBRUARY 2017 Inspectioneering Journal 9
*M series analyzers are IP64 rated. Vanta is a trademark of Olympus Corporation. The Bluetooth® word mark and logos are registered trademarks owned by Bluetooth SIG, Inc. and any use of such marks by Olympus Corporation is under license.Olympus Scientific Solutions Americas is certified to ISO 9001; ISO 14001; OHSAS 18001
www.olympus-ims.com/vanta
Handheld XRF Analyzer
Redefining Positive Material Identification
Precise• Ultra-low-noise electronics for higher counts per second and
faster results
Productive• Single-step data download
• Optional wireless LAN (Wi-Fi) and Bluetooth® connectivity for fast data export
Tough• Drop tested to MIL-STD-810-G standards
• IP65 rated to protect against rain, dirt, and dust for maximum uptime*
Olympus also offers rental products in the U.S. Contact us at [email protected] or call 24/7 at (281) 922-9300.
Inspectioneering_201701_HalfPage.indd 1 1/24/17 10:51 AM
there already exists a forum for such to be revisited on a regular basis.
6. A compliance calendar should be created if one does not already exist to ensure reporting is done on schedule in support of regulatory requirements.
7. Problems and issues arise daily that must be resolved at every level in the organization. The use of risk management tools along with any existing risk-associated-evidence that facilitates better decision making (e.g., PHA results, inspection and reliability data, and RBI calculations) should frequently be reviewed by example
Identifying necessary actions and proper timing based on risk is only the start; everything cannot be done at once. The man-agement team must have a system to ensure such problems and issues are tracked to completion effectively, within an agreed upon timeframe, to safe resolution. Proper documentation and consistently applied management systems are critical to navigat-ing the current lean economy. n
For more information on this subject or the author, please email us at [email protected].
REFERENCES
1. Taylor, B., 2016, “Roadmap to Manufacturing Excellence.”
2. Marcum, D., Smith, S., 2007, “Egonomics: What Makes Ego Our Greatest Asset (or Most Expensive Liability).”
3. Leak Reduction in Process and Power Plants, 2007, Augustus Webinar on Leak Management; http://www.theaugustusgroup.com/flange-leak-management-and-bolting-integrity
ACKNOWLEDGEMENT
The author acknowledges the significant contribution of many individuals to the development and formulation of the concepts expressed in this paper:
Marcus N. Bressler; Edward L. Zebroski; Stan Kaplan; Dick Jones; Peter Hunt; Ted Marston; Arthur Billy; Martin Prager; Marvin Mehler; Bob Taylor; Frank Simpton; Rajiv Tewary; Jean-Robert Claveau; Bobby O’Neal; Chris Bodolus; and many others.

10 Inspectioneering Journal JANUARY | FEBRUARY 2017
EDWIN A. MERRICK, PE
Edwin A. Merrick, PE has 45 years of engineering experience, specializing in Risk
Management, Materials, Asset Integrity, Bolting/Flange Management and RBI Technology
Application. Ed headed the AIF/MPC task group, successfully resolved bolting/flange
integrity issues to NRC satisfaction, and requested ASME MC action in early 1990’s to
implement what is now known as PCC-1. In addition, Ed developed a CMA MI Supplement
used to train over 300 member companies, developed Aptech’ s RBI Software, implemented
the first full Refinery RBI program at BHP Hawaii, and is responsible for many RBI
Implementations World-Wide.
CONTRIBUTING AUTHOR