robotics and automation in the food industry || automatic process control for the food industry: an...
TRANSCRIPT
Published by Woodhead Publishing Limited, 2013
1
Automatic process control for the food industry: an introduction Y. Huang , 1 United States Department of Agriculture, USA
DOI: 10.1533/9780857095763.1.3
Abstract : In order to ensure food security in food-manufacturing operations, automatic process control is desired. With the operation of automatic process-control systems the deviation of the controlled variables from standards can be consistently monitored, adjusted, and minimized to improve the process operations on a regular basis. Proportional-integral-derivative (PID) control has been widely used in the food industry. Model-based control has been developed to improve the performance of control systems in the food industry. This chapter overviews the concepts, methods, and systems of automatic process control for the food industry, and projects the future of automatic process control.
Key words : food industry, automation, process control, PID, model-based control.
1.1 Introduction The food industry includes collective businesses and manufacturers that together supply food products for people to consume. Food security in quality and safety are the primary concerns for the food industry. In order to assure the quality and safety of food security, process control is needed to improve food-manufacturing opera-tions. Process control is realized by using the difference between the measured values of the controlled variable(s) and their desired values to regulate the process output to meet performance requirements. Process control can be implemented manually based on the judgment of human operators. Although highly trained human operators are intelligent and able to perceive the deviation of the controlled variable(s) from the standards when problems occur, their judgments may not be
1 Disclaimer. Mention of a trade name, proprietary product, or specific equipment does not constitute a guarantee or warranty by the US Department of Agriculture and does not imply approval of the product to the exclusion of others that may be available.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97
Published by Woodhead Publishing Limited, 2013
4 Robotics and automation in the food industry
consistent due to fatigue or other unavoidable mental and physical stresses, which may result in inconsistency of food products. With the development of control the-ory, electronic technology, and computer engineering, automatic process control becomes possible. With the operation of the automatic process-control systems, deviation of the controlled variable(s) from the standards can be consistently mon-itored, and the difference between the measured and desired values can be consis-tently used to adjust and improve process operations on a regular basis.
In general, automatic process control (called process control hereafter) goes through a procedure as follows:
1. Specify desired values of the controlled variable(s). 2. Measure samples for actual values of the controlled variable(s). 3. Calculate the difference between the actual and desired values of the controlled
variable(s). 4. Input the difference to operate the pre-designed controller to adjust the con-
trolled variable(s) to reduce the difference.
Design of a controller is important for successful process control. PID control has been widely used in the food industry. To improve the performance of the control systems, model-based control has been developed (Haley and Mulvaney, 1995 ). This article will overview the concepts, methods, and systems of process control for the food industry, and project the future of process control in that industry.
1.2 Process control systems and structure in the food industry
In a process control system, computers are key to driving and managing the oper-ation of the system. A computer for process control includes hardware, such as the computer itself, peripherals, instrumentation, input–output equipment, and system and application software. Process control engineers, food scientists, and engineers are responsible for developing the application software-based control algorithms.
Two types of process control systems exist: open-loop and closed-loop. In open-loop systems, the system output is controlled directly only by the input signal, with the output having no effect on the system input. The system cannot compensate for any unexpected conditions in the system output. Closed-loop systems moni-tor the system output, and feed the output measurement back to the control com-puter, which continuously minimizes the difference between the measured output and desired output, by adjusting the controller input. Feedback on how the system is actually performing allows the controller to dynamically compensate for distur-bances to the system. Compared to closed-loop control systems, open-loop control systems are less commonly used because they are less accurate. With the benefit of feedback, the closed-loop control systems have been widely used in the food indus-try. The measurement of the system output from food-manufacturing operations is fed back to be compared to the desired value(s) of the variable and to adjust the sys-tem output to minimize the error between the measured and desired outputs.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97
Automatic process control for the food industry 5
Published by Woodhead Publishing Limited, 2013
1.3 Process control methods in the food industry In the food industry, various control schemes have been designed and used (Haley and Mulvaney, 1995 ). Conventional PID controllers have been applied to different processes. However, PID controllers cannot work well consistently, because they are mostly suitable for processes with low-order linear dynamics. In order to improve the performance of process control systems for processes that have high-order non-linear dynamics with time-variant parameters, more advanced control schemes have been designed and applied.
Model-based controllers are designed based on the prediction of process mod-els (analytical and empirical) and process control requirements. Artificial neural networks (ANNs) and fuzzy logic (FL) are two of the most common approaches to establishing the relationship between the input and output of the system to esti-mate the process output instead of measuring it directly. Neuro-fuzzy controllers take the advantages of ANNs and FL to establish the relationship between the input and output of the system to infer the process output that cannot be measured directly. FL and ANNs are two soft computing techniques (Huang et al ., 2010 ). They have been used in food science and technology (Eerikainen et al ., 1993 ). Other soft computing techniques, such as genetic algorithms (GAs) and support vector machines (SVMs), also have the potential to be used in designing process controllers.
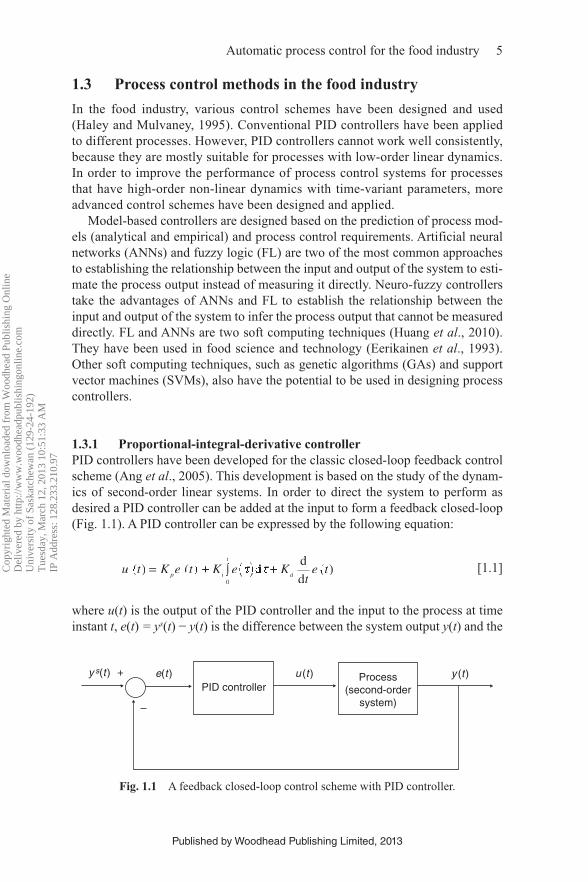
1.3.1 Proportional-integral-derivative controller PID controllers have been developed for the classic closed-loop feedback control scheme (Ang et al ., 2005 ). This development is based on the study of the dynam-ics of second-order linear systems. In order to direct the system to perform as desired a PID controller can be added at the input to form a feedback closed-loop ( Fig. 1.1 ). A PID controller can be expressed by the following equation:
u K e K e K
te tp ie K d
t
( )t ( )tt dd
d(e )
0
= K ee (tt ( )∫ ττ) [1.1]
where u ( t ) is the output of the PID controller and the input to the process at time instant t , e ( t ) = y s ( t ) − y ( t ) is the difference between the system output y ( t ) and the
y s(t ) e(t ) u (t ) y (t) +
–
PID controller Process
(second-order system)
Fig. 1.1 A feedback closed-loop control scheme with PID controller.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97
Published by Woodhead Publishing Limited, 2013
6 Robotics and automation in the food industry
desired value y s ( t ) at time instant t , K p is the proportional gain constant, K i is the integral gain constant, and K d is the derivative gain constant.
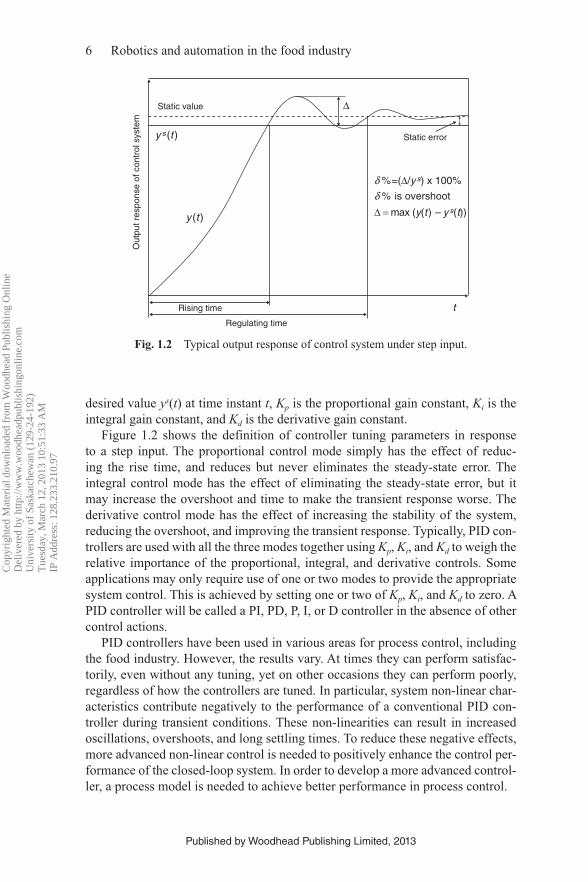
Figure 1.2 shows the definition of controller tuning parameters in response to a step input. The proportional control mode simply has the effect of reduc-ing the rise time, and reduces but never eliminates the steady-state error. The integral control mode has the effect of eliminating the steady-state error, but it may increase the overshoot and time to make the transient response worse. The derivative control mode has the effect of increasing the stability of the system, reducing the overshoot, and improving the transient response. Typically, PID con-trollers are used with all the three modes together using K p , K i , and K d to weigh the relative importance of the proportional, integral, and derivative controls. Some applications may only require use of one or two modes to provide the appropriate system control. This is achieved by setting one or two of K p , K i , and K d to zero. A PID controller will be called a PI, PD, P, I, or D controller in the absence of other control actions.
PID controllers have been used in various areas for process control, including the food industry. However, the results vary. At times they can perform satisfac-torily, even without any tuning, yet on other occasions they can perform poorly, regardless of how the controllers are tuned. In particular, system non-linear char-acteristics contribute negatively to the performance of a conventional PID con-troller during transient conditions. These non-linearities can result in increased oscillations, overshoots, and long settling times. To reduce these negative effects, more advanced non-linear control is needed to positively enhance the control per-formance of the closed-loop system. In order to develop a more advanced control-ler, a process model is needed to achieve better performance in process control.
Static error
Regulating time
Rising time
Out
put r
espo
nse
of c
ontr
ol s
yste
m
t
Static value
δ %=(Δ/y s) x 100%
δ % is overshoot
Δ = max (y(t ) – y s(t))
Δ
y s(t )
y (t )
Fig. 1.2 Typical output response of control system under step input.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97

Automatic process control for the food industry 7
Published by Woodhead Publishing Limited, 2013
1.3.2 Advanced process controller PID control is a controller that does not use a process model for controller design. In order to achieve better performance in process control, especially when PID control performs poorly, a process model is useful. This is also called model-based control. In model-based control, process models are required. The models can be analytically based on first principles or empirically based on experimental data. Analytical models are built by considering the particular process as a white box with all necessary information available. In food process control, if all the phys-ical and chemical processes are known in a unit operation, the analytical model can be built for analysis and control of the operation. Ozilgen ( 1998 ) provided examples of analytical modeling in food processing, such as transport phenomena modeling and kinetic modeling. However, the physical and chemical information on other processes is unknown. Therefore, it is difficult to establish an analytical model for many processes. In these cases, empirical models can be built using experimental data. Empirical models are black-box models. A black-box process has no prior information available. Without any knowledge of its internal work-ing mechanisms, a black-box process can be studied solely in terms of its input, output and transfer characteristics. System identification provides a mathematical approach to black-box process modeling (Ljung, 1999 ). In model-based control, the empirical process models can be built online using system identification. The online identified models can be used to tune the parameters of the controllers.
Process modeling Generically a manufacturing process can be assumed to be governed by the fol-lowing discrete-time auto-regressive moving average with exogenous input (ARMAX) relationship:
y f( )k = f ( )y y u uy( )kk ( )k p ( )k − ( )q( )k q− ( )( )k ( )k ry( )py( )k p )) u(k q ))u(ky( )k p ) k − )[1.2]
where f is the unknown functional relationship between process input and output, y ( k ) is the measured process output at instant k , u ( k ) is the process input at instant k , ε ( k ) is the noise in the measured output at instant k , which can be assumed as Gaussian white-noise with known variance σ ε 2 , p is the order of past output, q is the order of past input, r is the order of past output noise, and Θ is the set of parameters in the functional relationship.
In practice, a lot of dynamic processes can be adequately described by the lin-ear ARMAX model as long as the variations in the operating conditions are small enough. However, in many cases, the true relationship between process input and output over the range of interest is non-linear. The linear model could be used to estimate the non-linear process dynamics piecewise by assuming that the varia-tions of the operating conditions are small enough locally. Model [1.2] could be used directly to map between y ( k ) and u ( k ) with ε ( k ).
In modeling linear processes, the ARMAX model can model deterministic and stochastic parts of the system independently (Ljung, 1999 ). However, the method
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97

Published by Woodhead Publishing Limited, 2013
8 Robotics and automation in the food industry
of linear regression cannot be used for model parameters estimation because of the moving average part of the model with ε ( k ). In this way, the linear ARMAX model can be simplified into the linear autoregressive with exogenous input (ARX) model. Similarly, when modeling non-linear processes, the generic non-linear ARMAX model as described in Equation [1.2] can be simplified into a non-linear ARX model in many cases:
y f( )k = f ( )y y uy( )kk ( )k p ( )k ( )q( )k q− ( )ky u( )k p k −( ))u k u (k qy( )k py( )k p u ( )ku k [1.3]
This model has been developed for snack-food frying process control (Huang et al ., 2001 ). In this process, the sensors of the product-quality indices, such as product color and moisture, are located at the end of the production line. They are away from the actuators that regulate the factors such as inlet oil temperature and submerged exposure time that have impacts on the product-quality indices. Therefore, the model in [1.3] must be modified for the process to deal with the time lag between the process input and output:
y f( )k = f ( )y y uy( )kk ( )k p ( )k d ( )q( )k d q−d ( )ky u( )k p k d− d( )u k d u (k d qy( )k py( )k p u ( )k du k d [1.4]
where d is the time lag between process input and output.
Model-based control Model-based control basically uses the prediction of the process model to invert the process model to design the controller. There are two types of prediction from the process model, one-step-ahead prediction and multi-step-ahead. One-step-ahead prediction predicts the process output from the process model one step ahead of the current instant k . Multi-step-ahead prediction predicts the process output from the process model l -steps-ahead ( l > 1) of the current instant k .
From the non-linear ARX model, one-step-ahead prediction is as follows:
ˆ ˆy f( )k + ( ), , , , ˆy y, , u u( )k( )k ( )p( )k ( )( )k ( )k q− +qf) = y, ,y(k (k p +p ,,y, ( )k py, (k p +p
[1.5]
In the case of linear modeling, the one-step-ahead prediction is a combination of the current and past y and u .
For the design of a non-linear controller, based on ARX one-step-ahead pre-diction as shown in Equation [1.5], if there is a unique solution for u ( k ) from the inverse of f + , then the control law can be represented as
ˆ ˆ , , , , ˆu g y y, ˆ y, y, , u us( )k = ( )k ( )k ( )k ( )k p ( )k − ( )k q( y, y, ,(k (k p +p , ,u) k − +q, ,, u ( )k, ,) Θ))
[1.6]
where g is the inverse of f for u ( k ). For linear models, the inverse is straightforward. However, for non-linear
models, the control law is obtained by inverting the process model at each sam-pling point numerically:
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97
Automatic process control for the food industry 9
Published by Woodhead Publishing Limited, 2013
ˆ ˆ ˆu u uu n( )kk = ( )k + ( )k1 1n( )k)k + −n)k Δ [1.7]
where û n ( t ) is the value of û ( k ) after the n th iteration, and Δ n −1 u+ (k ) is the updating increment of û n ( t ) at the ( n − 1)th iteration, which is determined by the selected numerical method and control law.
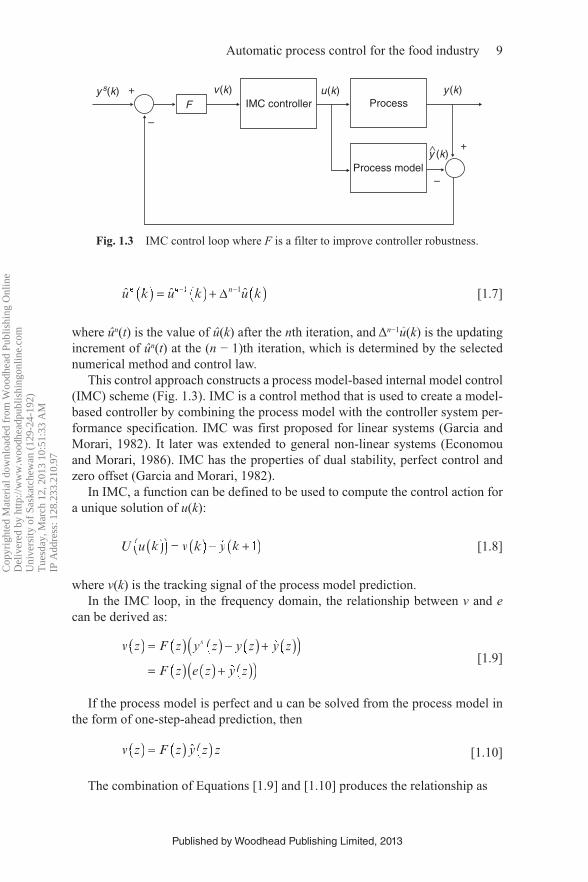
This control approach constructs a process model-based internal model control (IMC) scheme ( Fig. 1.3 ). IMC is a control method that is used to create a model-based controller by combining the process model with the controller system per-formance specification. IMC was first proposed for linear systems (Garcia and Morari, 1982 ). It later was extended to general non-linear systems (Economou and Morari, 1986 ). IMC has the properties of dual stability, perfect control and zero offset (Garcia and Morari, 1982 ).
In IMC, a function can be defined to be used to compute the control action for a unique solution of u ( k ):
U v y( )u ( )k ( )k y( )k +kˆ [1.8]
where v ( k ) is the tracking signal of the process model prediction. In the IMC loop, in the frequency domain, the relationship between v and e
can be derived as:
v F
F
( )z = ( )z ( )y y ys ( )z − ( )z + ( )z
= ( )z ( )e y( )z + ( )z[1.9]
If the process model is perfect and u can be solved from the process model in the form of one-step-ahead prediction, then
v F y z( )z = ( )z ( )zˆ [1.10]
The combination of Equations [1.9] and [1.10] produces the relationship as
y s(k) v(k) u(k) y (k)+
+
F IMC controller Process
Process model
–
–
y∧
(k)
Fig. 1.3 IMC control loop where F is a filter to improve controller robustness.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97

Published by Woodhead Publishing Limited, 2013
10 Robotics and automation in the food industry
v
F
ze( )z =
( )z
−( )z−1 1
[1.11]
Because e is the error signal of the classic feedback control loop, and v is the error signal of the IMC control loop, Equation [1.11] illustrates that an IMC con-troller is equivalent to a feedback controller on the basis of the process model prediction.
The other way to design a model-based controller is to optimize online a designated objective function based on multi-step-ahead prediction from the pro-cess model to achieve the control action, û ( k ), at each time instant. û ( k + l − 1) ( l = 1, 2, ... , L 2 ) constitutes the solution of the optimization of the following objective function:
J y y u us
l
L
( )u ( )k ys ( )k lk − y( )k l( )+k⎡⎣ ⎤⎦⎤⎤ u ( )k lk − ( )k l⎡⎣⎡⎡=
∑ ˆˆ ( )k l ⎤ ⎡ ˆ2
11
1LL
) − u k l+k −λ ⎤⎤⎦⎤⎤⎤⎤=
∑ 2
1
2
l
L22
[1.12]
where L 1 and L 2 are the horizons over which the tracking error and control incre-ments are considered, and λ l is the weight of the l th control increment. In predic-tive control (PDC), the optimization may be subject to some constraints. Similar to IMC, for the non-linear process model, the control law in each time instant needs to be calculated numerically.
This control approach constructs a process model-based PDC scheme ( Fig. 1.4 ). The basic idea of PDC originated from dynamic matrix control (DMC) (Cutler and Ramaker, 1979 ). It was subsequently extended to generalized predictive con-trol (GPC) (Clarke et al ., 1987 ) based on the linear ARMAX model. It has been proven that PDC has desirable stability properties for non-linear systems (Keerthi and Gilbert, 1986 ; Mayne and Michalska, 1990 ).
Neural network-based control For complex food processes, ANNs could provide process model predictions for controller design. A typical process for ANN application is the snack-food frying process. This process is one of the unit operations in the snack-food manufacturing industry. The manufacturing of snack foods involves a number of unit operations in snack-food manufacturing plants, such as extrusion, frying, baking, and drying. Frying is a process in which a snack is cooked by floating or being immersed in hot oil. There are two types of snack-food frying: batch and continuous. Batch frying is typically used in small-scale operations, such as restaurants. Continuous frying is used at large-scale operations such as snack-food plants. In the continuous frying process, continuous input of extruded snack-food material occurs at one end of the fryer, pushed through by a submerger with oil flow, and then extracted at the other end of the fryer. The primary concern in frying is the low-cost production of nutri-tious snacks at consistent quality and with minimum waste. In order to ensure con-sistency in snack product consistency, automatic control is desired. The snack-food frying process is a complex process. It has complicated interactions between the
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97

Automatic process control for the food industry 11
Published by Woodhead Publishing Limited, 2013
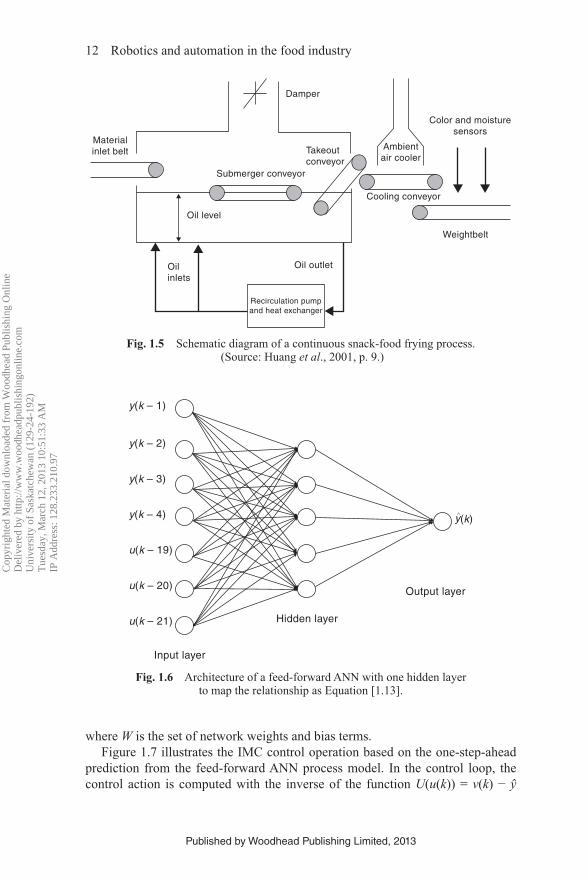
product-quality indication variables, such as snack moisture, color, and oil content, and those factors that can be changed independently to affect the product-quality indication variables, such as frying inlet oil temperature and snack-material res-idence time in the fryer, which is related to the speeds of the submerger con-veyor and the takeout conveyor ( Fig. 1.5 ).To control this complex process, it is necessary to model it first. Due to the complexity, an analytical model is diffi-cult to develop. A multi-input-multi-output (MIMO) model can be built using the method of system identification. In the snack-food frying process, the product-quality index sensors are located at the end of the production line. These sensors are at a distance from the actuators regulating inlet oil temperature and conveyor-speed. Therefore, there exist significant time-lags between the product-quality indices (process output) and their impact factors (process input), which result in global non-linearity of process output in response to process input. A multivariate non-linear model is needed to handle the non-linearity caused by the time-lags. ANNs have the ability to map the generic non-linear relationship between the process input and output without any prior assumptions on the model form. ANNs are chosen to provide model predictions for controller design for controlling the snack-food frying process.
Two kinds of ANNs are useful for the snack-food frying process modeling and prediction. One is the feed-forward network ( Fig. 1.6 ). This network maps the process function relationship and provides one-step-ahead prediction for IMC controller design:
ˆ ˆy f( )k + ( ), , ,y y, , u u, , W,( )k( )k ( )p( )k ( )( )k d− ( )k d q−df) = y, ,y(k (k p +p ,,,y, ( )k py, (k p +p [1.13]
u(k) y (k)
Process
Process model prediction
Process optimization
y∧
(k)
u∧
(k)
y s(k)+
–
Fig. 1.4 PDC control loop.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97
Published by Woodhead Publishing Limited, 2013
12 Robotics and automation in the food industry
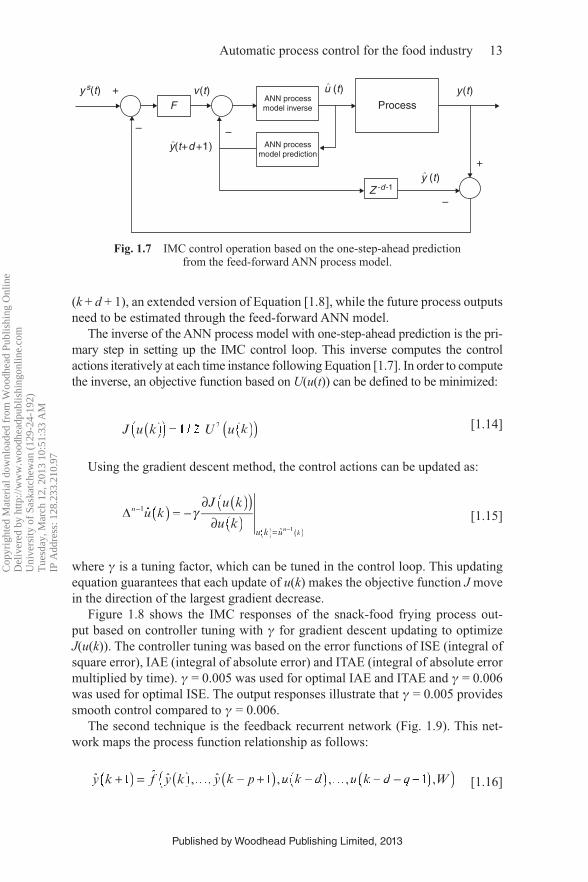
where W is the set of network weights and bias terms. Figure 1.7 illustrates the IMC control operation based on the one-step-ahead
prediction from the feed-forward ANN process model. In the control loop, the control action is computed with the inverse of the function U ( u ( k )) = v ( k ) − y
Material inlet belt
Oil level
Oil inlets
Oil outlet
Recirculation pump and heat exchanger
Submerger conveyor
Takeout conveyor
Damper
Color and moisturesensors
Ambient air cooler
Cooling conveyor
Weightbelt
Fig. 1.5 Schematic diagram of a continuous snack-food frying process. (Source: Huang et al ., 2001 , p. 9.)
Input layer
Hidden layer
Output layer
y(k – 1)
y(k – 2)
y(k – 3)
y(k – 4)
u(k – 19)
u(k – 20)
u(k – 21)
∧(k)y
Fig. 1.6 Architecture of a feed-forward ANN with one hidden layer to map the relationship as Equation [1.13].
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97
Automatic process control for the food industry 13
Published by Woodhead Publishing Limited, 2013
( k + d + 1), an extended version of Equation [1.8], while the future process outputs need to be estimated through the feed-forward ANN model.
The inverse of the ANN process model with one-step-ahead prediction is the pri-mary step in setting up the IMC control loop. This inverse computes the control actions iteratively at each time instance following Equation [1.7]. In order to compute the inverse, an objective function based on U ( u ( t )) can be defined to be minimized:
J U( )u ( )k ( )u ( )k2 [1.14]
Using the gradient descent method, the control actions can be updated as:
Δn uJ
uu un k
−
( )k ( )
( )k = −∂ ( )u ( )k
∂ ( )k= −
1
1
ˆˆ
γ [1.15]
where γ is a tuning factor, which can be tuned in the control loop. This updating equation guarantees that each update of u ( k ) makes the objective function J move in the direction of the largest gradient decrease.
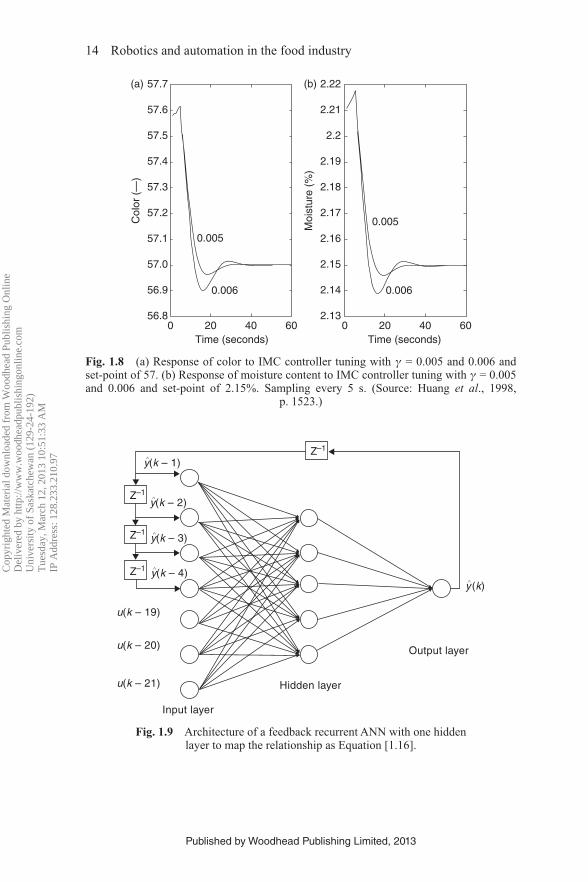
Figure 1.8 shows the IMC responses of the snack-food frying process out-put based on controller tuning with γ for gradient descent updating to optimize J ( u ( k )). The controller tuning was based on the error functions of ISE (integral of square error), IAE (integral of absolute error) and ITAE (integral of absolute error multiplied by time). γ = 0.005 was used for optimal IAE and ITAE and γ = 0.006 was used for optimal ISE. The output responses illustrate that γ = 0.005 provides smooth control compared to γ = 0.006.
The second technique is the feedback recurrent network ( Fig. 1.9 ). This net-work maps the process function relationship as follows:
ˆˆy f( )k + ( )ˆ ˆ , , ,y y, , ˆ u u, , W,( )k( )k ( )p( )k ( )( )k d− ( )k d q−df) = y, , ˆy(k (k p +p ,,,y, ( )k py, (k p +p [1.16]
y s(t) v(t) y(t) +
+
F Process ANN process model inverse
ANN process model prediction
Z -d -1
–
–
– y(t+d +1)∧
u (t)∧
y (t)∧
Fig. 1.7 IMC control operation based on the one-step-ahead prediction from the feed-forward ANN process model.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97
Published by Woodhead Publishing Limited, 2013
14 Robotics and automation in the food industry
0.006
0.005
20056.8
56.9
57.0
57.1
57.2
Col
or (
—)
57.3
57.4
57.5
57.6
57.7(a) (b)
40Time (seconds) Time (seconds)
60
0.006
0.005
2002.13
2.14
2.15
2.16
2.17
Moi
stur
e (%
)
2.18
2.19
2.2
2.21
2.22
40 60
Fig. 1.8 (a) Response of color to IMC controller tuning with γ = 0.005 and 0.006 and set-point of 57. (b) Response of moisture content to IMC controller tuning with γ = 0.005 and 0.006 and set-point of 2.15%. Sampling every 5 s. (Source: Huang et al ., 1998 ,
p. 1523.)
y(k – 1)
Z–1
Z–1
Z–1
u(k – 19)
u(k – 20)
u(k – 21)
Input layer
Hidden layer
Output layer
Z–1 ∧
y (k)∧
y(k – 2)∧
y(k – 3)∧
y(k – 4)∧
Fig. 1.9 Architecture of a feedback recurrent ANN with one hidden layer to map the relationship as Equation [1.16].
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97

Automatic process control for the food industry 15
Published by Woodhead Publishing Limited, 2013
This feedback network provides multi-step-ahead prediction for PDC control-ler design as the objective function described below by considering process input/output time-lags using Equation [1.12]:
J y y u us
l
L
( )u ( )k ys ( )k lk − y( )k l( )+k⎡⎣ ⎤⎦⎤⎤ u ( )k l dk − d=
∑ ˆˆ ( )k l ⎤ ˆ2
11
1LL
uuλ ( )k l d 2k l dk − −d((⎡⎣⎡⎡ ⎤⎦⎤⎤=
∑ 2
1
2
l
L22
[1.17]
With this objective function, numerical optimization is performed online in the PDC loop based on multi-step-ahead prediction from the feedback network for optimal control actions. If there are constraints on process inputs or outputs, these constraints can be incorporated into the optimization by:
J J ri irri
m
( )u ( )k ( )u ( )k + ( )u ( )k=∑ ψ 2
1[1.18]
where m is number of constraints, r i is the i th penalty constant, and ψ i ( k ) is the i th process constraints. The second term in the objective function is a penalty function. It is considered as a certain cost needed in the objective function due to constraint violation in the control action.
Neuro-fuzzy control FL-based control has emerged for complex and/or ill-defined process control. Control engineers have been studying a self-learning fuzzy controller since Procyk and Mamdani ( 1979 ) developed it. In the food processing industry, FL has been used for the process controller design of flat-bread baking (Eerikainen et al ., 1986 ), baker’s yeast-fed batch bioprocesses (Mahjoub et al ., 1994 ), smokehouse batch-cooking process (Davidson and Smith, 1995 ), a continuous crossflow grain dryer (Zhang and Litchfield, 1993 ), whole-milk powder processing (Koc et al ., 2002 ), food-frying process (Rywotycki, 2003 ), and a processing plant for making sweets (Venayagamoorthy et al ., 2003 ). Process-control practice has shown that a human operator’s intervention is sometimes necessary in order to reduce any irregularities, such as large overshoots, that may occur in control operation. FL is able to transcribe the human experience into a set of linguistically defined rules that are used to implement the actions of the controller. Due to the linguistic char-acteristics, fuzzy process control is more tolerant than conventional PID control.
FL offers a system model based on membership functions and a rule base, but requires an explicit stating of the IF/THEN rules. For complex process control, a predictive model still is needed to characterize the non-linearity in process dynam-ics. This results in the integration of ANNs with FL for process control, to give so-called neuro-fuzzy control (Khan, 1993 ; Nauck et al ., 1993 ; Lin and Song, 1994 ). In food processing neuro-fuzzy control has been developed and applied. Linko et al . ( 1992 ) constructed a feed-forward ANN model for simulation and fuzzy control for a flat-bread extrusion process. Kim and Cho ( 1997 ) applied neural network modeling in FL control simulation for a bread- baking process. An ANN
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97

Published by Woodhead Publishing Limited, 2013
16 Robotics and automation in the food industry
predictive model was built to model the non-linearity in the oven system caused by a long time lag in response to the control signal. For snack-food frying process control, Choi et al . ( 1996 ) designed a self-learning fuzzy predictive controller with a feedback recurrent network for multi-step-ahead prediction. The design of the neuro-fuzzy controller is composed of a comparator, a fuzzy controller, and an ANN estimator.
1.4 Future trends In the next decade with further development of computer power, electronics, net-work technology, and computing technology, process-control technology will advance to provide stable, robust, and reliable controllers for various food pro-cesses using established control theory and methods.
1.4.1 Adaptive-network-based fuzzy inference system Neuro-fuzzy controllers will continue to be developed for optimal-food process con-trol. In this aspect, food-control engineers should pay attention to ANFIS (Adaptive-Network-based Fuzzy Inference System). Jang ( 1993 ) introduced the framework of ANFIS. Jang and Sun ( 1995 ) reviewed fundamental and advanced developments in neuro-fuzzy systems for modeling and control. They introduced design methods for ANFIS in modeling and control applications. ANFIS is a fuzzy inference sys-tem implemented in the framework of adaptive neural networks. By using a hybrid learning procedure, ANFIS can construct an input–output mapping based on both human knowledge (in the form of fuzzy ‘If–Then’ rules) and stipulated input–output data pairs. It has been developed and used to solve problems in agricultural and bio-logical engineering (Huang, 2009 ; Huang, et al ., 2010 ). However, no application of ANFIS for food process control has yet been published.
1.4.2 Wireless sensors and sensor networks Wirelessly networked and embedded sensors have been rapidly developed in recent years (Xia, 2009 ). Wireless sensor networks (WSN) deploy a large number of embedded devices, each equipped with one or more sensors, a processor, mem-ory storage, and a radio. These devices are typically low-cost, low-power and small with limited sensing, data processing and wireless communication capa-bilities. WSNs with self-organizing, self-configuring, self-diagnosing, and self-healing abilities could be applied to solve problems that traditional technologies could not. WSN is a promising technology that can provide new economic oppor-tunities for the agriculture and food industries (Wang et al ., 2006 ). In process control, the premise is that these wirelessly networked sensors can be deployed in manufacturing plants, and will autonomously report various online measurements in real time to a centralized decision support system (DSS). The DSS will then interpret the data and provide the suggested actions and control strategies.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97

Automatic process control for the food industry 17
Published by Woodhead Publishing Limited, 2013
1.4.3 Internet-enabled systems The author developed a Web-based integrated system for data manipulation and management for irradiated particle transport simulation in foods (Huang et al ., 2008 ). For the simulation, CT (Computerized Tomography) based 3D geomet-ric models of foods were built to provide input data to a general Monte Carlo N-Particle (MCNP) code (Los Alamos National Laboratory, Los Alamos, NM, USA). The Web-based interface provides the online capability to formulate input data for the MCNP and to visualize and analyze output data generated by it. In addition, a database storing data such as food nutrition composition and quality was integrated to support food irradiation research. Online services are provided for D-value look-up, nutrition facts, and quality evaluation of foods. This system enables flexible and reliable operations through the Internet to food irradiation engineers and researchers, by providing data preparation, analysis, and interpre-tation during the process of irradiation simulation of complex shaped foods. This Web-enabled technique can be adopted for food process control. Through the Internet process, modeling, controller design, and process operations can be per-formed by the Web-based system. Additionally, in the WSN setting, the nodes in the network can communicate with the Internet as a gateway to provide the capa-bility of communicating with other computers via other networks.
1.4.4 Soft computing-based systems As discussed above, FLs and ANNs are two major soft computing techniques that have been used in food process control. GAs, as another soft computing tech-nique, have been used for studies of food quality and safety (Cogdill et al ., 2004 ; Pearson and Wicklow, 2006 ; Li et al ., 2008 ). However, no publication has been seen on the application of GAs for food process control (Huang et al ., 2010 ). GAs are an optimization and heuristic search technique that use methods inspired by evolutionary biology, such as inheritance, mutation, selection, and crossover (also called recombination). GAs work simultaneously on a set (population) of potential solutions (individuals) to the problem. The algorithms start with a set of solutions (representing chromosomes) called a subpopulation. The fitness with which solu-tions meet some performance criterion is evaluated and used to select ‘surviving’ individuals that will ‘reproduce’ a new, better subpopulation. Then, the individu-als will undergo alterations similar to natural genetic mutation and crossover. The selection scheme makes progress toward high performance solutions. A careful selection of GA structure and parameters can ensure a good chance of reaching the globally optimal solution after a reasonable number of iterations. GAs are computationally simple, yet powerful enough to provide a robust search for dif-ficult combinational search problems in complex spaces, without being stuck in local extremes (Goldberg, 1989 ). Therefore, GAs are powerful alternative tools to traditional optimization methods and will find applications where optimization is needed in food process control.
SVMs have been introduced as a new set of supervised generalized linear classifiers (Vapnik, 1995 ; Burges, 1998 ; Cristianini and Taylor, 2000 ). SVMs are
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97

Published by Woodhead Publishing Limited, 2013
18 Robotics and automation in the food industry
closely related to ANNs. In fact, a SVM model using sigmoid kernel function is equivalent to a two-layer perceptron neural network. Using a kernel function, SVMs are alternative training methods for polynomial, radial basis function, and multilayer perceptron classifiers, in which the weights of the network are found by solving a quadratic programming problem with linear constraints, rather than by solving a non-convex, unconstrained minimization problem as in standard ANN training. SVMs have often higher classification accuracies than multilayer perceptron ANNs. SVMs have attracted great interest recently in agricultural and food engineering (Huang et al ., 2010 ). In food process control, SVMs will pro-duce comparable results to ANNs, and even improve upon them.
1.5 References Ang , K.H. , chong , G.C.Y. and Li , Y. , 2005 . PID control system analysis, design, and tech-
nology . IEEE Transactions on Control Systems Technology , 13 (4), pp. 559 –576. Burges , C.J.C. , 1998 . A tutorial on support vector machines for pattern recognition . Data
Mining Knowledge Discovery , 2 , pp. 121 –167. Choi , Y. S. , Whittaker , A.D. and Bullock , D.C. , 1996 . Predictive neuro-fuzzy controller
for multivariable process control . Transactions of the ASAE , 39 (4), pp. 1535 –1541. Clarke , D.W. , Mohtadi , C. and Tuffs , P.S. , 1987 . Generalized predictive control-Part I.
The basic algorithm . Automatica , 23 (2), pp. 137 –148. Cogdill , R.P. , Hurburgh , C.R. and Rippke , Jr., G.R. , 2004 . Single-kernel maize analysis by
near-infrared hyperspectral imaging . Transactions of the ASAE , 47 (1), pp. 311 –320. Cristianini , N. and Taylor , J.S. , 2000 . An Introduction to Support Vector Machines and
Other Kernel-Based Learning Methods . New York, NY : Cambridge University Press . Cutler , C. and Ramaker , B. , 1979 . Dynamic matrix control – a computer control algorithm.
86th National Meeting of the American Institute of Chemical Engineering . Houston, TX , April 1979.
Davidson , V.J. and Smith , K.D. , 1995 . A fuzzy controller for batch cooking process . Journal of Food Engineering , 24 (1), pp. 15 –24.
Economou , C.G. and Morari , M. , 1986 . Internal model control. 5. Extension to nonlinear systems . Industrial & Engineering Chemistry Process Design and Development , 25 , pp. 403 –411.
Eerikainen , T. , Linko , S. and Linko , P. , 1986 . The potential of fuzzy logic in optimi-zation and control: Fuzzy reasoning in extrusion cooker control. In: M. Renard and J. J. Bimbenet , eds. Automatic Control and Optimization of Food Processes . London : Elsevier Applied Science , pp. 183–200.
Eerikainen , T. , Linko , P. , Linko , S. , Siimes , T. and Zhu , Y. H. , 1993 . Fuzzy logic and neural network applications in food science and technology . Trends in Food Science & Technology , 4 , pp. 237 –242.
Garcia , C.E. and Morari , M. , 1982 . Internal Model Control – 1. A unifying review and some new results . Industrial & Engineering Chemistry Process Design and Development , 21 , pp. 308 –323.
Goldberg , D.E. , 1989 . Genetic Algorithms in Search, Optimization, and Machine Learning . Reading, MA : Addison-Wesley .
Haley , T.A. and Mulvaney , S.J. , 1995 . Advanced process control techniques for the food industry . Trends in Food Science & Technology , 6 , pp. 103 –110.
Huang , Y. , 2009 . Advances in artificial neural networks – methodological development and application . Algorithms , 2 (3), pp. 973 –1007.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97
Automatic process control for the food industry 19
Published by Woodhead Publishing Limited, 2013
Huang , Y. , Kim , J. , Moreira , R.G. and Castell-Perez , M.E. , 2008 . A Web-based infor-mation system for MCNP simulation of irradiation of complex shaped foods . Applied Engineering in Agriculture , 24 (2), pp. 227 –231.
Huang , Y. , Lan , Y. , Thomson , S.J. , Fang , A. , Hoffmann , W.C. and Lacey , R.E. , 2010 . Development of soft computing and application in agricultural and biological engineer-ing . Computers and Electronics in Agriculture , 71 , pp. 107 –127.
Huang , Y. , Whittaker , A.D. and Lacey , R.E. , 1998 . Internal model control for a continu-ous snack food frying process using neural networks . Transactions of the ASAE , 41 (5), pp. 1519 –1525.
Huang , Y. , Whittaker , A.D. and Lacey , R.E. 2001 . Automation for Food Engineering: Food Quality Quantization and Process Control . Boca Raton, FL : CRC Press LLC .
Jang , R.J.S. , 1993 . ANFIS: Adaptive-network-based fuzzy inference system . IEEE Transactions on Systems, Man and Cybernetics , 23 , pp. 665 –685.
Jang , R.J.S. and Sun , C.T. , 1995 . Neuro–fuzzy modelling and control . Proceedings of the IEEE , 83 (3), pp. 78 –406.
Keerthi , S.S. and Gilbert , E.G. , 1986 . Moving-horizon approximations for a general class of optimal nonlinear infinite-horizon discrete-time systems. Proceedings of the 20th Annual Conference on Information Sciences and Systems , Princeton, NJ : University Press , pp. 301–306.
Khan , E. , 1993 . An elegant combination of fuzzy logic and neural nets . Proceedings of Fuzzy Logic’93 , pp. A223-1-A223 -7.
Kim , S. , and Cho , S.I. , 1997 . Neural network modeling and fuzzy control simulation for bread–baking process . Transactions of the ASAE , 40 (3), pp. 671 –676.
Koc , A.B. , Heinemann , P.H. , Ziegler , G.R. and Roush , W. B. , 2002 . Fuzzy logic control of whole milk power processing . Transactions of the ASAE , 45 (1), pp. 153 –163.
Li , C. , Heinemann , P.H. and Reed , P.M. , 2008 . Genetic algorithms (GAs) and evolutionary strategy to optimize electronic nose sensor selection . Transactions of the ASABE , 51 (1), pp. 321 –330.
Lin , J. and Song , S. , 1994 . A novel fuzzy neural network for the control of complex sys-tems . Proceedings of the 1994 IEEE International Conference on Neural Networks , pp. 1668 –1673.
Linko , P. , Zhu , Y.H. and Linko , S. , 1992 . Application of neural network modeling in fuzzy extrusion control . Food and Bioproducts Processing: Transactions of the Institution of Chemical Engineers. , 70 , pp. 131 –137.
Ljung , L. , 1999 . System Identification: Theory for the User , 2nd ed. Upper Saddle River, NJ : Prentice Hall .
Mahjoub , M. , Mostrati , R. , Lamotte , M. , Fonteix , C. and Marc , I. , 1994 . Fuzzy control of baker’s yeast fed–batch bioprocess: A robustness study . Food Research International , 27 (2), pp. 145 –153.
Mayne , D.Q. and Michalska , H. , 1990 . Receding horizon control of nonlinear systems . IEEE Transaction on Automatic Control , 35 , pp. 814 –824.
Nauck , D. , Klawonn , F. and Kruse , R. , 1993 . Combining neural networks and fuzzy con-trollers. In: E. P. Klement and W. Slany , eds. Fuzzy Logic in Artificial Intelligence (FLAI93) . Berlin : Springer- Verlag , pp. 35–46.
Ozilgen , M. , 1998 . Food Process Model and Control . Amsterdam : Gordon and Breach Science Publishers .
Pearson , T.C. and Wicklow , D.T. , 2006 . Detection of corn kernels infected by fungi . Transactions of the ASABE , 49 (4), pp. 1235 –1245.
Procyk , T.J. and Mamdani , E.H. , 1979 . A linguistic self-organizing process controller . Automatica , 15 , pp. 15 –30.
Rywotycki , R. , 2003 . Food frying process control system . Journal of Food Engineering , 59 , pp. 339 –342.
Vapnik , V. , 1995 . The Nature of Statistical Learning Theory . Berlin : Springer- Verlag .
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97
Published by Woodhead Publishing Limited, 2013
20 Robotics and automation in the food industry
Venayagamoorthy , G.K. , Naidoo , D. and Govender , P. , 2003 . An industrial food process-ing plant automation using a hybrid of PI and fuzzy logic control . Proceedings of the IEEE International Conference on Fuzzy Systems , pp. 1059 –1062.
Wang , N. , Zhang , N. and Wang , M. , 2006 . Wireless sensors in agriculture and food industry – recent development and future perspective . Computers and Electronics in Agriculture , 50 , pp. 1 –14.
Xia , F. , 2009 . Wireless sensor technologies and applications . Sensors , 9 (11), pp. 8824 –8830.
Zhang , Q. and Litchfield , J.B. , 1993 . Fuzzy logic control for a continuous crossflow grain dryer . Journal of Food Process Engineering , 16 (1), pp. 59 –77.
Cop
yrig
hted
Mat
eria
l dow
nloa
ded
from
Woo
dhea
d Pu
blis
hing
Onl
ine
D
eliv
ered
by
http
://w
ww
.woo
dhea
dpub
lishi
ngon
line.
com
U
nive
rsity
of
Sask
atch
ewan
(12
9-24
-192
)
Tue
sday
, Mar
ch 1
2, 2
013
10:5
1:33
AM
IP
Add
ress
: 128
.233
.210
.97