robust design methodology in a generic product design process
TRANSCRIPT
This article was downloaded by: [The University of Manchester Library]On: 12 October 2014, At: 05:46Publisher: RoutledgeInforma Ltd Registered in England and Wales Registered Number: 1072954 Registeredoffice: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
Total Quality Management & BusinessExcellencePublication details, including instructions for authors andsubscription information:http://www.tandfonline.com/loi/ctqm20
Robust Design Methodology in aGeneric Product Design ProcessTorben Hasenkamp a , Tommy Adler a , Anders Carlsson a & MartinArvidsson aa Department of Technology Management and Economics ,Chalmers University of Technology , Gothenburg, SwedenPublished online: 05 Oct 2010.
To cite this article: Torben Hasenkamp , Tommy Adler , Anders Carlsson & Martin Arvidsson (2007)Robust Design Methodology in a Generic Product Design Process, Total Quality Management &Business Excellence, 18:4, 351-362, DOI: 10.1080/14783360701231294
To link to this article: http://dx.doi.org/10.1080/14783360701231294
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the“Content”) contained in the publications on our platform. However, Taylor & Francis,our agents, and our licensors make no representations or warranties whatsoever as tothe accuracy, completeness, or suitability for any purpose of the Content. Any opinionsand views expressed in this publication are the opinions and views of the authors,and are not the views of or endorsed by Taylor & Francis. The accuracy of the Contentshould not be relied upon and should be independently verified with primary sourcesof information. Taylor and Francis shall not be liable for any losses, actions, claims,proceedings, demands, costs, expenses, damages, and other liabilities whatsoeveror howsoever caused arising directly or indirectly in connection with, in relation to orarising out of the use of the Content.
This article may be used for research, teaching, and private study purposes. Anysubstantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,systematic supply, or distribution in any form to anyone is expressly forbidden. Terms &Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions
Robust Design Methodology in a GenericProduct Design Process
TORBEN HASENKAMP, TOMMY ADLER, ANDERS CARLSSON &MARTIN ARVIDSSON
Department of Technology Management and Economics, Chalmers University of Technology,
Gothenburg, Sweden
ABSTRACT Although Robust Design Methodology is a well-established concept, many companiesare still unaware of it. The importance of variation issues is recognized but tools that can beassociated with Robust Design Methodology are applied without consideration to an underlyingframework. In other words, many companies exhibit unstructured approaches to Robust DesignMethodology. In this paper we provide some guidelines for implementing Robust DesignMethodology in a generic product design process. The different phases of a product designprocess require different tools that comply with their respective purposes. We outline availabletools and methods associated with Robust Design Methodology and give recommendations forwhere these tools can be utilized in a product design process to increase the products’ level ofrobustness. We also emphasize the importance of an awareness of variation and thinking in termsof robustness in a Robust Design Methodology context. Review questions can contribute in thesetwo respects and they can most suitably be posed at the end of the different phases of a productdesign process.
KEY WORDS: Robust design, robust design methodology, product design process, tools
Introduction
To satisfy customers, product performance should be consistently on target. This require-
ment for competitiveness is confirmed by anti-variation initiatives started during the past
two decades, most of them under the heading of Six Sigma. While there was a focus on the
manufacturing stage at the beginning of this trend, the emphasis of these anti-variation
efforts has now moved upstream, resulting in recent initiatives such as Design for Six
Sigma (Antony, 2002; Chowdhury, 2002; Mader, 2002; Tennant, 2002) and Variation
Risk Management (Thornton, 2004).
Total Quality Management
Vol. 18, No. 4, 351–362, June 2007
Correspondence Address: Torben Hasenkamp, Department of Technology Management and Economics,
Division of Quality Sciences, Chalmers University of Technology, Vera Sandbergsallee 8, Gothenburg, Sweden.
Email: [email protected]
1478-3363 Print/1478-3371 Online/07/040351–12 # 2007 Taylor & FrancisDOI: 10.1080/14783360701231294
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4

The sources of variation, also referred to as noise factors, are commonly divided into
three categories (Kackar, 1985; Taguchi, 1986; Phadke, 1989; Clausing, 1994; Ullman,
1997; Thornton, 2004): environmental factors including variations in the conditions of
use (external noise), deterioration including the ageing of the products (internal noise)
and variation in production (unit-to-unit noise). There are basically two possible strategies
to cope with the undesired effects of these noise factors. One approach is to eliminate
them, which is not always feasible since noise factors might be unknown, unpredictable,
expensive or even impossible to eliminate. Another approach is to design products that are
insensitive to sources of variation, which is the essence of Robust Design Methodology
(RDM).
Because it has its roots in the ideas of Taguchi’s (1986) parameter design, RDM was
first commonly regarded as a synonym to parameter design (e.g. Nair, 1992). Parameter
design seeks to find those settings of design factors that result in the least sensitivity to
noise factors – mainly by exploiting interactions between design factors and noise
factors. Today, there are different views of RDM. While some still consider it synonymous
to parameter design (Wu & Wu, 2000; Taguchi et al., 2005), others see it as a broader
concept where parameter design is one important discipline amongst others (Fowlkes &
Creveling, 1995; Park, 1996; Bergman & Klefsjo, 2003; Arvidsson & Gremyr, 2005).
In any case the ultimate goal is to create products that are insensitive to noise factors
and thus perform consistently on target. In this paper we will not limit ourselves to par-
ameter design but also include other tools and techniques that can contribute to making
a product less sensitive to noise factors.
In their survey of Swedish manufacturing companies, Arvidsson et al. (2003) found that
80% of the respondents work actively to achieve conformance between samples of the
same product. However, only 28% of these companies are familiar with RDM as a
concept. This does not necessarily imply that the companies do not use certain methods
or tools that can be associated with RDM. It might however indicate a prevalence of
unstructured approaches to RDM.
According to Clausing (1994), the traditional approach toward coping with variation
issues works with symptoms from the lack of robustness in iterations of build–test–fix
cycles with prototypes. Morup (1993) states that a company’s ultimate aim with RDM
should be its integration into the standard design procedures as a natural part and into
the mind-sets of the product developers. An important part of RDM is to think in terms
of variation: What noise factors are the products likely to encounter and how will they
affect product performance? Design review questions that focus on RDM and an aware-
ness of variation can stimulate thinking in terms of robustness and emphasize the import-
ance of mitigating the influence of noise factors.
The purpose of this paper is to provide some guidelines for implementing RDM in a
generic product design process (PDP). As the different design phases all have different
deliverables, different tools are required for each phase. We outline available tools and
methods associated with RDM and give recommendations for where these tools can be
utilized in a PDP to increase the products’ level of robustness. We further emphasize
the importance of an awareness of variation and thinking in terms of robustness in an
RDM context. We address review questions that can contribute in these two respects
and provide some general examples of these kinds of review questions.
The remainder of the paper is organized as follows. The second section contains a model
of a generic PDP that will be used as a reference for the subsequent discussions. The third
352 T. Hasenkamp et al.
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4
section presents different RDM tools and discusses where and how these tools can be uti-
lized in a RDM context. The paper ends with conclusions.
Product Design Process
This section describes a general scheme of a PDP that will be used as a reference in the
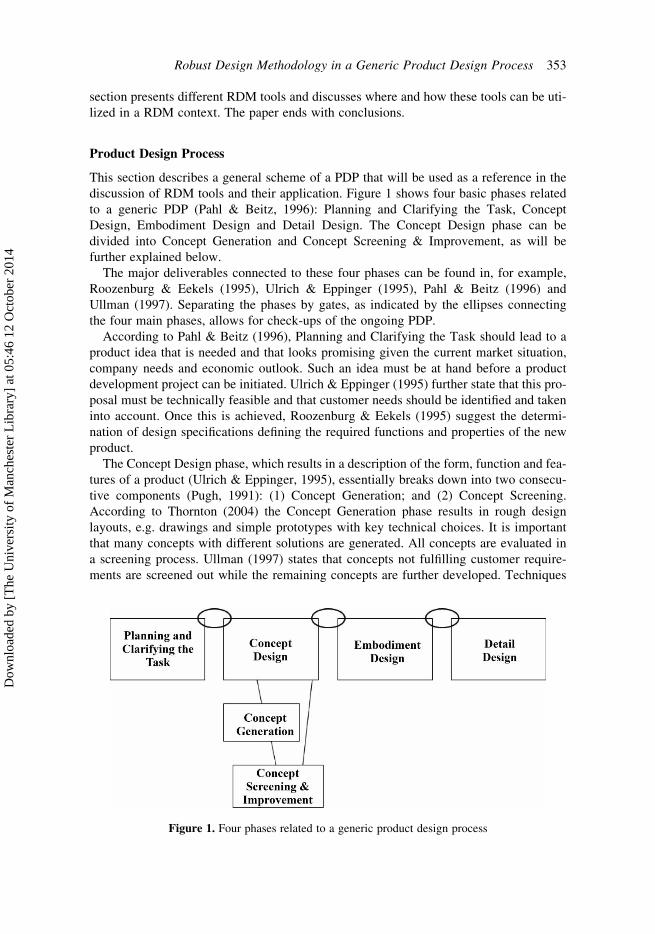
discussion of RDM tools and their application. Figure 1 shows four basic phases related
to a generic PDP (Pahl & Beitz, 1996): Planning and Clarifying the Task, Concept
Design, Embodiment Design and Detail Design. The Concept Design phase can be
divided into Concept Generation and Concept Screening & Improvement, as will be
further explained below.
The major deliverables connected to these four phases can be found in, for example,
Roozenburg & Eekels (1995), Ulrich & Eppinger (1995), Pahl & Beitz (1996) and
Ullman (1997). Separating the phases by gates, as indicated by the ellipses connecting
the four main phases, allows for check-ups of the ongoing PDP.
According to Pahl & Beitz (1996), Planning and Clarifying the Task should lead to a
product idea that is needed and that looks promising given the current market situation,
company needs and economic outlook. Such an idea must be at hand before a product
development project can be initiated. Ulrich & Eppinger (1995) further state that this pro-
posal must be technically feasible and that customer needs should be identified and taken
into account. Once this is achieved, Roozenburg & Eekels (1995) suggest the determi-
nation of design specifications defining the required functions and properties of the new
product.
The Concept Design phase, which results in a description of the form, function and fea-
tures of a product (Ulrich & Eppinger, 1995), essentially breaks down into two consecu-
tive components (Pugh, 1991): (1) Concept Generation; and (2) Concept Screening.
According to Thornton (2004) the Concept Generation phase results in rough design
layouts, e.g. drawings and simple prototypes with key technical choices. It is important
that many concepts with different solutions are generated. All concepts are evaluated in
a screening process. Ullman (1997) states that concepts not fulfilling customer require-
ments are screened out while the remaining concepts are further developed. Techniques
Figure 1. Four phases related to a generic product design process
Robust Design Methodology in a Generic Product Design Process 353
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4

for generating and evaluating concepts are used iteratively until a winning solution pro-
ceeds for Embodiment.
The Embodiment Design defines the arrangement of assemblies, components and parts,
as well as their geometrical shape, dimensions and materials. The outcome is the specifi-
cation of layout (Roozenburg & Eekels, 1995; Pahl & Beitz, 1996). Pahl & Beitz (1996)
find that several embodiment designs are often needed before a definite design can emerge.
Roozenburg & Eekels (1995) write that this implies that Embodiment involves corrective
cycles in which analysis, synthesis, simulation and evaluation constantly alternate and
complement each other. The preliminary design developed in this phase should be con-
tinuously improved in the subsequent phase.
In Detail Design the arrangements, forms, dimensions and surface properties of all the
individual parts are finally determined, the materials are specified, production possibilities
assessed, costs estimated and all the drawings and other production documents produced.
In summary, according to Pahl & Beitz (1996), the outcome of the Detail Design phase is a
specification of production. Ulrich & Eppinger (1995) remark that design of tooling and
provision of assembly instructions are also deliverables in line with this phase.
Tools and their Application in a PDP
The presentation of suitable tools and methods in an RDM context is structured according
to the generic PDP described in the previous section. Review questions emphasizing an
awareness of variation can also facilitate the fulfilment of stated deliverables. Questions
can be posed at the end of each design phase as a check for readiness to proceed to the
next design phase. Some examples of review questions will be given in the following
sections.
Planning and Clarifying the Task
The Planning and Clarifying the Task phase deals with gathering and interpreting infor-
mation about the market situation. Ullman (1997: 60) characterizes this by stating that
‘the most important part in understanding the design problem lies in assessing the
market, i.e., establishing what the customer wants in the product.’
From an RDM perspective it can be particularly interesting to investigate warranty
claims since they provide valuable information about how products are affected by
deterioration (inner noise) and customer usage (external noise). Creveling et al. (2003)
argue that warranty issues are not handled satisfactorily since the cause of failure is not
determined or, in many cases, what is reported is symptom rather than root cause. Com-
panies should make sure that warranty claims are fully utilized. It is not likely that all cus-
tomers are equally suited to provide qualified feedback. Consequently, Creveling et al.
(2003) suggest the establishment of partnerships with a few key customers and/orrepair depots and to train them to provide useful field failure information.
It is also desirable that companies do not ignore the time after the warranty period has
expired. The long-term reliability of products strongly affects products’ second-hand
value, which in turn affects how much customers are willing to pay in the first place.
Nevertheless, Creveling et al. (2003) hold that most companies have very poor routines
when it comes to gathering information from beyond the warranty period. The solution
354 T. Hasenkamp et al.
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4

can be the same as suggested above; establish partnerships with key customers and repair
shops and train them to provide useful information.
Target values are particularly important from an RDM perspective. In this early phase
of design, quality function deployment (QFD) can facilitate the identification of prelimi-
nary target values. Further, the work of gathering customer needs is hardly worthwhile
unless they are properly translated into product characteristics (PCs). According to
Pugh (1991), deriving PCs is a crucial part of the PDP since they constitute the objectives
and boundaries of all the subsequent design phases. Sullivan (1986) states that QFD is a
suitable system for assuring that customer needs drive the product design and production
process.
To foster the consideration of the guidelines provided, appropriate review questions can
be asked at the end of the Planning and Clarifying the Task phase:
. Do warranty claims for similar products reveal any noticeable problems or unantici-
pated conditions of use? If so, how does this affect the product’s performance?
. Which parts wear out first and why?
. Is information related to RDM from the time beyond the warranty period available?
Concept Design – Concept Generation
Ullman (1997: 120) defines a concept as ‘an idea that is sufficiently developed to evaluate
the physical principles that govern its behavior.’ Cross (1994) refers to the generation of
design solutions as an essential and central aspect of design. The Concept Design phase
requires creativity, experience and skill of the designer (Phadke, 1989; Suh, 1990), and
merely applying appropriate tools and methods does not guarantee more robust products.
Designers must be encouraged to think in terms of robustness. This is particularly true in
the Concept Generation phase where a designer – enlightened from an RDM point of view
– can possibly generate robust concepts intuitively. Supporting this, Pugh (1991: 71) notes
that ‘concepts are often best generated by individuals’, whereas the ‘concept selection and
enhancement is best performed in groups’. However, to initiate and organize individual
thinking processes, brainstorming sessions have proven to be a useful procedure (Priest
& Sanchez, 2001; Chowdhury, 2002).
Pahl & Beitz (1996) see another important source of ideas for generating new or
improved solutions in the analysis of existing technical systems, including those of
competitors. In an RDM context, benchmarking seems to be a natural move if it turns
out that, for example, competitors’ products are superior in terms of robustness. Customer
satisfaction polls indicate customers’ perceptions of different products’ reliability in terms
of conditions of use and deterioration.
To determine more accurately competitive products’ sensitivity to noise, however, they
must be subjected to testing. In this context, Bandurek et al. (1990) argue that Design of
Experiments (DoE) can be applied to set up an efficient experimental plan to identify the
combination of environmental factors that results in the maximum stress level for each
product. The result can be compared with the anticipated environment that the product
under development is likely to be exposed to. If any of the competitive products is
found to be insensitive to some interesting combinations of noise factors, an understanding
should be sought for why this is so. Aiding this understanding, Taguchi & Clausing (1990)
point out that the basic principles for designing for robustness are often indistinguishable
Robust Design Methodology in a Generic Product Design Process 355
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4
from the principles of designing for manufacture – reduce the number of parts, consolidate
sub-systems and integrate the electronics.
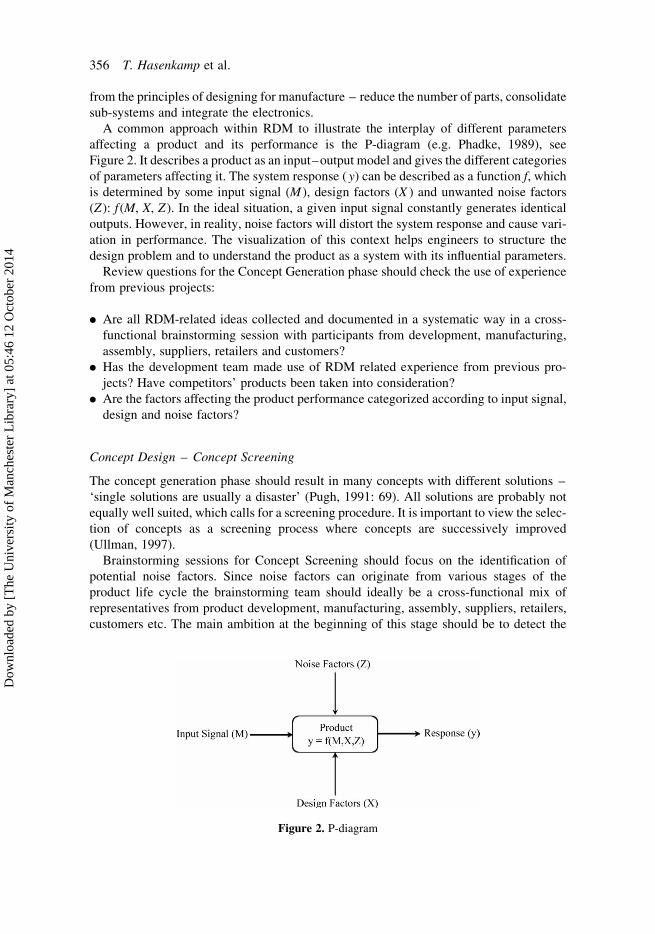
A common approach within RDM to illustrate the interplay of different parameters
affecting a product and its performance is the P-diagram (e.g. Phadke, 1989), see
Figure 2. It describes a product as an input–output model and gives the different categories
of parameters affecting it. The system response ( y) can be described as a function f, which
is determined by some input signal (M ), design factors (X ) and unwanted noise factors
(Z): f (M, X, Z ). In the ideal situation, a given input signal constantly generates identical
outputs. However, in reality, noise factors will distort the system response and cause vari-
ation in performance. The visualization of this context helps engineers to structure the
design problem and to understand the product as a system with its influential parameters.
Review questions for the Concept Generation phase should check the use of experience
from previous projects:
. Are all RDM-related ideas collected and documented in a systematic way in a cross-
functional brainstorming session with participants from development, manufacturing,
assembly, suppliers, retailers and customers?
. Has the development team made use of RDM related experience from previous pro-
jects? Have competitors’ products been taken into consideration?
. Are the factors affecting the product performance categorized according to input signal,
design and noise factors?
Concept Design – Concept Screening
The concept generation phase should result in many concepts with different solutions –
‘single solutions are usually a disaster’ (Pugh, 1991: 69). All solutions are probably not
equally well suited, which calls for a screening procedure. It is important to view the selec-
tion of concepts as a screening process where concepts are successively improved
(Ullman, 1997).
Brainstorming sessions for Concept Screening should focus on the identification of
potential noise factors. Since noise factors can originate from various stages of the
product life cycle the brainstorming team should ideally be a cross-functional mix of
representatives from product development, manufacturing, assembly, suppliers, retailers,
customers etc. The main ambition at the beginning of this stage should be to detect the
Figure 2. P-diagram
356 T. Hasenkamp et al.
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4
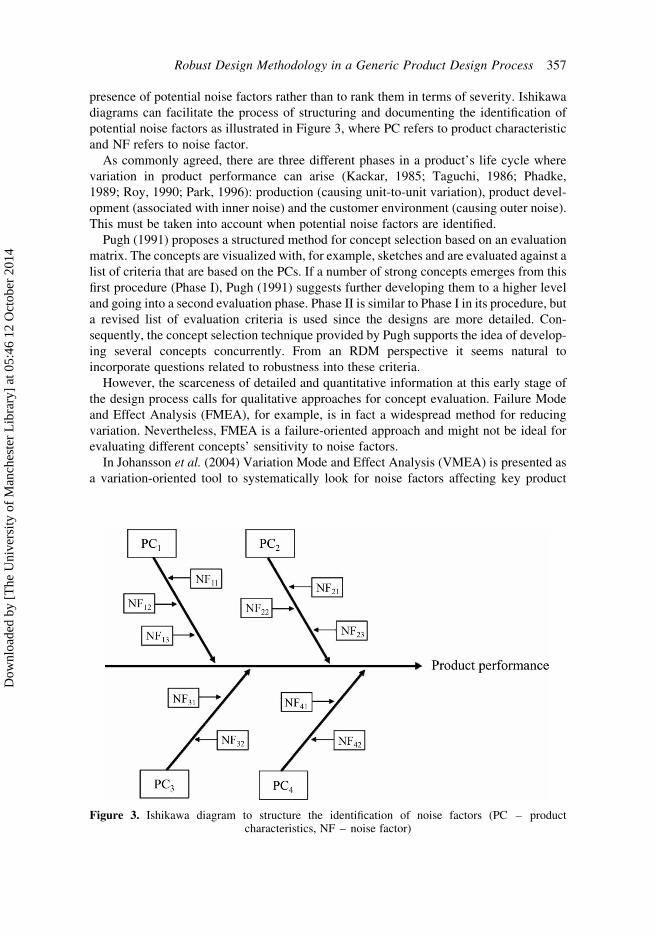
presence of potential noise factors rather than to rank them in terms of severity. Ishikawa
diagrams can facilitate the process of structuring and documenting the identification of
potential noise factors as illustrated in Figure 3, where PC refers to product characteristic
and NF refers to noise factor.
As commonly agreed, there are three different phases in a product’s life cycle where
variation in product performance can arise (Kackar, 1985; Taguchi, 1986; Phadke,
1989; Roy, 1990; Park, 1996): production (causing unit-to-unit variation), product devel-
opment (associated with inner noise) and the customer environment (causing outer noise).
This must be taken into account when potential noise factors are identified.
Pugh (1991) proposes a structured method for concept selection based on an evaluation
matrix. The concepts are visualized with, for example, sketches and are evaluated against a
list of criteria that are based on the PCs. If a number of strong concepts emerges from this
first procedure (Phase I), Pugh (1991) suggests further developing them to a higher level
and going into a second evaluation phase. Phase II is similar to Phase I in its procedure, but
a revised list of evaluation criteria is used since the designs are more detailed. Con-
sequently, the concept selection technique provided by Pugh supports the idea of develop-
ing several concepts concurrently. From an RDM perspective it seems natural to
incorporate questions related to robustness into these criteria.
However, the scarceness of detailed and quantitative information at this early stage of
the design process calls for qualitative approaches for concept evaluation. Failure Mode
and Effect Analysis (FMEA), for example, is in fact a widespread method for reducing
variation. Nevertheless, FMEA is a failure-oriented approach and might not be ideal for
evaluating different concepts’ sensitivity to noise factors.
In Johansson et al. (2004) Variation Mode and Effect Analysis (VMEA) is presented as
a variation-oriented tool to systematically look for noise factors affecting key product
Figure 3. Ishikawa diagram to structure the identification of noise factors (PC – productcharacteristics, NF – noise factor)
Robust Design Methodology in a Generic Product Design Process 357
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4

characteristics (KPCs). According to Thornton (2004: 35) ‘a key [product] characteristic is
a quantifiable feature of a product or its assemblies, parts, or processes whose expected
variation from targets has an unacceptable impact on the cost, performance, or safety of
the product.’ Each KPC can be further divided into a number of sub-KPCs, which are
defined as the key varying elements that significantly contribute to the variability of the
KPCs. A VMEA results in Variation Risk Priority Numbers (VRPNs) that give an estimate
of the portion of variation contributed by each sub-KPC to the KPC. Furthermore, noise
factors that have been identified are also attributed a VRPN, ranking them in terms of
severity with respect to variation. VMEA can be used to evaluate and compare different
concepts in their early stages with respect to robustness.
In Andersson (1996) a semi-analytic method for achieving conceptual robustness, based
on the error transmission formula, is proposed. The approach serves as a method to
compare different concepts’ attainable level of robustness and is only valid under
certain assumptions; for further information see Andersson (1996). Andersson (1997)
further suggests the evaluation of concepts against design principles in order to explore
their robustness in the Concept Design phase, while Pahl & Beitz (1996) see the benefits
of design principles in the Embodiment phase. There is however no contradiction in uti-
lizing design principles in both the Concept and the Embodiment phases. In this paper we
present a selection of design principles in the Embodiment phase (see next section), but at
the same time we encourage designers to evaluate concepts’ robustness against these prin-
ciples as early as possible – already in the Concept phase if feasible.
Another approach related to the one presented by Andersson (1997) is to evaluate and
develop concepts according to the principles of axiomatic design. Axiomatic design con-
sists of two axioms and a number of corollaries (Suh, 1990). According to the first axiom,
the independency axiom, design factors and PCs are related such that specific design
factors can be adjusted to satisfy their corresponding PCs without affecting other PCs
(Suh, 1990). Following the independency axiom does not necessarily generate robust
designs. However, it lays the foundation for a successful setting of design factors. Natu-
rally it seems more straightforward to optimize the settings of design factors if they do
not affect several product characteristics simultaneously. Review questions for Concept
Screening could be of the following types:
. Are the key product characteristics defined?
. How sensitive is the concept to different customer environments (e.g. weather, sweaty
hands, treatment, etc)?
. Are there potential sources of variation in production and/or assembly?
. Are all potential noise factors identified and ranked in terms of severity?
Embodiment
In Embodiment, the design is more detailed, which facilitates more accurate analyses of
RDM alternatives. Regardless of whether the evaluation process is based on mathemat-
ically derived transfer functions, computer simulations or physical prototypes – from
an RDM perspective, the essence should be to understand the interactions between
noise factors and corresponding design factors. For this reason noise factors need to be
identified and key product characteristics must be defined.
358 T. Hasenkamp et al.
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4

This identification process can – as described in the previous design phase – be
supported by VMEA, which indicates where further investigations are most appropriate.
VMEA is, however, merely a problem identifier and not a problem solver. To mitigate
KPCs’ sensitivity to noise, consideration of certain design principles can be of guidance
(e.g. Suh, 1990; French, 1994; Pahl & Beitz, 1996; Andersson, 1997). Pahl & Beitz
(1996) emphasize that problems are introduced and breakdowns or accidents may occur
if design principles are ignored. According to Pahl & Beitz (1996) all principles and guide-
lines can be condensed to the fundamentals of clarity, simplicity and safety.
Clarity entails unambiguous relationships between sub-functions, and appropriate
inputs and outputs must be guaranteed. In Andersson (1997) simplicity of a solution
implies fewer possible ways for noise to enter the system. Hence, a less complex solution
has inherent robust qualities that facilitate the identification of potential noise factors in
advance. The safety principle addresses issues related to strength, reliability, accident pre-
vention and protection of the environment (Andersson, 1997). In Pahl & Beitz (1996) the
safety principle involves clear specifications of operating conditions and environmental
factors and analysis of components or systems to determine their durability when they
are overloaded or subjected to adverse environmental impacts. All these objectives con-
tribute to an approach to a more robust PDP.
As the design is further developed it is possible to use prototypes to evaluate product
performance. Bergman & Klefsjo (2003) note that well-planned experiments can
provide rapid knowledge of the values that have to be chosen for design and process par-
ameters. By applying DoE to prototypes, interactions between design factors and noise
factors can be investigated and the level of robustness of different design solutions can
be evaluated. However, prototypes are expensive, which implies that other evaluation
methods should be utilized as much as possible, such as computer simulation, unless
the cost of alternative methods exceeds the cost of designed experiments.
In this phase, the designer can particularize some of the results from the previous design
phase, e.g.:
. Can more, hitherto unknown, noise factors be identified? Which ones are of the most
importance with respect to KPCs?
. Are design principles taken into account and guidelines followed?
. Have experiments been planned and designed appropriately (DoE)?
Detail Design
Pugh (1991) characterizes Detail Design as being concerned with the design of the sub-
systems and components that together make up the whole design. It can be seen as an
optimization phase in which the design should be close to finalized.
Parameter design can be used to increase the product’s insensitiveness to noise factors
by identifying optimal settings of design factors (Taguchi et al., 2005). It is based on the
functional relationship between the design factors (X ), the noise factors (Z ), the input
signal (M ) and the response variable ( y). Optimal settings lead to low sensitivity of the
product’s performance to noise factors. Kackar (in Nair, 1992) summarizes the prerequi-
sites of parameter design with the existence of interactions between noise factors and
design factors and the ability of engineers to identify the factors involved in such
interactions.
Robust Design Methodology in a Generic Product Design Process 359
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4

The ambition is to find parameter settings that minimize the effects that noise factors (Z)
have on the response variable ( y), i.e. to prevent variation from propagating through the
technical system and causing undesired variation in product performance. This can be
achieved by exploiting possible nonlinear relations between the design factors and the
response variables (e.g. Box & Fung, 1994). Parameter design can be carried out using
a number of methods that are all based on the transfer function f (M, X, Z).
Theoretical or mathematical models that can describe the transfer function are often not
available (e.g. Toutenburg et al., 1998). Consequently, empirical models based on
designed experiments are often employed to explain the cause-and-effect relationships.
On the other hand, designed experiments can dramatically improve the statistical accuracy
of simulation results and facilitate the statistical analysis, as shown by, for example, Wild
& Pignatiello (1991).
In the stage after parameter design, tolerance specifications must be determined for all
parts and components. If the result achieved after parameter design is not satisfactory and
the performance variation is still too high, tolerance design can be applied. According to
Clausing (1994) tolerance design always involves a trade-off: if more precision is desired,
it must be paid for. In fact, tolerance design is a trade-off between reduction in perform-
ance variation and increased manufacturing cost. Taguchi (1993) suggests that a quadratic
loss function can be used to specify tolerance limits. The approach aims to choose the tol-
erance limits such that the overall cost, i.e. the sum of the customer loss caused by devi-
ation from the target and the cost to the manufacturer associated with variation reduction,
is minimized. More information about how the quadratic loss function can be deployed in
tolerance design can be found in, for example, Taguchi (1993), Clausing (1994) and
Taguchi et al. (2005).
It should be noted that an inappropriate parameter design can hardly – if at all – be
compensated for by tighter tolerances or higher-grade parts etc. Review questions
should highlight the awareness of variation and check the level of understanding that
the designers have concerning the respective transfer function:
. Is the transfer function estimated in a systematic way?
. Are design factors optimized with respect to variation transmission?
. Are tolerances specified in a systematic way?
Conclusions
RDM should be initiated early in the PDP since this is where the foundation of the design
is laid – as, for example, Andersson (1997) and Ford (1996) argue. Tools and methods are
necessary aids in RDM but cannot automatically generate a robust design. Important
drivers for implementing RDM are an awareness of variation and thinking in terms of
robustness. The identification of potential noise factors and an assessment of their
impact on product performance are particularly important early in design, where the use
of quantitative methods is limited. Later on, when more detailed design information is
available, the transfer function should be estimated and, on the basis of this estimation,
optimal parameter settings should be determined. Depending on the situation, different
tools and methods are available to achieve this. When no mathematical model can be
built, designed experiments on prototypes can deliver an empirical model.
360 T. Hasenkamp et al.
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4

Review questions asked at the end of each design phase can increase the awareness of
variation and also support the use of RDM by assuring that stated deliverables are fulfilled.
In addition, they can stimulate thinking in terms of robustness. Review questions can be
used at both pre-arranged review meetings between the design phases and in informal
design meetings in the corridor or at the coffee machine.
Acknowledgements
We want to acknowledge the financial support of EURobust – an IMS project supported
by the European Commission – and SKF, the Swedish bearing manufacturing company.
References
Andersson, P. (1996) A semi-analytic approach to robust design in the conceptual design phase, Research in
Engineering Design, 8(4), pp. 229–239.
Andersson, P. (1997) On robust design in the conceptual design phase – a qualitative approach, Journal of Engin-
eering Design, 8(1), pp. 75–90.
Antony, J. (2002) Design for Six Sigma: a breakthrough business improvement strategy for achieving competitive
advantage, Work Study, 51(1), pp. 6–8.
Arvidsson, M. & Gremyr, I. (2005) A Review of Robust Design (Palermo: Quality Management and Organiz-
ational Development Conference).
Arvidsson, M. et al. (2003) Use and knowledge of robust design – a survey of Swedish industry, Journal of
Engineering Design, 14(2), pp. 129–143.
Bandurek, G. R. et al. (1990) The use of Taguchi methods in performance demonstrations,Quality and Reliability
Engineering International, 6, pp. 121–131.
Bergman, B. & Klefsjo, B. (2003) Quality from Customer Needs to Customer Satisfaction (Lund:
Studentlitteratur).
Box, G. & Fung, C. A. (1994) Quality quandaries – is your robust design procedure robust?,Quality Engineering,
6(3), pp. 503–514.
Chowdhury, S. (2002) Design for Six Sigma (Chicago, IL: Dearborn Trade Publishing).
Clausing, D. (1994) Total Quality Development – A Step-By-Step Guide to World-Class Concurrent Engineering
(New York: ASME Press).
Creveling, C. M. et al. (2003) Design for Six Sigma – In Technology and Product Development (New Jersey:
Prentice Hall).
Cross, N. (1994) Engineering Design Methods – Strategies for Product Design (New York: Wiley).
Ford, R. B. (1996) Process for the conceptual design of robust mechanical systems – going beyond parameter
design to achieve world-class quality. Mechanical Engineering Department, Stanford, Stanford University:
329.
Fowlkes, W. Y. & Creveling, C. M. (1995) Engineering Methods for Robust Product Development – Using
Taguchi Methods in Technology and Product Development (Reading, MA: Addison-Wesley Longman).
French, M. J. (1994) Annotated list of design principles, Proceedings of the Institution of Mechanical Engineers,
Part B, Journal of Engineering Manufacture, 208(B4), pp. 229–234.
Johansson, M. et al. (2006) Variation made and effect analysis: a practical tool for quality improvement, Quality
and Reliability Engineering International, 22(8), pp. 865–876.
Kackar, R. N. (1985) Off-line quality control, parameter design, and the Taguchi method (with discussion),
Journal of Quality Technology, 17(4), pp. 176–188.
Mader, D. P. (2002) Design for Six Sigma, Quality Progress, July, pp. 82–86.
Morup, M. (1993) Design for Quality (Lyngby: Institute for Engineering Design, Technical University of
Denmark).
Nair, V. N. (1992) Taguchi’s parameter design: a panel discussion, Technometrics, 34(2), pp. 127–161.
Pahl, G. & Beitz, W. (1996) Engineering Design (Glasgow: Bell & Bain).
Park, S. H. (1996) Robust Design and Analysis for Quality Engineering (London: Chapman & Hall).
Phadke, M. S. (1989) Quality Engineering using Robust Design (Englewood Cliffs, NJ: Prentice Hall).
Robust Design Methodology in a Generic Product Design Process 361
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4

Priest, J. W. & Sanchez, J. M. (2001) Product Development and Design for Manufacturing (New York: Marcel
Dekker).
Pugh, S. (1991) Total Design, Integrated Methods for Successful Product Engineering (Harlow: Addison-
Wesley).
Roozenburg, N. F. M. & Eekels, J. (1995) Product Design: Fundamentals and Methods (New York: Wiley).
Roy, R. K. (1990) A Primer on the Taguchi Method (Dearborn, Michigan: Society of Manufacturing Engineers).
Suh, N. P. (1990) The Principles of Design (New York: Oxford University Press).
Sullivan, L. P. (1986) Quality function deployment, Quality Progress, 19, June, pp. 39–50.
Taguchi, G. (1986) Introduction to Quality Engineering – Designing Quality into Products and Processes
(Tokyo: Asian Productivity Organization).
Taguchi, G. (1993) Taguchi on Robust Technology Development – Bringing Quality Engineering Upstream
(New York: ASME Press).
Taguchi, G. & Clausing, D. (1990) Robust quality, Harvard Business Review, 68(1), pp. 65–75.
Taguchi, G. et al. (2005) Taguchi’s Quality Engineering Handbook (Hoboken, NJ: Wiley).
Tennant, G. (2002) Design for Six Sigma: Launching New Products and Services without Failure (Hampshire:
Gower).
Thornton, A. (2004) Variation Risk Management, Focusing Quality Improvements in Product Development and
Production (Hokboken, NJ: Wiley).
Toutenburg, H. et al. (1998) Quality Engineering – Eine Einfuehrung in Taguchi-Methoden (Munich: Prentice
Hall).
Ullman, D. G. (1997) The Mechanical Design Process (Singapore: McGraw-Hill).
Ulrich, K. T. & Eppinger, S. D. (1995) Product Design and Development (Singapore: McGraw-Hill).
Wild, R. H. & Pignatiello, J. J. (1991) An experimental design strategy for designing robust systems using
discrete-event simulation, Simulation, December, pp. 358–368.
Wu, Y. & Wu, A. (2000) Taguchi Methods for Robust Design (New York: ASME).
362 T. Hasenkamp et al.
Dow
nloa
ded
by [
The
Uni
vers
ity o
f M
anch
este
r L
ibra
ry]
at 0
5:46
12
Oct
ober
201
4