saintyco hzd 1500 ibc bin blenders fat documents
TRANSCRIPT
SAINTYCO INTERNATIONAL GROUP
HZD1500 BIN BLENDER
Factory Acceptance Test (FAT) Protocol
Serial No: 170205
Year of Mfg: 2017.02

JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Writer’s SignatureYour signature indicates that the preparation of this file (Edit/Revision) complies with the technicalstandards of the equipment system, GMP requirements and industrial production techniques for binblender. It also fully reflects the necessary tasks that shall be completed during the qualificationprocedure, and it can implement the FAT of the equipment.
Name Title Signature Date Company
Xinglan Pan Technician 20170107 SAINTYCO
Checker’s signatureYour signature indicates you have carefully read this document and have confirmed its exactnessand this document fully reflects the FAT tasks, and it can implement the FAT of the HZD1500 BinBlender.
Name Title Signature Date Company
Wenju Pei Technician 20170107 SAINTYCO
Approver’s signatureYour signature indicates that this preparation and the relative scope of this document comply withthe technical production standards and all the including files and information are sufficient and canbe applied directly.
Name Title Signature Date Company
Lei Zhang Technical Manager 20170110 SAINTYCO
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Content
Content...................................................................................................................................................................2
1. Purpose........................................................................................................................................................ 3
2. Responsibility...............................................................................................................................................3
2.1 Responsibility of SAINTYCO....................................................................................................................3
2.2 Responsibility of Wyeth............................................................................................................................. 3
3. Equipment description................................................................................................................................3
3.1 Nameplate....................................................................................................................................................3
3.2 Main function and technical application..................................................................................................4
3.3 Structural features...................................................................................................................................... 4
3.4 Main Technical parameters.......................................................................................................................6
4. Testing items and acceptable standard................................................................................................... 6
4.1 Precondition.................................................................................................................................................6
4.2 Qualification of equipment documents....................................................................................................8
4.3 Qualification of equipment appearance..................................................................................................7
4.4 Qualification of material and surface roughness...................................................................................8
4.5 Qualification of components list............................................................................................................... 9
4.6 Qualification of electric cabinet and wiring diagram...........................................................................10
4.7 Qualification of electric power transmission and signal transmission..............................................11
4.8 Lifting and clamping systems operation qualification.........................................................................12
4.9 Operation qualification of blending drive and braking system..........................................................13
4.10 Qualification of equipment safety protection system.......................................................................... 15
4.11 Qualification of touch screen and PLC functions.................................................................................16
4.12 Qualification of the software....................................................................................................................18
5 Qualification of the Personnel..................................................................................................................19
6 Deviation report..........................................................................................................................................20
7 Deviation list................................................................................................................................................27
8 Remark........................................................................................................................................................ 27
9 Attachment list............................................................................................................................................28
10 Check and approve................................................................................................................................... 29
11 Change control...........................................................................................................................................24
Attachment: FAT summary report....................................................................................................................25

JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
1. PurposeFactory Acceptance Test (FAT) protocol is to qualify whether the HZD1500 bin blender is inaccordance with design requirements and customer’s requirements. FAT will be executed by thetechnical personnel before equipments leaving factory and the test result will be checked by thecustomer.
2. Responsibility
2.1 Responsibility of SAINTYCO
Compile and check the FAT protocol.
Execute FAT test, record test result, check raw data.
Dispose and resolve the deviation problem
Provide the adjusted certificates for needed instruments.
Compile and check the FAT report
2.2 Responsibility of Wyeth
Approve the FAT protocol.
Provide suggestions for the compile and execute of the FAT protocol.
Dispatch personnel in the spot, check the test result and data
Approve the FAT report
3. Equipment description
3.1 Nameplate
NAME:Bin Blender
MODEL:HZD1500
POWER SUPPLY: 440V/60Hz
SPEED: 3~15r/min
RATED CAPACITY:1500L
POWER: 10.5 kW
WEIGHT:
DATE :
NO.:
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
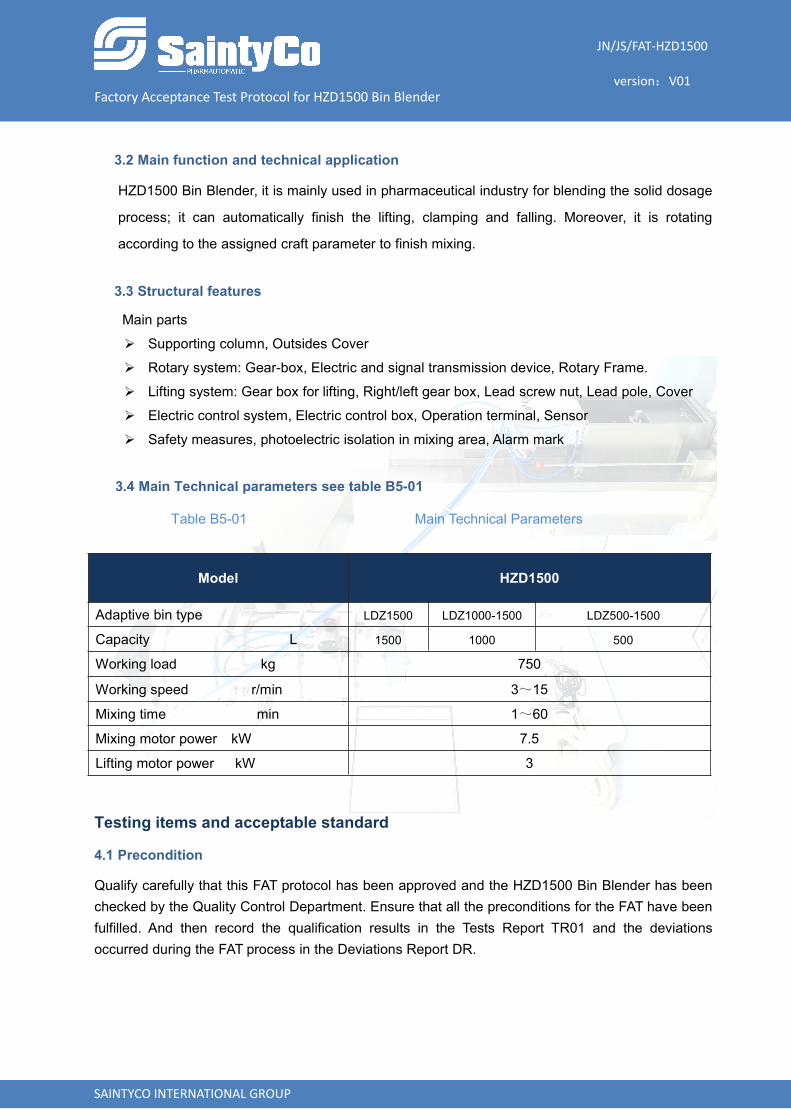
3.2 Main function and technical application
HZD1500 Bin Blender, it is mainly used in pharmaceutical industry for blending the solid dosage
process; it can automatically finish the lifting, clamping and falling. Moreover, it is rotating
according to the assigned craft parameter to finish mixing.
3.3 Structural features
Main parts
Supporting column, Outsides Cover
Rotary system: Gear-box, Electric and signal transmission device, Rotary Frame.
Lifting system: Gear box for lifting, Right/left gear box, Lead screw nut, Lead pole, Cover
Electric control system, Electric control box, Operation terminal, Sensor
Safety measures, photoelectric isolation in mixing area, Alarm mark
3.4 Main Technical parameters see table B5-01
Table B5-01 Main Technical Parameters
Model HZD1500
Adaptive bin type LDZ1500 LDZ1000-1500 LDZ500-1500
Capacity L 1500 1000 500
Working load kg 750
Working speed r/min 3~15
Mixing time min 1~60
Mixing motor power kW 7.5
Lifting motor power kW 3
Testing items and acceptable standard
4.1 Precondition
Qualify carefully that this FAT protocol has been approved and the HZD1500 Bin Blender has beenchecked by the Quality Control Department. Ensure that all the preconditions for the FAT have beenfulfilled. And then record the qualification results in the Tests Report TR01 and the deviationsoccurred during the FAT process in the Deviations Report DR.
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
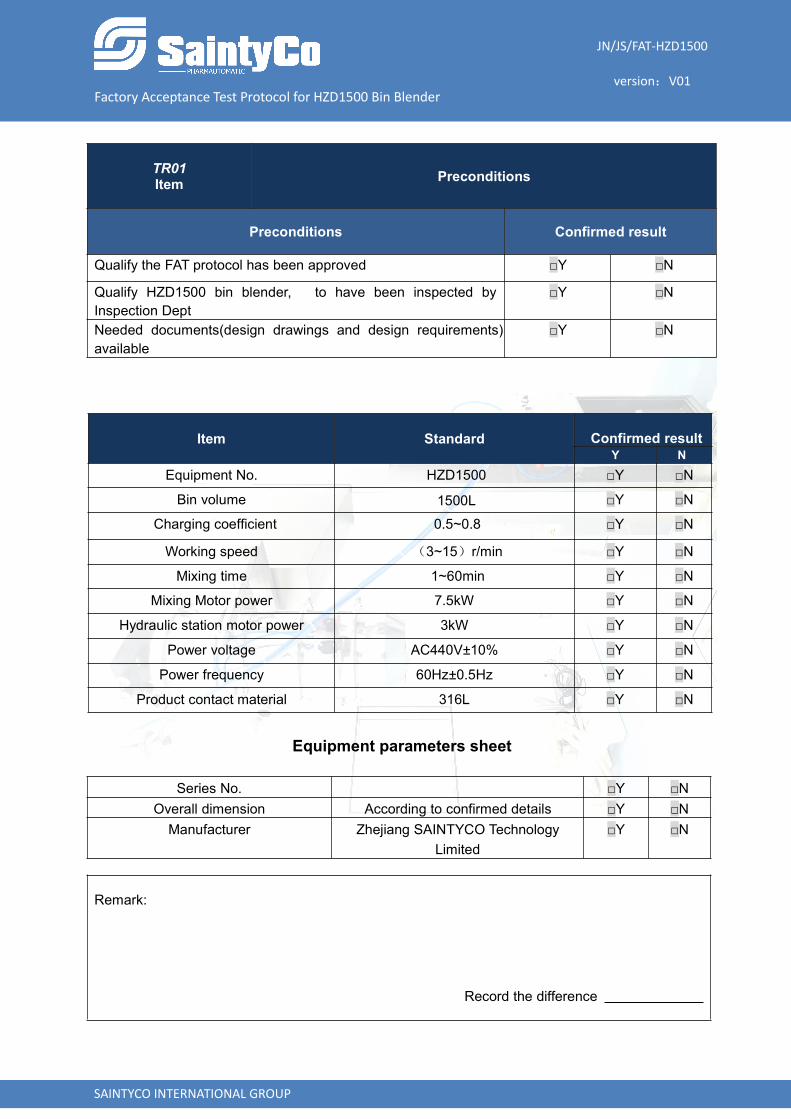
TR01Item Preconditions
Preconditions Confirmed result
Qualify the FAT protocol has been approved □Y □N
Qualify HZD1500 bin blender, to have been inspected byInspection Dept
□Y □N
Needed documents(design drawings and design requirements)available
□Y □N
Equipment parameters sheet
Series No. □Y □NOverall dimension According to confirmed details □Y □NManufacturer Zhejiang SAINTYCO Technology
Limited□Y □N
Remark:
Record the difference
Item Standard Confirmed resultY N
Equipment No. HZD1500 □Y □N
Bin volume 1500L □Y □N
Charging coefficient 0.5~0.8 □Y □N
Working speed (3~15)r/min □Y □N
Mixing time 1~60min □Y □N
Mixing Motor power 7.5kW □Y □N
Hydraulic station motor power 3kW □Y □N
Power voltage AC440V±10% □Y □N
Power frequency 60Hz±0.5Hz □Y □N
Product contact material 316L □Y □N
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
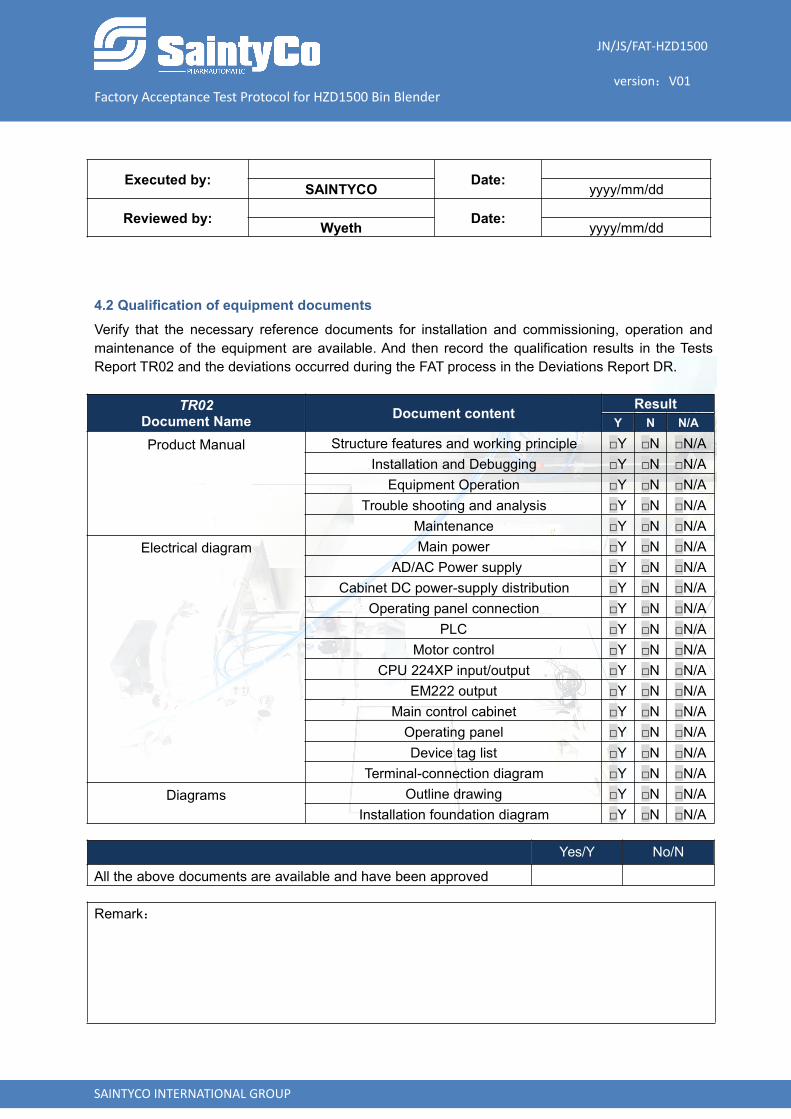
4.2 Qualification of equipment documentsVerify that the necessary reference documents for installation and commissioning, operation andmaintenance of the equipment are available. And then record the qualification results in the TestsReport TR02 and the deviations occurred during the FAT process in the Deviations Report DR.
TR02Document Name Document content Result
Y N N/A
Product Manual Structure features and working principle □Y □N □N/AInstallation and Debugging □Y □N □N/A
Equipment Operation □Y □N □N/ATrouble shooting and analysis □Y □N □N/A
Maintenance □Y □N □N/AElectrical diagram Main power □Y □N □N/A
AD/AC Power supply □Y □N □N/ACabinet DC power-supply distribution □Y □N □N/A
Operating panel connection □Y □N □N/APLC □Y □N □N/A
Motor control □Y □N □N/ACPU 224XP input/output □Y □N □N/A
EM222 output □Y □N □N/AMain control cabinet □Y □N □N/AOperating panel □Y □N □N/ADevice tag list □Y □N □N/A
Terminal-connection diagram □Y □N □N/ADiagrams Outline drawing □Y □N □N/A
Installation foundation diagram □Y □N □N/A
Yes/Y No/N
All the above documents are available and have been approved
Remark:
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Record the difference
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
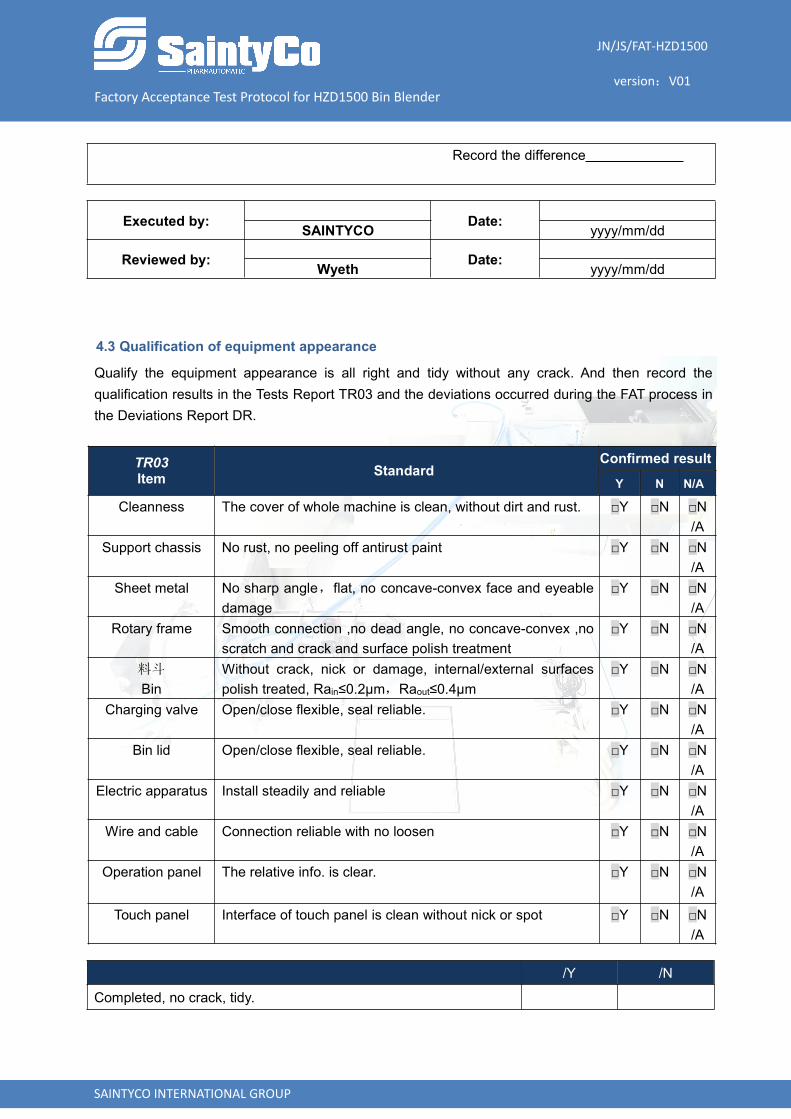
4.3 Qualification of equipment appearance
Qualify the equipment appearance is all right and tidy without any crack. And then record thequalification results in the Tests Report TR03 and the deviations occurred during the FAT process inthe Deviations Report DR.
TR03Item Standard
Confirmed resultY N N/A
Cleanness The cover of whole machine is clean, without dirt and rust. □Y □N □N/A
Support chassis No rust, no peeling off antirust paint □Y □N □N/A
Sheet metal No sharp angle,flat, no concave-convex face and eyeabledamage
□Y □N □N/A
Rotary frame Smooth connection ,no dead angle, no concave-convex ,noscratch and crack and surface polish treatment
□Y □N □N/A
料斗
BinWithout crack, nick or damage, internal/external surfacespolish treated, Rain≤0.2μm,Raout≤0.4μm
□Y □N □N/A
Charging valve Open/close flexible, seal reliable. □Y □N □N/A
Bin lid Open/close flexible, seal reliable. □Y □N □N/A
Electric apparatus Install steadily and reliable □Y □N □N/A
Wire and cable Connection reliable with no loosen □Y □N □N/A
Operation panel The relative info. is clear. □Y □N □N/A
Touch panel Interface of touch panel is clean without nick or spot □Y □N □N/A
/Y /N
Completed, no crack, tidy.
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Remark:
Record the difference
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
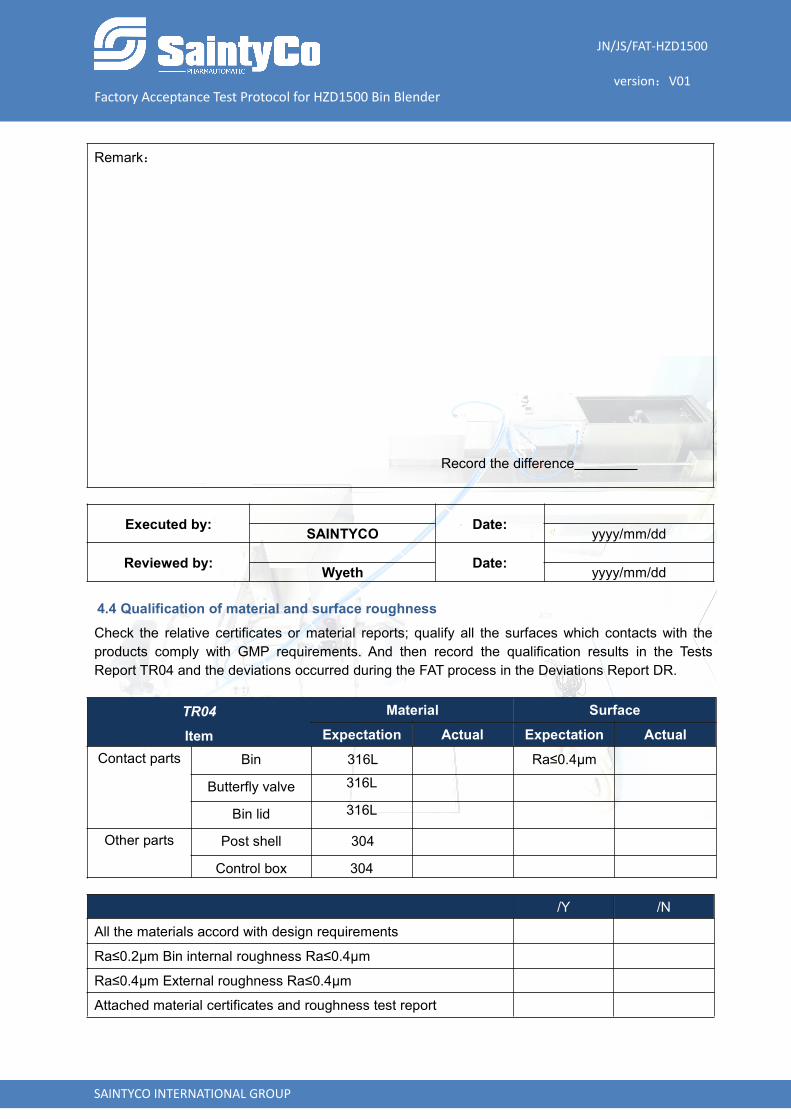
4.4 Qualification of material and surface roughnessCheck the relative certificates or material reports; qualify all the surfaces which contacts with theproducts comply with GMP requirements. And then record the qualification results in the TestsReport TR04 and the deviations occurred during the FAT process in the Deviations Report DR.
TR04
Item
Material SurfaceExpectation Actual Expectation Actual
Contact parts Bin 316L Ra≤0.4μm
Butterfly valve 316L
Bin lid 316L
Other parts Post shell 304
Control box 304
/Y /N
All the materials accord with design requirements
Ra≤0.2μm Bin internal roughness Ra≤0.4μm
Ra≤0.4μm External roughness Ra≤0.4μm
Attached material certificates and roughness test report
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Remark:
Record the difference
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
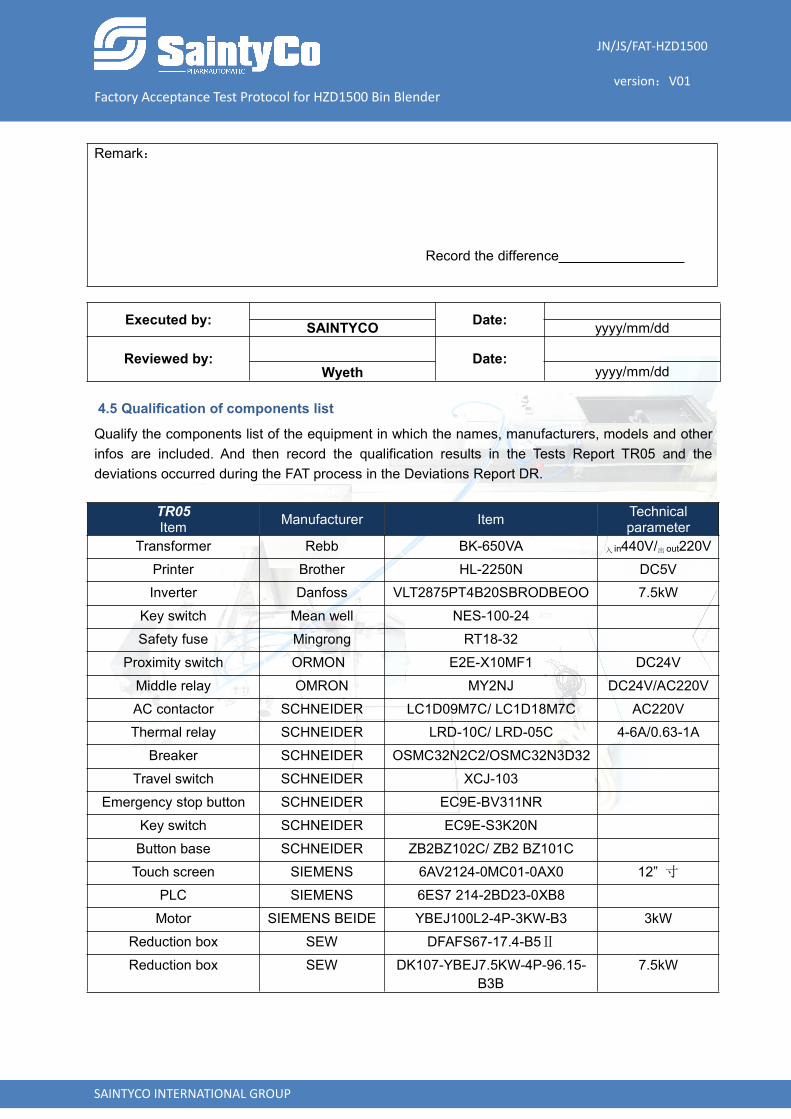
4.5 Qualification of components list
Qualify the components list of the equipment in which the names, manufacturers, models and otherinfos are included. And then record the qualification results in the Tests Report TR05 and thedeviations occurred during the FAT process in the Deviations Report DR.
TR05Item Manufacturer Item Technical
parameterTransformer Rebb BK-650VA 入 in440V/出 out220V
Printer Brother HL-2250N DC5VInverter Danfoss VLT2875PT4B20SBRODBEOO 7.5kW
Key switch Mean well NES-100-24Safety fuse Mingrong RT18-32
Proximity switch ORMON E2E-X10MF1 DC24VMiddle relay OMRON MY2NJ DC24V/AC220VAC contactor SCHNEIDER LC1D09M7C/ LC1D18M7C AC220VThermal relay SCHNEIDER LRD-10C/ LRD-05C 4-6A/0.63-1A
Breaker SCHNEIDER OSMC32N2C2/OSMC32N3D32Travel switch SCHNEIDER XCJ-103
Emergency stop button SCHNEIDER EC9E-BV311NRKey switch SCHNEIDER EC9E-S3K20NButton base SCHNEIDER ZB2BZ102C/ ZB2 BZ101CTouch screen SIEMENS 6AV2124-0MC01-0AX0 12” 寸
PLC SIEMENS 6ES7 214-2BD23-0XB8Motor SIEMENS BEIDE YBEJ100L2-4P-3KW-B3 3kW
Reduction box SEW DFAFS67-17.4-B5ⅡReduction box SEW DK107-YBEJ7.5KW-4P-96.15-
B3B7.5kW
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
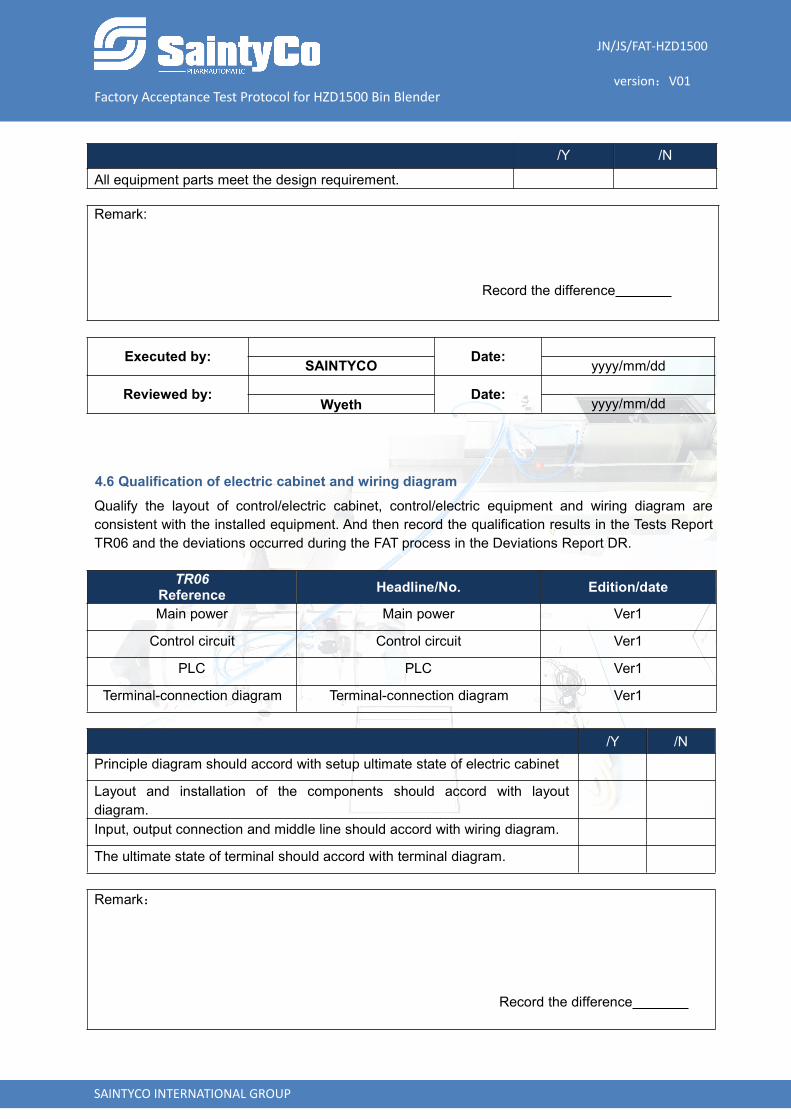
/Y /N
All equipment parts meet the design requirement.
Remark:
Record the difference
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
4.6 Qualification of electric cabinet and wiring diagramQualify the layout of control/electric cabinet, control/electric equipment and wiring diagram areconsistent with the installed equipment. And then record the qualification results in the Tests ReportTR06 and the deviations occurred during the FAT process in the Deviations Report DR.
TR06Reference Headline/No. Edition/date
Main power Main power Ver1
Control circuit Control circuit Ver1
PLC PLC Ver1
Terminal-connection diagram Terminal-connection diagram Ver1
/Y /NPrinciple diagram should accord with setup ultimate state of electric cabinet
Layout and installation of the components should accord with layoutdiagram.Input, output connection and middle line should accord with wiring diagram.
The ultimate state of terminal should accord with terminal diagram.
Remark:
Record the difference
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
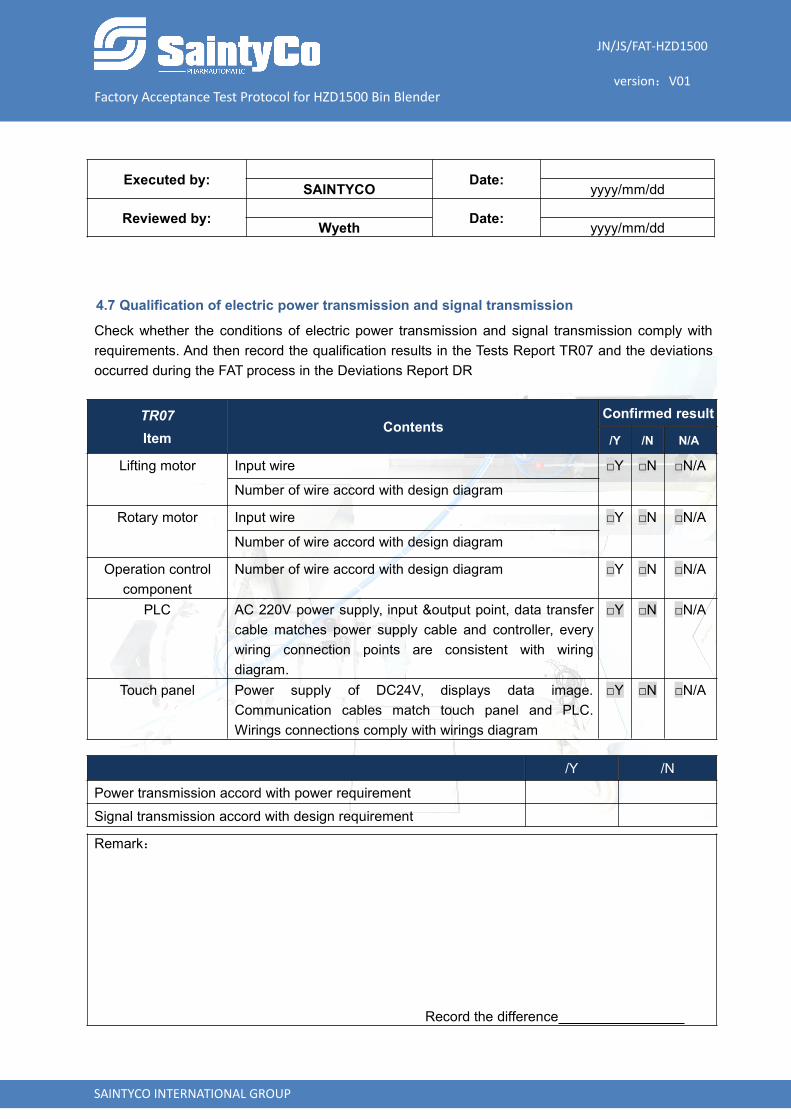
4.7 Qualification of electric power transmission and signal transmission
Check whether the conditions of electric power transmission and signal transmission comply withrequirements. And then record the qualification results in the Tests Report TR07 and the deviationsoccurred during the FAT process in the Deviations Report DR
TR07Item
ContentsConfirmed result
/Y /N N/A
Lifting motor Input wire □Y □N □N/A
Number of wire accord with design diagram
Rotary motor Input wire □Y □N □N/A
Number of wire accord with design diagram
Operation controlcomponent
Number of wire accord with design diagram □Y □N □N/A
PLC AC 220V power supply, input &output point, data transfercable matches power supply cable and controller, everywiring connection points are consistent with wiringdiagram.
□Y □N □N/A
Touch panel Power supply of DC24V, displays data image.Communication cables match touch panel and PLC.Wirings connections comply with wirings diagram
□Y □N □N/A
/Y /N
Power transmission accord with power requirementSignal transmission accord with design requirement
Remark:
Record the difference
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
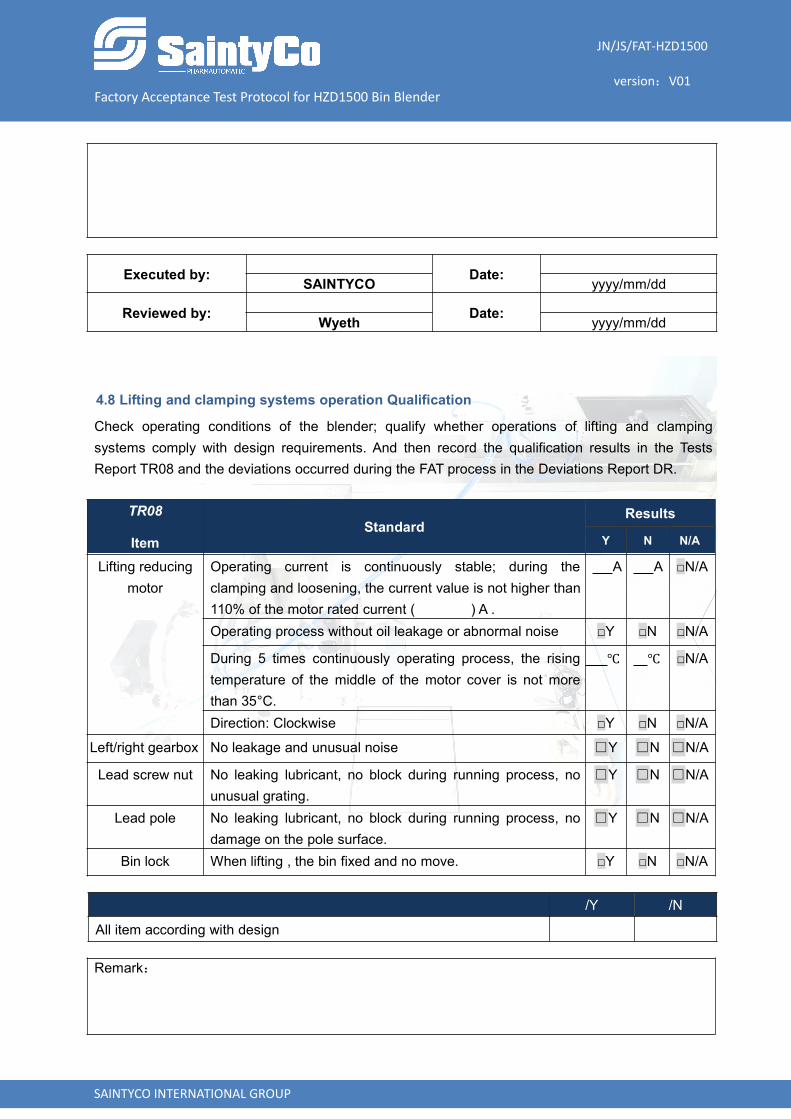
4.8 Lifting and clamping systems operation Qualification
Check operating conditions of the blender; qualify whether operations of lifting and clampingsystems comply with design requirements. And then record the qualification results in the TestsReport TR08 and the deviations occurred during the FAT process in the Deviations Report DR.
TR08
ItemStandard
Results
Y N N/A
Lifting reducingmotor
Operating current is continuously stable; during theclamping and loosening, the current value is not higher than110% of the motor rated current ( ) A .
A A □N/A
Operating process without oil leakage or abnormal noise □Y □N □N/A
During 5 times continuously operating process, the risingtemperature of the middle of the motor cover is not morethan 35°C.
℃ ℃ □N/A
Direction: Clockwise □Y □N □N/A
Left/right gearbox No leakage and unusual noise □Y □N □N/A
Lead screw nut No leaking lubricant, no block during running process, nounusual grating.
□Y □N □N/A
Lead pole No leaking lubricant, no block during running process, nodamage on the pole surface.
□Y □N □N/A
Bin lock When lifting , the bin fixed and no move. □Y □N □N/A
/Y /N
All item according with design
Remark:
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Record the difference
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
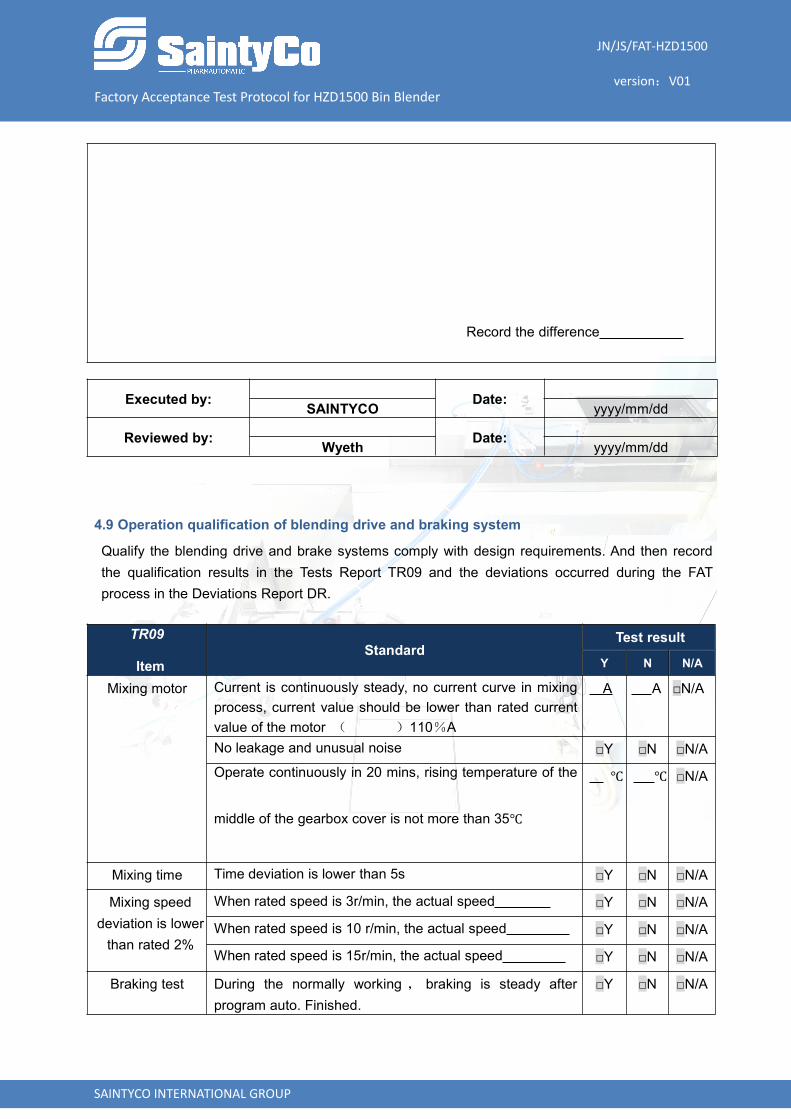
4.9 Operation qualification of blending drive and braking system
Qualify the blending drive and brake systems comply with design requirements. And then recordthe qualification results in the Tests Report TR09 and the deviations occurred during the FATprocess in the Deviations Report DR.
TR09
ItemStandard
Test result
Y N N/A
Mixing motor Current is continuously steady, no current curve in mixingprocess, current value should be lower than rated currentvalue of the motor ( )110%A
A A □N/A
No leakage and unusual noise □Y □N □N/AOperate continuously in 20 mins, rising temperature of the
middle of the gearbox cover is not more than 35℃
℃ ℃ □N/A
Mixing time Time deviation is lower than 5s □Y □N □N/A
Mixing speeddeviation is lowerthan rated 2%
When rated speed is 3r/min, the actual speed □Y □N □N/A
When rated speed is 10 r/min, the actual speed □Y □N □N/A
When rated speed is 15r/min, the actual speed □Y □N □N/A
Braking test During the normally working , braking is steady afterprogram auto. Finished.
□Y □N □N/A
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Rotary action immediately stops in the right position afterpress emergency switch.
□Y □N □N/A
Stop position Rotary frame auto. Stop at the horizontal position. □Y □N □N/ABin lock When rotation, the bin is fixed and no move. □Y □N □N/A
/Y /N
All the above test items accord with design requirement.
Remark:
Record the difference
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
4.10 Qualification of equipment safety protection system
Check whether the safety alarm labels, emergency stop device, infrared ray isolation and sensors,and microswitch comply with requirements. And then record the qualification results in the TestsReport TR10 and the deviations occurred during the FAT process in the Deviations Report DR.
TR10
ItemStandard
Confirmed result
Y N N/A
Process safety 一、System earthing resistance ≤4Ω □Y □N □N/A
二、On working1. Infrared safety isolating appliance works reliable.2. Emergency stop button works reliable3. Siren and alarm lamp respond on switching on thesystem and function alteration.
□Y □N □N/A
三. Manual running lifting, falling reliable □Y □N □N/A
Bin orientationsensor
Sensor is reliable. Line signal accords with design. □Y □N □N/A
Clamp in placesignal
Sensor is reliable. Line signal accords with design. □Y □N □N/A
Fall in place signal Sensor is reliable. Line signal accords with design. □Y □N □N/A
Earthing resistance System earthing resistance≤4Ω □Y □N □N/A
/Y /N
All the above test item accord with design requirement
Remark:

JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
Record the difference
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
4.11 Qualification of touch screen and PLC functionsQualify the correct menu of the touch screen, corrects operation reactions of touch buttons, correctorders signals transmissions comply with program requirements; printing contents are consistentwith pre-confirmed contents (requirements for production process management). And then recordthe qualification results in the Tests Report TR11 and the deviations occurred during the FATprocess in the Deviations Report DR.
TR11Item Standard
Confirmed result
Y N N/A
Touchscreen
Backgroundlight
Turn on system, background light on. Turnoffsystem, background light off.
□Y □N □N/A
Function test Touch selecting button,then the relative menu willappear
□Y □N □N/A
PLC Functionssetting
Multilevel parameter control □Y □N □N/A
Manual and auto operation control mode □Y □N □N/A
Self diagnose and failure analysis □Y □N □N/A
History data check and print □Y □N □N/A
Operationmodes
Manual operation mode □Y □N □N/A
Auto operation mode
Printer content Clearly print printing time, medicine code,medicine No., mixing time, mixing speed andoperation code.
□Y □N □N/A
Printing time After mixing finishes, auto. Print working data. □Y □N □N/A
/Y /N
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
All the above test item accord with design
Attached with the original record of printing.
Remark:
Record the difference
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
4.12 Qualification of the software
Qualify the installation software for installation and backup has been provided. And then record thequalification results in the Tests Report TR12 and the deviations occurred during the FAT process inthe Deviations Report DR.
TR12Control software
Type of controlsoftware Edition/Date
Confirmed result
Y N
/Y /N
The installed applications have been marked correctly
Installed applications are consistent with backups
Remark:
Deviation recorded in deviation record
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
5 Qualification of the PersonnelQualify all the personnel participating in the execution of this protocol. List personnel name,signature, abbreviation, department/company and date in the Test Report TR13.
TR13Department/company Name Signature Abbreviation Date
/Y /N
All people participating in FAT has registered.
Remark:
Record the difference
Executed by: Date:SAINTYCO yyyy/mm/dd
Reviewed by: Date:Wyeth yyyy/mm/dd
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
6 Deviation reportRecord all the deviations occurred during the execution of the whole protocol in the Test ReportTR14.
Procedure □ FAT Deviation No.
Deviation description:
Effect for qualification result: □bigger □normal □ little □ less
Validated by: checked by:
Date:
Cause Analysis
Signature/date:
Corrective Action
Signature/date:
Corrective Action result
If deviation not solved or not accord with, check if it effect the final result
YES NO
Re-inspected by (Signature): Check (Signature):
Date:
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
7 Deviations listRecord all the deviations occurred during the executed FAT and the solution date in TR15.
TR15Deviation report
TR No.Test report Description
8 RemarkWhen the remark part of the test report hasn’t enough space for writing or new pages may needed,Test Report TR16 can be used, if so, record the number and headline of the TR.
Test report TR NO. Title
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
9 Attachment listRecord all the attachment, mark the page and related test report17
TR17Attachment No. Description Test report No.
JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
10 Check and approveThe FAT protocol becomes FAT report when the FAT protocol has been filled out with test recordsand original datum. The FAT report is submitted to the customer (WYETH) for confirmation andresults must be filled in the TR18.
TR18 Checking and approval for the executing
Check the test result and original data. Come to the final conclusion about this FAT.
PASS FAIL
If there are unsolved deviation, please fill in the following item.
Qualify if these unsolved deviations may influence the ultimate conclusion of the FAT or not.
YES NONOTE:
Executed by : Date :SAINTYCO yyyy/mm/dd
Reviewed by : Date :Wyeth yyyy/mm/dd
Approved by : Date :Wyeth yyyy/mm/dd

JN/JS/FAT-HZD1500
version:V01Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO INTERNATIONAL GROUP
11 Change controlAny modification to the equipment must be recorded in the TR19 and shall be checked andapproved by both parts, and then modified files should be archived
TR19Modification No.
Modified contents Position in the dossier
JN/JS/FAT-HZD1500
version:V01
Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO International Group www.saintyco.com
Attachment:FAT summary report
(Factory Acceptance Test Summary Report )
1 purpose
Create FAT conclusion report of HZD1500 Bin blender, as the basis for SAINTYCO Technology tosupply HZD1500 Bin blender to Wyeth.
2 Range
The test report of HZD series Bin Blender, (leaving factory No._______ ) is produced bySAINTYCO .
3 Summary
The FAT activities of the HZD Series Bin Blender have been executed according to thepre-confirmed FAT protocol. Testing personnel has qualified all items according to the regulatedprocess of this protocol and provided records of the tested items. After checking and auditing oftesting processes, records and deviations report, qualify contents of this protocol have not beenmodified during the implementation process, records are full and true and comply with protocolrequirements.
Serial No. HZD Series Bin Blender passed FAT after discussing by the validationgroup.
4 Process and result summary
Content Description Page
TR01 Precondition
TR02 Equipment document Qualification
TR03 Equipment appearance Qualification
TR04 Material and surface check
TR05 Component list Qualification
TR06 Electric cabinet and wiring diagram Qualification
TR07 Connection for power transmission and signal transmission
TR08 Lifting and locking system operation qualification
TR09 Mixing driving and braking system Qualification
TR10 Safety protection system Qualification
TR11 Functions of the touch screen and PLC Qualification
JN/JS/FAT-HZD1500
version:V01
Factory Acceptance Test Protocol for HZD1500 Bin Blender
SAINTYCO International Group www.saintyco.com
TR12 Software installation qualification
TR13 Personnel Qualification
TR14 Deviation report
TR15 Deviation list
TR16 Remark
TR17 Attachments list
TR18 Checking and approval for the executing
TR19 Change control
Summary Pass the FAT of No._______________ bin blender.
Summarizingperson Date
5 Validation conclusion and analysis
This FAT process meets the protocol requirement through reviewing and checking the FAT processand content record. Record is actual and integrated without adding or deleting relative range.
By checking / auditing of the test process and test reports, after discussing, all the members of thevalidation group, declare unanimously that FAT activities comply with protocol requirements; theHZD Series Bin Blender, Serial No complies with design requirements and costumer’srequirements.
Validation team major:
Validation team vice:
Date:
6 Signature list (omit)
7 Attachment
Test report (TR) total _______ pages.
Deviation report (DR) total ______ Share(s), ______ pages.