saudi aramco saes w 011
TRANSCRIPT

Saudi AramcoEngineering Standard W 011

5 Approved Welding Processes
• Shielded Metal Arc Welding (SMAW)
• Gas Tungsten Arc Welding (GTAW)
• Submerged Arc Welding (SAW)
• Gas Metal Arc Welding (GMAW)
• Thermit Welding
• Stud Welding

Shielded Metal Arc Welding

Gas Tungsten Arc Welding

Submerged Arc Welding

Gas metal Arc welding

Thermit Welding

Stud welding

6 Welding Consumables

7 Welding Procedures

7.4.7.1 Position The direction of welding for the
vertical position shall be essential variable……
Welding Vertical Up Welding Vertical Down

7.4 Welding Procedure Qualification Hardness testing
Vickers Hardness Tester

8 Welder & Welding Operator Qualification
Welder Welding Operator
9 Joint Details
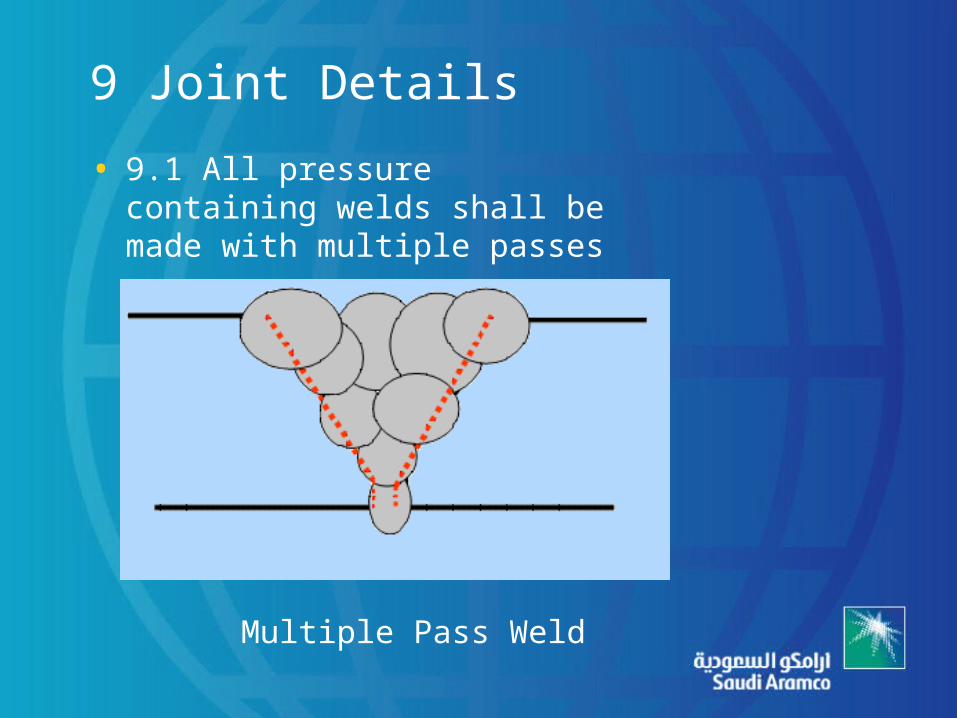
• 9.1 All pressure containing welds shall be made with multiple passes
Multiple Pass Weld

9 Joint Detail
• Internal misalignment of butt joints shall not exceed 1.5 mm

9 Joint Details
• Full penetration groove joint less than 30 degrees shall not be used without approval

11.2 Welding Environment
• Welding shall not be done when the surfaces are wet or damp

11.3 Joint Preparation
• 11.3.1. Foreign matter shall be removed from the weld surface at least 25 mm of the adjacent base metal prior to welding…
25 mm
25 mm

11.3 Joint Preparation
• 11.3.3. Fittings that have been cut shall be checked for any laminations before welding…
Examination for laminations

11.5 Tack Welds• All Tack welds shall be
made with qualified welders
Tack weld

11.6 Arc Strikes
• Ark strikes shall be removed by grinding…
Arc Strikes

11. 16 Weld Encroachment• Weld encroachment is the
minimum distance between welds…
Minimum distance between parallel but welds shall be 20mm or three times the wall thickness whichever is greater

12 Preheat
• Preheat shall be in accordance with ASME B31.3
Preheat

12 Preheat
• 12.4 Temperature indicating crayons, thermocouples, or contact pyrometers shall be used…
Temperature indicating crayon

12 Preheat
• 12.5 The preheat shall be established over a minimum distance of 75 mm each side of the weld…
75 mm
75 mm
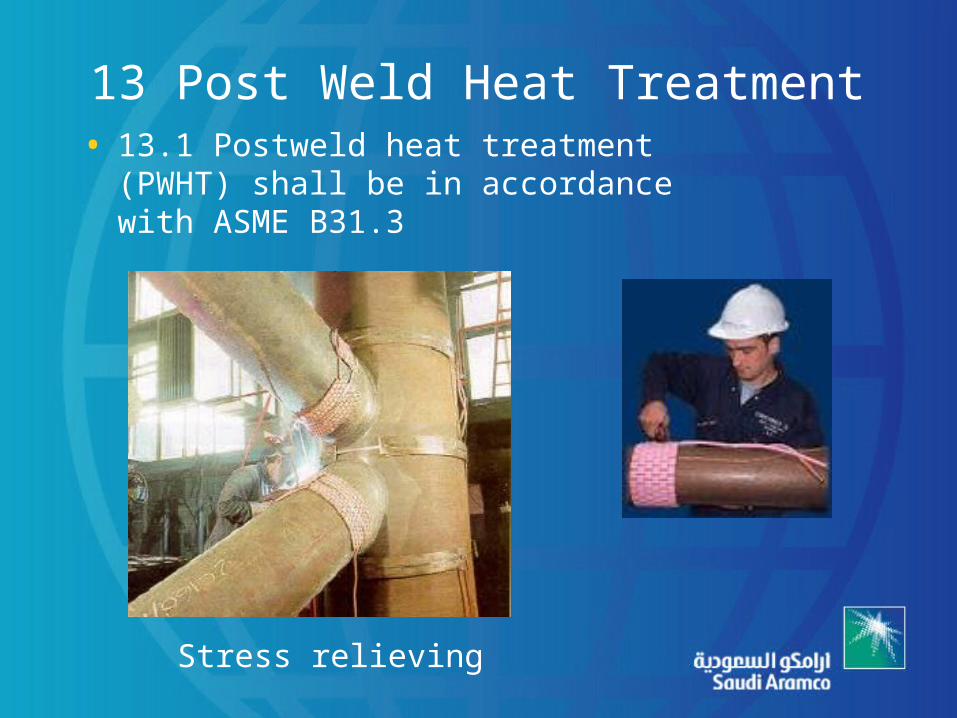
13 Post Weld Heat Treatment• 13.1 Postweld heat treatment (PWHT)
shall be in accordance with ASME B31.3
Stress relieving

14 Production Weld Hardness Testing• The maximum hardness for P-1 materials is
225 BHN for sweet service and 200 BHN for sour service…
Equotip hardness tester

15 Inspection Access
• 15.1 Saudi Aramco representatives shall have free access to the work at all times…

16 Weld Identification
• 16.1 All weld joints shall be marked for identification by a weld number and a weld symbol…
Weld 01Welder 123

17 Inspection
• 17.1.1 Non destructive Examination…

Inspection
• 17.2 Ultrasonic testing may be substituted for Radiography if approved by Saudi Aramco Inspection…

Radiography
• 17.2.3 All field radiographic exposures shall be performed using at least two people…

Magnetic Particle
• 17.4.1 Permanent magnetic yokes are not allowed…

Liquid Penetrant
• 17.5.2 The acceptance criteria for Liquid Penetrant examination shall be ASME SEC VIII…
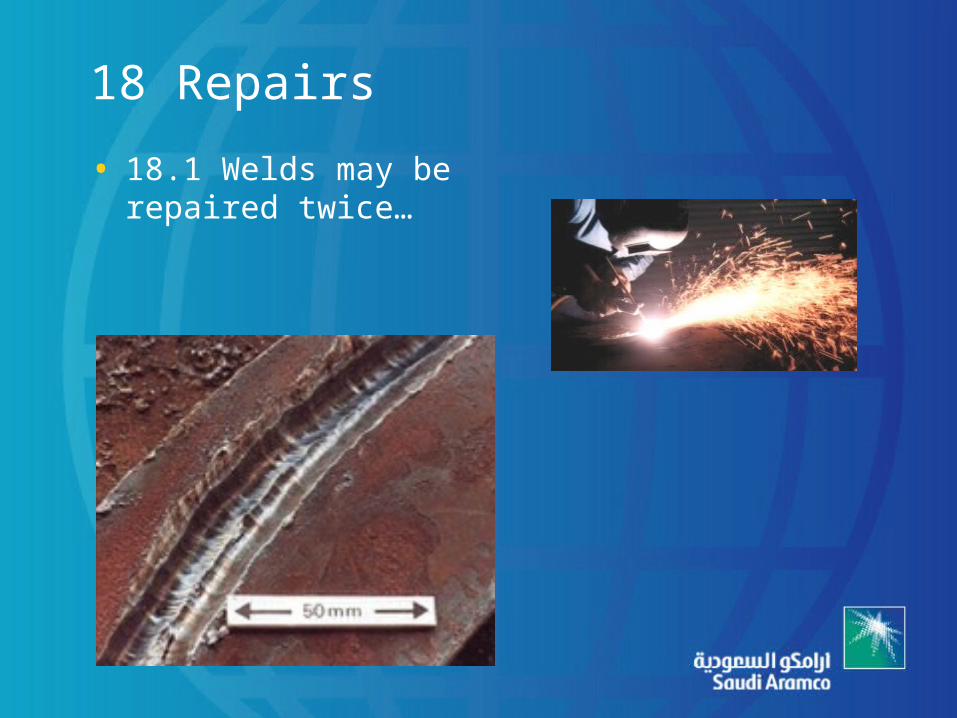
18 Repairs
• 18.1 Welds may be repaired twice…

18 Repairs
• Cracked welds (except crater cracks) shall be cut out unless a repair is approved by CSD…
Cracked fillet weld
Weld Cracks

19 Miscellaneous Requirements
• 19.1 For field welding ,remote current controls shall be used if the welding is more than 30m from the welding power source…
Remote current control

Low Hydrogen Electrodes 5.1
Drying : Prior to use all electrodes shall be dried at260 –
430 C for two hours minimum . The drying step may be deleted if the electrodes are supplied in the dried condition in a hermetically sealed metal can…

Low Hydrogen Electrodes 5.1
Storage: After drying, the electrodes shall be stored
continuously in ovens at 120 C
Electrode oven

Low Hydrogen Electrodes 5.1Exposure: Electrodes may not be exposed to the atmosphere
more than 4 hrs. The exposure may be extended to 8 hrs if the electrodes are continuously stored is a portable electrode oven heated to 65c minimum…
Portable electrode oven