sedl jay mahesh sugar mill case study - sgm · sedl jay mahesh sugar mill case study giuseppe de...
TRANSCRIPT
SEDLJAY MAHESHSUGAR MILL
CASE STUDY
Giuseppe De Vincenzo (BREVINI Italy)Sunil Dongre (BREVINI India)
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 2 of 13
INDEX
1. ABOUT MILL POWER and MILL EFFICIENCY 2. EXISTING “OLD” MILL CONFIGURATION 3. NEW MILL WITH BREVINI PLANO-HELICAL DRIVE 4. DATA COLLECTION and ANALYSIS 5. CONCLUSION
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 3 of 13
1. ABOUT MILL POWER and MILL EFFICIENCY Mill drives and transmission of its power to mills is an important area of the sugar factory in respect of investment and maintenance cost and energy saving. Conventional mill drive prime mover of the present day mainly consists of steam turbines and only in a small number of sugar factories of DC motor. Turbines are operated between 3000 and 5000 rpm whereas the power developed by the prime movers is required to be transmitted to the mills at even less than 6 rpm. Therefore, a set of high speed and slow motor gear trains is used to achieve the eventual operating speed and the power requirement at the mill. These drives are not only cumbersome occupying huge space but also needs high maintenance and operating cost. Due to steam turbine power limitation the cost involved to change it for a bigger capacity (and eventually other gear trains) are way too high. Independently by the cost this is anyway the solution that most of sugar factories have been implementing to achieve their targets. But what about the EFFICIENCY ? Most of the time efficiency is not taken into consideration but an in-depth study of this factor may lead to a dramatic cost saving without affecting prefixed targets. Sugar industry is now entered in an new era where efficient and compact drives are replacing the conventional system with successful results either in terms of power saving and in terms of extraction. Brevini Planetary or Plano-Helical gear box are energy efficient, cost effective and compact alternative to the conventional drive comprising of gear trains and also to hydraulic drive. Brevini Gearboxes have been installed at SEDL Jay Mahesh sugar factory on the new Mill and data collected and analyzed during our visit at site have already shown excellent results (over 60% reduction in Power – see annex sheet for complete analysis). We will now start looking and comparing Existing “Old” Mill (still in operation) with the New Mill.
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 4 of 13
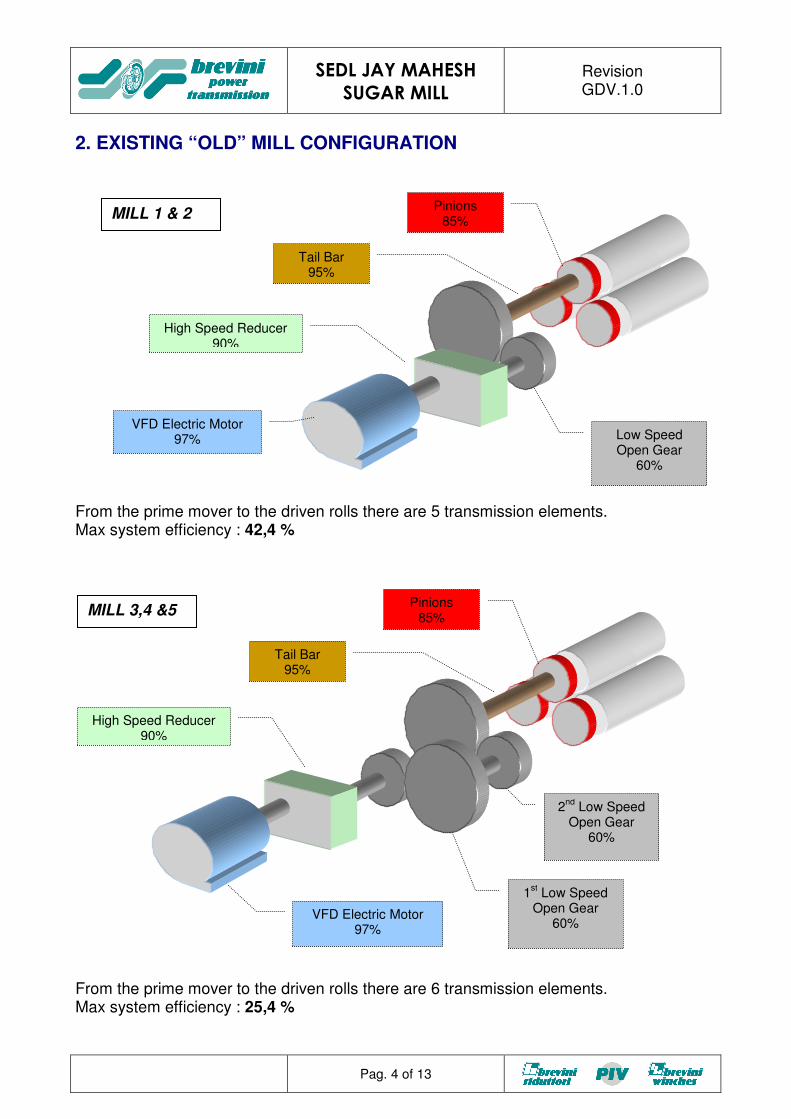
2. EXISTING “OLD” MILL CONFIGURATION From the prime mover to the driven rolls there are 5 transmission elements. Max system efficiency : 42,4 %
From the prime mover to the driven rolls there are 6 transmission elements. Max system efficiency : 25,4 %
High Speed Reducer 90%
Tail Bar 95%
Low Speed Open Gear
60%
Pinions 85%
MILL 1 & 2
VFD Electric Motor 97%
VFD Electric Motor 97%
High Speed Reducer 90%
Tail Bar 95%
1st Low Speed
Open Gear 60%
2nd
Low Speed Open Gear
60%
Pinions 85%
MILL 3,4 &5
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 5 of 13
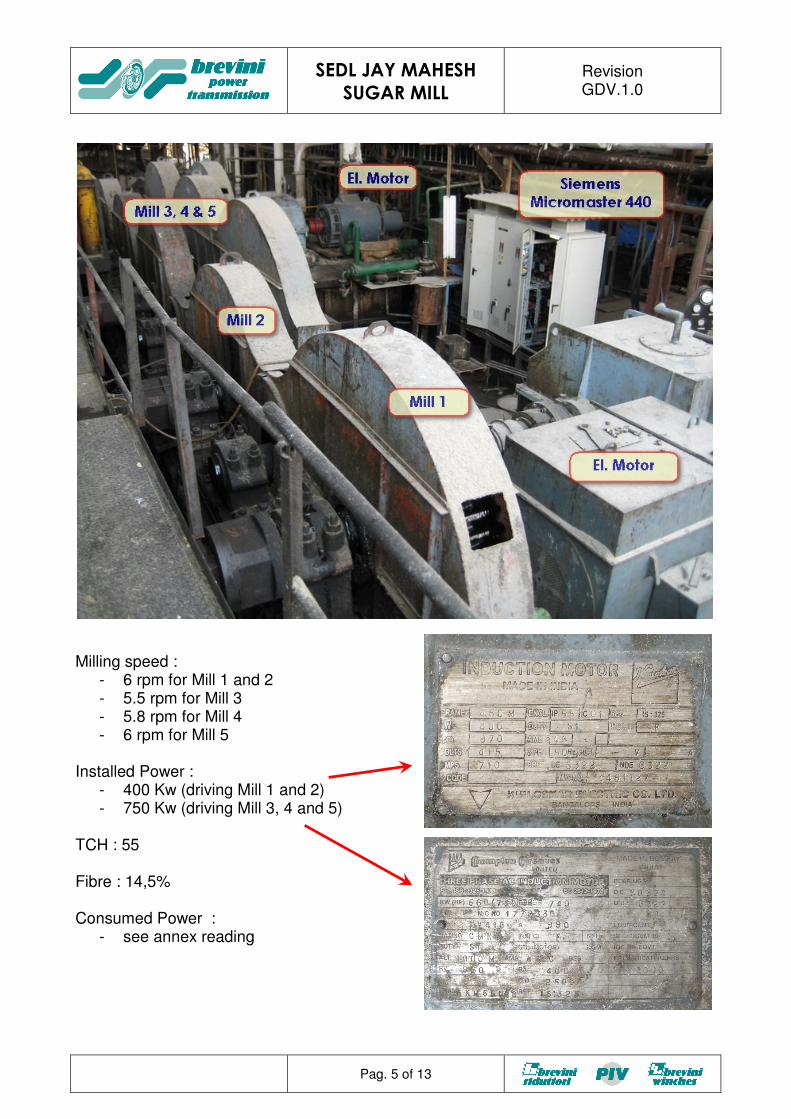
Milling speed : - 6 rpm for Mill 1 and 2 - 5.5 rpm for Mill 3 - 5.8 rpm for Mill 4 - 6 rpm for Mill 5
Installed Power :
- 400 Kw (driving Mill 1 and 2) - 750 Kw (driving Mill 3, 4 and 5)
TCH : 55 Fibre : 14,5% Consumed Power :
- see annex reading

SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 6 of 13
As already shown Existing Mill is now using Electric Motor as a prime mover together with SIEMENS Micromaster 440 Inverter which allowed the Sugar Factory to save 50% of the power compared to the old time when they had a turbine as a prime mover. The former system was having 2 turbines of 500 Kw each (total 1000 Kw). However the overall efficiency is is still not so good and this is the reason why SEDL Jay Mahesh decided to introduce Brevini Gearboxes in the New Mill project.
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 7 of 13
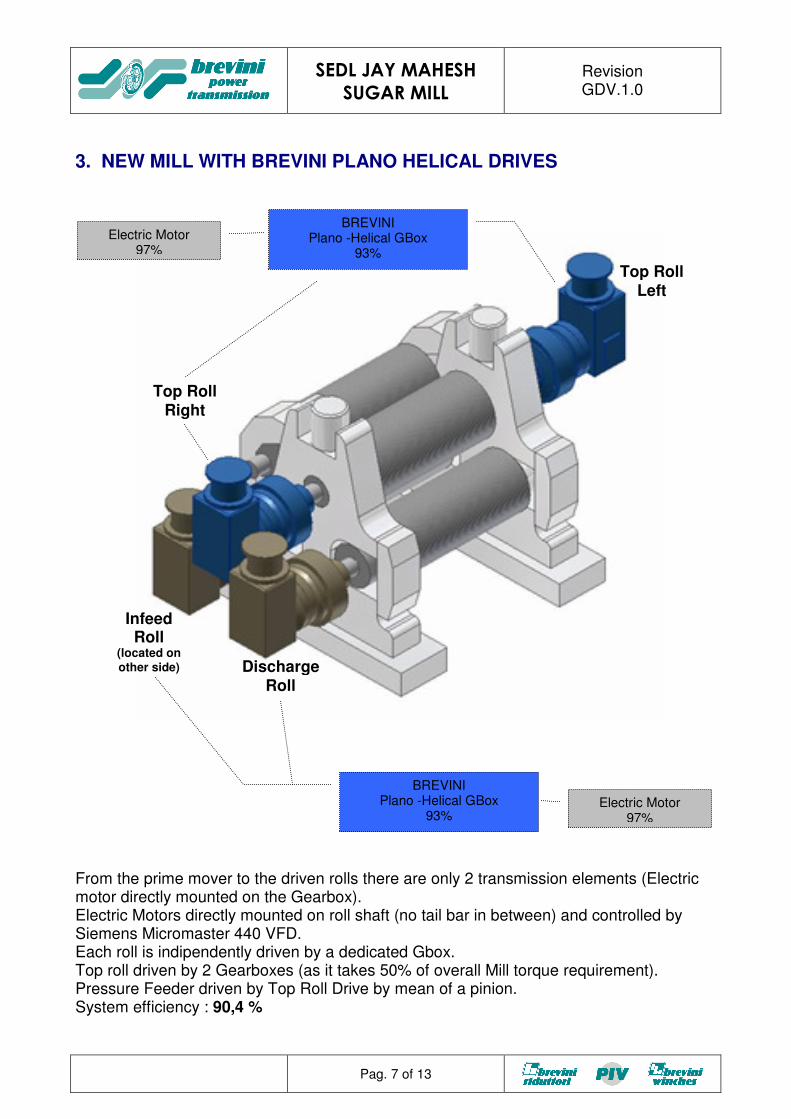
3. NEW MILL WITH BREVINI PLANO HELICAL DRIVES
From the prime mover to the driven rolls there are only 2 transmission elements (Electric motor directly mounted on the Gearbox). Electric Motors directly mounted on roll shaft (no tail bar in between) and controlled by Siemens Micromaster 440 VFD. Each roll is indipendently driven by a dedicated Gbox. Top roll driven by 2 Gearboxes (as it takes 50% of overall Mill torque requirement). Pressure Feeder driven by Top Roll Drive by mean of a pinion. System efficiency : 90,4 %
BREVINI Plano -Helical GBox
93%
Electric Motor 97%
Top Roll Left
Top Roll Right
BREVINI Plano -Helical GBox
93%
Discharge Roll
Infeed Roll
(located on
other side)
Electric Motor 97%
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 8 of 13
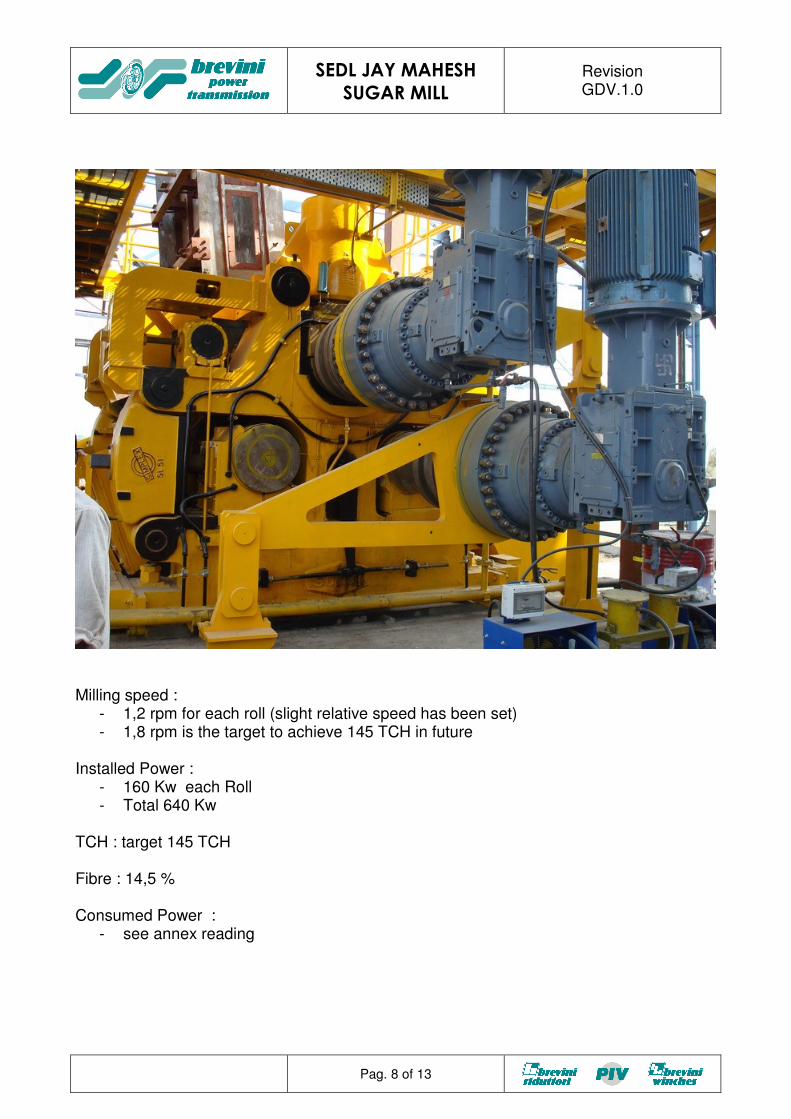
Milling speed :
- 1,2 rpm for each roll (slight relative speed has been set) - 1,8 rpm is the target to achieve 145 TCH in future
Installed Power :
- 160 Kw each Roll - Total 640 Kw
TCH : target 145 TCH Fibre : 14,5 % Consumed Power :
- see annex reading
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 9 of 13
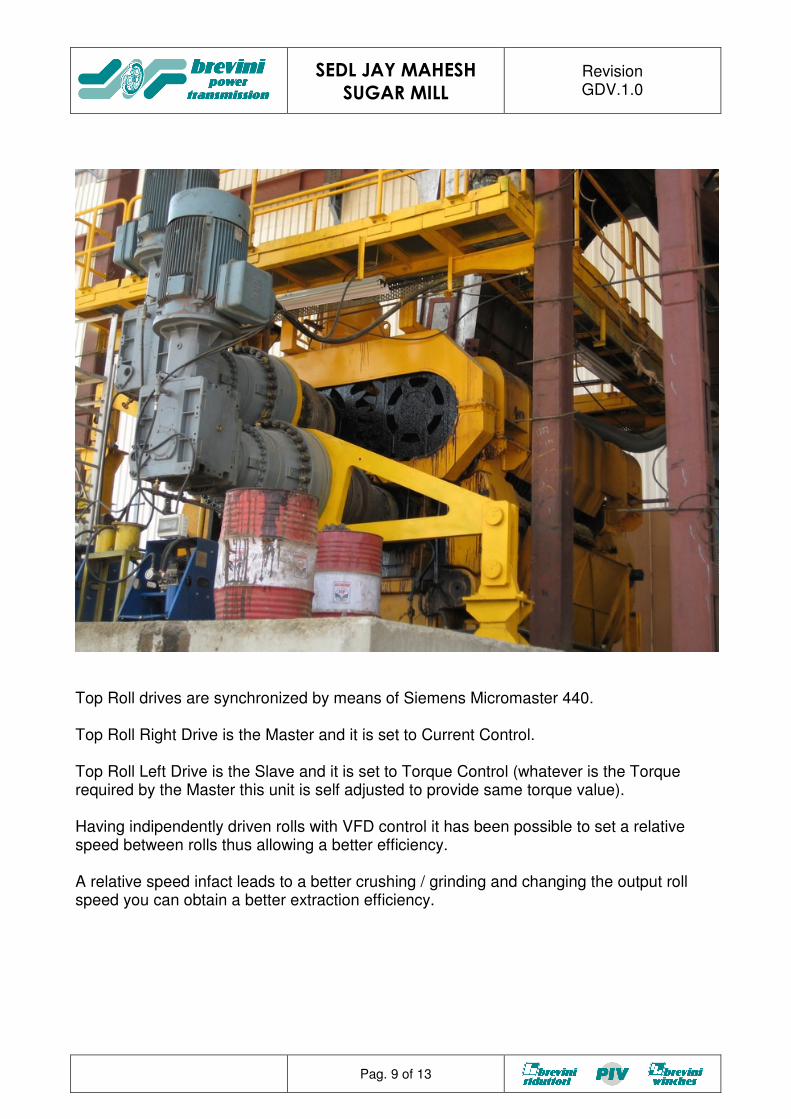
Top Roll drives are synchronized by means of Siemens Micromaster 440. Top Roll Right Drive is the Master and it is set to Current Control. Top Roll Left Drive is the Slave and it is set to Torque Control (whatever is the Torque required by the Master this unit is self adjusted to provide same torque value). Having indipendently driven rolls with VFD control it has been possible to set a relative speed between rolls thus allowing a better efficiency. A relative speed infact leads to a better crushing / grinding and changing the output roll speed you can obtain a better extraction efficiency.
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 10 of 13
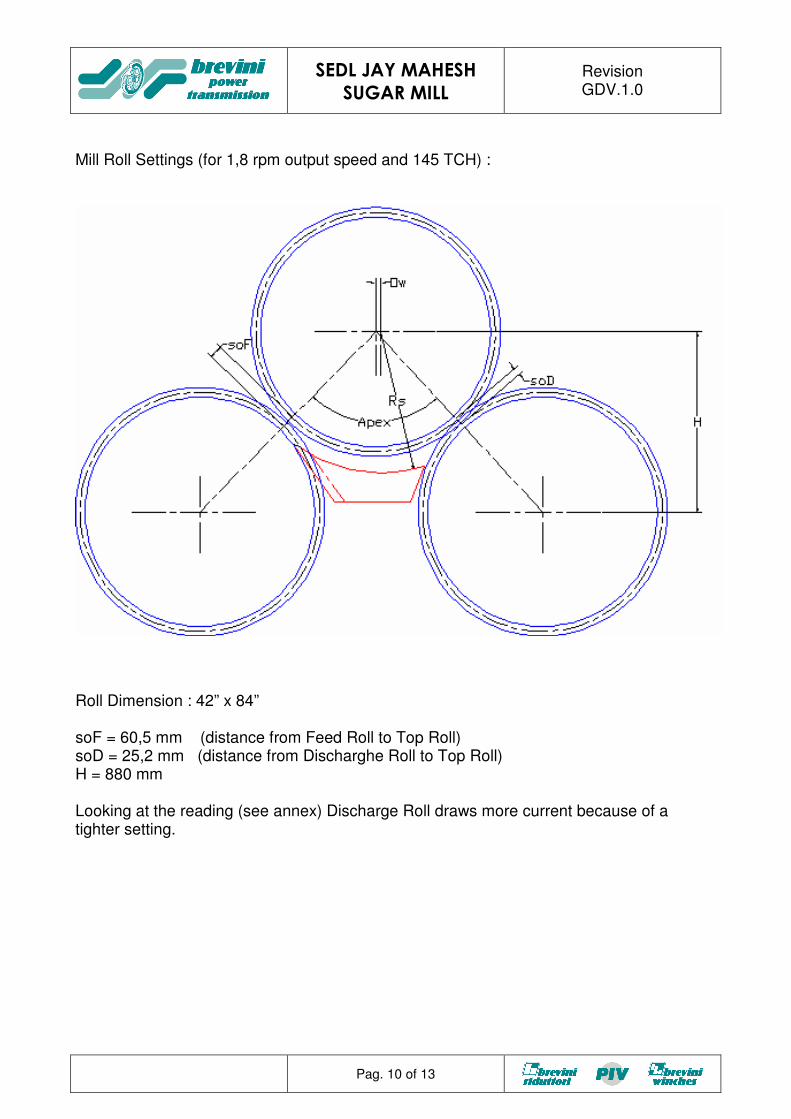
Mill Roll Settings (for 1,8 rpm output speed and 145 TCH) :
Roll Dimension : 42” x 84” soF = 60,5 mm (distance from Feed Roll to Top Roll) soD = 25,2 mm (distance from Discharghe Roll to Top Roll) H = 880 mm Looking at the reading (see annex) Discharge Roll draws more current because of a tighter setting.
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 11 of 13
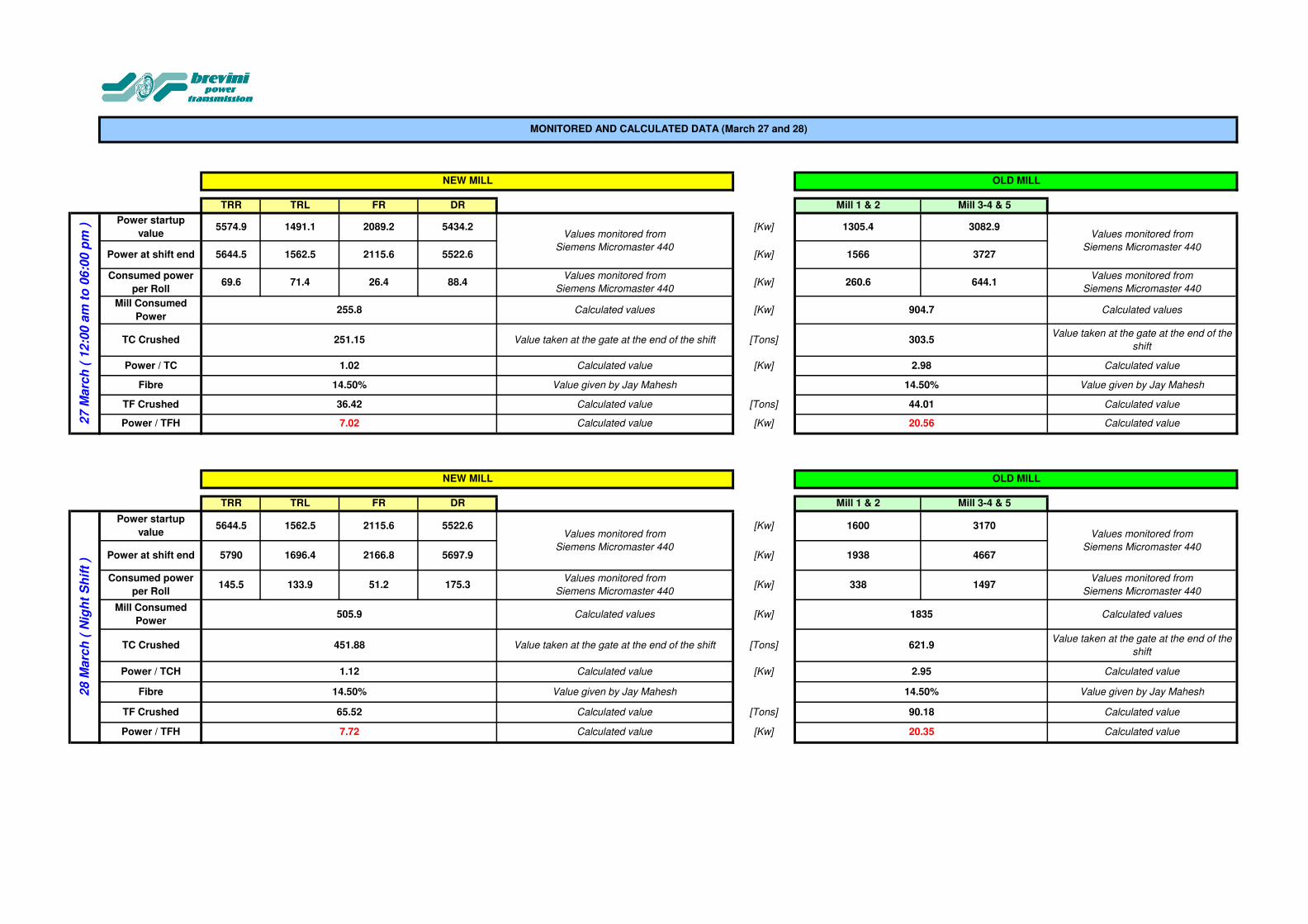
4. DATA COLLECTION and ANALYSIS The next 2 pages are showing all the data collected on March 27 and 28. Values have been monitored and taken from each of the four SIEMENS Micromaster 440 Inverters controlling the 4 gearboxes. First page shows data readings taken for each gearbox at different time intervals (instantaneous values). These data have been then used to calculate mean values of Absorbed Power and Torque for the complete Mill (for each interval and then a mean values of all intervals). Same data collection and calculations have been done for the “Old” Mill (values have been taken from the 2 Inverters controlling the 5 Milling units). These values however are useless as we cannot make a direct comparison therefore we have also taken additional data : amount of cane effectively crushed and the effective amount of power consumed in a period of time. Only comparing the amount of power required per Tons of cane we can compare the 2 mills so this is what we did in the second data page. Consumed Power value has been taken from SIEMENS Micromaster 440 (output r0039), we took the reading at the beginning and at the end of the period. The effective value of Tons of cane crushed has been taken from the weighing plant for the same period of time. With these values we were able to calculate consumed Power per TCH and per TFH either for New and Old Mill. These results cannot be challenged, the comparison clearly shows the better results (thanks to higher efficiency) of the plano-helical solution :
60% Reduction in Power
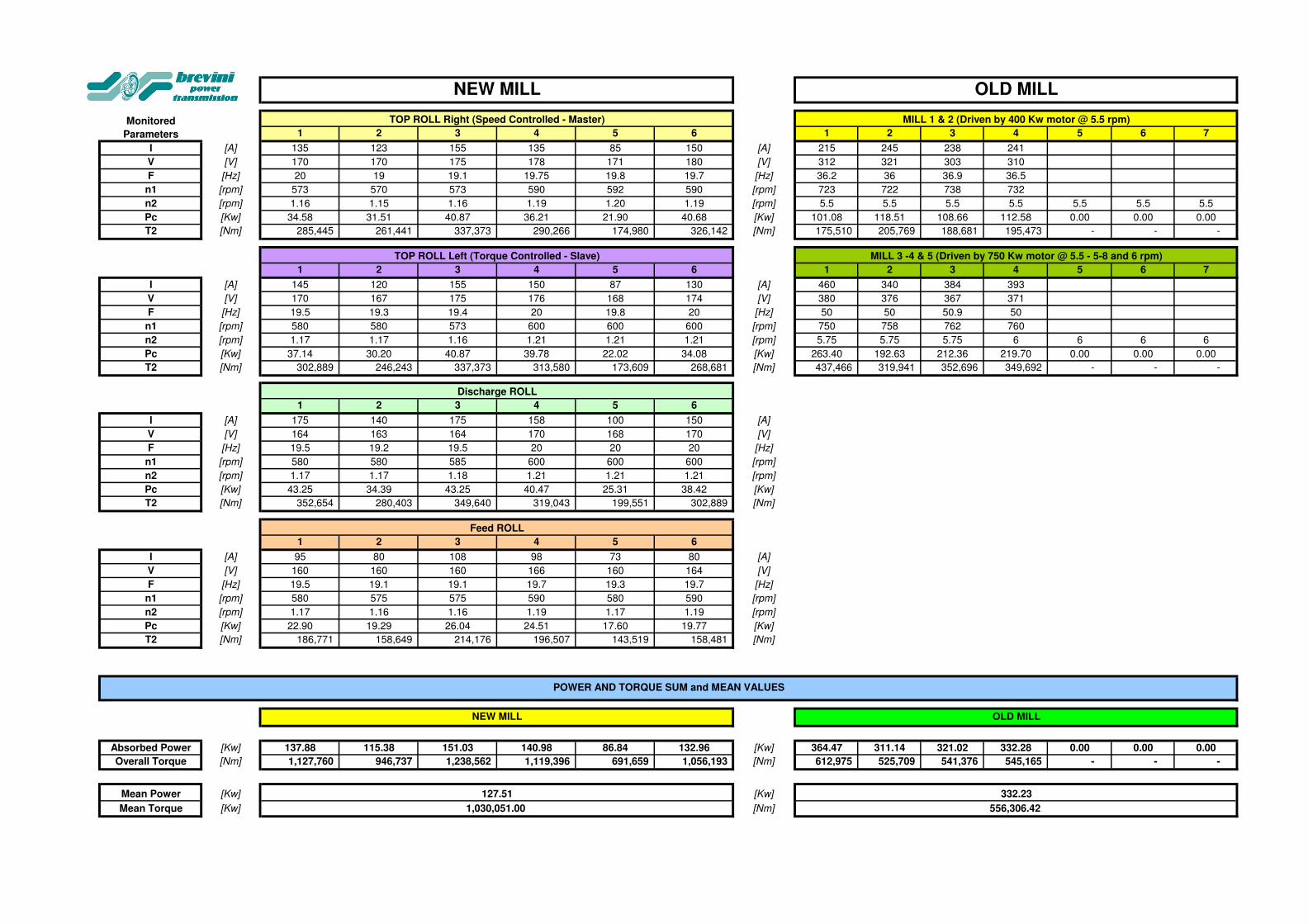
1 2 3 4 5 6 1 2 3 4 5 6 7
I [A] 135 123 155 135 85 150 [A] 215 245 238 241
V [V] 170 170 175 178 171 180 [V] 312 321 303 310
F [Hz] 20 19 19.1 19.75 19.8 19.7 [Hz] 36.2 36 36.9 36.5
n1 [rpm] 573 570 573 590 592 590 [rpm] 723 722 738 732
n2 [rpm] 1.16 1.15 1.16 1.19 1.20 1.19 [rpm] 5.5 5.5 5.5 5.5 5.5 5.5 5.5
Pc [Kw] 34.58 31.51 40.87 36.21 21.90 40.68 [Kw] 101.08 118.51 108.66 112.58 0.00 0.00 0.00
T2 [Nm] 285,445 261,441 337,373 290,266 174,980 326,142 [Nm] 175,510 205,769 188,681 195,473 - - -
1 2 3 4 5 6 1 2 3 4 5 6 7
I [A] 145 120 155 150 87 130 [A] 460 340 384 393
V [V] 170 167 175 176 168 174 [V] 380 376 367 371
F [Hz] 19.5 19.3 19.4 20 19.8 20 [Hz] 50 50 50.9 50
n1 [rpm] 580 580 573 600 600 600 [rpm] 750 758 762 760
n2 [rpm] 1.17 1.17 1.16 1.21 1.21 1.21 [rpm] 5.75 5.75 5.75 6 6 6 6
Pc [Kw] 37.14 30.20 40.87 39.78 22.02 34.08 [Kw] 263.40 192.63 212.36 219.70 0.00 0.00 0.00
T2 [Nm] 302,889 246,243 337,373 313,580 173,609 268,681 [Nm] 437,466 319,941 352,696 349,692 - - -
1 2 3 4 5 6
I [A] 175 140 175 158 100 150 [A]
V [V] 164 163 164 170 168 170 [V]
F [Hz] 19.5 19.2 19.5 20 20 20 [Hz]
n1 [rpm] 580 580 585 600 600 600 [rpm]
n2 [rpm] 1.17 1.17 1.18 1.21 1.21 1.21 [rpm]
Pc [Kw] 43.25 34.39 43.25 40.47 25.31 38.42 [Kw]
T2 [Nm] 352,654 280,403 349,640 319,043 199,551 302,889 [Nm]
1 2 3 4 5 6
I [A] 95 80 108 98 73 80 [A]
V [V] 160 160 160 166 160 164 [V]
F [Hz] 19.5 19.1 19.1 19.7 19.3 19.7 [Hz]
n1 [rpm] 580 575 575 590 580 590 [rpm]
n2 [rpm] 1.17 1.16 1.16 1.19 1.17 1.19 [rpm]
Pc [Kw] 22.90 19.29 26.04 24.51 17.60 19.77 [Kw]
T2 [Nm] 186,771 158,649 214,176 196,507 143,519 158,481 [Nm]
Absorbed Power [Kw] 137.88 115.38 151.03 140.98 86.84 132.96 [Kw] 364.47 311.14 321.02 332.28 0.00 0.00 0.00
Overall Torque [Nm] 1,127,760 946,737 1,238,562 1,119,396 691,659 1,056,193 [Nm] 612,975 525,709 541,376 545,165 - - -
Mean Power [Kw] [Kw]
Mean Torque [Kw] [Nm]
127.51 332.23
Discharge ROLL
1,030,051.00
OLD MILLNEW MILL
TOP ROLL Left (Torque Controlled - Slave)
TOP ROLL Right (Speed Controlled - Master) MILL 1 & 2 (Driven by 400 Kw motor @ 5.5 rpm)
MILL 3 -4 & 5 (Driven by 750 Kw motor @ 5.5 - 5-8 and 6 rpm)
Monitored
Parameters
Feed ROLL
POWER AND TORQUE SUM and MEAN VALUES
OLD MILLNEW MILL
556,306.42
TRR TRL FR DR
TRR TRL FR DR
27 M
arc
h (
12:0
0 a
m t
o 0
6:0
0 p
m )
28 M
arc
h (
Nig
ht
Sh
ift
)
20.35 Calculated valuePower / TFH 7.72 Calculated value [Kw]
14.50% Value given by Jay Mahesh
90.18 Calculated valueTF Crushed 65.52 Calculated value [Tons]
Fibre 14.50% Value given by Jay Mahesh
2.95 Calculated valuePower / TCH 1.12 Calculated value [Kw]
621.9Value taken at the gate at the end of the
shiftTC Crushed 451.88 Value taken at the gate at the end of the shift [Tons]
Values monitored from
Siemens Micromaster 440
Mill Consumed
Power505.9 Calculated values [Kw] 1835 Calculated values
4667
Consumed power
per Roll145.5 133.9 51.2 175.3
Values monitored from
Siemens Micromaster 440[Kw] 338 1497
1600 3170Values monitored from
Siemens Micromaster 440Power at shift end 5790 1696.4 2166.8 5697.9 [Kw] 1938
Mill 1 & 2 Mill 3-4 & 5
Power startup
value5644.5 1562.5 2115.6 5522.6
Values monitored from
Siemens Micromaster 440
[Kw]
OLD MILL
NEW MILL
NEW MILL
[Kw]
Calculated value
[Kw]
[Kw]
[Kw]
[Kw]
[Tons]
Calculated value
20.56
Mill 1 & 2 Mill 3-4 & 5
1305.4 3082.9
1566 3727
260.6 644.1
44.01
Value taken at the gate at the end of the
shift
2.98
14.50%
Calculated value
Value given by Jay Mahesh
Calculated value
303.5
Value given by Jay Mahesh
[Tons]
[Kw]
14.50%
Power startup
value5574.9 5434.22089.2
Values monitored from
Siemens Micromaster 440
Calculated value
Power / TC 1.02
Power at shift end 5644.5 5522.62115.6
26.4
Fibre
88.4
251.15TC Crushed
Mill Consumed
Power255.8
Power / TFH 7.02
TF Crushed 36.42
Calculated values
Values monitored from
Siemens Micromaster 440
Value taken at the gate at the end of the shift
Consumed power
per Roll
MONITORED AND CALCULATED DATA (March 27 and 28)
1491.1
69.6
OLD MILL
1562.5
71.4
Calculated value
Values monitored from
Siemens Micromaster 440
Values monitored from
Siemens Micromaster 440
Calculated values904.7
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 12 of 13
5. CONCLUSION PROVEN ADVANTAGES OF BREVINI PLANO-HELICAL DRIVES : First of all we have already seen from the analisys of collected data the dramatic saving in terms of Power Consumption per TF � 60 % less than a conventional Mill. It has been possible to perform substantial savings / improvement in terms of Maintenance (35% reduction) and Mill Setting because :
- All open / bulk gears have been eliminated - All pinions have been removed � No need to lubricate pinion (except one that
drives pressure feeder) - Tail bars and coupling have been avoided (drives are shaft mounted) - Load on brasses is significantly reduced � longer life - Torque input to top roll is limited and weight as well - Additional power to bottom rolls can be provided - Flexible layout - Much faster Mill setting procedure (*) (*) Sometimes there's a need of resetting / readjust the Mill and eventually
change pinions which means the Mills has to be stopped for a long time. Having independent drives the adjustmens can be done without need to stop the Mill (bottom rolls are adjusted in speed either positively or negatively to that of the top roll).
Furthermore the load is evenly balanced across the 3 rolls which means less wear problem due to :
- misalignment forces cause axial wear on mill bearing fillets (and wear of couplings and tail bar if present)
- they also impose reactions on the mill final gearing - in case of extreme misalignment it's not possible to prevent bending forces on top
roll and final gear shaft Indipendent drives are showing savings up to 20-25% on power consumption and less wear on rolls.
Better measurement and control : Calculations in Conventional Mill or Single Drive configuration have proven to be incorrect, Because most of the time the Mill runs in an unbalanced load sharing condition. This is due to the fact that the Mill grooving does not fill to the full depth of the grooves and places excessive forces within the Mill and results in the worst case with broken or damaged top rolls.
SEDL JAY MAHESH
SUGAR MILL
Revision GDV.1.0
Pag. 13 of 13
More advantages are :
- Reduction in Capital investment : 25-30% less (including saving in Civil Works) - Less space requirement (more compact solution) - each rolls can be individually reversed for clearing blockages and for maintenance - Low noise - Eco friendly system with minimum pollution (close to nothing with a proper
maintenance plan) - ROI � See next paragraph - different diameters rolls can be eventually used as the speed can be varied to
maintain same surface speed of the rolls - rolls can be driven at different speeds to provide shearing of the fibres as well as
compression � better extraction
RETURN ON INVESTMENT CONSIDERATION : Cost of Power produced by Jay Mahesh and sold back to the grid is :
4,5 Rs / Kwh As per observation New Mill is absorbing around :
7,5 Kw / TF (instead of conventional 20 Kw / TF)
This means the factory has an excess of :
12,5 Kw / TF Assuming the Mill will crush at a rate of 55 TCH = 8 TFH this correspond then to :
2200 Kwh per day (22 hours) This ends to a potential income of :
8600 Rs / day or 256.000 Rs / month Given this one Gearbox investment can be paid back in 12 months of production.