session 6 medical device plan and execute a process ... 6_frits_vogt_plan...plan and execute a...
TRANSCRIPT

Validation Services
Session 6 Medical Device
Plan and Execute a Process Validation Study
29 March 2017
Frits Vogt

Content
Plan and Execute a Process Validation StudyI. Introduction
II. Design & Development
III.Process Validation
IV.Interactive Exercise
Validation Services

I. Introduction
Regulations & Standards
Design & Development Process
Process Validation
Validation Services

Regulation & standards
Design & Development:
– ISO 13485 section 7.3
– QSR (21 CFR 820)
Activities include:
– Design Verification
– Design Validation
– Design Review
– Design Transfer
– Design changes
– Design History File
Validation Services

Regulation & standards
Process Validation:
– ISO 13485 section 7.5.6
– FDA Process Validation Guidance
Validation Services

ISO 13485 section 7.5.6
7.5.6 Validation of processes for production and service provision
The organization shall validate any processes for production and service
provision where the resulting output cannot be or is not verified by
subsequent monitoring or measurement and, as a consequence,
deficiencies become apparent only after the product is in use or the
service has been delivered.
Validation shall demonstrate the ability of these processes to achieve
planned results consistently.
The organization shall document procedures for validation of
processes, including:
Records of the results and conclusion of validation and necessary actions
from the validation shall be maintained (see 4.2.4 and 4.2.5).
Validation Services

FDA Process Validation GuidanceFor purposes of this guidance, process validation is defined as the
collection and evaluation of data, from the process design stage through
commercial production, which establishes scientific evidence that a
process is capable of consistently delivering quality product. Process
validation involves a series of activities taking place over the lifecycle of the
product and process.
Validation Services

FDA Process Validation Guidance
Stage 1: Process Development
Defining the commercial manufacturing process based on knowledge gained through development and scale-up activities.
Stage 2: Process Qualification
Confirming that the manufacturing process as designed is
capable of reproducible commercial manufacturing
Stage 3: Continued Process Verification
Ongoing assurance is gained during routine production that the process remains in a state of control.
Validation Services

8
Process Validation (FDA)
FMEA,
CPP/CQA
DOE
Process Control
IPC monitoringbatch records
Design FacilityQualification
Utilities/Equipment
ProcessPerformanceQualification
Process monitoringStatisticaltrending
Product &Process
Development
Stage 1Process Design
Stage 2Process Qualification
Stage 3Continued Process
Verification

Process Validation
Activities include:
– Validation of processes
– Change management
– Risk Management
– Document control
Validation Services

II. Design & Development
Define – Design Input
Develop – Design Output
Design Verification & Validation
Validation Services

D&D process
Validation Services
Technical Requirements(Medical Device)

Design Input
Validation Services

Broad / General
Often not quantified
End user
Intended use
Regulatory
Internal needs
Validation Services

Specific
Measurable
Conditioning of other TDI’s
As Early As Possible
Validation Services
TranslationRational
Why is the TDI applicable for the specific UR

Validation Services
TranslationRational
UR UR Type
TDI Translation Rationale Test Method
#

Design Input Record
Validation Services
UR UR Type
TDI Translation Rationale Test Method
#
Tube must be able to connect to vacuum port
User need
Tube length including connectors: 74.9: ± 3 cm
Feasibility studies indicated that a raw material tube length of 70 cm should be applied
DV protocol: Length measurement by means of ruler
System safety:Product connection strengths should be sufficient
Regulatory
The connection between the tube and the connectors must be able to withstand a static pull force of 15 N for at least a time of 15 seconds.
The specific load (force and time) is retrieved from EN ISO 1135-4.
DV protocol
Sterile package integrity must be maintained
Regulatory
Pouch seal minimum tensile strengthSeal strength for seals:Minimum seal strength should be 1.2 N/15mm
Requirement for patient safety ISO11607– 1 & -2
EN 868-5
Company SOP for seal strength
Primary packaging shall not have any holes.
Requirement for patient safety ISO11607– 1 & -2.
Company SOP
Seal Width minimal 6 mm. Requirement for patient safety ISO11607– 1 & -2.
Company SOP

Design Process
Validation Services

Design Process
Validation Services

The Design Output is the complete set of documentation that originates from the
design process and is needed to manufacture the designed product.
Records of design outputs can include specifications, manufacturing
procedures, engineering drawings, and engineering or research logbooks.
Validation Services
Prototypes should be equivalent to the ‘regular production units’

Design Verification & Validation
Validation Services

Validation Services
Documented evidence that the prototypes comply with the TDI’s
Every TDI must be covered
(physical, chemical, microbiological, functional and safety testing, biocompatibility,
shelf life, ……)
Worst case / Bracketing
Validated Test Methods
‘We did a good job - We designed the product well’
Technical Requirements(Critical Quality AttributesOf Medical Device)
Sterilization and PackagingRequirements

Baseline Design Verification: Tubes Medical Device
IDTechnical Design Input Result
Pass/Fail
Tube length including connectors: 74,9: ± 3 cm LTL: 74,35 UTL: 75,92
Pass
The connection between the tube and the connectors must be able to withstand a static pull force of 15 N for at least a time of 15 seconds.
N=59 (c=0) Pass
D-Value:With the chosen sterilization process the product will be sterile Sterility Assurance Level [SAL]: ≤ 10-6
BIs: no growthPass
Pouch seal minimum tensile strengthSeal strength for seals:Minimum seal strength should be 1.2 N/15mm
Pooled LTL: 3,14N/15mm Pass
Primary packaging (Multivac) shall not have any holes. N=59 (c=0)
Pass
Multivac seal width minimal 6 mm. N=59 (c=0) Pass
22

Design Transfer / Validation of Processes
Validation Services

Product / Process Development /
Innovation Design Transfer Production
Design Verification
Production Units
User Requirements
Design Validation
Prototypes
Validation of
processes
DI generation DO generation
Graph 1: Validation of processes
Design & Development
Note: Process Development activities and documents with an * are not mandatory
Validation of Processes
Validation Services

Validation of Processes
Validation Services
Stage 1
Process Development
Define Process:
- URS
- FS*, DS*
- VMP
-Traceability
Matrix*
Develop Process:
- Risk
Assessment
- Engineering
Study*
Stage 2
Process Qualification
Verify Process
- FAT*
- SAT*
- Supplier
Assessment*
Qualify Process
- IQ, OQ
- PQ, PPQ*
- VSR*
Stage 3
Continued Process Verification
Re-qualification
Process Control
Change Control
Note: Process Development activities and documents with an * are not mandatory

III. Process Validation
Risk Based testing
Sample size determination
Process Validation plan/protocol
Execution
Process Validation report
Case examples
Validation Services

Risk Based Testing
Risk Based Testing : ISO/FDA
Residual Risk Classification Table
Sampling plan for DV and PQ
Sampling plan for Production
Examples
– A Medical Device
– Reliability plot
– Distribution plot
Validation Services

Risk Based Testing ISO 13485 and the QSR (21 CFR 820)
Where appropriate, statistical techniques, shall be used for establishing, verifying and controlling the acceptability of product and process .
Sampling plans, when used, shall be established and maintained based on a valid statistical rationale to ensure that the sampling methods are adequate for their intended use.
Validation Services

Example Residual Risk Classification Table
Based on Risk Management Procedure in accordance with ISO 14971
Validation Services
Severity
Ranking Negligible
(1)
Minor
(2)
Serious
(3)
Critical
(4)
Catastrophic
(5)
Occurr
ence
Frequent
(5) Unacceptable Unacceptable Unacceptable Unacceptable Unacceptable
Probable
(4) Class II Class II Unacceptable Unacceptable Unacceptable
Occasional
(3)
Class III Class II Class I Unacceptable Unacceptable
Remote
(2) Class III Class III Class II Class I Unacceptable
Improbable
(1) Class III Class III Class III Class II Class I

Risk Based Testing
Sampling plan, example:
Validation Services
Data Type Risk
Class
Confidence Reliability, Probability of Conformance,
Population Percentage or Acceptable Quality
Limit
Variable
(reliability)
I
95%
99% Reliability
II 95% Reliability
III 90% Reliability
Attributive
(probability
analysis)
I
95%
99% Probability of conformance
II 95% Probability of conformance
III 90% Probability of conformance
Variable
(probability
analysis)
I 95% 99% Population percentage
II 95% Population percentage
III 90% Population percentage
Lot Acceptance
Sampling
I
AQL 1.0
II AQL 4.0
III AQL 6.5

Example Risk Management File: Process FMEA
Validation Services
Process Step FunctionPotential Hazard /
Hazardous Situation
Cause (Initiating
Event)Effect of Failure Potential Harm
Before Measures Control Method
(Prevention /
Detection)
After Measures
SEV OCC Total Risk Score SEV OCC Total Risk Score
Cutting tubes Cutting tube length
Component supplyTo deliver ordered
componentsIncorrect components
Human error, not
according to
specification
LeakageNo harm to patient.
User inconvenience1 2 Acceptable
Incoming goods
inspection
1 1 Acceptable
Components not as
specified
Substances leaching
from material
Toxic/allergic reaction
could lead to death5 1 ALAP 5 1 ALAP
Tube cutters Cutting tubes Wrong lengthHuman error, not
according to instructionKinking of tubes
No harm to patient.
User inconvenience1 2 Acceptable IPC 1 1 Acceptable
Outer sterile
packaging, rotating
sealer (Medipeel bag,
N/A for ATV Vacuum
Line)
Seal packagingimproper packaging
seal Wrong seal parameters Not sterile
Infection, result
possible sepsis which
could lead to death
5 1 ALAP
IPC
5 1 ALAP
DV&V
Validation of sterile
package
ETO sterilization ETO sterilizationETO not according to
specification
Human error, not
according to
specification
Not sterile
Infection, result
possible sepsis which
could lead to death
5 1 ALAP
Bio Indicator
5 1 ALAPETO indicator
Validation of sterile
package
Post conditioning Degassing of the setDegassing time not
within specification
Human error, not
according to
specification
EtO/ECH residue Toxic/allergic reaction
could lead to death5 2 Unacceptable
Validation of
sterilization process5 1 ALAP
Quarantine timeQuarantine time to
purge rest ETO gas
Quarantine time not
within specification
Human error, not
according to
specification
EtO/ECH residue Toxic/allergic reaction
could lead to death5 2 Unacceptable
Validation of
sterilization process5 1 ALAP

Performace Qualification PlanRisk Based Testing
Sample size
The confidence and reliability-levels of the various testing are based upon
the criticality of the failure mode:
Risk Class III: 95 % confidence / 90 % reliability
Risk Class II: 95 % confidence / 95 % reliability
Risk Class I: 95 % confidence / 99 % reliability
Validation Services

Sampling plan for PQ
Validation Services
Quality Attribute Risk Class Sample Size
(n)
Allowed non
conformances (c)
The degree of insertion of the
tubes after gluing II 59 0
Tubing length’s according
specification (DV&V test)III 29 0
Tube connections test and
over pressure tests (DV&V
test)
II 59 0
Correct configuration III 29 0
No kinks in tubing III 29 0
End control testing BMR 1 per lot 0

Performance Qualification Report
Validation Services
Quality Attribute Number of non
conformances
Sample Size
(n)
Conclusion
The degree of insertion of the
tubes after gluing 0 59 Pass
Tubing length’s according
specification (DV&V test)0 29 Pass
Tube connections test and
over pressure tests (DV&V
test)
0 59 Pass
Correct configuration 0 29 Pass
No kinks in tubing 0 29 Pass
End control testing 0 1 per lot Pass

Sampling plans in Production
Continued Process Verification:
Incoming Goods Inspection
In Process Control
Final Product Release Testing
Different tools:
Process capability (short term and long term)
Statistical Process Control:
– control charts
– statistical process control
– opportunities for process improvement.
Lot acceptance sampling (AQL) can be used if process capability not
sufficiently demonstrated
Validation Services
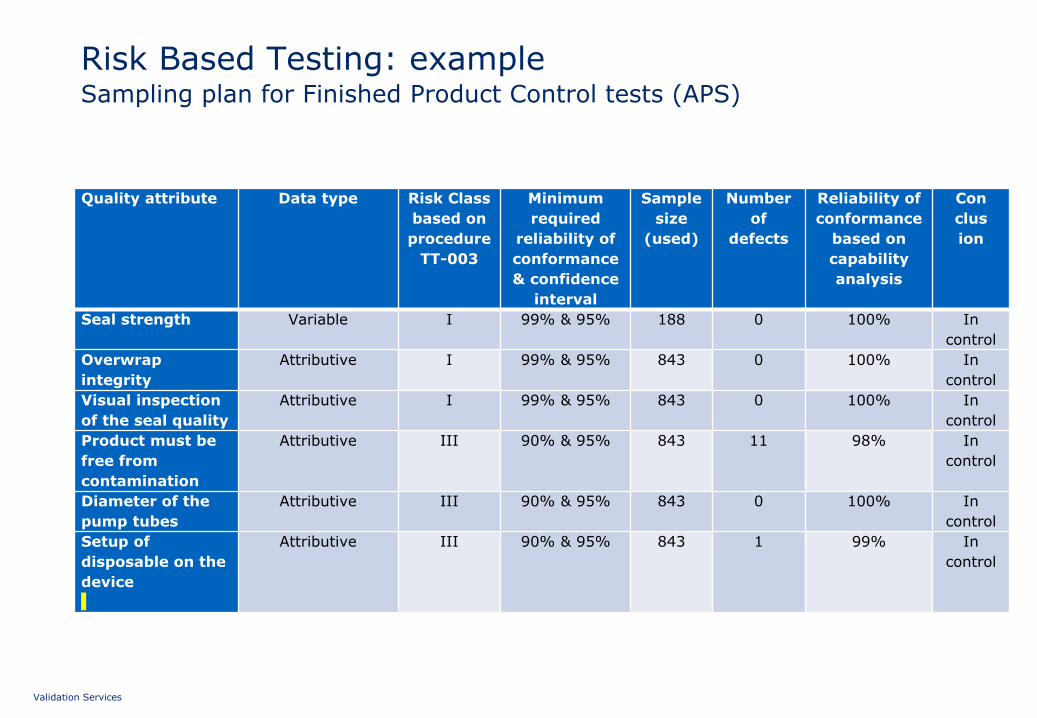
Risk Based Testing: exampleSampling plan for Finished Product Control tests (APS)
Validation Services
Quality attribute Data type Risk Class
based on
procedure
TT-003
Minimum
required
reliability of
conformance
& confidence
interval
Sample
size
(used)
Number
of
defects
Reliability of
conformance
based on
capability
analysis
Con
clus
ion
Seal strength Variable I 99% & 95% 188 0 100% In
control
Overwrap
integrity
Attributive I 99% & 95% 843 0 100% In
control
Visual inspection
of the seal quality
Attributive I 99% & 95% 843 0 100% In
control
Product must be
free from
contamination
Attributive III 90% & 95% 843 11 98% In
control
Diameter of the
pump tubes
Attributive III 90% & 95% 843 0 100% In
control
Setup of
disposable on the
device
Attributive III 90% & 95% 843 1 99% In
control

IV. Interactive Exercise
Using a real life example, participants will develop a
validation study using a risk based approach to determine
the sample size.
Validation Services

Example: new sealer
PQ protocol
– Similar to Design Verification protocol
– Risk Based Testing according to SOP
PQ report
– Similar to Design Verification protocol
– Risk Based Testing according to SOP
Validation Services