setting new standards final draft - ae-sys.com new standards final draft.pdf · setting new...
TRANSCRIPT

Alocit Australasia talk for Jubilee Conference
SETTING NEW STANDARDS
Introduction
Increasingly, products and services have to meet recognised standards in order to take their place in the modern world.
And, since we now recognise that selling sweets laced with opium, or train sets with 240-volt live rails was probably
misguided, it is generally accepted that such controls are a ‘good thing’ and a necessary part of commerce.
Standards work on many levels; they govern the toxicity of products released into the environment and the quality of the
food that we eat. Internationally, they allow companies and governments to work with common goals and materials and, in
their most basic form, they govern such things as surface preparation and the size of the blast media we use.
They are also used to differentiate between products. Standards for a given product type, for example, allow an Engineer to
judge what is best for his project, what level of protection he can expect, how long the work will take, how long it will last
– all based on known criteria, published standards and his own experience.
But, what if the same Engineer knows he has a problem to solve and is offered a solution which he has not come across
before and for which no relative standards exist, how can he compare chalk with cheese – what criteria should be used in
such a situation?
Enviropeel is a new system, offering solutions in some quite intractable areas - but merely offering an attractive solution is
not enough. This paper examines the process of introducing a new class of product, how existing criteria can be adapted to
measure its qualities against those that have preceded it and how new standards can be set that meet the needs of the
engineers and managers that want to use it.

Measuring Up
Comparing like with like
Enviropeel is a corrosion-inhibiting sprayable thermoplastic polymer (CIST) and, because CIST application is a new way
of providing protection, it has to be compared with other solutions to see how it measures up. If we look at the
application’s original target substrate, a bolted system like a flange, there are a number of products offering a cure for its
ailments. Bolt caps, flange protectors, tape wraps, shrink wraps - it’s a long list, because flanges have a lot of problems, but
the majority only offer partial solutions, so, while one component may be protected, other parts are left to rot away.
pic rusting multi-flange system with bolt caps
Traditional coating solutions may offer temporary respite but require constant maintenance and can never work where
corrosion already exists within a working system. Tape wraps do offer a whole system approach, but problems of
accessibility and disposal make them impractical for multi-flange systems.
In order for comparisons to be made between such disparate solutions, some form of protection standard which could be
applied to each system would have to be devised.

Engineers want measurable solutions, a graph that defines, for example, film thickness against longevity, with predictable
results. And they don’t want to be caught up in a ‘hardware/software’ argument - or in the case of protective coatings,
preparation and application v. product performance. Equally, a manufacturer making assertions about product performance
has to be able to measure that performance against standards that customers will understand. So how, if a product is not
obviously the same as other products in the market, can a rational assessment be made?
Testing under standard conditions, ASTM testing for example, is one way of pointing to performance specifics. During the
development of Enviropeel, the material was tested in many ways, its reaction to UV (ASTM G53-96), film integrity
Test piece from 3000 hour ASTM B117 showing protected and unprotected areas
(ASTM G62-87), hot salt fog testing (ASTM B117-97) cryogenic testing, immersion testing - it’s another long list - but no
matter how long the list, tests like these are only indicators, there is no ASTM test for the performance of sprayable
thermoplastics against corrosion - at least, not yet!
Standards - a blessing or a curse?
For a manufacturer, testing standards are both a blessing and a curse. As a Group, Alocit has had considerable experience
in America with lists of required tests for approval of its coatings by the US Navy. For bilge coatings, which come under
Performance Specification Mil PRF 23236C, there are 19 classes, 8 types and 4 grades to choose from and you can see
how many ASTM tests this involves.

23236 ASTM test list
The curse is the number of tests that need to be undertaken, the blessing is that, once you have ticked all the boxes, you’re
approved. The number of tests may explain why an Alocit coating is one of only two approved for use in bilge areas –
getting all the boxes ticked is a long and expensive process.
Yet, even after all this, the real test comes when the product is used. In the case of the coating above, reports from
applicators and inspectors speak of ease of use, low odour and excellent performance characteristics - but there are few
objective tests for these - this is where experience has a key role to play in product selection and it is measuring such
performance characteristics in an objective way that I will come to later with regard to Enviropeel.
There are some advantages if you have a product that doesn’t fit into a standard category. For Enviropeel, the fact that
there is no Performance Specification in which it has to fit has meant that, when the US Coastguard, who closely follow
Navy specifications, saw that it was a product which had a lot to offer them, they were free to try it anywhere they saw a
potential benefit. Once the system had satisfied their strict environmental criteria, applications could go ahead.

Bolt caps on the USCG Cutter Healey
Nevertheless, we were fortunate that the Coastguard immediately understood the potential of a sprayable thermoplastic
and, because they had a serious problem for which they had no other solution, they were willing to experiment. In the
mining industry, here in Australia, a similar willingness to think outside the box has seen, over the past three years,
progress from application on small stored items to the specification of Enviropeel for conveyor bearing protection by BHP
Billiton and widespread adoption of the system by other companies.
But a manufacturer cannot rely on the vision of others to develop its business, customers want facts, history and, above all,
guarantees that what they choose will give them a return on their investment. It used to be said that nobody would lose
their job for specifying IBM, implying that there are risks in trying something new, and we operate in an environment that
is increasingly risk-averse. So, it is in a company’s interest to show that, far from taking a risk, there are great benefits to
be gained from using its products and part of this process, at least as far as Enviropeel is concerned, is to create a ‘box’ into
which it can be put, a definable, measurable category that meets the needs of conservative consultants and specifiers.
New Standards
The key difference between the solution offered by a corrosion-inhibiting sprayable thermoplastic and other solutions for
problems in bolted systems is its multi-functionality.

Bulleted list system properties
It is the whole system approach, together with the dual, active/passive performance, that sets the new standard for bolted
system protection. The fact that it is a new approach was recognised by DNV in 2001 when they contacted Enviropeel
about becoming part of their long-term bolting materials testing programme. This programme, testing for which started in
2003, is to be over 10 years and is with the participation of DNV, ConocoPhilips, BP, Enviropeel and Nexans.
Surprisingly enough, at least to me, although there are all sorts of standards for bolt materials and coatings, the prime
motivation for the programme was that the performance of bolted systems has been subject to very little systematic
research, although some work has been done on bolting materials and coatings. In many cases, design engineers have had
to rely on a manufacturers’ claims for bolt performance statistics without a full understanding of how a system using such
fastening materials would react in all environments. For example, an oil company with excellent results using PTFE on a
phosphate primer in the Middle East, found that this coating system was ineffective in the North Sea.
It was felt by DNV that, although the main focus of the programme was to test bolting materials for optimum performance
in marine conditions, so many failures were occurring that it was also important to seek remedies in situations where
corrosion had already taken place, and be able to provide on-site protection for existing systems where problems were
likely to occur; hence the inclusion of Enviropeel in the programme.
Test piece rack
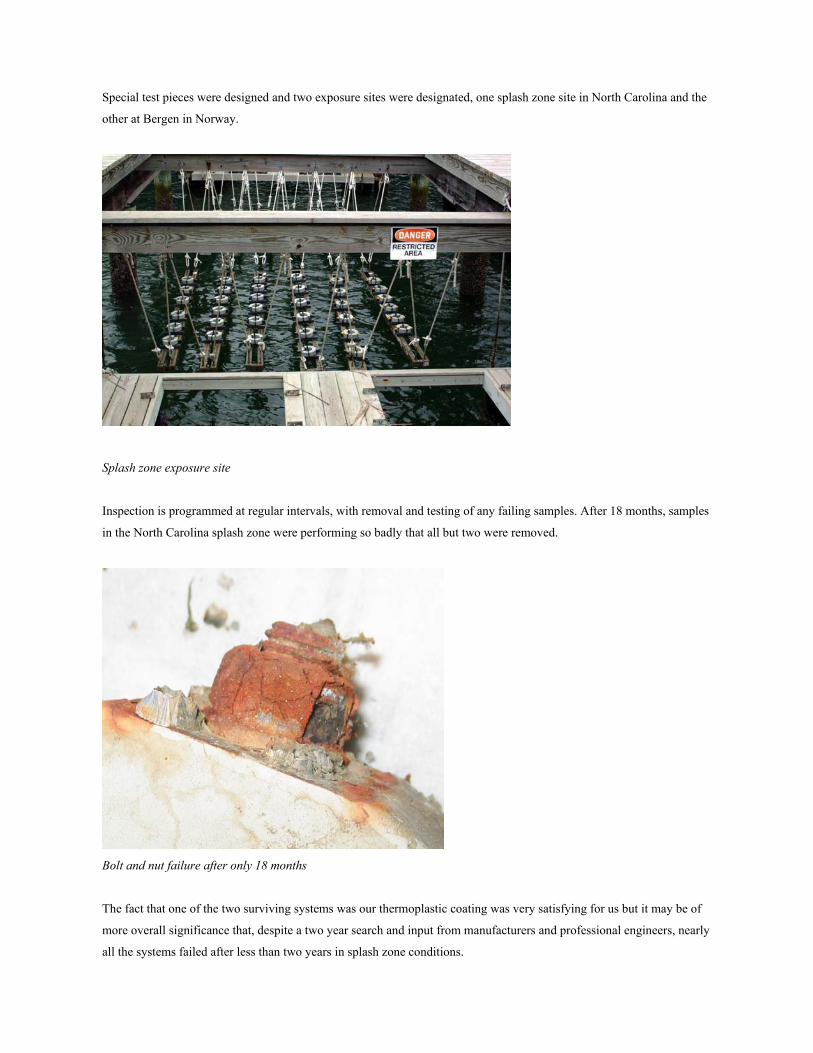
Special test pieces were designed and two exposure sites were designated, one splash zone site in North Carolina and the
other at Bergen in Norway.
Splash zone exposure site
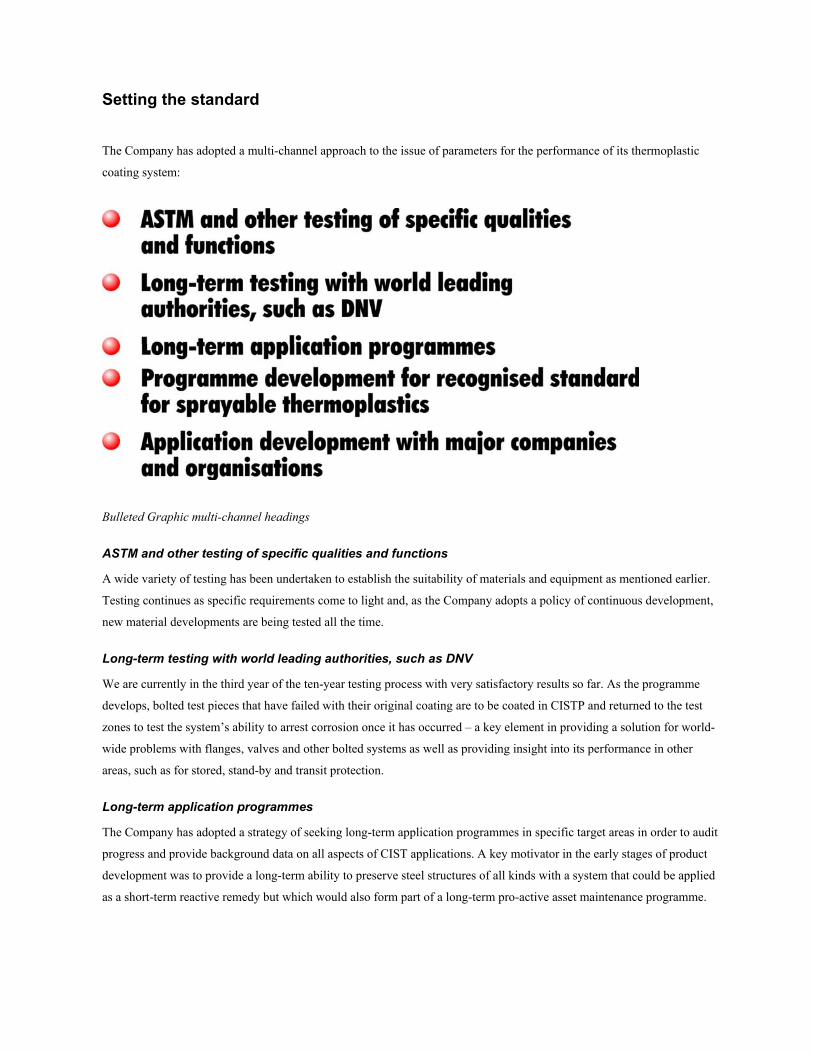
Inspection is programmed at regular intervals, with removal and testing of any failing samples. After 18 months, samples
in the North Carolina splash zone were performing so badly that all but two were removed.
Bolt and nut failure after only 18 months
The fact that one of the two surviving systems was our thermoplastic coating was very satisfying for us but it may be of
more overall significance that, despite a two year search and input from manufacturers and professional engineers, nearly
all the systems failed after less than two years in splash zone conditions.

Back to basics
These findings confirmed the Company’s belief, that a new approach to corrosion protection and standard setting is
required, one based on system performance rather than that of individual components. Of course, even the simplest flange
is subject to a complex range of forces and it would be a very complex design calculation that allowed for all the material,
component and environmental factors - as well as the accountants’ bottom line.
How much better it would be if such a system could be designed on the basis of system requirements without taking into
account environmental factors?
There are, of course, more reasons than just corrosion for flange failure. The most common cause for failure in bolts is
fatigue cracking – and this can be as a result of a number of factors, wrong preloading, poor connection design or improper
assembly. Corrosion fatigue, hydrogen embrittlement, stress corrosion cracking – it’s another long list but, no matter how
much we would like to have a panacea for every possible situation, it is certainly beyond the scope of a coating, applied
after manufacture and assembly, to be able to address all these problems!
Yet, if we examine a number of the factors involved, we can see that the effects of corrosion have to be taken into
consideration at all levels. An assembly of separate components, which would almost certainly be of different materials,
would be prone to galvanic corrosion. Thus the bolt material would need to have a free corrosion potential that is more
positive than the base material of the flange, otherwise the corrosion effect on the much smaller surface area of the bolt
would be severe.
Typical corrosion on flange bolts

In fact, in the offshore industry, despite awareness of the importance of compatible materials, there has been increased use
of corrosion resistant alloys in piping systems but, because compatible bolt materials are often unavailable, low alloy steel
[ASTM A193 B7] bolts are in common use. Severe, rapid corrosion of a B7 bolt will result unless isolating sleeves can be
installed and constant vigilance is required in a system where such incompatibilities exist.
This table shows a typical group of candidate bolting materials and the likely corrosion effect that would result from their
use.
Bolt material diagram
If galvanic corrosion is the most likely mechanism for the acceleration of damaging corrosion in bolted systems, other
factors also exist. Pitting, crevice corrosion and stress corrosion cracking all need to be taken into account, even for
corrosion resistant alloys, and, where coating systems are used to protect low alloy materials, damage to the coating from
stress in use or during assembly is common.
Corrosion affects the system in two ways: Primary safety risk, by reducing the load-bearing ability of the bolt and hence
the integrity of the system - with high potential for human, environmental and economic damage, and secondary economic
risk from the economic and production consequences of seized bolts and the need to cut them out.
Thus, eliminating corrosion as a factor in the consideration for bolted system survival would be a significant breakthrough
in both safety and economics and, if such a breakthrough was concomitant with a reduction in environmental impact, it
would seem an extremely worthwhile objective. Yet the introduction of sprayable thermoplastics appears to offer just such
a combination and it is quantifying the value of this approach that is of such importance for its general acceptance.
Setting the standard
The Company has adopted a multi-channel approach to the issue of parameters for the performance of its thermoplastic
coating system:
Bulleted Graphic multi-channel headings
ASTM and other testing of specific qualities and functions
A wide variety of testing has been undertaken to establish the suitability of materials and equipment as mentioned earlier.
Testing continues as specific requirements come to light and, as the Company adopts a policy of continuous development,
new material developments are being tested all the time.
Long-term testing with world leading authorities, such as DNV
We are currently in the third year of the ten-year testing process with very satisfactory results so far. As the programme
develops, bolted test pieces that have failed with their original coating are to be coated in CISTP and returned to the test
zones to test the system’s ability to arrest corrosion once it has occurred – a key element in providing a solution for world-
wide problems with flanges, valves and other bolted systems as well as providing insight into its performance in other
areas, such as for stored, stand-by and transit protection.
Long-term application programmes
The Company has adopted a strategy of seeking long-term application programmes in specific target areas in order to audit
progress and provide background data on all aspects of CIST applications. A key motivator in the early stages of product
development was to provide a long-term ability to preserve steel structures of all kinds with a system that could be applied
as a short-term reactive remedy but which would also form part of a long-term pro-active asset maintenance programme.

Working on the joint Chevron/Conoco platform, the Britannia, in the North Sea, both in terms of application for the last
three years and Applicator development for more than a year prior to the first applications, has allowed an unparalleled
continuity of development. As with the US Coastguard, Britannia had a particular problem that they needed to solve and
were prepared to look at innovative solutions because everything they had tried had failed.
In Britannia’s case, manufacturing faults on bolts supplied for the construction of the pipeline infrastructure had caused
them to fail in as little as six months. With a particular problem on the smaller flanges and valves because of the
disproportional effect of corrosion on low-diameter connections, a rolling programme of applications was started on all
bolted connectors on 4 inch nominal pipes and below.
Application on Britannia after two years
At first the Britannia operators kept a watching brief to see if Enviropeel lived up to its claims. After the first year,
everybody was very happy with what had been accomplished and when, during the second year of the project, some
applications from the previous year were stripped off and the substrates examined, it was clear that coating performance
was excellent.
Although the Britannia project had not arisen out of the connection with the DNV bolting programme, because
ConocoPhilips were involved operationally on the platform and as committee members in the bolting tests, it was decided
that a review of the practical experience on the platform could be usefully included in the long-term tests.

Data collection from Enviropeel applications, in the form of daily reports and photography, where permissible, had always
formed part of the Company’s asset-maintenance strategy. With advice from DNV, the system was refined and now
individual applications are tagged, timed and dated with operational and weather data for every one, with photography of
every stage of application on representative samples for each day.
Pic report sheet and tag
Data recording of this type now forms part of every Enviropeel application
Programme development for recognised standard for sprayable thermoplastics
As indicated earlier, it is the Company’s intention to provide a functional standard for CIST applications that can be
accepted internationally. A joint DNV/Enviropeel programme is currently being developed to provide performance
benchmarks for consultants and engineers based on standardised tests with bolted systems, these should be available in
2006.
Application development with major companies and organisations
Much of the focus of this presentation has been on bolted system protection because of the particular problems that such
systems present. But the Company philosophy of providing flexible ‘whole system protection’, whether it be for flanges
offshore, stored engineering products or standby equipment, has lead to unexpected developments.
Working with BHP Billiton and Dampier Salt in Western Australia, Robil Engineering, who pioneered the use of
Enviropeel in Australia, have been able to establish the remarkable ability of CIST to not only prevent corrosion but also
the ingress of contaminants and abrasives into rotating systems such as bearings. Following a three-year testing programme
Enviropeel has been specified for the protection of conveyor bearings at BHP Billiton and Dampier, who are part of the
Rio Tinto Group. During the test period stored equipment failures were reduced from 40+ % to zero and conveyor
bearings, which had been averaging 9 months between failures, are now expected to last more than three years, with no
bearing failures reported since CIST applications began.

Table of BHP/Dampier test results
In fact the Robil results were so outstanding that they won the Engineers Australia 2005 Small Company Project
Engineering Excellence award!
Conclusion
Enviropeel and its corrosion-inhibiting sprayable thermoplastic system is well on its way to establishing that taking a
broader view and working to protect a system as a whole rather than a sum of its parts is a worthwhile objective. That
specific criteria need to be met is understood, but the adoption of a more integrated, holistic approach offers significant
advantages where one solution can be shown to be effective for a variety of problems. Prolonging system life cycles
already provides sound economic justification for the use of systems like CIST but significant reductions in hazard to
personnel, as well as increased environmental safety should make it a priority.
Tim Davison
Alocit Australasia Limited
112 Stirling Highway
Nth Fremantle
WA 6159
Tel: 08 943 33339
Fax: 08 94332336