sf03 - functional safety standards and the changing compliance landscape
TRANSCRIPT

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
PUBLIC INFORMATION
Functional Safety and the Changing Compliance Landscape

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 2
Agenda
Closing & Wrap-up
How can you confirm that you are compliant
Trends in Safety
OSHA Requirements
History of Safety
What is functional safety

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
History of Safety in USA
1877 – Massachusetts, required guarding of belts, shafts and gears
1890 – Nine US states required machine guarding
1930 – All US states had established job-related safety laws
1934 – Bureau of Labor Standards (F. D. Roosevelt - Frances Perkins)
Promote safety and health for working men and women
1970 – Occupational Safety and Health Act (William Steiger’s Act)
1981 – Lost Workday Incident Rates policy established by OSHA
1991 – EN 292 – Basic Concepts of Machine Safety
1996 – EN 954 and EN 1050 – Machinery Safety
3
Safety has been around long before OSHA and all states had laws to protect people in the 1930’s.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 4
Agenda
Closing & Wrap-up
How can you confirm that you are compliant
Trends in Safety
OSHA Requirements
History of Safety
What is functional safety

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
In 1970 the William Steiger Act became law!
1970 Williams Steiger
Occupational Safety and Health Act
Purpose: The Congress declares it to be its purpose and policy ... to
assure so far as possible every working man and woman in the Nation safe
and healthful working conditions and to preserve our human resources.
Check out their website on www.osha.gov

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Employer Requirements Defined by OSHA
OSHA requires that each employer shall furnish to each of his employees employment and a place of employment which are free from recognized hazards that are causing or are likely to cause death or serious physical harm to his employees.
OSHA specifies minimal standards, and offers little, if any, assistance in compliance solutions.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED Copyri
ght ©
7
OSHA Enforcement - Section 6
(a) “...the Secretary shall...by rule promulgate as an occupational
safety or health standard
any national consensus standard, and
any established Federal standard,
unless he determines that the promulgation of such a standard would not result in improved safety or health for specifically designated employees…”
• The legal effect of incorporation by reference is that the material is treated
as if it were published in full in the Federal Register (5 U.S.C. 552(a)).
• When a national consensus standard is incorporated by reference in
one of the subparts, that standard is considered the law.
OSHA - Incorporation By Reference

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
8
Some key standards to recognize!
Initials Sponsoring Organization Scope
ANSI American National Standards Institute U.S.A.
AS Australia Standard Australia
ASME American Society of Mechanical Engineers U.S.A.
ASSE American Society of Safety Engineers U.S.A.
NR-12 Brazilian Safety Standard Brazil
CSA Canadian Standards Association Canada
EN European Norm European
Community
IEC International Electro-technical Commission Global
ISO International Organization for Standardization Global
NFPA National Fire Protection Association U.S.A.
GB Chinese Safety Standard China
PMMI Packaging Machinery Manufacturer’s Association U.S.A.
RIA Robotic Industries Association U.S.A.
In the US ANSI publishes a list of standards that must be followed. In Europe EN standards are
followed. There are also International standards that outline global requirements.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED Copyri
ght ©
OHSA/US Standards Hierarchy
OHSA Machine Safety
CFR29 Part 1910
Machine Safety - General Safety
Requirements
ANSI B11.0
Machine Safety - Principles for Risk
Assessment
ANSI B11.TR3
Machine Safety - Selection of
Programmable Electronic Systems
(PES/PLC) for Machine Tools
ANSI B11.19
Electrical equipment of machines
ANSI/NFPA 79

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
EN/ISO Machinery Directive & Standards Hierarchy
The Machinery Directive 2006/42/EC
Machine Safety - Basic concepts
EN/ISO 12100
Machine Safety - Principles for Risk
Assessment
EN/ISO 14121
Machine Safety -
safety-related
parts of control
systems
EN/ISO 13849-1
Non-electrical and
simple electrical
Machine Safety - Electrical equipment of
machines
IEC 60204-1
Machine Safety -
Functional safety
of EEPES control
systems
IEC 62061

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED Copyri
ght ©
EN/ISO and OHSA/ANSI Standards Hierarchy Comparison
OHSA Machine Safety
CFR29 part 1910
Machine Safety - General Safety
Requirements
ANSI B11.0
Machine Safety - Principles for Risk
Assessment
ANSI B11.TR3
Machine Safety - Selection of
Programmable Electronic Systems
(PES/PLC) for Machine Tools
ANSI B11.19
Electrical equipment of machines
ANSI/NFPA 79
European Machine Directive 2006/42/EC
Machine Safety - Basic concepts
EN/ISO 12100
Machine Safety - Principles for Risk
Assessment
EN/ISO 14121
Machine Safety -
safety-related
parts of control
systems
ISO 13849-1
Non-electrical and
simple electrical
Machine Safety - Electrical equipment of
machines
IEC 60204-1
Machine Safety -
Functional safety
of EEPES control
systems
IEC 62061

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
What does this mean to us? What are the steps?
Step 1 - Defines the
Requirements
Step 2 – Defines the
methods
to follow for risk
assessment & reduction
Step 3 – Defines the
assessment process
Step 5 – Defines the
requirements for electrical
design
The European & North American the machinery
directives & OSHA outline the general
requirements that shall be followed.
ANSI B11.0 & ISO12100 outline the
requirements for risk assessments and risk
reduction.
ANSI B11.19 & ISO13849 and IEC 62061
outline the design requirements of the safety
control system.
IEC/NEC/NFPA standard s address the design
requirements for electrical control panels.
Step 4 - Defines the
design requirements and
methods

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 13
Agenda
Closing & Wrap-up
How can you confirm that you are compliant
Trends in Safety
OSHA Requirements
History of Safety
What is functional safety

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Trends in Safety
In recent years there has been a move towards globalizing & harmonizing safety standards. This has resulted in many countries adopting or referencing international standards.
The new standards are called “Functional Safety Standards” because they look at how well the safety system needs to perform.
Performance is now being measured in terms of Performance Levels and Safety Integrity Levels.
Employers and equipment manufacturers are encouraged to use risk assessments to determine the required system performance and are encouraged to do design verification calculations to verify that their design is adequate. (There was no way to do this in the past).

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Evolution of Safety Systems
15 Copyright © Rockwell Automation, Inc. All rights reserved.
1960 1970 2000 Future1980 1990
You invest a safety system to protect people. You invest in advanced safety technologies to enhance
machine performance.
2010
Legacy• High Productivity
• Low Safety
• No Assessment
• No Guarding
Initial Safety• Lower Productivity
• Medium to High Safety
• Hazard Assessment
• Fixed Guarding
Modern Safety• High Productivity
• High Safety
• Risk Assessment
• Modern Guarding
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 16
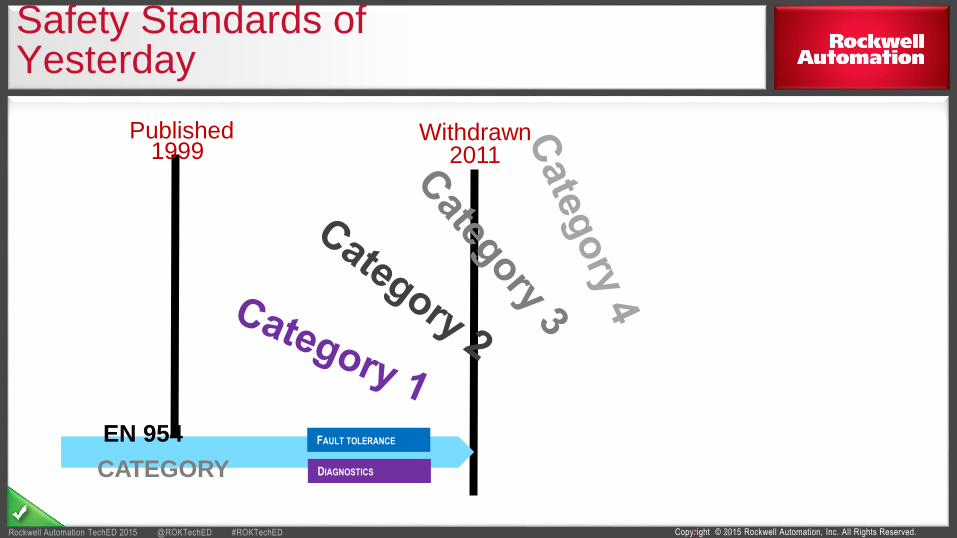
Safety Standards of Yesterday
Withdrawn
EN 954
CATEGORY
FAULT TOLERANCE
DIAGNOSTICS
1999 2011Published

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
EN954-1 was withdrawn because it did not address modern technologies!
EN954-1 did not address all of the technologies that
exist today and did not tell us how to apply those
technologies in a safety-related way?
EN 954 was developed for basic electro-mechanical
devices & systems (Relays/Contactors/Etc.).
ISO 13849 & IEC 620161 are standards that were
developed for all technologies including solid-state
products. (Safety PLC’s/Controllers/Drives/Servo’s)17

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 18
Safety Standards of Today were published in 2005/6
EN954
Withdrawn
2011
2005/6Published
EN 954
CATEGORY
FAULT TOLERANCE
DIAGNOSTICS
IEC/EN 62061 SIL FSM
SYSTEMATIC
SRSEN ISO 13849 PL
RELIABILITY
FAULT TOLERANCE
DIAGNOSTICS

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 19
EN954
Withdrawn
2011
2005/6Published
EN 954
CATEGORY
FAULT TOLERANCE
DIAGNOSTICS
Dec 2016
IEC/IS
O
17305PL
The Safety Standard of the Future
DIAGNOSTICS
IEC/EN 62061 SIL FSM
SRS
SYSTEMATIC
RELIABILITY
FAULT TOLERANCE
EN ISO 13849 PL

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Why are the 2 standards being combined?
Because there is overlap & duplication between the 2
standards.
To simplify the selection and design process.
To take advantage of the benefits of the 2 standards.
To have 1 uniform standard for global use.
ISO13849 IEC62016
IEC/ISO17305

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Key Dates for 17305!
One Global Safety Standard
Initial Publication

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
There is also a new standard for door interlocking devices.
22
This happened because there are so many interlock device types and so many technologies as there was no direction for implementation or design.
The new standard outlines the requirements for the design& implementation of interlocking devices.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
ISO14119 covers the requirements for selection,
installation, design and control of interlocking devices.
23

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 24
Agenda
Closing & Wrap-up
How can you confirm that you are compliant
Trends in Safety
OSHA Requirements
History of Safety
Introduction to Functional Safety

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
ComplianceProductivityPerformance Profits
Functional safety is a new term that is being used in the industry to
look at how well the safety system needs to perform/function.
What is Functional Safety?

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
The Changing to Functional Safety
ISO 13849-1PL
IEC 62061SIL
ISO 13849-1 and IEC 62061 are known as functional safety standards.
These standards use terms like Performance Levels and Safety Integrity
Levels.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
The differences in the new standards
Page
27
EN 954 EN ISO 13849 IEC 62061
Electrical Control
Circuits
Control circuits all technologies :
• Electrical/Electronic/Prog. Elec.
• Pneumatic
• Fluids
• Hydraulic
Control circuits all technologies :
• Electrical
• Electronic
• Programmable Electric
Safety Categories B,
1, 2, 3 & 4
Performance Levels PLa to PLe Safety Integrity Levels SIL1 to SIL3
SIL4 is not allowed for machine safety
Safety provided by
the structure of the
control circuit
Safety provided by:
• The architecture/categories
• The reliability/MTTFd, B10d
• The diagnostic coverage/DC
• Common causes failures/CCF
Safety provided by:
• The architecture/categories
• The reliability/MTTFd, B10d
• The Safe Failure Fraction/SSF
• Common causes failures/CCF
Draw a diagram
(schematic)
Draw a diagram, select components
& design verification
Draw a diagram, select the electrical
components & design verification

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED Copyri
ght ©
ISO 13849-1 Explanation
ISO 13849-1 is the result of improvements to the old EN-954-1 standard. EN954 was developed for simple electro-mechanical devices. ISO13849 allows for the use of solid state devices!
ISO13849 introduces new design concepts that provide guidance on the design and integration of safety components to meet required performance levels (PLr).
Required Performance Levels (PLr) is determined by doing a risk assessment!
Category Performance Level
A performance Level is an improved Category!

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Categories still exist but only as a subpart of ISO13849!

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechEDCopyright © Rockwell Automation, Inc. All rights reserved. 30
Categories are still the major piece of the puzzle
but there are additional factors.
30
CAT
B/1CAT 2
CAT 3 CAT 4 (higher diagnostic coverage that CAT 3)

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Structure + Reliability + Monitoring = Safe
Systems
31
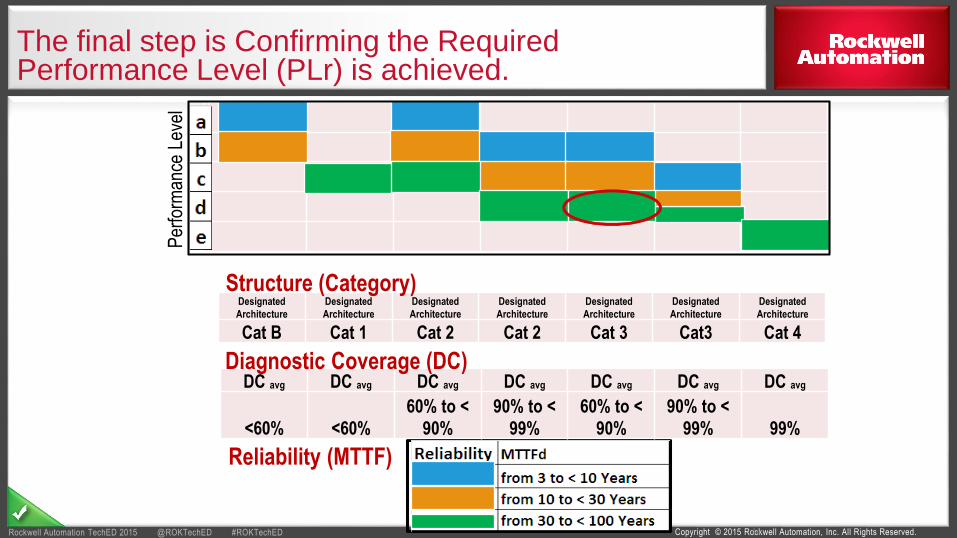
MTTFd Mean Time to Dangerous Failure
Low 0 -10 Years
Medium 10-30 Years
High 30-100 Years
DC Diagnostic Coverage = Detected Dangerous Failures / All Dangerous Failures
None DC > 60%
Low 60 < DC = 90%
Medium 90 < DC = 99%
High DC < 99%
We have to calculate Reliability and DC to verify the design.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 32
a
b
c
d
ePer
form
ance
Lev
el
Designated
Architecture
Designated
Architecture
Designated
Architecture
Designated
Architecture
Designated
Architecture
Designated
Architecture
Designated
Architecture
Cat B Cat 1 Cat 2 Cat 2 Cat 3 Cat3 Cat 4
DC avg DC avg DC avg DC avg DC avg DC avg DC avg
<60% <60%
60% to <
90%
90% to <
99%
60% to <
90%
90% to <
99% 99%
Structure (Category)
Diagnostic Coverage (DC)
Reliability (MTTF)
Confirming PLr is achieved by…Balancing Structure, Reliability and Diagnostic Coverage

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 33
Agenda
Closing & Wrap-up
How can you confirm that you are compliant
Trends in Safety
OSHA Requirements
History of Safety
What is functional safety

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
By following the standards!
Companies have 2 choices when dealing with machine safety.
Choice 1 – Lock-out/Tag-out
(Also known as Energy Isolation)
Choice 2 – Alternative means
(Also known as Machinery Safety)

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Most companies are mapping job tasks to
determine when to use LOTO or Alternative Means.
Machine Maintenance Regulation: Lockout / Tagout or
Energy Isolation
Requirement: Release stored energy
Tasks: Isolation of Mechanical / Electrical Equipment for Service and Maintenance
Production Operation Regulation: Machine Guarding or
alternative protection means
Requirement: Protect operators from machine production hazards
Tasks: Operator Interaction for Regular Machine Production
Alternative means can be used for production and minor servicing tasks if they are
routine, repetitive and integral to the operations of the machinery!.
Minor Servicing Exception
• minor jams, minor tool changes & adjustments, exchange
Regulation: Machine Guarding or alternative protection means
• Requirement: Protect operators from machine production
hazards when performing minor servicing
• Tasks: Minor servicing such as clearing of work piece, etc.
Minor Service
Exception to Lockout Tagout
Must provide alternative
Measures that offer effective protection

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Lock-out/Tag-out or Energy Isolation Purpose
The purpose is to protect against the consequences of unexpected "energization" or start-up of mechanical systems, or the release of stored energy.
36
• An employee is required to remove or bypass a guard or other safety
device.
• Anytime an employee is required to place his or her body into a
hazardous area of a machine.
The standards say Lock-out Tag-out will be followed when:

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
There is an exception to Lock-out Tag-out!
Note of Exception:
Minor tool changes and adjustments, and other minor servicing activities, which take place during normal production operations, are not covered by this standard if they are routine, repetitive, and integral to the use of the equipment for production, provided that the work is performed using alternative measures which provide effective protection.
“Alternative Measures” include machine safeguarding and should be determined thru the use of a risk assessment.
37

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
What is Routine, Repetitive & Integral according to ANSI Z244.1!
When the tasks are routine, repetitive and integral to the production process or traditional lockout/tagout prohibits the completion of those tasks, alternative methods of control that provide effective personal protection shall be used.
Note: Tasks that are routine, repetitive and integral to production generally exhibit most of the following characteristics:
Short in duration
Relatively minor in nature
Occur frequently during the shift, day or week
Usually performed by operators, setup, service or maintenance personnel
Do not involve extensive disassembly
Represent predetermined cyclical activities
Expected to occur regularly
Minimally interrupt the production process
Exist even when optimal operating levels are achieved
Require task-specific personnel training
The reason for intervention is to sustain the machine, equipment or process continuity within the nominal performance range and output quality. This usually occurs when the machine, equipment or process is operating normally and the need for periodic service or adjustment is predictable.
38

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
ANSI also defines the requirements for the circuits that
are to be implemented!
As comprehensive as LO/TO may be, the standard also allows for both alternative methods and industry-specific examples to achieve worker safety.
Depending on circumstances and the type of equipment used, ANSI Z244.1 lists five alternative methods: engineered safeguards, warning and alerting techniques, administrative controls, training and personal protective equipment. The following describes the alternate use of dedicated safety equipment as a method to control hazardous energy.
ANSI Z244.1 defines a dedicated safety system as a system with dual-channel, low-voltage safety switches. It uses redundant circuits and monitoring by safety interface modules to provide control reliable operation.
39
This is the reason that many companies selected Category 3/PLd as a minimum unless otherwise determined by a risk assessment!

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
How do you apply alternative measures?
Alternative measures should be determined by the use of a safety or risk assessment.
The assessment will determine the task and hazard pairs.
The assessment will determine the required system performance .
The assessment will also suggest possible mitigation solutions.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 41
The first step in the safety design process
is doing a Risk Assessment!
Risk Analysis to Determine the Requested Performance Level PLr.
For our example the result of S3+E2+A1 = High = PLd & Cat3.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
The second step is determining the functional requirements of the system.
This would include determination of the possible mitigation techniques for every task in every mode of operation.
These mitigation techniques could include determination of the products that are required to deliver the mitigation technique.
These products are combined into Safety Functions that include input, logic and output devices.
Copyri
ght ©
+ + =Safety
Inputs
Safety
Logic
Devices
Safety
Outputs
Complete
Safety
Functions
A machine may have 1 or multiple Safety Functions depending on complexity and the required
performance.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
The next step is selecting the components that are
required to complete each safety function.
43
Inputs Logic Outputs+ + =Complete
Safety
Function
Safety Functions are the result of the combination of input, logic and output components/hardware!
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 44
a
b
c
d
ePer
form
ance
Lev
el
Designated
Architecture
Designated
Architecture
Designated
Architecture
Designated
Architecture
Designated
Architecture
Designated
Architecture
Designated
Architecture
Cat B Cat 1 Cat 2 Cat 2 Cat 3 Cat3 Cat 4
DC avg DC avg DC avg DC avg DC avg DC avg DC avg
<60% <60%
60% to <
90%
90% to <
99%
60% to <
90%
90% to <
99% 99%
Structure (Category)
Diagnostic Coverage (DC)
Reliability (MTTF)
The final step is Confirming the Required Performance Level (PLr) is achieved.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED 45
Agenda
Closing & Wrap-up
How can you confirm that you are compliant
Trends in Safety
OSHA Requirements
History of Safety
What is functional safety

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
The perspective has changed because the
methods have changed!
In the past OEM’s and End Users saw safety as counterproductive.
But now they believe that a properly implemented safety system
increases productivity and safety!

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
future
present
past
• Modular Relay Systems
and controllers
• Easy to Apply
• Easy to trouble-shoot
• Diagnostics at the relay and
at local diagnostic screens
• User friendly
• Safety Relays Systems
• Cumbersome
• Difficult to Apply
• Difficult to Trouble-shoot
• Diagnostics at the relay
• Often Bypassed
• Less Productive
The reason is that safety has evolved with new technologies.
• Safety PLC Systems
• Flexible
• Easy to Apply
• Easy to trouble-shoot
• Local diagnostics
• Task Oriented
• User friendly
New technologies and technique make machines safer and more productive!
Productivityenhancing!

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Companies are combining safety and standard control into
smart systems that enhance performance.
In the past, safety and production control systems shared little, if any information
Harmonizing your safety and production control systems offer tremendous opportunities to improve productivity
Shared diagnostics on common HMI for faster troubleshooting
Safety system that changes parameters based on the state of the production system
Zone control to enable continued production flow when one zone is shut down
Better shut down and restart of production systems after a safety event
Operating
Equipment
Control
System
Safety
System
• A machine control strategy that includes both
safety and production control systems– Purpose of production system is to produce
– Purpose of safety system is to protect

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Contemporary safety brings things together!
ControlLogix® chassis
PowerFlex® 755
Armor®
Block I/O
EtherNet/IP™
PV+ EOI
Safety
RelaySafety
Relay
Stratix 8000
E
T
A
P
POINT I/O™
Safety System
An ethernet
switch may
not be
required.
Safety
functionality
can now be
integrated
into
GuardLogix.
Data &
diagnostics
can be
displayed on
one HMI.
Benefits
Information enabled.
Fewer components.
Less training.
Streamlinedmaintenance.
Optimalconnectivity with multiple networks.
Kinetix®
6000
DeviceNet™
Safety relays
& contactors
may not be
required.

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechEDCopyright © 2011 Rockwell Automation, Inc. All rights reserved. 50
Rockwell Automation® Safety Services Overview
Present State Analysis & Budgetary Est.
Plant-wide Assessment
Remediation Estimate
Detailed Risk Assessment (Training)
Plant-wide Assessment
Remediation Estimate
1. Risk-based Prioritized Plan
2. Project Funding
Regional, BU, Global Plan
Common Processes
Standard & Modular Solution
Plant Level Plan
Unique or “1-off’s issues
A
D
C
E
B
Present State Analysis & Budgetary Est.
Plant-wide Assessment
Remediation Estimate
Detailed Risk Assessment (Training)
Plant-wide Assessment
Remediation Estimate
1. Risk-based Prioritized Plan
2. Project Funding
Regional, BU, Global Plan
Common Processes
Standard & Modular Solution
Plant Level Plan
Unique or “1-off’s issues
A
D
C
E
BSafe
Work
Place
GloballyNew
Equipment
Existing
Equipment
Competency
&
Capability
Effective Training comes over time in different formats
Global Safety Program with focus in 3 Key Areas Complete Mitigation Solutions
Scalable Solutions for compliance
• Optimized Financial
Performance
• Reduced Time to Implement
Risk Remediation Process for Existing Equipment
• Reduced Risk / Liability
• Superior Consistency
OEM Support Model for New Equipment Training Solutions to improve Safety Competency & Capability
• Assess the existing Competency of
plant personnel
• Provide a comprehensive safety
training portfolio
• OJT via Team-based Risk
Assessment
• Web-based Safety Resource
Center
• Webinars (live and archive)
• White Papers. Legislation,
others
• Risk Assessment Training
• TUV Training
Understand how OEMs Risk Assess /Compliance process today
Develop Corporate generic safety standards
Develop Standards by machine type for OEMs to follow
Pre-delivery validation the machine conforms to safety standards

Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Local Support worldwide for your safety needs!
Rockwell Automation is the global leader in safety products, services andSolutions an can help develop your roadmap to success.
Safe
Work
Place
GloballyNew
Equipment
Existing
Equipment
Competency
&
Capability

www.rockwellautomationteched.com
Copyright © 2015 Rockwell Automation, Inc. All Rights Reserved.
PUBLIC INFORMATION
Rockwell Automation TechED 2015 @ROKTechED #ROKTechED
Questions?
DeviceNet and EtherNet/IP are trademarks of the ODVA.