sludge dewatering and disposal in the pulp and paper industrky · i5 billion gal) of wastewater...
TRANSCRIPT

. ...
~
1%
Sludge dewatering and disposal pulp and paper industry
in the
Herman R. Amberg
In the last 10 years the pulp and paper industry, like other industries in the U. S., has made tremendous strides in reducing its biochemical oxygen demand (BOD) and total suspended solids (TSS) discharges. Today, over 95% of the U. S . pulp and paper capacity is receiving primary and secondary treatment. Primary treatment plants effectively remove more than 90% of suspended solids and 20% of applied BOD, whereas secondary treatment systems have been designed to remove an additional 80% to 90% of BOD.
There are about 368 mills that discharge directly. Of these, 156 are equipped with aerated stabilization basins, 68 use ac- tivated sludge treatment, and 144 use a variety of treatment systems. The major BOD removal in the industry is accom- plished by aerated stabilization basin (ASB) and activated sludge treatment (AST) systems. These two treatment systems treat 8.14 billion (2. I5 billion gal) of wastewater containing 2740 t/d (6.04 million Ibs/d) of BOD.
The most widely used dewatering processes in the industry today are vacuum filters,
belt filter presses, and centrifuges.
An disadvantage of this high degree of treatment is the large amount of both primary and secondary sludges generated. It is estimated that the U. S. pulp and paper industry produces about 1.9 million t/a (2,l million ton/yr of primary sludge). Secondary or biological sludge is generated at a rate ranging from 0.2 to 0.5 g solids/g BOD destroyed. The 68 activated sludge plants produce 95 560 t/a (105 437 ton/yr) of biological sludge and the 156 ASB plants produce 120 OOo t/a (132 055 ton/yr). A- though the biological solids produced in the ASB units are not cositinuously removed, they must ultimately be removed. The sludge disposal problem is being delayed until such time that deposition interferes with performance and sludge removal be- comes necessary.
The rate at which sludge is produced places limitations on the use of simple disposal systems such as lagooning of low- solids sludges or landfilling of dewatered sludges. The industry uses a wide variety of dewatering and disposal systems, and many are innovative.
The Primary sludges produced by the different production subcategories of the U. S. pulp and paper industry vary widely in respect to organic and ash content. Although the predominant constituent in most sludges is cellulose fiber, ash content can VarY from 5 to 60%. Sludges with ash contents of more than
50% are generally associated with the manufacture of coated board, deinked pulp and paper, and integrated and non-inte- grated fine coated papers. Primary sludges are low in heavy metals and can readily be used as agricultural soil amendments. Ease of dewatering depends on the pulping process, additives, and the fiber length of the cellulose fraction. Sludges derived from the groundwood pulping process are generally very difficult to dewater because most of the material passes through a 200- mesh screen. In general, sludges with a high proportion of fines (material passing 150- to 200-mesh screens) are very difficult to dewater.
There are about 100 high-rate biological treatment systems throughout the industry that generate excess biological sludges requiring separation and disposal. The most significant char- acteristic of these sludges is their hydrous nature which makes them very difficult to dewater. Again, as would be expected, these sludges are low in heavy metals and ash and contain anywhere from 6 to 10% nitrogen and 2 to 5% phosphorous.
Because sludge characteristics vary, it is difficult to generalize about dewatering and disposal practices. In addition, land avail- ability and proximity to densely populated areas add to ultimate disposal problems.
This presentation is an attempt to summarize several systems commonly used in the pulp and paper industry to dewater and dispose of primary and secondary sludges produced by the var- ious treatment systems. The examples cited are taken from Crown Zellerbach mills, which are representative of modem industry practices.
PROCEDURES All pulp tonnages reported in this paper are based on a 90%
dry fiber and 10% moisture content. Paper production is reported at an off-machine moisture content Of 5%. Sludge tonnage figures a x 011 MI avei: dry basis an6 wherever tonnages are used they are metric tons followed by the common engineering units in parentheses (short tons).
RESULTS Ch" Zellerbach Corporation sludge dewatering and disposal
systems. Mill A. This mill produces about 544 t/d (600 ton/ day) of linerboard from waste corrugated boxes. About 635 t/d (700 ton/day) of waste boxes are used to maintain this o p eration. Changes in sludge disposal have taken place at this mill since 1973, which brought to light some of the problems as- sociated with land application disposal systems. All of the meth- ods in this section use land application of the fibrous and bio- logical solids removed by the wastewater treatment facilities.
Journal WPCF, Volume 56, Number 8
Phase Z (1973-1977). From 1973 through 1977, so’me 9.1 t/d ( 10 ton/day) of primary sludge were produced. This material (3% solids content) was pumped to a 6.9-ha (1 7-acre) field ad- jacent to the mill property which had previously been used as an almond orchard. The soil was a sandy loam with good drain- age characteristics.
The sludge was pumped to the field and spread in a 76- to 102-mm (3- to 4-in.) layer, solar dried for 5 to 8 days and then rototilled. No fertilizer was added to the soil-sludge mixture and decomposition of sludge could undoubtedly have been en- hanced by the addition of nitrogen and phosphorous. The sludge, which was added at a rate of 516 t /ha-a (230 tonJyr/acre) did not decompose rapidly enough to keep up with the appli- cation rate and there was a gradual increase in volume of the soil-sludge mixture during the 4-year period the system of natural decomposition was used. After about 2 years of sludge appli- cation, soil volume had increased about 0.3 m (1 ft). In 1975, about 12 600 m3 (16 500 cu yd) of soil were removed and in 1976 another 7 030 m3 (9 200 cu yd). The total quantity removed was 19 650 m3 (25 700 cu yd). Removal costs at that time were $1.82/m3 ($1.391~~ yd). Odors were another problem associated with the project. The
land disposal system was located adjacent to a residential area and during the rainy season it was impossible to keep the area dry. Odors that resulted from anaerobic conditions were a con- stant source of complaints from neighboring property owners. It was also difficult to get heavy equipment on the land for the rototilling operation.
Although this disposal method was relatively inexpensive, there were a number of operational problems, particularly during the rainy season, which precluded its use on a continuous basis.
Phase II (1977-1981). To cope with some of the land a p plication problems, the sludge was dewatered prior to land a p plication. Another problem was the addition of waste-activated sludge from the activated sludge plant which went into operation in 1977. A 2-m (80-in.) belt filter press was installed to dewater 18 to 23 t/d (20 to 25 tonlday) of primary and secondary sludge. A 3: 1 mixture of primary and secondary sludge was fed to the press, and a cake with a solids content of 15 to 20% and an ash content of 19% was produced. The dewatered sludge was trucked to the application area and rototilled into the soil.
Although this improved the general operational conditions, it did not completely eliminate the problems. During periods of heavy rain, it was impossible to get heavy equipment on the land for rototilling. Ponding produced odors followed by com- plaints from the adjacent residents. Although this disposal system had its shortcomings, it was used from 1977 to 1981 and was very economical. For example, the 1979 disposal costs averaged about $12/t ($1 l/ton). Costs in 1982 dollars were calculated to be $15.08/t ($13.68/ton). .
Phase III (1981-present). A major change was made in the mill operation in 198 1 which complicated the dewatering pro- cess. “Crill,” very small particle-size material removed from the waste paper pulping process, was added to the primary and secondary sludge. This material generally passes a 200-mesh screen and its dewatering characteristics are quite similar to those of activated sludge.
A flotation save-all was installed to thicken the crill to a 7% solids content. Sixteen t (18 ton) of crill were treated each day. Another belt press was installed which had a design capacity somewhat greater than the original. The thickened crill is mixed
with the primary and secondary sludges and the mixture is dewatered to a solids content of about 19%. The combined dewatered sludge is trucked to a composting operation run by an outside contractor. The mill pays the hauling costs and the contractor sells the compost produced in bulk to fanners in the area. Dewatering costs for the combined sludge are about $39.461 t ($35.80/ton) and hauling costs to the composting area are $17.09/t ($15.50/ton).
Although the present system is very costly to operate, it seems to be less costly than other available disposal systems such as incineration. In addition, the final product provides a positive value because it is an excellent soil conditioner.
Direct land application of dewatered sludge as previously practiced at this mill could probably be made to work without the problems described, but considerably more land would be required than the 6.9 ha (17 acres) available to the mill. For example, at an application rate of 9 1 t/a (100 tonlyr), 63.5 ha (1 57 acres) of land would be required. This amount of land is not available.
Mill B. Crown Zellerbach’s Mill B produces 907 t/d (loo0 ton/day) of refiner groundwood pulp and fully bleached kraft pulp, which is converted on four paper machines to 871 t/d (960 tonlday) of paper.
Primary treatment was installed in 1967 and secondary treat- ment in 1975. Initially, two solid bowl centrifuges were used to dewater the primary sludge. Because of the abrasive name of the sludge (35% ash), excessive wear of the moving parts of the centrifuge was a continuing problem which resulted in very high operating and maintenance costs. When the centrifuges started to wear, solids capture efficiency deteriorated rapidly. Frequent costly rebuilding of the machines was necessary to maintain operational efficiency.
In 1975, when the activated sludge plant was built, the cen- trifuges were replaced with three coil spring vacuum filters, each with a diameter of 3.5 m (1 1.5 ft) and a face width of 4.9 m ( 16 ft). The units were designed to handle primary and secondary sludge at a rate of about 24.4 kg/mz - h (5 lb/hrJsq A). When mixtures of primary and secondary sludge were dewatered, a cake of low solids content was produced (1 3%). This wet cake caused landfill operational problems; heavy equipment could not be used on the landfill to spread the sludge.
The primary and secondary sludges were separately dewatered to prolong the life of the landfill area and to eliminate the operational problems. A 2-m belt press was installed in 1979 to dewater the activated sludge and the coil filters were used for primary sludge. The coil filters treat 17.3 t/d (19.1 tonlday) of primary sludge (solids content 2% to 3%) and produce a cake with 20% solids content. The primary sludge can now be pneu- matically conveyed to landfill and it is sufficiently dry to take heavy equipment at the landfill.
The belt press receives 9.8 t/d (10.8 tonlday of secondary sludge (solids content 1.5% to 2%). With the aid of high polymer additions, this sludge is dewatered to a solids content of about 14%. The secondary sludge is landfilled in a separate area. Mois- ture content is too high to accommodate landfill equipment.
In 1983 and 1984 the primary and secondary sludges will be dewatered on the coil filters to a 13% solids content and trucked to a hardwood plantation that the company has started 5 km (3 miles) from the mill. The sludge will be stored in a sludge pit and sprayed on the plantation after dilution to 1 to 3% solids content. This means of disposal will be used in 1983 and
963 August 1984
1, is shown in f
1984 on a trial basis. If successful, a pipeline will be installed and the combined sludge will be pumped to the plantation for spray application. The estimated cost for this operation is $50.08/ t ($45.42/ton) assuming a sludge production of 9 747 t/a (10 744 tonlyr).
Mill C. Mill C produces 1 1 3 t/d ( 125 tonlday) of groundwood pulp and 363 t/d (400 ton/day) of coated magazine and book papers. The treatment system consists of a primary clarifier and an aerated stabilkation basin.
Primary treatment became operational in 1968. The initial dewatering equipment consisted of two large solid bowl cen- trifuges followed by two V-type presses. The dewatered sludge was incinerated in a wood waste boiler. The high-ash, hydrous sludge was very difficult to dewater. For example, solids capture efficiency for the centrifuges averaged about 75% and cake solids content was 15%. The V-press increased the solids content to about 20%.
In 1972, an aerated stabilization basin was installed and the centrifuges were replaced by a coil spring vacuum filter, 3.5 m in diameter by 4.9 m face length (1 1.5 fi X 16 ft). The primary underflow had a 3% to 4% solids content and 45% ash content. The ash was predominantly coating clay lost in the papermaking process and fiber fractionation studies conducted on the sludge indicated that most of the material would pass a 200-mesh screen.
The coil filter dewatered 27.6 t/d (30.4 tonlday of sludge to a solids content of 17% to 20%. The V-press increased solids content to between 30% and 35%. Because of the high moisture and ash content, burning dewatered sludge presented serious problems in the efficient operation of the wood waste fired boiler. To ensure proper combustion and compliance with air emission standards, oil had to be fired as supplementary fuel when sludge was added to an already high moisture content wood waste. Ash disposal presented another problem. Incineration costs in- creased with the price of oil, and another less costly disposal method was sought. It was estimated that sludge burning in the power boiler resulted in an operating cost or penalty of about $291/t ($264/ton) of sludge burned.
In 1982, a contractor agreed to use the sludge in his compohng operation. The sludge (20% solids content) was trucked to two composting sites about 32 and 48 km (20 and 30 miles) from the mill. The compost is sold to f m e r s in the area.
In 1983, a 1.5-m belt filter press was installed to replace the vacuum filter and V-press. The sludge is now dewatered to a solids content of 35% and trucked to the compost sites. The operating cost, exclusive of depreciation and interest on in- vestment, was $7!.70/t ($65.05/ton) of sludge fo: 1982. De- watering costs were calculated to be about %39.68/t (36.001ton) of sludge.
Mill D. Crown Zellerbach’s Mill D produces about 998 t/d (1 100 ton/day) of pulp and paper. Chemical pulp is produced by the sulfate and sulfite processes and all pulp is converted to a wide variety of paper products on 15 paper machines.
The treatment system consists of primary clarification followed by two aerated stabilization basins operated in series. The pri- mav treats 45.4 t/d (50 ton/day) of fibrous sludge. which - ,
at a solids system. A which was %re 1.
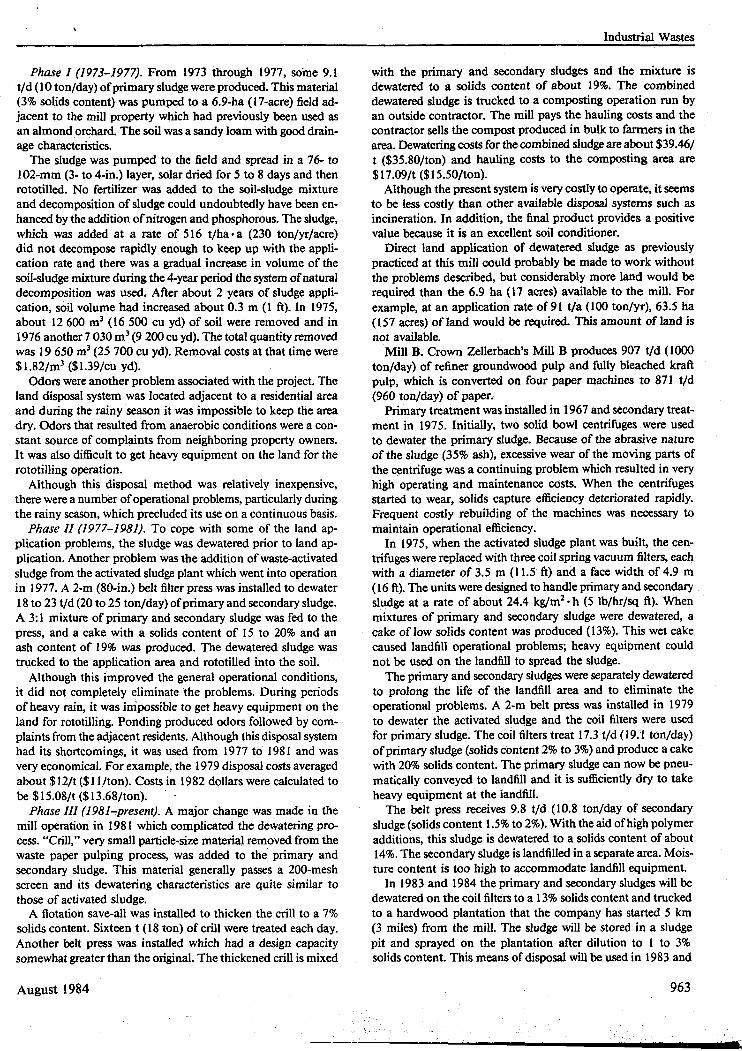
Figure 1-Air entrained incinerator.
Initial dewatering takes place on two coil spring vacuum filters, each 3.5 m in diameter by 3.0 m in face length (1 1.5 fi X 10 ft). These units dewater the sludge to 18% solids content at a loading rate of about 39 kg/m2 - h (8 Ib/hr/sq ft). Overall solids recovery is more than 85%.
The air entrained dryer-incinerator shown in Figure 1, starts with a V-type press which removes liquid to increase the solids content to 40%. From the top of the V-press, the cake is dis- charged to a screw conveyor which transports it to a high-speed hammermill to break up the cake for improved drying and incineration. The sludge then drops into the hot gas stream from the incinerator and is carried up through the drier. Dried sludge and conveying gas are separated in a cyclone. The gas is drawn through the entire process by a large induced-drafi fan. Water is sprayed into the fan to scrub out particulate matter and the water containing the particulate matter is separated from the gas in a cyclone.
Dried sludge at a solids content of 70 to 85% is then air- conveyed to the incinerator where it enters centrifugally at the top and is burned. Natural gas is burned in the lower part of the incinerator to bring the unit to operating temperature during start-up, and to furnish supplementary heat when the fuel value of the sludge is low. Ash is cooled with a water spray and is transferred by conveyor belt to an adjacent landfill area.
The sludge contains about 20% to 40% ash which has con- tributed to erosion of high velocity areas of the drier, cyclone, and ducts. Flatbacks were installed at elbows and places ofwear. Wiper blades on the rotary air-lock valve required frequent replacement. Use of hardened alloy tips on flurer hammers reduced maintenance cost. Downtime on the incinerator has been taken for slag removal, modifications to the ash discharge, and replacement of the refractory. The latter wears out by erosion in areas of high velocity.
The other major maintenance item has been the wet fan dynamic scrubber and its cyclone separator following the fan. The original equipment was made of mild steel, and the fan housing and separator body were mild steel coated with as- phaltum. Because of erosion and corrosion, these items were replaced with stainless steel. This greatly reduced maintenance costs.
Typical annual operating and maintenance costs, in 1983 dollars, are presented in Table 1. Annual operating costs for sludge dewatering, drying, and incineration are $345 100 or
Journal WPCF, Volume 56, Number 8

Industrial Wastes
Table 1-Annual operating and maintenance costs for sludge dewatering, drying, and incineration at Crown Zellerbach's Mill D (costs in 1983 dollars).
~
item
Operating labor Repair labor Repair materials Misc. supplies Electricity Natural gas Total direct 0 & M costs
Doilars/year
71 OOO 53300 54900
900 68OOO 97 OOO
345 100
X of total
20.6 15.4 15.9 0.3
19.7 28.1
100.0 -
$26.42/t ($23.97/ton) of sludge destroyed. Approximately 24% of the total operating and maintenance cost is associated with dewatering, and 76% is associated with drying and incineration. Only primary sludge is dewatered, so polymers are not required.
After 12 years of operation, during which considerable down- time for repairs was taken, the system has been shut down and the dewatered sludge is now conveyed to a landfill area adjacent to the treatment plant. The drier and incinerator are completely worn out and would have to be replaced. A Gecision as to ultimate disposal has not been made. However, because several years of landfill capacity are available, the mill will probably use this less expensive alternative for as long as possible.
Mill E. Many mills have at least one boiler fired with wood residues or coal, and these boilers can be used to bum the excess sludge. Crown Zellerbach operates two such systems. A de- scription of the system at Mill E demonstrates the effectiveness of this disposal system.
Mill E produces refiner and themal mechanical groundwood pulp and about 38 1 t/d (420 tonlday) of newsprint and directory papers on two paper machines. The primary system was installed in 1972 which included facilities for dewatering and drying the sludge. The dried sludge was conveyed and burned in a wood waste-fired boiler. Secondary treatment (activated sludge) was installed in 1978. In 1982 the dewatering and drying system received 15.4 t/d (1 7 tonlday) of primary sludge and 0.4 t/d (0.4 tonlday) of waste activated sludge.
A schematic flow sheet of the sludge dewatering and drying system is shown in Figure 2. About 16.1 t/d (17.7 tonlday)
,,,, THICKENER /"\ I I
r
CONVEYOR A I R FAN
Figure 2-Dry sludgeburn with hot fuel.
August 1984
of sludge at a solids content of 3 to 4% are pumped to a 3.5m X 4.3m coil spring filter (1 1.5 ft X 14 ft). Polymer is added to condition the sludge. The filter cake is discharged at a 15 to 20% solids and drops into a V-press where it is dewatered to a solids content of about 33%. The dewatered sludge is then con- veyed to a fluffer which discharges to an upflow oil-fired drier. The gas-entrained sludge is conveyed to a cyclone and then air- conveyed at a solids content of 54% to the wood waste steam boiler for incineration. The dewatering equipment is located in the boiler room and is controlled by the boiler operators.
Although very little, if any, waste-activated sludge is added to the dewatering and drying system, polymer conditioning aids are used to dewater the primary sludge. Polymer costs during 1982 averaged about $6.'44/t ($5.84/ton) of sludge dewatered.
The sludge contains less than 10% ash, and is not overly abrasive to the conveying system and drier. The drier has op erated for 10 years and is still in good working order. No serious operational problems have been encountered in burning the material in the steam boiler and because the material has been partially dried, it is incinerated without any steam penalties in the power house.
The sludge dewatering, drying, and conveying system was installed in 1972 at a capital cost of $703 OOO. A breakdown of the annual operating and maintenance costs for 1982 are presented in Table 2. Total annual operating and maintenance costs in 1982 were $3 16 489 or $54.85/t ($49.76/ton) of sludge burned. The major operating cost item is fuel oil to fire the drier, which amounted to $22,18/t ($20.67/ton) of sludge dried from a solids content of about 33% to a solids content of 54%. The sludge dewatering and drying systems account for about 43% of the total treatment plant operating and maintenance costs.
Other miscellaneous operations. Crown Zellerbach operates several other plants that dewater and dispose of primary sludges. Two of these operations use waste paper to make tissue and toweling and have deinking operations. Deinking results in a high-ash sludge with a large percentage of very fine particulate material which makes dewatering quite difficult. Both of these mills use belt presses which are capable of producing a cake of about 27% solids content. For example, Mill F, which has a very low deinking capability, produces 7.2 t/d (7.9 tonlday) of primary sludge containing 30 to 35% ash. Cake solids from the belt press in 1982 averaged 27%. Operating and maintenance costs were $40.37/Mg ($36.62/ton) of sludge dewatered and hauling costs to a landfill area 10 km (6 miles) from the mill
Table 2-Annual operating and maintenance costs for sludge dewatering, drying, and burning at Crown Zel- lerbach's Mill E (costs in 1982 dollars).
% of total Item Doliars/year
Operating labor Repair labor Repair materials Misc. supplies & expenses Electricity Polymer Fuel oil Total 0 & M costs
21 900 18 256 46 815 40 178 20 709 37 146
131 485
31 6 489
6.9 5.8
14.8 12.7 6.5
11.7 41 -5
99.9 -
965
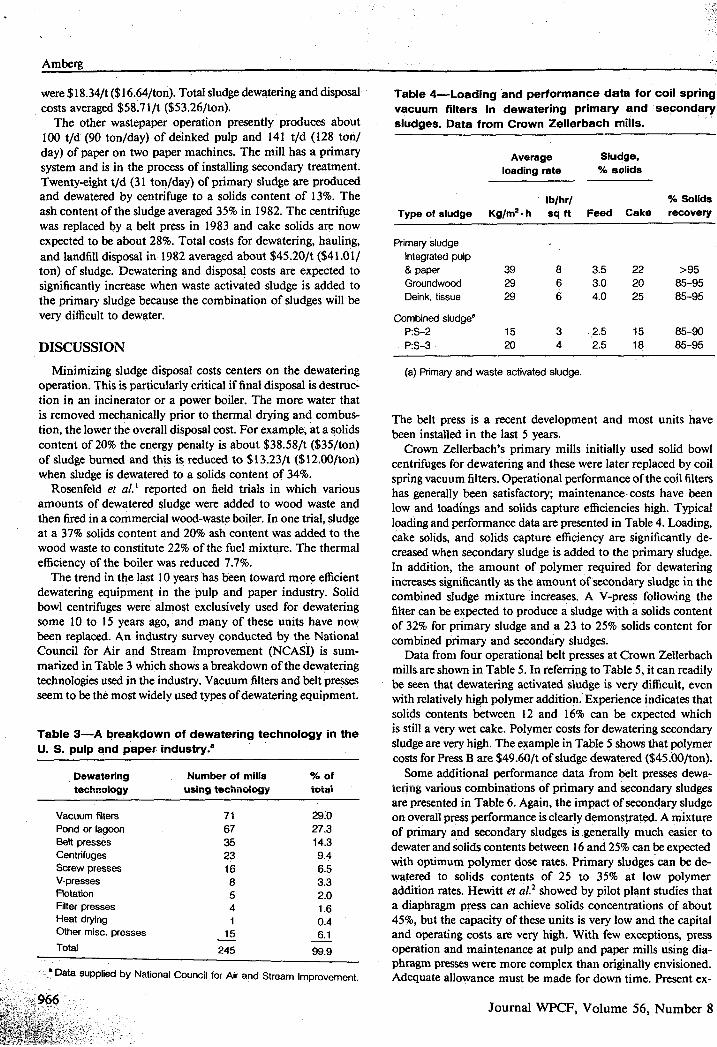
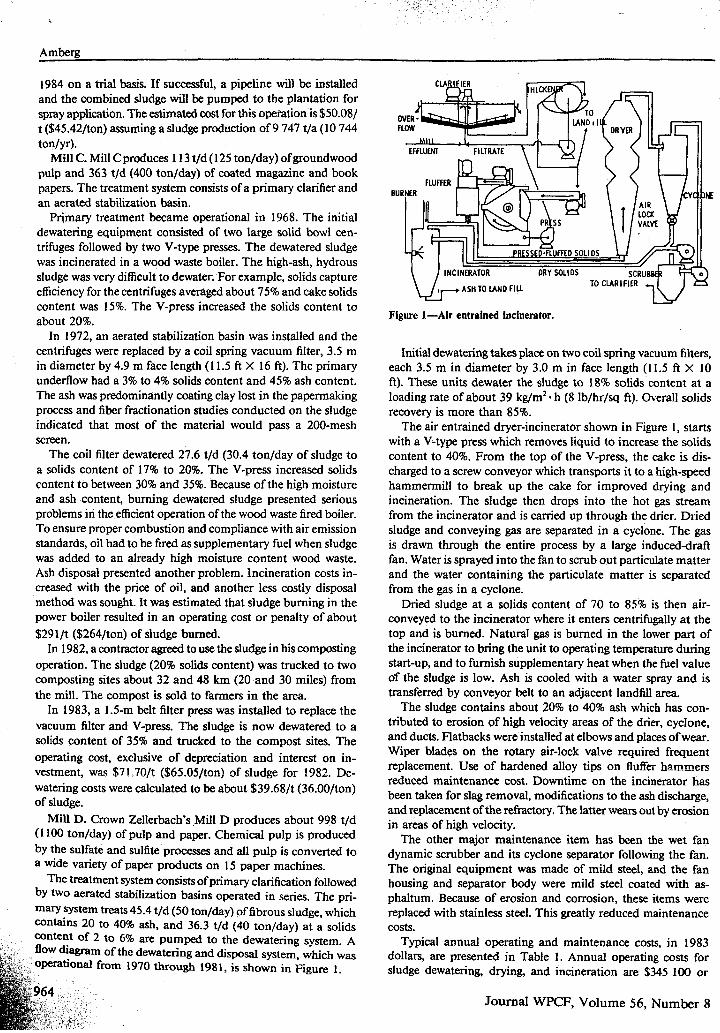
Table 4-Loading and performance data for coil spri vacuum filters in dewatering primary and second sludges. Data from Crown Zellerbach mills.
were $18,34/t ($16.64/ton). Total sludge dewatering and disposal costs averaged $58.7 l/t ($53.26/ton).
The other wastepaper operation presently produces about 100 t/d (90 ton/day) of deinked pulp and 141 t/d (128 ton/ day) of paper on two paper machines. The mill has a primary system and is in the process of installing secondary treatment. Twenty-eight t/d (3 1 ton/day) of primary sludge are produced and dewatered by centrifuge to a solids content of 13%. The ash content of the sludge averaged 35% in 1982. The centrifuge was replaced by a belt press in 1983 and cake solids are now expected to be about 28%. Total costs for dewatering, hauling, and landfill disposal in 1982 averaged about $45.20/t ($41.011 ton) of sludge. Dewatering and disposal costs are expected to significantly increase when waste activated sludge is added to the primary sludge because the combination of sludges win be very difficult to dewater.
DISCUSSION Minimizing sludge disposal costs centers on the dewatering
operation. This is particularly critical if final disposal is destruc- tion in an incinerator or a power boiler. The more water that is removed mechanically prior to thermal drying and combus- tion, the lower the overall disposal cost. For example, at a solids content of 20% the energy penalty is about $38.58/t ($35/ton) of sludge burned and this is reduced to $13.23/t ($12.00/ton) when sludge is dewatered to a solids content of 34%.
Rosenfeld et al.' reported on field trials in which various amounts of dewatered sludge were added to wood waste and then fired in a commercial wood-waste boiler. In one trial, sludge at a 37% solids content and 20% ash content was added to the wood waste to constitute 22% of the fuel mixture. The thermal efficiency of the boiler was reduced 7.7%.
The trend in the last 10 years has been toward more efficient dewatering equipment in the pulp and paper industry. Solid bowl centrifuges were almost exclusively used for dewatering some 10 to 15 years ago, and many of these units have now been replaced. An industry survey conducted by the National Council for Air and Stream Improvement (NCASI) is sum- marized in Table 3 which shows a breakdown of the dewatering technologies used in the industry. Vacuum filters and belt presses seem to be the most widely used types ofdewatering equipment.
Table 3-A breakdown of dewatering technology in the U. S. pulp and paper industry.'
Dewatering Number of mills % of technology using iechndogy ioiai
Vacuum filters 71 29.0 Pond or lagoon 67 27.3 Belt presses 35 14.3 Centrifuges 23 9.4 Screw presses 16 6.5 V-presses 8 3.3 Flotation 5 2.0 Filter presses 4 1.6 Heat drying 1 0.4
6.1 Other misc. presses
245 99.9 Total
Data supplied by National Council for Air and Stream Improvement.
- 15 -
966
Average SI u d g e, loading rate % solids
Ib/hr/ % Solids Type of sludge Kg/m2.h sq ft Feed Cake recovery
Primary sludge Integrated pulp
paper 39 8 3.5 22 >95 Groundwood 29 6 3.0 20 85-95 Deink, tissue 29 6 4.0 25 85-95
Combined sludge' P:S-2 15 3 2.5 15 85-90 P:S-3 20 4 2.5 18 85-95
(a) Primary and waste activated sludge.
The belt press is a recent development and most units have been installed in the last 5 years.
Crown Zellerbach's primary mills initially used solid bowl centrifuges for dewatering and these were later replaced by coil spring vacuum filters. Operational performance of the coil filters has generally been satisfactory; maintenance costs have been low and loadings and solids capture efficiencies high. Typical loading and performance data are presented in Table 4. Loading, cake solids, and solids capture efficiency are significantly de- creased when secondary sludge is added to the primary sludge. In addition, the amount of polymer required for dewatering increases significantly as the amount of secondary sludge in the combined sludge mixture increases. A V-press following the filter can be expected to produce a sludge with a solids content of 32% for primary sludge and a 23 to 25% solids content for combined primary and secondary sludges.
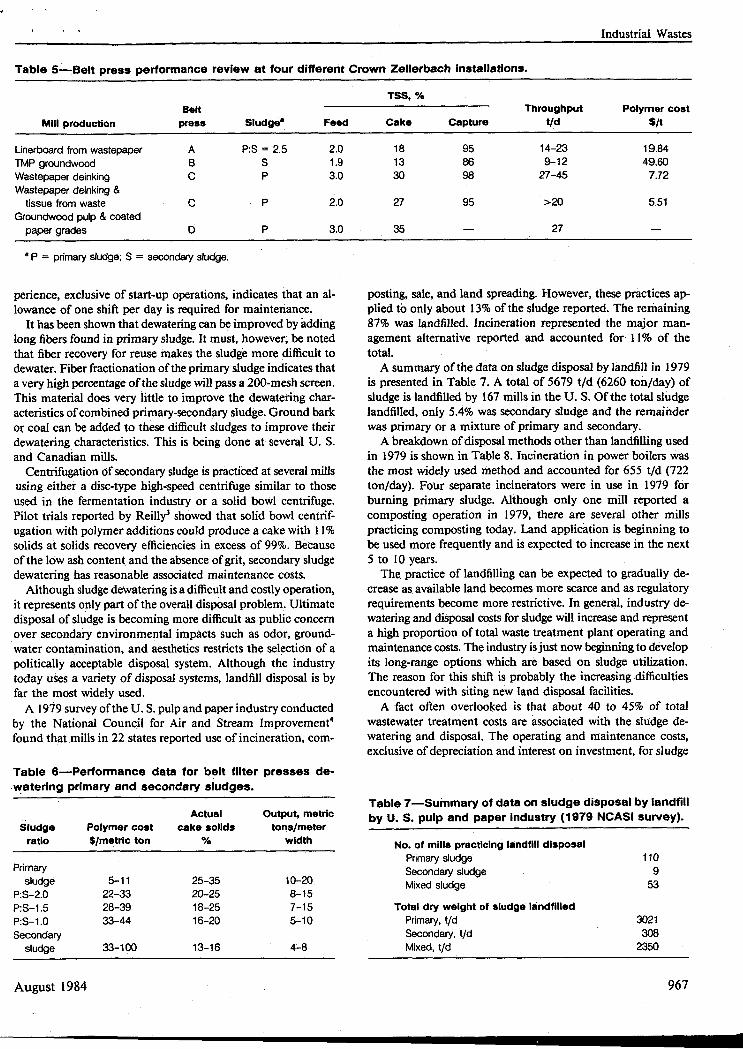
Data from four operational belt presses at Crown Zellerbach mills are shown in Table 5. In refemng to Table 5 , it can readily be Seen that dewatering activated sludge is very difficult, even with relatively high polymer addition. Experience indicates that solids contents between 12 and 16% can be expected which is still a very wet cake. Polymer costs for dewatering secondary sludge are very high. The example in Table 5 shows that polymer costs for Press B are $49.6O/t of sludge dewatered ($45.00/ton).
Some additional performance data from belt presses dewa- teikig various combinations of primary and secondary sludges are presented in Table 6. Again, the impact of secondary sludge on overall press performance is clearly demonstrated. A mixture of primary and secondary sludges is generally much easier to dewater and solids contents between I6 and 25% can be expected with optimum polymer dose rates. Primary sludges can be de- watered to solids contents of 25 to 35% at low polymer addition rates. Hewitt et aL2 showed by pilot plant studies that a diaphragm press can achieve solids concentrations of about 45%, but the capacity of these units is very low and the capital and operating costs are very high. With few exceptions, press operation and maintenance at pulp and paper mills using dia- phragm presses were more complex than originally envisioned. Adequate allowance must be made for down time. Present ex-
Journal WPCF, Volume 56, Number 8
Industrial Wastes . .
Table 5-Belt press performance review at four different Crown Zellerbach installations.
TSS, Belt Throughput Polymer cost
Cake Capture tid sit Mill production press Sludge. Feed
Linerboard from wastepaper A P:S = 2.5 2.0 18 95 14-23 19.84 TMP groundwood B S 1.9 13 86 9-12 49.60 Wastepaper deinking C P 3.0 30 98 27-45 7.72 Wastepaper deinking &
tissue from waste C P 2.0 27 95 >20 5.51 Groundwood pulp & coated
- 27 - paper grades D P 3.0 35
a P = primary sludge; s = secondary sludge.
perience, exclusive of start-up operations, indicates that an al- lowance of one shift per day is required for maintenance.
It has been shown that dewatering can be improved by adding long fibers found in primary sludge. It must, however, be noted that fiber recovery for reuse makes the sludge more difficult to dewater. Fiber fractionation of the primary sludge indicates that a very high percentage of the sludge will pass a 200-mesh screen. This material does very little to improve the dewatering char- acteristics of combined primary-secondary sludge. Ground bark or coal can be added to these difficult sludges to improve their dewatering characteristics. This is being done at several U. S. and Canadian mills.
Centrifugation of secondary sludge is practiced at several mills using either a disc-type high-speed centrifuge similar to those used in the fermentation industry or a solid bowl centrifuge. Pilot trials reported by Reilly3 showed that solid bowl centrif- ugation with polymer additions could produce a cake with 1 1% solids at solids recovery efficiencies in excess of 99%. Because of the low ash content and the absence of grit, secondary sludge dewatering has reasonable associated maintenance costs.
Although sludge dewatering is a difficult and costly operation, it represents only part of the overall disposal problem. Ultimate disposal of sludge is becoming more difficult as public concern over secondary environmental impacts such as odor, ground- water contamination, and aesthetics restricts the selection of a politically acceptable disposal system. Although the industry today uses a variety of disposal systems, landfill disposal is by far the most widely used.
A 1979 survey ofthe U. S. pulp and paper industry conducted by the National Council for Air and Stream Improvement4 found that mills in 22 states reported use of incineration, com-
Table 6-Performance data for belt filter presses de- watering primary and secondary sludges.
posting, sale, and land spreading. However, these practices a p plied to only about 13% of the sludge reported. The remaining 87% was landfilled. Incineration represented the major man- agement alternative reported and accounted for 11% of the total.
A summary of the data on sludge disposal by landfill in 1979 is presented in Table 7. A total of 5679 t/d (6260 tonlday) of sludge is landfilled by 167 mills in the U. S. Of the total sludge landfilled, only 5.4% was secondary sludge and the remainder was primary or a mixture of primary and secondary.
A breakdown of disposal methods other than landfilling used in 1979 is shown in Table 8. Incineration in power boilers was the most widely used method and accounted for 655 t/d (722 ton/day). Four separate incinerators were in use in 1979 for burning primary sludge. Although only one mill reported a composting operation in 1979, there are several other mills practicing composting today. Land application is beginning to be used more frequently and is expected to increase in the next 5 to 10 years.
The practice of landfilling can be expected to gradually de- crease as available land becomes more scarce and as regulatory requirements become more restrictive. In general, industry de- watering and disposal costs for sludge will increase and represent a high proportion of total waste treatment plant operating and maintenance costs. The industry is just now beginning to develop its long-range options which are based on sludge utilization. The reason for this shift is probably the increasing difficulties encountered with siting new land disposal facilities.
A fact often overlooked is that about 40 to 45% of total wastewater treatment costs are associated with the sludge de- watering and disposal. The operating and maintenance costs, exclusive of depreciation and interest on investment, for sludge
Actual Output, metric Sludge Polymer cost cake solids tonslmeter
ratio $/metric ton YO width ~~ ~
Primary sludge 5-1 1 25-35 10-20
P:S-2.0 22-33 20-25 8-15 P:S-1.5 28-39 18-25 7-1 5 P:S-1 .o 33-44 16-20 5-10 Secondary
sludge 33-100 13-1 6 4-8
Table 7-Summary of data on sludge disposal by landfill by U. S. pulp and paper industry (1979 NCASl survey).
No. of mills practicing landfill disposal Primary sludge 110 Secondary sludge 9 Mixed sludge 53
Primary, t/d 3021 Secondary, t/d 308 Mixed, tld 2350
Total dry weight of sludge landfilled
August 1984 967

Incineration in power boilers 20 1 11 393 3 259 Incineration in separate incinerators 4 0 0 93 0 0 Composting 0 0 1 0 0 4 Sale to others 2 0 2 15 0 22 Land application 7 7 1 77 40 20
dewatering and disposal at eight Crown Zellerbach mills are shown in Table 9. Disposal costs vary widely from a low of $24.33/t of sludge ($22.07/ton) to $7 1.72/t ($65.06/ton). The average cost for the eight mills under consideration was $5 1 .OS/ t ($46.31/ton). The sludges handled by the eight systems vary from easily dewatered primary sludge to the more difficult pri- mary and mixed primary secondary. Mills H and D handle sludges that are relatively easy to dewater. The average disposal cost for these sludges is $33.47/t ($30.36/ton). The low disposal cost of $24.33/t ($22.07/ton) for Mill H does not include a penalty for loss of boiler efficiency and if this penalty were included a more realistic cost would probably be about $40/t ($36/ton). The remaining mills, which handle sludges that are more difficult to dewater, experienced an average disposal cost of $55.91/t ($50.72/ton) and a range of $45.21 to $71.72/t ($41.01 to $65.06/ton).
An innovative process for dewatering and drying waste-ac- tivated sludge has recently been installed at a Pacific Northwest mill and was described by Evans? This mill produces more than 18 t/d (20 ton/d) animal feed supplement with a protein content of 45%. The waste sludge (2% solids content) is pumped to five belt filter presses for dewatering to a solids content of 12%. High polymer doses are required for effective dewatering and high solids capture efficiency. The partially dewatered ac- tivated sludge is mixed with rendered tallow and pumped to a
Table 9-Some typical operating and maintenance costs' for sludge disposal by Crown Zellerbach pulp and paper mills.
three-effect falling-film evaporator train for water removal. The patented Carver-Greenfield process is designed to maintain flu- idization of solids throughout the evaporation process and flu- idization is maintained by mixing six parts of tallow to each part of sludge solids. After water removal, the mixture of oil and biological solids is pumped to a centrifuge and a screw press for oil extraction. The final product is sold as an animal feed and contains about 16% tallow and 1% moisture. Although the system successfully dewaters a very difficult sludge, capital and operating costs are substantial and unless a market can be found for the product, the process seems to have limited ap- plication in the pulp and paper industry.
Several installations in the U. S. pulp and paper industry use wet oxidation or thermal conditioning of sludge to improve dewatering efficiency and reduce the quantity of sludge that must be landfilled. At one mill, where thermal sludge condi- tioning is used preceding a belt press, activated sludge and primary sludge are processed and dewatered to a solids content of about 40% with a solids capture of 97%: Polymer addition rates are minimal. Savings of approximately $2900/day in sludge conditioning, dewatering, and landfilling costs are claimed over the former polymer-conditioning operation. Since start-up of the system, the sludge volume for disposal was reduced by 60 to 70%.
Although the introduction of novel disposal systems using new technologies can be expected to steadily increase in the future, landfill and incineration will probably remain the two most widely used disposal methods for the remainder of the decade.
Type of Mill sludgeb Disposal system
Diaposal cost. $It
SUMMARY AND CONCLUSIONS
H P Dewatering + incineration in power 24.33 boiler
D P Dewatering, drying, incineration in power 42.61 boiler
C P Dewatering, trucking to compost site 71.72
E P Dewatering, dlying, incineration in power 59.18 boiler
F P Dewatering, trucking to landfill 58.72
G P Dewatering, trucking to landfill 45.21
A P + S Dewatering. trucking to compost site 56.56
B P + S Dewatering, trucking to land application 50.09
' Costs do not include depreciation and interest on capital. P = primary sludge; and S = secondary sludge.
968
Over 95% of the U. S. pulp and paper industry capacity receives primary and secondary treatment. Overall BOQ and TSS removal exceeds 90%. One drawback to this high degree of treatment is the large amount of primary and secondary sludges generated; the industry produces an estimated 2.1 million t/a (2.3 million ton/yr). The conclusions of an industry survey of the most common sludge dewatering techniques and disposal systems are presented below.
The key to minimizing sludge disposal costs is the dewa- tering technology used. The more water that can be removed prior to final disposal, the lower the overall disposal cost.
The most common mechanical dewatering technologies used by the industry include vacuum filters, belt presses, and solid bowl centrifuges. There is a recent trend toward use of belt presses which can dewater secondary sludges to 12 to 14%
Journal WPCF, Volume 56, Number 8
I . . Industrial Wastes
solids, primary sludges 35% solids, and primarylsecondary sludge mixtures to 16 to 25% solids (depending on the ratio of primary to secondary sludge).
Polymer costs for mechanical dewatering vary widely with sludge characteristics. For example, one mill using belt presses to dewater waste-activated sludge spent $49.6O/t ($45.00/ton) of sludge dewatered to a solids content of 1396, whereas the polymer costs for mills dewatering combinations of primary and secondary sludges can vary from zero to $2O.OO/t ($181 ton). Those mills dewatering only primary sludge by belt presses can expect polymer costs below $10/t ($9/ton).
About 87% of pulp and paper mill sludges produced are landfilled and 13% are disposed of by incineration, composting, sale, and land application. Incineration represents the major management alternative to landfill disposal and accounts for 1 1% of the sludge produced.
Total dewatering and disposal costs for pulp and paper mill sludges vary widely, but they can account for about 40 to 45% of total wastewater treatment plants costs. Typical dewatering and disposal costs for the eight mills surveyed vary from $24.33/t ($22.07/ton) to $7 1.72lt ($65.06/ton) of sludge, and average $5 1 . O W ($46.3 Ilton).
Although a number of innovative systems are being used by the U. S. pulp and paper industry today, the most widely used disposal systems for the next decade will be landfill, in- cineration, and land application. New technology will be grad- ually implemented as landfill disposal requirements become more stringent.
August 1984
ACKNOWLEDGMENTS
Credits. Statistical data on the U. S. pulp and paper industry were supplied by Mr. William Gillespie of the National Council for Air and Stream Improvement, Inc. Cost data were compiled by Steven R. Young and James G. Coma of the Environmental Services Division of Crown Zellerbach Corporation. This paper was presented at the Water Pollution Control Federation 56th Annual Conference in Atlanta, Ga. on October 2-6, 1983.
Author. Herman R. Amberg is director of Environmental Services, Crown Zellerbach Corporation, 904 N. W. Drake Street, Camas, WA 98607.
REFERENCES
I. Rosenfeld, A. S., et al., “Pulp and Paper Mill Sludge Disposal by Combustion.” TAPPI, 56, 97 (1973).
2. Hewitt, T. R., and Ellis, R., “Bear Island Dewatering 1009b TMP Sludge, Buming in Boiler.” P u b and Paper, 57, 96 (1983).
3. Reilly, M. T., and Krepps, W. E., “A Case Study-Trials With a Mobile Unit Demonstrate Centrifugation of Secondary Sludge.” TAPPI, 65, 83 (1982).
4. National Council for Air and Stream Improvement, Survey Data (unpublished).
5. Evans, John, C. W., “Rayonier Produces Animal Feed From Sec- ondary Sludge at Sulfite Mill.” Pulp and Paper, 57, 124 (1983).
6. “TAPPI Annual Meeting, Atlanta, Ga.-Summaries of Meeting Papers.” TAPPI, 66 ,25 (1983).
969