solutions for the automotive industry - drewyor.com · solutions for the automotive industry ......
TRANSCRIPT

Solutions for theAutomotiveIndustry
Designed for Success
GE Fanuc Automation


GE Fanuc and FANUC Robotics TeamUp to Provide a SophisticatedAutomation Solution for a MajorAutomotive Supplier Machining Enterprises, Inc., in Saginaw, Michigan, performs a cubingoperation on engine blocks and heads for new engines that powerseveral sport utility vehicles. This operation involves machining onvarious surfaces, including the combustion chamber, the intake face,and the exhaust face. Cubing is necessary for validating the castingsbefore they are shipped to a major automotive company’s engineplant. With the help of robots from FANUC Robotics interfaced to GEFanuc’s Proficy™ Machine Edition* software running on ControlStation NTs, Machining Enterprises plays a key role in the enginemanufacturing process. Machining Enterprises is able to identifyproblems early in the production process, providing early feedback tothe major automotive manufacturer for problem solving and processadjustments.
Firing on All CylindersThe Machining Enterprises’ plant floor features three machining workcells, each of which contains four Niigata horizontal machining cen-ters. Two machines, which run blocks, are located side-by-side, andtwo that run heads are also side-by-side. A pair of FANUC M-710iTsix-axis overhead rail-mounted robots services each cell, a major costand space savings benefit for Machining Enterprises.
“Typically, one robot services two machines, but two of our three cellsare flexible, so one robot can perform two different tasks, such asmanufacturing blocks and heads side-by-side,” says Brian Verzinski,Manufacturing Process Engineer at Machining Enterprises. A robottraverses between two centers, working on one part, then stoppingand changing its end-of-arm tool (EOAT) to work on the other part,then stopping and changing the tool again, and so on.
Machining Enterprises, Inc.Designed for Success
Results • Increased manufacturing productivity• Space savings on the plant floor • High reliability• Ease of installation and operator use • Streamlined manufacturing processes• Efficient and cost-effective use of robots • Outstanding service and support• Common controls platform
“Our leading-edge GE Fanuc Machine Edition robotics and machin-ing interface helps provide the speed and reliability we need for ourcubing operation.”
Brian VerzinskiManufacturing Process EngineerMachining Enterprises, Inc.
* Part of Proficy Intelligent Production Solutions from GE Fanuc.
GE Fanuc Automation

GE Fanuc’s Proficy Machine Edition software, running on ControlStation NT industrial computers, interfaces between the robots andthe Niigata machining centers. A single Control Station controls thetwo flexible cells, each of which is equipped with two additionalControl Station NTs that serve as operator interfaces. The third celluses one Control Station NT for control and one as an operator inter-face. Machine Edition transmits information received from themachining centers to the robot.
“A number of conditions must be met before a robot can execute acommand; for example, determining whether a part is present,whether the light curtain is clear, and whether the robot has com-pleted the previous task,” Verzinski says.
Each controller has two separate I/O channels. One channel of Series90™-30 I/O interfaces via Ethernet with the robots, and one channelof DeviceNet interfaces with conveyors using VersaMax® I/O. Theseconveyor transfer lines shuttle parts between the machining centers.
Solid Performance“This is a complex robotic operation. This new solution has providedboth manufacturing and enhanced process advantages,” Verzinskisays.
Speed was one of Machining Enterprises major concerns. The goalwas to perform a unique “A” and “B” load on each machining centerwithin the machining cycle time. Fanuc demonstrated this by creat-ing a computer simulation model prior to equipment build. This simu-lation was later proven by an equipment trial run on Fanuc’s factoryfloor. The Machine Edition interface was able to keep pace with thisdemanding requirement while providing the required level of reliabili-ty.
Installing and commissioning the system went “extremely well,”according to Verzinski. “We wanted a four-hour fault-free run the firsttime out, and we got it. We made a few minor I/O changes once wesaw how the robot was processing the parts, but that’s about it.”
Given the complexity of this manufacturing environment, the graphi-cal interface has a relatively simple screen layout to simplify theoperation. “It takes about a month for new employees to learn howto run it, but that’s reasonable based on the application,” Verzinskisays. GE Fanuc provided initial training, and internal staff now teach-es new employees.
Designed for Success
The overhead rail-mounted FANUC robots save both valuable floorspace, machine tool access, and investment for MachiningEnterprises, since one robot can service two machining centers. “Inaddition,” Verzinski says, “designing and building a safety interlocksystem was easier with the overhead robot than it would have beenon any other type.”
“Working with FANUC Robotics and GE Fanuc has been a good expe-rience,” says Verzinski. “They have provided a fine engineering team,expert program management, and local technical support through-out this project. They fit well with our company slogan,Manufacturing Excellence through Innovation.”
Tier One Automotive Supplier Revs UpQuality and Timely ShippingLike suppliers in many industries, a leading manufacturer for theworldwide automotive market must ensure that its components meetthe high standards required by its customers, and that they areshipped accurately and on time, every time. Accomplishing thesegoals is no Sunday drive, given the enormous quantity of productsmanufactured and shipped from its facility every day, and the manykey process points at which data must be monitored and logged toensure 100% quality. But this company has steered its way to suc-cess since implementing QuickPanel® View from GE Fanuc, a unit ofGE Infrastructure, in conjunction with its existing GE FanucHMI/SCADA software system.
A Smooth RideAlthough their automation equipment was collecting large quantitiesof potentially valuable data, the company’s means of accessing andleveraging this data were limited. Therefore, two of their primaryautomation requirements were the ability to generate the post-pro-duction data logging of test results on its products, and to read prod-uct barcodes at testing and packing stations. And, since the companywas using controls and testing components from a variety of manu-facturers, the ability to connect seamlessly to all of these devices wasalso essential.
QuickPanel® View Designed for Success
Results • Marked increase in product quality• Drastic reduction in returns• Seamless connectivity with existing HMI
software and plant devices• Easy to program and upgrade
QuickPanel View offers a simple, yet versatile design to lower instal-lation costs and increase productivity. With powerful visualizationcapabilities, QuickPanel View delivers flexible, scalable performanceon a rugged, reliable hardware platform.
GE Fanuc Automation

The company rejected one solution because of its inability to con-nect with the existing Proficy® HMI/SCADA software, its overall lack ofopenness, and its limited functionality. After performing a trial run ofa GE Fanuc QuickPanel View in this application, the company drovefull speed ahead with a QuickPanel View solution, implementing morethan 50 of the touchscreens throughout the plant.
To log post-production data, GE Fanuc’s Proficy HMI/SCADA softwaregathers the test data that several dozen QuickPanel View nodesreceive from a PLC via an Ethernet network. Since the PLCs fromanother company are the standard at this facility, the fact that GEFanuc’s hardware and software can connect to these controllers isvery important in this application. The same QuickPanel View unitperforms all of these functions and also provides a bar code applica-tion solution, reading up to four bar code readers, two at each testingstation and two at each packing station. In addition to the seamlessconnectivity that the QuickPanel View solution provides, engineers atthe company appreciate how easily they can program QuickPanelView and make changes to the system.
The company implemented the first of many QuickPanel View solu-tions about 18 months ago, and, since that time, has seen a markedincrease in product quality and a drastic reduction in returns. Thesystem not only flags bad products before they leave the facility, italso catches those that would have been shipped as other productcodes and returned to the company at its expense. Engineers alsobelieve that the QuickPanel View systems can help limit the size ofany recalls while speeding resolution of the problem.
Now that’s how to rev up manufacturing!
Designed for Success
The QuickPanel View Advantage• Broad range of display sizes from 6" to 15"• Choice of Monochrome, Color-STN, or Color-TFT display• Microsoft Windows® CE operating system• Expandable memory & Fieldbus cards*• Compact Flash*• UL Class 1 Div 2 (A, B, C, D), ATEX Class 1, Zone 2, CE Mark• Cost-effective replacement for panel operators• Functions from data collection and trending to system security
and alarming• Built-in web server for access to data, and panels using any stan-
dard browser*• Communication over serial, Ethernet, and communication expan-
sion cards*• Multi-language support selectable by the operator when the sys-
tem is online• Shared tags for increased productivity – applications developed
for QuickPanel View can share tags with other Proficy View-Machine Edition applications, eliminating the need to enter thedata more than once
• Migration of applications developed with QuickDesigner• Extensive library of pre-configured animation objects• 2-year warranty on all models
*Available on select models.

GE Fanuc gives automaker and suppli-ers real-time window into productionstatusTo help improve the productivity of their manufacturing operation,the management of Perodua (Perusahaan Otomobil Kedua Sdn Bhd),Malaysia’s second largest car manufacturer, decided to implement amethod for “just-in-time” ordering of part supplies based on vehicleorders. The team envisioned a solution that would integrate distribu-tor and supplier systems with Perodua’s ERP system to access plantfloor data in real-time. Distributors would be able to track theprogress of their orders vehicle-by-vehicle, and vendors would havethe ability to coordinate their part supplies to the facility on a just-in-time basis.
Perodua turned to GE Fanuc Automation for assistance in makingtheir vision a reality. Perodua Information Technology personnel wereimpressed with GE Fanuc’s proven experience in implementing thesetypes of solutions and felt confident that GE Fanuc would be able tocreate an automatic data collection and product tracking solutionthat would enable them to meet their productivity goals.
GE Fanuc teamed with local system integrator, Temigas Sdn Bhd inMalaysia, to implement a phased approach solution, the first of whichis a Shop Floor Control System (SFCS) in Perodua’s body, paint, andassembly shops. GE Fanuc did most of the system design and imple-mentation on-site with local systems integrators working closely withPerodua to ensure that the system met their requirements.
Perodua AutomotiveDesigned for Success
Results • Reduced work in process (WIP) inventory• Faster identification of quality problems and
production bottlenecks• Decreased rework time and volume• Fewer operator errors
The new Shop Floor Control System provided by GE Fanuc has beenwell received by the operators, supervisors, and management ofPerodua for its ease of use and for the up-to-date, extensive pro-duction information they receive.
GE Fanuc Automation
The specific objectives for the SFCS in improving Perodua’s manufac-turing operations are:• Reducing work in process (WIP) inventory• Identifying quality problems as quickly as possible • Reducing rework time and volume• Identifying production bottlenecks • Reducing operator errors
To meet these objectives, the automation team created a reliable,state-of-the-art system based on Proficy™* industrial automationsoftware with a Tracker module to satisfy the following key require-ments:• Track WIP • Capture quality defect and rework information • Automatically generate part-supply triggers from the production
lines to logistics and other subassembly areas • Generate production and quality-related reports on-the-fly • Generate tax and delivery documentation automatically • Automatically route bodies inside the paint shop through various
processes • Ensure data integrity of the vehicle production information • Make all the above information readily available on the desktops of
management to enable real-time decision making
The system architecture consists of two high-end servers runningWindows NT® 4.0. The Proficy Tracker server implements the processlogic, including WIP tracking, routing, and quality data capture. Thisserver, which interlocks and serves data to all viewer nodes, is config-ured as the domain controller to which all shop floor computer nodesand PLCs are interfaced. The SFCS database, running on a Microsoft®
SQL Server, contains such production information as schedules,model description, color code, tax ID generation, engine description,logged WIP data, quality defects, and much more.
More than 30 GE Fanuc Display Stations, preloaded with Proficy soft-ware, are stationed in the body, assembly, and paint shop. TheDisplay Stations are automatically updated with vehicle data as eachnew vehicle arrives at the station. Operators log defect data into theSFCS by clicking on the graphical image of the body parts shown onthe Display Station screen.
To implement tracking, the shop floor is mapped into 120 regions,based on the process carried out at that region. Triggers for trackingin the body and assembly shops are received from 15 bar code read-ers located at key transition points. The bar code scanners are inter-faced to GE Fanuc Series 90™-70 PLCs through PCM (ProgrammableCoprocessor) modules. The PLCs are directly interfaced to the plant’s100 Mbps TCP/IP Ethernet network and communicate with theTracker server. In the paint shop, operators can determine the loca-tion of each vehicle by tracking the carriers (hangers and dollies) thatcarry the vehicle using Smarteye bar code readers and limit switchsignals received from the paint shop conveyor system.
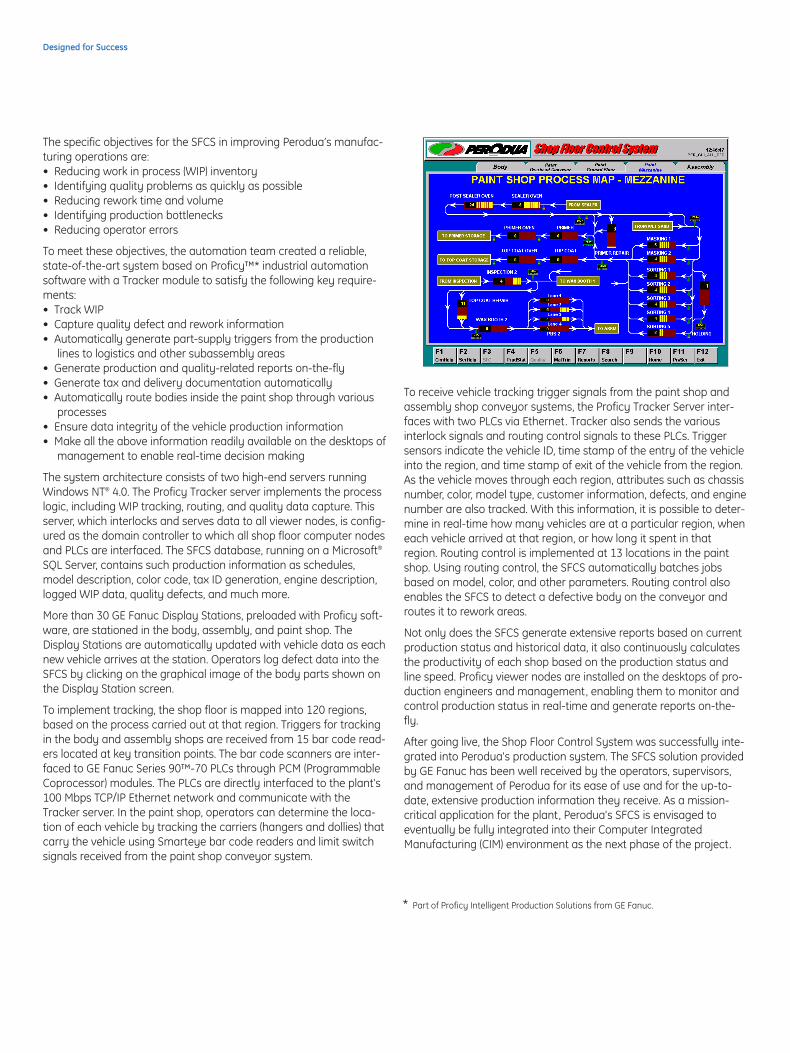
To receive vehicle tracking trigger signals from the paint shop andassembly shop conveyor systems, the Proficy Tracker Server inter-faces with two PLCs via Ethernet. Tracker also sends the variousinterlock signals and routing control signals to these PLCs. Triggersensors indicate the vehicle ID, time stamp of the entry of the vehicleinto the region, and time stamp of exit of the vehicle from the region.As the vehicle moves through each region, attributes such as chassisnumber, color, model type, customer information, defects, and enginenumber are also tracked. With this information, it is possible to deter-mine in real-time how many vehicles are at a particular region, wheneach vehicle arrived at that region, or how long it spent in thatregion. Routing control is implemented at 13 locations in the paintshop. Using routing control, the SFCS automatically batches jobsbased on model, color, and other parameters. Routing control alsoenables the SFCS to detect a defective body on the conveyor androutes it to rework areas.
Not only does the SFCS generate extensive reports based on currentproduction status and historical data, it also continuously calculatesthe productivity of each shop based on the production status andline speed. Proficy viewer nodes are installed on the desktops of pro-duction engineers and management, enabling them to monitor andcontrol production status in real-time and generate reports on-the-fly.
After going live, the Shop Floor Control System was successfully inte-grated into Perodua's production system. The SFCS solution providedby GE Fanuc has been well received by the operators, supervisors,and management of Perodua for its ease of use and for the up-to-date, extensive production information they receive. As a mission-critical application for the plant, Perodua's SFCS is envisaged toeventually be fully integrated into their Computer IntegratedManufacturing (CIM) environment as the next phase of the project.
Designed for Success
* Part of Proficy Intelligent Production Solutions from GE Fanuc.

Shanghai GM Taps GE, Proficy™* toDrive Turnkey Automation Solution atNew Plant When the Chinese government named the automotive industry a pil-lar industry for development, it seemed only natural that theShanghai Automotive Industry Corporation (SAIC), China’s largest pas-senger automobile manufacturer, and General Motors (GM), theworld’s largest full-line vehicle manufacturer, would team up to formShanghai GM.
Innovative automobile complex Shanghai GM’s production facility in the Pudong area of Shanghai is a$1.5 billion, 5,920,200-square-foot (550,000-square-meter) plant thatincludes a press shop, body shop, paint shop, general assembly shop,and powertrain shop. Considered the largest and most innovativeautomobile complex in China, Shanghai GM primarily supplies China’sbusinesses and government, producing Buick mid-size sedans, theBuick GL, GLX, GS and Xin Shi Ji (New Century). This plant also addedproduction of the Buick GL–8 wagon, and the Buick Sail luxury com-pact sedan. At peak capacity, the plant will manufacture 100,000vehicles, 180,000 engines, and 100,000 transmissions annually.
Before the first Buick rolled off the line, Shanghai GM selected thediversified services, technology and manufacturing company – theGeneral Electric Company – to unlock a $65 million turnkey commu-nication and control and power distribution system, as well as provideprocess equipment and support, that would actively support GM’sproduction practices. With Charlottesville, Va.-based GE FanucAutomation in the driver’s seat, GE Electrical Distribution & Controlwas soon riding shotgun, together designing a state-of-the-art com-munication and control and power distribution system to operatewithin GE’s overall communication plan.
Shanghai GMDesigned for Success
Results • Maximum uptime and productivity• Real-time data reporting• Lower inventory and reduced material
consumption• Greater quality, less rework
* Part of Proficy Intelligent Production Solutions from GE Fanuc.
GE Fanuc Automation

For its part, GE Fanuc developed a $15 million communication andcontrol system guided by its renowned Proficy, manufacturing enter-prise-wide software and supported by GE Fanuc Series 90™-70 andSeries 90-30 PLCs, Microsoft® Windows NT®, and Intel-based serverand workstation computers. Four subsystems — the ProcessMonitoring & Control (PMC) system, the Target Control System (TCS),the Automatic Vehicle Identification (AVI) system, and the ANDONsystem — are connected by a GE Fanuc-provided Ethernet networkto monitor and control Shanghai GM’s five shops. With thousands ofmachines and miles of conveyor systems, GE Fanuc’s turnkeyautomation solution effectively minimizes idle equipment and per-sonnel, maximizes uptime and productivity, and operates seamlesslywithin the broader scope of the GE framework.
Auto Assurance: Shanghai GM’s Production Monitoring andControl System
Process Monitoring & Control (PMC) SystemWorking to maximize equipment uptime and process productivity,Shanghai GM’s PMC system employs 37 GE Fanuc Series 90-70 PLCsand over 400 Series 90-30 PLCs collecting data from 60,000 I/Opoints. Proficy HMI/SCADA – CIMPLICITY software monitors produc-tion equipment conditions, generates and logs alarms, and commu-nicates process status in colorful graphic displays. The user-friendlybut powerful Proficy software allows operators to generate nearly4000 different reports and trending charts, including productioncounts, WIP totals, and process cycle times. Control functions arealso provided by the system to allow authorized operators to startand stop production lines.
To support troubleshooting and repair efforts, Proficy quickly detectsequipment and production problems, immediately notifies the appro-priate maintenance team, production manager, or process supportengineer, and provides diagnostic data for speedy repair efforts.Essential to a facility of this size, Shanghai GM’s PMC system mini-mizes production downtime that can result from mechanical or pro-duction-related problems.
Target Control System (TCS)Shanghai GM’s TCS controls the movement of vehicle bodies into andout of the body distribution center using several modes of operationfrom fully automatic to fully manual. Like the PMC system, the TCSalso employs Proficy software, but with the added feature of ProficyTracker — a comprehensive Proficy option that provides tracking androuting control of the serialized vehicle bodies as they move throughthe production process.
With Proficy Tracker, Shanghai GM can dynamically collect and storea variety of vehicle body data, including process parameters, timestamps, and quality measurements. Operators can easily determinethe location of a tracked vehicle body, display its data, and providecontrol commands to production equipment to process and routethe body. Communication to Automatic Vehicle Identification systemand Conveyor controls is supported over the plant Ethernet network.
In addition to tracking vehicle bodies, Proficy determines where tostore vehicle bodies arriving from the body shop, sequences vehiclebodies into the paint shop, decides where to store vehicle bodiesreturning from the paint shop, and again sequences vehicle bodiesinto general assembly. The TCS and similar routing control systemsare used extensively in automotive facilities to efficiently and effec-tively control vehicle flow based on parameters such as productionschedule, optimum color blocking, consistent load balancing, andmaterial availability. For Shanghai GM, the TCS effectively optimizesproduction flow and productivity and, due to its efficiency, minimizespaint costs and reduces paint emissions.
Automatic Vehicle Identification (AVI) SystemThe plant’s Automatic Vehicle Identification (AVI) System identifiesand tracks vehicles in the body shop, paint shop, and general assem-bly shop. Vehicles are identified by writing vehicle identification andconfiguration data to radio frequency (RF) tags mounted on eachvehicle carrier. Vehicles are tracked by reading the vehicle data fromthe RF tags as they move through the production process.
There are two independent AVI systems; one is for the body shopand body distribution center (BDC), and the other is for the paintshop. The body shop/BDC system consists of one GE Fanuc Series90-70 PLC networked with eight tag read/write stations located inthe body shop, body distribution center and paint shop exit. Two ofthe stations in the body shop have automatic bar code scanners thatread data from a label affixed to the body so that it can be uniquelyidentified by the AVI system when it enters the production stream.The paint shop AVI system also uses a GE Fanuc Series 90-70 PLCwith 14 tag read/write stations. Each system controller interfaceswith its own Proficy HMI/SCADA – CIMPLICITY-based operator stationmounted adjacent to the associated system controller. The stationsare available for system monitoring, maintenance, and supervisory
Designed for Success
control functions.
Each AVI system also communicates directly with the TCS and SGM’sFLEX system via the Ethernet network, reporting vehicle locationsand vehicle data to both. The AVI system also receives data from theFLEX system for storage on the RF tags. This data is read from thetags by other systems and is used for controlling the productionprocess.
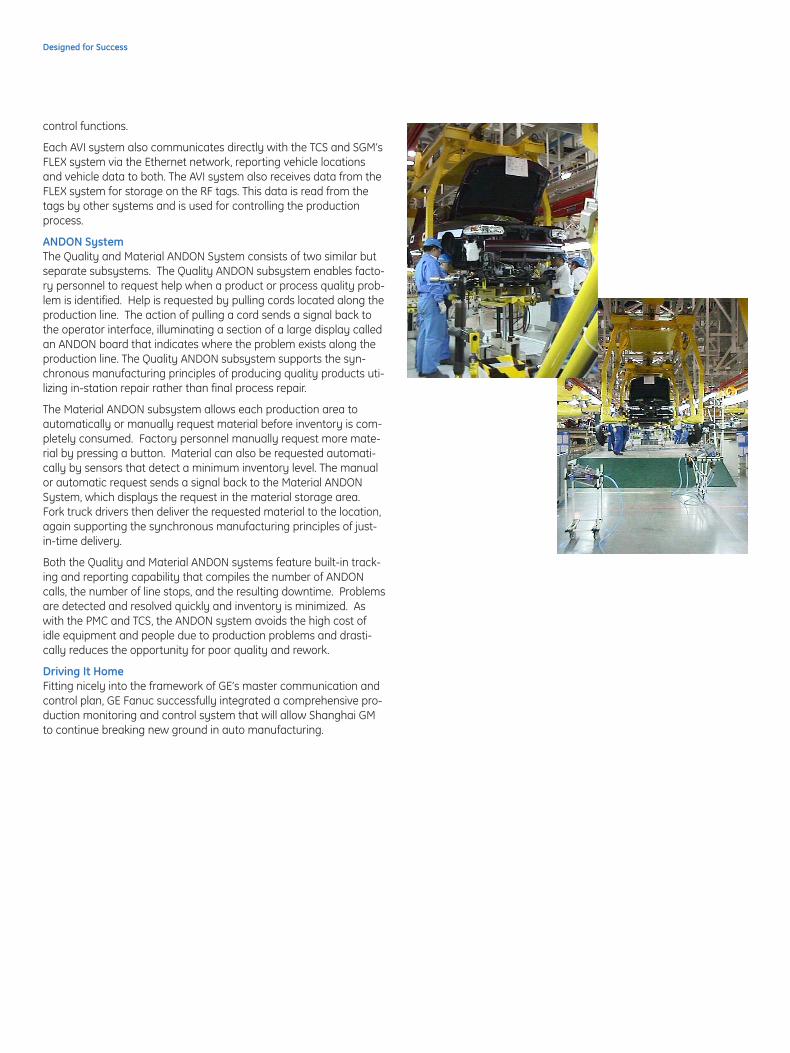
ANDON SystemThe Quality and Material ANDON System consists of two similar butseparate subsystems. The Quality ANDON subsystem enables facto-ry personnel to request help when a product or process quality prob-lem is identified. Help is requested by pulling cords located along theproduction line. The action of pulling a cord sends a signal back tothe operator interface, illuminating a section of a large display calledan ANDON board that indicates where the problem exists along theproduction line. The Quality ANDON subsystem supports the syn-chronous manufacturing principles of producing quality products uti-lizing in-station repair rather than final process repair.
The Material ANDON subsystem allows each production area toautomatically or manually request material before inventory is com-pletely consumed. Factory personnel manually request more mate-rial by pressing a button. Material can also be requested automati-cally by sensors that detect a minimum inventory level. The manualor automatic request sends a signal back to the Material ANDONSystem, which displays the request in the material storage area.Fork truck drivers then deliver the requested material to the location,again supporting the synchronous manufacturing principles of just-in-time delivery.
Both the Quality and Material ANDON systems feature built-in track-ing and reporting capability that compiles the number of ANDONcalls, the number of line stops, and the resulting downtime. Problemsare detected and resolved quickly and inventory is minimized. Aswith the PMC and TCS, the ANDON system avoids the high cost ofidle equipment and people due to production problems and drasti-cally reduces the opportunity for poor quality and rework.
Driving It HomeFitting nicely into the framework of GE’s master communication andcontrol plan, GE Fanuc successfully integrated a comprehensive pro-duction monitoring and control system that will allow Shanghai GMto continue breaking new ground in auto manufacturing.
Designed for Success

Designed for Success
A Look Inside Shanghai GMPress ShopThe 139,931-square-foot (13,000-square-meter) press shop featurestwo 180-inch press lines with automatic pick-and-place panel trans-fer systems. Each line has five fully automated presses. ShanghaiGM stamps 26 external metal parts at a rate of 500 parts per hour.
Body ShopIn the 265,868-square-foot (24,700-square-meter) body shop, heavyparts are lifted and moved by manipulators while 44 robots performquality-sensitive tasks such as welding and sealing. The shop hasagile tooling and a programmable design in the framing station thatallows it to produce bodies for two completely different vehicles. AnElectrified Monorail System (EMS) in the underbody sub-assemblyand body side sub-assembly areas maximizes the flexibility of modelmixing in the production schedule.
Paint ShopThe 548,958-square-foot (51,000-square-meter) paint shop is a state-of-the-art, environmentally friendly facility. Here, for the first time inChina, provisions were made for the future use of waterborne primerand paint, which will effectively reduce exhaust emissions. Also forthe first time in China, color-specific primer, which improves paintquality, is applied to all vehicles.
General Assembly ShopThe 452,084-square-foot (42,000-square-meter) general assemblyshop features a unique T-shape layout pioneered by General Motors.A prerequisite for just-in-time production, the building shape offersthree distinct advantages: docking stations permitting line-side directdelivery of parts; a centralized nerve center; and options for futureexpansion without interrupting production. Three automated con-veyor systems complete the efficient assembly process.
Powertrain ShopThe 409,028-square-foot (38,000-square-meter) powertrain shopmanufactures five major engine components for 4 and 6-cylinderengines that are used on its engine assembly line. This state-of-theart engine assembly line can produce the mix of 4 and 6-cylinderengines required for the vehicles SGM produces, as well as for othervehicle manufacturers in China. It also produces 5 major componentsfor, and assembles, the first automatic transmission used on a pro-duction car built in China.

New automation system increasesproductivitySince 1962 General Motors has produced at its Ellesmere Port plant avariety of models with the brand names Vauxhall and Opel for theEuropean market. The complete body construction area has beenmodernised in a record time of only nine months, i.e. from renewal ofthe production building through to the resumption of production. Thusa plant, which originally produced just one model, has been turnedinto a flexible production plant in which the new Vectra is currentlybeing built and in which the new Astra will also be built in the future.The British build the Vectra in 136 possible variations. A total ofapproximately 40 new cars leave the plant per hour.
Modernised car body construction Production of the new Vectra has been in operation since February2002. The car bodies are assembled with the aid of 600 FanucRobotics robots over a total length of 3.5 km comprising 120 assem-bly stations. 12,000 welding points are necessary for this. On accountof the modernised production plant it has been possible to reduce thecost per car body by approximately 30 %. The software Proficy™HMI/SCADA – CIMPLICITY from GE Fanuc has made a contributiontowards reducing costs. This automation software is used amongother things for maintenance purposes, production optimisation andvisualisation. It receives its data via Ethernet and MMS, a specialGeneral Motors communication standard, from 97 third-party controlunits distributed throughout the plant. Communication at the I/O levelis performed by Profibus DP.
Vauxhall, Vectra and Visualisation Designed for Success
Results • Increased manufacturing productivity• Reduced costs• Easy integration• Optimized information transfer
Vauxhall is using the GE Fanuc operator control and visualisationsoftware Proficy™ HMI/SCADA – CIMPLICITY at its fully modernisedplant in Ellesmere Port. The entire concept for car body constructionand the individual solutions integrated into it have proved veryacceptable due to their openness and intelligent concept.
GE Fanuc Automation

Automation with Proficy™Proficy software has already been in use for years on the paintingline adjacent to the car body construction area, and in the assemblyarea for visualisation and control of the production process, and forprocess management. Experience with Proficy and with the supportprovided by GE Fanuc Service has been very good. The latest versionof the software was very acceptable due to its flexibility and the easeof development of intelligent automation solutions, e.g. the integra-tion of web technology and wireless information transfer. This waswhy Vauxhall decided to use Proficy in its car body construction aswell.
The system Two computers equipped with Proficy software, so-called data col-lectors, record at present approximately 55,000 data points in realtime. The SCADA concept has been designed so that in the future theapplication can be expanded without difficulty to 90,000 data points.The collected data is passed on via Ethernet TCP/IP to variousservers. These form the basis for the implementation of various tasksand individual solutions. These are as follows:
• Proficy Enterprise ServerAt present with 10 connected terminals (real client-server archi-tecture) for visualisation of the production processes in real timeby means of Proficy Runtime Viewer.
• Proficy Web /Media Server1. For realisation of the production processes via the Intranet onany Web-capable PC by means of a Web browser (InternetExplorer).2. Alarm routing onto the existing telephone system. Maintenancestaff therefore receive an alarm by telephone in the event of criti-cal process statuses.
• Proficy Quality Andon ServerProcessing of the data and information for visualisation of the 8single-page and 5 double-page LED displays installed at presentin the production building. All LED displays are based on theProficy Runtime Viewer, alarms being acoustically underlaid withsounds by means of Proficy Alarm Management.
• Proficy Material Andon ServerPasses on wireless information (wireless Ethernet) to forklift trucksand trolleys. This information is displayed on a Windows CE moni-tor screen with touch-screen functionality by means of Proficy CEViewer Software.
• Proficy SQL-Database ServerFor data archiving and processing. This server forms the basis forthe management reporting system.
Openness and configurationA great advantage of Proficy™ HMI/SCADA – CIMPLICITY is the open-ness of the software. The integration of third-party products, andhence the expansion of the overall concept by further individual solu-tions, is straightforward. This is exactly what the engineers atVauxhall expected. Mark Atherton, manager of servicing and mainte-nance at Vauxhall had the following to say on this, “Proficy gives usthe flexibility to be able to integrate into the overall system additionalindividual solutions at a later point in time. Many other softwareproducts are closed systems, so with these products we would also
be putting ourselves in a situation of dependency”. Configuration andcommissioning of the system was quite easy on account of the soft-ware structure and Proficy’s diverse tools. In future, Vauxhall will beable to expand the system themselves with other functionalitieswithout any great support from GE Fanuc.
Visualisation, alarm management and reportingThe system is configured so that visualisation of the productionsequence is performed on three levels. On level one the observer hasan overall view of the entire car body construction plant, on level twoan overview of an individual area and on level three the visualisationof a machine with corresponding status reports.
The automation system includes error and alarm management. Theerrors and alarms messages are based on a stepladder diagnosticsystem in real time.
Specially defined alarms are passed on directly by telephone to deci-sion takers on the basis of their importance. This ensures immediateaction and troubleshooting.
All alarm messages are acquired in the SQL database and can bereferred to accordingly for analyses. For example, there are analysesand reports about the most frequent errors, stoppage times, machineutilisation and availability. These analyses and reports help the plantmanagement to optimise processes and production, i.e. to manufac-ture more cost-efficiently.
Designed for Success
Designed for Success
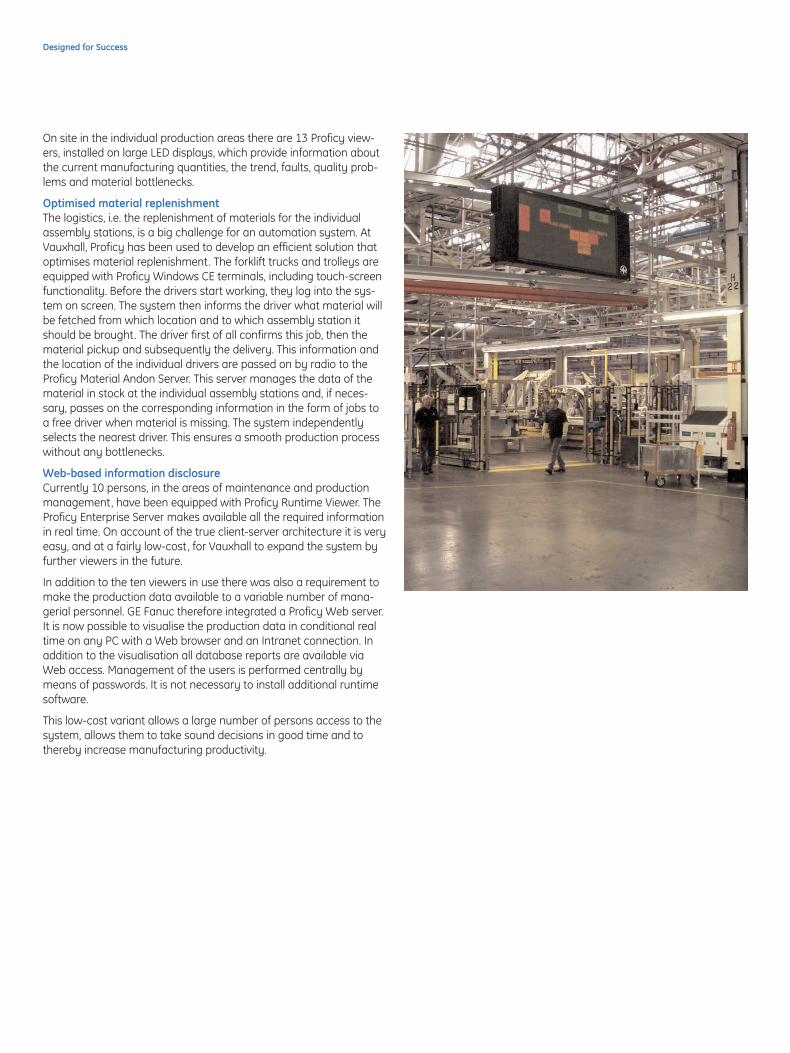
On site in the individual production areas there are 13 Proficy view-ers, installed on large LED displays, which provide information aboutthe current manufacturing quantities, the trend, faults, quality prob-lems and material bottlenecks.
Optimised material replenishmentThe logistics, i.e. the replenishment of materials for the individualassembly stations, is a big challenge for an automation system. AtVauxhall, Proficy has been used to develop an efficient solution thatoptimises material replenishment. The forklift trucks and trolleys areequipped with Proficy Windows CE terminals, including touch-screenfunctionality. Before the drivers start working, they log into the sys-tem on screen. The system then informs the driver what material willbe fetched from which location and to which assembly station itshould be brought. The driver first of all confirms this job, then thematerial pickup and subsequently the delivery. This information andthe location of the individual drivers are passed on by radio to theProficy Material Andon Server. This server manages the data of thematerial in stock at the individual assembly stations and, if neces-sary, passes on the corresponding information in the form of jobs toa free driver when material is missing. The system independentlyselects the nearest driver. This ensures a smooth production processwithout any bottlenecks.
Web-based information disclosureCurrently 10 persons, in the areas of maintenance and productionmanagement, have been equipped with Proficy Runtime Viewer. TheProficy Enterprise Server makes available all the required informationin real time. On account of the true client-server architecture it is veryeasy, and at a fairly low-cost, for Vauxhall to expand the system byfurther viewers in the future.
In addition to the ten viewers in use there was also a requirement tomake the production data available to a variable number of mana-gerial personnel. GE Fanuc therefore integrated a Proficy Web server.It is now possible to visualise the production data in conditional realtime on any PC with a Web browser and an Intranet connection. Inaddition to the visualisation all database reports are available viaWeb access. Management of the users is performed centrally bymeans of passwords. It is not necessary to install additional runtimesoftware.
This low-cost variant allows a large number of persons access to thesystem, allows them to take sound decisions in good time and tothereby increase manufacturing productivity.

© 2005 GE Fanuc Automation, Inc. All Rights Reserved. All otherbrands or names are property of their respective holders. 11.05
GE Fanuc Automation Information Centers
Americas: 1 800 GE FANUC or 434 978 5100
Asia Pacific: 86 21 3222 4555
Europe, Middle East and Africa:+800 1 GE FANUC or +800 1 4332682 or +1 780 401 7717
Europe, Middle East and Africa (CNC):+352 727979 1
Additional Resources
For more information, please visit the GE Fanuc web site at:
www.gefanuc.com