(solvent alternatives guide) - infohouseinfohouse.p2ric.org/ref/21/20250.pdf · (solvent...
TRANSCRIPT
(SOLVENT ALTERNATIVES GUIDE)
COMPUTER ASSISTED GUIDANCE FOR SOLVENT REPLACEMENT
Kenneth R. Monroe, Research Environmental Engineer, Surface Cleaning Technology Program, Research Triangle Institute; Elizabeth A. Hill, Manager, Surface Cleaning Technology Program, Research Triangle Institute.
INTRODUCTION
Both the Montreal Protocol, with amendments, and the Clean Air Act Amendments of 1990 are having a large impact on the use of CFC-113 (trichlorotrifluoroethane) and TCA (trichloroethane or methyl chloroform).
In addition to the regulatory requirements for the elimination of CFC-113 and TCA, some organizations are voluntarily reducing use of the other chlorinated solvents. One of the pollution prevention programs sponsored by the U.S. Environmental Protection Agency (EPA) is called the 33/50 Program. The goal of this voluntary program is to reduce the emissions of seventeen priority pollutants by 33% by the end of 1992 and 50% by the end of 1995. Among the seventeen chemicals are the common chlorinated solvents; perchloroethylene (Perc), trichloroethylene (TCE), TCA, and methylene chloride.
A large use for these solvents (TCA, CFC-133, TCE, Perc, etc.) is in cleaning or metal degreasing operations. Most of these processes have been in operation for years. The original engineering that went into the selection of a solvent has sometimes been lost or forgotten. Subsequent to the implementation of these processes, fabrication and assembly processes have developed around these and other chlorinated solvent methods.
Many people are now looking for a drop-in substitute solvent that will work with their existing equipment and processes. They want a substitute that will provide the same cleaning capabilities at the low cost to which they are accustomed. Usually, this direct substitute does not exist. Companies must sort through a huge amount of information on available options. Just the selection of an alkaline aqueous cleaner can be overwhelming, especially if you don't have a cleanliness measurement method. The 1992 McCutcheon's Volume 1: Emulsifiers & Detergents1 has over two hundred pages of information on various products that could be used in an aqueous cleaning system. The selection process is no longer a matter of selecting the solvent to put in your vapor degreaser and setting the correct boiling point on the equipment.
This article will describe SAGE, a personal computer (PC) software product designed to assist people faced with selecting alternatives to existing solvent based cleaning processes.
APPROACH
The goal of the SAGE system is to provide practical advice and recommendations for solvent replacements. Most standard data base implementations require that a user search through the system using a series of key words that are linked together in various forms. The
431
I
system then responds with a list of article titles, publication abstracts, and other summaries. In a sense, the user needs to know what they are looking for before they begin their search.
the developers of SAGE decided to take a different approach. The methods behind SAGE were designed to mimic the actions taken by any process or manufacturing engineer faced with finding a solvent substitute.
The system operates using a question and answer format. The questions asked determine the basic parameters surrounding the user's pa+) and desired process outcomes. These user parameters are then used to derive chemistry and process alternatives. Note that there is a distinction between chemistries and processes. Some problems lend themselves to solutions that don't use chemicals, such as no clean or blasting options. Other problems will depend heavily on the chemical properties of a cleaner.
Immediately after all questions have been answered, the system provides a list of recommended alternatives. The alternatives have a relative score that allows comparison between alternatives. The system can provide a brief one page screen summary of each of the recommendations. If the user desires more detail on an alternative, that alternative can be flagged. At the end of the session, a detailed report on all flagged alternatives will be provided.
The information provided with each alternative includes general information, and environmental/safety section, a case study/economics section, and a section that lists contacts and references.
The general section provides an overview of the particular process or chemistry. The information is provided in "bullet" form rather than sequential text as in a book. Any peculiarities of a process/chemistry will be identified. For example, the effects of ultrasonics on part or fixture erosion are identified and the concerns of base metal attack by an alkaline aqueous cleaner are addressed.
The environmental /safety section identifies various issues involved with that alternative. For example, if a chemical is a reportable hazardous air pollutant, it will be identified. Representative MSDS (Material Safety Data Sheet) information is provided. Obviously, in the case of the aqueous chemistries MSDS data for all of the various cleaners and detergents that exist can not be provided. General classifications are discussed.
The case study/economics section provides industrial case studies involving the alternative under discussion. Where possible, economic data for the case studies and the alternative will be provided.
the EPA Pollution Prevention Information Clearinghouse (PPIC)2. This is an electronic bulletin board system @BS) available for use free of charge. Other sources include industry journals and references such as the annual Metal Finishing Guide3 and American Society of Materials (ASM)4 references. Documented case studies are from industrial and manufacturing sites.
assistance contacts for the user's state of residence. The information will also include a list of process equipment and chemical suppliers. The user also has access to a glossary of common terms used in SAGE.
Appendix 1. The questions asked by SAGE are shown followed by the user's response(s). The system recommendations are then shown.
purpose of the screen summary is to provide just enough information to the user so that they
Rather than require that the user understand data base search and retrieval techniques,
The information for the various alternatives comes from many sources. One source is
In addition to the alternative details, SAGE will provide information on state technical
The best example of how SAGE works is shown in the example session included as
An example of both a chemical and a process screen summary is provided below. The
432

t
can determine if the alternative is of interest to them. If the alternative is of interest, the user may then request a detailed report on that subject.
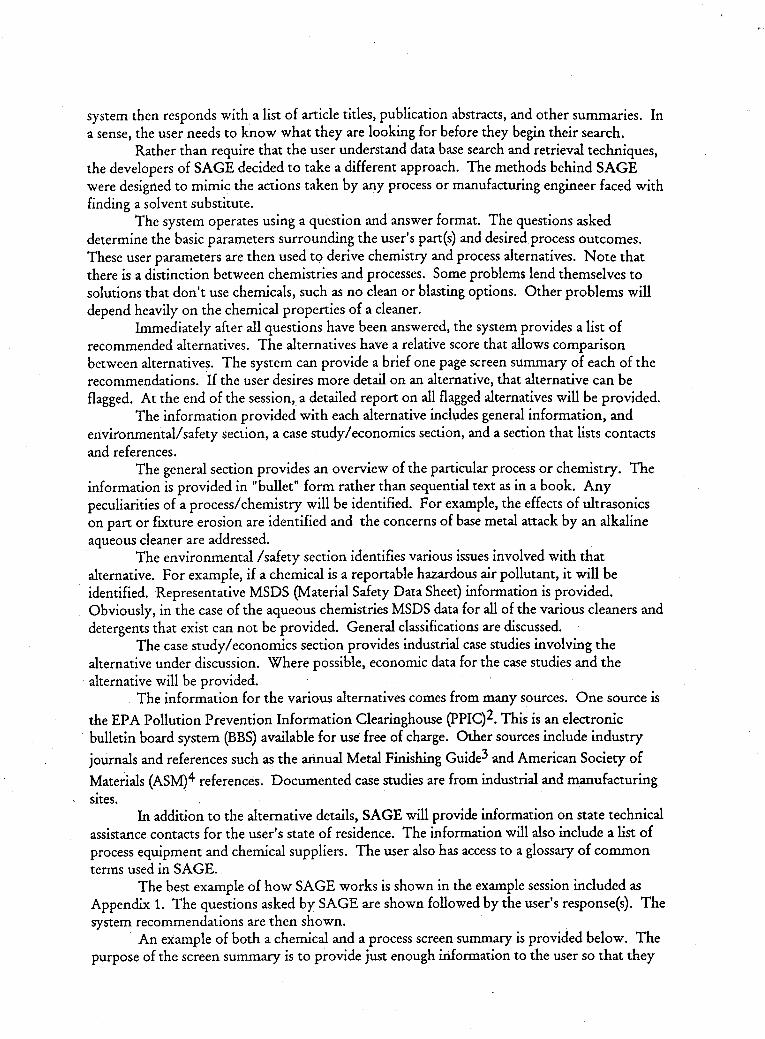
**** ALKALINE AQUEOUS SOLUTIONS * * * *
Alkaline aqueous cleaning solutions are the most common form of aqueous chemistry. These solutions may have pH values that range from a p H of 8 to a pH of 14.
Alkaline chemistries commonly have various additives to improve performance characteristics. These may include such things as sequestering agents, emulsifiers, surfactants, and inhibitors.
common inhibitor involves the use of silicates. These materials will require very careful rinsing to prevent problems with later painting or plating operations.
These so1ut”ions can be used with all types of liquid processes, e.g. sprays, ultrasonics, immersions, and power washers -
alkaline aqueous solutions down the drain. You need to check with your local water treatment authority before disposing of these solutions down the drain.
These chemistries remove coolants and cutting oils, shop dirt, finger prints, cosmolene, petrolatums, and some water soluble paints. Parts cleaned include hydraulic valve bodies, fuel injector components and machined aluminum castings. solutions are used for all cleanliness levels.
compounds.
Inhibitors prevent attack of the substrate being cleaned. A
You should not automatically assume that you can put
These
Cost per gallon is generally cheaper than for semi-aqueous
Figure 1 Chemical Alternative Summary
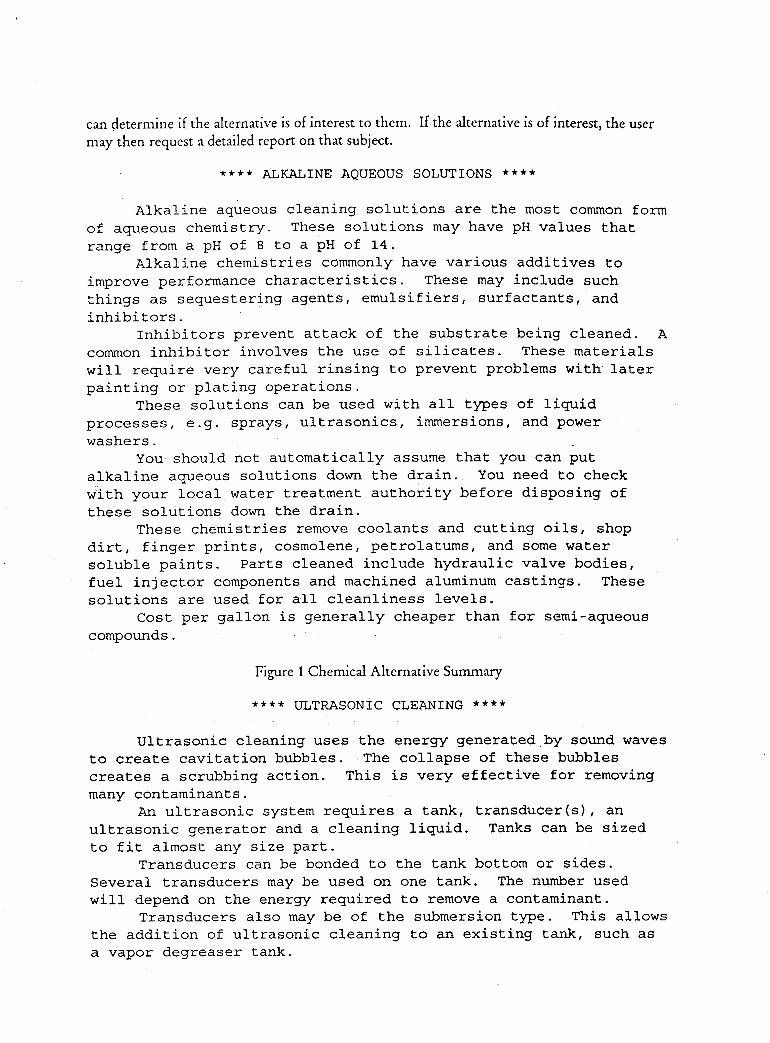
**** ULTRASONIC CLEANING ****
Ultrasonic cleaning uses the energy generated by sound waves to create cavitation bubbles. The collapse of these bubbles creates a scrubbing action. This is very effective for removing many contaminants.
ultrasonic generator and a cleaning liquid. to fit almost any size part.
Transducers can be bonded to the tank bottom or sides. Several transducers may be used on one tank. will depend on the energy required to remove a contaminant.
the addition of ultrasonic cleaning to an existing tank, such as a vapor degreaser tank.
An ultrasonic system requires a tank, transducer(s1, an Tanks can be sized
The number used
Transducers also may be of the submersion type. This allows
433

Each transducer will have a generator to supply power.
The cleaning liquid is typically an aqueous solution. The These generators typically operate in the 20 - 40 kHz. range.
solution may have various cleaning agents added to improve cleaning efficiency.
The ultrasonic system may cause erosion of almost any material. Cleaning efficiency will be affected by piece part shape, chemical additives and temperature.
can be used in many industries.
This erosion depends on the material you're cleaning.
This is a generally effective and wide ranging process. It
Figure 2 Process Alternative Summary
BENEFITS
Perhaps one of the largest benefits of SAGE is that it provides unbiased information on the various alternatives available. The design, programming and information gathering is done by professionals whose primary job and experience involves surface cleaning. This advantage combines experience based knowledge with the collected information. Sales literature and undocumented information has intentionally been left out of the sysxem.
engineering effort into selecting and developing a cleaning process as they would with any other process. .
will not tell you to use Detergent xxx, at a concentration of 10% by volume, and a temperature of 150° F for 20 minutes, followed with a low pressure spray rinse with DI water. If appropriate to the cleaning problem, it will suggest aqueous cleaning using ultrasonics with an alkaline cleaner containing builders, inhibitors, etc. The ultimate responsibility for process design and qualification to meet specific requirements rest with those most familiar with the process, the users.
The only bias of the system is that the authors expect the user to put the same level of
SAGE will not recommend a specific product or process. For example, the system
AVAILABILITY
SAGE is available through the Control Technology Center (CTC) of the U.S EPA Air and Energy Engineering Research Laboratory (AEERL). The CTC has both a hot-line phone number that access a person familiar with SAGE, and an electronic BBS number. SAGE is available on the BBS in a file named "SAGE.ZIP" and instructions are located in a text file named "SAGE.TXT." The numbers are:
HOT LINE: 919-541-0800 BBS: 9 19-541-5742 (9600-N-8-1)
If you have any good case study information, especially with economic data, that you are willing to share, please contact either of the following individuals:
434

I Chuck Darvin
AEERL U.S. EPA Research Triangle Park, N.C. 27709
9 19-54 1-7633 Ken Monroe
Center for Aerosol Technology Research Triangle Institute Research Triangle Park, N.C. 27709
919-541-6916
ACKNOWLEDGEMENTS
The authors would like to thank the following people for their efforts in the development and evaluation of SAGE:
f
Sonji Turner, Dean Cornstubble, Dave Carter, Kathleen Owen - RTI
Gary Hunt and his staff - North Carolina Office of Waste Reduction
i Bob Carter, Vic Young - Waste Reduction Resource Center for the Southeast
The numerous individuals in private industry that acted as "Beta" testers.
Charles Darvin and the U.S. EPA/Air and Energy Engineering Research Laboratory for funding and support.
REFERENCES
1. "MCCUtC heon's Volume 1: Emulsifiers & Detercents, The Manufacturing Confectioner Publishing Company, Glen Rock, New Jersey, 1992.
2. Pollution Prevention Information Clearinghouse, Environmental Protection Agency, PM 211-A, 401 M Street, SW, Washington, D.C. 20460, Phone: 202-260-1023.
3. Meta 1 Finishine. 61s t Guidebook a nd Directory Issue, Elsevier Science Publishing Co. Inc., New York, New York, 1993 .
4. "Metals Handbook. N inth Edition. Volume 5. Su rface Cleaninc? Finishing. and Coating," American Society for Metals, Metals Park, OH 44073
DISCLAIMER
Although the research described in this article has been funded wholly or in part by the United States Environmental Protection Agency under assistance agreement number CR8 19541 to Research Triangle Institute, it has not been subjected to the Agency's peer and administrative review and therefore may not necessarily reflect the views of the Agency and no official endorsement should be inferred.
435

APPENDIX 1
EXAMPLE SAGE SESSION
Would you like to read an introduction: NO Please enter your name: KRM Please enter the name of your organization or company: Please enter your state of residence:
Please select the method Qf information retrieval you want to use :
XYZ (use two letter code only)
co
*Use SAGE to make process/chemistry recommendations. Go directly to manual process/chemical selection.
Please select the general area of interest to you: *General Part and Assembly Cleaning Printed Circuit Board (PCBA, PWB) Processes Fiberglass Cleaning
*Metal 1 ic Non-metallic
400 Series Stainless Steel 300 Series Stainless Steel Other Stainless Steel
What kind of material are you cleaning? (Select one)
What material is your part made from? (Select one)
Cast Iron High Carbon Steel Low Carbon Steel Other Iron *Aluminum Copper Nickel Zinc Magnesium Precious Metals Ti t: an ium Beryllium MORE
Is the part formed by sintering or powder metallurgy? Yes *No
*Yes No
*No Yes
Does the material have any kind of coating? (Select one)
Do you want to remove the coating?
What type of coating does the part have?
436
I
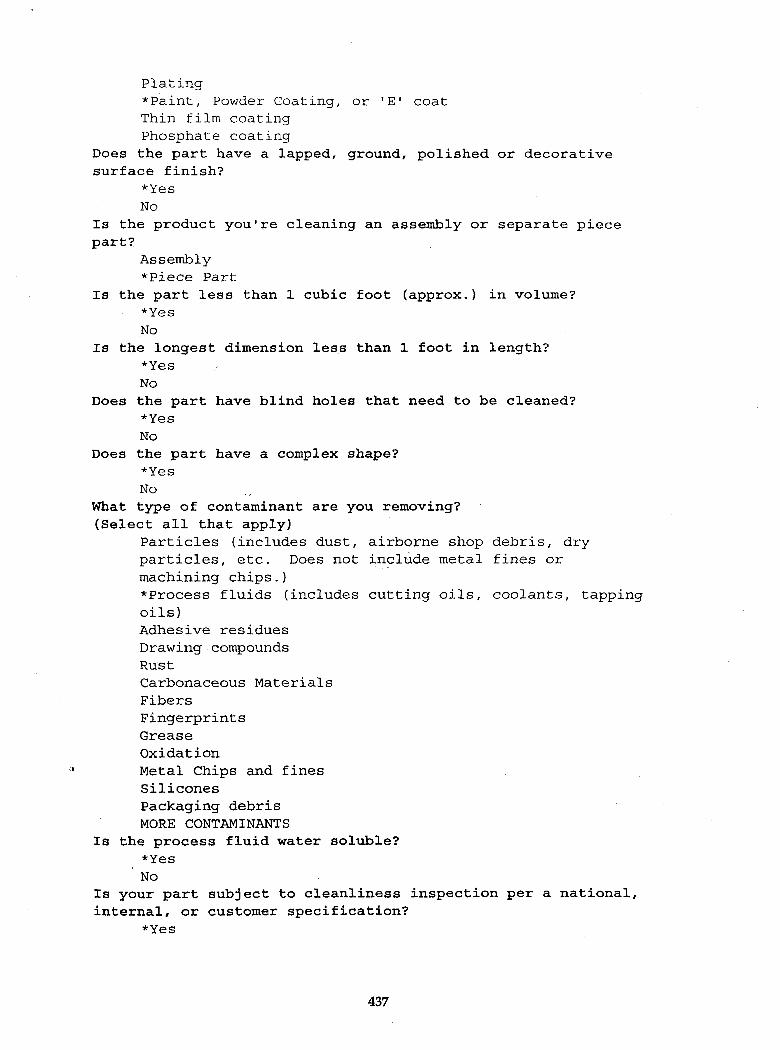
Plating *Paint, Powder Coating, or ' E 1 coat Thin film coating Phosphate coating
Does the part have a lapped, ground, polished or decorative surface finish?
*Yes No
Is the product you're cleaning an assembly or separate piece part?
Assembly *Piece Part
*Yes No
*Yes NO
Does the part have blind holes that need to be cleaned? *Yes No
*Yes No
Is the part less than 1 cubic foot (approx.) in volume?
Is the longest dimension less than 1 foot in length?
Does the part have a complex shape?
What type of contaminant are you removing? (Select all that apply)
Particles (includes dust, airborne shop debris, dry particles, etc. Does not include metal fines or machining chips.) *Process fluids (includes cutting oils, coolants, tapping oils) Adhesive residues Drawing compounds Rust Carbonaceous Materials Fibers Fingerprints Grease Oxidation Metal Chips and fines Si 1 i cones Packaging debris MORE CONTAMINANTS
*Yes No
Is the process fluid water soluble?
Is your part subject to cleanliness inspection per a national, internal, or customer specification?
*Yes
437

,
IS your part inspected per MIL-STD-1246B
1
Will
What
Does
What
What
Yes *No your part be used in a Class 100 or better clean room? *Yes No is the next process step that your product will see? Packaging for shipment (wrapping in kraft paper or other packaging material) More processing (machining, grinding, lapping, tumbling, etc.+) Coating (includes painting or plating) *Assembly into another part Assembly or test in a clean room Grinding or lapping Some other step not listed above the part need to be dry after this cleaning step? *Yes No kind of cleaning equipment are you currently using? *Vapor degreaser (boiling sump/rinse sump with spray wand) Vapor degreaser Ultrasonic degreaser (single tank, no heaters or spray) Ultrasonic degreaser with spray and/or heaters Cold Immersion Tank Hot Immersion Tank Power Washing Machine kind of chemicals are you currently using? (Select all that
apply 1 *Methyl chloroform (l,l,l-trichloroethane, TCA) *CFC-113 (trichlorotrifluoroethane) Methylene Chloride Methyl Ethyl Ketone (MEK) Trichloroethylene (TCE) Ke ros ene Stoddard Solvent Mineral Spirits Xylene E
Perchloroethylene Alcohol (Ethanol, Methanol, Isopropanol, Isopropyl alcohol, I PA) Acetone Toluene
Do you currently have DI (de-ionized) water or tap water available?
DI Water *Tap Water Neither
438

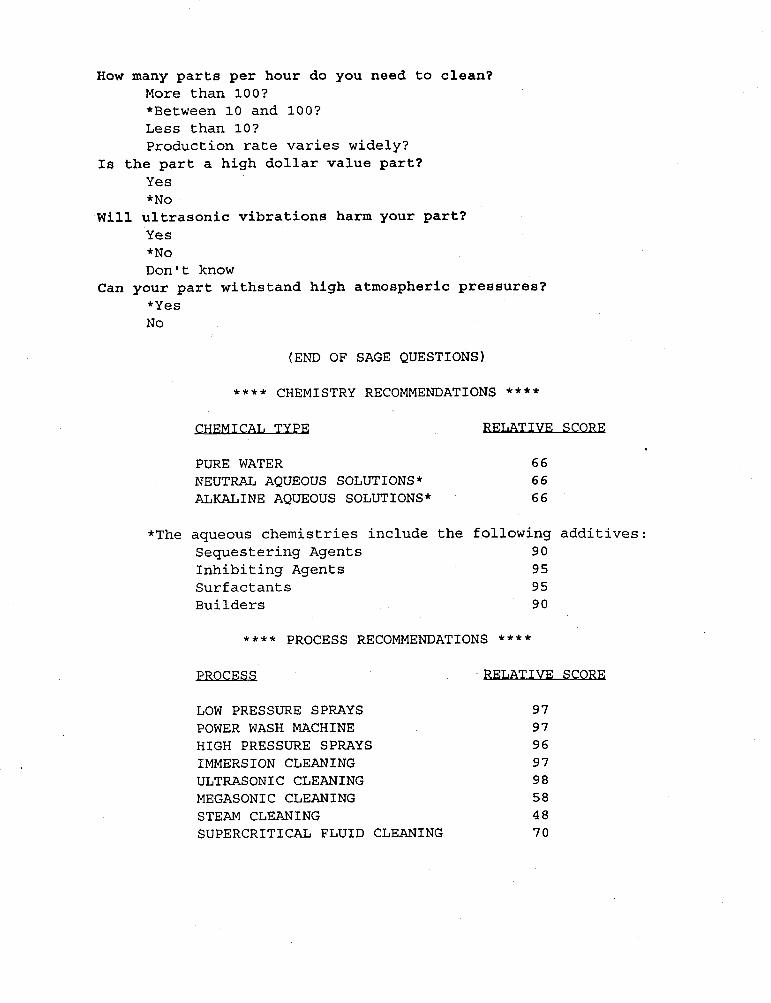
How many parts per hour do you need to clean? More than l o o ? *Between 10 and loo? Less than lo? Production rate varies widely?
Yes *No
Yes *No Don't know
Is the part a high dollar value part?
Will ultrasonic vibrations harm your part?
Can your part withstand high atmospheric pressures? *Yes No
*The
(END OF SAGE QUESTIONS)
**** CHEMISTRY RECOMMENDATIONS ****
P
PURE WATER 6 6 NEUTRAL AQUEOUS SOLUTIONS* 66 ALKALINE AQUEOUS SOLUTIONS* 6 6
aqueous chemistries include the following additives: Sequestering Agents 90 Inhibiting Agents 95 Surfactants 95 Builders 90
**** PROCESS RECOMMENDATIONS ****
PROCESS
LOW PRESSURE SPRAYS POWER WASH MACHINE HIGH PRESSURE SPRAYS IMMERSION CLEANING ULTRASONIC CLEANING MEGASONIC CLEANING STEAM CLEANING SUPERCRITICAL FLUID CLEANING
RELATIVE SCORE
97 97 96 97 98 58 48 7 0
439

.

SAGE (SOLVENT ALTERNATIVES GUIDE)
COMPUTER ASSISTED GUIDANCE FOR SOLVENT REPLACEMENT
-, Research Environmental Engineer, Surface Cleaning Technology Program, Research Triangle Institute; Elizabeth A. Hill , Manager, Surface Cleaning Technology Program, Research Triangle Institute.
INTRODUCTION
Both the Montreal Protocol, with amendments, and the Clean Air Act Amendments of 1990 are having a large impact on the use of CFC-113 (trichlorotrifluoroethane) and TCA (trichloroethane or methyl chloroform).
In addition to the regulatory requirements for the elimination of CFC-113 and TCA, some organizations are voluntarily reducing use of the other chlorinated solvents. One of the pollution prevention programs sponsored by the U.S. Environmental Protection Agency (EPA) is called the 33/50 Program. The goal of this voluntary program is to reduce the emissions of seventeen priority pollutants by 33% by the end of 1992 and 50% by the end of 1995. Among the seventeen chemicals are the common chlorinated solvents; perchloroethylene (Perc), trichloroethylene (TCE), TCA, and methylene chloride.
A large use for these solvents (TCA, CFC-133, TCE, Perc, etc.) is in cleaning or metal degreasing operations. Most of these processes have been in operation for years. The original engineering that went into the selection of a solvent has sometimes been lost or forgotten. Subsequent to the implementation of these processes, fabrication and assembly processes have developed around these and other chlorinated solvent methods.
Many people are now looking for a drop-in substitute solvent that will work with their existing equipment and processes. They want a substitute that will provide the same cleaning capabilities at the low cost to which they are accustomed. Usually, this direct substitute does not exist. Companies must sort through a huge amount of information on available options. Just the selection of an alkaline aqueous cleaner can be overwhelming, especially if you don't have a cleanliness measurement method. The 1992 McCutcheon's Volume 1: Emulsifiers & Detergents1 has over two hundred pages of information on various products that could be used in an aqueous cleaning system. The selection process is no longer a matter of selecting the solvent to put in your vapor degreaser and setting the correct boiling point on the equipment.
This artkle will describe SAGE, a personal computer (PC) software product designed to assist people faced with selecting alternatives to existing solvent based cleaning processes.
APPROACH
The goal of the SAGE system is to provide practical advice and recommendations for solvent replacements. Most standard data base implementations require that a user search through the system using a series of key words that are linked together in various forms. The
system then responds with a list of article titles, publication abstracts, and other summaries. In a sense, the user needs to know what they are looking for before they begin their search,
the developers of SAGE decided to take a different approach. The methods behind SAGE were designed to mimic the actions taken by any process or manufacturing engineer faced with finding a solvent substitute.
The system operates using a question and answer format. The questions asked determine the basic parameters surrounding the user's part(s) and desired process outcomes. These user parameters are then used to derive chemistry and process alternatives. Note that there is a distinction between chemistries and processes. Some problems lend themselves to solutions that don't use chemicals, such as no clean or blasting options. Other problems will depend heavily on the chemical properties of a cleaner.
Immediately after all questions have been answered, the system provides a list of recommended alternatives. The alternatives have a relative score that allows comparison between alternatives. The system can provide a brief one page screen summary of each of the recommendations. If the user desires more detail on an alternative, that alternative can be flagged. At the end of the session, a detailed report on all flagged alternatives will be provided.
The information provided with each alternative includes general information, and envifonmental/safety section, a case study/economics section, and a section that lists contacts and references.
The general section provides an overview of the particular process or chemistry. The information is provided in "bullet" form rather than sequential text as in a book. Any peculiarities of a process/chemistry will be identified. For example, the effects of ultrasonics on part or fixture erosion are identified and the concerns of base metal attack by an alkaline aqueous cleaner are addressed.
The environmental /safety section identifies various issues involved with that alternative. For example, if a chemical is a reportable hazardous air pollutant, it will be identified. Representative MSDS (Material Safety Data Sheet) information is provided. Obviously, in the case of the aqueous chemistries MSDS data for all of the various cleaners and detergents that exist can not be provided. General classifications are discussed.
The case study/economics section provides industrial case studies involving the alternative under discussion. Where possible, economic data for the case studies and the alternative will be provided.
the EPA Pollution Prevention Information Clearinghouse (PPIC)2. This is an electronic bulletin board system (BBS) available for use free of charge. Other sources include industry journals and references such as the annual Metal Finishing Guide3 and American Society of Materials (ASM)4 references. Documented case studies are from industrial and manufacturing
Rather than require that the user understand data base search and retrieval techniques,
The information for the various alternatives comes from many sources. One source is
. sites. In addition to the alternative details, SAGE will provide information on state technical
assistance contacts for the user's state of residence. The information will also include a list of process equipment and chemical suppliers. The user also has access to a glossary of common terms used in SAGE.
Appendix 1. The questions asked by SAGE are shown followed by the user's response(s). The system recommendations are then shown.
purpose of the screen summary is to provide just enough information to the user so that they
The best example of how SAGE works is shown in the example session included as
An example of both a chemical and a process screen summary is provided below. The
can determine if the alternative is of interest to them. If the alternative is of interest, the wer may then request a detailed report on that subject.
* * * * ALKALINE AQUEOUS SOLUTIONS * * * *
Alkaline aqueous cleaning solutions are the most common form of aqueous chemistry. These solutions may have pH values that range from a pH of 8 to a pH of 14.
Alkaline chemistries commonly have various additives to improve performance characteristics. These may include such things as sequestering agents, emulsifiers, surfactants, and inhibitors.
common inhibitor involves the use of silicates. These materials will require very careful rinsing to prevent problems with later painting or plating operations.
These solutions can be used with all types of liquid processes, e.g. sprays, ultrasonics, immersions, and power washers.
alkaline aqueous solutions down the drain. You need to check with your local water treatment authority before disposing of these solutions down the drain.
These chemistries remove coolants and cutting oils, shop dirt, finger prints, cosmolene, petrolatums, and some water soluble paints. Parts cleaned include hydraulic valve bodies, fuel injector components and machined aluminum castings. These solutions are used for all cleanliness levels.
cost per gallon is generally cheaper than for semi-aqueous compounds.
Inhibitors prevent attack of the substrate being cleaned. A
You should not automatically assume that you can put
Figure 1 Chemical Alternative Summary
* * * * ULTRASONIC CLEANING * * * *
Ultrasonic cleaning uses the energy generated by sound waves to create cavitation bubbles. The collapse of these bubbles creates a scrubbing action. This is very effective for removing many contaminants.
ultrasonic generator and a cleaning liquid. Tanks can be sized to fit almost any size part.
Transducers can be bonded to the tank bottom or sides. Several transducers may be used on one tank. The number used will depend on the energy required to remove a contaminant.
the addition of ultrasonic cleaning to an existing tank, such as a vapor degreaser tank.
An ultrasonic system requires a tank, transducer(s), an
Transducers also may be of the submersion type. This allows

Each transducer will have a generator to supply power.
The cleaning liquid is typically an aqueous solution. The These generators typically operate in the 20 - 40 kHz. range.
solution may have various cleaning agents added to improve cleaning efficiency.
The ultrasonic system may cause erosion of almost any material. This erosion depends on the material you're cleaning. Cleaning efficiency will be affected by piece part shape, chemical additives and temperature.
can be used in many industries. This is a generally effective and wide ranging process. It
Figure 2 Process Alternative Summary
BENEFITS
Perhaps one of the largest benefits of SAGE is that it provides unbiased information on the various alternatives available. The design, programming and information gathering is done by professionals whose primary job and experience involves surface cleaning. This advantage combines experience based knowledge with the collected information. Sales literature and undocumented information has intentionally been left out of the system.
engineering effort into selecting and developing a cleaning process as they would with any other process.
will not tell you to use Detergent xxx, at a concentration of 10% by volume, and a temperature of 150° F for 20 minutes, followed with a low pressure spray rinse with DI water. If appropriate to the cleaning problem, it will suggest aqueous cleaning using ultrasonics with an alkaline cleaner containing builders, inhibitors, etc. The ultimate responsibility for process design and qualification to meet specific requirements rest with those most familiar with the process, the users.
The only bias of the system is that the authors expect the user to put the same level of
SAGE will not recommend a specific product or process. For example, the system
AVAILABILITY
SAGE is available through the Control Technology Center (CTC) of the U.S EPA Air and Energy Engineering Research Laboratory (AEERL.). The CTC has both a hot-line phone number that access a person familiar with SAGE, and an electronic BBS number. SAGE is available an the BBS in a file named "SAGE.ZP" and instructions are located in a text file named "SAGE.TXT." The numbers are:
HOT LINE: 9 19-54 1-0800 BBS: 9 19-541-5742 (9600-N-8-1)
If you have any good case study information, especially with economic data, that you are willing to share, please contact either of the following individuals:

Chuck Darvin
AEERL U.S. EPA Research Triangle Park, N.C. 27709
9 19-54 1-7633 Ken Monroe
Center for Aerosol Technology Research Triangle Institute Research Triangle Park, N.C. 27709
9 19-54 1-69 16
ACKNOWLEDGEMENTS
The authors would like to thank the following people for their efforts in the development and evaluation of SAGE:
Sonji Turner, Dean Cornstubble, Dave Carter, Kathleen Owen - RTI
Gary Hunt and his staff - North Carolina Office of Waste Reduction
Bob Carter, Vic Young - Waste Reduction Resource Center for the Southeast
The numerous individuals in private industry that acted as "Beta" testers.
Charles Darvin and the U.S. EPA/Air and Energy Engineering Research Laboratory for funding and support.
REFERENCES
. . l. " s s & De- The Manufacturing Confectioner
Publishing Company, Glen Rock, New Jersey, 1992.
2. Pollution Prevention Information Clearinghouse, Environmental Protection Agency, PM 211-A, 401 M Street, SW, Washington, D.C. 20460, Phone: 202-260-1023.
. . 3. D i r e c q Issue , Elsevier Science Publishing Co. Inc,,
New York, New York, 1993 . e n . . . . .
4. "Metals Handbook. &th Fdmon. V o h 5. Surface and C o a w , American Society for Metals, Metals Park, OH 44073
DISCLAIMER
Although the research described in this article has been funded wholly or in part by the United States Environmental Protection Agency under assistance agreement number CR8 19541 to Research Triangle Institute, it has not been subjected to the Agency's peer and administrative review and therefore may not necessarily reflect the views of the Agency and no official endorsement should be inferred.


APPENDIX 1
EXAMPLE SAGE SESSION
Would you like to read an introduction: NO Please enter your name: KRM Please enter the name of your organization or company: xyz Please enter your state of residence: (use two letter code only)
Please select the method of information retrieval you want to use :
co
*Use SAGE to make process/chemistry recommendations. Go directly to manual process/chemical selection.
*General Part and Assembly Cleaning Printed Circuit Board (PCBA, PWB) Processes Fiberglass Cleaning
*Met a1 1 ic Non-metallic
4 0 0 Series Stainless Steel 300 Series Stainless Steel Other Stainless Steel Cast Iron High Carbon Steel Low Carbon Steel Other Iron *Aluminum Copper Nickel Zinc Magne s ium Precious Metals Titanium Beryllium MORE
Yes *No
*Yes NO
*No Yes
Please select the general area of interest to you:
What kind of material are you cleaning? (Select one)
What material is your part made from? (Select one)
Is the part formed by sintering or powder metallurgy?
Does the material have any kind of coating? (Select one)
Do you want to remove the coating?
What type of coating does the part have?

Plating *Paint, Powder Coating, or 'E' coat Thin film coating Phosphate coating
Does the part have a lapped, ground, polished or decorative surface finish?
*Yes No
Is the product you're cleaning an assembly or separate piece part?
Assembly *Piece Part
*Yes No
*Yes No
Is the part less than 1 cubic foot (approx.) in volume?
Is the longest dimension less than 1 foot in length?
Does the part have blind holes that need to be cleaned? *Yes No
*Yes No
Does the part have a complex shape?
What type of contaminant are you removing? (Select all that apply)
Particles (includes dust, airborne shop particles, etc. Does not include metal machining chips.) *Process fluids (includes cutting oils, oils) Adhesive residues Drawing compounds Rust Carbonaceous Materials Fibers Fingerprints Grease Oxidat ion Metal Chips and fines Si 1 i cones Packaging debris MORE CONTAMINANTS
*Yes No
Is the process fluid water soluble?
debris, dry fines or
coolants, tapping
Is your part subject to cleanliness inspection per a national, internal, or customer specification?
*Yes

No Is your part inspected per MIL-STD-1246B
Will
What
Does
What
What
Yes *No your part be used in a Class 100 or better clean room? *Yes No is the next process step that your product will see? Packaging for shipment (wrapping in kraft paper or other packaging material) More processing (machining, grinding, lapping, tumbling, etc.) Coating (includes painting or plating) *Assembly into another part Assembly or test in a clean room Grinding or lapping Some other step not listed above the part need to be dry after this cleaning step? *Yes No kind of cleaning equipment are you currently using? *Vapor degreaser (boiling sump/rinse sump with spray wand) Vapor degreaser Ultrasonic degreaser (single tank, no heaters or spray) Ultrasonic degreaser with spray and/or heaters Cold Immersion Tank Hot Immersion Tank Power Washing Machine kind of chemicals are you currently using? (Select all that
apply) *Methyl chloroform (l,l,l-trichloroethane, TCA) *CFC-113 (trichlorotrifluoroethane) Methylene Chloride Methyl Ethyl Ketone (MEK) Trichloroethylene (TCE) Kerosene Stoddard Solvent Mineral Spirits Xylene Perchloroethylene Alcohol (Ethanol, Methanol, Isopropanol, Isopropyl alcohol, I PA) Acetone Toluene
Do you currently have DI (de-ionized) water or tap water available?
DI Water *Tap Water Neither
How many parts per hour do you need to clean? More than loo? *Between 10 and loo? Less than lo? Production rate varies widely?
Yes *No
Yes *No Don' t know
*Yes No
Is the part a high dollar value part?
Will ultrasonic vibrations harm your part?
Can your part withstand high atmospheric pressures?
(END OF SAGE QUESTIONS)
* * * * CHEMISTRY RECOMMENDATIONS ****
PURE WATER 66 NEUTRAL AQUEOUS SOLUTIONS* 66 ALKALINE AQUEOUS SOLUTIONS* 66
*The aqueous chemistries include the following additives: Sequestering Agents 90 Inhibiting Agents 95 Surfactants 95 Bu i 1 der s 90
* * * * PROCESS RECOMMENDATIONS * * * *
PROCESS v LOW PRESSURE SPRAYS POWER WASH MACHINE HIGH PRESSURE SPRAYS IMMERSION CLEANING ULTRASONIC CLEANING MEGASONIC CLEANING STEAM CLEANING SUPERCRITICAL FLUID CLEANING
97 97 96 97 98 58 48 70