some aspects on lubrication and roll wear in rolling …9473/fulltext01.pdf · some aspects on...
TRANSCRIPT

Some aspects on lubrication and roll wear in rolling mills
MOHAMMED TAHIR
Doctoral Thesis
Division of Materials Forming Department of Production Engineering Royal Institute of Technology, KTH
Stockholm November 2003


Abstract The thesis is focused on lubricants and roll wear in strip rolling. Regarding lubricants, the possibility of introducing new ones, which are less detrimental towards environment, is studied in laboratory scale. This is done for cold rolling, both of an Al- alloy and a low carbon steel. The lubrication performance of such newly developed – water-based – synthetic lubricants is compared with currently used mineral oils and emulsions. By using the experimental method of “forward slip” measurements combined with slab method calculations and FE- simulations, friction coefficients are evaluated for different single pass reductions. Lubricants bearing capacity and the product surface roughness are also evaluated. The results are encouraging. A synthetic water-based lubricant, used in the cold rolling of an Al- alloy, showed good lubrication capability, better than the mineral oil but worse than the emulsion. The rolled Al- strip finish was found to be finest for the synthetic lubricant followed by the mineral oil and the emulsion. Similar results were obtained from the steel rolling. Here four synthetic lubricants were compared with two mineral oils and one emulsion. The best lubricant was found to be one of the water-based synthetics, showing the lowest value of the friction coefficient and a smooth product surface. The aim of the wear study is to develop an accurate roll-wear prediction for hot strip finishing mills, which takes more influential parameters into account. A new model of higher accuracy is presented. This model is based on a large amount of production campaigns. The strategy of the work is described below. After a comprehensive literature study a promising model structure was found. The corresponding equation is tested on two hot strip mills. Predicted wear is found to be in qualitative agreement with industrial experience and measured wear. Thus the structure – taking the influence of back-up rolls into account – was chosen for further development. This was done on behalf of results obtained from one mill built up by six stands and three different work-roll materials. Campaigns of “mixed” and “similar” strip grades were used. The obtained model is tested successfully in two other hot strip mills. Contradictory to the currently used on-line model, the new model takes the work roll flattening and back-up rolls contact area into consideration. Also the influence of strip- and work roll grades is included. The model enables increased rolled strip length and prolonged lifetime of the rolls, because of improved process control. Further more, grinding cost and time for roll changing can be minimized. Of course these possibilities should result in considerable energy saving. Keywords: Strip rolling, lubricants, environment, roll wear modeling, production campaigns, regression analysis
i
Acknowledgments I wish to express my gratitude to my supervisors, Professor Ulf Ståhlberg (Materials Forming) and adj. Professor Björn Widell (Casting of Metals) at KTH, who guided and supported me during these years.
This work has been carried out at the Division of Materials Forming, Department of Production Engineering, Royal Institute of Technology, (KTH). It is part of two projects called “A study on the possibilities of improving the environment by the use of less detrimental lubricants in cold rolling”, which is financed by KTH and “Improved modeling of work roll wear prediction”, which is financed by Swedish Energy Agency through Jernkontoret. The author is indebted to KTH, Swedish Energy Agency and Jernkontoret for financial support.
Next I would like to thank members of “Jernkontoret research project 31038 - Improved modelling of work roll wear prediction”: Jonas Lagergren (Jernkontoret), Birgitta Friberg (SSAB Tunnplåt AB, Sweden), Juha Jokisaari (Rautaruukki Steel, Finland), Florent Decultieux (Åkers Sweden AB) and Nils-Göran Jonsson (MEFOS-Metallurgical Research Institute AB, Sweden) for their cooperation, support and confidence in my work.
I would like to thank all my colleagues at the Division of Materials Forming for valuable co-operation and discussions. Thanks to Hamzah Ssemakula and Luo Chunhi for their helpful discussion. Thanks are also put forward to Docent Hans Keife, Process & Machine Development at Outokumpu Copper, Process Automation and adj. Professor Jonas Lagergren, research manager at Jernkontoret for sharing their knowledge and helping me to get started in this field.
Thanks are also put forward to Arne Berg, Manager of Chemical analysis at Gränges Technology, Professor Rolf Sköld, at applied Surface Chemistry, Chalmers University of Technology, for their support of experimental devices and valuable recommendations.
Furthermore I am grateful to Bengt Nilsson for helping me with the surface roughness measurements. Thanks also to Jan Stamer for supporting me during the rolling experiments.
Last but not least I would like to thank my parents Tahir M. Hagos and Saidi M. Hussein and my family Mona Ahmed, Sami Tahir and Sara Tahir for their patience and the sacrifices making my thesis possible.
ii

Dissertation This dissertation consists a summary and the following papers:
Paper A M. Tahir and U. Ståhlberg, Environmental improvement by using a water-based synthetic lubricant in Al-strip rolling, Preceedings of the 2nd International Tribology Conference SITC 2002, Zielona Góra, Poland, 25-28, 2002; J. Int. Journal of Applied Mechanics and Engineering, Volume 7, pp. 197-202, Special issue, SITC 2002, 2002.
Paper B M. Tahir and U. Ståhlberg, Environmental improvement by using a water-based synthetic lubricant in steel-strip rolling, Preceedings of Iron and Steel Society/AIME, 44th Mechanical Working and Steel Processing, Volume 40, pp. 291-302, Orlando, USA, September 8 - 11, 2002
Paper C1 M. Tahir and B. Widell, Prediction of roll wear by means of proposed model, Preceedings of the 10th Nordic Symposium on Tribology, Nordtrib 2002, Stockholm, Sweden, June 9-12, 2002
Paper C2 M. Tahir and B. Widell, Prediction of roll wear for HSS work roll in regard to different strip grades, Proceedings of the 3rd Rolls Conference "Rolls 2003", Birmingham, UK, April 9-11, 2003
Paper D M. Tahir and B. Widell, Roll wear evaluation of HSS, HiCr and IC work rolls in hot strip mill, J. Steel Research, Volume 7, No. 10, pp. 624-630, 2003.
Paper E M. Tahir, B. Widell, and U. Ståhlberg “Improved modeling of work roll wear prediction” submitted to J. Journal of Materials Processing Technology, Oct. 2003
iii

Contents 1. Introduction ............................................................................................. 1
2. Less detrimental lubricants in cold rolling of Al and steel strip .............. 6 3. Prediction of roll in hot strip finishing mill ............................................. 9
3.1 Rolling conditions...................................................................................... 13
3.2 Some characteristics of work roll materials .............................................. 15 4. Summary of the papers.......................................................................... 17
4.1 Paper A “Environmental improvement by using a water-based synthetic lubricant in Al-strip rolling” ............................................................................ 17
4.2 Paper B “Environmental improvement by using a water-based synthetic lubricant in steel-strip rolling”......................................................................... 20
4.3 Paper C1 “Prediction of roll wear by means of proposed model” ............ 23
4.4 Paper C2 “Prediction of roll wear for HSS work roll in regard to different strip grades” ..................................................................................................... 25
4.5 Paper D “Roll wear evaluation of HSS, HiCr and IC work rolls in hot strip mill” ................................................................................................................. 29
4.6 Paper E “Improved modeling of work roll wear prediction” .................... 31 5. Concluding remarks .............................................................................. 37 6. References ............................................................................................. 38 7. Papers: A, B, C1, C2, D and E
iv

1. Introduction
Environmental protection and energy conservation are of increasing importance to our society. This work is focussed on some aspects of the subject, which are referred to metals rolling:
1) Effectiveness of new degradable cold rolling lubricants compared to conventional ones
2) Improvement in accuracy of roll wear prediction for saving energy by better process control
Today, cold and hot strip mills around the globe are continuously looking for ways to increase their productivity, save energy, lower their overall costs and improve the final quality of their products. Using lubricant in cold rolling and controlling the roll-wear in hot rolling are some of the ways to achieve these goals. Cold rolling is usually used to produce metal strips with superior thickness tolerances and surface quality. Effective lubrication systems are crucial for achieving these goals. For that reason, the effect and the characteristics of the lubricating material toward product surface and friction is of great importance. In hot rolling, roll wear including the rolled surface degradation results from complex interactions between strip parameters (oxide characteristics, steel grades) rolls parameters (oxide types, carbide phases, hardness), process parameters (stock temperature, reduction rate, rolling speed, rolling time) and tribological factors (friction, wear, lubricant) [1]. In the first part of the thesis it is shown that biodegradable synthetic water-based lubricants, which are less detrimental to the environment, may substitute conventional mineral oils and oil-in-water emulsions in cold rolling. This is also clear from [2-4]. The analysis is focused on laboratory cold rolling of strips. An Al-alloy, Paper A and a low carbon steel, Paper B make up the work materials. In the first paper the condition of no lubricant is used as a reference and in the second a currently used mineral oil. The lubricants are ranked with regard to friction coefficient, bearing capacity and surface roughness. The mean friction coefficient is evaluated from forward slip measurements combined
1

with slab method and FE- calculations. For analysing the bearing capacity different single pass reductions are used. The surface roughness of the rolled samples is determined. Also the increase in surface temperature is established. This is of interest because of the fact that a certain temperature increase is necessary for activating the additives of the lubricants. A schematic picture showing how the first part of the work is carried out is presented in Fig. 1.
THEORY
EXPERIMENTS
Slab method calculations
Forward slip
Mean friction coefficients
Bearing capacities
PROCESS
Ranking of lubricants
PRODUCT
Ranking of lubricants
Surface roughness measurements
Papers A and B
Figure 1. Schematic picture, that shows the principle structure of the first part of the thesis dealing with lubricants and lubrication. Papers A and B.
2

The second part deals with the development of a roll wear prediction model meant for hot rolling of strips. Compared to other models, [5 - 9], its accuracy of prediction is high. This may positively influence both the roll consumption and the metal yield and thus reduce the energy needed for production. The influence of roll wear on the increased power demand is treated in [10]. Specially selected rolling campaigns make up the basis for the model. This has become possible by close cooperation with Jernkontoret and MEFOS- Metallurgical research institute AB, and by studying rolling campaigns at SSAB Tunnplåt AB (HSM-1) and Rautaruukki Steel Oy (HSM-2). Also a roll manufacturer company Åkers Sweden AB has taken part in the work. A comprehensive study of roll-wear models and their reliability is surveyed. The new wear model is based on a classical structure for empirical equations. Predictions from the new and currently applied on-line model are compared with measured roll wear at the centre of the roll barrel. On the basis of a large amount of measured data from HSM-1, a statistical linear least square method is used for developing the model. The influence of a lot of parameters is incorporated such as “mixed” and “similar” strip grades of rolled material, different roll materials, Table 1, – HSS, HiCr and IC –and process parameters such as reduction, work temperature, roll radius and rolling forces etc. Also the wear caused by the elastic deformation between the work and back-up rolls is considered. The so obtained prediction model is then applied to two other mills, HSM-2 and HSM-3. Predicted wear is compared with measurements. A principle scheme showing how the second part of the thesis is carried out step by step is clear from Fig. 2.
3

Figure 2. Schematic picture, that shows the principle structure of the second part of the thesis dealing with the development of a roll wear model. Papers C - E.
Paper E
Improved “New wear model”
Influence of roll materialHSM-2 and HSM-3
Proposed model based on experimental results from HSM-1
Influence of strip material HSM-2 and HSM-3
Paper D
Evaluation and comparison
Measured wear (HSM-1 and HSM-2)
Application of model* and on-line model**
(HSM-1 and HSM-2)
Paper C2
Influence on wear by strip yield strength and roll grades, roll wear contribution from rolling bite and back up roll
Application* to another hot strip mill including lubrication (HSM-2)
Paper C1
Difference in wear between HSS- and HiCr- rolls
Application* to a hot strip mill of no lubrication(HSM-1)
Choice of wears model structure (Literature study)
* Structure by Ohe et al. [11] ** Current on-line model[12]
4

Table 1
ypical chemical composition of work rolls and back-up roll C Si Mn Cr Ni Mo V W
T
IC 3.0-4.0 0.5-1.5 0.5-1.5 1.0-2.0 3.5-5.0 0.1-0.6
HCr 2.0-3.0 0.3-0.8 0.5-1.5 12-17 0.5-1.5 0.5-1.5
Work
roll
HSS 1.5-2.5 3.0-8.0 0.5-3.0 1.0-5.0 2.0-6.0 1.0-5.0
Steel 0.4-0.8 0.3-0.8 0.5-1.1 2-3 1.0 max 0.3-0.6 Back-up
roll
5

2. Less detrimental lubricants in cold rolling of Al- and steel strips Metalworking lubricants are used to improve the efficiency of the manufacturing operation. They control friction, reduce tool wear and improve surface quality of the product at the same time as the energy necessary for the operation is reduced. However the commonly used lubricants are detrimental from environmental point of view. They consist of petroleum oil, compounded with various additives for improving their performance. The oil and the additives are sometimes emulsified in water. Despite their advantages, metalworking lubricants frequently have a negative influence on local and global environment. Traditional lubricating oils are generally characterized by a low biodegradation rate. Some metalworking additives that need particular attention are mentioned in [2, 12-32]. Many countries have developed eco-labelling schemes that give an official seal of approval to the best environmental options including metal working additives. Such systems now exist in the USA, Canada, Japan, Scandinavia and the European Union [33]. Many researchers have studied the possibilities of improving the environment by the use of less detrimental lubricants in cold rolling. Here only a few are mentioned [16, 33-35]. In the present work different lubricants are analysed with respect to their capacity in reducing friction and improving the product surface finish in laboratory cold rolling. Also their bearing capacity are examined, i.e. their capability of reducing friction also for high reductions. An aluminium alloy and a low carbon steel were used as strip materials. The main objective was to evaluate newly developed synthetic water-based lubricants, which are less detrimental towards environment, by comparing their performance with conventional mineral oils and emulsions. Numerous equations for determining the friction coefficient µ, from experimental values of forward slip Sf , Eqs. (1, 2), have been published [1, 36-43]. Among these, expressions based on the slab method [40,44] and those derived by Ford [40,45], Ekelund [45,46], and Ekelund/Pavlov [40] are
6

mentioned. In order to transfer the forward slip to a mean friction coefficient value, the slab method for a circular arc of contact is applied Eq. (3), [47].
1) R
Rf V
VVS −= 1
(2)
R
Rf l
llS −= 1
The experimental procedure, including notations, is clear from Fig. 3. One roll is furnished with a sparked printing spot. After one roll revolution two imprints are found on the exiting strip. The distance between them is l1. The circumference of the roll is denoted lR .
Entrance
Sparked spot
VR V1
V0
Exitl1
Figure 3. Method used for determining the forward slip The friction coefficient can then be evaluated from Eq. (3) [47], valid for plane strain conditions, a rigid roll of circular cross-section and a rigid perfectly plastic work material.
( )
biteofAnglethicknessstripFinalh
thicknessstripInitialhradiusRollR
hh
ShR
hR
hR
c
fc
α
αµ
1
0
1
0
1
11
1
1
lntan4tan2
1⋅
⋅⋅−
⋅⋅⋅
=−−
(3)
7

The angle of bite, found in Eq. (3) can be written according to Eq. (4).
(4) Rh
c∆
≈α
In Paper A, focusing on the influence of different types of lubricants in flat rolling of an Al-alloy, a less detrimental synthetic lubricant is compared with a conventional mineral oil and an emulsion. Rolling without any lubricant is used as a reference. Mean friction coefficients are evaluated both from the slab method, Eq. (3) and from FE-simulations. Considering the FE-analysis plenty simulations were carried out for the geometrical conditions used in the experiments. Different µ-values are used as inputs and the corresponding values of the forward slip were obtained as outputs. In this way µ= f (Sf) was obtained. In Paper B – dealing strip rolling of a low carbon steel – the lubrication capability of seven lubricants are analyzed, four synthetic lubricants - less detrimental to environment - two mineral oils and one emulsion. Friction coefficients and bearing capacities are determined as well as the surface roughness after different single pass reductions. All lubricants, strips and rolls were heated to the temperatures recommended by the lubricant manufacturer.
8

3. Prediction of roll wear in hot strip finishing mills
In order to improve the process control systems of rolling mills, adequate roll wear prediction models, taking more influential parameters into consideration are needed. According to a literature study presented in a PhD thesis by Meng 1994 [47] at least 182 wear equations have been published. Referring to Meng, available equations are so confusing that just few designers can use any of them to predict product lifetime with confidence [48]. Thus it is not strange that the author has found just a few models of interest in the year of 2003. However the works by Archard [49-51] shall especially be mentioned. Most models are empirical and only few influential parameters are taken into account, [47]. Models based on pure theory are difficult to develop since the wear phenomenon in hot rolling is very complex. Many wear mechanisms exist described as adhesive wear, abrasive wear, diffusive wear, fatigue wear, oxidative wear, etc. No suitable phenomenological model has been found. Due observations by Kato et al. [52] wear of work rolls in hot strip mills is mainly caused by abrasion and oxidation. The wear mechanism is strongly dependent of the temperature of the roll surface. As a result of the literature study a prediction model [11], built on a relative structure for treating roll-wear was proposed Eq. (5). The model was modified for the use of finishing mill in hot strip mills. The proposed prediction model, of the work roll, that has the factors of both the back up roll and the rolled strip, was used to realise the influence of roll wear from the roll bite and back up roll. This was done on the basis of measured roll wear. By means of this equation roll wear of three roll grades, HSS, HiCr and IC were studied. The different grades were found in different stands - F1-F6 - of HSM-1. The calculated wear resistance of the materials are compared at the centre of the barrels. The distribution of wear along the roll barrel was not studied in detail. Axial roll shifting however tends to distribute the wear evenly over the roll. Additionally, CVC roll shift in stands F2-F6 and lubrication in stands F2 and F3 (HSM-1) was not considered separately in this work. Different stands and campaigns comprising the rolling of different steel grade mixtures are analysed.
9

(5) )/)/())/((/( iiii LRbRb +⋅⋅= ∑∑δ jj
5.02
77.11 (() Biii PLldBPLx ⋅
0 2/Bx ≤≤ The notations are made clear below.
numberPassjnumberdSi
rollupbacktoreferredfactorWearbrollworktoreferredfactorWearb
barrelofLengthLstripandrollworkbetweenlengthContactld
stripofWidthBloadRollingP
radiusrollWorkRstriprolledofLengthL
wearrollworkofDepth
B
tan2
1
δ
From the model it is clear that the work roll wear as influenced by both work material and back up rolls are taken into account. The model was originally developed for a plate mill. The work roll exponent 1.77 was determined statistically for NiCr- work rolls. The chemical composition of these rolls is quite similar to that of IC-rolls. The investigation of the model with different rolling conditions and work roll arrangement in two mills (HSM-1 and HSM-2) was presented in papers C1, C2 and D. After concluding that the structure of Eq. (5) is suitable for HSM-1 and HSM-2, a new model built on the same principle structure was developed, Paper E. The new model is presented in Eq. (6). It is based on a large amount of data from HSM-1. This hot strip mill is built up by six finishing stands, with mixed work roll grades, HSS, HiCr and IC.
10

(wδ
2/Bx ≤≤
5.02
'21
'1 ))/(()/()))/((()/() iBi
jii
niiii
jii ldLPRlbldBPRLbx
i××+××= ∑∑ (6)
0 New notations are presented below.
rollworkandupbackbetweenlengthContactldetemperaturroomatstrengthyieldstripceresisWorkn
rollflattenedofRadiusR
2
/tan´
The exponent n is defined in Eq. (7).
etemperaturroomatmaterialstripofstrengthYield
BldPn
s
s
σ
σ/)( 1
=
(7)
Scrutinizing Eq. (6) it becomes clear that in the new wear model
- Elastic flattening of the work rolls is considered. - The barrel contact length between work and back-up rolls is replaced by
the contact area - The exponent 1.77 found in Eq. (5) is now considered as a function, Eq.
(7). The exponent n is determined from the work resistance and the strip yield strength at room temperature
The wear factors b1 and b2 are now determined statistically, with higher accuracy, for different roll grades, HSS, HiCr and IC. Influence of working temperature, strains and strain rates on the flow resistance is incorporated in both Eq. 6 and 7 by measured load values. Considering the new model, however they are also found within the exponent n.
11

In production, roll-wear differs between the upper and lower rolls. An example from HSM-1 and HSM-2 is presented in the two top pictures of Fig. 4. Thus average roll-wear is considered when comparing with predicted wear.
0.000.100.200.300.400.500.600.700.80
F1 F2 F3 F4 F5 F6
HiCr HSS HiCr HiCr IC ICStands and roll grades
Rol
l-wea
r [m
m] Measured roll-wear of
the upper rork-roll
Measured roll-wear ofthe lower rork-roll
not a
vaia
ble
0.00
0.10
0.20
0.30
0.40
0.50
0.60
F1 F2 F3 F4 F5 F6
HSS HSS HSS IC IC ICStands and roll grades
Rol
l-wea
r [m
m]
Measured roll-wear ofthe upper rork-rollMeasured roll-wear ofthe lower rork-roll
0.000.050.100.150.200.250.300.350.400.45
F1 F2 F3 F4 F5 F6
HSS HSS HSS IC IC IC
Stands and roll grades
Rol
l-wea
r [m
m]
0
5
10
15
20
25
30
35
40
Red
uctio
n %
MeasuredPredictedReduction
HSM-2 HSM-1
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
F1 F2 F3 F4 F5 F6
HiCr HSS HiCr HiCr IC IC
Stands and roll grades
Rol
l-wea
r [m
m]
051015202530354045
Red
uctio
n %Measured
PredictedReduction
Not
ava
iabl
e
Figure 4. Rolls wear after a campaign in HSM-1 and HSM-2. Predicted wear according [11]
Besides HSM-1 and HSM-2 the new model is applied to a third mill, HSM-3. This mill rolls similar strip grades but with HSS and ICDP-rolls. The rolling conditions differ considerably from HSM-1 and HSM-2. That is why HSM-3
12

is used for scrutinizing the applicability of the prediction model to other hot strip mills. In order to give the reader a more detailed description of the rolling conditions and typical work-roll materials the following sub-chapters 3.1 and 3.2 are included in the thesis. 3.1 Rolling conditions
The rolling conditions before and during the hot strip rolling are surveyed. HSM-1 is taken as an example, Fig. 5. Slabs for strip rolling are heated to a temperature of 1250 °C in walking beam or pusher-type reheating furnaces. After descaling, the slabs are rolled in a roughing mill to a thickness of about 20 to 30 mm using 5 or 7 passes. The width of the workpiece is adjusted in a vertical edger. After that the workpiece is rolled down to a strip of about 1.5-16.0 mm thickness, using a six-stand computer controlled finishing mill. The transverse thickness profile of the strip is maintained by controlling the shape and axial displacement of the work-rolls. The control system is based on mathematical models. It provides real time data in various rolling stages and controls the process. From the last stand, the strip continues to the cooling zone where it is chilled from about 800 °C to about 600 °C. Then the strip is coiled. The maximum weight of a coil is approximately 30 tonnes. If required, the strip can be skin pass rolled at room temperature to improve its properties. Hot-rolled strips are produced in various grades of yield strengths ranging from 200-700 MPa. Different steel grades are usually rolled in one campaign. The highest reductions are taken in stands F1 and F2 and the lowest in stand F5 and F6. Generally, the reductions decrease stepwise from stand F1 to stand F6. Typical rolling schedules are presented in Fig. 6, where three campaigns are presented.
13

Hot
Str
ip M
ill, H
SM-1
Figu
re 5
. Hot
rolli
ng p
roce
ss o
f HSM
-1
Con
trol
Pulp
it
Dow
ncoi
lers
Run
out t
able
Fini
shin
g m
ill
Des
cale
r Cro
p sh
ear
Coi
l box
Rev
ersi
ng
roug
hing
mill
s D
esca
ler
Furn
aces
14

3.1
05
101520253035404550
1 2 3Campaigns
Red
uctio
n %
F1F2F3F4F5F6
Figure 6. Rolling schedules typical for HSM-mills built up by six stands.Different strip grades are rolled in the campaigns
Some characteristics of work-roll materials
The roll grades for the early stands (F1-F3/F4) and the last stands (F4/F5-F6) are different because of different rolling conditions, high temperature in the early stands, low temperature and high incident mechanical damage rate in the last stands. For that reason, HSM-1 make use of HSS or HiCr-rolls in the front stands and IC-rolls in the last ones. HSM-2 follows the same principle, however excluding HiCr. The rolling conditions of the mills are clear from Fig. 4. Many researchers have reported their experience of using HSS, HiCr and IC work-rolls in finishing mill with regard to wear resistance [53-59]. Trials and comparisons of HSS-rolls to HiCr-rolls in early finishing stands F1-F3 show that HSS-rolls have three to five times higher wear resistance and fulfil the increasing demand for improved strip surface finish, tight dimensional tolerances and high productivity [54,56,56]. The superior performance of HSS-rolls is explained by their microstructure, where carbides play a decisive role. The main advantages of HSS-rolls compared to HiCr-rolls, in the early finishing stands are:
15

- Wear resistance superiority - Possibility to use the roll-grade for multiple campaigns without grinding by virtue of their non-pealing behavior - Decrease of intermediate and unscheduled roll changes - Improved operational stability and minimized extra grinding to remove cracks - Decrease of roll failures problems
Some debates on the effect of HSS-rolls, on the surface quality of the hot-rolled steel strips, due to a higher friction coefficient are reported [61,62]. HiCr-rolls have a good resistance to abrasive wear and oxidation. Its limitation is that it wears by banding [56] which limits the length of the campaigns. IC-work-rolls, used in the last finishing stands, have low Cr content that supports the formation of an oxide surface layer at the low rolling temperatures. This layer contributes to avoid sticking of the strip on the roll and thus reduces wear.
16

4. Summary of papers
Paper A
4.1 “Environmental improvement by using a water-based synthetic lubricant in Al-strip rolling”
The paper is focused on the influence of different types of lubricants in cold flat rolling of an Al-alloy. A synthetic water-based lubricant – less detrimental from environmental point of view - is compared with a conventional mineral oil and an emulsion. As a reference non-lubricated rolls were used. Mean friction coefficients, µ, are evaluated from forward slip measurements Sf , utilising the slab method and FEM. This is done for different reductions, r. In the simulations with the FE-code ABAQUS, the elastic deformation of the work material is taken into account as well as its stress-strain curve, Eq. (8). Different µ and r- values are used as inputs and corresponding values of the forward slip are obtained as outputs. In this way µ= f( Sf , r…) is determined. The rolls are assumed to be rigid. Because of the difficulty in dragging the front end of the strip into the roll gap both in the experiments and simulations, the strip front end had to be chamfered, which enables a comparison between the lubricants also for heavy reductions. Mpa22.0*190 εσ = (8) The experiments showed that the spread is negligible. Thus the forward slip for plain strain conditions can be determined by measuring l1 between the marks, Fig. 3, chapter 2. Consequently Eq. (3) derived by the slab method can be used. The forward slip method is described by Schey [63]. It has recently been used by Lenard and other researchers [1, 43-46]. For analysing the bearing capacity of the lubricants, the experiments were carried out for six single pass reductions. Best bearing capacity, i.e. the smallest increase in friction with reduction, and best surface smoothness is found for the synthetic “less detrimental” lubricant. The lowest values of the friction coefficient are obtained for the emulsion.
17

The experiments were carried out both at room temperature and at working-temperatures recommended by the lubricant manufacturer. The synthetic lubricant contained few additives, largely based on polyglycols. The mineral oil enclosed dissolved additives of three fatty acids. As expected the highest Sf –values - corresponding to the highest friction - was obtained for the “reference rolling” where no lubrication was used, Fig. 7. The emulsion results in the lowest values. However the positive influence of the recommended enhanced work temperature for this lubricant could not be confirmed. The synthetic lubricant showed slightly higher Sf -values than the other lubricants at room temperature. In this case however the recommended work temperature improved the lubrication. The result for the mineral oil is found between the curves representing room temperature and work temperature for the synthetic lubricant.
0.000
0.010
0.020
0.030
0.040
0.050
0.060
0.070
10 20 30 40 50Reduction %
Forw
ard
slip
, Sf
Emulsion at work temp.
Emulsion at room temp.
Synthetic at work temp.
Synthetic at room temp.
Mineral at room temp.
No lubrication
Figure 7. Experimental results. Influence of different lubricants on forward slip in the rolling of the aluminium alloy AA3003 at various single pass reductions. Roll radius R= 82.8 mm, peripheral roll velocity, VR= 0.115 m/s, initial strip thickness t0= 4.0 mm
18
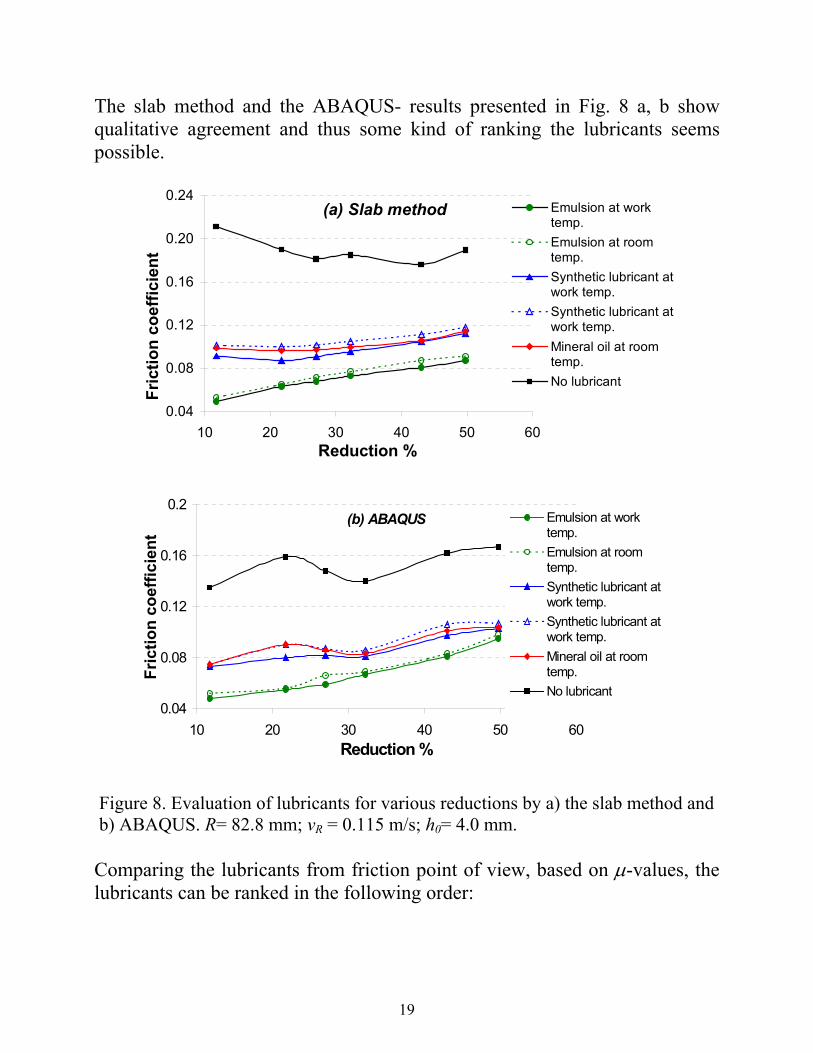
The slab method and the ABAQUS- results presented in Fig. 8 a, b show qualitative agreement and thus some kind of ranking the lubricants seems possible.
(a) Slab method
0.04
0.08
0.12
0.16
0.20
0.24
10 20 30 40 50 60Reduction %
Fric
tion
coef
ficie
nt
Emulsion at worktemp.Emulsion at roomtemp.Synthetic lubricant atwork temp.Synthetic lubricant atwork temp.Mineral oil at roomtemp. No lubricant
(b) ABAQUS
0.04
0.08
0.12
0.16
0.2
10 20 30 40 50 60Reduction %
Fric
tion
coef
ficie
nt
Emulsion at worktemp.Emulsion at roomtemp.Synthetic lubricant atwork temp.Synthetic lubricant atwork temp.Mineral oil at roomtemp.No lubricant
Figure 8. Evaluation of lubricants for various reductions by a) the slab method and b) ABAQUS. R= 82.8 mm; vR = 0.115 m/s; h0= 4.0 mm.
Comparing the lubricants from friction point of view, based on µ-values, the lubricants can be ranked in the following order:
19

- Emulsion at room and recommended work temperature - Synthetic lubricant at work temperature - Mineral-based oil - Synthetic lubricant at room temperature - No lubricant
Best bearing capacity is found for the synthetic lubricants and the mineral oil. Ranking regarding the surface finish:
- Synthetic lubricant - Mineral oil - Emulsion - No lubricant
Generally, the differences between the results obtained at room temperature and work temperature for the synthetic lubricant is found to be small. The reason for this might be that the temperature on the roll/workpiece interface was too low for efficient chemical reaction between the additives and the surface areas. The lubricant and the workpiece but not the rolls were heated to work temperature. It is concluded that the synthetic lubricant - least detrimental from environmental point of view- shows a high potential regarding bearing capacity and in creating a smooth high quality product surface. Further more the friction coefficient, at recommended work temperature, is found to be lower than for the emulsion at. These results are considering really encouraging.
Paper B 4.2 “Environmental improvement by using a water-based synthetic
lubricant in steel-strip rolling” The aim of this work is to evaluate seven lubricants, this time meant for cold rolling of steel. Four of them, which were considered less detrimental from environmental point of view, are compared with currently used lubricants, two mineral oils and one emulsion. The evaluation is done in the same
20

principle way as that presented in Paper A. Thus the ability of the lubricants to fulfil the following requirements is investigated.
- Decrease the friction coefficient - Keep the friction coefficient at low values also for high reductions
(bearing capacity) - Improvement in strip surface roughness
Considering all these aspects, the synthetic lubricants turned out to be able to compete with the currently used lubricants. The lubricants are ranked and the most "environmental friendly" showed the best lubrication performance. Results are presented in Fig. 9. The synthetic lubricants, S1, S2, S3 and S4, were selected on merits of environmental aspects, maintenance and performance. S1, S2, and S3 were heated to approximately 55 oC and S4 to 60-62 oC. Evaluations were done for the “stable reductions”, r = 15 - 26 %.
Evaluation of lubricants by slab method
0.10
0.12
0.14
0.16
0.18
0.20
0.22
0.24
5 10 15 20 25 30 3Reduction %
Fric
tion
coef
ficie
nt
RO1
RO2
S1
S2
S3
S4
E1
Unstable Stable
Bearing capacity evaluation
5
Figure 9. The variation of the friction coefficient and bearing capacity vs. reduction for the seven lubricants The RO1- curve is marked with a thick line because it is the most commonly used lubricant, which motivates it to be situated as the reference.
21

Comparing the two mineral oils RO1 and RO2, the latter one, of higher viscosity gave lower µ- values. This is in agreement with the well-known Striebeck-curve for boundary and mixed boundary conditions [64]. It is also clear that the difference in lubrication capability becomes more pronounced for heavy reductions. Considering the synthetic lubricants, S1, S2, S3 and S4 it is obvious that the majority of them result in lower friction values than the reference RO1, especially for heavy reductions. Regarding the environmental aspects this result is really encouraging. According to the present investigation, the viscosity of the synthetic lubricants cannot explain the friction values associated with them. The qualitative viscosities of the synthetics is clear from, S1<S2<S3<S4. The result from the emulsion, E1 is found between those of different synthetic lubricants. Lubricant bearing capacities were also evaluated within the reduction range r = 15-26%. The surface roughness before rolling was ≈ 2.50 µm. The influence of reduction on the arithmetic mean value of the surface roughness after rolling is based on four measurements in the transverse direction of the strip. Results are presented in Fig 10. The synthetic lubricants S1 and S3 gave good results; the worst smoothness was obtained for E1 and S4. It is concluded that the water-based synthetic S1 shows the best results. - The lowest value of the friction coefficient - Acceptable bearing capacity - A smooth product surface
22

0.5
0.7
0.9
1.1
1.3
1.5
1.7
1.9
2.1
2.3
2.5
5 10 15 20 25 30Reduction %
Surf
ace
roug
hnes
s µ
mRO1
RO2
S1
S2
S3
S4
E1
Fig. 10. Surface roughness after cold rolling with different lubricants reductions
Paper C1 4.3 “Prediction of roll-wear by means of proposed model” The main aim of the work is to find an empirical work roll wear model structure suitable for hot strip roll finishing mills. On the basis of this structure a new model shall be developed that takes more influential parameters into consideration than the presently used on-line model. From a comprehensive literature study, including different roll grades Eq. (5), chapter 3, was found. The equation includes the influence of back-up roll contact. Before it was accepted to constitute the basis for an improved model, it was applied to input data from an industrial mill, HSM-1. This mill is built on six stands, F1-F6; including three roll materials HSS, HiCr and IC. The work-roll materials properties and the characteristics of the early finishing stands are described. Campaigns of “mixed” steel grades were investigated. Roll-wear referred to strip materials, process parameters and back-up roll contact was predicted by the equation. Results for the different roll materials
23

are compared and found to be in good agreement with industrial experience regarding different campaigns. Examples of predicted roll-wear versus rolled strip length is presented in the paper. A typical outcome from the model shows the work-roll wear scattering of HSS and HiCr after different campaigns. Results for HSS and HiCr work-rolls are presented for the same stand number F3 in Fig. 11. The conclusions are on the line with those obtained by other researchers [54,56,60].
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
HSS HSS HiCr HiCr
F3 F3 F3 F3
1 2 3 4
Roll material/Stands/Campaigns
Rol
l-wea
r [m
m]
Figure 11. Typical scattering of data obtained from Eq. (5) with input data from industrial campaigns with HSS and HiCr in the same stand F3
24

Paper C2
4.4 “Prediction of roll-wear for HSS work roll in regard to different strip
grades” Focusing on the influence of strip grade on roll wear, the hot strip mill HSM-2 is utilised. This mill has HSS-rolls in the early finishing stands and IC-rolls in the last stands, Fig. 4, chapter 3.1. Campaigns built up by “mixed” and “similar” strip grades are studied. The roll diameters were measured at room temperature with high accuracy in the grinding shop before and after rolling. This was done at the centre of the barrels. The average changes of the upper and lower roll diameters are compared with the roll wear predicted by Eq. (5), chapter 3, including the influence of back-up rolls contact with the work rolls. The wear factors b1 and b2 were determined through regression analysis. The reason for using HSS-rolls in the early stands is the high working temperatures, favouring thermal cracks. The IC-roll grade in the last stands is motivated by the lower strip temperatures combined with higher rolling speeds and pressures promoting mechanical damage. Three different campaigns of similar arrangement are examined. The influence of strip grade is analysed for different rolling temperatures, rolling forces, reductions, rolled strip lengths and strip strengths at room temperature. Plane-strain conditions are assumed. The spread is negligible because the strips are wide, 900-1800 mm, compared to the contact lengths. Lubrication was used in stands F2 and F3 to reduce friction. It is widely reported, among others by Lagergren and Tieu [61-64] that HSS-rolls operate with much higher levels of friction without lubrication than other conventional roll grades. Some of the reasons for lubrication are to extend the roll lifetime, improve the surface finish of the products and to reduce the power consumption. A typical campaign comprising 145 strips is presented in Fig. 12. The reductions taken for each strip in the different stands F1 - F6 is made clear. The individual strip yield strengths at room temperature - yield points - are presented by the thick black curve. Within a campaign the reductions vary
25

from about 10 to 50%, where the highest reduction is taken in stand F1 and the lowest in the last stand F6. As is shown in the figure, higher reductions are used for low yield strength materials.
0
10
20
30
40
50
60
0 25 50 75 100 125 150
Number of rolled strips
Red
uctio
n %
0
100
200
300
400
500
600
Yiel
d st
reng
th N
/mm
2
F1 F2 F3 F4 F5 F6
Room temperature strip yield strength
Figure 12. A typical rolling campaign built up by 145 strips. The influence of the strip yield strength at room temperature on the reductions of the rolling schedules is presented for HSM-2 including all six stands F1-F6.
An example showing how the reductions are decreased pass by pass because of strip temperature drop off is presented in Fig. 13. Because of the fact that the strip material is softer and more ductile in the first three stands, higher reductions, 29.7 - 38 % were taken at rolling temperatures 955 - 1009 °C. For the last three stands of rolling temperature 898 - 933°C the reductions are lower, 15.4 - 23.8 %. Comparing stand F1 of non-lubricated rolls with stand F2 of lubricated rolls; the latter enables an unexpected high reduction. F2 needs only 976°C for 35.6 % reduction, while F1 needs 1009°C for 38.0 %.
26

976
955
933
907
898
1009
38,035,6
23,8
20,0
15,4
29,7
0
5
10
15
20
25
30
35
40
0 1 2 3 4 5 6 7
Stands
Red
uctio
n %
880
900
920
940
960
980
1000
1020
Rol
ling
tem
pera
ture
o C
Rolling temperature
Reduction
Figure 13. The relationship between reduction and rolling temperature
Wear prediction for the HSS-rolls of stand F1 is about 3 times bigger than measured, Fig 14. The big difference between predicted wear and that obtained in production for stand F1 might be explained by the great difficulty in measuring small changes in roll diameter with high accuracy. For stands F2 and F3 with lubricated HSS rolls the correlation between the model and the measured roll-wear turned out to be better, in spite of the fact that the model does not take lubrication into account. Six observations were considered and the correlation coefficient R-square ∼0.88. Predictions referred to the IC-rolls, stands F4-F6, Fig. 14, are comparatively good facing that the prediction model used, is based on wear factors – b1 and b2 - determined for HSM-1.
The wear of HSS-rolls for different main types of campaigns characterised by ”mixed” or ”similar” strip grades is studied. Measured and predicted roll-wear as a function of rolled strip length is presented in Fig. 15. Despite a low number of observations - three stands is considered in every statistics - R ≈ 0.78 for the predictions referred to the “mixed” campaigns No 1 and 2 and approximately 0.89 for the “similar” campaign No 3. This indicates how heavily the rolled material grade influences the roll-wear.
27

0,0000
0,0500
0,1000
0,1500
0,2000
0,2500
0,3000
F1, HSSF2, HSS
F3, HSSF4, IC F5, IC F6, IC
Stands and roll grades
Rol
l-wea
r [m
m]
Measured
Predicted
Figure 14. Predicted and measured roll-wear in HSM-2
0.00
0.02
0.04
0.06
0.08
0.10
5000 10000 15000 20000 25000 30000 35000Rolled length [m]
Rol
l Wea
r [m
m]
MeasuredPredicted
2nd campaign, ”mixed” grades
3rd campaign “similar” grades
1st campaign, ”mixed” grades
Figure 15. Measured and predicted roll-wear of HSS-rolls in three campaigns. HSM-2
28

Paper D 4.5 “Roll-wear evaluation of HSS, HiCr and IC work rolls in hot strip mill” In this paper the current on-line model, Eq. (9) used in HSM-1 and HSM-2, is compared with the one built on the structure of Eq. (5). Different roll grades- HSS, HiCr and IC-, and strip grades of various yield strengths are used.
(9)
)/()/()( iiiij
i BPDLax ××= ∑δ
The nomenclature of Eq. (9) is the same as that presented for Eq. (5) in chapter 3. The only difference is that the wear factor is denoted “a” and that “D” stands for the roll diameter. In the following presentation the model described by Eq. (5) is called Model 1 and the on-line model, Model 2. Comparing the two wear models the most apparent difference is that Model 2 does not take the wear caused by back-up roll contact into account. Moreover, a closer look reveals that the model does not include the contact length ld between the work-roll and the strip. Thus important parameters influencing the work-roll wear are missing. A large number of campaign data, more than 10 campaigns, from HSM-1 and HSM-2 are used for enabling a trustworthy investigation. Apart from different designs of the rolling schedules and some other characteristics, the two mills differ considering the use of lubrication, work roll arrangements in the finishing mill and their rolled material strength. As already has been mentioned, HSM-2 (HSM-1 in paper D) use lubrication in stands F2 and F3 while HSM-1 (HSM-2 in paper D) does not use lubrication at all. General technical specification of the finishing mills and their chemical composition of work-rolls and back-up rolls is presented in the paper. In addition to that, “mixed” and “similar” strip grades in the same campaign were investigated. Fig. 16 shows an example of differences of strip grades rolled in both mills. This study is done for a typical rolling mill operation with six stands.
29

200
250
300
350
400
450
500
550
600
0 20 40 60 80 100 120 140
Number of the rolled strips
Strip
yie
ld s
tren
gth
[Mpa
]
HSM-2
HSM-1
Figure. 16. Typical room temperature strip yield strengths in two campaigns
Using Model 1 instead of the current on-line Model 2 considerably improved roll-wear predictions are obtained. The paper also shows that the accuracy of both models becomes better at high roll-wear > 150 µm and confirms that the wear rate is lower for HSS than for HiCr. The wear turned out to be 3 to 4 times bigger for HiCr-rolls. The influence of strip grade on roll-wear is shown to be significant. Higher accuracy in the regression analysis is obtained for rolling “similar” strip grades than “mixed”. Wear predictions according Model 1 and the current on-line Model 2 are compared with measured results for HSM-1, comprising the three work roll materials HiCr, HSS and IC and the six stands F1-F6, Fig. 17. Three campaigns of “similar” steel grades are considered. The main difference of those campaigns is that “harder” materials were rolled in campaign 2 and “softer” in campaigns 1 and 3. This is done to investigate the accuracy of the Model 1 for different rolling conditions. The overall conclusion is that the differences in results between Model 1 and measured wear are comparatively small. HSS-rolls show a better wear resistance than HiCr-rolls. This conclusion is drawn from stand F3 where campaign no 2 was carried out with HiCr-rolls and campaigns 1 and 3 with HSS-rolls. This statement seems
30

reasonable even if campaign no 2 is based on harder work materials. It is also in agreement with previous papers and other investigations [54,56,60,67].
0.03
0.10
0.02
0.00
3
0.34
0.19
0.00
8
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
1-HiC
r
2-HiC
r
3-HiC
r
1-HSS
2-HSS
3-HSS
1-HSS
2-HiC
r
3-HSS
1-HiC
r
2-HiC
r
3-HiC
r1-I
C2-I
C3-I
C1-I
C2-I
C3-I
C
F1 F1 F1 F2 F2 F2 F3 F3 F3 F4 F4 F4 F5 F5 F5 F6 F6 F6
Campaign numbers, roll grades and stands
Rol
l-wea
r [m
m]
Measured Model 1 (proposed)Model 2 (on-line)
Figure 17. Evaluations of Model 1 and the current on-line Model 2, using measured roll-wear as a reference. HSM-1
Paper E
4.6 ”Improved modelling of work roll-wear prediction” A new roll wear prediction model, based on the main structure of Eq. (5) has been developed with greatly improved prediction power. A large amount of rolling data from HSM-1 has been used to reach this goal. HiCr-rolls are found in F1 and different combinations of HiCr and HSS- rolls in F2-F4. In F5 and F6, IC-rolls are used. Seven production campaign data were utilized, Table 2.
31

Table 2 Arrangements of work-rolls in HSM-1 campaigns
Stand Camp. 1 Camp. 2 Camp. 3 Camp. 4 Camp. 5 Camp. 6 Camp. 7
F1 HiCr HiCr HiCr HiCr HiCr HiCr HiCr
F2 HSS HSS HiCr HSS HSS HSS HSS
F3 HiCr HSS HSS HiCr HSS HiCr HiCr
F4 HiCr HiCr HiCr HiCr HiCr HiCr HiCr
F5 IC IC IC IC IC IC IC
F6 IC IC IC IC IC IC IC The model has been tested on two other mills, HSM-2 of six stands and HSM-3 of seven. Results from different rolling conditions and work-roll arrangements confirm that the model, Eq. (6) can be used as a general prediction model for hot strip finishing mills. Even if the model has already been described in chapter 3 some more information is given here.
2/0 Bx ≤≤
5.02
'21
'1 ))/(()/()))/((()/()( iBi
jii
niiii
jii ldLPRlbldBPRLbx
i××+××= ∑∑δ
(6)
From Table 3 it is clear that the wear factors, b1 and b2 referred to the different work roll grades are of good accuracy. Table 3 Statistically determined wear constants and their accuracy Roll grades R square b1 b2 HSS 0,97 1,18000E 11 6,53708E 09 HiCr 0,88 8,50163E 13 4,11313E 08 IC 0,82 1,56000E 13 5,23659E 08
32

As an example the evaluation of the correctness of wear factors associated with HiCr-rolls is presented in Fig. 18. The figures 1 - 4 found in the diagram denote the stand-number of the HiCr-rolls. The work-roll exponent n is proposed on the basis of process parameters, work resistance and yield strength of the strip material at room temperature Eq. (7), chapter 3.
1
4
11
1
1
4
2
4
4
4
11
4
333
0.000
0.050
0.100
0.150
0.200
0.250
0.000 0.050 0.100 0.150 0.200 0.250
Measured roll-wear [mm]
Pred
icte
d ro
ll-w
ear [
mm
] MeasuredPredicted
Figure 18. Predicted and measured wear of work rolls. The figures 1-4 are referred to the stands number where the HiCr-roll are investigated Compared with the current on-line model, Eq. (9), paper D, chapter 4.5, the new model takes in consideration more influential parameters, among others, roll wear contribution from process parameters and back-up rolls, different strip and roll grades - HSS, HiCr and IC - spread and roll flattening. The latter is described in Eq. (10) [65,68]. The new model, Eq. (6), was tested successfully in HSM-2 and HSM-3.
∆⋅⋅⋅−⋅
+⋅=hEw
PRRroll
roll
πν )1(16
1'2
(10)
Prediction by the new model and the current on-line model are compared with experiments in HSM-2 for “mixed” and “similar” strip grades. A typical example is shown in Fig. 19. The hot strip mill is characterized by HSS-rolls
33

in stands F1-F3 and by IC-rolls in the following stands F4-F6. It is clear that the new model is superior for “dry” rolling.
Mixed strip grades
0.01 0.02
0.15
0.19 0.
22
0.07
0.06
0.14
0.22 0.
24
0.07 0.
08
0.28
0.35
0.42
0.00
70.
011
0.00
2
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
F1-HSS F2-HSS F3-HSS F4-IC F5-IC F6-IC
Stands and roll grades
Rol
l-wea
r [m
m]
New modelMeasuredOn-line model
Lubricated
a)
Similar strip grades
0.00
0.01
0.06 0.
07 0.08
0.01 0.01
0.06
0.05 0.
06
0.24
0.27 0.
29
0.00
3
Not
avi
alab
le
Not
avi
able
0.00
00.
001
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
F1-HSS F2-HSS F3-HSS F4-IC F5-IC F6-IC
Stands and roll grades
Rol
l-wea
r [m
m]
New modelMeasuredOn-line model
Lubricated
b)
Figure 19. A comparison of wear as predicted from the new and thecurrently used on-line model, with experiments after rolling a) “mixed” steel grades and b) “similar” steel grades in HSM-2
34

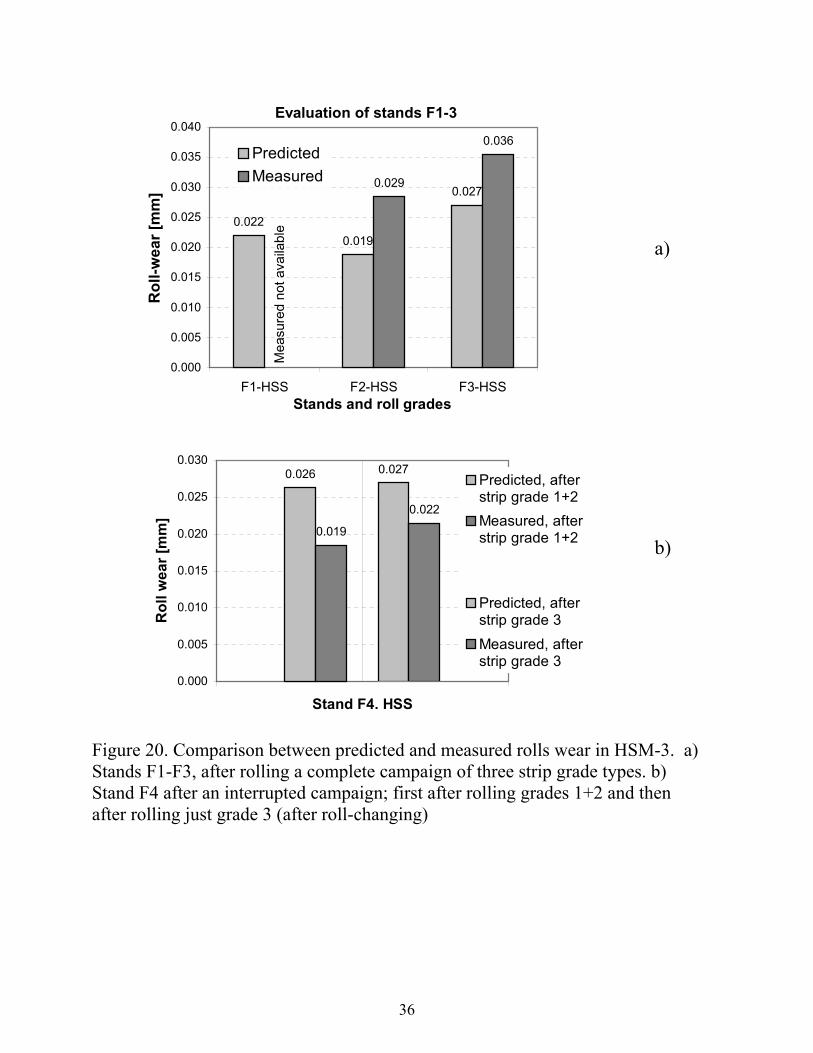
The reason for the bad agreements regarding stands F1 and F2 is that these stands include lubrication, which is not incorporated in the model. It is clear that the predictions of today - current on-line model - heavily overestimates the wear for the last finishing stands F4-F6 where the rolls are not lubricated. HSM-3 contains HSS in stands F1-4 and rolls “similar” strip grades. Lubrication is used in the early finishing stands. The evaluation of F1-F3 is done after rolling a complete campaign, Fig. 20a. Within this campaign two evaluations are carried out for F4, Fig. 20b. Advantages of using a new model are among others
- Energy saving - Increased rolled strip length without jeopardizing the strip quality - Increased work-roll life by using accurate roll wear predictions - Decreased grinding and storage cost in the grinding-workshop - Minimized time for roll changing due to un-accurate roll wear
prediction
35
Evaluation of stands F1-3
0.0220.019
0.0270.029
0.036
Mea
sure
d no
t ava
ilabl
e
0.000
0.005
0.010
0.015
0.020
0.025
0.030
0.035
0.040
F1-HSS F2-HSS F3-HSSStands and roll grades
Rol
l-wea
r [m
m]
PredictedMeasured
a)
0.026
0.019
0.027
0.022
0.000
0.005
0.010
0.015
0.020
0.025
0.030
Stand F4. HSS
Rol
l wea
r [m
m]
Predicted, afterstrip grade 1+2Measured, afterstrip grade 1+2
b)
Predicted, afterstrip grade 3Measured, afterstrip grade 3
Figure 20. Comparison between predicted and measured rolls wear in HSM-3. a) Stands F1-F3, after rolling a complete campaign of three strip grade types. b) Stand F4 after an interrupted campaign; first after rolling grades 1+2 and then after rolling just grade 3 (after roll-changing)
36

5. Concluding Remarks The first part of the thesis deals with the possibility of introducing new lubricants in cold rolling, which are less detrimental towards environment. According to the work this is possible by replacing the currently used mineral oils and oil-in-water emulsions by rapidly degradable synthetic water-based lubricants including different combinations of additives. Their lubrication capability when rolling an Al- alloy and a low carbon steel could definitely compete with the currently used lubricants also for heavy reductions. The product surfaces obtained were smooth. In order to get the best results, from rolling performance point of view, it is however necessary to make use of an adequate, somewhat enhanced rolling temperature for activating the additives. The heavy drawback of the synthetics is that they are expensive compared to the currently used lubricants The second part deals with the development of an on-line wear prediction model meant for hot steel-strip finishing mills. The new model is of empirical character and built on large amount of rolling campaigns. It is flexible and takes more influential parameters into account than the currently used and shows better agreement with measured wear. The model can be used for various rolling conditions such as different roll- and strip materials. It opens up the possibility of improving the process control system so that the lifetime of the rolls can be increased at the same time as the cross-section of the strip is kept within tolerances and the product surface finish is kept high. Thus the new model should enable a significant improvement of the productivity of hot strip finishing mills.
37

6. References
1. Geffraye F; Lanteri V; Gratacos P; Dauphin, S, Influence of the roll bite conditions
on the surface quality of hot rolled coil, Conf. Proceedings, Iron and Steel Society/AIME, 42nd Mechanical Working and Steel Processing, Vol. 38 (USA), pp. 233-242, 2000.
2. Tahir M, A study on the possibilities of improving the environment by the use of less detrimental lubricants in cold rolling, Licentiate thesis, Royal Institute of Technology, KTH, Stockholm, 2001.
3. Tahir M; Ståhlberg U, Environmental improvement by using a water-based synthetic lubricant in Al-strip rolling, Conf. Preceedings, The 2nd International Tribology Conference SITC 2002, Vol. 7 (Poland), pp. 197-202, 2002.
4. Tahir M; Ståhlberg U, Environmental improvement by using a water-based synthetic lubricant in steel-strip rolling, Conf. Preceedings, Iron and Steel Society/AIME, 44th Mechanical Working and Steel Processing, Vol. 40 (USA), pp. 291-302, 2002.
5. Tode T; Imai I; Inui R, Conf. Proceedings, Conf. Sci. Tech. Iron Steel, Iron Steel Inst., (Japan), pp.736-739, 1971.
6. Schey J, Tribology in Metalworking, 2nd edition, pp. 311-312 (1984), USA, ASM, Metal Park.
7. Ruy JH; Park J, Thermal fatigue and wear properties of high speed steel roll for hot strip mill, Conf. Proceedings, Rolls 2000+, Advances in mill roll technology conference, (UK), pp. 91-95, 1999.
8. Mizutani, Fundamentals on wear of materials, Tribology in rolling process, Proceedings, 148th Nishiyama Memorial Lecture, Iron and steel Institute of Japan, pp.109, 1993.
9. Tahir M; Widell B, Roll wear evaluation of HSS, HiCr and IC work rolls in hot strip mill, J. Steel Research, Vol. 74 (2003), No. 10, pp. 624-630.
10. Hugo U; Roger F; Dirk V; Sidmar NV; Jean-Michel P, On-line Work roll performance monitoring, Conf. Proceedings, The 3rd Rolls Conf., Rolls 2003, (UK), 2003.
11. Ohe K; Kajiura S; Simada S; Mizuta A; Morimoto Y; Fujino T; Anraku K, Development of Shape Control in Plate Rolling, Conf. Proceedings, METEC Congress 94, 2nd European Continuous Casting Conference, 6th International Rolling Conference, Vol. 2 (Germany), pp. 78-85, 1994.
12. Wilson B, Lubricants and functional fluids from renewable sources, J. Industrial lubrication and tribology, Vol. 50 (1998) pp.6-15.
13. Nordic Council of Ministers, IVL Swedish Environmental Research Instutute; VTT, Environmentally acceptable metalworking processes, Report No. 02/528, (Copenhagen, Denmark), 2003.
38

14. Leslie R; Rudnick, Lubricant additives : chemistry and applications; Chemical industries; v. 90 (2003), USA, Marcel Dekker.
15. Tahir M, Mindre miljöfarliga smörj/kylmedel vid plastisk och skärande bearbetning, overview study, hearing, Royal Institute of Technology, KTH,
Stockholm, 1999.
16. Sargent LB, Conf. Preceedings, The 1st Int. Conf. On Lubrication Challenges in metalworking and processing (USA), 1978.
17. CONCAWE, The collection, disposal and regeneration of waste oils and related Materials, Report No. 85/53, (Hague, Netherlands), 1985.
18. CONCAWE, review, Vol. 9, 2000.
19. CONCAWE, Health and safety data sheets for petroleum products, Report No. 3/83, 1983.
20. CONCAWE, Health aspects of lubricants. Report No. 5/87, 1987.
21. Beck LS, The acute toxicology of selected petroleum hydrocarbons, Conf. Preceedings, Symposium on Toxicology of Petroleum Hydrocarbons, American Petroleum Institute, (USA), pp. 1-12, 1982.
22. Sanderson JT; Eyres AR, Health hazards from mineral oil. Handbook of Occupational Hygiene, (1980), UK, Kluwer.
23. Jones JG, An investigation into the effects of exposure to oil mist on workers in a Mill for the cold reduction of steel strip, J. Annals of Occupational Hygiene Vol. 3 (1961), pp. 264-271.
24. Cullen MR, Lipoid pneumonia caused by oil mist exposure from a steel rolling tandem mill, J. American Journal of Industrial Medicine Vol. 2 (1981), pp. 51-58.
25. CONCAWE, Guidelines for the determination of atmospheric concentrations of oil Mists, Report No. 1/81, 1981.
26. Warne TM; Halder CA, Toxicity of lubricating oils, J. of the American Society of Lubrication Engineers, Vol. 42 (1984), pp. 97-103.
27. Klann R, How Environmental and Waste Disposal Issues Influence Formulation of \Forming\ Lubricants, Conf. Preceedings, World class Productivity, Precision Metalforming Association, Vol. 1 (USA), No. 2, pp. 529-537, 1991.
28. EEC, Council Directive on the discharge of dangerous substances (76/464/EEC). J. of the European Communities Vol. L129 (1976) pp. 18.5.
29. EEC, Council Directive amending Directive 75/439/EEC on the disposal of waste oils (87/101/EEC), J. of the European Communities Vol. L42, (1986), pp. 43-47.
30. EEC, Council Directive on the disposal of waste oils (75/439/EEC). J, Journal of the European Communities, Vol. L194, (1975).
31. CONCAWE, Product dossier, Report No. 97/108, (1997).
39

32. Bridie AL; Bos J, Biological degradation of mineral oil in sea water, J. Inst Petrol, Vol. 57 (1971), pp. 270-277.
33. Mortier RM; Orszulik ST, Cemistry and technology of lubricants, pp. 349-367 (1997), UK, Blackie.
34. Keife H; Sjögren C, A friction model applied in the cold rolling of aluminium strips, J. Wear, Vol. 179 (1994), pp. 137-142.
35. Wilson B, Lubricants and functional fluids from renewable sources, J. Industrial lubrication and tribology, Vol. 50 (1998), pp. 6-15.
36. Rabinowicz, Friction- especially low friction. In: Fundamentals of tribology. Suh, N. P. & Saka, N. (eds), pp. 351-364 (1980), USA, MIT Press.
37. Hum B; Colquhoun HW; Lenard JG, Measurements of friction during hot rolling of aluminium strips, J. of Materials Processing Technology, Vol. 60 (1996), No. 1-4, pp. 331-338.
38. Jarl M, Friction and forward slip in hot rolling, J. Scand. J. Metall, Vol. 17 (1998), No. 1, pp. 2-7.
39. Lenard JG; Zhang S, A study of friction during the lubricated cold rolling of an aluminium alloy, J. of Materials Processing Technology, Vol. 72 (1997), pp. 293-301.
40. Li GY; Pinni M, Evaluation on lubrication and friction in cold rolling Basedon slab analysis and forward slip, Conf. Proceedings, The 2nd European Rolling Conference, (Sweden), 2000.
41. Rowe GW, Rolling of flat slabs and strip, 2rd edition, pp. 208-248 (1977), UK, Edward Arnold.
42. Schey J, Tribology in Metalworking, 2nd edition, pp. 274-290 (1984), USA, ASM, Metal Park.
43. Zhang S, Lenard JG, The effects of the reduction, speed and lubricant viscosity on friction in cold rolling, J. of Materials Processing Technology, Vol.30 (1992), No. 2, pp. 197-209.
44. Li GY; Ståhlberg U, Determination of Friction Coefficient by Forward Slip in Cold Rolling, Elaboration Compendium, The Department for Production Engineering, Royal Institute of Technology, KTH, Sweden, 1999.
45. Lenard JG, Friction and Forward Slip in Cold Strip Rolling, J. Tribology Transaction, Vol. 35 (1992), pp. 423-428.
46. Jarl M, Friction and Forward Slip in hot Rolling, J. Scand. J. Metall, Vol. 17 (1988), pp. 2-7.
47. Meng HC, Wear modelling: evaluation and categorization of wear models, Ph.D Thesis, University of Michigan, (1994), USA, MI, Ann Arbor.
48. Ludema KC; Meng HC, Wear models and predictive equations: their form and content, J. Wear, Vol. 181-183 (1995), No. II, pp. 443-457.
40

49. Archard JF, Contact and rubbing of flat surfaces, J. Appl. Phys., Vol. 24 (1953), pp. 981-988.
50. ASM Handbook Committee, Volume 18, Friction, Lubrication and Wear technology, Sliding and Adhesive wear, 3rd edition, pp. 237 (1998), USA, ASM International.
51. Archard JF; Rowntree RA, The Temperature of Rubbing Bodies. II. The Distribution of temperatures, J. Wear, Vol. 128 (1998), No. 1, pp. 1-17.
52. Kato O; Yamamoto N; Ataka M, Consideration to wear mechanisms of work rolls for hot strip mill, Zairyo to Purosesu (Current Advances in Materials and Processes), (in Japanese) Vol. 4 (1991), No. 2, pp. 462-465.
53. Huang G, Effects of chemical composition on microstructure of the carbide reinforced Indefinite chilled rolls, Conf. Proceedings, The 3rd Rolls Conf., Rolls 2003, (UK), 2003.
54. Kerr EJ, High speed steel work rolls at Dofasco’s hot mill, J. Steel World, Vol. 4 (1999), No. 2, pp. 36-39.
55. Cosset D; Werquin JC; Bocquet J; Delaitre L; Chaudanson H; de Lamberterie B; Thomas, C “Use of High Speed Steel Rolls on the Finishing Stands of Sollac's Hot Strip Mills” Conf. Proceedings, METEC Congress 94, 2nd European Continuous Casting Conference, 6th International Rolling Conference, Vol. 2 (Germany), pp. 52-58, 1994.
56. Andersson M; Finnström R; Nylén T, Introduction of enhanced Indefinite Chill and HSS rolls in European hot strip mills - successes and question-marks, Conf. Proceedings, The 3rd Rolls Conf., Rolls 2003, (UK), 2003.
57. Ryu J; Byun G; Bae H, The effect of high speed steel work roll on the surface quality of the hot-rolled steel strips, Conf. Proceedings, The 3rd Rolls Conf., Rolls 2003, 2003.
58. Thurgren M, Revamp of the SSAB hot strip mill to fulfil future demands on HS, EHS and HC steels, Advanced Hot rolling Practice and Products, Conf. Proceedings, (Germany), 2000.
59. Kerr EJ; Webber R, Roll performance – a technical overview and future outlook, Conf. Proceedings, The 3rd Rolls Conference, Rolls 2003, (UK), 2003.
60. Tahir M; Widell B, Prediction of roll wear by means of proposed model, Conf. Proceedings, The 10th Nordic Symposium on Tribology, Nordtrib 2002, (Sweden), 2002.
61. Lagergren J, Hot rolling lubrication at SSAB Tunnplat 6-stand hot strip mill in Borlange, J. Scandinavian Journal of Metallurgy, Vol. 25 (1996), No. 1, pp.11-17.
62. Lagergren J; Development of work roll bite lubrication at SSAB Tunnplåt AB hot strip mill, J. Steel research, Vol. 67(1996), pp. 485-490.
63. Arnken R; Lagergren J; Reynaud P, Modern application techniques and lubrication developments in hot rolling mills, Conf. Proceedings, Rolls 2000+, Advances in mill roll technology conference, (UK), pp. 231-241.
41

64. Tieu AK; Jiang ZY; Lu C, A 3D Finite Element Analysis of the Hot Rolling of Strip with Lubrication, J. of Materials Processing Technology, Vol. 125-126 (2002), pp. 638-644.
65. Schey J, Tribology in Metalworking, 2nd edition, pp. 250-255 (1984), USA, ASM, Metal Park.
66. Schey J, Tribology in Metalworking, 2nd edition, pp. 60-79 (1984), USA, ASM, Metal Park.
67. Tahir M; Widell B, Prediction of roll wear for HSS work roll in regard to different strip grades, Conf. Proceedings, The 3rd Rolls Conf., Rolls 2003, (UK), 2003.
68. Hitchcock JH, Roll Neck bearings, ASME Research Publication, 1935.
42