sophie bertaux mathilde cabantous - … · 2013-04-19 · memoire final « comment gée le temps...
TRANSCRIPT

1
Sophie BERTAUX Mathilde CABANTOUS [email protected] 2011-2012 06.62.65.72.13 P18
Ecole Supérieure de Logistique Industrielle
26 Quai Surcouf
35600 Redon
02.99.71.60.20
MEMOIRE FINAL
« Comment gérer le temps afin d’éviter que les commandes ne deviennent
urgentes ? »
GEVELOT EXTRUSION
92 Rue Ste Melaine
53000 LAVAL
Tuteur entreprise : Marc LEBRETON

2

3
Sophie BERTAUX Mathilde CABANTOUS [email protected] 2011-2012 06.62.65.72.13 P18
Ecole Supérieure de Logistique Industrielle
26 Quai Surcouf
35600 Redon
02.99.71.60.20
MEMOIRE INTERMEDIAIRE
« Comment gérer le temps afin d’éviter que les commandes ne deviennent
urgentes ? »
GEVELOT EXTRUSION
92 Rue Ste Melaine
53000 LAVAL
Tuteur entreprise : Marc LEBRETON

4
REMERCIEMENTS :
Je souhaite tout d’abord remercier Marc LEBRETON, Responsable Logistique, qui m’a
accueilli au sein du service logistique et avec qui je collabore sur la mise en place de règles
de gestion de production au sein de l’usine.
Je remercie Monsieur Philippe Alexandre GRARD, Directeur de l’usine GEVELOT EXTRUSION
de Laval, qui me forme sur les canevas répétitifs de production et me permet d’enrichir mon
expérience professionnelle. Les opportunités qu’il m’offre me permettent d’améliorer mes
connaissances logistiques au quotidien.
De manière plus générale, je remercie l’ensemble du service logistique qui répond
quotidiennement à chacune de mes questions : Philippe ADAM, Alban SIMON, Michel
FOURMOND, Serge MORICE et Patrice LELIEVRE.
Je remercie également l’ensemble des services Production, Qualité, Technique, Achats et
Ressources Humaines qui ont répondu à l’ensemble de mes questions.
Enfin, je remercie ma tutrice école Sophie BERTAUX, pour l’intérêt porté à la réussite du
stage de 2ème année et les conseils qui me sont apportés pour la réalisation de mon mémoire
et mon rapport CQPM lorsque j’en ai besoin.

5
SOMMAIRE
INTRODUCTION
GLOSSAIRE
1. Présentation de l’entreprise
1.1. Présentation du groupe GEVELOT
1.2. L’analyse de l’environnement
1.3. GEVELOT EXTRUSION, Site de Laval
2. Problématique
3. Etat de l’art
3.1. Analyse de l’activité de travail dans les situations urgentes
3.2. Les démarches pour mieux gérer l’urgence
4. Développement 4.1. Des recherches d’améliorations pour éviter les situations urgentes 4.2. Des expériences industrielles réussies 4.3. L’urgence dans la logistique humanitaire
5. Conclusion

6
TABLE DES MATIERES
GLOSSAIRE : ............................................................................................................................................. 8
INTRODUCTION : ..................................................................................................................................... 9
1. Présentation de l’entreprise ......................................................................................................... 11
1.1. Présentation du groupe Gévelot Extrusion.......................................................................... 11
1.1.1. Le groupe ....................................................................................................................... 11
1.1.2. Historique ...................................................................................................................... 13
1.1.3. Le Savoir Faire................................................................................................................ 13
1.1.4. Les certifications ............................................................................................................ 15
1.2. L’analyse de l’environnement .............................................................................................. 16
1.2.1. L’analyse PESTEL ............................................................................................................ 16
1.2.2. Les clients et fournisseurs ............................................................................................ 19
1.2.2.1. Les fournisseurs : ................................................................................................... 19
1.2.2.2. Les clients : ............................................................................................................ 19
1.3. GEVELOT EXTRUSION, Site de Laval ..................................................................................... 20
1.3.1. Les produits ................................................................................................................... 20
1.3.2. Les ressources................................................................................................................ 20
1.3.2.1. Le parc machine ..................................................................................................... 20
1.3.2.2. Les îlots de production .......................................................................................... 21
1.3.3. L’organisation logistique ............................................................................................... 23
1.3.4. La place de Gévelot Extrusion dans la Supply Chain ..................................................... 27
2. PROBLEMATIQUE .......................................................................................................................... 28
2.1. Situation d’après crise .......................................................................................................... 28
2.2. Les causes génératrices de retards....................................................................................... 28
2.3. Les conséquences sur les parties prenantes ........................................................................ 29
2.3.1. Les conséquences sur le fonctionnement interne de l’entreprise ................................ 29
2.3.2. Les conséquences sur la Supply Chain .......................................................................... 30
2.4. Le lien entre mon stage et le sujet du mémoire .................................................................. 30
3. Etat de l’art.................................................................................................................................... 31
3.1. Analyse de l’activité de travail dans les situations urgentes .............................................. 31
3.1.1. Introduction ................................................................................................................... 31
3.1.2. Approches théoriques d’activité ................................................................................... 31
3.1.3. L’activité de travail liée à la gestion des situations d’urgence ...................................... 32
3.1.3.1. La dimension temporelle de la gestion des situations d’urgence ......................... 32

7
3.1.3.2. Le caractère complexe de la gestion des situations d’urgence ............................. 33
3.1.3.3. La nature interdépendante de la gestion des situations d’urgence ...................... 34
3.2. Les démarches pour mieux gérer l’urgence d’un point de vue managérial ....................... 35
4. Développement ............................................................................................................................ 39
4.1. Le développement des outils informatiques connectés aux ERP : ............................................. 39
4.2. Déploiement d’un GPS pour cariste ........................................................................................... 42
4.3. 3 Suisses : mise en place d’un système de calcul des délais et de mise à disposition des
produits. ............................................................................................................................................ 42
4.2. Des expériences industrielles réussies ................................................................................. 45
4.2.1. De Dietrich : Projet d’excellence Supply Chain pour sortir de l’urgence ...................... 45
4.2.2. Gévelot Extrusion : Mise en place de canevas répétitifs ............................................... 48
4.2.3. Managers de transition pour faire face aux situations d’urgence ................................ 53
4.3. L’urgence dans la logistique humanitaire ............................................................................ 55
4.3.1. L’ASLOG souhaite créer une commission « Logistique solidaire, gestion crise et
développement » pour rapprocher la logistique humanitaire et industrielle et bénéficier de
retour sur expériences .................................................................................................................. 55
CONCLUSION : ....................................................................................................................................... 57
BIBLIOGRAPHIE ...................................................................................................................................... 59

8
GLOSSAIRE :
UP : Unité de Production
TS/TTH : Traitement de Surface et Traitement Thermique
Traitement de Surface : opération mécanique, chimique, électrochimique ou physique qui a
pour conséquence de modifier l'aspect ou la fonction de la surface des matériaux afin de
l'adapter à des conditions d'utilisation données.
Traitement Thermique : vise à en modifier certaines propriétés de résistance en général par
le chaud ou le froid.
ERP : Enterprise Ressources Planning, progiciel de gestion intégré
OF : Ordre de Fabrication
CMJ : Consommation Moyenne Journalière
DDM : Délai d’Obtention Minimum
Forgeage : ensemble des techniques permettant d'obtenir une pièce mécanique en
appliquant une force importante sur une barre de métal, à froid ou à chaud, afin de la
contraindre à épouser la forme voulue.
Ecrouissage : suppression d’un traitement thermique et optimisation de la géométrie et de
l’encombrement
Fibrage : orientation, dans le métal, des cristaux de forme allongée suite à une opération de
forgeage.
Décolletage : Réalisation par tournage ou usinage de petites pièces de micromécanique.
Header : presse de débit
9
INTRODUCTION :
Mémoire : « dissertation sur un sujet de science, d’érudition, etc. »
selon le dictionnaire Flammarion.
C’est donc dans le cadre de mes études à l’Ecole Supérieure de Logistique Industrielle que
j’entreprends la rédaction de ce mémoire concentré autour des problématiques générées par la
logistique et les sciences de gestion et plus particulièrement autour du sujet suivant :
CCOOMMMMEENNTT GGEERREERR LLEE TTEEMMPPSS AAFFIINN QQUUEE LLEESS CCOOMMMMAANNDDEESS NNEE DDEEVVIIEENNNNEENNTT UURRGGEENNTTEESS ??
Tout problème naissant dans l’industrie actuelle dépend principalement d’un défaut
d’organisation, d’une incapacité à répondre au besoin du client et donc, de rester compétitif face à la
concurrence internationale.
Pour percevoir l’évolution de la logistique industrielle, il est nécessaire de comprendre l’évolution du
monde et de la société :
Au début du XXe siècle, le concept « logistique » prend tout son sens avec l’organisation
scientifique du travail de Taylor et Ford.
Dans les décennies 1950-1960, les premiers logiciels informatiques spécialisés dans la
logistique industrielle font leur apparition.
Et c’est à partir des années 1970-1980 que la logistique prend une toute autre dimension
avec l’apparition de la mondialisation des échanges.
L’organisation industrielle a donc dû s’adapter en fonction de ses nouvelles contraintes : diversité des
produits, apparition de la complexité des échanges, réduction des délais etc.…
Aujourd’hui, avec l’apparition d’Internet, des nouvelles technologies, et des contraintes
sociales et règlementaires de plus en plus serrées, le niveau d’exigence des clients a nettement
augmenté et nécessite une organisation logistique optimale pour avoir « le bon produit, au bon
endroit, au bon moment ». Chaque entreprise cherche donc à diminuer ses délais
d’approvisionnements, de production et de livraison tout en proposant des coûts plus faibles, une
qualité optimale ainsi qu’un service client personnalisé et adapté.
La mondialisation à elle seule représente une problématique pour chaque entreprise.
La notion d’ « urgence » fait alors son apparition au sein des entreprises. Qu’est ce qu’une
commande urgente ? Doit-on faire passer les commandes urgentes en priorité ? Ne vont-elles pas
justement déséquilibrer la gestion de production et en générer de nouvelles ? Quelle est l’attitude
des hommes face à l’urgence ? Et comment un manager peut la gérer au quotidien ?

10
L’urgence a une connotation négative et définit à elle seule le non respect des délais. Ce
mémoire a donc pour but de comprendre comment elle naît dans nos entreprises, comment elle est
gérée et comment éviter qu’elle n’y survienne.
Cette urgence ne permet justement pas de se poser et de réfléchir aux problèmes qui l’ont
engendrée. Elle impose à chacun de gérer les aléas, expédier les commandes le plus vite possible et
ne laisse à aucun moment le temps pour un manager de se pencher sur le sujet.
Je suis actuellement étudiante en 2ème année à l’Ecole Supérieure de Logistique Industrielle et
apprentie logistique en alternance chez GEVELOT EXTRUSION, équipementier automobile spécialisé
dans la forge et l’extrusion d’acier. Dès les premiers jours j’ai ressenti cette urgence qui anime le
quotidien du service logistique et de l’ensemble de l’entreprise. Des problèmes techniques
surviennent chaque jour de l’usine, une majorité des commandes partent en retard et le planning est
modifié à la dernière minute pour donner la priorité aux ordres de fabrication les plus urgents.
Alors que chaque employé gère le quotidien et le stress à sa manière, je profite de
l’opportunité de ce mémoire pour me pencher sur ce sujet qui empoisonne le quotidien de l’usine.
Au travers de mes quelques expériences, mais surtout de recherche, ce mémoire va tenter de faire
ressortir les causes génératrices de situations urgentes mais aussi d’y trouver des solutions pour les
éviter. Les constats seront issus de mon expérience chez Gévelot Extrusion mais aussi de tout autre
exemple industriel.
De plus, la richesse de la logistique est qu’elle ne se limite justement pas au domaine
industriel mais touche des domaines tels que l’humanitaire. Etant personnellement intéressée par ce
domaine qui est confronté de par sa nature à l’urgence, il me semble intéressant d’y jeter un œil.
Mes recherches vont donc consister dans un second temps à constater leur organisation mise en
place pour gérer les situations d’urgence qui y sont anticipées et pourquoi pas « mélanger » les
méthodes de travail de ces différents secteurs : humanitaire et industriel qui, au final, se retrouvent
derrière le même maître mot : Logistique.

11
1. Présentation de l’entreprise
1.1. Présentation du groupe Gévelot Extrusion
1.1.1. Le groupe
GÉVELOT EXTRUSION est une filiale du Groupe GÉVELOT SA. Ce groupe industriel de dimension
internationale compte 1430 personnes, 8 sites de production et est composé de 3 filiales : GÉVELOT
EXTRUSION, PCM et GURTNER, qui travaillent sur trois secteurs d’activité :
Extrusion à froid, à mi-chaud et usinage des pièces forgées (GEVELOT EXTRUSION & DOLD) Pompes et technologie des fluides (PCM) Mécanique et équipements moteurs et gaz (GURTNER)
GÉVELOT EXTRUSION est un des leaders européens de la fabrication de pièces usinées
obtenues à partir de la forge à froid pour l’industrie automobile. Ces pièces, de 20g à 4kg, sont
produites sur des moyens automatisés « presse transfert » ou robotisés « presse monoposte ».
Essentiels dans le fonctionnement des véhicules, on retrouve les produits GÉVELOT
EXTRUSION dans la boîte de vitesses, la colonne de direction, l’ensemble châssis/suspension, le
système de freinage et l’habitacle de la plupart des voitures européennes. L’entreprise travaille donc
avec les plus grands constructeurs automobiles et les principaux systémiers et équipementiers
mondiaux.

12
Au niveau de l’implantation, GÉVELOT EXTRUSION a 3 usines de production en France à
Laval (53), Toucy (89) et Offranville (76) et 1 en Allemagne à Dold Vöhrenbach ainsi qu’un Centre
Technique et de Développement à Laval :

13
1.1.2. Historique
La société GÉVELOT a vu le jour en 1823 à Paris. A cette époque, elle fabriquait des amorces,
des cartouches de chasse et des munitions de guerre. Après quelques déménagements, l’entreprise
commence à se développer, pour atteindre les 500 salariés en 1867. La production occupe alors 50
bâtiments répartis sur 7 hectares, sur le site d’Issy les Moulineaux.
En plein apogée de 1920 à 1955, ses effectifs se multiplient par 6 et atteignent les 3000
employés. Ce n’est qu’après la Seconde Guerre Mondiale que l’entreprise prend un nouveau
tournant en diversifiant ses activités. Elle se lance dans la mécanique de précision et notamment
dans l’extrusion à froid des métaux.
En 1960, la partie « extrusion » devient un secteur dominant de l’entreprise. GÉVELOT
devient alors un groupe et crée une filiale GÉVELOT EXTRUSION spécialisée dans la forge à mi-chaud
et la forge à froid.
Aujourd’hui, GÉVELOT EXTRUSION a une dimension internationale. Produisant des pièces
forgées et usinées en grande série pour les grands noms de l’automobile, elle compte 900 salariés, 4
usines en Europe et des agences commerciales réparties mondialement aux USA, en Italie et en
France.
1.1.3. Le Savoir Faire
GÉVELOT EXTRUSION utilise 3 technologies de forges complémentaires : forgeage à froid, à mi-chaud
et frappe à froid.
Forge à froid : La forge à froid (ou extrusion à froid) est un procédé de formage de pièces
métalliques pleines ou creuses, généralement axisymétriques par déformation plastique d’un
matériau brut, le lopin. Bien que cette technique nécessite un outillage plus robuste et des machines
plus puissantes que les autres forgeages, la précision et l’état de surface obtenus sont bien
meilleurs.
PROCÉDÉ DE FORMAGE D’UNE PIECE

14
Le développement du forgeage à froid a pour résultat de nombreux avantages économiques, directs
ou indirects, révélés lors de la conception, de la réalisation et de l’utilisation des produits fabriqués :
La masse matière mise en œuvre est voisine de celle de la pièce finie,
Des caractéristiques mécaniques sont améliorées du fait de l’écrouissage : suppression d’un
traitement thermique et optimisation de la géométrie et de l’encombrement,
Possibilité d’automatisation et de regroupement de plusieurs opérations (outillage
transfert) conduisant à des cadences élevées et économiques,
Précision élevée (quelques centièmes de millimètre pour le forgeage à froid jusqu’à
quelques dixièmes pour le forgeage mi-chaud) et état de surface d’excellente qualité(Ra 0,5
à 4),
Excellent fibrage, propre à assurer de bonnes caractéristiques de tenue mécanique et de
fatigue.
Forge à mi-chaud : Le forgeage à mi-chaud est utilisé pour l’obtention de formes plus complexes
et/ou quand les teneurs en carbone et en éléments d’alliages de l’acier atteignent des taux élevés.
Du fait de l’influence de la température sur la plasticité de la matière, celle-ci devient alors
plus « déformable ».Très proche du forgeage à froid, les avantages sont identiques (précision, état
de surface, écrouissage), mais nécessitent des moyens plus complexes (préparation du lopin,
chauffage du lopin par induction, refroidissement des outillages,…).
Frappe à froid : Les origines de la frappe à froid se retrouvent dans les travaux de boulonnerie avec la
production de petites pièces. La frappe à froid repose sur le principe de la déformation des
matières en quelques centièmes de seconde : un lopin (de masse identique à la pièce finale voulue)
est cisaillé, puis refoulé par plusieurs frappes successives qui lui donneront sa forme finale.
Les avantages de la frappe à froid :
aucune perte de matière ; donc aucune répercussion sur le prix de la pièce finale
(contrairement au décolletage),
meilleure tenue mécanique de la pièce : la frappe à froid respecte la structure de la matière
en ne coupant pas les fibres,
cadences de fabrication élevées : de 40 à 800 pièces/minute,
production de grandes séries.
Pour fournir aux clients qui le souhaitent un produit prêt à assembler,
GÉVELOT EXTRUSION dispose aussi de :
techniques d’enlèvement de métal : tournage, fraisage, brochage, rectification, rodage,
perçage, forage …
techniques de déformation : galetage, roulage, moletage,…
traitements thermiques de grande capacité : carbonitruration, cémentation, trempe,
trempe par induction, recuit isotherme, recuit de normalisation, ….
traitements de surface spécifiques : dégraissage avec protection, phosphatation manganèse.

15
1.1.4. Les certifications
Tous les sites GEVELOT EXTRUSION sont certifiés selon les référentiels suivants :
Qualité automobile : ISO/TS 16949 (Dold Vöhrenbach, Laval, Offranville, Toucy) Qualité environnementale : ISO 14001

16
1.2. L’analyse de l’environnement
1.2.1. L’analyse PESTEL
Politique :
Sur les dix dernières années, la France est, parmi les plus grands pays européens, celui qui a
connu la plus faible progression de l’exportation de ses produits industriels. Cela a donc entrainé
un recul de la production industrielle et des emplois industriels. La réaction de l’Etat Français et
du gouvernement est la suivante :
- Pression sur le maintien des emplois industriels de la part des Etats : lors d’un débat
politique à l’Assemblée Nationale le 28 Avril 2012, Christian ESTROSI, Ministre de
l’Economie, de l’Industrie et de l’Emploi affirme sa volonté de « donner un nouveau
souffle à l’industrie française avec une véritable politique de filière, une véritable
politique de pôles de financement public, une véritable politique qui nous permette
d’harmoniser nos filières avec nos partenaires européens ».
- Interventionnisme accru des gouvernements sur l’industrie : les Etats Généraux de
l’Industrie ont mis en place une nouvelle Stratégie Industrielle dont les objectifs
sont les suivants : « augmenter l'activité industrielle de plus de 25 % d'ici à fin 2015;
pérenniser l'emploi industriel sur le long terme ; retourner à une balance
commerciale industrielle (hors énergie) positive d'ici à 2015 et gagner plus de 2 %
de parts dans la production industrielle de l'Europe ».
La stratégie politique se trouve dans une optique de développement interne de l’activité industrielle
dans le but de maintenir des emplois, garder le savoir faire, développer l’économie française et
augmenter les activités exportatrices.
Economique :
- Hausse des coûts matière et pression sur les marges :

17
- Hyper concentration des fournisseurs d’acier : peu de choix et de possibilité de
pression ou de pouvoir de négociation
- Valeur élevée de l’Euro et volatilité du Dollar : le 6/01/2012 : 1 EUR = 1.2721 USD
- Crise de l’automobile sur les marchés traditionnels et hyper développement sur les
marchés émergents : La crise de 2008-2009 a fortement secoué le secteur
automobile européen. Celui-ci pourrait encore profondément changer du fait des
perspectives de consolidation qui apparaissent. À moyen terme, on peut imaginer
que seule une demi-douzaine de constructeurs automobiles subsisterait sur le
Vieux Continent, ou bien croire à un renforcement des alliances existantes, ou à de
fortes coopérations sur des composants ou plateformes communes.
- Pression accrue des clients sur les marges de leurs fournisseurs
La situation économique actuelle ne laisse que peu de marge de manœuvre pour des équipementiers
automobiles tels que Gévelot Extrusion contraints à s’adapter aux conditions de leurs fournisseurs.
Social :
- Pression salariale en temps de rigueur
- « Ringardisation » relative de l’automobile dans sa vision traditionnelle
- Désindustrialisation relative des fournisseurs et des clients
- Fort déficit de nouvelles compétences dans les métiers de la forge : la principale
école de formation spécialisée dans les métiers de la forge, l’ESFF : Ecole Supérieure
de Fonderie et de Forge rencontre des difficultés récurrentes de recrutement. Chez
GEVELOT EXTRUSION, le manque de personnel suite à la crise de 2009 est
aujourd’hui complétée par de l’intérim.
Les entreprises doivent collaborer avec les syndicats pour éviter les pressions sociales. Le manque de
compétences et de savoir faire peut nuire à la qualité des produits.
Technologique :
Autour du secteur de la forge, quelques outils technologiques se développent dans le but
d’améliorer les situations de production. Voici deux exemples d’études en cours :

18
- le projet LOGIC soutenu par l’ANR, l’Agence Nationale pour la Recherche crée de nouveaux
outils numériques pour l’optimisation des gammes de forgeage.
- la CRAM Alsace Moselle met en place le PARI, Programme d’Analyse des Risques lors des
Interventions de maintenance.
- De façon un peu plus détaché du secteur spécifique qu’est la métallurgie, des installations
RFID s’installent dans le monde de l’industrie et peuvent dans certains cas créer de réels
gains de productivité.
Toutes ces avancées technologiques doivent être prises en compte par le Centre Technique et de
Développement de GEVELOT EXTRUSION dans le cas d’une éventuelle décision de projet
d’amélioration à l’aide d’outils technologiques.
Ecologique :
- Les enjeux énergétiques au cœur des débats auront un impact certain sur
l’industrie
- Certification ISO 140001 Qualité environnementale pour GEVELOT EXTRUSION
Les nouvelles règlementations environnementales obligent de plus en plus les entreprises à les
respecter et influencent fortement leur image de marque.
Légal :
- Des normes de dépollution et de recyclage apparaissent de plus en plus au niveau
mondial

19
1.2.2. Les clients et fournisseurs
1.2.2.1. Les fournisseurs :
SECOSAR – SAARSTAHL : France-Allemagne
SWISS STEEL : Suisse
SIDENOR : Espagne
ARCELOR MITTAL : Luxembourg – Royaume Uni
ORI MARTIN : Italie
1.2.2.2. Les clients :

20
1.3. GEVELOT EXTRUSION, Site de Laval
1.3.1. Les produits
Pièces de 25g à 1Kg, Pignons de différentiel de boîte de vitesses (planétaires et satellites), Pièces de liaison au sol (pistons de frein, fusée de roue), Pièces de systèmes de direction (croisillons, manchons, coulisses, fourches), Pièces de transmission (noix, triaxes), Pièces de démarreurs (pignon, entraîneur).
Les 7 familles stratégiques du site de Laval sont les suivantes :
1.3.2. Les ressources
1.3.2.1. Le parc machine
6 lignes de cisaillage-estampage, 3 scies automatiques à débit rapide, 42 presses de 50 T à 1 250 T (mono et multipostes), dont 10 équipées à mi-chaud :

21
3 lignes de phosphatation / dégraissage, 18 fours de traitements thermiques, 56 tours ou machines spéciales (à
commande numérique, ou multibroches, rectifieuses, brocheuses…),
4 grenailleuses, 6 robots 6 axes Atelier de fabrication d’outillages.
1.3.2.2. Les îlots de production
Gévelot Extrusion est une usine de 1ère transformation. Les nomenclatures des produits sont donc
composées d’un seul niveau : l’acier, la matière première. En revanche, les gammes de production
sont complexes car de multiples opérations sont enchainées sur cet acier dans le but de produire un
produit de qualité correspondant aux attentes des clients.
Voici un schéma des flux généralisé dans le but de visualiser l’ensemble du processus représenté sur
le site de Laval :
Chaine de Traitement de Surface
Four Ludwig
22
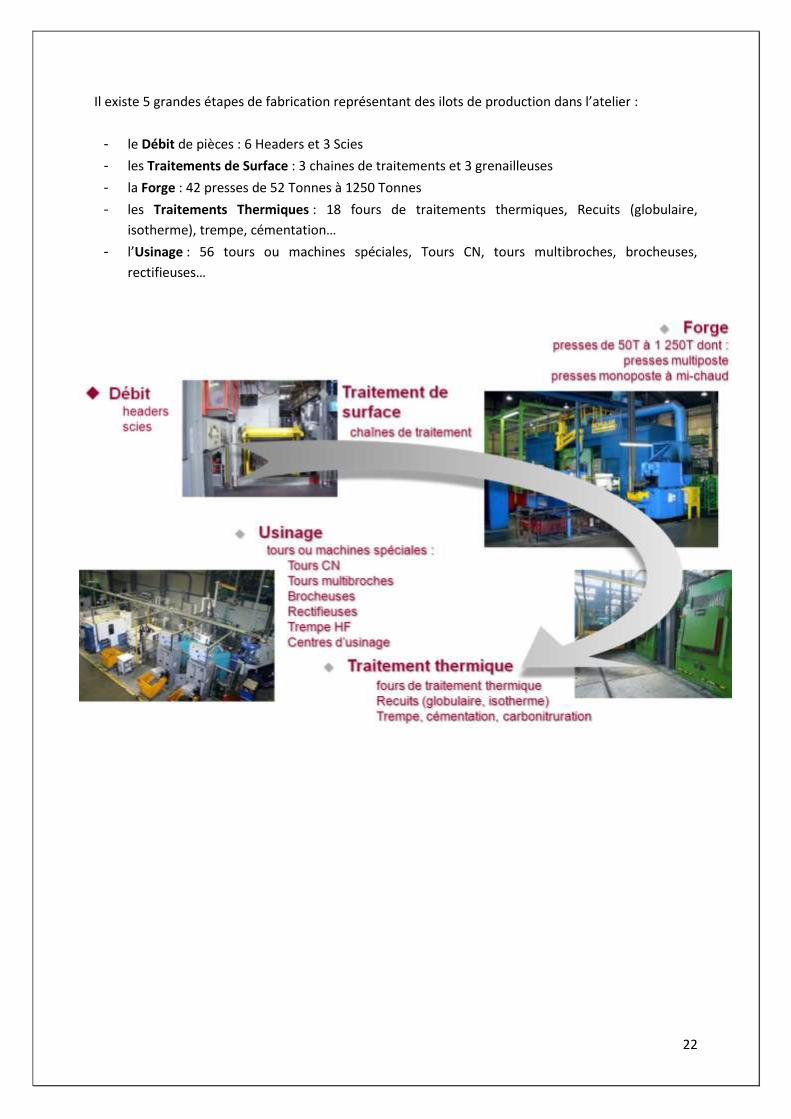
Il existe 5 grandes étapes de fabrication représentant des ilots de production dans l’atelier :
- le Débit de pièces : 6 Headers et 3 Scies
- les Traitements de Surface : 3 chaines de traitements et 3 grenailleuses
- la Forge : 42 presses de 52 Tonnes à 1250 Tonnes
- les Traitements Thermiques : 18 fours de traitements thermiques, Recuits (globulaire,
isotherme), trempe, cémentation…
- l’Usinage : 56 tours ou machines spéciales, Tours CN, tours multibroches, brocheuses,
rectifieuses…

23
1.3.3. L’organisation logistique
Cette partie consiste à expliquer le fonctionnement logistique du site de Laval. L’ensemble
des points qui vont être décrits ci-dessous (gammes, flux, systèmes d’informations, méthode de
planification etc.) visent à présenter l’organisation logistique lors de mon arrivée dans l’entreprise
mais également à faire ressortir les dysfonctionnements qui peuvent entrainer des retards de
livraison chez Gévelot Extrusion.
1.3.3.1. Les nomenclatures et gammes :
Les nomenclatures sont relativement simples chez Gévelot Extrusion.
En effet, chaque référence possède une nomenclature de niveau 1 car le seul
composant utilisé est l’acier. Cette matière première est approvisionnée sous
forme de bobines ou de barres. L’approvisionnement de cette matière
première implique à elle seule des difficultés. En
effet, le délai d’approvisionnement de l’acier est
relativement long, il peut aller de 2 à 3 mois. Si la commande de l’acier n’a
pas été bien anticipée, l’usine peut se retrouver en rupture de matière et
l’ensemble de la production d’une référence bloquée. En ce qui concerne
la qualité de l’acier livré, elle peut représenter à elle seule une source de
retard car un acier de mauvaise qualité induira un plus gros travail sur sa transformation et
déformation.
C’est au niveau des gammes que le process et l’organisation logistique se complexifient. Les gammes
sont en effet composées d’une quinzaine d’opérations en moyenne destinées à transformer la
matière et la rendre compatible aux attentes techniques des différents clients. L’implantation est
donc réalisée par ateliers fonctionnels : les Unités de Production UP1, UP2 etc. Les pièces sont tout
d’abord débitées sur des Header ou des scies, pour ensuite être forgées et enfin être usinées.
Ce flux général est cependant entrecoupé d’opérations intermédiaires de traitements de surface
(phosphatation…) et de traitements thermiques. Ces opérations sont indispensables pour travailler
sur la matière et la déformer. Elles apparaissent donc à de nombreuses reprises au sein de la gamme.
Exemple de gamme d’un pignon satellite :
Les opérations intermédiaires sont inscrites sous les abréviations suivantes :
TS : Traitement de surface
TTH : Traitement thermiques
Débit Forge Usinage

24
Cet exemple démontre clairement le processus complexe que créent ces gammes particulières au
niveau des flux. Chaque référence possède en effet un nombre d’opérations intermédiaires
relativement important. Les chaines de traitements de surface et les fours de traitement thermique
doivent donc absorber la totalité des références pour des temps de production relativement longs,
allant de 2h à 24h pour les fours. Des éventuels problèmes techniques sur ces différentes chaines
vont donc représenter un impact significatif sur la production de la totalité des références et freiner
une très grande partie de la production.
1.3.3.2. Un déséquilibre Charge/Capacité
Les machines des parties UP1 : Débit et Forge, qui ne sont pas dédiées à des références
spécifiques, représentent également leurs sources de retards. En effet, une référence peut passer
sur une machine A un jour de la semaine, et passer sur une machine B un jour différent pour la
même opération. Ce fonctionnement a été mis en place dans le but de permettre une plus grande
flexibilité et éviter l’attente pièces en cas de panne machine. En effet, si plusieurs machines sont
capables de réaliser une même opération, le choix de production d’une référence sera plus large. En
revanche, étant donné que les opérateurs produisent en fonction de l’urgence des commandes
TS • 1er traitement de surface avant débit
DEBIT
• Cisaillage
• Estampage
TS/TTH
• 2ème traitement de surface
• 1er traitement thermique
• 3ème traitement de surface
• 4ème traitement de surface
FORGE • Frappage mi-chaud
USINAGE
• Découpe calibrage
• Décolletage
TS/TTH
• 5ème traitement de surface
• Carbonitruration
• 6ème traitement de surface
• 7ème traitement de surface
25
clients, des changements de série inutiles apparaissent fréquemment ainsi qu’une désorganisation
de la production au sein de l’unité Forge.
En revanche, l’UP2, l’atelier usinage, est composé de machines entièrement dédiées à chaque
référence, en fonction des contraintes fixées par le client. Chaque machine effectue donc une
opération spécifique à une référence particulière.
L’UP3, les chaines de TS/TTH, représentent une étape importante au niveau des flux car l’ensemble
des références passent à plusieurs reprises sur ces chaines, ce qui crée de nombreux croisements en
termes de flux. Un déséquilibre se fait donc sentir au niveau du pourcentage de charge de ces
chaines. En effet, les postes de charge telles que les chaines de traitements de surface et traitements
thermiques effectuent des opérations à plusieurs niveaux de la gamme de l’ensemble des
références et sont donc chargés à un pourcentage important de leur capacité.
De plus, il n’existe aucune règle de gestion à ce jour mise en place et respectée pour satisfaire la
demande client. Les références sont produites sans règles de gestion de production. La plupart des
commandes sont donc en retard et le taux de service a tendance à diminuer.
LES PROBLEMES A PRENDRE EN COMPTE :
Les machines tombent en panne régulièrement. Cela peut dépendre d’un manque de maintenance préventive ou tout simplement de l’état du parc machine qui semble obsolète. Les OF se retrouvent fréquemment stoppés et retardent une bonne partie de la production.
une partie du personnel est issu de l’intérim et ne bénéficie pas toujours de l’expérience nécessaire pour les métiers spécialisés de la forge. En raison de l’urgence des commandes, le temps de formation n’est pas forcément respecté et le taux d’erreur augmente inévitablement.
1.3.3.3. Le système d’information et la traçabilité :
Le service logistique a pour principal objectif de livrer le client dans les délais et à un niveau
de qualité attendu. Pour cela, il se doit de coordonner les flux et organiser la production pour
satisfaire la demande client. La contrainte principale que l’on retrouve dans chaque service logistique
est la concordance entre l’existentiel et le système d’informations. Etant donné que chaque étude
se base sur les données informatiques, celles-ci se doivent de représenter au maximum la réalité.
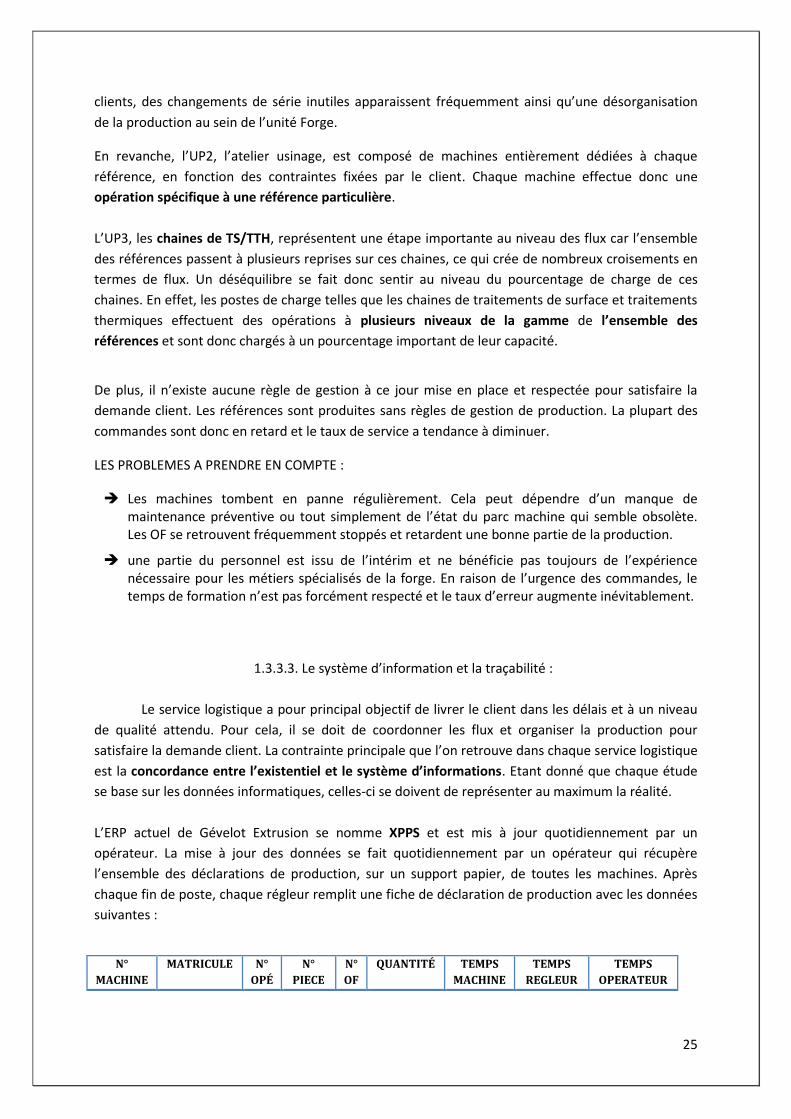
L’ERP actuel de Gévelot Extrusion se nomme XPPS et est mis à jour quotidiennement par un
opérateur. La mise à jour des données se fait quotidiennement par un opérateur qui récupère
l’ensemble des déclarations de production, sur un support papier, de toutes les machines. Après
chaque fin de poste, chaque régleur remplit une fiche de déclaration de production avec les données
suivantes :
N°
MACHINE
MATRICULE N°
OPÉ
N°
PIECE
N°
OF
QUANTITÉ TEMPS
MACHINE
TEMPS
REGLEUR
TEMPS
OPERATEUR

26
Cette méthode de travail est source de multiples erreurs. En effet, la mauvaise qualité des
informations remplies met en avant un certain manque de rigueur de la part des régleurs. Chaque
jour, une ou plusieurs cases ne sont pas renseignées et des erreurs font surface. Un mauvais numéro
d’OF, de référence, d’opération, ou encore des numéros de machines confondues sont des erreurs
qui apparaissent régulièrement.
L’expérience de l’opérateur chargé de saisir les déclarations de production lui permet de déceler les
erreurs et de les corriger dans la mesure du possible. Au relevé de ces déclarations de production,
l’opérateur réalise un état des lieux des références par rapport aux machines et permet ainsi
bénéficier de la situation réelle de l’atelier.
1.3.3.4. Méthode de planification :
La planification des OF se fait en fonction des dates de livraison client. XPPS indique donc la
taille de lot en fonction de : la quantité d’encours, la quantité en stock produits finis, et de la quantité
de retards actuels. La date de lancement d’OF s’obtient en fonction du DDM : Délai d’Obtention
Minimum. A partir de cette date de lancement, le technicien logistique commande la quantité d’acier
nécessaire en fonction de la quantité de bobines ou de barres actuel.
1.3.3.5. Le Programme Directeur de Production :
Le PDP est établi en fonction des prévisions envoyées par le client par semaine environ sur 3
mois. Les prévisions du 1er mois sont fiables à 95%. A partir de ces prévisions, le PDP est établi tous
les mois et rectifié quotidiennement. Ce document agit sur les décisions suivantes : le besoin de
fabrication, la variation des stocks (ex : changement d’une machine donc décision de faire du stock),
le calcul charge machine et le calcul des effectifs nécessaires (effectif présent, intérim, heures sup…).
POINTS FAIBLES
Tout est géré par l’homme et à la main source d’erreurs multiples.
Manque de rigueur de la part des opérateurs transmission de mauvaises informations au système
L’ERP XPPS ne bloque pas les erreurs : mauvaise programmation de l’ERP
Pas de lien direct actuel entre le monde physique et le système d’informations

27
1.3.4. La place de Gévelot Extrusion dans la Supply Chain
Source : http://www.cat-logistique.com/logistique_dans_l'automobile.htm
GEVELOT EXTRUSION se situe en fournisseurs de rang 1 au sein de sa chaine logistique globale. Actuellement, l’entreprise n’a pas vraiment de vision Supply Chain car ses objectifs quotidiens tournent principalement autour de la gestion des aléas et la livraison aux clients dans les délais.
28
2. PROBLEMATIQUE
2.1. Situation d’après crise
La crise de 2008-2009 a fortement secoué le secteur automobile européen et n’a pas
épargné Gévelot Extrusion. Le niveau d’activité des métiers de la forge a en effet considérablement
diminué et engendré une réduction d’effectifs sur le site de Laval ainsi qu’une diminution du rythme
de travail quasiment de moitié.
Ce n’est qu’en 2010, dès la fin de la crise que la demande s’est spontanément accrue et n’a cessé
d’augmenter jusqu’à aujourd’hui. La production de Gévelot Extrusion Laval s’est donc relancée et le
niveau d’activité ne cesse d’augmenter. Le défi actuel de Gévelot Extrusion est donc de répondre à
cette demande croissante avec des ressources humaines et financières réduites et pas forcément
réajustées.
2.2. Les causes génératrices de retards
La gestion de production appliquée chez Gévelot Extrusion Laval présente plusieurs limites :
Ne pas connaître de façon précise les habitudes de l’atelier, à savoir quelles références passent sur
quelles machines, implique une incapacité à calculer le ratio charge/capacité d’une machine. En
effet, sur un temps alloué, une machine A va être capable de produire X références, mais si le service
logistique est incapable de connaître précisément quelles références vont être produites sur la
machine en question, il est impossible de savoir à l’avance si la machine est capacitaire ou non, et si
les délais de fabrication et de livraison clients pourront être respectés.
De plus, il est important d’intégrer les contraintes techniques. Le montage de certaines
références s’effectue beaucoup plus facilement sur certaines presses que sur d’autres. Lorsqu’une
situation urgente apparait et que la décision du service logistique envoie la référence sur une
machine pas spécialement adaptée, les contraintes techniques vont être beaucoup plus élevées et le
temps de fabrication susceptible d’entrainer de nouveaux retards.
Ce déséquilibre charge/capacité est principalement lié à des problèmes de planification et
d’ordonnancement :
En effet, lors de mon arrivée au sein du service logistique, il n’existait aucune règle de gestion
mise en place et respectée pour satisfaire la demande client. La planification s’effectuait selon le
mode organisationnel expliqué dans 1.3.3.4. Organisation logistique/Méthode de planification. Cette
méthode générait les problèmes logistiques suivants :
- Au niveau de l’ordonnancement : lorsque le technicien logistique se réfère à XPPS pour
connaître les dates de lancement d’OF suggérées, l’ERP n’intègre aucune limite de capacité.
XPPS estime en effet que chaque OF peut être lancé simultanément et ne prend pas en compte
les éventuels temps d’attente engendrés lorsque plusieurs références doivent être produites
sur une même machine. Le choix d’ordonnancement se fait donc en fonction de la date de

29
demande client mais il ne s’agit pas d’un ordonnancement précis par machine. De plus, ce
système ne permet pas aux techniciens logistiques de pouvoir gérer les priorités de façon claire
et visuelle.
- Au niveau des temps de production des TS/TTH : comme évoqué précédemment, l’ERP estime
une date de lancement d’OF en fonction du DDM. Le DDM est le délai d’obtention de la 1ère
pièce bonne après avoir subi l’ensemble des opérations de la gamme. L’ERP intègre l’ensemble
des cadences machines des trois unités principales : Débit, Forge et Usinage. En revanche, les
temps de fabrication au niveau des TS/TTH se comptent en heures dans l’atelier, par exemple :
12h au four CFI et 8h de refroidissement. Ils sont cependant comptabilisés dans XPPS sous
forme de cadence/minutes. Les calculs ne sont donc pas précisément représentatifs de la
réalité et l’information donnée par le DDM peut être différente du temps de production total
réel et la date de lancement de l’OF inadaptée au besoin du client.
Pour pallier à ces dysfonctionnements, l’expérience des techniciens logistique leur permet de
connaître le temps de production approximatif d’un OF. Cependant, il n’existe pas de planning à
proprement parlé, permettant à chacun de connaître les échéances. Seul le service logistique connaît
les dates de livraison client, mais aucun support visuel ne permet à l’ensemble des services de
connaître la situation. La gestion des priorités se fait à l’intuition sans réellement avoir de support sur
lequel se pencher.
Au niveau de l’atelier, les opérateurs produisent en fonction de l’urgence des commandes. Certaines
références dites urgentes viennent donc stopper la production en cours d’une autre, des
changements de série apparaissent régulièrement ce qui entraine, au détriment de l’entreprise, une
augmentation des retards et une diminution du taux de service client.
2.3. Les conséquences sur les parties prenantes
2.3.1. Les conséquences sur le fonctionnement interne de l’entreprise
Les différents problèmes cités ci-dessus ont des conséquences évidentes sur le
fonctionnement interne de l’entreprise. Travailler dans l’urgence et gérer les aléas du quotidien
(pannes machines, erreurs d’information, surcharge…) ont un impact direct sur les conditions de
travail de chacun. Le travail dans l’urgence peut générer des tensions entre collègues et faire
apparaître une certaine pression sur chaque responsable.
Travailler sans encadrement précis et sans règles de gestion définies peuvent conduire une
organisation au désordre, où rien n’est figé mais continuellement adapté. Sans modèle à suivre, les
conditions de travail peuvent se dégrader et entrainer avec elles d’autres conséquences
managériales : perte de motivation, d’implication… et éventuellement créer de nouvelles erreurs et
de nouveaux problèmes.

30
2.3.2. Les conséquences sur la Supply Chain
Toute situation d’entreprise, pérenne ou délicate, se fait ressentir dans sa Supply Chain. Le
retard de livraison des pièces Gévelot Extrusion chez ses clients a une conséquence inévitable dans
leur production. Nous pouvons supposer que certains clients prévoit une marge de sécurité avant de
recevoir les produits de leurs fournisseurs ou peuvent se retrouver avec un arrêt partiel de la
production en attente de pièces, ce qui impactera directement sur leur propre délai de livraison.
Dans de telles conditions, certaines relations clients peuvent se dégrader et les audits clients devenir
plus nombreux et plus exigeants.
2.4. Le lien entre mon stage et le sujet du mémoire
C’est au travers de l’ensemble de ces problèmes quotidiens et de ces dysfonctionnements
que j’ai choisi de traiter la notion de « retard » et d’ « urgence » au sein de mon mémoire. Un retard
peut en générer un autre et très vite créer un cercle vicieux tant sur l’aspect technique et production
que sur l’aspect humain et managérial.
Le terme « retard » vient à lui seul à l’encontre des objectifs principaux de la logistique comme le
fameux : 0 Délai. Il est donc à bannir de toute entreprise mais peut inévitablement se pointer dans
n’importe quel secteur d’activité.
Ce mémoire n’a pas la prétention de trouver des solutions pour éviter les retards mais a été écrit
dans l’optique d’approfondir la recherche de méthodes de travail et d’expériences réussies pour
pérenniser le fonctionnement d’une entreprise.

31
3. Etat de l’art
3.1. Analyse de l’activité de travail dans les situations urgentes
Cette analyse est inspirée des recherches du centre coopératif de recherche sur les feux de
brousse en Australie rédigé par C.A. Owen. @ctivités, 2007, volume 4 numéro 1 208. Les deux
questions principales traitées sont les suivantes : que peut apporter la littérature issue de la
recherche en ergonomie pour la compréhension de la gestion des situations d’urgence ? Et : que
pourront apporter les analyses théoriques de l’activité de gestion des situations d’urgence aux
ergonomes intéressés par la conception des systèmes complexes et incertains ?
3.1.1. Introduction
La gestion de situations d’urgence comprend l’ensemble des caractéristiques suivantes :
« contrôler et atténuer les évènements qui se produisent de manière irrégulière et qui, lors de leur
apparition, vont exiger la mise en œuvre de formes multiples de coordination et d’innovation dans
des laps de temps très courts au sein de contextes incertains, et qui pourront avoir des
conséquences significatives ».
Rasmussen et Svedung, les deux auteurs suédois du livre : Proactive risk management in a
dynamic society, (2000), recherchent quelles peuvent être les manières alternatives de penser à la
circulation d’informations et à l’organisation au sein de situations d’urgence sachant que les
situations d’urgence proviennent selon eux d’une défaillance de la gestion d’information et de
communication.
3.1.2. Approches théoriques d’activité
En littérature francophone, le concept d’activité a été excellemment synthétisé par François
Daniellou, professeur d'ergonomie à l'École Nationale Supérieure de Cognitique de l'Institut
polytechnique de Bordeaux. Une des caractéristiques principales dans les approches francophones
de l’activité est l’attention portée sur le travail tel qu’il est réellement réalisé vis-à-vis de la
manière dont il est prescrit. Au sein de cette littérature, l’objectif est l’obtention d’une
compréhension fine du travail réel. Cette étude peut en effet être intéressante pour toute société où
l’on constate un niveau d’erreur élevé ou lorsque les procédures ne sont pas forcément bien
respectées. Une autre caractéristique intéressante et rejoignant la première est l’auto confrontation.
C’est-à-dire, entraînant l’exécutant de la tâche, à développer une explication portant sur la raison
pour laquelle le travail réel diffère du travail prescrit. L’auto-confrontation vise ainsi à comprendre
les difficultés rencontrées par les opérateurs dans leur activité.

32
Les approches nordiques de l’activité, existantes au sein des textes d’Engestrom et Coll,
Professeurs russes spécialisés sur l’analyse de l’activité (Engestrom, 2000 ; Engestrom et al., 2003),
partagent quelques caractéristiques avec leurs homologues francophones. On retient cependant, que
les notions de tension et de contradiction sont importantes et inhérentes à tous les systèmes
d’activité. Selon Engestrom, mettre en évidence ces tensions systémiques fournit des aperçus utiles
sur les éléments favorisant le développement et le changement des organisations.
3.1.3. L’activité de travail liée à la gestion des situations d’urgence
Les opérateurs concernés par la gestion des situations d’urgence vont éprouver subjectivement leur
activité par le biais de sa temporalité, de son degré de complexité et de son degré
d’interdépendance.
Astreinte temporelle : situation produite dans un environnement dynamique en «
temps réel », qui ne peut être arrêtée, et exige une réponse au cours d’une période
marquée par une très grande intensité.
Complexité de la situation : le travail complexe nécessite la coordination de
multiples tâches, qui nécessitent à leur tour une réflexion évoluée, combinée avec la
temporalité du travail, une conscience, et une compréhension des diverses
permutations des problèmes. De plus, la connaissance d’une situation d’urgence va
augmenter le risque d’erreurs dans les actions réalisées par les opérateurs.
Degré d’interdépendance : apparaît entre les opérateurs contrôlant les divers
aspects de l’urgence. Selon la complexité de l’urgence, cela peut signifier que les
opérateurs auront besoin de mobiliser des ressources multiples et de négocier des
plans avec un certain nombre d’autres intervenants, qui peuvent représenter des
intérêts différents.
3.1.3.1. La dimension temporelle de la gestion des situations d’urgence
La ressource la plus limitée au cours d’une situation d’urgence est souvent le temps. Ceci est
en partie dû au fait que, une fois déclenchés, les événements doivent être contrôlés au fur et à
mesure qu’ils se produisent, et que la durée des événements sera incertaine.
Travail réel Travail prescrit
Constat de l’écart
Auto confrontation de
l’individu

33
Fréquemment, en cas d’urgence, le rythme auquel l’évènement se déroule peut changer et entraîner
une escalade que les personnes concernées doivent être capables de détecter. La question principale
pour les ergonomes travaillant dans ce domaine est de savoir comment pourraient être développés
des systèmes d’aide à la décision permettant la visualisation des changements de tempo, de telle
sorte que le dépistage précoce de l’escalade puisse entraîner une réaction précoce.
De tels systèmes doivent pouvoir pister les ressources pour s’assurer qu’elles ont été mobilisées avec
une réactivité convenable et qu’il n’y a pas eu d’entrave à leur déploiement. Parfois, une situation
d’urgence peut faire l’objet d’une escalade parce qu’un contrôleur de l’incident a pensé à un
moment donné qu’une ressource avait été déployée, or l’on découvre plus tard que cela ne s’est pas
produit. Les retards de réactions peuvent être générés à la fois par les hommes et par la
technologie. Le contrôleur d’incident a besoin de conseils précoces lorsqu’une escalade se produit,
afin de pouvoir « changer de direction » pour suivre l’événement. Ne pas réussir dans ce domaine
entraîne une probabilité plus grande que des conséquences imprévues se produisent. Il s’agit des
situations dans lesquelles le processus de travail va plus vite et dépasse l’opérateur, qui lutte alors
pour se retrouver en phase avec l’événement temporel.
En ce qui concerne les tensions et les difficultés éprouvées par le contrôleur de l’incident, l’intensité
du travail générée par les besoins de coordination établit un terrain propice pour l’aggravation d’une
situation d’urgence. On suggère également que les retards de réactivité, aussi bien engendrés par
des causes humaines que technologiques, augmentent la vulnérabilité des systèmes.
3.1.3.2. Le caractère complexe de la gestion des situations d’urgence
LES CONSEQUENCES DE MAUVAISES DECISIONS :
Le caractère complexe se traduit par la nécessité d’une réflexion et d’une prise de décisions évoluées
(McLennan, Omodei, Holgate, & Wearing, Professeurs australiens spécialisés dans le management et
la prise de décisions dans l’urgence, 2005). Or le temps de faire cette réflexion n’est pas forcément
disponible. De plus, les conséquences d’une mauvaise décision pourraient être une aggravation de
l’organisation. Pour travailler dans un environnement où les conséquences des actes peuvent être
importantes, les responsables ont besoin d’être conscients des risques, mais ne doivent pas rester
focalisés sur ces derniers. Il s’agit pour l’opérateur de conserver un état de conscience et une
vigilance constante, ainsi qu’une préoccupation du potentiel d’échec existant.
LA VARIABILITE DES PROBLEMES :
Une autre caractéristique du travail réalisé lors de la gestion des situations d’urgence sera sa
variabilité. Un problème peut être considéré comme « routinier » par Lucy Suchman, anthropologue
et sociologue britannique en 1996. Le résultat suit un modèle connu qui peut être atténué et
contrôlé. Cependant, lorsqu’un problème imprévu surgit, il entraine l’apparition de nouveaux

34
problèmes à résoudre. Le concept de « conscience partagée » est souvent employé en tant que
ressource pouvant aider à surmonter des problèmes liés à la variabilité émergente.
LA MODELISATION MENTALE :
Une autre ressource utile, trouvée dans la littérature en ergonomie, concerne le concept de la
modélisation mentale de la situation, aussi bien individuelle que partagée. Pour Mathieu, Goodwin,
Heffner, Salas et Cannon-Bowers (2000), membres d’un groupe d’études spécialisé sur le modèle
mental. Un modèle mental est un mécanisme par lequel les humains produisent une description de
la forme, de l’objectif, des explications du fonctionnement d’un système, ses différents états et son
évolution probable. Ils affirment que de multiples modélisations mentales peuvent coexister au sein
d’un groupe à tout moment, et que ces dernières comprennent des modèles différents concernant
les rôles, les tâches et la technologie.
Le fait que les individus, travaillant de manière interdépendante, puissent détenir différents types de
connaissances et de modèles mentaux au sujet de l’urgence, peut aussi bien être considéré comme
une contrainte que comme une ressource. En effet, si les différents niveaux d’expérience et de
connaissance de la situation d’urgence sont collectivement rapportés, de manière à obtenir une
compréhension cohérente du problème et de ses solutions potentielles, alors ces différentes
connaissances pourront être considérées comme une ressource. Si au contraire les différentes
connaissances et expériences sont partagées mais ne permettent pas l’apparition d’un point de vue
cohérent et de solutions potentielles, alors ces différences contribueront simplement à la
vulnérabilité de la situation.
MULTIPLICITE DES TACHES ET CONFLITS D’OBJECTIFS
Les objectifs de chacun et les conflits sont toujours présents au sein des situations de travail. Ceci
peut se produire lorsqu’un opérateur essaye de résoudre seul ses problèmes de travail devant être
réalisé en relation avec les autres. De multiples objectifs antagonistes sont présents, non seulement
pour les individus exécutant leur travail mais particulièrement pendant qu’ils s’engagent dans ce
travail en relation avec les autres.
3.1.3.3. La nature interdépendante de la gestion des situations d’urgence
Quand le travail est complexe et qu’il se produit en temps réel, des acteurs multiples sont
invariablement impliqués. C’est parce que la tâche est complexe qu’un individu unique n’est pas
capable d’entreprendre le travail dans sa globalité. Ainsi, l’obtention de bons résultats de travail
dépendra de la réalisation du travail des autres opérateurs au sein d’un groupe estime Bardram,
Professeur spécialisé sur le travail collaboratif, en 2000.
CONFLITS D’OBJECTIFS INTERDEPENDANTS

35
Quand les opérateurs individuels résolvent les problèmes complexes et gèrent des tâches multiples
en cas d’urgence, ils doivent pouvoir hiérarchiser ces tâches ainsi que leurs résultats potentiels.
Souvent, ce processus implique de comparer un résultat potentiel à un autre, puis de coordonner ce
résultat aux autres. En terme de division de travail dans la gestion des situations d’urgence, il est
suggéré que deux aspects seront importants dans la coordination : la simultanéité et
l’ordonnancement de l’activité.
SIMULTANEITE ET ORDONNANCEMENT.
La simultanéité interdépendante est un terme que Bardram utilise pour décrire le processus par
lequel plusieurs activités doivent se produire en même temps entre les opérateurs.
L’ordonnancement interdépendant se rapporte aux moments où le produit d’une action est
nécessaire à la réalisation de la prochaine action. Ces activités ont clairement des implications pour
l’écoulement temporel du travail mentionné précédemment. On suggère que l’activité de travail
interdépendante interfère avec la complexité notamment quand les perturbations imprévues se
produisent.
3.2. Les démarches pour mieux gérer l’urgence d’un point de vue managérial
Pour chacun d’entre nous, travailler dans l’urgence et y être efficace relève d’un travail sur soi même
pour arriver à bien gérer la situation. La partie suivante présente des théories managériales et
psychologiques qui ont pour but de donner des conseils à tout salarié ou responsable en cas de
situation d’urgence. Les champs d’action sont les suivants :
Le Stress
La Gestion du Temps
Créer de bonnes conditions de travail
La Prise de décisions dans l'urgence
La Communication
Le lendemain de crise

36
LE STRESS :
Le premier effet « pervers » du travail dans l’urgence est le stress. Il devient alors impératif de ne pas
se laisser envahir par ses émotions et de garder le contrôle de soi-même. Laurent Combalbert,
Consultant en gestion des crises, ancien officier du Raid et auteur du "Guide de survie du manager"
explique :
« Il est bon d'avoir appris à connaître ses réactions au stress. Face à
l'urgence, certains sont sujets à la cataplexie : ils deviennent incapables
d'agir, de décider voire de bouger. D'autres basculent au contraire dans une
agitation stérile mais qui les rassure. Il ne faut pas hésiter à prendre du recul
quelques secondes ou quelques minutes et avoir recours à la métaposition.
Cela consiste à se regarder avec les yeux d'une personne extérieure à la
scène. » Une démarche qui permet de se rassurer et de sortir de
l'émotionnel pour retrouver une réflexion rationnelle.
Maîtriser son stress ne veut pas dire l'éliminer. Au contraire, il peut être bénéfique. « Dans une
situation à risque, c'est de ne pas avoir peur qui est inquiétant car cela signifie que l'on n'a pas
conscience des dangers », souligne l'ancien officier du Raid. De même, des émotions a priori
négatives comme la frustration peuvent être d'excellents mobilisateurs. Tout est une question de
dosage : la peur ne doit pas sous l'effet du stress, devenir angoisse, ni la frustration se transformer en
colère.
RESTER MAITRE DU TEMPS :
Dans une situation d'urgence, le stress est généré par le manque de temps. Outre les techniques
classiques de gestion du stress, il faut donc travailler directement sur cette perception du temps.
« Il faut commencer par accepter qu'il puisse ne pas être une contrainte, explique Laurent
Combalbert. C'est seulement un paramètre parmi d'autres. » Concrètement, les opérateurs soumis à
des situations urgentes ne doivent pas se convaincre que les délais sont impossibles. Si toutefois les
délais sont trop courts comparés au niveau d’exigence imposé, il faut savoir rabaisser ses exigences
sur le rendu et ainsi diminuer son stress.
Durant la phase de pression, la maîtrise du temps est stratégi que et
commence par l’élaboration d’un bon planning. « Un chef de projet doit
donner une vision claire des échéances aux membres de l'équipe pour qu'ils
aient tous la même notion du temps et qu'ils ne travaillent pas chacun à
leur rythme », précise le consultant.
CREER DE BONNES CONDITIONS DE TRAVAIL :
Pour faire face à une urgence, il faut s'être mis dans les meilleures conditions de travail. Il s'agit déjà
d'avoir auparavant bien géré son temps : "attendre le dernier moment pour effectuer une tâche
peut être source d'efficacité car on utilise le facteur stress pour être plus présent, plus actif. Mais si

37
une vraie urgence arrive à ce moment-là, on ne peut plus faire face", met en garde Robert Knecht,
consultant-formateur en efficacité professionnelle pour Links Conseil.
Travailler dans l'urgence demande de savoir résister psychologiquement. Le projet ne se déroule pas
toujours comme on le souhaite. Des obstacles peuvent apparaître et souvent, dans ces situations là,
un opérateur ou un responsable peut avoir l’impression de ne pas avancer ou ne pas trouver les
bonnes solutions. Pour faire face à la sensation de découragement et d'échec, Laurent Combalbert
recommande la méthode de "l'avocat de l'ange". "On sort mentalement du cadre et on dresse la liste
de ce qui est positif dans la situation." Bref, on fait taire "la voix du diable". Pour garder confiance, il
est également bon de s'appuyer sur des process bien rodés. Tous les professionnels qui évoluent en
situation d'urgence suivent des entraînements visant à leur faire acquérir des réflexes : les pilotes de
ligne en cas d'avarie de matériel, les policiers en cas de prise d'otages, les urgentistes face à un afflux
massif de victimes par exemple.
APPRENDRE A DECIDER DANS L’URGENCE :
Pour un manager, travailler dans l'urgence, c'est aussi savoir trancher rapidement entre plusieurs
options. Et les écueils sont nombreux. Ne pas avoir beaucoup de temps pour se décider ne veut pas
dire qu'il faut se précipiter. Le risque auquel s’expose le manager est de ne pas vérifier l’ensemble
des informations qui lui parviennent. « Sous prétexte que l'on manque de temps, on intègre comme
paramètres dans ses décisions, des informations fausses, dépassées ou interprétées par la personne
qui nous les a transmises. » estime Laurent Combalbert.
Face à la peur de se tromper, le responsable peut aussi être tenté de ne pas prendre de décisions. Il
s'expose alors au risque de voir émerger un leader alternatif, un autre manager, voire un membre de
sa propre équipe. Une situation telle quelle peut menacer le projet car elle remet en cause la
hiérarchie établie et peut créer la confusion au sein d’une équipe. Inversement, dans une situation
où les rôles sont mal répartis, il n’existe pas réellement de personne référent et certains vont se
permettre de prendre des décisions qui ne les concernent pas forcément. La situation s’aggrave
d’autant plus si les décisions de chacun sont contradictoires. Enfin, un manager se doit de rester
attentif sur les décisions prises à l’unanimité car aucun responsable n’est déterminé en cas de
conséquences négatives. C’est ainsi qu’un manager, avant toute prise de décisions, se doit d’écouter
l’avis de chacun mais au final prendre la décision lui-même et l’assumer.
MAINTENIR UNE SAINE COMMUNICATION :
Sous l'effet de la pression, les relations interpersonnelles peuvent vite créer des conflits. Dans le but
de préserver le groupe et maintenir une bonne ambiance de travail, il est essentiel de maîtriser la
communication. Le manager doit donc dans un premier temps surveiller son propre comportement
et ne pas transmettre de stress à son équipe. Le manager se positionne entre l’opérationnel et la
hiérarchie, il est donc en contact avec la quasi-totalité des services. Son attitude et ses échanges
auront donc un impact sur une grande partie de l’entreprise.

38
« Lorsqu'il donne des ordres à un collaborateur, le manager doit veiller à ne rien cacher, même si la
situation est grave, souligne Robert Knecht, consultant en gestion du stress. Il doit
également prendre le temps d'écouter le retour de son interlocuteur pour montrer qu'il considère
son point de vue. Il ne doit pas partir sur un mode autoritaire. » Ainsi, le collaborateur sera à la fois
sensibilisé à l'urgence et responsabilisé. Pas d'autoritarisme ne veut pas pour autant dire absence
d'autorité : le leadership risquerait sinon de lui échapper.
GERER LES LENDEMAINS :
Après une « gestion de crise » et un retour au calme, la situation d’urgence doit alors devenir une
leçon à retenir. Les débriefings ont là leur caractère d’importance. La mise en place d’une réunion
avec les collaborateurs concernés peut à ce moment là être constructive et permettre d’identifier les
problèmes d’organisation et d’anticipation qui ont eu lieu.
Après avoir mis en avant un certain nombre de problèmes rencontrés chez Gévelot Extrusion qui
perturbe la pérennité de l’entreprise à long terme et le quotidien de l’entreprise ; l’état de l’art nous
permet de nous rendre compte que certaines analyses ont déjà été réalisées concernant les
situations d’urgence. Il peut donc être intéressant de se pencher sur certains critères d’évaluation
pour essayer de comprendre la situation, par exemple : l’auto-confrontation de l’individu capable
d’expliquer pourquoi le travail n’est pas réalisé comme il était demandé. Ces études font également
ressortir le caractère complexe de ces situations d’urgence : nombre d’individus, caractère temporel,
conflits d’objectifs, stress, prise de décisions etc. ainsi que la complexité à gérer ces situations là d’un
point de vue managérial.
Le manager responsable se doit donc d’être capable d’affronter cette complexité et d’assumer toutes
les responsabilités. Après avoir décrit les approches théoriques des situations d’urgence, le
développement va se concentrer sur des situations actuelles, des outils d’amélioration susceptibles
d’éviter de tomber dans des situations d’urgence, des expériences réussies, sur la mission que je
conduis au sein de Gévelot Extrusion, mais également sur un éventuel rapprochement de la
logistique humanitaire et la logistique industrielle.
39
4. Développement
Les tensions n’ont jamais été aussi nombreuses : mondiales (augmentation du prix de
l’énergie, augmentation du prix des matières premières, catastrophes
naturelles…), européennes (surveillance du taux d’endettement de la France …), contextuelle (baisse
du pouvoir d’achat, augmentation du « vouloir achat »), concurrentielle (montée du hard discount
face à l’embourgeoisement des magasins), etc. Cette complexité peut générer des retards et
transformer des situations autrefois saines en situation d’urgences : problèmes de production,
pannes machines, attente pièces des fournisseurs, attente outillage, absentéisme, retards de
livraisons, pénalités, litiges logistiques etc. De nombreux moyens sont donc déployés pour faire face
à cette complexité tels qu’une meilleure gestion des flux d’informations, de l’innovation, ou encore la
mise en place de nouveaux projets que nous allons à présent développer.
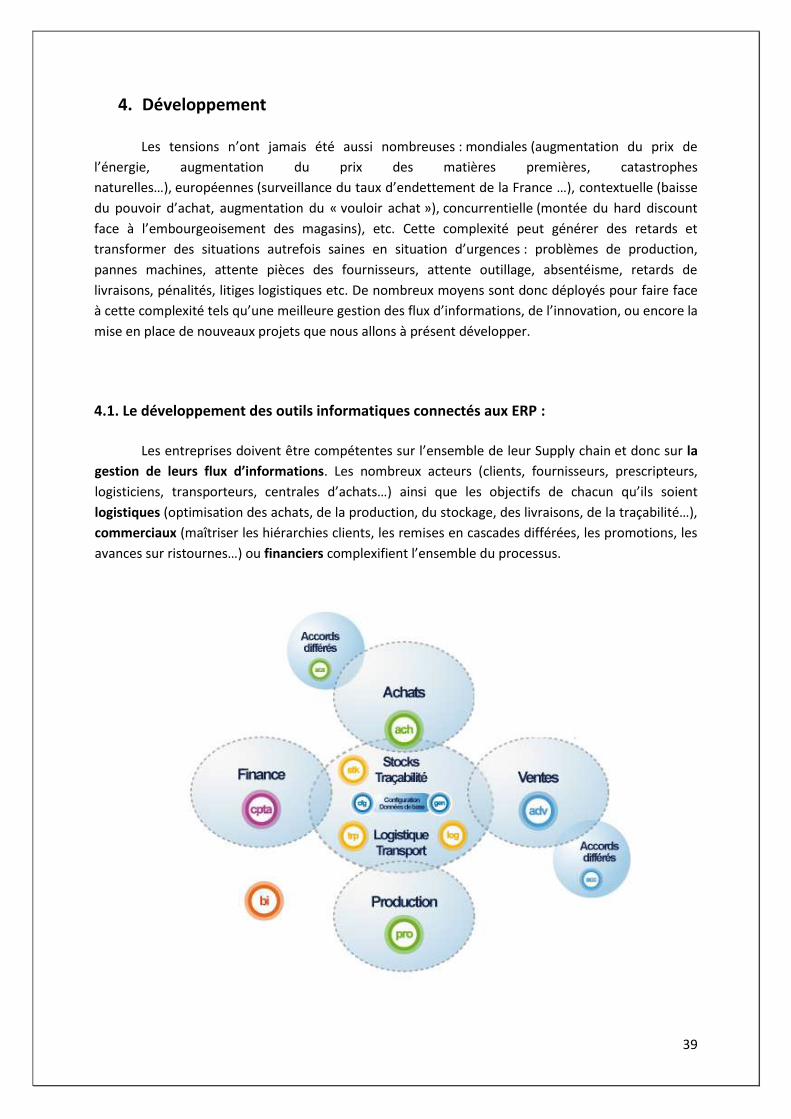
4.1. Le développement des outils informatiques connectés aux ERP :
Les entreprises doivent être compétentes sur l’ensemble de leur Supply chain et donc sur la
gestion de leurs flux d’informations. Les nombreux acteurs (clients, fournisseurs, prescripteurs,
logisticiens, transporteurs, centrales d’achats…) ainsi que les objectifs de chacun qu’ils soient
logistiques (optimisation des achats, de la production, du stockage, des livraisons, de la traçabilité…),
commerciaux (maîtriser les hiérarchies clients, les remises en cascades différées, les promotions, les
avances sur ristournes…) ou financiers complexifient l’ensemble du processus.

40
C’est au sein de cette complexité que se développent des sociétés d’édition de logiciels applicatifs :
portail collaboratif de fournisseurs, systèmes développés d’EDI, progiciel de gestion métier ou encore
des référentiels. De nombreuses entreprises ont en effet de plus en plus recours à des logiciels
spécialisés en support à leur ERP pour être encore plus compétitives. Gérer les processus
interentreprises, intégrer l’ensemble des contraintes qualitatives, assurer une traçabilité parfaite,
échanger de manière automatisée et intégrer les stocks déportés et avancés sont des notions qui
n’étaient autrefois pas intégrées par les ERP. Nous allons donc nous pencher sur des sociétés ayant
recours à ce genre de technologies. Les exemples suivants proviennent de différents partenariats
établis avec la société informatique Agena3000.
Mise en place d’un Référentiel :
De part son organisation et le nombre important de produits gérés, MAISONS DU MONDE a
souhaité mettre en place un référentiel pour centraliser les informations "produits", lesquelles
figuraient partiellement dans leur ERP, leur site Web, l'intranet et le système d'encaissement. Ce
nouveau référentiel permet ainsi :
- l'identification et l'historisation de tous les articles proposés par une multitude de
fournisseurs.
- la gestion et le suivi des échantillons par sélection
- la validation et le suivi des articles proposés à la vente en magasin et/ou sur le site Internet
de MAISONS DU MONDE.
A terme, la base de déploiement contiendra 60 000 produits.
Le développement de ce genre de référentiel permet ainsi une vue globale de l’ensemble des
produits lorsque l’entreprise doit gérer un très grand nombre de références. Les informations sont
centralisées et permettent à chacun de bénéficier des mêmes informations en temps réel et d’éviter
les erreurs. La gestion des informations parait maitrisée et permet de cadrer une organisation.
Mise en place de Progiciel de Métier Intégré :
Fabricant de sirops et d'alcools depuis 1883, 2ème fabricant français, 1er fabricant de produits
à marque de distributeurs en France et en Europe, la société ROUTIN développe un progiciel dans le
module logistique qui permet :
Une gestion de la logistique en temps réel : L’usage des terminaux portables a été généralisé à
l’ensemble des opérateurs. Cette évolution permet un meilleur contrôle de l’activité, un suivi des
stocks en temps réel et une réduction des erreurs, donc des pénalités clients.
Une gestion des échanges EDI facilitée : La réalisation des ordres de livraison, ainsi que leur
envoi, se fait automatiquement après la préparation. C’est transparent pour l’opérateur, il n’est
plus nécessaire de dédier une personne à cette tâche.
Une gestion de la traçabilité en temps réel : L’usage des terminaux, via l’acquisition des codes
supports, a permis d’accroître la qualité de la traçabilité puisque le système permet d’identifier

41
précisément à la palette, et non plus seulement au lot, les expéditions vers chaque client. Le
système permet en outre de retrouver très précisément la liste des codes livrés (cinq minutes au
lieu d’une heure trente) ainsi que le détail de ce qu’ils ont reçu. Dans le cas d’un rappel, il est
possible de cibler la palette incriminée et non plus les quarante palettes du lot. L’impact client
n’est plus disproportionné.
La traçabilité devient donc totalement transparente. Chaque opérateur est « connecté » en temps
réel aux flux des produits. La connexion entre le réel et le système d’informations semble établie à
100% et va permettre au service logistique et services annexes d’améliorer le taux de service client.
Déploiement d’un portail e-achat :
Le Groupe Brioche Pasquier se lance en Juin 2011 dans un projet de mise en place d’un
portail collaboratif dédié aux fournisseurs permettant de dématérialiser intégralement les contrats,
les appels d’offres, les commandes, les expéditions, les réceptions, les factures et les litiges. Ce genre
de portail e-achat peut s’intégrer aux ERP du marché et a été commercialisé par Agena 3000 dès le
2ème trimestre 2011. « Face à la multitude des processus échangés avec nos fournisseurs à propos de
la qualité produits et de la réglementation (notamment la traçabilité), les attentes sont très
importantes », estime Alain Hay, Directeur de la Supply Chain du groupe Pasquier précisant que « ce
projet a été étudié dans l’intérêt à la fois des clients et des fournisseurs ».
La dématérialisation de l’ensemble des documents administratifs consacrés aux fournisseurs peut
contribuer à un réel gain de temps lorsque l’utilisateur recherche le document en question. En effet,
taper un nom sur un clavier d’ordinateur peut éviter de passer des minutes à rechercher un dossier
archivé. De plus, le portail, connecté à l’ERP, va permettre une concentration d’importantes données
relatives à chaque fournisseur. Les informations concernant la qualité, le cahier des charges et
l’ensemble des documents administratifs liant les fournisseurs au Groupe Brioche Pasquier vont enfin
pouvoir être partagés entre les différents services achats du groupe par exemple.
Le développement de ces outils informatiques connectés aux ERP connaît de plus en plus de
succès. En effet, le gain de temps qu’ils représentent peut être significatif pour une entreprise. Elles
peuvent en effet, devenir très vite friandes de ce genre de service car les informations sont claires,
disponibles par tous et surtout fiables en temps réel. En effet, lorsque les opérateurs perdent du
temps à chercher l’information, ou se basent tout simplement sur une information fausse, les
conséquences vont forcément se répercuter sur le client. La perte de temps dédiée à rechercher ou
corriger l’information aura forcément un impact sur l’ensemble de l’organisation et peut contribuer à
détériorer une ou plusieurs commandes. C’est ainsi que ce genre d’outil est une source de
contribution pour éviter les situations d’urgence.

42
4.2. Déploiement d’un GPS pour cariste
Les innovations technologiques vont aujourd’hui plus loin que la simple amélioration de
l’ERP. A l’occasion du Salon Cemat 2011 du 2 au 6 Mai 2011 à Hanovre, la société de chariots
élévateurs Jughenrich a présenté un nouveau système de navigation comportant plusieurs options.
En effet, le système de guidage indique au cariste la direction à prendre et l’itinéraire à suivre comme
le GPS d’une voiture. Si le cariste se trompe de direction, le système le signale et lui propose un
nouvel itinéraire. Le but est que le chariot parvienne à destination en utilisant l’itinéraire le plus court
ou le plus rapide optimisant ainsi la gestion de la flotte. Une fonction localisation permet de
déterminer en temps réel la localisation du chariot grâce aux informations transmises simultanément
au système de gestion d’entrepôt. Lorsque le cariste est arrivé à destination et qu’il commande par
impulsion la levée du mât, la fonction présélection d’hauteur de levée assure le déploiement
automatique du mât jusqu’à l’emplacement de palette spécifié par le système de gestion d’entrepôt.
La lecture par scanner ou autre confirmation de l’emplacement n’est plus nécessaire.
Ce genre d’innovation implique l’utilisation accrue des nouvelles
technologies. Il est évident qu’il serait dangereux de se reposer uniquement
sur leur fonctionnement pour éviter la « panique » en cas de panne ou bug
des systèmes. En revanche, un tel investissement peut faciliter le quotidien
des caristes et des responsables. En effet, ce fameux GPS indique où se
rendre, par quel chemin et envoie les informations à l’ERP à temps direct.
Le terme « optimisation » peut à présent se joindre au flux des caristes à l’intérieur de l’usine. Le
besoin de géo localisation des caristes peut être tout à fait intéressant face à l’immensité des usines
et la multiplicité de leurs bâtiments. On peut ainsi affecter une intervention à réaliser au cariste qui
sera le plus proche géographiquement. Il s’agit là de la suppression de gaspillages, de pertes de
temps, certes minimes, mais qui contribuent à éviter les erreurs et maintenir une situation et une
organisation pérenne.
4.3. 3 Suisses : mise en place d’un système de calcul des délais et de mise
à disposition des produits.
La Vente par Correspondance développe une innovation informatique dans le but de lier
l’ensemble des acteurs de la Supply Chain et permettre au client d’accéder à son délai de livraison
réel. En effet, une tendance majeure se dégage : l’utilisation d’internet et des appareils mobiles
changent radicalement la manière dont les consommateurs achètent, obligeant les points de vente
traditionnels à se remettre en question.
Exemple du Groupe 3 suisse et du logiciel Manhattan Associates :

43
Le groupe 3 Suisses passe ainsi par quatre chantiers majeurs pour un investissement de 70
M€ pour moderniser ses activités en privilégiant le web. Ce projet présenté aux salariés et aux
partenaires sociaux en Décembre 2010 concernait le service commercial, les processus métiers, le
système d’information, la logistique ainsi que les relations clients. Les enseignes grand public en B to
C telles que 3 Suisses, Blanche Porte, Becquet et Quelle, ont déjà engagés des projets
d’améliorations. Avec l’aide de l’éditeur de logiciel Manhattan Associates, 3 Suisses et ses autres
enseignes, ont mis en place un système de calcul des délais de mise à disposition des produits au lieu
de donner au client un délai estimatif pour un produit momentanément indisponible. Le système
prend donc en compte l’état d’avancement du produit dans la chaîne amont, depuis les fournisseurs
jusqu’aux entrepôts. En plus du logiciel d’entreposage (WMS), le vépéciste a acquis le DOM ;
Distributed Order Management qui rapproche en temps réel chaque commande du stock pouvant
servir dans les meilleurs délais où qu’il soit. DOM, qui communique avec le site Internet et le Call
Center, est alimenté en temps réel par tous les mouvements de stocks des entrepôts, de sorte qu’il
connaisse les références en rupture, en réception ou attente de réassort…
Une réduction des stocks de sécurité :
De plus, DOM suit en temps réel les informations de mise à disposition des produits communiquées
par 2500 fournisseurs gérant des dizaines de milliers d’ordres d’achats en cours. Ces fournisseurs
sont connectés à un logiciel de Manhattan Associates baptisé EEM pour Extended Enterprise
Management. Ils y reçoivent électroniquement les commandes qui les concernent et mettent à jour
leurs dates d’expédition prévisionnelles, remontées ensuite dans DOM. Une fois les commandes
prêtes, les fournisseurs renseignent leurs dates d’expédition réelles et le système calcule les dates de
mise à disposition prévisionnelles. « En pratique, ce système conduit les distributeurs à réduire leurs
stocks de sécurité. Le fait de disposer d’une visibilité en temps réel leur permet en effet de piloter
leurs approvisionnements avec plus de précision et de retarder la date de la commande d’achat ou
de réassort, augmentant ainsi sa précision avec celle de la demande, mieux connue », indique Henri
Seroux, Directeur de Manhattan Associates France.
Le stock de transit verrouillé :
Enfin, si la proposition de délai convient au client et qu’il confirme sa commande, DOM affecte cette
dernière au stock de transit le plus proche et le verrouille. « Le stock qui apparaît disponible est bien
celui affectable à des commandes futures, une fois déduites de toutes les commandes déjà
réservées », précise le Directeur de Manhattan Associates France. Et l’ensemble du stock en
approche est consommable par les commandes à servir. « Dans le cas particulier de 3 Suisses, DOM
devient un système fédérateur pour plus de 10 enseignes différentes, pour tous les pays européens,
44
qui géraient jusqu’ici leur Supply Chain sur un grand nombre de systèmes différents, et pour certains
marchés, très loin du stock disponible en temps réel », se réjouit Henri Seroux.
Nous avons ici affaire à un système de développement et de partage de l’information bénéfique à
l’échelle de la Supply Chain. En effet, la multitude de fournisseurs, d’entrepôts, et de distributeurs à
l’échelle internationale complexifie la mise à disposition des produits dans des délais fiables. Un tel
système permet de synchroniser l’ensemble des informations et connecter la totalité des acteurs de
sorte à connaître précisément les délais de livraison. Il s’agit une nouvelle fois d’un compromis face
aux situations de retards et d’éventuelles urgences car les informations sont contrôlées et partagées
par tous au même moment.
Le développement de ces nouvelles technologies, principalement informatiques, a un impact
considérable au niveau de la gestion des données. Après l’apparition du phénomène « la machine
remplace l’Homme » dans l’atelier, la technologie vient à présent pointer son nez dans les bureaux. Il
s’agit là d’améliorer la communication et le partage d’informations qui peuvent aller au détriment
d’une entreprise s’ils sont mal organisés. Une activité est pilotée par une information. Si
l’information est mauvaise, une mauvaise gestion en découlera. La mise en place de ces outils
informatiques veut donc apparaître comme un gain de temps pour les utilisateurs et comme une
source d’informations stables.
Ce phénomène est cependant à appréhender avec précaution s’ils touchent plusieurs services. La
conduite du changement des habitudes du personnel est à anticiper ainsi que le temps et le coût que
représente la formation.

45
4.2. Des expériences industrielles réussies
4.2.1. De Dietrich : Projet d’excellence Supply Chain pour sortir de l’urgence
La dégradation importante du taux de service en 2008-2009
de la société alsacienne De Dietrich (spécialiste d’appareils de
chauffage et de production d’eau chaude sanitaire) l’a conduit à
mener un projet de transformation Supply chain d’envergure.
Ce projet d’amélioration logistique est lancé en 4 étapes : un diagnostic pour mesurer les enjeux et
identifier les leviers d’amélioration (d’environ 1 mois), une phase pilote pour tester les plans
d’actions issus du diagnostic sur un périmètre restreint (six à neuf mois), une phase de déploiement
(terminée en avril 2011) et un suivi : contrôle des dérives, évolutions, points d’analyse et de contrôle.
Le diagnostic porté sur l’ensemble de la Supply chain a été confié au
cabinet de conseil Citwell qui remonte les informations suivantes :
« L’organisation fonctionnait en silo et le commerce n’avait pas
conscience des contraintes supportées par la production, les achats et les
approvisionnements » précise Laurent Duhesme, Directeur de Citwell. Les
objectifs des achats, des approvisionnements ou de la production
n’étaient pas toujours cohérents concernant les tailles de lots ou les tailles des séries de fabrication
par exemple.
C’est ensuite au niveau des paramètres de SAP que des problèmes de qualité ont été détectés :
fiabilité des prévisions transmises par le commerce insuffisantes, programme de fabrication perturbé
par des écarts d’inventaires, rupture de stock ou encore la non fiabilité de certains fournisseurs.
Le cabinet a donc réalisé une analyse complète de la demande, des stocks, des processus existants
ainsi que des flux physiques et d’informations.
Un plan d’action comportant 6 leviers a donc été définit :
- 1) Renforcer l’organisation Supply Chain en mettant en place de nouvelles fonctions,
processus et périmètres de responsabilités :
Cette première étape consistait principalement à définir le fonctionnement des équipes, décrire leurs
missions, leurs responsabilités etc… Des documents officiels ont été mis en place : organigrammes,
46
fiches de postes, modes opératoires etc. On se rend ici compte que le début des actions a consisté à
formaliser les rôles de chacun et définir précisément qui fait quoi pour éviter tout malentendu. Par
ailleurs, la logistique de distribution et la logistique usine dépendaient de deux directions
différentes ; la 1ère étape a donc été également de les regrouper au sein d’une même direction
logistique.
- 2) Lancer un programme de revue et maintenance des paramètres SAP :
« Des écarts entre les délais de la fiche infos achats et le délai MRP dans SAP pouvaient conduire à
commander des pièces en retard par rapport à nos besoins, » explique Dany Kolmer, Directeur
Logistique de De Dietrich. Un travail en binôme, acheteur-approvisionneur, a été donc mené pour
mettre en place une base de données cohérente et établir un processus de maintenance de cette
base afin d’éviter les dérives. Les fournisseurs ont bien entendu été intégrés à cette démarche.
- 3) Revoir les processus, outils de prévisions et les calculs de stock :
Ici l’objectif était d’améliorer la fiabilité du stock composants pour éviter les arrêts de chaine suite à
des écarts d’inventaire et d’améliorer la productivité du magasin composants. La mise en œuvre du
module WM de SAP en Avril 2011 dans le magasin composant a permis d’optimiser la gestion des
surfaces disponibles et des flux.
De plus, des stocks de sécurité de composants et de produits finis ont été définis de sorte à améliorer
rapidement le taux de service clients. Ces stocks de sécurité sont revus mensuellement et doivent
baisser progressivement, à mesure que les nouveaux processus mis en place génèrent des résultats.
- 4) Améliorer l’organisation et les processus de la logistique usine
L’étape réalisée ci-dessus implique non seulement la gestion informatique de SAP mais également le
genre d’informations qui lui sont communiquées. En effet, avant le démarrage du projet, l’équipe de
prévision de ventes récupéraient les prévisions des équipes commerciales et les saisissait dans un
outil Access pour les consolider et ensuite les injecter sous SAP. Le travail de l’équipe de prévision a
évolué d’un mode « passif » à « actif » puisqu’elle doit désormais proposées des données chiffrées
par famille de produit. Parallèlement à cette démarche, un outil de prévision est mis en œuvre pour
gérer les produits matures pour lesquels peu d’écarts sont constatés entre les prévisions et les
ventes réelles. Les réunions mensuelles sont ainsi focalisées uniquement sur les nouveaux produits,
ceux en fin de vie et les opérations perturbantes (promotions par exemple). Cet outil sera bientôt
remplacé par un APS : Advanced Planning System.
C’est dans cette optique que la société a ensuite travaillé sur la fluidité des livraisons dans le but de
définir des jours de livraison précis avec les fournisseurs. De plus, des contrôles qualitatifs et
quantitatifs ciblés en fonction des fournisseurs ont été mis en place.
- 5) Appliquer les bonnes règles dans la planification et l’ordonnancement de la production
Précédemment, les écarts d’inventaire entrainaient des arrêts de ligne et des modifications de
programme. « Les lignes de fabrication étaient désorganisées et fonctionnaient régulièrement dans
l’urgence. L’objectif était de ramener de la sérénité dans l’usine », explique Dany Kolmer. Un pilote a
donc été lancé sur deux lignes de fabrication consistant à établir un ordonnancement sur trois jours

47
(frozen period) et veillant à la disponibilité informatique et physique des composants. Le magasin
dispose donc de trois jours pour réaliser le picking des pièces, peindre les tôles brutes et
approvisionner les chaines. Chaque matin, une réunion de quelques minutes associe l’animateur de
ligne, le gestionnaire d’approvisionnement et le planificateur. Son objectif est d’échanger sur le
programme de la journée et détecter les difficultés prévues. Ce pilote est actuellement en cours de
déploiement sur l’ensemble des chaines.
- 6) Piloter l’activité sur la base d’indicateurs
Les indicateurs ont également fait l’objet d’une étude à part entière. En plus du taux de service
client, d’autres indicateurs ont été instaurés afin de mesurer les résultats des mesures mises en
œuvre, tels que : les délais fournisseurs effectifs, le taux de service fournisseurs, le taux de
disponibilité etc.
Ce projet a été lancé en Décembre 2009 et terminé en Avril 2011 et a malgré tout rencontré
quelques embûches. Tout d’abord, le délai de mise en place a été source de difficultés. En effet, le
comité de direction souhaitait voir les résultats au bout de 6 mois. Cet horizon parait extrêmement
ambitieux pour un projet aussi large qui nécessite plus raisonnablement un à deux ans de mise en
place. Le manque de ressources informatiques a été le deuxième aspect problématique car le service
informatique de la société était déjà réquisitionné pour travailler sur un autre projet. De Dietrich a
donc fait appel à une ressource informatique SAP extérieure. Enfin, la résistance au changement,
présente dans toute organisation, n’a pas épargné la mise en place de cet ambitieux projet. « D’où
l’importance de démontrer la faisabilité des leviers au travers d’exemples concrets. L’illustration la
plus parlante a été les deux lignes de production pilotes pour lesquelles nous avons mis en place la
frozen period. Petit à petit, les problèmes ont été réglés et nous avons démontré que cela
fonctionnait. Finalement, les autres animateurs de ligne ont été très demandeurs », se félicite Dany
Kolmer. L’implication sur le terrain du management de De Dietrich et des consultants de Citwell a
également été un fort atout pour faire plier les résistances.
Au niveau des objectifs fixés, les taux de service clients se sont significativement améliorés. Par
ailleurs, grâce à ce projet, l’usine a retrouvé davantage de sérénité, en opposition à la culture de
« l’urgence » qui dominait auparavant. Sortir de l’urgence peut donc nécessiter une remise en
question de l’ensemble de l’organisation. Chaque point doit être revu.

48
4.2.2. Gévelot Extrusion : Mise en place de canevas répétitifs
Il me semble intéressant de me référer à ma propre expérience pour répondre à la
problématique de ce mémoire. La problématique énoncée précédemment met en avant les
différents dysfonctionnements logistiques et de production chez Gévelot Extrusion. En effet, lors de
mon arrivée au sein du service logistique, il n’existait aucune règle de gestion de production mise en
place pour satisfaire la demande client. La planification s’effectuait selon le mode organisationnel
expliqué précédemment, ce quit générait une multitude de retards de livraison.
Principe des canevas répétitifs :
C’est au sein de ce contexte que la mission de mettre en place des canevas répétitifs de production
m’a été confiée dans le but de cadrer l’organisation. Cette méthode est également connue sous le
nom de Heijunka en japonais.
Dans le concept du Système de production de Toyota, Heijunka est le lissage de la production par le
volume au cours d'une période de temps donnée. Le but du Heijunka est essentiellement de lisser le
programme de fabrication de l’entreprise. Les produits ne sont pas directement fabriqués selon les
besoins client. Les volumes de commandes sont pris sur une période donnée de temps et lissés pour
s’assurer de fabriquer chaque jour la même.
Dans l'analyse d'Ohno, architecte du Toyota Production System, la fable du lièvre et de la tortue
illustre le principe du lissage fractionnement par lequel la charge de travail est uniformisée (tel
l'effort constant de la tortue), par rapport à des variations importantes (comme les pointes de
vitesses du lièvre), alternant phases intenses et phases ralenties.

49
Objectifs :
L’objectif principal de ce mode organisationnel est de lisser les charges de production en fonction des
volumes commandés par le client. Les canevas vont donc déterminer une taille de lot à lancer et une
fréquence de lancement de sorte à diminuer les en-cours pour les volumes importants et créer un
stock de produits finis pour les faibles volumes.
Exemple :
Après avoir trié les références selon le modèle Pareto, en classe ABC :
Classe A : augmentation du nombre de séries de production, diminution de la taille de lot et
répartition de la charge sur le temps
Classe A :
Encours
Nombre de séries
: 1 lancement d’OF
Classe C : l’objectif est de produire en une seule fois le besoin pour les 6 mois à venir par exemple et
le stocker en produits finis
Classe C :
Stock produits finis
Nombre dé séries
Contrainte imposée :
La tentative de maximiser le nombre de séries dans le but de diminuer les encours est toutefois
limitée par le temps de changement de séries. Nous nous sommes donc fixés la règle suivante : le
temps maximal de changement de série ne doit pas dépasser 20% du temps total de production
d’une machine. Cette règle a été fixée de sorte à éviter un temps de changement de série beaucoup
trop important comparé au temps de production réel.
6 mois

50
Retour sur expérience :
La mise en place du principe du Heijunka implique un travail sur l’ensemble des données des gammes
de production.
Dans un premier temps, un classement ABC a été effectué sur l’ensemble des références. Ensuite, il a
été indispensable d’attribuer des références spécifiques aux machines dans le but de pouvoir calculer
le pourcentage de charge de chaque machine et ainsi déterminer leur temps d’ouverture, à savoir
1x8, 2x8 ou 3x8. La mise en place des canevas pour les 32 machines de la partie Forge a été le
résultat d’un mois de travail. La suite consistait donc à construire les mêmes fichiers pour la partie
Débit de l’usine et la partie Usinage.
Mettre en place des canevas sur des parties différentes d’un process est une étape, les
synchroniser entre eux en est une autre.
A cette étape de ma mission, chaque référence disposait d’une taille de lot et d’une fréquence de
lancement sur chaque machine où elle avait été attribuée. J’avais également, pour chaque machine,
optimisé le meilleur scénario possible, à savoir le plus grand nombre de séries possibles pour les
classes A, en fonction de la règle des 20% et adaptant le meilleur pourcentage de charge avec le bon
nombre d’équipes correspondant. Chaque machine avait donc un modèle de fonctionnement
« optimisé ».
Une gamme de production conduit une référence de machines en machines. Je me suis donc
retrouvée avec par exemple pour une référence X :
Débit : 1 lancement par mois avec une quantité A
Forge OP 1 : 2 lancements par mois avec une quantité A/2
Forge OP 2 : 1 lancement par mois avec une quantité A
NB : Forge OP 1 et Forge OP 2 signifient qu’il y a 2 opérations de forge pour cette référence là. Les
références subissent en moyenne 2 à 3 opérations de forge.
80%
20%
Temps de production
Temps de montage

51
Il est évident que cette situation n’est pas fluide, entraine des attentes pièces et complexifie
l’organisation.
L’étape suivante a donc été de synchroniser les canevas d’une même référence entre eux de sorte à
lancer une quantité donnée et connaître la même fréquence de lancement pour l’ensemble des
machines de la gamme. Pour ce faire, j’ai récupéré l’ensemble des opérations de la gamme excepté
les opérations intermédiaires de traitements de surface et de traitement thermiques. Une fois les
opérations à la suite les unes des autres, j’ai rendu visible les canevas attribués, liés aux fichiers
correspondants, pour pouvoir constater les déséquilibres et surtout les réajuster. Lorsqu’une
référence peut avoir 2 lancements par mois sur une machine 1 de la forge, peut-elle en avoir 2
également sur la machine 2 ? Si le pourcentage de charge de la machine 2 empêche 2 lancements par
mois, il est nécessaire de réajuster la machine ainsi que celle du Débit. J’ai ainsi jonglé entre les
différents canevas et machines de sorte à ce que l’ensemble de la gamme soit équilibrée.
Exemple de cette étape de finalisation des canevas :
Lecture du tableau :
La référence 00027 de classe A suit la gamme suivante :
- 1ère opération : Cisaillage Estampage sur le Header 72 qui tourne en 2x8 , chargé à 78%
Informations relatives au temps
de production de la quantité
souhaitée.
52
- 2ème opération : Frappage mi chaud sur la 27 qui tourne en 2x8, chargée à 32%
Le canevas lance une quantité de 71 429 pièces, 1 fois par mois. La fréquence de lancement se lit
grâce au nombre de jours de couverture : 20 jours à savoir 1 mois.
Le temps de production nécessaire de ce lot est de 2 jours sur le Header 72, à savoir 4 équipes, et de
4.5 jours sur la machine 25 ce qui représente environ 9 équipes.
Dans la même logique, la référence 00033 est lancée une fois tous les 6 mois (120 jours) sur le
Header 72 et sur la 25 respectivement chargés à 78% et 32%.
Lorsque les canevas ont été entièrement équilibrés entre eux, il m’était désormais possible de
proposer au directeur de l’usine ainsi qu’au service logistique une quantité de lot dite « optimale » et
une fréquence de lancements.
La méthode des canevas répétitifs de production est actuellement (Mai 2012) en cours de mise en
place au sein de l’entreprise. Les difficultés de livraisons, les retards, et les problèmes liés à la
production sont toujours présents. En revanche, l’organisation cadrée imposée par les canevas
répétitifs permet de faire ressortir et de visualiser les dysfonctionnements actuels.
Une étape intermédiaire est nécessaire pour adapter la situation réelle actuelle (nombre de
lancements actuel, jours de couverture) avec les caractéristiques des canevas. Cette méthode va
ainsi permettre de lisser la production et créer un effet de planification répétitive. Il s’agit cependant
d’une méthode avec une mise en place à long terme (minimum 6 mois) ; les résultats quantitatifs et
qualitatifs se feront sentir au terme de sa mise en place.

53
4.2.3. Managers de transition pour faire face aux situations d’urgence
Nous allons à présent nous pencher sur le côté managérial de la situation de crise par les
entreprises. En effet, certaines font appel à des experts appelés Manager de transition, pour les aider
à gérer des situations délicates. Zoom sur cette activité :
Quitter un CDI confortable pour s’aventurer vers des missions intenses de courte durée, voilà le choix
des managers de transition. Crée dans les années 70, le manager de transition consiste à confier
provisoirement les rênes de l’entreprise ou de l’un de ses départements, à un expert externe dans le
but d’amorcer ou accompagner une phase de changement. Ce professionnel mandaté par des
actionnaires ou des dirigeants prend en charge l’entreprise afin de régler une situation de crise. Les
trois grands types de missions sont les suivantes :
- La restructuration de l’entreprise ou du service en crise
- La réalisation de projet
- Le remplacement d’un dirigeant en attendant de recruter son successeur
Après avoir analysé la situation, le Manager de transition doit s’attaquer à l’opérationnel comme le
ferait un consultant : reformulation des besoins du client, recommandations, plan d’actions et mise
en œuvre. Ses compétences proviennent essentiellement de son expérience et son expertise
professionnelle mais également de ses aptitudes managériales. Sa capacité à s’adapter est
primordiale en situation de crise : il devra ainsi écouter attentivement ses collaborateurs,
communiquer, travailler en équipe, mais surtout s’imprégner rapidement de la culture de l’entreprise
et de ses problématiques. Le Manager devra également se confronter à des problèmes inattendus.
Dans de telles conditions, le Manager de transition doit impérativement bénéficier du soutien de la
Direction notamment pour faire face à la résistance au changement qui peut survenir à n’importe
quel niveau de la hiérarchie. Obtenir la collaboration des équipes est en effet capitale et nécessite un
fort pouvoir de conviction ainsi qu’une réelle ouverture d’esprit.
La conduite du changement doit donc être rapide sans l’être trop : il ne doit pas s’agir d’un
changement radical mais d’un affrontement du problème de sorte à laisser un peu de temps aux
personnes pour s’y adapter et qu’ils puissent pérenniser la situation une fois le manager parti. La
durée des missions varie de 3 à 18 mois en moyenne.
Ainsi, Valtus est un Cabinet de Conseil et de Management de transition qui possède un réseau
intégré de 90 bureaux dans le monde. Le bureau français, crée en 2005, compte une trentaine de
managers de transitions, appelés consultants, rémunérés en salaire variable en fonction du nombre
de jours de missions réalisés et du taux journalier facturé. Autre modèle, le portail
lemanagerdetransition.com lancé au début de l’année 2009. Les entreprises ainsi qu’une vingtaine de
cabinets de recrutement partenaires ont accès à un vivier d’une centaine de Managers sélectionnés
qui ont déjà effectué des missions. L’objectif est ainsi de pouvoir trouver en moins de dix jours le bon
profil pour les entreprises en situation d ‘urgence.

54
Le recours à un Manager de Transition peut ainsi être une solution pour faire face à une situation
d’urgence. Cette pratique rejoint l’appel à un consultant dans son domaine mais parait moins
courante car le Manager de Transition intervient principalement dans des situations d’urgence ou
des périodes de grand changement.

55
4.3. L’urgence dans la logistique humanitaire
La logistique peut apparaître sous différents aspects dès lors qu’on la rapproche du terme
humanitaire :
La logistique permet tout d’abord aux producteurs et aux artisans du tiers-monde d’être présents sur
les marchés internationaux en acheminant leurs produits de façon souvent collaborative vers les
marchés de consommation. Il s’agit là de la définition de la logistique courante qui permet de
développer l’économie locale des pays pauvres.
La logistique humanitaire, quant à elle, est vouée à la résolution des crises humanitaires qui frappent
des populations entières à l’occasion de catastrophes naturelles, d’épidémies, de guerres civiles,
suscitant des interventions d’urgence.
C’est ensuite une logistique de développement qui accompagne les interventions humanitaires dans
des situations très perturbées et conflictuelles en vue d’apporter protection et assistance aux
populations se trouvant dans une situation d’urgence, ou une situation ne lui permettant pas de
subvenir aux besoins de premières nécessités (logement, hygiène, alimentation, accès à la santé et
aux soins). Il s’agit aussi de mettre en place des procédures adaptées pour pérenniser l’action des
spécialistes de la logistique humanitaire dont la vocation est le sauvetage de vies qui ne possèdent
plus rien du jour au lendemain.
4.3.1. L’ASLOG souhaite créer une commission « Logistique solidaire, gestion crise
et développement » pour rapprocher la logistique humanitaire et industrielle
et bénéficier de retour sur expériences
La naissance du nouveau Groupe de Travail Logistique Solidaire au sein de l’ASLOG ne peut pas
passer inaperçue. Elle s’est manifestée au dernier Congrès de l’ASLOG, en décembre 2011, à Lyon.
Elle passe aujourd’hui à l’action avec Emmanuel ZERVUDACKI, chargé de mission Logistique au Havre
Développement, Comité d’Expansion économique de la Région Havraise.
« J’ai passé six ans en Afrique pour une société française en charge du contrôle d’importation et de
l’assistance au gouvernement sur les enjeux douaniers, ce qui m’a amené à être au contact
d’associations humanitaires qui gèrent chaque année des centaines de milliers de tonnes de
marchandises faisant l’objet de flux logistiques humanitaires transitant dans des dizaines de milliers
d’entrepôts ». Ainsi se confie Emmanuel ZERVUDACKI : « c’est un métier souvent méconnu, celui de
la logistique solidaire, qui place l’humain au centre de ses enjeux ».
56
Le Groupe de Travail Logistique Solidaire de l’ASLOG :
« L’objectif premier de notre nouvelle commission est de mettre en place des échanges de bonnes
pratiques entre industriels et professionnels de la logistique solidaire », estime Emmanuel
ZERVUDACKI : « ainsi, après le Tsunami qui a frappé un pays aussi développé que Japon, les Japonais
ont su gérer de façon nationale la crise qui s’en est suivie. La catastrophe japonaise ne s’est pas
réduite à un "simple" accident nucléaire, ni à des pertes humaines. Elle a eu des effets de bord sur la
production industrielle automobile et électronique. Les industriels européens ont souffert de
ruptures d’approvisionnement du fait de l’arrêt de production de leurs sous-traitants dont les usines
ont été endommagées ».
En effet, les Organisations Non Gouvernementales, telles que Médecins Sans Frontières, la Croix
Rouge, Handicap International etc. apprennent à gérer les crises humanitaires avec le temps et
commencent à se servir de leurs propres expériences. Echanger des bonnes pratiques avec le monde
industriel ne parait donc pas totalement démesuré. Les spécialistes de l’humanitaire ont en effet des
choses à apprendre des industriels et vice-versa. On s’aperçoit donc que deux domaines
complètement différents gèrent leurs problèmes sous le nom commun de « logistique » sans
vraiment s’être interrogés sur les pratiques de l’autre secteur. Il est également intéressant de penser
à des pratiques de rationalisation des flux par exemple.
L’échange de bonnes pratiques entre le monde de la logistique solidaire et le monde de la "logistique
de droit commun" s’impose. L’objectif est de réunir ces deux mondes au sein de la Commission
Logistique de crise et de mobiliser les professionnels concernés.
La multiplication des acteurs constitue un trait caractéristique de la scène humanitaire. À côté des
ONG humanitaires traditionnelles et des organisations humanitaires internationales, les fondations
et les entreprises privées jouent un rôle grandissant. Emmanuel ZERVUDACKI souligne : « notre
objectif est également d’associer des industriels à notre action, des professionnels de la Supply
Chain, et en particulier toutes les grandes entreprises ayant créé une fondation en vue de la
réalisation d’une œuvre d’intérêt général, ayant un caractère philanthropique, éducatif, scientifique,
social, humanitaire, ou concourant à la défense de l’environnement naturel… De telles fondations
d’entreprises ont tout à fait légitimité et vocation de travailler avec nous ».
Demain…
La prochaine action du groupe de travail est prévue au début du mois de juin 2012, à l’occasion du
Salon des Solidarités (1-3 juin, Paris Porte de Versailles). « Nous prévoyons d’y traiter de la
thématique de la Supply Chain, facteur clé de succès, et des enjeux de la formation», dévoile
Emmanuel ZERVUDACKI. L’objectif de l’année 2012 en matière de livrables serait donc un guide de
compétences réalisées en lien avec les travaux de la Commission "Compétences, métiers et
formations". Associer d’autres spécialistes de la logistique solidaire aux travaux de l’ASLOG… « J’ai eu
l’occasion de m’entretenir avec un consultant-formateur : Alain GRALL (société Syskalys, Saint-
Médard en Jalles) qui, après avoir été Supply Chain Manager de Médecins Sans Frontières, met
aujourd’hui en place des formations en logistique humanitaire, Supply Chain et plus précisément en
transport international pour différentes universités et grandes écoles ».

57
CONCLUSION :
Ce « célèbre » schéma résume les objectifs principaux d’un logisticien : diminuer les coûts,
respecter les délais et maintenir un niveau de qualité satisfaisant. La case « Délai » est en lien direct
avec le sujet de ce mémoire qui traite les retards de livraison. Ce schéma représente la corrélation
entre les trois objectifs : ne pas respecter les délais va augmenter les coûts et peut représenter une
négligence sur la qualité des produits. Très vite peut apparaître un cercle vicieux.
En effet, le retard, leur accumulation, ou même l’urgence peut s’installer au sein de n’importe quelle
société. Encore faut-il savoir comment l’aborder et comment s’en débarrasser. La situation de stress
qui planait lorsque je suis arrivée au sein du service logistique en Septembre 2011 m’a fait prendre
conscience des conséquences que les retards répétés des commandes peuvent engendrer ; tant sur
l’aspect organisationnel, financier et humain.
Ce mémoire a donc été écrit dans le but de faire des recherches sur le thème de l’urgence mais
surtout de trouver des solutions et des retours d’expérience pour l’éviter dans le monde de la Supply
chain.
Ce que je retiendrai particulièrement de cette étude, est que « le temps ne se rattrape pas ». Un
retard pris sur une commande, au niveau de l’approvisionnement d’un des composants, de sa propre
production ou de sa livraison est un retard réel, existant, et l’Homme n’a pas « le pouvoir de
remonter le temps ». C’est ainsi qu’au sein d’un système mondialisé et au sein d’une Supply Chain,
un retard de commande a inévitablement des conséquences sur une multitude de parties prenantes.
Au travers de ce mémoire, nous avons eu l’occasion de découvrir des méthodes utilisées par
différentes entreprises, notamment au niveau de l’amélioration des systèmes d’informations. En
effet, les systèmes d’informations regroupent l’ensemble des données de l’entreprise et
représentent à eux seuls un levier de performance. Leur mauvaise utilisation ou la non fiabilité de
leurs données peut avoir des impacts considérables sur la gestion d’une entreprise.
D’autres entreprises se sont penchées sur des projets à long terme pour supprimer leurs défauts
organisationnels. Une remise en question globale a été effectuée chez De Dietrich par exemple, dans
le but d’améliorer la performance industrielle. Alors que Gévelot Extrusion fait appel à une nouvelle
démarche de mise en place de règles de gestion de production, des entreprises en situation de crise
décident de faire appel à des experts, managers de transition, pour rétablir une situation pérenne.

58
Tous ces exemples nous démontrent une seule et même explication pour sortir de l’urgence :
prendre du temps pour corriger l’existant.
Si l’urgence s’est installée au sein d’une entreprise, cela met en évidence un dysfonctionnement
évident de l’organisation. Dans ces cas là, la gestion du quotidien empoisonne les différents
responsables et n’améliorent en aucun cas les situations.
Le choix de remettre en question sa stratégie et son mode organisationnel implique du temps, des
compétences, des moyens financiers, et provoque inévitablement les barrières de la conduite du
changement.
Une situation de crise est donc une situation grave et à ne pas sous-estimer par les dirigeants si elle a
tendance à s’installer au sein de la société. Le rapprochement avec la logistique d’urgence solidaire
m’a paru intéressant car elle n’est à ce jour que peu exploitée. Le fait que l’ASLOG crée un groupe de
Logistique Solidaire montre l’évolution des mentalités mais surtout les connaissances que différents
secteurs vont pouvoir se partager. Les intérêts ne sont pas du tout les mêmes. Alors que les
industriels souhaitent livrer leurs pièces à temps pour leurs clients, la logistique humanitaire se bat
de son côté, pour sauver des vies. L’enjeu n’a pas du tout le même impact, mais les moyens pour y
arriver se rejoignent sûrement. Le Salon des Solidarités, le 1er Juin 2012 peut donc jouer un rôle
important pour permettre un réel échange d’expériences et de compétences.
Toutes ces méthodes peuvent être bien évidemment appliquées avant de connaître des situations de
crise, mais les entreprises sont-elles prêtes à investir dans des stocks de sécurité, des plans de
prévention de gestion des risques, ou tout simplement des méthodes et procédés d’organisation, si à
l’instant T, elles connaissent une situation pérenne ?

59
BIBLIOGRAPHIE
LIVRES :
COURTOIS Alain, PILLET Maurice, MARTIN BONNEFOUS Chantal, Gestion de Production, 4° édition,
Eyrolles, 2011
ARTICLES :
CHEVALEYRE Fabrice, « Rencontre avec les donneurs d’ordre », dans La Forge, N°45, Juillet
2011
SPARATO Richard, « De nouveaux outils numériques pour l’optimisation des gammes de
forgeage : cas d’applications », dans La Forge, N°45, Juillet 2011
JACQUEL Christian, « Affiner l’analyse des risques lors des interventions de Maintenance à
l’aide d’un logiciel innovant », dans La Forge, N°45, Juillet 2011
« PSA veut réduire sa dépendance à l’Europe » dans Les Echos
« Mutations économiques dans le domaine automobile », dans une étude effectuée par le
PIPAME : Pôle Interministériel de Prospective et d’Anticipation de Mutations Economique,
Avril 2012
C.A. OWEN, « Analyse de l’activité de travail dans la gestion des situations d’urgence »,
@ctivités, 2007, volume 4, numéro 1
« Un portail fournisseur en mode Saas », Supply Chain Magazine n°54
« Jungheinrich présente un GPS pour chariots élévateurs », Supply Chain Magazine n°54
FUSTIER Julia, « De Dietrich Thermique refond sa supply chain », Supply Chain Magazine n°54
CP, « 3 Suisses suit ses délais de prêt », Supply Chain Magazine n°51
SITES INTERNET :
http://www.gouvernement.fr/gouvernement/debat-sur-l-evolution-de-l-emploi-industriel
http://www.gouvernement.fr/gouvernement/un-dispositif-d-envergure-pour-redevenir-
une-grande-nation-industrielle

60
http://www.acier.org/pages/stat/indices/IND.html
http://www.journaldunet.com/management/efficacite-personnelle/dossier/savoir-travailler-
dans-l-urgence/en-savoir-plus.shtml
http://lemanagerdetransition.com/
www.agena3000.fr 25/03/2012
http://www.aslog.org/fr/ACTI_commission.php?id_activ=33