st 10,000 - a new development in high-tension conveyor ... · high-tension conveyor belt design ......
TRANSCRIPT

St 10,000 - a new development inhigh-tension conveyor belt designBy Bernd Küsel, Phoenix Conveyor Belt Systems GmbH, Germany
IntroductionThe introduction of steel cord conveyorbelts some 60 years aga revolutionizedconveyor technology. Since then, increas-ingly longer conveyors, higher loads andmore complex routing have becomepossible, with conveyor belt ratings thatwere unthinkable only a few decades ago.The highest rating available now is the St10,000, developed by Phoenix.
The backgroundLooking back 40 years, the strongestbeit was a Phoenocord St 4,000 used inan underground coal mine in Europe. St4,000 stands for a minimum breakingstrength of 4,000 Newtons per milli rne-tre of belt width.
15 years later, a Phoenocord St 5,400was supplied for the German hard coalmining group RAG. Like the St 4,000 itwas for a slope conveyor, carrying coalfrom underground straight to the surface.
Another 10 years later, St 6,300 beltswere used on bucket wheel excavatorsin German brown coal mining. Thesegiants were 3,200 mm wide, having atotal belt strength of some 22,000 kNresp. 2.200 tons. They are carryingup to 40,000 tons of bulk material perhour.
Then, in 1986, 26 years ago, thestrongest underground conveyor beltworldwide, a Phoenocord St 7,500, wascommissioned in Germany.
It is a revolutionary belt, wh ich car-ries material on both sides at the sametime (see Figure 1). Since the tailingswhich are carried back underground aremore aggressive than the coal going up,
the bottom rubber cover, which is on topin the lower run of the conveyor, is thick-er than the bottom cover.
This belt is fire resistant as per thestrictest requirements as per DIN stand-ards; a grade called "self-extinguishing".A very similar belt, Phoenocord St 7,800FRAS,meeting AS4606:2000, was success-fully tested by TestSafe Australia in 2006.
In 1999, the world's strongest con-veyor belt, a Phoenocord St 7,800, wascommissioned.
It carries coarse copper ore downhillfrom amine elevated at 3,200m above sealevel. The system is approximately 13 kmlong and consists of three flights, of whichthe top two are equipped with the St 7,800.The total drop is 1.3 km (see Figure 2.)
transverse synthetic single cords, which in-creases their resistance against impact andrip damage (see figure 7.).
Now, even the St 7,800, having an ac-tual breaking strength of more than 8,600NImm, is not the end. Phoenix has madeanother step and developed the Phoeno-cord St 10,000. It is ready for use now.
Figure3
Figure2
Almost the complete length is work-ing in tunnels. Even the transfer stationsare inside buildings.
The belt carries 11,000 t/h at a speedof 6.8 m/s downhilI and hence is not con-suming but generating power: The beltfeeds the concentrator with more than100 million kW-hours per year.
All of the above mentioned conveyorbelts are specially protected with the Phoe-notec integral active system consisting of
Los Pelambres
Why St 10,000?To visualize the magnitude of an St 10,000:Seven Airbus A 380 Super Jumbo Jets couldbe hung on a 2,000 mm wide St 10,000 -and it would not tear (see Figure 3).
The advantages of such a belt arelonger conveying distances and reductionof the numb er of transfer points. This re-duces the wear of the belt, bringing downinvestments and maintenance expenses,and increasing availability.
22 Australian Bulk Handling Review: July/August 2012
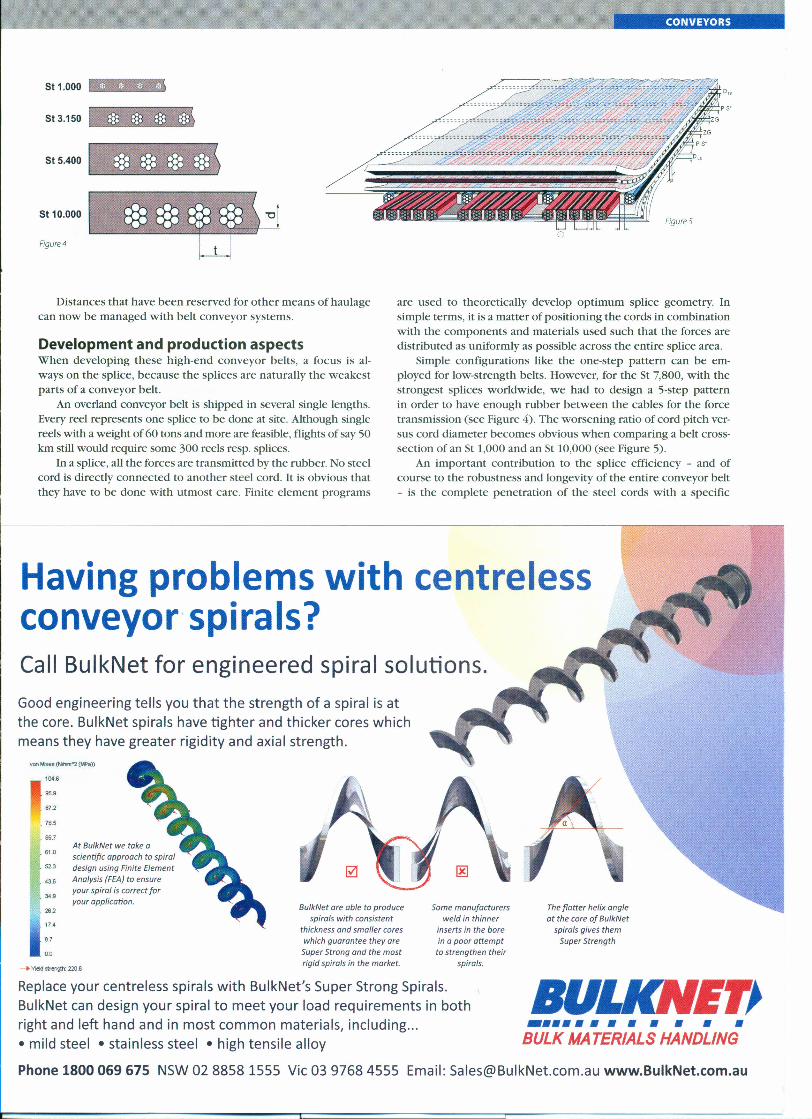
St 1,000
St 3,150
St 5,400
St 10,000
Figure4
Distances that have been reserved for other means of haulagecan now be managed with belt conveyor systems.
Development and production aspectsWhen developing these high-end conveyor belts, a focus is al-ways on the splice, because the splices are naturally the weakestparts of a conveyor belt.
An overland conveyor belt is shipped in several single lengths.Every reel represents one splice to be done at site. Although singlereels with a weight of 60 tons and more are feasible, flights of say 50km still would require some 300 reels resp. splices.
In a splice, all the forces are transmitted by the rubber. No steelcord is directly connected to another steel cord. It is obvious thatthey have to be done with utmost care. Finite element programs
are used to theoretically develop optimum splice geometry. Insimple terms, it is a matter of positioning the cords in combinationwith the components and materials used such that the forces aredistributed as uniformly as possible across the entire splice area.
Simple configurations like the one-step pattern can be ern-ployed for low-strength belts. However, for the St 7,800, with thestrongest splices worldwide, we had to design a 5-step patternin order to have enough rubber between the cables for the forcetransmission (see Figure 4). The worsening ratio of cord pitch ver-sus cord diameter becomes obvious when comparing a belt cross-section of an St 1,000 and an St 10,000 (see Figure 5).
An important contribution to the splice efficiency - and ofcourse to the robustness and longevity of the entire conveyor belt- is the complete penetration of the steel cords with a specific
Having problems with centrelessconvevor spirals?Call BulkNet for engineered spiral solutions.
Replace your centreless spirals with BulkNet's Super Streng Spitals.BulkNet can design your spiral to meet your load requirements in bothright and left hand and in most common materials, including, ..• mild steel • stainless steel • high tensile alloy
Phone 1800069675 NSW 02 88581555 Vic 0397684555 Email: [email protected] www.BulkNet.com.au
Good engineering teils you that the strength of a spiral is atthe core. BulkNet spirals have tighter and thicker cores whichmeans they have greater rigidity and axial strength.
VOfl lWses (NAnm"2 (MPa»
BulkNet are able to producespirols with consistent
thickness and smoller coreswhich guarantee they areSuper Strang and the mostrigid spirals in the market.
104.6
95.9
872
.18.5
. 69.7
At BulkNet we take ascientific approach to spiraldesign using Finite ElementAnalysis (FEA) to ensureyour spiral is correct foryour opplication.
-+- Yield strer9h: 220.6
Some manujacturersweid in thinner
inserts in the borein a poor otternotto strengthen their
spirals.
The flotter helix angleat the core ot BulkNet
spirals gives themSuper Strength
••••••• • • • • •BULK MATERIALS HANDLING

CONVEYORS
low viscosity adhesion rubber into thebig steel cables. To assess the bonding be-tween the steel cords and the rubber, dy-namic pull-out strength tests as weIl as airpermeability tests are being carried out.
Statically, it is usually easy to achievea tensile strength that corresponds to thatof the belt. In other words, it takes roughlyjust as much force to pull apart the spliceas it does to tear the belt. For optimum beltconfiguration and dependable continuousoperation, however, another parameter isvital: the dynamic efficiency of the splice.For many years now, the major conveyorinstallations have been evaluated and con-figured based upon this criterion.
The dynamic efficiency resp. fatiguestrength of the splice is determined in ac-cordance with section 3 of the DIN 22110standard. The official test is administeredat the ITAInstitute of University of Hano-ver. Four endless belts are placed on a testconveyor, one after the other. The beltsare run until they break or at least untilthe reference number of 10,000 load cy-des has been achieved.
During each saw-tooth patternedload cyde, the belt travels over the twodrums 18 times (running the test longerwould not result in any additional find-ings). The upper load is specified suchthat a specimen breaks after achievinga high number of load cycles and an-other specimen runs through atleast until it has reached thereference load cycle number.A Wähler (endurance) curveis created with the resultsfor the four test belts.The dynamic ef-ficiency of
Figure6
being used. The collapse was so pow-erful that the running conveyor belt,which has a total breaking strength of10,000 kN, tore abruptly, not directlyat the splice, but several meters awayfrom it.
The nearest splice was cut from thebelt and sent to ITA institute for assess-ment. The findings were reassuring: thesplice demonstrated the same dynamicefficiency as the test splices made inthe project phase. The splice did notsuffer, despite the splicing conditionson-site, aging, and the extreme tensileforces caused by the collapse of the tun-nel. Meantime the remaining splices ofthis 19.6 km long belt have been suc-cessfully in use for 17 years.
If specific ruIes are followed, thesplices will last as long as the belt;which can be up to 40 years under cer-tain conditions.
It isimportant
that the splicetechnology is not
compromised whencarried out in practice.
This requires that there is anair-conditioned, dust-free assem-
bly hall with a modern vulcanizationdevice, that fresh and suitable splice
material is used, and that experienced en-gineers and splicers carry out the work inaccordance with the instructions from theconveyor belt manufacturer.
An investigation following an acci-dent in a South American mine actuallyillustrated that excellent results can beachieved when splicing is correctly per-formed on-site. External factors causeda mine tunnel to collapse in which aPhoenocord St 6,800 curved downhilIconveyor belt with a drop of 500m was
Figure 7
ConclusionDecades of R&D and practical experiencewith the then prevailing strongest convey-or belts have led to the new PhoenocordSt 10,000. It has been tested thoroughly,induding the important official dynamicsplice efficiency. Projects are being dis-cussed for its implementation. •
the splice is calculated from the maxi-mum top load, at which the 10,000 loadalternations are achieved.
For belt splices of higher than St7,800, for instance St 10,000, a new ma-chine with a maximum tension of 2 x3,500 kN was installed at the ITA Insti-tute two years aga (see Figure 6). Thismachine has a weight of 250 t. Contact; Bernd.Kuese/@phoenix-cbs.com
24 Australian Bulk Handling Review: July/August 2012
L
HANDLINGNominate now for theAustralian Bulk Handling AwardsAwards night - 7th November, SydneyNominations dose - 4th October
R E V lEW Far details see pages 21 and 62
SEEING IRE BIG PICTURE