strength variation of pre-strained (transverse liza …
TRANSCRIPT

STRENGTH VARIATION OF PRE-STRAINED (TRANSVERSE
COMPRESSIVE) ALUMINIUM ALLOY DUE TO ISOCIIRONAL ANNEALING
LIZA ANAK RANGGI
A report submitted in partial fulfilment of the
requirements for the award of the Degree of
Bachelor of Mechanical Engineering
ii
- -
Faculty of Mechanical -
Universiti Malaysia Pahang
NOVEMBER 2007

ABSTRACT
This thesis deals with strength variation of pre-strained (transverse
compression) Al-Mg alloy sheets due to isochronal annealing which is to simulate
the conditions of after paint bake cycle of Al-Mg alloy automotive Body-In-White by
influenced of pre-straining. The objective of this thesis is to investigate the
influences of the varied annealing heat treatment temperatures (175°C, 200°C, and
225°C) and different amount of pre-straining (transverse compression at 10%, 15%,
20% and 25%) which causes the softening behaviour of the material. The materials
used in this thesis are Al-Mg alloy sheets of AA1 100, AA5052 and AA5083 which
are usually used to build vehicle structure. lOmmx 10mm rectangular piece
specimens were prepared to undergo full annealing (300°C for 1 hour) before the
compression test at varied percentage and then annealed again at the different
assigned temperatures. The second compression is done to obtain the results of the
amount of softening at varied temperature and percentage of transverse compression.
The results where the softening behaviour were characterized can also be used as
guidance to improve the available facilities, thus, helpful reference for future usage
in order to achieve the hypotheses result of this thesis.
11

ABSTRAK
Tesis mi berurusan dengan variasi kekuatan pra-tegang (mampatan
melintang) kepingan Al-Mg aloi disebabkan oleh penyepuhlindapan bermasa untuk
mensimulasi keadaan kitaran selepas pembakaran cat automotif Body-In-White Al-
Mg aloi yang didorong oleh pra-tegang. Objektif tesis mi adalah untuk menyiasat
pengaruh-pengaruh kepelbagaian suhu rawatan haba penyepuhlindapan (175°C,
200°C, dan 225°C) dan jumlah pra-tegang berlainan (mampatan melintang pada
10%, 15%, 20% dan 25%) yang menyebabkan sifat pelembutan bahan. Bahan-bahan
yang digunakan dalam tesis mi adalah kepingan-kepingan Al-Mg aloi AA1 100,
AA5052 dan AA5083 yang biasanya diaplikasikan dalam pembuatan badan
kenderaan pengangkutan. Spesimen- spesimen berukuran 10mm x 10mm segi empat
tepat disediakan untuk menjalani penyepuhlindapan (300°C selama 1 jam) bertujuan
pelembutan sebelum melalui ujian mampatan path pelbagai peratusan dan kemudian
disepuh lindap sekali lagi pada suhu berbeza yang telah ditetapkan. Mampatan
kedua adalah dibuat untuk mendapatkan hasil-hasil daripada jumlah pelembutan
akibat kepelbagaian suhu dan peratusan mampatan melintang. Hasil ujian yang
menggambarkan sifat pelembutan juga boleh digunakan sebagai panduan untuk
meningkatkan kemudahan-kemudahan yang sedia ada disamping menjadi rujukan di
masa depan bagi mencapai hipotesis dalam tesis mi.
111
TABLE OF CONTENTS
CHAPTER TITLE PAGE
ACKNOWLEDGEMENT i
ABSTRACT
ABSTRAK
TABLE OF CONTENTS iv-vi
LIST OF FIGURES AND TABLES vii-x
NOMENCLATURE xi
LIST OF APPENDICES xii
INTRODUCTION 1
1.1 Project Title 1
1.2 Aim 1
1.3 Objectives 1
1.4 Project Scope 2
1.5 Project Background 2
1.6 Gantt Chart FYP1 3
1.7 Gantt Chart FYP2 4
1.8 Overall Project Flow Chart 5
2 LITERATURE REVIEW 6
2.1 Aluminium Alloy 6
2.2 Wrought Aluminium 7
2.2.1 Non-heat-treatable 7
2.2.2 Heat-treatable 8
2.3 Strengthening Mechanism 9
lv

2.3.1 Work Hardening 9
2.3.2 Precipitation Hardening 9
2.3.3 Solid Solution Hardening 10
2.4 Material Selection 10
2.4.1 Alloy AA5052 10
2.4.2 Alloy AA5083 11
2.4.3 Chemical Composition 11
2.4.4 Mechanical Properties 14
2.5 Annealing 15
2.5.1 Recovery 16
2.5.2 Recrystallization 16
2.5.3 Grain Growth 17
2.6 Compression in Aluminium 18
2.7 Body in White 18
2.8 Paint Bake Cycle 20
3 METHODOLOGY 22
3.1 Introduction 22
3.2 Material Selection 23
3.3 Experimental Procedure 23
3.3.1 Cuffing the Specimen 23
3.3.2 Full annealing Process 24
3.3.3 Transverse Compression and
Annealing 25
3.3.4 Data Conversion 27
3.4 Methodology Flow Chart 32
3.5 Hypothesis Result Based on Previous Research 33
4 RESULT AND DISCUSSION 35
4.1 AA1100 Result 37
4.2 AA5052 Result 38
4.3 AA5083 Result 39
4.4 Comparison of Results 40
V

vi
wi
4.5 Theoretical Value 40
4.6 Discussion of Results 43
CONCLUSION 45
5.1 Conclusion 45
5.2 Summary of Contribution 46
5.3 Recommendations for Future Research 46
REFERENCES
48-49
APPENDICES
50-57

LIST OF FIGURES
FIGURE NO. TITLE PAGE
1.1 Flow chart of overall project activities.
2.1 The aluminium rich end of the aluminium-copper phase diagram showing the three steps in the age hardening heat treatment and the microstructures that are produced. 9
2.2 The influence of annealing temperature on the tensile strength and ductility of a brass alloy. Grain structure during recovery, recrystallization, and grain growth stages are shown schematically. (Adapted from G. Sachs and K.R. Van Horn, Practical Metallurgy, Applied Metallurgy and the Industrial Processing of Ferrous and Nonferrous Metals and Alloys, American Society for Metals, 1940, p.139). 15
2.3 The effects of annealing temperature on the microstructure of cold-worked metals. (a) cold-worked, (b) after recovery, (c) after recrystallization, (d) after grain growth. 16
2.4 Aluminium alloy 5657 (0.8%Mg) sheet showing microstructures after cold rolling 85 percent and subsequent reheating. The microstructures shown in this figure were obtained by using thin-foil transmission electron microscopy. (Magnified 20,000x.) (a) Sheet was cold-worked 85 percent; micrograph shows dislocation tangles and banded cells (subgrains) caused by cold working extensively. (b) Sheet was cold-worked 85 percent and subsequently stress-relieved at 302°C (575°F) for 1 hour. Micrograph shows dislocation networks and other low-angle boundaries produced by polygomsation 17
2.5 Jaguar XJ Body-In-White 19
2.6 BMW Hybrid design with Aluminium front; Source: BMW 20
2.7 The influence of pre-straining on the amount of softening in AA5 182, defined by decreased in flow of stress after a simulated paint bake of 30 minutes at 177°C. 21
vii

vii'
3.1 Comparison of three specimens by thickness. From the left to right is AA1 100 1.5mm, AA5052 2mm and AA5083 3mm 22
3.2 Sectioning cut-off machine. 24
3.3 Small furnace. 25
3.4 Close up of tensile test machine and the positioning of specimen for compression; (a) Tensile test machine with compression head, (b) the specimen is positioned at the center of the compression head, (c) compression test in progress. 26
3.5(a) Step 1 is to open file in EXCEL and select All Files option from the File of Type field. 28
3.5(b) Select the data in .TXT format and click open. 28
3.5(c) Choose delimited file type and type in the number of the row for the data that we want to import and click next. 29
3.5(d) Tick on the Tab and Comma box in the delimiters section and click next. 29
3.5(e) Click finish to end the data import. 30
3.5(f) Repeat the step as shown in Figure 3.5(a)-(e) and arrange the data neatly into sections for displacement and load. The section for stress and strain can be completed by inserting the formula of equation 3.1 and 3.2. 30
3.5(g) The graph of load-displacement and stress-strain can be plotted by clicking the Chart Wizard icon and use the XY(scatter) type of graph. 31
3.6 Flow chart of simplified methodology. 31
3.7 The influence of pre-strain on softening at different temperature. 33
3.8 Softening is defined as shown as a stress-strain curve of tensile tests. 34
4.1 Result of influence of pre-strains on softening at different temperatures for AA1 100. 36
4.2 Result of influence of pre-strains on softening at different temperatures for AA5052. 37
4.3 Re' silt of influence of pre-strains on softening at different temperatures for AA5083. 38

lx
4.4 Graph showing theoretical result of softening amount influenced by increasing temperature and pre-strain. 39
4.5 Graph showing theoretical result of softening amount and trend of softening distribution in comparison of three materials by set of temperatures. (a) Hypotheses of theory result we supposed to obtain when we have enough data to get the average value of each point plotted in the graph. (b) Trend of softening among three types of specimen at temperature set of 175°C, (c) Trend of softening among three types of specimen at temperature set of 200°C, (d) Trend of softening among three types of specimen at temperature set of 225°C. 42

LIST OF TABLES
TABLE NO. TITLE PAGE
2.1 Aluminium alloys and their principal impurities. 6
2.2 Typical chemical composition for aluminium alloys AA5052, AA5083 and AA1 100. 12
2.3 Effects of alloy elements 13
2.4 Mechanical properties for aluminium alloys AA5052, AA5O83 and AA1100. 14
4.1 The percentage of decreased yield strength, 0.2% due to softening behavior of AA 100. 37
4.2 The percentage of decreased yield strength, 0.2% due to softening behavior of AA5052. 38
4.3 The percentage of decreased yield strength, 0.2% due to softening behavior of AA5083. 39
4.4 Comparison of softening amounts for each material. 40
4.5 The ultimate strength of each material. 43
x

NOMENCLATURE
Symbol Description
A Current cross-sectional area
A0 Initial cross-sectional area
F Load
hf Final height
Initial height
S Engineering stress
T Temperature
Tm Absolute melting temperature
Engineering strain
Engineering stress
Gy Yield strength
xi

LIST OF APPENDICES
APPENDIX TITLE PAGE
A Drawing of Al-Mg Specimens for Sectioning Cut-off 50
B Form to be filled during Experiment 51
C Sample of Data Collected from INSTRON 52-57
xli

CHAPTER 1
INTRODUCTION
1.1 Project Title
Strength Variation of Pre-strained (transverse compressive) Aluminium Alloy
Due To Isochronal Annealing.
1.2 Aim
To investigate the factor of softening behaviour of annealed Al-Mg alloy
sheet subjected to compressive load and suggest solution to overcome the problem.
1.3 Objectives
To investigate the effect of annealing heat treatment at 30 minutes and varies
of temperatures(175 °C , 200 °C , and 225 °C ) and pre-straining influence on
softening behaviour during paint bake cycle after transverse direction compression.
2
1.4 Project Scope
1) Carry out study on heat treatment process and pre-straining of the non-heat
treatable Aluminium alloy.
ii) The project is limited to the usage of wrought aluminium.
iii) The compressive strain is induced in the sheet transverse direction only.
1.5 Project Background
There is a growing demand to reduce the weight of vehicles in order to
minimise energy consumption and air pollution. To accomplish this weight
reduction, the "Body In White (BIW)" could be made of aluminium alloy sheet,
which has a better strength to weight ratio than traditionally used low carbon steel.
The formability of aluminium alloy is good relative to low carbon steel and it has
good corrosion resistance.
The alloying elements increase the strength without significantly increasing
the weight. Al-Mg 5XXX alloy have the highest formability. However, the yield
strength decreases during the paint bake cycle which is carried out at 175°C for 30
minutes. This is due to the diffusivity of the Mg atoms, which allow easy
rearrangement of dislocation accumulated during forming process. Furthermore, the
high level of stored energy from the work hardening provides a large driving force
for the thermal recovery and softening.
This project will investigate thoroughly the softening behaviour of pre-
strained Al-Mg 5XXX alloy subjected to paint bake treatment by investigating the
mechanical behaviour of these alloys using transverse compression.

I I I
I I I
I I 4 C' 4 1 1
I I I N I I II
4 11 I 1 II I II II I
II I I I I
fl :h ."fl Cd ZLJ I ot o to-5
Cr
ciIn.I

N
I I I
411
I I __ __I I
N I I
.1 1 I I
I I I I I
I
,I to I)
C6 cd0
0 C)•E0E
cn o AS
cil
N

5
1.8 Overall Project Flow Chart
START
LITERATURE
Findings of relevant REVIEW STUDY
information
METHODOLOGY
Select materials, equipments DEVELOPMENT
and experiment steps
Troubleshooting
FAIL /ANNEALING HEAT _< ANNEALING AND
NCOMPRESSION
Varied temperatures (175°C, 200°C and 225°C) and pre-strain (10%, 15%, 20% and 25%).
SUCCESS
RESULT AND DISCUSSION
WRITING FULL THESIS
PRESENTATION
CORRECTION AND HARD BOUNDING
END
Result of softening behavior characterization and contribution.
Checked by supervisor and coordinator.
Figure 1.1 Flow chart of overall project activities.

CHAPTER 2
LITERATURE REVIEW
2.1) Aluminium Alloy
Aluminium alloys are produced in the usual flat rolled sheet and plate, in
tube, rod, wire, and bar forms, as well as castings, forgings and stampings [ 1 1 .
Pure aluminium is too soft to be of structural value, hence, the aluminium
used in industry normally contain alloying elements. The alloying elements increase
the strength without significantly increasing the weight. It also improved the
machinability, weldability, surface appearance and corrosion resistance can be
obtained by adding appropriate elements. The major alloying additions for
aluminium are copper, silicon, magnesium, manganese and zinc [2, 3]• The
composition is designated by a four digit number that indicates the principal
impurities, see Table 2.1.
Table 2.1: Aluminium alloys and their principal impurities [41
ALLOY MAJOR ALLOYING ELEMENT 1XXX Aluminium > 99% 2XXX Copper 3XXX Manganese 4XIXX Silicon 5XXX Magnesium 6XXX Magnesium and Silicon 7XXX Zinc 8XXX Other

7
Under normal processing conditions, the formability of aluminium sheet is
lower than of deep drawing steel. This means that aluminium can withstand less
deformation than deep drawing steel before failure occurs on the production process.
Of all aluminium alloys, aluminium magnesium alloys (AA5XXX alloys) have the
highest formability [5]•
2.2 Wrought Aluminium
2.2.1 Non-Heat-Treatable
In the non-heat-treatable type, strengthening is achieved by strain hardening,
which may be augmented by solid solution and dispersion hardening. Alloys of
AA1XXX series have relatively low strength as the series are essentially pure
aluminium with minimum 99% aluminium content by weight and can be work
hardened. Alloys of AA3XXX series have the same desirable properties as those of
AA1XXX series but with higher strength. Magnesium added to some alloys in this
series provides additional strength, but the amount is low enough that the alloys still
behave like those with manganese alone than like the stronger Al-Mg alloys of the
AA5XXX series ill . Their properties are controlled by strain hardening, solid-
solution strengthening, and grain-size control. However, because the solubility of
the alloying elements in aluminium is small at room temperature, the degree of solid-
solution strengthening is limited [6j•
The strongest non-heat-treatable alloys are those of the AA5XXX series, and
in most products they are more economical than alloys of the AA1XXX and
AA3XXX series in terms of strength per unit cost. Magnesium is one of the most
soluble elements on aluminium and, when dissolved at an elevated temperature, it is
largely in solution at lower temperatures, even though its equilibrium solubility is
greatly exceeded [1] As the major alloying element in the AA5xxx series of alloys,
its maximum solid solubility in aluminum is 17.4%, but the magnesium content in

8
current wrought alloys does not exceed 5.5%. The addition of magnesium markedly
increases the strength of aluminum without unduly decreasing the ductility.
Corrosion resistance and weldability are good 171 produces considerable solution
hardening. Additional strength is produced by strain hardening
2.2.2 Heat-Treatable
Wrought alloys that respond to strengthening by heat treatment are covered
by three series AA2XXX, AA6XXX and AA7XXX series. All depend on age-
hardening to develop enhanced strength properties and they can be classified into
two group: those that have medium strength and are readily weldable (AA2XXX and
AA7XXX series), and the high-strength alloys that have been developed primarily
for aircraft construction (AA2XXX and AA7XXX series) [1j Duralumin (also called
duraluminum, duraluminium or dural) is the name of one of the earliest types of age-
harden aluminium alloys. The main alloying constituents are copper, manganese and
magnesium. A commonly used modern equivalent of this alloy type is AA2024,
which contains (in wt.%) 4.4% copper, 1.5% magnesium and 0.6% manganese.
Typical yield strength is 450 MPa, with variations depending on the composition and
temper [8]
AA4XXX series are alloyed with silicon. They are also known as silumin11.
Silumin is a series of lightweight, high-strength aluminium alloys with silicon
content between 4% and 22%. Among the advantages of silumin is its high
resistance to corrosion, making it useful in humid environments. The addition of
silicon to aluminium also makes it more fluid when liquid, which together with its
low cost (both component elements are relatively cheap to extract), makes it a very
good casting alloy [9} AA6XXX series are alloyed with magnesium and silicon, are
easy to machine, and can be precipitation hardened, but not to the high strengths of
that AA2XXX, AA5X)O( and AA7XXX series can reach. AA7XXX series are
alloyed with zinc, and can be precipitation hardened to the highest strengths of any
aluminium alloys. AA8XXX series are a miscellaneous category [11

2.3 Strength Mechanism
2.3.1 Work Hardening
During cold working, dislocations multiply and interact, leading to an increase
in the strength of the metal Strain hardening (work hardening) is the reason for
the elastic recovery. The reason for strain hardening is that the dislocation density
increases with plastic deformation (cold work) due to multiplication. The average
distance between dislocations then decreases and dislocations start blocking the
motion of each one. Thus, this increases the strength of metal [1fl
2.3.2 Precipitation Hardening
Precipitation hardening is a heat treatment process used to produce a mixture
of uniformly distributed hard phases in a soft matrix. The precipitated phase
interferes with the movement of dislocations and as a result, strengthens the alloy.
Heat treatment sequences are solution heat treatment, quenching and aging.
700
600
500
400
}300
200
100
0
a+ L - a
I'TT:: treating
Age
Quench I I
1 2 4 6 8 Weight percent copper
Figure 2.1: The aluminium rich end of the aluminium-copper phase diagram showing the three steps in the age hardening heat treatment and the
16] microstructures that are produced

10
2.3.3 Solid-Solution Strengthening
Another method of strengthening a metal is by addition of one or more
elements to a metal which can strengthen it by the formation of solid solution. The
impurity atoms cause lattice strain which can prevent dislocations from moving
through a metal lattice when the atoms are different in size and electrical
characteristics, as is the case with solid solutions [6} This occurs when the strain
caused by the alloying element compensates that of the dislocation, thus achieving a
state of low potential energy. It costs strain energy for the dislocation to move away
from this state (which is like a potential well). The scarcity of energy at low
temperatures is why slip is hindered [1 11•
2.4 Material Selection
For training purpose, the specimens we are using are AAI 100-H14
aluminium alloy sheet, a half hardened. It has low strength but very workable alloy
with excellent corrosion resistance. It is not heat treatable. It is easily welded,
however it is soft, and spalls or chipped off when machined. For actual experiment
we are provided with AA5083-1132 and AA5052-H32 aluminium alloy sheets. For
comparison, AA1 100-1,114 is also used.
2.4.1 Alloy AA5052 1121
Classified as wrought aluminium alloy; strong, not heat treatable, easily
welded, with excellent corrosion characteristics.
a) AA5052-0: Annealed (or "soft", bendable condition)
b) AA5052-H32: Strain-hardened and stabilized
11
2.4.2 Alloy AA5083 [12]
Aluminium AA5083 is known for exceptional performance in extreme
environments. AA5083 is highly resistant to attack by both seawater and industrial
chemical environments and commonly used for pressure vessels and road transport
application below 65°C, shipbuilding, mining man cages and ore skips [13] Alloy
5083 also retains exceptional strength after welding. It has the highest strength of the
non-heat treatable alloys but is not recommended for use in temperatures in excess of
65°C. Alloy AA5083 is generally supplied as a flat rolled product in plate form.
The most common tempers for AA5083 aluminium are:
a) 0— Annealed wrought alloy
b) Hi ii - Some work hardening imparted by shaping processes but
less than required for a Hi 1 temper.
c) 1132 —The first suffix digit with number 3 indicates that the alloy is
cold-worked and stabilized. The second suffix digit indicates it is
stabilized with a quarter hard tempers.
2.4.3 Chemical Composition
As we can see from the Table 2.2, AM 100 only contain copper as its
alloying element. The effects of copper addition can be reviewed from the next
table, Table 2.3 which explaining the effects of adding any of other alloying elements
in aluminium. For AA5052 and AA5083, the highest alloying element is Mg and it is
less than 5.5%.
12
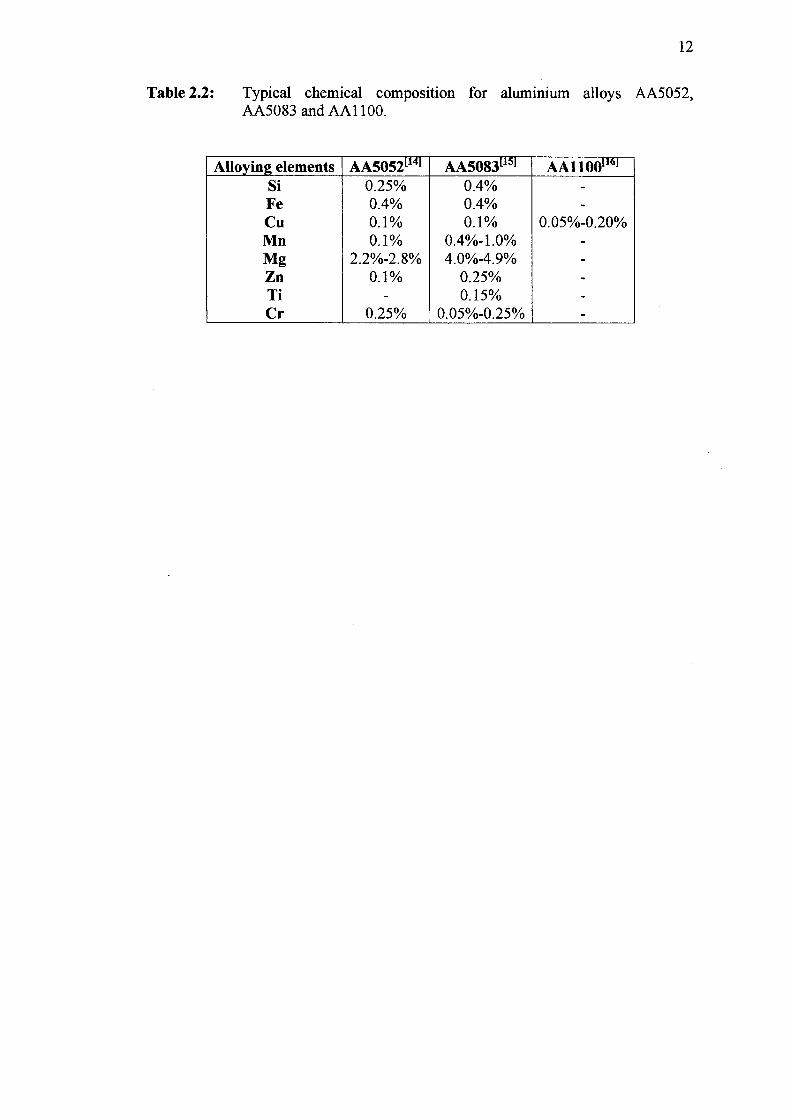
Table 2.2: Typical chemical composition for aluminium alloys AA5052, AA5083 and AA1 100.
Alloying elements AA5052 14' AA5083 151 AA1100t161 Si 0.25% 0.4% -
Fe 0.4% 0.4% -
Cu 0.1% 0.1% 0.05%-0.20% Mn 0.1% 0.4%-1.0% -
Mg 2.2%-2.8% 4.0%-4.9% -
Zn 0.1% 0.25% - Ti - 0.15% - Cr 0.25% 0.05%-0.25% -