surviving six sigma – what statisticians should do to not ... · surviving six sigma – what...
TRANSCRIPT

Surviving Six Sigma –What Statisticians Should Do
To Not Be Left BehindProfessor Tony Bendell
Director, Centre of Quality Excellence,
University of Leicester, UK
and
Managing Director, Services Ltd., Nottingham, UK
Swiss Statistics Meeting‘Quality and Statistics’
Aarau, Switzerland, 17-19 November 2004
Services Ltd., Quality & Reliability House, 82 Trent Boulevard, West Bridgford, Nottingham, NG2 5BL, UKTel: +44 115 945 5285 Fax: +44 115 981 7137 E-mail: [email protected] www.servicesltd.co.uk

www.servicesltd.co.uk
©
Centre of Quality Excellence, University of Leicester
Established January 2002Mission: To foster a rigorous, yet creative approach to the development of Quality Excellence in management, engineering, systems and services across the UK and world Industry, commerce and the public and voluntary sectors.In-company, Distance Learning and campus based MSc and postgraduateprogrammes in
- The Management of Quality Excellence- Customer Service Management
Broad research base – funding from EFQM, BQF, Rolls-Royce, DTI, Patent Office, LRQA, SGS Yarsley, EMDA etc.Recognition Centre for Six Sigma Black and Green BeltsSponsor and Associate organisations

www.servicesltd.co.uk
©
Services Ltd.
- Excellence, TQM- ISO 9000, ISO14000 etc.- Six Sigma, Design for Six Sigma- Reliability Analysis
- Benchmarking- Creativity, HRM etc.- SPC, Taguchi, QFD, tools- Statistical Modelling, OR
Quality and Productivity Consultancy and Training organisation established 1983One of the three largest BQF licensed trainers for the EFQM Excellence Model and partner for Six SigmaIRCA licensed trainers for ISO 9001:2000Licensed by the British Accreditation Bureau etc.Specialisms:

www.servicesltd.co.uk
©
Six Sigma - The Threat and the Opportunity for StatisticiansSix Sigma having major business impactTrains and supports its own peopleStatistically-based, but not just statisticsShould statisticians welcome or oppose Six Sigma? How should they get involved?
www.servicesltd.co.uk
©
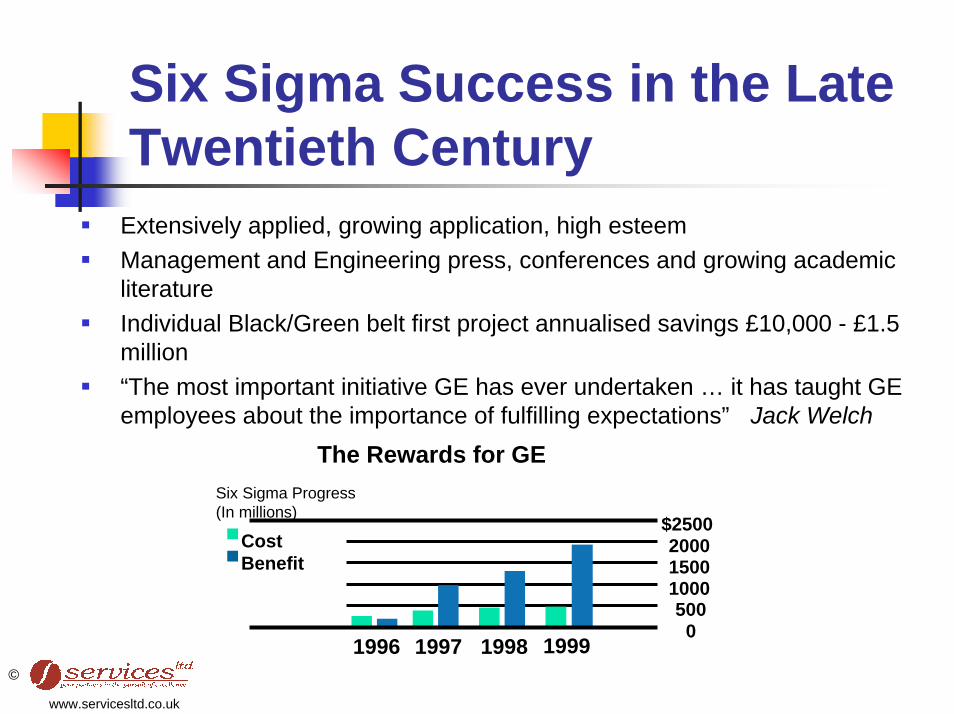
Six Sigma Success in the Late Twentieth Century
Extensively applied, growing application, high esteemManagement and Engineering press, conferences and growing academic literatureIndividual Black/Green belt first project annualised savings £10,000 - £1.5 million“The most important initiative GE has ever undertaken … it has taught GE employees about the importance of fulfilling expectations” Jack Welch
The Rewards for GESix Sigma Progress(In millions)
CostBenefit
$2500200015001000500
01996 1997 1998 1999

www.servicesltd.co.uk
©
Origins‘1989’ Motorola1995 GEBut a ‘clever package’, nothing much new!
origins in Deming, Juran and Ishikawa’s work from 1950’s and Shewhart from 1920’s
Deming Juran
Ishikawa Shewhart

www.servicesltd.co.uk
©
The Meaning of Six SigmaTechnical Term (Statistical)
12 Standard Deviations inside Specification“Best in Class”“three non-conformances out of one million opportunities”
Variation Reduction/Improvement approach that allows comparability between dissimilar processesMeasurement-based Corporate Strategy for improvement“Philosophy”

www.servicesltd.co.uk
©
The Technical Meaning for Six Sigma
DEFECTS DEFECTSSPECIFICATION
3 Sigma 3 Sigma
A 3 sigma qualityproduct/processhas 6 standard
deviations insidethe specification
6 Sigma 6 Sigma
A 6 sigma qualityproduct/processhas 12 standarddeviations insidethe specification
DefectsDefects Defects Defects
Yield (% Inside Spec) DPMO (defectives
per million opportunities
At ± 2 sigma 95.44% 45,600At ± 3 sigma 99.73% 2,700 At ± 4 sigma 99.9937% 63At ± 5 sigma 99.999943% 0.57At ± 6 sigma 99.999998% 0.002
Given the specification, Six Sigma Quality for a product/process metric means that more of the distribution is contained within the Specification than at the Three Sigma level.

www.servicesltd.co.uk
©
‘Standard’ Six Sigma Methodology Allows For a 1.5 Sigma Shift!
If the product/process mean now shifts 1.5 sigma (worse case), then:
6 Sigma 6 Sigma
3Sigma
3Sigma
DEFECTS DEFECTSSPECIFICATION
6 SIGMA
Yield (% Inside Spec) DPMO (defectives
per million
opportunitiesAt ± 2 sigma 69.15% 308,500At ± 3 sigma 93.32% 66,810 At ± 4 sigma 99.379% 6,210At ± 5 sigma 99.97673% 233At ± 6 sigma 99.99966% 3.4
1.5 sigmashift in mean

www.servicesltd.co.uk
©
Six Sigma InfrastructureStrategic programmeProject-by-Project improvement in ‘fenced-off’ areasClear responsibilities and authority – Champions, Owners, Black and Green BeltsBefore and after performance measurement (typically cost)140+ statistical tools and conceptsDMAIC(T) methodology: Define, Measure, Analyse, Improve, Control, (Transfer)

www.servicesltd.co.uk
©
Six Sigma Improvement Path66810
233
33.4 ppm.4
0.1
1
10
100
1000
10000
100000
3 4 5 6
Sigma Quality Level
Def
ect R
ate
(ppm
)
66810 ppm
6210 ppm
233 ppm
ppm
10xImprovement 30x
Improvement
70x Improvement
‘DESIGN FOR SIX SIGMA (DFSS)’
The ‘5 Sigma Wall’
‘PROJECT-BY-PROJECT’SIX SIGMA (DMAIC)

www.servicesltd.co.uk
©
Six Sigma Infrastructure Continued - Black and Green BeltsFull-time or Part-time (20%+) improvement engineers, managers, supervisors20/10+ days trainingExcel and Minitab (or alternative)Projects selected prior to trainingOn-site mentoringCertification

www.servicesltd.co.uk
©
Important ToolsGE/Six Sigma Academy, 140+ statistical tools – to define, measure, analyse, improve and controlWhat are the key ones?
- Simple data description and summarisation tools- Regression and Anova- SPC and Measurement System Analysis- Experimental Design (including Taguchi methodology, Response Surfaces)- Quick technical problem solving
Non-statistical tools- FMEA/FMECA- QFD- Poka Yoke- Right brain and creativity tools

www.servicesltd.co.uk
©
Not Just About Statistical ToolsProject-by-Project approach, clear metric and DMAICT crucialPrevious tool - use poor, disorganised, non-coherentMeasurement System AnalysisEmphasis on improvement, not Quality Assurance (e.g. attribute charting)Much so-called SPC is really SQC‘Control the X’s not the Y’s
- process variables not the product characteristicsExperimental Design key to successful projects

www.servicesltd.co.uk
©
‘Versions’ of Six SigmaManufacturing (and Engineering)Transactional
- Less DOE- Lognormal distributions
Design for Six Sigma- reduced process control emphasis- development cycle
‘Lean Sigma’- dangerous: potential conflict in methodologies

www.servicesltd.co.uk
©
Connections to Other Quality ApproachesISO 9001:2000EFQM Excellence ModelDesign for Six Sigma

www.servicesltd.co.uk
©
ISO 9001, 19944.20 Statistical TechniquesIdentification of NeedThe supplier shall identify the need for statistical techniques required for establishing, controlling and verifying process capability and product characteristicsProceduresThe supplier shall establish and maintain documented procedures to implement and control the application of the statistical techniques identified above

www.servicesltd.co.uk
©
Quality Management Process Model

www.servicesltd.co.uk
©
EFQM Excellence ModelRESULTS 50%ENABLERS 50%
KeyPerformance
Results15%
People9%
Policy &Strategy
8%
Leadership10%
Partnerships&
Resources9%
PeopleResults
9%
CustomerResults
20%Processes
14%
SocietyResults
6%
INNOVATION & LEARNING

KeyPerformance
Results
People
Policy &Strategy
Leadership
Partnerships& Resources
PeopleResults
CustomerResultsProcesses
SocietyResults
Managing VariationReduction6 Sigma
Tools: SPC D.O.E Taguchi Cpk
www.servicesltd.co.uk
©

www.servicesltd.co.uk
©
Design for Six Sigma -Six Steps to Six Sigma:
1. Identify requirements of end-product2. Determine the characteristics of the components of the product that
are key to meeting the end-product requirements3. Determine for each key characteristic, the process step that affects
or controls it4. Identify target value for each characteristic that minimises impact of
variation upon end-product, and determine maximum allowable range or tolerance of that characteristic
5. Identify actual or expected variation in each characteristic anddetermine capability of relevant process step for that characteristic
6. Ensure that process steps are in statistical control and centredaround the targets

www.servicesltd.co.uk
©
Six Steps - Example: A TableStep One Table is balanced on its legsStep Two Legs are correct sizeStep Three Sawing processStep Four 27 inches
26.9 - 27.1 inches (allowable range)Step Five 26.8 - 27.2 inches (actual variation)
Step Six Improve sawing accuracy
CP = Allowable Range = 0.5“Actual Variation”
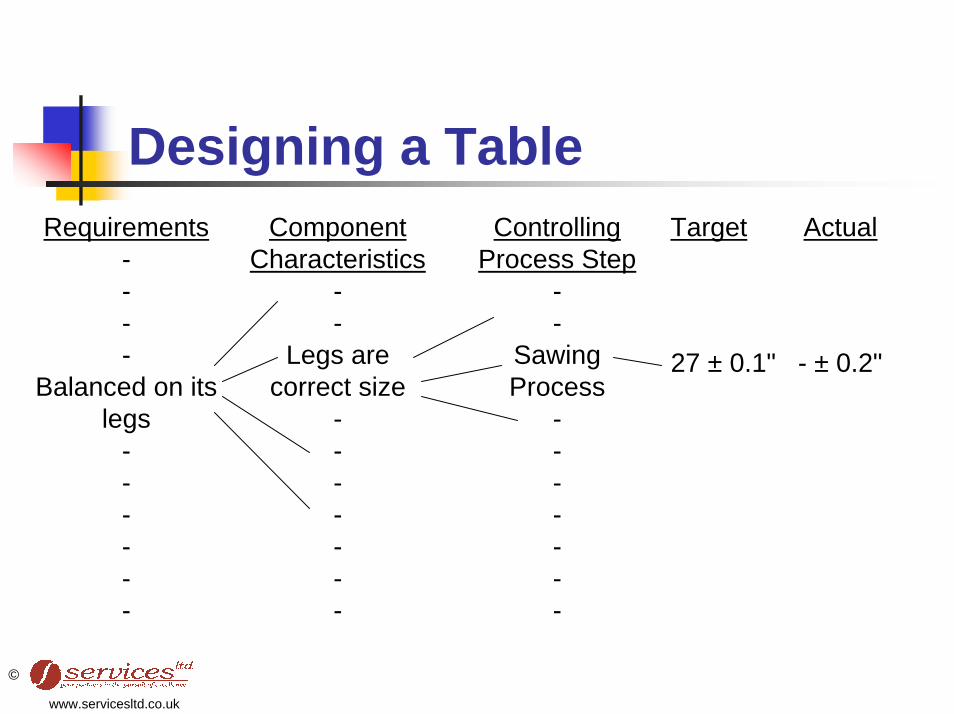
Designing a TableRequirements
----
Balanced on its legs
------
Component Characteristics
--
Legs arecorrect size
-------
Controlling Process Step
--
Sawing Process
-------
Target Actual
27 ± 0.1" - ± 0.2"
www.servicesltd.co.uk
©

www.servicesltd.co.uk
©
Some Other IssuesDanger of dilutionConcentration on Statistical techniques and left brain‘Old-fashioned’ statisticsLack of formal link to Policy DeploymentEmphasis on Cost Down, not Profit UpCulture/Buy-in/”hype”Integration with other Programmes

www.servicesltd.co.uk
©
My ExperiencesVery effective focus programmeEven if infrastructure not right still effective projectsMay improve processes but not other infrastructureWhole programme should be planned and scopedVery good people development

www.servicesltd.co.uk
©
Toolkit and Training IssuesLearning by roteTraining requirement – Black Belts without DOE!/Danger of dilution“Left-brain only” - 141 statistical tools/ old-fashioned statistics“Right-brain” creativity/innovation tools
- e.g Six Hats, Triz etc.

www.servicesltd.co.uk
©
Six Sigma and the StatisticianImpact of Japanese approaches in Six Sigma on traditional engineering and statistical roles, structures and work practices
Black Belts MAY be engineers or statisticiansNeed for mind-set change
- Fact-based Data-driven decision combined with Engineering knowledge and judgement
- Cost, Customer Focus and Business Decision Making focus- Balanced treatment of variation and risk
- enfranchisement of workforce in statistical methods- questions role of ‘statistical elite’- potential move from specialists to mentors, trainers and Project
Managers- extend roles but also include others

www.servicesltd.co.uk
©
Are The Statisticians Included?Thin on the ground!Nervousness on “purity”Packaged solutionsIssues on role/erosion of practiceConflicts of method
www.servicesltd.co.uk
©
The Image and the OpportunityStatistical Elite?Specialists?AnalysersGatekeepers
ORMentors, enablers, supporters
www.servicesltd.co.uk
©
“Enfranchisement” of Statistical MethodsDo we want to see ‘correct’ use by a few or largely correct use by the many?Do we want to be ‘in’ or ‘out’?

www.servicesltd.co.uk
©
So, What Should We Do? ParticipateSupportMentorHelp Focus programme