systÉm tenkÁ vrstva substrÁt v aplikaci na ŘeznÝch …
TRANSCRIPT

SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH
Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: [email protected]
Západočeská univerzita v Plzni
Tento příspěvek vznikl na základě řešení postdoktorandského grantu 106/03/P092.

Kde začala průmyslová aplikace
1967 – CVD vrstva TiC na řezné destičce ze slinutého karbidu
2/30

Systém tenká vrstva-substrát
Deponované tenké vrstvy je třeba chápat jako systém, neboť vrstva pro svoji tloušťku dosahuje společně se substrátem specifických vlastností a chování.
3/30
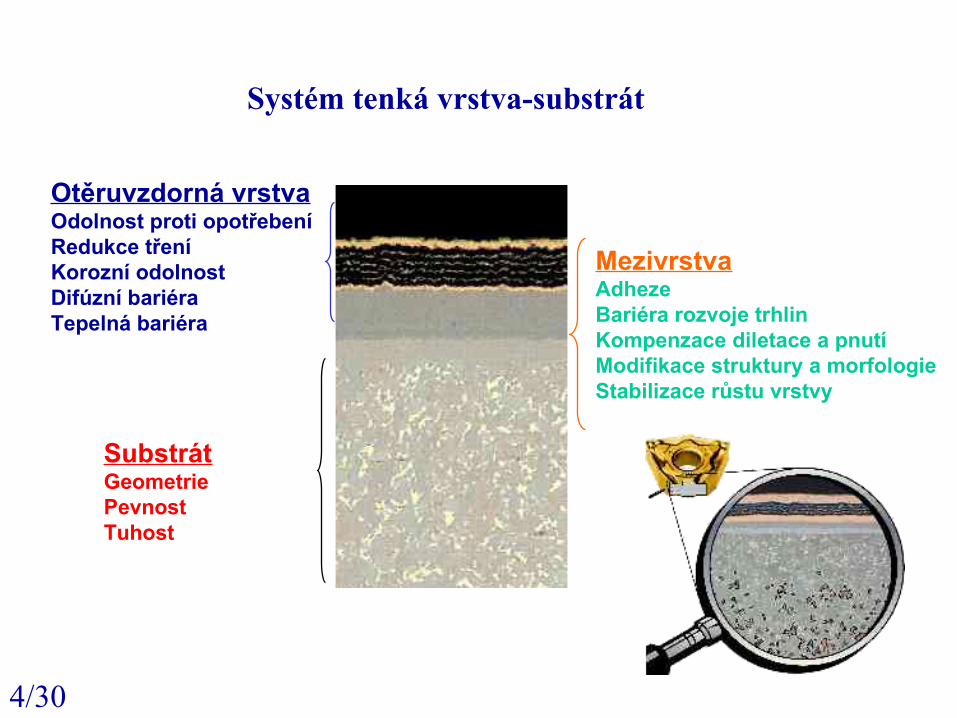
Systém tenká vrstva-substrát
Otěruvzdorná vrstvaOdolnost proti opotřebeníRedukce třeníKorozní odolnostDifúzní bariéraTepelná bariéra
SubstrátGeometriePevnostTuhost
MezivrstvaAdhezeBariéra rozvoje trhlinKompenzace diletace a pnutí Modifikace struktury a morfologieStabilizace růstu vrstvy
4/30

ostatní -kombinace
50%
řezné materiály
19%
geometrie řezných
nástrojů 1%tenké vrstvy
30%
Vše začíná již od substrátu
Správná volba substrátu
Povrch substrátu + geometrie
Velmi málo pozornosti se věnuje geometrii
5/30

DepoziceCVD: TiN, TiCN, Al2O3 , ….. DLCPVD: TiN, TiCN, TiAlN,AlTiN, TiAlSiN, TiB2, CrN, WC/C, MoS2, DLC,....
komplexní systémy Systémy:MonovrstvaMonovrstva s adhezní vrstvičkou Gradientní vrstvaNanostrukturovaná vrstvaNanokompozitní vrstva
KOVALENTNÍVAZBA
KOVOVÁ VAZBA
HETERO-POLÁRNÍ
(IONTOVÁ)VAZBA
TiC
WCTiN
TiB2
Al2O3
ZrO2
Si3N4
C
AlNSiC
6/30

PVD10µm
Základní depoziční procesy
1050°C
950°C
750°C
500°C
300°C
Chemical Vapor DepositionCVD
Plasma AssistedChemical Vapor DepositionPACVD
Physical Vapor DepositionPVD
CVD10µm
7/30

Depoziční procesyDepoziční procesyVlastnosti vrstvyVlastnosti vrstvy
1050°C
950°C
750°C
500°C
300°C
CVD
PACVD
PVD
Adheze
Pnutí
Teplotní stabilita
8/30

0
1000
2000
3000
4000
5000
1950-1980 1980-1990 1990-2001 2000-2010
CVD
PVDP
ub
lika
ce
Časový průběh výzkumných prací zabývající se CVD/PVD technologií Klíčová slova: CVD / PVD, coatings, wear, tool, tribology Zdroj: COMPENDEX, METADEX, CHEM. ABSTRACTS
9/30

CVDChemical Vapor Deposition
10/30
10µm
A1/57/4
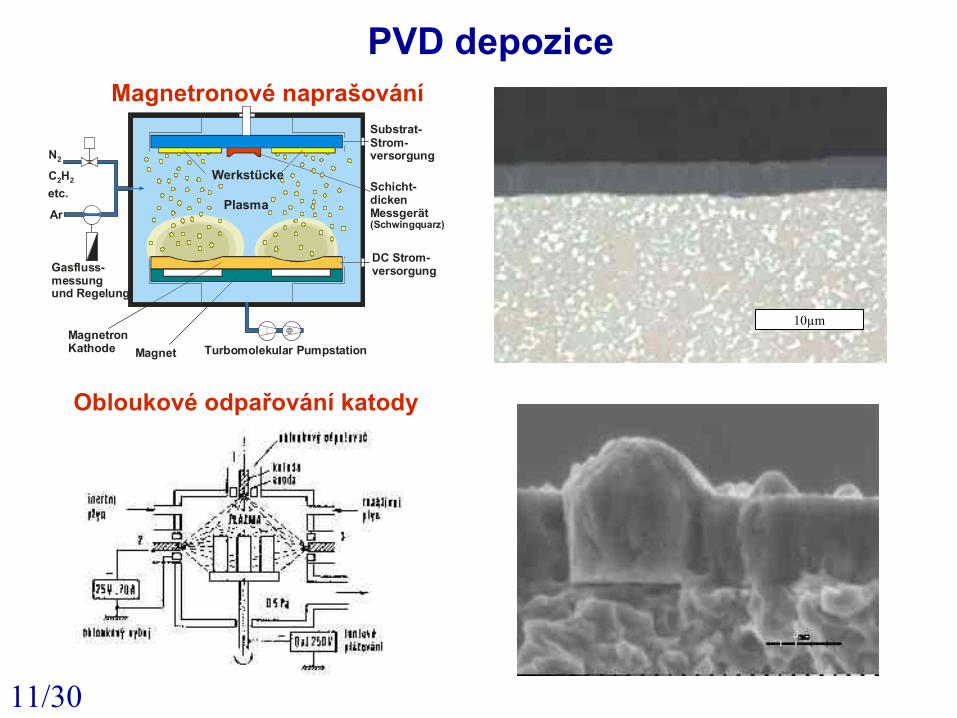
DC Strom-versorgung
Werkstücke
Plasma
MagnetronKathode Magnet
Gasfluss-messungund Regelung
Ar
N2
C2H2
etc.
Substrat-Strom-versorgung
Schicht-dickenMessgerät(Schwingquarz)
Turbomolekular Pumpstation
PVD depozice Magnetronové naprašování
Obloukové odpařování katody
11/30

Běžná struktura vrstvy [1]
Monovrstva
12/30

Monovrstva s adhezní vrstvičkou
Běžná struktura vrstvy [1]
Monovrstva
13/30

Monovrstva s adhezní vrstvičkou
Monovrstva
Moderní struktura vrstvy [1]
Gradientní vrstva
14/30

Gradientní vrstvaMonovrstva s adhezní vrstvičkou
Monovrstva
Moderní struktura vrstvy [1]
15/30

100 nm
Nanovrstevná struktura
Moderní struktura vrstvy - Nanostrukturované vrstvy [1]
16/30

Nárůst tvrdosti pomocí řízené periody vrstev - příklad
Supermřížka – nanovrstvy [1]
TiN-CrN
AlN
TiN-CrN
7 nm
Zdroj: Nortwestern University, IL, USA
1 10 100 1000
perioda nanovrstev [nm]
0
10
20
30
40
50nanotvrdost; [GPa]
17/30

100 nm
Nanovrstevná struktura Nanokompozitní struktura
Moderní struktura vrstvy [1]: - Nanostrukturované - Nanokompozitní
18/30

Nanokompozitní struktura; nc- (Ti1-x Alx)/a-Si3N4 [1]
Model
Source: S. Veprek, TU München
TEM obrázek monovrstvy nc-kompozitu
Měřeno v EPF, Lausanne
Zdroj: S. Veprek, TU Munich
19/30

Zvýšení mikrotvrdosti aplikací progresivních tenkých vrstev TiAlSiN
20/30
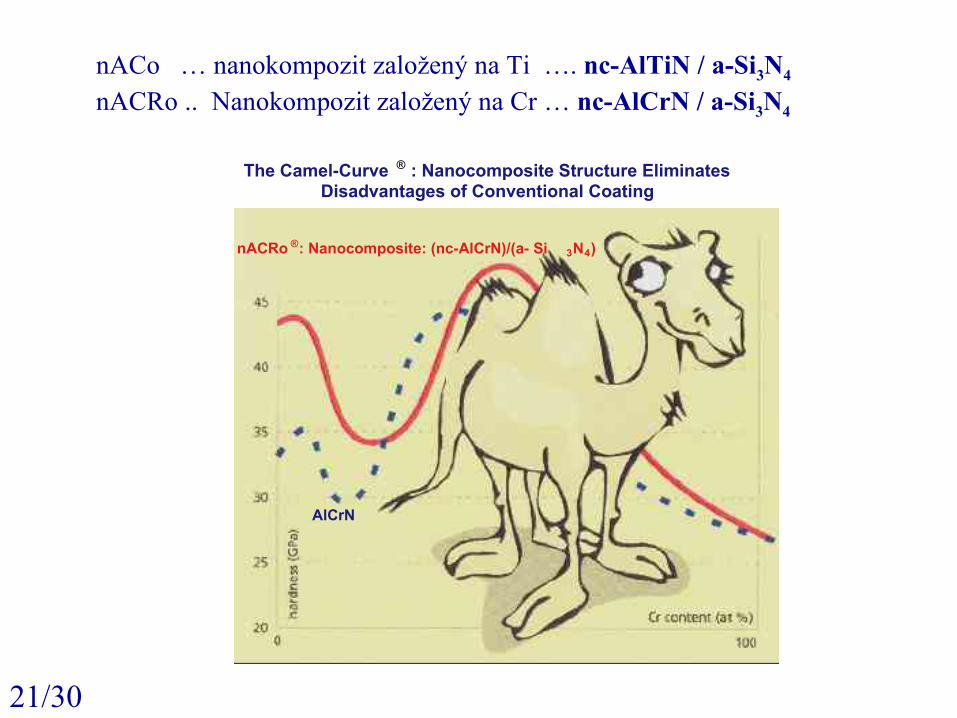
The Camel-Curve ® : Nanocomposite Structure Eliminates Disadvantages of Conventional Coating
nACRo ®: Nanocomposite: (nc-AlCrN)/(a- Si 3N4)
AlCrN
nACo … nanokompozit založený na Ti …. nc-AlTiN / a-Si3N4
nACRo .. Nanokompozit založený na Cr … nc-AlCrN / a-Si3N4
21/30

Base CrN VN TiN WN NbN ZrN HfNmax. AlNc 77,2 72,4 65,3 53,9 52,9 33,4 21,2
Ref.: ISIJ International 38, 925-934 (1998)
Vliv množství hliníku na vznik hexagonální strukturní mřížky
0 20 40 60 80 100
10
20
30
40 T 25[°C]
AlCrSiNAlTiSiN
Al [at%]
Hardness0.07
[GPa]
22/30
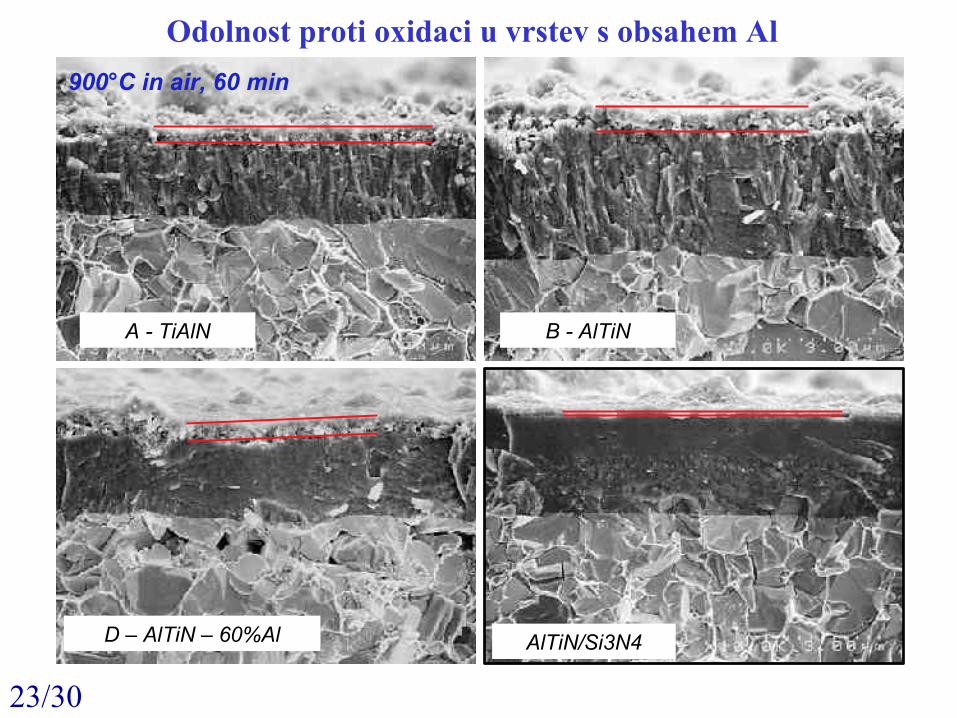
Odolnost proti oxidaci u vrstev s obsahem Al
A - TiAlN B - AlTiN
AlTiN/Si3N4D – AlTiN – 60%Al
900°C in air, 60 min
23/30
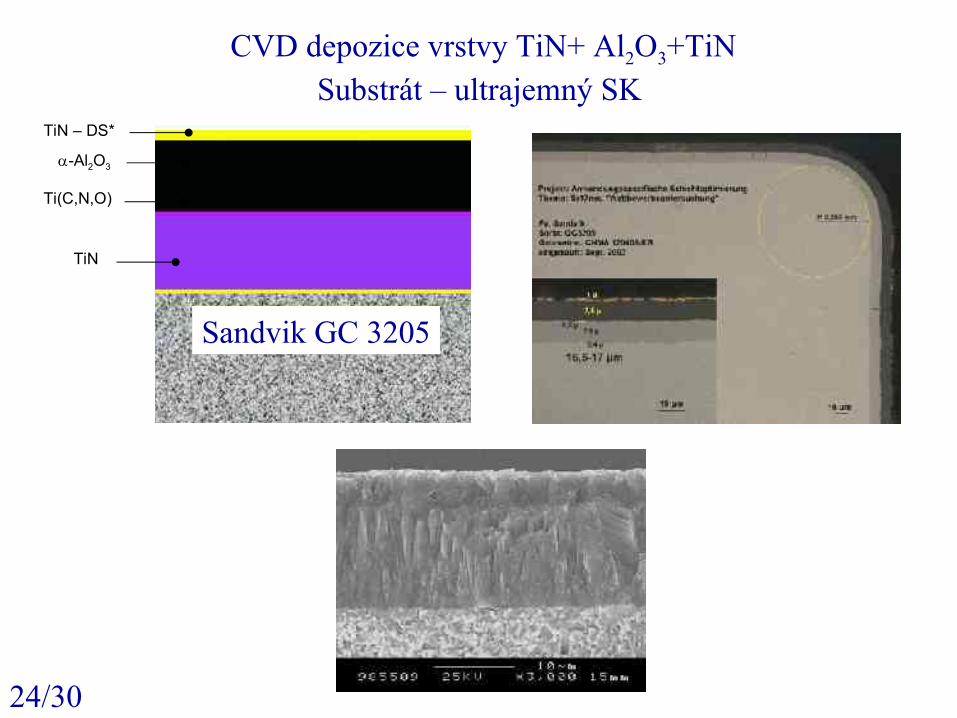
TiN – DS*
-Al2O3
Ti(C,N,O)
TiN
CVD depozice vrstvy TiN+ Al2O3+TiNSubstrát – ultrajemný SK
Sandvik GC 3205
24/30

Rozdělení odváděného tepla v závislosti na řezné rychlosti při obrábění oceli
Lavinovitý otěr nástroje následkem tepelného i mechanického přetížení
Teplotní přetížení nástroje – nejčastější příčina poškození
Vrstvy jako např. Al2O3 popř. AlTiN vytváří tepelné bariéry
25/30
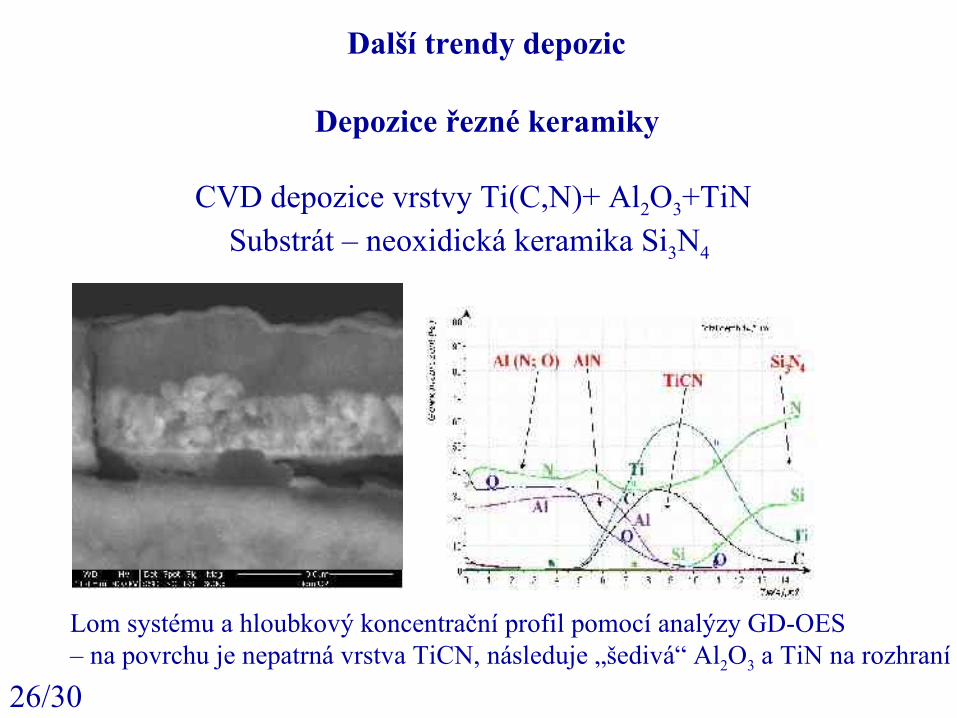
CVD depozice vrstvy Ti(C,N)+ Al2O3+TiNSubstrát – neoxidická keramika Si3N4
Další trendy depozic
Depozice řezné keramiky
26/30
Lom systému a hloubkový koncentrační profil pomocí analýzy GD-OES – na povrchu je nepatrná vrstva TiCN, následuje „šedivá“ Al2O3 a TiN na rozhraní

Srovnání - "PIN - on - DISC" ball Al2O3
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35
Dráha v km
ko
ef. t
řen
í
MoS2 AlTiN Vrstva na bázi uhlíku
MoS2
Vrstva na bázi uhlíku
AlTiN
Srovnání koef. tření – kulička Al2O3
Frikční vrstvy
Ternární fázový diagram vazeb u a –C:H.
Krystalografická mřížka MoS2 27/30

Hodnoty trvanlivosti T při limitním opotřebení VB=0,3 mm
0
50
100
150
200
250
40 50 60 70 80Řezná rychlost v (m/min)
Trv
anliv
ost
T (
min
)
SK (v=38,52,63,80 m/min)
TiN (v=54,64,72,80 m/min)
TiN-TiP (v=50,60,70,80 m/min)
TiAlN-AlP (v=48,57,68,77 m/min)
TiAlSiN-alfa (v=52,62,73,80 m/min)
TiAlSiN-beta (v=57,67,75,87 m/min)
1.5
1.3
0.8
0.8
0.7
0.8
1.2
1.0
0.4
1.3
1.5
1.9
2.2
2.0
1.8
1.8
1.3
1.8
1.31.20.9
1.31.51.6
1.2
1.7
0.8
2.0
3.5
2.7
1.31.82.3
1.74.13.9
1.7
1.5
1.0
1.5
1.1
1.3
1.41.93.6
0.93.21.5
1.6
2.2
2.4
3.5
2.2
2.4
2.3
1.4
0.8
3.6
3.8
2.1
1.0
1.2
1.1
2.3
3.5
2.4
0.5
1.0
1.3
0.8
0.91.0
Ra
V minulosti byla hlavní pozornost věnována ekonomice obrábění
Ekonomická stránka je samozřejmostí, hlavní trend vývoje bude sledovat kvalitu, ekologický dopad a snadnou obnovitelnost nástrojů.
28/30

Trend vývoje – požadavek na moderní nástroje s progresivními vrstvami:- Větší trvanlivost nástroje (využití v hromadné výrobě, automaty)- Obrobený povrch s vyšší kvalitou (lepší povrch při stejné ceně – vyšší kvalita)- Obrábění s minimálním množstvím procesní kapaliny (ekologie, cena, starosti)
29/30

Závěr
Depozice i tenké vrstvy samotné prodělaly za posledních 40 let značný vývoj. Ovlivnily celou řadu odvětví, přesto jejich možnosti nejsou ještě plně zmapovány natož vyčerpány.
Pro jejich rychlejší aplikaci je důležitá komunikace mezi výrobcem – (depozice), zkušební laboratoří, výrobcem nástrojů a konečným uživatelem.
Prezentaci společně s příspěvkem je možné stáhnout na internetových stránkách: www.ateam.zcu.czwww.ateam.zcu.cz
30/30