t e s i s148.204.210.201/tesis/1541709594791tesis.pdf · 2018-11-08 · paciencia, cariño,...
TRANSCRIPT

INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA
DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
PROPUESTA DE CAPACITACIÓN PARA LA PREVENCIÓN DE RIESGOS LABORALES EN LA ACTIVIDAD DE SOPLETEADO DE
TRENES. CASO DE ESTUDIO: SISTEMA DE TRANSPORTE COLECTIVO DE LA CIUDAD DE MÉXICO
T E S I S
PARA OBTENER EL GRADO DE
MAESTRA EN ADMINISTRACIÓN
PRESENTA:
LEIDY PATRICIA ABRIL ARDILA
DIRECTOR: DR. SERGIO RAÚL JIMÉNEZ JEREZ
CIUDAD DE MÉXICO, 2018



Dedico esta tesis, a mis papás,
los mejores padres del mundo,
Patricia y Jairo.

i
Agradecimientos
En primer lugar, agradezco a Dios por brindarme salud y tantas bendiciones durante esta etapa de mi vida.
En especial a mis padres, porque su amor ha sido mi pilar durante toda mi vida, porque son el motivo de
mi vivir, gracias por ser los mejores padres del mundo y permitir que volara lejos para convertir este sueño
en realidad.
Agradezco a mi director de tesis, el doctor Sergio Raúl Jiménez Jerez, por confiar en mi desde el primer
momento en que nos conocimos, por guiarme durante todo este proceso y por mostrarme una visión
diferente del mundo durante sus clases.
A todos mis maestros y miembros de mi comité tutorial. El doctor Raúl Junior Sandoval Gómez, la doctora
María Guadalupe Obregón Sánchez, la doctora Claudia Alejandra Hernández Herrera y el doctor Mario
Aguilar Fernández, por orientarme, opinando, corrigiendo y aportando su conocimiento y experiencia para
llevar a cabalidad de la mejor manera esta investigación.
Al doctor Pablo Escamilla, no tengo palabras para expresar mi agradecimiento por ser mi guía, por su
paciencia, cariño, dedicación hacia mí y ayuda incondicional.
A la maestra María del Carmen Belmont Chacón, porque a pesar de no conocernos previamente, no dudó
en brindarme todo su conocimiento y ser mi mentora en gran parte de esta tesis.
Al ingeniero Victoriano Angüis, agradezco por ser tan buena persona conmigo y creer en mí. Simplemente
gracias por ser como mi ángel de la guarda.
A mis amigos David Rojas y Andrés Pacheco, por su amistad incondicional y porque a pesar de la distancia
han sido partícipes de este estudio.
A mi amigo Alexis Vergel, gracias ser mi confidente y por hacer mi estadía en México más amena, al
hacerme reír en momentos de estrés y preocupación.
A mi mejor amiga Silvia Rangel, por sacar siempre tiempo para oír mis historias y tener palabras de aliento
cuando las cosas no iban muy bien.
A José Ramón Maestre, el español más simpático, amable y mejor chef, a María Teresa Reyes y Adriana
Reyes, por convertir mi estancia en España en una de las mejores experiencias de mi vida.
Al Consejo Nacional de Ciencia y Tecnología, (CONACYT) por el otorgamiento de la beca para realizar
mis estudios de maestría, sin su apoyo no hubiese sido esto posible.
Al STC por abrir sus puertas para la realización de este proyecto. En especial al ingeniero Luis Galván por
el tiempo brindado para la realización de entrevistas y visitas y a David Domínguez por compartir su
experiencia sobre las labores de mantenimiento del metro.
Al metro de Madrid y demás instituciones y personas que de manera directa e indirecta me brindaron ayuda,
información y tiempo para la realización de esta investigación.

ii
Tabla de contenido
Tabla de contenido ......................................................................................................................... i
Lista de Figuras ............................................................................................................................ V
Lista de Tablas ............................................................................................................................ VI
Agradecimientos ............................................................................................................................. i
Resumen ..................................................................................................................................... VII
Abstract ..................................................................................................................................... VIII
Introducción .................................................................................................................................. 1
1. Diseño de la investigación ..................................................................................................... 3
1.1 Antecedentes ....................................................................................................................... 4
1.2 Planteamiento del problema. ............................................................................................... 5
1.3 Pregunta de investigación ................................................................................................... 8
1.4 Objetivo general .................................................................................................................. 8
1.5 Objetivo específico ............................................................................................................. 8
1.6 Justificación ........................................................................................................................ 9
1.7 Alcances y limitaciones. ............................................................................................... 10
1.8 Metodología ...................................................................................................................... 11
2. Revisión de la literatura sobre Capacitación y Seguridad e Higiene Industrial ........... 16
2.1 Historia de la capacitación ................................................................................................ 17
2.2 Concepto de capacitación ................................................................................................. 18
2.3 La capacitación en México ............................................................................................... 19
2.4 Proceso de capacitación y desarrollo ................................................................................ 20
2.4.1 Diagnóstico de necesidades de capacitación. . ......................................................... 21
2.4.1.1 Análisis de tareas. ............................................................................................... 22
2.4.1.2 Análisis de desempeño. . ...................................................................................... 22
2.5 Historia de la Seguridad e Higiene Industrial ................................................................... 23
2.5.1 Filosofía de Seguridad de Heinrich. ........................................................................ 26
2.6 Higiene y seguridad industrial en México ........................................................................ 26
2.7 Marco legal nacional sobre seguridad e higiene industrial ............................................... 27
2.7.1 Constitución Política de los Estados Unidos Mexicanos. ......................................... 28

iii
2.7.2 Ley Federal del trabajo. ............................................................................................ 29
2.7.3 Reglamento Federal de Seguridad e Higiene en el Trabajo. ..................................... 32
2.7.4 Normas Oficiales Mexicanas. ................................................................................... 33
3. Detección de Necesidades de Capacitación ....................................................................... 34
3.1 Objetivo de la detección de necesidades de capacitación ................................................. 35
3.2 Área problema ................................................................................................................... 35
3.3 Puesto problema ................................................................................................................ 35
3.4 Actividad más riesgosa ..................................................................................................... 35
3.5 Recopilación de información ............................................................................................ 36
3.5.1 Encuesta. ................................................................................................................... 36
3.5.2 Visita de campo. ...................................................................................................... 40
3.5.3 Perfil de puesto. ...................................................................................................... 40
3.5.4 Actividad de sopleteado de trenes. .......................................................................... 41
3.6 Resultados de instrumento aplicado a personal operativo ................................................ 51
3.6.1 Inspecciones de seguridad......................................................................................... 51
3.6.2 Capacitación en seguridad. ....................................................................................... 53
3.6.3 Difusión de información. .......................................................................................... 54
3.6.4 Señalamientos. .......................................................................................................... 56
3.6.5 Simulacros................................................................................................................. 57
3.6.6 Instalaciones. ............................................................................................................. 58
3.6.7 Higiene y salud. ........................................................................................................ 59
3.6.8 Capacitación. ............................................................................................................. 61
3.6.9 Ergonomía. ................................................................................................................ 63
3.7 Resultados de Visita de Campo ........................................................................................ 65
3.7.1 Señalamientos de Seguridad. .................................................................................. 71
3.8 Resultado de encuesta a personal directivo de seguridad e higiene .................................. 75
3.9 Diagnóstico General.......................................................................................................... 77
3.9.1 Administración y funcionamiento del área ............................................................... 77
3.9.2 Seguridad e higiene. .................................................................................................. 78
4. Estudio comparativo: Metro de la Ciudad de México versus Metro de Madrid .......... 80
4.1 Características generales ................................................................................................... 81
4.2 Sistemas de administración ............................................................................................... 82
4.3 Perfil de puestos ................................................................................................................ 83
4.4 Proceso de selección y contratación ................................................................................. 85
4.5 Proceso de sopleteado ....................................................................................................... 88
4.6 Aspectos generales de seguridad e higiene ....................................................................... 90
4.6.1 Inspecciones de seguridad. ...................................................................................... 90
4.6.2 Medicina laboral y vigilancia de la salud. ................................................................ 91

iv
4.6.3 Accidentes laborales. .............................................................................................. 92
5. Propuesta de programas de capacitación y adiestramiento en la actividad de
sopleteado de trenes. ................................................................................................................... 94
5.1 Medidas para prevenir riesgos laborales en la actividad de sopleteado ............................ 95
5.2 Nuevo sistema de comunicación técnico-conductor ....................................................... 100
5.3 Programa de capacitación ............................................................................................... 101
5.4 Programa de adiestramiento ............................................................................................ 103
Conclusiones .............................................................................................................................. 106
Recomendaciones ...................................................................................................................... 112
Trabajo futuro ........................................................................................................................... 113
Referencias................................................................................................................................. 114
Anexos ........................................................................................................................................ 119

V
Lista de Figuras
Figura 1. Número de usuarios de metro en ciudades del mundo en el 2015 .................................. 4
Figura 2. Número de accidentes laborales en el Área de Material Rodante (2005-2014) .............. 7
Figura 3. Metodología ................................................................................................................... 11
Figura 4. Necesidades de capacitación ......................................................................................... 21
Figura 5. Evolución histórica de la seguridad e higiene industrial ............................................... 25
Figura 6. Teoría de las fichas de dominó de Heinrich .................................................................. 26
Figura 7. Hechos históricos de la Seguridad Industrial en México .............................................. 27
Figura 8. Métodos y técnicas a utilizar ......................................................................................... 36
Figura 9. Conformación de un convoy de 9 carros ....................................................................... 41
Figura 10. Conformación de un convoy de 6 carros ..................................................................... 42
Figura 11. Equipo de protección personal .................................................................................... 42
Figura 12. Cámara de sopleteado de trenes. Metro Ciudad de México ........................................ 43
Figura 13. Sopleteado dentro de un vagón de metro .................................................................... 43
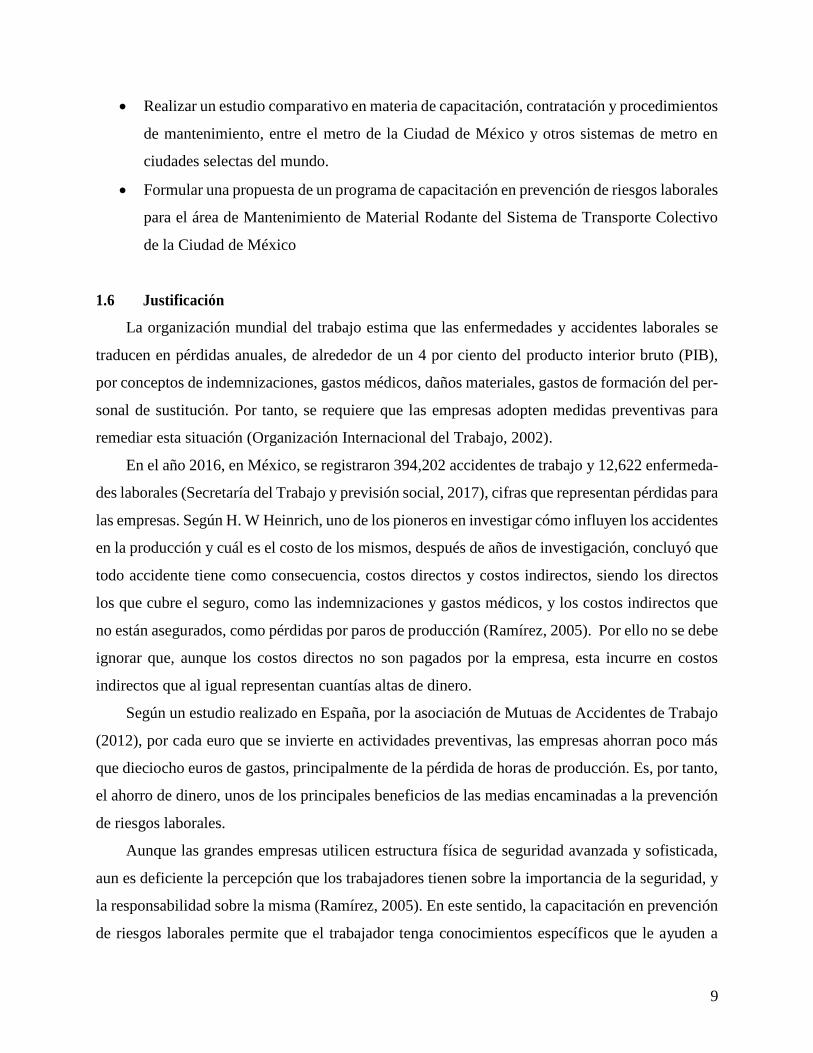
Figura 14. Diagrama de flujo de la actividad de sopleteado. ........................................................ 47
Figura 15. Resultados de las inspecciones de seguridad ............................................................... 52
Figura 16. Resultados de capacitación en seguridad. ................................................................... 54
Figura 17. Resultados de difusión de información ....................................................................... 55
Figura 18. Resultados de señalamientos ....................................................................................... 56
Figura 19. Resultados de higiene y salud ...................................................................................... 60
Figura 20. Actividades en el área de mantenimiento de material rodante .................................... 70
Figura 21. Proceso de selección. Metro de Madrid ...................................................................... 86
Figura 22. Proceso de selección. Metro de la Ciudad de México ................................................. 87
Figura 23. Nave de soplado. Metro de Madrid ............................................................................. 89
Figura 24. Cámara de sopleteado. Metro de la Ciudad de México ............................................... 89
Figura 25. Número de accidentes laborales en el Área de Mantenimiento de Material Rodante
(2005-2014) .................................................................................................................. 92
Figura 26. Elementos que componen el capítulo “Propuesta” ...................................................... 94
Figura 27. Contenido del programa de capacitación .................................................................. 102
Figura 28. Contenido del programa de adiestramiento ............................................................... 104

VI
Lista de Tablas
Tabla 1. Métodos para hallar necesidades de capacitación en puestos de trabajo ........................ 22
Tabla 2. Matriz de operacionalización de variables...................................................................... 37
Tabla 3. Reactivos para elaboración de encuesta.......................................................................... 38
Tabla 4. Procedimiento para el sopleteado de trenes. ................................................................... 45
Tabla 5. Riesgos de los trabajadores del área de mantenimiento de material rodante .................. 48
Tabla 6. Resultados referente a simulacros ................................................................................... 57
Tabla 7. Resultados referentes a las condiciones y servicios de las instalaciones de trabajo. ...... 58
Tabla 8. Resultados referentes a capacitación .............................................................................. 62
Tabla 9. Resultados referentes a la ergonomía ............................................................................. 64
Tabla 10. Resultados de la vista de campo ................................................................................... 66
Tabla 11. Pendiente nombre de tabla ............................................................................................ 72
Tabla 12. Comentarios sobre encuesta a personal administrativo ................................................ 76
Tabla 13. Características generales del metro de Madrid y el Metro de la Ciudad de México.
Año 2017 ...................................................................................................................... 81
Tabla 14. Sistemas de administración ........................................................................................... 82
Tabla 15. Perfil de puesto ............................................................................................................. 84
Tabla 16. Inspecciones de seguridad año 2016 ............................................................................. 90
Tabla 17. Actividades realizadas por medicina laboral en el Metro de Madrid. Año 2016 ......... 91
Tabla 18. Medidas preventivas. Actividad de sopleteado ............................................................. 96
Tabla 19. Semáforo en la cámara de sopleteado ......................................................................... 100

VII
Resumen
La presente investigación muestra los resultados obtenidos al realizar una evaluación y un
diagnóstico integral sobre los riesgos laborales en el área de Mantenimiento de Material Rodante
del Sistema de Transporte Colectivo de la Ciudad de México. La investigación aplicó una meto-
dología basada en la detección de necesidades de capacitación (DNC) en temas de prevención de
riesgos laborales e higiene industrial. Se llevaron a cabo una serie de entrevistas presenciales con
los responsables del área de seguridad e higienes en el STC acompañadas de visitas de campo al
taller de mantenimiento con hojas de verificación y listas de chequeo. Adicionalmente se recabó
información directa del personal operativo del área de mantenimiento mediante la aplicación de
70 cuestionarios diseñados bajo la escala de Likert y validados con un Alfa de cronbach de 0.98.
Los resultados mostraron deficiencias significativas en conocimientos básicos sobre seguri-
dad e higiene por parte de los trabajadores, así como la obsolescencia del Equipo de Protección
Personal brindado. Se evidenció la carencia de documentación básica como manuales de procedi-
mientos y perfiles de puesto. Se identificó una inadecuada contratación de personal basada en
procedimientos rudimentarios que comprometen la pertinencia del trabajador para el puesto al no
poder garantizar que cuenta con los conocimientos y las habilidades técnicas para sus labores co-
tidianas.
En esta investigación se proponen como alternativas de solución la modificación de activi-
dades en el procedimiento de sopleteado de trenes (actividad con mayor riesgo en el área) como el
sistema de comunicación entre conductor y técnico, así como un programa de capacitación y adies-
tramiento que incorpora y adapta elementos y estrategias exitosas aplicadas en sistemas de metros
europeos.

VIII
Abstract
This document highlights the main results obtained by carrying out an integral evaluation
regarding labor risks in the area of Rolling Stock Maintenance from the Collective Transport Sys-
tem of Mexico City (In Spanish STC). The study applied a methodology based on a Training Need
Analysis(TNA) (DNC) focused on issues of occupational risk prevention and industrial hygiene.
Face-to-face interviews were conducted with staff in charge of safety and health in the STC. In
addition, visits to the maintenance workshop were also conducted by applying verification forms
and checklists. Additionally, direct information was obtained from operational staff in the mainte-
nance area by applying 70 questionnaires designed under the Likert scale and validated with a
cronbach alpha of 0.98.
Results showed significant deficiencies in basic knowledge on safety and hygiene by an im-
portant part of workers. Obsolescence of the Personal Protection Equipment was also evidenced.
The lack of basic documentation such as procedure manuals and job profiles was detected. It was
noticed that the recruitment process is based on rudimentary procedures that jeopardises the safety
of workers, since the proper knowledge and technical skills for daily tasks cannot be guaranteed.
This study proposes the modification of the cleaning of trains using compressed air (activity
with greater risk in the area), the communication system between driver and technician is also
addressed by proposing an improved system. Finally training programs that incorporates and
adapts elements and successful strategies applied in European meter systems, are proposed.

1
Introducción
La provisión de la seguridad industrial y el correcto análisis de los riesgos de trabajo en cual-
quier empresa es hoy en día un elemento fundamental para el desarrollo organizacional. El consi-
derar estos elementos permite a la dirección no solo el mitigar los accidentes laborales y preservar
la integridad física de la persona sino también le permite desarrollar metodologías para identificar
áreas de oportunidad y reducir así los costos financieros derivados por incapacidades y accidentes.
La presente investigación analiza los elementos anteriormente descritos. Específicamente el
alto número de accidentes laborales en el área de mantenimiento de material rodante del Sistema
de Transporte Colectivo (STC) de la Ciudad de México, fue uno de los principales elementos que
incentivó la realización de este proyecto. Los aspectos negativos que se generan por una inade-
cuada gestión de los riesgos laborales en el STC pueden derivar incluso en consecuencias fatales
para el personal operativo. En esta tesis se reporta el análisis y el diagnóstico obtenidos al identi-
ficar la actividad de sopleteado de trenes como la actividad de mayor riesgo en el área de mante-
nimiento de material rodante, así como las propuestas y recomendaciones para mitigar dichos ries-
gos.
En el primer capítulo se muestra los aspectos metodológicos de la investigación. Se describe
en primera instancia la problemática y los antecedentes generales que dan origen al estudio. Se
definió el objetivo de la investigación, el cual fue planteado como proponer un programa de capa-
citación y adiestramiento para la prevención de riesgos laborales, basado en la detección de nece-
sidades de capacitación, en el área de Mantenimiento de Material Rodante del Sistema de Trans-
porte Colectivo de la Ciudad de México. En este capítulo igualmente se expone la pregunta de
investigación, el alcance y limitación del estudio, así como la metodología aplicada.
El segundo capítulo muestra la revisión de literatura realizada sobre capacitación y aspectos
de seguridad e higiene industrial. En este se describe la historia de la capacitación, se ahonda en
cómo es definida la capacitación por distintos autores y cuál es el proceso para llevarse a cabo.
Finalmente se procede a hacer una revisión de la literatura sobre la historia de la seguridad e hi-
giene industrial, su concepto y se finaliza con marco legal mexicano sobre seguridad industrial.
En el tercer capítulo se presenta la detección de necesidades de capacitación sobre aspectos
se seguridad e higiene industrial en el área de mantenimiento de material rodante. Dicho análisis
fue realizado mediante la aplicación de herramientas de recopilación de información, como lo son,
las visitas de campo, entrevistas y aplicación encuestas. Se muestran los resultados obtenidos del

2
análisis y el diagnóstico general que considera a la actividad de sopleteado de trenes como la más
riesgosa y la deficiencia en términos de conocimientos relacionados con la seguridad e higiene
industrial por parte del trabajador.
El cuarto capítulo muestra los resultados obtenidos al realizar un estudio comparativo en as-
pectos de capacitación y estrategias de seguridad e higiene entre el metro de la Ciudad de México
y el metro de la Ciudad de Madrid, España. Dicho análisis fue producto de una estancia de inves-
tigación corta realizada en dicho país. A lo largo del capítulo se exponen las diferencias entre los
perfiles de puestos de los técnicos de mantenimiento de material rodante y los procesos de selec-
ción y contratación de estos trabajadores. Finalmente se comparó la ejecución de la actividad de
sopleteado en cada uno de estos sistemas de transporte masivo para identificar elementos que pue-
dan ser sujetos de una transferencia de tecnología y adaptación al contexto del STC en México.
El quinto y último capítulo de la presente tesis describe la propuesta de mejora para aspectos
de seguridad e higiene en la actividad del sopleteado de trenes. La propuesta consiste en un nuevo
sistema de comunicación entre trabajadores para esta actividad soportada igualmente con una pro-
puesta de programas integrales de capacitación y adiestramientos para los técnicos que realizan el
sopleteado. Debido a la extensión y características de ambos programas, estos son presentados
como documentos independientes en dos anexos al final de la tesis. Estos programas contemplan
los siguientes elementos: objetivo, destinatario, políticas, principios de aprendizaje, lugar, mate-
riales y equipo, duración, contenido, carta descriptiva de cursos, metodología, retroalimentación,
evaluación y calendarización.
Finalmente, se discuten las reflexiones finales al concluir la investigación. Se enuncias las
conclusiones y se identifican diferentes elementos y aspectos potenciales para el desarrollo de
trabajos e investigaciones futuras.

3
Capítulo 1
1. Diseño de la investigación
El presente capítulo aborda las cuestiones metodológicas de la investigación. Se inicia con los
antecedentes, en donde se describe de manera general la historia del metro de la Ciudad de México,
posteriormente se expone el planteamiento del problema, la pregunta de investigación, los objeti-
vos, así como la justificación y el alcance de la misma. Finalmente se presenta la metodología, en
la que se esboza cada una de las etapas llevadas a cabo en el desarrollo de esta investigación.

4
1.1 Antecedentes
La construcción del metro de la Ciudad de México, surgió de la necesidad de aliviar la con-
gestión de tránsito y problemas de transporte público, que presentaba la ciudad durante la segunda
mitad del siglo XX. Fue entonces que, en el año 1967, se publica en el Diario Oficial el decreto
presidencial mediante el cual se crea un organismo público descentralizado, el Sistema de Trans-
porte Colectivo (STC), con recorrido subterráneo para el transporte público de la ciudad. Dos años
más tarde, el 4 de septiembre de 1969, llega el primer tren, procedente de Francia y hace el reco-
rrido inaugural, entre las estaciones de insurgentes y Zaragoza. Y es así como se dio inicio a la
obra civil más grande en la historia de la ciudad, tanto por su dimensión y costo, como por el
beneficio que aporta a sus habitantes (Sistema de Transporte Colectivo de la Ciudad de México,
2014).
Una característica del metro de la Ciudad de México, es que está en un proceso permanente
de transformación y crecimiento, por la incorporación de nuevas tecnologías y la ampliación de su
red. Sin embargo, aunque el metro ha estado en constante expansión, esta no ha ido de acuerdo a
su demanda de servicio (Órgano de Difusión del Gobierno del Distrito Federal, 2014). De acuerdo
con información publicada por el Sistema de Transporte Colectivo de la Ciudad de México (2016)
el metro moviliza alrededor de cinco millones de usuarios al día y se encuentra dentro del ranking
de los diez metros más concurridos del mundo, tal como lo muestra la siguiente imagen.
Figura 1. Número de usuarios de metro en ciudades del mundo en el 2015
Fuente: (Autoridad Metropolitana de Transporte de la Ciudad de Nueva York, 2015)
1.526
1.624
1.707
1.763
2.400
2.451
2.620
3.068
3.410
3.411
0 500 1.000 1.500 2.000 2.500 3.000 3.500 4.000
París
Ciudad de México
Hong Kong
Nueva York
Cantón
Moscú
Seúl
Shanghái
Pekín
Tokio
Número de usuarios (millones) en el año 2015

5
La figura 1 presenta un resumen del número de usuarios del sistema de transporte Metro de
algunas ciudades importantes del mundo. Se puede observar que el metro más concurrido es el de
Tokio, Japón con un total de 3.411 millones de usuarios en el año 2015. Por otro lado, el Metro de
la Ciudad de México se encuentra en la lista, ocupando el noveno lugar, movilizando 1.624 millo-
nes de usuarios en este mismo año. Cabe señalar que, de las diez ciudades mostradas, China so-
bresale con tres ciudades, estás son Pekín, Shanghái, Cantón y además con la Región Administra-
tiva Especial de Hong Kong.
1.2 Planteamiento del problema.
Dentro de los grandes asentamientos urbanos, las poblaciones requieren de servicios públicos
que faciliten sus labores cotidianas. Dentro de los servicios públicos más necesarios que afectan
de forma directa e indirecta el bienestar y economía de los habitantes, se encuentran los servicios
de transporte públicos (ONU-Hábitat, 2015). Por lo tanto, el transporte es un factor vital en una
ciudad, y de acuerdo con el reporte Hábitat de la Organización de las Naciones Unidas (2015) se
estima que para el 2050, el 70% de la población mundial vivirá en ciudades, por ello, el transporte
público es un aspecto de suma importancia para su gestión dentro de la agenda política de los
gobiernos.
Por otra parte, la Ciudad de México es una de las ciudades más grandes del mundo con cerca
de 9 millones de habitantes y más de 20 millones considerando el Área Metropolitana (INEGI,
2015). Si a esto se le adiciona una demanda creciente de los sistemas de transporte públicos, acom-
pañado de una red de infraestructura de transporte poco adecuada, implicaría que estos sistemas
no siempre resulten los más eficientes.
El sistema de transporte de pasajeros de la Ciudad de México se divide, por la forma en que
se administra, en transporte público, transporte público concesionado, en transporte particular y en
la Red de Transporte de Pasajeros (RTP). El transporte público del gobierno de la Ciudad de Mé-
xico está integrado por el Sistema de Transporte Colectivo, el Servicio de Transportes Eléctricos,
y el Metrobus. El transporte público concesionado está integrado por microbuses, autobuses, com-
bis y taxis (López, 2007).
De los sistemas de transporte públicos mencionados en el párrafo anterior, sobresale el caso
del Sistema de Transporte Colectivo (STC) popularmente denominado como “metro”. El STC fue

6
inaugurado el 4 de septiembre de 1969 con la puesta en marcha de la línea uno que corría origi-
nalmente de la estación Chapultepec a la estación Zaragoza (Sistema de Transporte Colectivo de
la Ciudad de México, 2014).
Cabe señalar que a diferencia del nivel demográfico del 2016, en 1969 la población de la
Ciudad de México oscilaba en 6.8 millones (INEGI, 1969), por lo que el STC originalmente no
consideraba una afluencia de pasajeros con niveles tan altos como los de hoy en día. Además, es
importante resaltar que actualmente no solo moviliza a habitantes de la Ciudad de México, sino
también a población del área metropolitana, la cual hace uso de los distintos medios de transporte
público para dirigirse a sus centros de trabajo, escuelas y demás destinos.
De acuerdo con datos de operación del STC, se reporta que en 2015 se tienen 12 líneas activas,
se contabilizan 195 estaciones y hay 302 trenes de los cuales 201 están en operación diaria, con
vueltas anuales realizadas de un millón 157 mil 490 (Sistema de Transporte Colectivo de la Ciudad
de México, 2015). En el año 2016, el Sistema de Transporte Colectivo de la Ciudad de México
movilizó alrededor de cuatro millones quinientos mil usuarios por día (Sistema de Transporte
Colectivo de la Ciudad de México, 2016a). En el año 2017, las estaciones con mayor afluencia
fueron, Pantitlán de la línea A, Indios Verdes de la línea 3 y Cuatro Caminos de la línea 2 (Sistema
de Transporte Colectivo de la Ciudad de México, 2017c). Como se puede apreciar, el STC se
encuentra en constante actividad a capacidades límite, por lo que un punto nodal para procurar su
eficiencia y la disponibilidad del servicio, es el tema del mantenimiento, tanto en todos los depar-
tamentos, pero en particular, el área de material rodante (trenes). El área de mantenimiento de
material rodante implica el desarrollo de actividades de alto riesgo debido la naturaleza de las
actividades, al entorno del trabajo y a los equipos y maquinaria utilizados (Figueroa, Torres,
García, Sánchez, & Sumano, 2009); por ende, los accidentes y riesgos laborales son un aspecto de
ocurrencia latente.
El STC cuenta con una Coordinación de Seguridad e Higiene, la cual dentro de una de sus
funciones se encuentra la identificación de los riesgos laborales a los que están expuestos los tra-
bajadores y generar estrategias para la reducción de los mismos (Sistema de Transporte Colectivo
de la Ciudad de México, 2017b). Cabe señalar que los riesgos laborales son los accidentes y en-
fermedades a que están expuestos los trabajadores en ejercicio o con motivo de trabajo, así lo
manifiesta el artículo 473 de la Ley Federal del Trabajo (Cámara de Diputados, 2015). En este
mismo sentido y adicionalmente al daño que provocan las lesiones y enfermedades producto del

7
trabajo, han de sumarse las pérdidas económicas, no solo para la empresa sino también para la
sociedad, ya que esto conlleva a la reducción de la capacidad del trabajo y de la productividad
(Organización Internacional del Trabajo, 2002).
Durante los últimos años, el STC ha presentado índices elevados de incidentes y accidentes
laborales en el área de mantenimiento de material rodante. El siguiente grafico muestra el reporte
de accidentes laborales de los años 2005 a 2014.
Figura 2. Número de accidentes laborales en el Área de Material Rodante (2005-2014)
Fuente: Suministrado por Coordinación de Seguridad e Higiene
Como se puede apreciar en la figura 2, el área de mantenimiento de material rodante presenta,
en casi todos los años mostrados, accidentes anuales superiores a 100. Es importante mencionar,
que las actividades realizadas por el personal de dicha área, son en su mayoría, labores manuales
que se basan en la destreza, capacidades técnicas y conocimiento adecuados de los procedimientos
de operación por parte del personal.
Como señala Angüis (2012), los incidentes y accidentes laborales, en materia de seguridad e
higiene, se deben a la falta de sistematización y controles encaminados a la prevención de riesgos,
así como de programas específicos que contemplen las situaciones que ponen en peligro la inte-
gridad en todos los aspectos de los trabajadores.
Por consiguiente, un aspecto que impacta en forma significativa en la mitigación de los acci-
dentes laborales, es la capacitación del personal en prevención de riesgos operativo (FISO, 2015).
El caso del STC muestra un panorama en donde, aun cuando se cuenta con una Coordinación de
Seguridad e Higiene, los accidentes en el área de mantenimiento de material rodante continúan
112 115124 123
118128 124
92102
86
0
20
40
60
80
100
120
140
2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
Núm
ero
de
acci
den
tes
Año
Número de accidentes laborales en el Área de Material
Rodante

8
presentándose. De acuerdo con la fundación Iberoamericana de seguridad y salud ocupacional, un
proceso de capacitación adecuadamente estructurado busca el establecimiento y fortalecimientos
de conocimientos, habilidades o actitudes del personal, a fin de contribuir en el logro de los obje-
tivos de la organización, y por ende mejorar las condiciones laborales dada la disminución de
incidentes relacionados a la seguridad en el lugar de trabajo.
Por lo anteriormente descrito, la presente investigación se centra en el desarrollo de programas
de capacitación y adiestramiento para el personal operativo del área de mantenimiento de material
rodante del Sistema de Transporte Colectivo “Metro” en la Ciudad de México. Detectar necesida-
des de capacitación en temas de seguridad e higiene industrial buscará la identificación de elemen-
tos claves y áreas de oportunidad para el diseño y estructuración de planes y programas de capa-
citación para la prevención de riesgos laborales y de esta forma fomentar una cultura de preven-
ción, que contribuyan a disminuir los índices de accidentalidad.
1.3 Pregunta de investigación
¿Qué elementos deben considerarse para estructurar un programa de capacitación integral que
reduzca los riesgos laborales en la actividad de sopleteado de trenes del área de Mantenimiento de
Material Rodante del Sistema de Transporte Colectivo de la Ciudad de México?
1.4 Objetivo general
Proponer un programa de capacitación y adiestramiento para la prevención de riesgos la-
borales, basado en la detección de necesidades de capacitación, en el área de Manteni-
miento de Material Rodante del Sistema de Transporte Colectivo de la Ciudad de México.
1.5 Objetivos específicos
Hacer una revisión conceptual de la literatura sobre aspectos de capacitación y seguridad e
higiene industrial.
Elaborar un diagnóstico de necesidades de capacitación en prevención de riesgos laborales
que permita identificar las principales fortalezas y/o debilidades de los de los trabajadores
del área de mantenimiento de Material Rodante del Sistema de Transporte Colectivo.
9
Realizar un estudio comparativo en materia de capacitación, contratación y procedimientos
de mantenimiento, entre el metro de la Ciudad de México y otros sistemas de metro en
ciudades selectas del mundo.
Formular una propuesta de un programa de capacitación en prevención de riesgos laborales
para el área de Mantenimiento de Material Rodante del Sistema de Transporte Colectivo
de la Ciudad de México
1.6 Justificación
La organización mundial del trabajo estima que las enfermedades y accidentes laborales se
traducen en pérdidas anuales, de alrededor de un 4 por ciento del producto interior bruto (PIB),
por conceptos de indemnizaciones, gastos médicos, daños materiales, gastos de formación del per-
sonal de sustitución. Por tanto, se requiere que las empresas adopten medidas preventivas para
remediar esta situación (Organización Internacional del Trabajo, 2002).
En el año 2016, en México, se registraron 394,202 accidentes de trabajo y 12,622 enfermeda-
des laborales (Secretaría del Trabajo y previsión social, 2017), cifras que representan pérdidas para
las empresas. Según H. W Heinrich, uno de los pioneros en investigar cómo influyen los accidentes
en la producción y cuál es el costo de los mismos, después de años de investigación, concluyó que
todo accidente tiene como consecuencia, costos directos y costos indirectos, siendo los directos
los que cubre el seguro, como las indemnizaciones y gastos médicos, y los costos indirectos que
no están asegurados, como pérdidas por paros de producción (Ramírez, 2005). Por ello no se debe
ignorar que, aunque los costos directos no son pagados por la empresa, esta incurre en costos
indirectos que al igual representan cuantías altas de dinero.
Según un estudio realizado en España, por la asociación de Mutuas de Accidentes de Trabajo
(2012), por cada euro que se invierte en actividades preventivas, las empresas ahorran poco más
que dieciocho euros de gastos, principalmente de la pérdida de horas de producción. Es, por tanto,
el ahorro de dinero, unos de los principales beneficios de las medias encaminadas a la prevención
de riesgos laborales.
Aunque las grandes empresas utilicen estructura física de seguridad avanzada y sofisticada,
aun es deficiente la percepción que los trabajadores tienen sobre la importancia de la seguridad, y
la responsabilidad sobre la misma (Ramírez, 2005). En este sentido, la capacitación en prevención
de riesgos laborales permite que el trabajador tenga conocimientos específicos que le ayuden a

10
evitar accidentes, contribuyendo a la creación de una cultura preventiva, y no solo eso, también
concientiza que lo referido a seguridad involucra su salud física y mental y que, por ello adherirse
a una política de prevención de riesgos con compromiso, garantizará altos niveles de seguridad y
protección (FISO, 2015).
Además de los beneficios ya mencionados, de capacitar a los trabajadores sobre prevención
de riesgos, es importante destacar que existe un marco legal al respecto, que evidencia que la
capacitación y lo concerniente a la seguridad industrial, más que una opción es una obligación. La
Constitución Política de los Estados Unidos Mexicanos, en el artículo 123 apartado A, hace men-
ción:
− Fracción XIII: Las empresas, cualquiera que sea su actividad, estarán obligadas a pro-
porcionar a sus trabajadores, capacitación y adiestramiento para el trabajo. La Ley
reglamentaria determinará los sistemas, métodos y procedimientos conforme a los
cuales los patrones deberán cumplir con dicha obligación.
− Fracción XIV: Los empresarios serán los responsables de los accidentes de trabajo y
de las enfermedades profesionales de los trabajadores.
− Fracción XV: El patrón estará obligado a observar, de acuerdo con su negociación, los
preceptos legales sobre higiene y seguridad en las instalaciones de su establecimiento.
El Área de Mantenimiento de Material Rodante, está conformada por 2006 trabajadores, a
pesar de que el número de accidentes ha disminuido paulatinamente, es preciso tomar medidas que
contribuyan a disminuir estos índices. Una estrategia global que deberían adoptar las empresas, es
la mejora de las condiciones de trabajo, a fin de prevenir lesiones y enfermedades laborales y hacer
mínimo los riesgos a los que están expuestos los trabajadores, para ello se requiere una evaluación
de riesgos efectiva, seguido de un programa eficaz de prevención (Elefterie, 2012). Es de esta
manera como el área en cuestión se beneficiará por adoptar medidas en relación con la prevención
de riesgos laborales.
1.7 Alcances y limitaciones.
Como se mencionó en apartados anteriores, el objetivo de esta investigación es proponer un
programa de capacitación para la prevención de riesgos laborales, para el personal operativo del
área de mantenimiento de material rodante del Sistema de Transporte Colectivo “Metro” en la
Ciudad de México.

11
Por lo tanto, el alcance de la investigación es elaborar una propuesta de dicho programa de
capacitación, que también contempla el adiestramiento de la actividad de sopleteado de trenes,
identificada como la actividad más riesgosa. Por tal motivo, la limitación es que el programa de
capacitación quedará como propuesta, no comprende esta investigación la ejecución del mismo.
1.8 Metodología
El siguiente gráfico esboza las etapas que se llevarán a cabo durante el desarrollo de la inves-
tigación.
Figura 3. Metodología
Fuente: Elaboración propia
De manera general, a continuación, se describen cada una de las etapas de la figura 3.
Planteamiento del problema. Esta etapa consiste en plantear el problema de estudio deli-
mitado y concreto a tratar. Para ello inicialmente se visita el departamento de Seguridad e Higiene
Industrial del Sistema de transporte Colectivo, donde en primera instancia se detecta la problemá-
tica; estas visitas también se hacen con la finalidad de acordar entre las partes (investigador y
directivos del metro) los lineamientos de la investigación. Este planteamiento del problema se
encuentra en el apartado 1.2
Determinación de las características de la investigación. El tipo de investigación en pri-
mera instancia es descriptivo. Se utiliza este tipo de investigación debido a que se analizan las
variables de estudio para estimar y analizar su comportamiento e incidencia en otras variables.
Específicamente se identificaron como variables la seguridad industrial y la higiene industrial.
Estas variables fueron segregadas a su vez en diferentes dimensiones y posteriormente en indica-
1. Planteamien
to del problema
2. Determinaci
ón de las característic
as de la investigación
3 . Revisión de la
literatura
4. Recolección
de información
5. Análisis de la
información
6. Detección de
necesidades de
capacitación
7. Estudio comparativ
o8. Propuesta

12
dores para su correcta evaluación, esto puede verse de forma clara en la matriz de operacionaliza-
ción de la tabla 2. Igualmente, el tipo de investigación es aplicada, debido a que se obtienen cono-
cimientos específicos y conlleva la resolución de un problema práctico, ubicado en un ambiente
real, no simulado o modelado. Tiene también un alcance transversal, ya que el estudio se realiza
en un momento determinado y analiza la situación actual de los trabajadores del área de manteni-
miento de material rodante del STC.
La investigación aplicó un enfoque mixto. El enfoque de investigación se refiere al orden
descriptivo orientado a estructuras teóricas y a la utilización de un diseño flexible para analizar la
realidad y las poblaciones objeto de estudio tanto desde un punto cualitativo como cuantitativo
(Hernández, 2014). Por consiguiente, el enfoque mixto en la presente investigación permitió ana-
lizar aspectos cualitativos como fue la percepción y las opiniones directas de los trabajadores en
aspectos referentes a su seguridad en el trabajo. De igual manera se utilizó un enfoque cuantitativo
ya que se recabaron datos duros como los incidentes y el número de accidentes en las zonas de
mantenimiento.
Las fuentes en esta investigación se asumen mixtas (primarias y secundarias), pues se realiza
una investigación documental de fuentes secundarias que implica la revisión de bibliografía espe-
cializada en materia de seguridad e higiene industrial, así como la revisión y análisis de reportes
técnicos, resultados de evaluación de las comisiones de seguridad, manuales de procedimientos y
perfiles de puesto. Adicionalmente se tiene la obtención de información a través de fuentes prima-
rias mediante trabajo de campo, que consiste en realizar entrevistas a profundidad, observación a
los participantes y aplicación de encuestas directas. Debido a lo anterior se hace un trabajo de
campo y se estudia el fenómeno en su ambiente natural y sin alteraciones. Adicionalmente la pro-
fundidad de la investigación es descriptiva, al plasmar las características del sujeto de estudio, que
en este caso son los trabajadores del área de mantenimiento de material rodante del STC
(Hernández, 2014).
Por último, el método de investigación es deductivo, puesto que se parte de un marco teórico
sobre todo lo concerniente a prevención de riesgos laborales, causas de los accidentes laborales,
importancia de la capacitación, normatividad mexicana sobre seguridad industrial, detección de
necesidades de capacitación y demás temáticas afines, para contextualizar la problemática parti-
cular expuesta y derivado de toda esta teoría, se permita dar respuesta a la pregunta de investiga-
ción formulada.

13
Revisión de la literatura. Hace referencia al marco teórico que da sustento a la investiga-
ción y mediante el cual se puede revelar estudios anteriormente realizados respecto a la problemá-
tica en cuestión, además de que las revisiones de diseños de investigación pueden servir como guía
para seleccionar los instrumentos apropiados en la recolección de los datos. De manera previa a la
revisión de literatura presentada en el capítulo 2, se consultaron diversas bases de datos. Para esto,
se hizo uso de la plataforma de búsqueda del Consorcio Nacional de Recursos de Información
Científica y Tecnológica (CONRICyt ), en la que se buscaron estudios realizado en materia de
seguridad industrial en sistemas férreos del mundo. De igual manera, haciendo uso de bases de
datos de tesis de distintas universidades mexicanas, se realizó la búsqueda de proyectos realizadas
en el Metro de la Ciudad de México y aunque se encontraron diversos estudios ninguno tuvo un
enfoque específico sobre prevención de riesgos laborales como el presente. Una vez obtenida esa
información, se procedió a revisar literatura, tanto en libros como en la web, sobre el concepto de
capacitación, su historia, y su sustento legal en México. De igual forma se revisó el concepto de
seguridad e higiene industrial, se expuso su historia y su marco legal en México. En todos los
conceptos analizados se hizo referencia a la fuente donde se obtuvieron las cuales pueden ser con-
sultadas en el apartado de referencias del presente documento.
Recolección de información. Para recolectar información se recurrió tanto a fuentes pri-
marias como a fuentes secundarias. Las fuentes primarias corresponden a las que vienen directa-
mente de la población de estudio, para ello se hizo uso principalmente de las siguientes herramien-
tas: bitácora de campo, observación, entrevistas y encuestas. Las fuentes secundarias son los re-
portes estadísticos y reportes de probabilidad de accidentes del Sistema de Transporte Colectivo.
Las fases de recolección de información y el diseño de los instrumentos, se realizaron con base en
recomendaciones descritas por Torres, Paz, & Salazar (2015). En cuanto a la aplicación de las
encuestas, en primera estancia, se procedió a calcular el tamaño de la muestra, el cual se describe
en el apartado 3.5.1.1. Posteriormente se procedió a validar el instrumento, tal como se describe
en el apartado 3.5.1.2, para esto se realizó un cuestionario piloto y se realizó su validación me-
diante el método “alfa de cronbach”. Seguidamente se aplicaron los cuestionarios al total de la
muestra de trabajadores del área de mantenimiento de material rodante. En cuanto a las entrevistas,
se hizo uso de ellas para la obtención de información del personal administrativo del área de Se-
guridad e Higiene Industrial. Se realizaron entrevistas de respuestas libre y de preguntas cerradas,

14
estas últimas se llevaron a cabo conforme a un cuestionario con preguntas redactadas de antemano,
el cual se encuentra en el anexo 4. La estructura de las entrevistas y manera de llevar a cabo, se
realizó conforme a los descrito por López & Deslauriers (2011).
Análisis de la información. Para el análisis de los datos cualitativos obtenidos, se inicia
esta fase con la organización de datos y transcripción del material para posteriormente codificar la
información, es decir agruparla en categorías que concentran las ideas o conceptos similares, una
vez que el material se analiza, examina y compara dentro de cada categoría, se procede a comparar
entre las diferentes categorías, buscando los vínculos que puedan existir entre ellas (Fernández,
2006) . En cuanto al análisis de datos cuantitativos se llevará a cabo con diagramas que permitan
una mejor comprensión de la información. Este análisis se describe de forma detallada en los apar-
tados 3.6, 3.7 y 3.8
Detección de necesidades de capacitación (DNC). Los resultados hallados en las etapas
anteriores permitirán diagnosticar la situación actual del área en cuestión en materia de prevención
de riesgos y de esta forma identificar concretamente las necesidades de capacitación. Estos resul-
tados se describen de forma detallada en el apartado 3.9
Estudio comparativo. Esta etapa hace referencia al estudio comparativo realizado para
identificar aspectos positivos y negativos en otros sistemas de transporte. Después de obtener los
resultados de la DNC y en diagnostico general en materia de seguridad e higiene en las áreas de
mantenimiento de material rodante del STC, fue necesario contar con información que contrastara
la situación del STC con sistemas similares. Por consiguiente, se determinó realizar un compara-
tivo en materia de capacitación, contratación y procedimientos de mantenimiento en sistemas de
metro en ciudades selectas del mundo. Sin embargo, debido a las limitantes de tiempo y recursos
solo fue posible realizar el comparativo con un solo sistema. Al comenzar el estudio en países
desarrollados se identificó a Nueva York, Paris, Tokyo y Londres como las ciudades para realizar
el comparativo, sin embargo, al analizar la disponibilidad de información no fue posible recabar
información completa sobre los aspectos de análisis y dichas ciudades fueron descartadas. Poste-
riormente se identificaron dos nuevas ciudades, Madrid y São Paulo, si bien el metro de São Paulo

15
es uno de los sistemas de metro más grandes de latino américa y en número de usuarios por pobla-
ción se asemeja más al metro de la Ciudad de México, se optó por el metro de Madrid debido a las
condiciones macroeconómicas del país. Esto es, al realizar el estudio comparativo se buscaba iden-
tificar procedimientos y estrategias en un sistema de países desarrollados y no en vías de desarro-
llo. Los resultados del estudio permitieron incluir en la propuesta final recomendaciones en térmi-
nos de contratación de personal, lo que tiene una relación directa con los aspectos de seguridad e
higiene del trabajo, esto debido a que la correcta aplicación de un perfil de puesto garantiza la
idoneidad del personal lo que disminuye la probabilidad de ocurrencia de accidentes. En segunda
instancia el estudio permitió integrar en la propuesta final un nuevo sistema de comunicación para
el técnico y el conductor al momento de realizar la actividad de sopleteado, este sistema replica
los sistemas de comunicación españoles analizados. Finalmente, el estudio comparativo mostró un
panorama, que, si bien no fue el objeto de estudio de la presente investigación, si brinda las bases
para posteriores análisis en materia de transferencia de tecnología para la completa automatización
de la actividad de sopleteado de trenes.
Propuesta. A partir del diagnóstico, se muestran los puntos críticos que hay que abordar
para finalmente presentar una propuesta para la prevención de riesgos laborales en el Área de
Material Rodante del Sistema de Transporte Colectivo de la Ciudad de México. Esta propuesta se
presenta en el capítulo 4 y abarca los siguientes aspectos:
Medidas para prevenir riesgos laborales
Propuesta de un nuevo sistema de comunicación entre técnico y conductor
Programa de capacitación
Programa de adiestramiento
16
Capítulo 2
2. Revisión de la literatura sobre Capacitación y Seguridad e Higiene Industrial
El presente capítulo describe la revisión de literatura que se llevó a cabo para dar un sustento
teórico a la investigación. Se inicia con una revisión conceptual de capacitación, incluyendo su
historia y el proceso para llevarla a cabo; seguidamente se aborda la seguridad e higiene industrial
en su concepto integral y se finaliza con el marco legal mexicano sobre seguridad industrial.

17
2.1 Historia de la capacitación
Desde la antigüedad los aspectos de capacitación han estado presente entre las diferentes ci-
vilizaciones, en dichas sociedades a los trabajadores se formaba con técnicas y conocimientos que
les permitían obtener mejores resultados en sus labores. Existe evidencia de esta formación en el
trabajo con el Código Hammurabi, código de leyes, que muestra directrices de convivencia y de
trabajo de la antigua Mesopotamia (Ballesteros, 2005).
Al comienzo del siglo XII, se da origen a las artes, que eran alianzas de artesanos y mercade-
res, en ellas existían tres categorías laborales: maestro, aprendices y oficiales. Los maestros sumi-
nistraban los materiales con los que se trabajaban, además de ser los dueños de la vivienda, los
aprendices quienes vivían junto al maestro aprendían todo lo relacionado con el oficio, estos pre-
paraban una obra maestra para ser evaluada por otros maestros y de pasar esta evaluación se con-
vertían en maestros y podían abrir su propio taller, en caso de no pasar la evaluación se convertían
en oficiales (Mitnik & Coria, 2006). Hacía comienzos de 1800, con la Revolución Industrial surge
la capacitación en el aula o capacitación en el centro de trabajo. Se crearon fábricas y los trabaja-
dores eran capacitados dentro de las mismas, la ventaja de esto, es que era posible capacitar a
muchos trabajadores con un solo capacitador (Kaplan, 1993).
La producción creciente trajo consigo la utilización de maquinaria y equipo más complejo y
esto a su vez, la necesidad de mayor capacitación. Fue entonces, a inicios del siglo XX que surge
la capacitación “cerca del trabajo”, que consiste en ubicar aulas cerca a los centros de trabajo, en
las cuales se reproducen los talleres y es allí donde el trabajador recibe capacitación. Al igual surge
la idea de curso de capacitación, con un número mucho menor de trabajadores por curso, para
facilitar el intercambio de preguntas y una fácil evaluación del aprendizaje, esto a su vez minimiza
el número de accidentes laborales, ya que el entrenamiento se hace con máquinas similares a la
reales (Mitnik & Coria, 2006).
Como ha quedado de manifiesto, la capacitación es un proceso que se ha aplicado a lo largo
de los años y por diferentes culturas. Su aplicación y desarrollo ha conllevado el avance del cono-
cimiento técnico y la mejora de los resultados en procesos productivos y actividades económicas.
Por consiguiente, es necesario clarificar su definición.

18
2.2 Concepto de capacitación
El presente trabajo de investigación se centra en el desarrollo de las habilidades en trabajado-
res del STC para prevenir riesgos laborales, situación que implica la mejora en los programas de
capacitación. En consecuencia, antes de abordar cualquier aspecto técnico es necesario tener un
claro entendimiento de lo que es la capacitación, sus alcances, aplicaciones y características. El
concepto de capacitación es un término que puede variar dependiente el campo de conocimiento
en el cual se aplique, sin embargo, diferentes autores han propuesto algunas definiciones, las cuales
se analizan a continuación.
Siliceo (2006) argumenta que la capacitación se refiere a la función educativa de una organi-
zación mediante la cual se satisfacen necesidades presentes y se predicen las necesidades futuras
respecto al conocimiento, entrenamiento y habilidad que deberían tener los colaboradores. Por otra
parte Dessler & Varela (2011) comentan que la capacitación hace referencia a los métodos que se
utilizan para dar a los trabajadores actuales o nuevos las habilidades necesarias para realizar sus
labores. Chiabenato (2000) propone un concepto más elaborado al mencionar que la capacitación
es un proceso educativo de corto plazo, aplicado de manera sistemática y organizada, por medio
del cual las personas adquieren conocimientos, desarrollan habilidades y competencias en función
de objetivos definidos. La capacitación también implica la transmisión de conocimientos especí-
ficos referentes al trabajo, actitudes frente a aspectos de la organización, de la tarea y del ambiente.
A los conceptos anteriores se pueden sumar las definiciones brindadas por organismos y de-
pendencias internacionales, como es el caso de la Comisión Económica para América Latina y el
Caribe de las Naciones Unidas, la cual menciona que la capacitación es un complemento de la
educación formal que las empresas ofrecen para que el trabajador obtenga los conocimientos y
habilidades necesarios para hacer uso de tecnologías de producto y proceso, para poder adaptarlas
y mejorarlas (CEPAL, 2006). Igualmente, según el National Industrial Conference Board de Es-
tados Unidos la finalidad de la capacitación es ayudar a que los trabajadores alcancen los objetivos
de la organización, así como darles la posibilidad de adquirir el conocimiento y la práctica para
lograrlo (NICB, 2015).
Un punto importante a mencionar, es que, con la capacitación brindada por parte de los em-
pleadores hacia los empleados, se espera que exista un incremento en la productividad mayor a la
inversión que se hace en el proceso de capacitación (costo de oportunidad por parar la producción,

19
costos directos, entre otros). Pero de igual forma, los empleados invertirán en su capacitación (es-
fuerzo, horas extras, entre otros) y esperarán ser compensados con incrementos salariales o con
desarrollo profesional (CEPAL, 2006).
El en idioma inglés, la palabra “training” se usa indistintamente para hacer referencia a capa-
citación o adiestramiento, sin embargo, en español, existe distinción entre estos términos. Adies-
tramiento se refiere a la destreza o habilidad que se adquiere en el trabajo principalmente físico,
por tanto el adiestramiento es impartido a trabajadores que hagan uso de maquinaria y equipo
(Chévere, Vigo, Canales, & Serrano, 2009). Por otro lado, como ya se mencionó anteriormente, la
capacitación tiene un significado más amplio, además de incluir el adiestramiento, su principal
objetivo es proporcionar conocimientos en aspectos técnicos del trabajo, por tanto, la capacitación
se imparte a trabajadores o ejecutivos cuyo trabajo tiene un componente intelectual importante
(Guzman, 1986).
2.3 La capacitación en México
En el apartado anterior se realizó un análisis de los diferentes conceptos de capacitación. Sin
embargo y debido a que el marco de referencia de la presente investigación se ubica en el Sistema
de Transporte Colectivo de la Ciudad de México, es necesario ubicar las cuestiones relativas a la
capacitación en el contexto nacional y local.
En México, la capacitación y el adiestramiento son derechos de los trabajadores y están for-
malizados tanto en la Constitución Política de los Estados Unidos Mexicanos como en la Ley
Federal del Trabajo. En el artículo 123 fracción XIII de la Constitución se menciona que todas la
empresas están obligadas a proporcionar a sus trabajadores capacitación o adiestramiento para el
desempeño de sus labores sin importar el giro de su actividad (Cámara de Diputados, 2016). Tam-
bién se encuentran artículos alusivos en la Ley Federal del Trabajo, como los que se mencionan a
continuación:
Capítulo III BIS. Artículo 153-A. Menciona que todo trabajador tiene el derecho a que su
patrón le proporcione capacitación o adiestramiento en su trabajo que le permita elevar su nivel de
vida, competencia laboral y productividad, conforme a los planes y programas formulados de co-
mún acuerdo, por el patrón, el sindicato o sus trabajadores (Cámara de Diputados, 2015). Por otro
lado, en el mismo capítulo, artículo 153-D se menciona que el trabajador que recibe capacitación
tiene obligaciones y estas son (Cámara de Diputados, 2015):

20
I. Asistir puntualmente a los cursos, sesiones de grupo y demás actividades que formen
parte del proceso de capacitación o adiestramiento;
II. Atender las indicaciones de las personas que impartan la capacitación o adiestra-
miento, y cumplir con los programas respectivos; y
III. Presentar los exámenes de evaluación de conocimientos y de aptitud o de competencia
laboral que sean requeridos.
Por consiguiente, cualquier programa o estrategia enfocada al desarrollo de capacidades en
los trabajadores de alguna organización en México, debe considerar los aspectos de ley. Como se
ha evidenciado, en México la capacitación es un derecho de los trabajadores, por lo que los em-
pleadores requieren diseñar programas que prevean el otorgamiento de dicho derecho.
2.4 Proceso de capacitación y desarrollo
Hasta este punto, se abordó el término de capacitación y su historia, pero ahora la pregunta
que surge, es cómo realizar la capacitación. Según Dessler & Varela (2011) la capacitación con-
siste en un proceso de cinco pasos, estos son:
1) Diagnóstico de necesidades de capacitación: Este paso consiste en detectar que habi-
lidades necesitan los empleados para mejorar su desempeño actual. En este paso tam-
bién se especifican los objetivos de la capacitación, es decir, lo que deben lograr los
trabajadores después de recibir los cursos de capacitación, por tanto, son un punto de
referencia para evaluar el éxito de los mismos.
2) Diseño didáctico: En este paso se compilan las actividades, los métodos, los medios y
contenido de la capacitación, el resultado de todo esto generalmente es un manual de
capacitación. Un manual de capacitación se suele componer por la descripción del
puesto de trabajo, el bosquejo del programa de capacitación, una descripción de lo que
se espera que el aprendiz aprenda y algunos autoexámenes breves.
3) Validación: Se capacita una muestra representativa, es decir se realizan pruebas pilo-
tos y se valida que los resultados garanticen la efectividad del programa.
4) Implementación: Como su nombre lo indica en este paso se implementan los progra-
mas de capacitación.
5) Evaluación: Es en este paso donde se valoran los resultados de la capacitación.

21
El alcance de este proyecto abarca los dos primeros pasos, a continuación, se expone con más
profundidad el primero de ellos.
2.4.1 Diagnóstico de necesidades de capacitación. Una necesidad, según la Real Acade-
mia Española, se define como aquello a lo cual es imposible faltar o resistir, es decir a la carencia
o falta de algo. Si se lleva esta definición al aspecto de la capacitación, una necesidad de capacita-
ción se refiere a la ausencia o deficiencia de conocimientos y habilidades necesarios para desem-
peñar satisfactoriamente un puesto de trabajo (Pinto, 2000).
Según González (2001) la Detección de Necesidades de Capacitación, es un “proceso que
permite identificar las carencias y deficiencias cuantificables o mensurables existentes en los co-
nocimientos, habilidades y actitudes del trabajador en relación con los objetivos de su puesto u
otro diferente al suyo”
De igual manera, la siguiente figura muestra de manera clara y sencilla, qué es una necesidad
de capacitación. En la figura 4 es posible apreciar que las necesidades de capacitación son el re-
sultado de la diferencia existente entre las exigencias de un puesto de trabajo determinado y el
desempeño que este realiza. Esto es que si el desempeño no es el adecuado no será posible cumplir
con los objetivos del puesto de trabajo, por ende, surge la necesidad de capacitación.
Figura 4. Necesidades de capacitación
Fuente: (IICA, 1997)
En el libro Administración de recursos humanos de Dessler & Varela (2011) se hace una
distinción de como evaluar las necesidades de capacitación de trabajadores nuevos y trabajadores
actuales. La de trabajadores nuevos, generalmente implica un análisis de tareas, esto es desglosar
en sub-tareas un puesto de trabajo y enseñarlas al trabajador. Por otro lado, la detección de nece-
sidades de capacitación para empleados actuales puede resultar más compleja ya que se debe de-
terminar si un desempeño insuficiente es reflejo de falta de capacitación o simplemente es porque
el empleado no está motivado, para esto se requiere el análisis del desempeño.

22
2.4.1.1 Análisis de tareas. Como se indica en el párrafo anterior, para los trabajadores
nuevos, se usa el análisis de tareas, este es un estudio del puesto de trabajo que sirve para determi-
nar las habilidades y conocimientos necesarios para ocuparlo. A continuación, se muestran algunos
métodos útiles para descubrir dichos requisitos de capacitación.
Tabla 1. Métodos para hallar necesidades de capacitación en puestos de trabajo
Métodos para hallar necesidades de capacitación en puestos de trabajo
2.4.1.2 Análisis de desempeño. Valorar el desempeño de los trabajadores será de utilidad
para detectar deficiencias y de este modo vislumbrar las necesidades de capacitación existentes. A
continuación se mencionan algunas de las formas utilizadas para ello (Blanchard & Thacker,
2012).
Revisiones de desempeño por parte de supervisores, colegas o el mismo trabajador.
FUENTES PARA OBTENER DATOS
DEL PUESTO DE TRABAJO
INFORMACIÓN SOBRE NECESIDA-
DES DE CAPACITACIÓN
Descripciones del puesto de trabajo Da una visión general de responsabilidades y
actividades del puesto de trabajo.
Especificaciones o análisis del puesto de tra-
bajo
Indica las actividades específicas que re-
quiere cada puesto de trabajo.
Estándares de desempeño Indican como se evalúan tareas de los pues-
tos de trabajo.
Desempeño en el puesto de trabajo Por medio de ellas se pueden determinar las
tareas específicas.
Consulta de literatura concerniente al puesto
de trabajo.
Investigación en otras industrias
Revistas profesionales
Documentos relacionados
Fuentes gubernamentales
Tesis doctorales
Puede ser útil para dar una visión general de
las actividades, más no para definir tareas es-
pecíficas.
Preguntas acerca del puesto de trabajo a:
Titular del puesto
Supervisor
Gerentes
Tener en cuenta sugerencias desde distintos
puntos de vista puede llevar a descubrir de-
seos y necesidades de capacitación
Análisis de problemas operativos
Reportes de periodos de inactividad
Desperdicio
Reparaciones
Entregas tardías
Control de calidad
Sirve para detectar falencias u oportunidades
de mejora
Fuente: (Dessler & Varela, 2011)

23
Informes sobre ausentismo, enfermedades y accidentes laborales, productividad, impun-
tualidad, tiempos de inactividad, calidad de los productos, quejas de clientes.
Observación por parte de mandos superiores.
Entrevistas con el trabajador.
Evaluaciones sobre conocimientos y habilidades del puesto de trabajo, se pueden planear
situaciones como estudios de casos y juegos de roles.
Bitácoras de los empleados.
Hasta este punto se ha hecho una revisión de la literatura sobre la capacitación, lo que viene
a continuación se refiere a la seguridad e higiene industrial, para ello se abordará primero la historia
de la seguridad e higiene industrial en el mundo y específicamente en México, posteriormente se
presentará el marco legal sobre la seguridad e higiene industrial en México y por último se realizará
una revisión conceptual sobre seguridad, higiene, riesgos y prevención.
2.5 Historia de la Seguridad e Higiene Industrial
Desde inicios de la historia, el ser humano ha presentado un instinto de defensa ante alguna
lesión corporal, es este esfuerzo individual lo que da inicio a la seguridad industrial, concebida en
primera instancia como un esfuerzo de conservación individual más que un sistema organizado
(Ramírez, 2005). En el año 400 A.C., Hipócrates advertía a los mineros que hicieran uso de baños
higiénicos a fin de evitar la saturación de plomo. Asimismo, Platón y Aristóteles investigaron sobre
las deformaciones físicas que producían ciertas labores, mostrando que hay necesidad de preve-
nirlas (Ramírez, 2005). Posteriormente en el siglo XVI existen textos de Georgius Agrícola y Fi-
lippus Paracelsus que tratan sobre lo sistemas de producción y las enfermedades laborales. En el
siglo XVIII, Ramazzini, considerado el padre de la medicina de trabajo, publicó un tratado sobre
las enfermedades que presentaban los artesanos dependiendo de su profesión y las condiciones
higiénicas recomendables (temperatura, ventilación, ruido, etc)(Cortés, 2007). Pero es hasta la re-
volución industrial, iniciada en Inglaterra en 1744, donde se puntúa el inicio de la seguridad in-
dustrial; el crecimiento de la fuerza laboral y la industrialización de las tareas, traía consigo que
los accidentes y enfermedades de trabajo incrementaran desmesuradamente, a tal punto que en
1871 el cincuenta por ciento de los operarios morían antes de los veinte años a consecuencia de
las pésimas condiciones de trabajo y quienes no morían se mutilaban con mucha frecuencia
(Ramírez, 2005).

24
A medida que las tareas que los trabajadores realizaban se hacían más especializadas, lo ac-
cidentes laborales tenían repercusiones directas en la producción pues esta tenía que ser interrum-
pida, lo que provocaba pérdidas económicas en las empresas, de esto modo, los patrones pusieron
más interés en controlar las causas de los accidentes además de reducir los riesgos a los que estaban
expuestos sus trabajadores. Fue así como cada vez se hizo más necesario darle la debida impor-
tancia al medio ambiente laboral hasta llegar a lo que hoy en día se conoce como higiene y segu-
ridad industrial (Cortés, 2007).
Es importante mencionar que la lucha obrera por mejorar las condiciones de trabajo a través
de huelgas ha provocado que los empresarios accedan a mejorar las condiciones laborales. Por lo
tanto, cuando empresarios como trabajadores se hacen conscientes de la importancia de adoptar
medidas de seguridad, se alcanza un perfeccionamiento de dicha disciplina y esto se logra por
medio de la capacitación permanente y una inversión constante en la formación (Ramírez, 2005).
A continuación, se hace un recuento de los hitos importantes de la evolución histórica de la
seguridad e higiene del trabajo.

25
Figura 5. Evolución histórica de la seguridad e higiene industrial
Fuente: (Cortés, 2007)
Como es posible apreciar en la figura 5, la seguridad e higiene industrial ha evolucionado en
la medida que la sociedad y las organizaciones mismas evolucionan. Desde los primeros estudios
realizados para conocer ciertas afectaciones del entorno en los trabajadores, hasta la creación de

26
organismos internacionales para proteger a los trabajadores, la seguridad e higiene han estado
siempre presentes en los puestos de trabajo.
2.5.1 Filosofía de Seguridad de Heinrich. En 1931, se publica el libro “Industrial Ac-
cident Prevention: A Scientific Approach” (En Español, Prevención de accidentes industriales: Un
enfoque científico), escrito por Herbert William Heinrich, pionero de la seguridad industrial esta-
dounidense. Heinrich expone que un alto porcentaje de accidentes se ocasiona por actos inseguros
de las personas y muestra que una lesión se presentaba como resultado de una secuencia de factores
y esto lo compara con fichas de dominó, representación que puede apreciarse en la siguiente figura
6.
Figura 6. Teoría de las fichas de dominó de Heinrich
Fuente: (Taylor, Easter, & Hegney, 2006)
La figura 6 representa la teoría de Heinrich, la cual sostiene que la caída de cualquiera de las
fichas mostradas, ocasiona que caiga la siguiente hasta llegar a producir una lesión grave, pero si
se interrumpe esta secuencia se puede evitar la lesión. La ficha más fácil de retirar, es la central,
la de condiciones y acciones inseguras, es decir si hay personal instruido y entrenado, que sea
consciente de las consecuencias de sus actos y si adicionalmente el empresario capacita y genera
condiciones de seguridad, se evitarán accidentes y lesiones al trabajador.
2.6 Higiene y seguridad industrial en México
Como ha quedado de manifiesto, la investigación contempla el desarrollo de un programa
de capacitación para ser aplicado en una organización que opera en México. Si bien, los conceptos
de seguridad e higiene guardan similitud dado que su objetivo en última instancia es la protección
del trabajador, puede existir una variación en su concepción, por lo tanto, es necesario ubicar a la
seguridad e higiene en el contexto mexicano.
En México la seguridad e higiene ha evolucionado en función de las teorías de organización
aplicadas en un momento preciso. Así como en el punto 2.5 del presente capítulo se evidencio la
evolución de la seguridad e higiene en el mundo, en el caso particular de México, dicho evolución
se describe en la figura 7.

27
Figura 7. Hechos históricos de la Seguridad Industrial en México
Fuente: (Hernández, Malfavón, & Fernández, 2005)
La figura 7 muestra como la Seguridad e Higiene Industrial en México cobró notoriedad hasta
inicios del siglo XX con la promulgación de la Ley José Vicente Villada, la cual fue precursora en
la seguridad industrial. Finalmente, con la creación del Instituto Mexicano del Seguro Social en
1947 se inicia una época en donde los empleadores son obligados por ley a proveer las condiciones
necesarias para que las actividades laborales impliquen un grado de seguridad tal, que evite acci-
dentes de trabajo.
La evolución presentada en la figura 7, se complementa con el diseño y promulgación de leyes
y lineamientos tanto federales como locales, que se enfocan en la protección de los trabajadores.
Esto se aprecia en el siguiente punto.
2.7 Marco legal nacional sobre seguridad e higiene industrial
La seguridad e higiene industrial en México se encuentra regulada por una serie de disposi-
ciones legales. Independientemente de su alcance (nacional o local), las leyes en materia de segu-
ridad e higiene buscan proteger las actividades de los trabajadores en su puesto de trabajo. En
México se pueden listar principalmente cuatro marcos jurídicos aplicables a la seguridad:

28
2.7.1 Constitución Política de los Estados Unidos Mexicanos. Como se muestra a con-
tinuación, la seguridad e higiene en el trabajo se contempla en el artículo 123 de la Constitución
Política de los Estados Unidos Mexicanos, apartado A (sector no gubernamental) y fracciones XIV
y XV, que a la letra menciona (Cámara de Diputados, 2016):
XIV. Los empresarios serán responsables de los accidentes del trabajo y de las enfermedades
profesionales de los trabajadores, sufridas con motivo o en ejercicio de la profesión o trabajo
que ejecuten; por lo tanto, los patronos deberán pagar la indemnización correspondiente, se-
gún que haya traído como consecuencia la muerte o simplemente incapacidad temporal o
permanente para trabajar, de acuerdo con lo que las leyes determinen. Esta responsabilidad
subsistirá aún en el caso de que el patrono contrate el trabajo por un intermediario.
XV. El patrón estará obligado a observar, de acuerdo con la naturaleza de su negociación, los
preceptos legales sobre higiene y seguridad en las instalaciones de su establecimiento, y a
adoptar las medidas adecuadas para prevenir accidentes en el uso de las máquinas, instrumen-
tos y materiales de trabajo, así como a organizar de tal manera éste, que resulte la mayor
garantía para la salud y la vida de los trabajadores, y del producto de la concepción, cuando
se trate de mujeres embarazadas. Las leyes contendrán, al efecto, las sanciones procedentes
en cada caso
Igualmente el Artículo 123 apartado B (sector gobierno), fracción XI, incisos a y b, contempla
la Seguridad y a la letra dice:
XI. La seguridad social se organizará conforme a las siguientes bases mínimas:
a) Cubrirá los accidentes y enfermedades profesionales; las enfermedades no profesionales y
maternidad; y la jubilación, la invalidez, vejez y muerte.
b) En caso de accidente o enfermedad, se conservará el derecho al trabajo por el tiempo que
determine la ley.
Como se puede apreciar, la Constitución Política de los Estados Unidos Mexicanos, siendo la
máxima ley aplicable en el país, contempla las cuestiones de seguridad. Posterior a la Constitución,
la siguiente normativa en importancia referente a la seguridad, es la Ley Federal del Trabajo, la
cual se describe a continuación.

29
2.7.2 Ley Federal del trabajo. La Ley Federal del Trabajo es la máxima ley de Derecho
laboral en México, solo por debajo de la Constitución. La ley actual entró en vigor en 1970 su-
friendo solo algunas modificaciones en 2012. Desde su concepción, la Ley Federal del Trabajo es
el marco jurídico que regula todos los aspectos laborales, incluyendo la capacitación y la seguridad
e higiene industrial, por lo anterior su importancia para el presente trabajo.
A continuación, se mencionan los artículos relacionados con la seguridad e higiene industrial
contemplados en la Ley Federal del Trabajo. A la letra, se exponen primero las obligaciones de los
patrones, posteriormente las de los trabajadores y finalmente los términos de la Ley Federal del
Trabajo que se relacionan con riesgos laborales. Al tratarse de un marco jurídico que no puede
quedar sujeto a interpretación personal, se listan las fracciones íntegras de la Ley (Cámara de
Diputados, 2015).
Obligaciones de los patrones
Artículo 132. Son obligaciones de los patrones
XVI. Instalar y operar las fábricas, talleres, oficinas, locales y demás lugares en que deban
ejecutarse las labores, de acuerdo con las disposiciones establecidas en el reglamento y las
normas oficiales mexicanas en materia de seguridad, salud y medio ambiente de trabajo, a
efecto de prevenir accidentes y enfermedades laborales. Asimismo, deberán adoptar las me-
didas preventivas y correctivas que determine la autoridad laboral;
XVII. Cumplir el reglamento y las normas oficiales mexicanas en materia de seguridad, salud
y medio ambiente de trabajo, así como disponer en todo tiempo de los medicamentos y mate-
riales de curación indispensables para prestar oportuna y eficazmente los primeros auxilios.
XVIII. Fijar visiblemente y difundir en los lugares donde se preste el trabajo, las disposicio-
nes conducentes de los reglamentos y las normas oficiales mexicanas en materia de seguridad,
salud y medio ambiente de trabajo, así como el texto íntegro del o los contratos colectivos de
trabajo que rijan en la empresa; asimismo, se deberá difundir a los trabajadores la información
sobre los riesgos y peligros a los que están expuestos
XIX. Proporcionar a sus trabajadores los medicamentos profilácticos que determine la auto-
ridad sanitaria en los lugares donde existan enfermedades tropicales o endémicas, o cuando
exista peligro de epidemia

30
XXVIII. Participar en la integración y funcionamiento de las Comisiones que deban formarse
en cada centro de trabajo, de acuerdo con lo establecido por esta Ley.
Obligaciones de los trabajadores
Artículo 134. Son obligaciones de los trabajadores:
II. Observar las disposiciones contenidas en el reglamento y las normas oficiales mexicanas
en materia de seguridad, salud y medio ambiente de trabajo, así como las que indiquen los
patrones para su seguridad y protección personal.
VIII. Prestar auxilios en cualquier tiempo que se necesiten, cuando por siniestro o riesgo
inminente peligren las personas o los intereses del patrón o de sus compañeros de trabajo.
X. Someterse a los reconocimientos médicos previstos en el reglamento interior y demás nor-
mas vigentes en la empresa o establecimiento, para comprobar que no padecen alguna inca-
pacidad o enfermedad de trabajo, contagiosa o incurable
XI. Poner en conocimiento del patrón las enfermedades contagiosas que padezcan, tan pronto
como tengan conocimiento de las mismas
XII. Comunicar al patrón o a su representante las deficiencias que adviertan, a fin de evitar
daños o perjuicios a los intereses y vidas de sus compañeros de trabajo o de los patrones
Artículo 135.- Queda prohibido a los trabajadores:
I. Ejecutar cualquier acto que pueda poner en peligro su propia seguridad, la de sus compa-
ñeros de trabajo o la de terceras personas, así como la de los establecimientos o lugares en
que el trabajo se desempeñe.
Riegos de trabajo según la Ley Federal del Trabajo (LFT)
Como se ha hecho énfasis a lo largo del capítulo, el resultado del presente proyecto es una
propuesta de un modelo de capacitación para la prevención de riesgos laborales, por ello en apar-
tados posteriores se hará una revisión conceptual sobre los riesgos laborales. Es importante men-
cionar, que la ley mexicana es clara puntualizando cada una de las terminologías relacionadas con
el tema y aunque se revisarán las definiciones de los distintos autores, cuando en adelante se haga
mención a estos términos, se estará haciendo referencia a lo que estipula la Ley Federal del Tra-
bajo.

31
El Título Noveno de la Ley Federal del Trabajo, trata sobre los riesgos de trabajo y comprende
los artículos 472 al 515, que a la letra mencionan:
Artículo 473. Riesgos de trabajos son los accidentes y enfermedades a que están expuestos
los trabajadores en ejercicio o con motivo del trabajo.
Artículo 474. Accidente de trabajo es toda lesión orgánica o perturbación funcional, inme-
diata o posterior, o la muerte, producida repentinamente en ejercicio, o con motivo del trabajo,
cualesquiera que sean el lugar y el tiempo en que se preste. Quedan incluidos en la definición
anterior los accidentes que se produzcan al trasladarse el trabajador directamente de su domi-
cilio al lugar del trabajo y de éste a aquél.
Artículo 475. Enfermedad de trabajo es todo estado patológico derivado de la acción conti-
nuada de una causa que tenga su origen o motivo en el trabajo o en el medio en que el traba-
jador se vea obligado a prestar sus servicios.
Artículo 477. Cuando los riesgos se realizan pueden producir:
Incapacidad temporal;
Incapacidad permanente parcial;
Incapacidad permanente total; y
La muerte.
Artículo 478. Incapacidad temporal es la pérdida de facultades o aptitudes que imposibilita
parcial o totalmente a una persona para desempeñar su trabajo por algún tiempo.
Artículo 479. Incapacidad permanente parcial es la disminución de las facultades o aptitudes
de una persona para trabajar.
Artículo 480. Incapacidad permanente total es la pérdida de facultades o aptitudes de una
persona que la imposibilita para desempeñar cualquier trabajo por el resto de su vida.
Artículo 487. Los trabajadores que sufran un riesgo de trabajo tendrán derecho a: I. Asistencia
médica y quirúrgica; II. Rehabilitación; III. Hospitalización, cuando el caso lo requiera; IV.
Medicamentos y material de curación; V. Los aparatos de prótesis y ortopedia necesarios; y
VI. La indemnización fijada en el presente Título.
Artículo 488. El patrón queda exceptuado de las obligaciones que determina el artículo ante-
rior, en los casos y con las modalidades siguientes: I. Si el accidente ocurre encontrándose el
trabajador en estado de embriaguez; II. Si el accidente ocurre encontrándose el trabajador bajo
la acción de algún narcótico o droga enervante, salvo que exista prescripción médica y que el

32
trabajador hubiese puesto el hecho en conocimiento del patrón y le hubiese presentado la
prescripción suscrita por el médico; III. Si el trabajador se ocasiona intencionalmente una
lesión por sí solo o de acuerdo con otra persona; y IV. Si la incapacidad es el resultado de
alguna riña o intento de suicidio. El patrón queda en todo caso obligado a prestar los primeros
auxilios y a cuidar del traslado del trabajador a su domicilio o a un centro médico.
Artículo 489. No libera al patrón de responsabilidad: I. Que el trabajador explícita o implíci-
tamente hubiese asumido los riesgos de trabajo; II. Que el accidente ocurra por torpeza o
negligencia del trabajador; y III. Que el accidente sea causado por imprudencia o negligencia
de algún compañero de trabajo o de una tercera persona.
Artículo 499. Si un trabajador víctima de un riesgo no puede desempeñar su trabajo, pero sí
algún otro, el patrón estará obligado a proporcionárselo, de conformidad con las disposiciones
del contrato colectivo de trabajo.
Es importante señalar, que la naturaleza de la presente investigación se ubica en las cuestiones
de prevención de riesgos y accidentes de trabajo. Por consiguiente, es necesario tener un claro
panorama de la legislación aplicable en materia de seguridad e higiene, esto se logra al mostrar
íntegramente los preceptos de ley aplicables.
2.7.3 Reglamento Federal de Seguridad e Higiene en el Trabajo. El Reglamento Fe-
deral de Seguridad e Higiene en el Trabajo que rige actualmente en México, fue modificado en
1997 y fue creado para dar un marco jurídico específicamente a las cuestiones de seguridad en
centros de trabajo. La presente investigación se ubica en el Sistema de Transporte Colectivo, por
lo que es importante conocer la estructura del reglamente a fin de identificar lineamientos especí-
ficos que por ley, se deban considerar en un programa de capacitación. El anexo 1 muestra la
estructura completa del Reglamento Federal de Seguridad e Higiene en el Trabajo, en el cual es
posible apreciar que dicho documento tiene un enfoque integral sobre todos los elementos que
pueden representar riesgos laborales dentro de una empresa, desde el uso de la maquinaria hasta
la ergonomía del lugar. De ahí la importancia de conocer este reglamento.

33
2.7.4 Normas Oficiales Mexicanas (NOM). Las Normas Oficiales Mexicanas, están en
el cuarto nivel de la jerarquía legal sobre Seguridad e Higiene en México. Estas son regulaciones
técnicas, obligatorias que establecen reglas, directrices, especificaciones que se aplican a un pro-
ducto, proceso, sistema ya sea de manufactura o servicio. Han sido creadas por diferentes depen-
dencias del Gobierno Federal, como las siguientes:
Secretaría de Economía
Secretaría de Turismo
Secretaría de Energía
Secretaría del Trabajo y Previsión Social
Secretaría Salud.
El anexo 2 muestra las NOM relacionadas con la seguridad industrial

34
Capítulo 3
3. Detección de Necesidades de Capacitación
En este capítulo se presenta un informe detallado sobre la detección de necesidades de
capacitación y adiestramiento, de trabajadores del área de mantenimiento de material rodante
del Sistema de Transporte Colectivo de la Ciudad de México. Contiene el perfil de puesto de
los técnicos de mantenimiento del área en cuestión, junto con una descripción de la actividad
más riesgosa realizada por los mismos. También se presentan las técnicas de recopilación de
información, su análisis y resultados. En el caso de la encuesta, se exponen los resultados
obtenidos al realizar la aplicación de la encuesta a una muestra de 70 trabajadores, así como
a directivos selectos de la misma área. Se muestran igualmente los instrumentos de análisis
que permiten observar de forma gráfica las tendencias y los principales patrones en relación
a la seguridad e higiene de los trabajadores. Asimismo, se presentan los resultados cuantita-
tivos en relación a los elementos existentes como maquinaria, equipos y señalizaciones de
seguridad. Los resultados presentados ayudan a identificar las áreas de oportunidad para cen-
trar las estrategias de capacitación en materia de seguridad y son el punto de partida para
posteriormente proceder al diseño de los programas de capacitación.

35
3.1 Objetivo de la detección de necesidades de capacitación
Obtener la información que permita conocer las carencias de conocimientos, habilida-
des, actitudes y aptitudes en materia de seguridad e higiene del personal operativo del área
de mantenimiento de material rodante, con el fin de diseñar los programas de capacitación
para la prevención de riesgos laborales.
3.2 Área problema
El área objeto de estudio o área problema, es el área de Mantenimiento de Material Ro-
dante del Sistema de Transporte Colectivo de la Ciudad de México cuya función principal es
asegurar el mantenimiento integral, procesos de fabricación rehabilitación y modernización
de los trenes, conforme a las normas, especificaciones técnicas y de calidad establecidas, para
de esta forma garantizar la disponibilidad de trenes en las mejores condiciones de seguridad,
modernización y fiabilidad.
3.3 Puesto problema
El puesto de trabajo objeto de estudio es el de “Técnico de Mantenimiento de Material
Rodante”, quienes son los encargados de realizar la revisión general de los trenes y según los
kilómetros recorridos y las horas de funcionamiento de los compresores, realizan actividades
específicas de mantenimiento a los mismos. Estas actividades se mencionan de forma más
detallada en el perfil de puesto que más adelante se presenta.
3.4 Actividad más riesgosa
Después de visitar los talleres de mantenimiento, ver las actividades que realizan los
técnicos y realizar encuestas y entrevistas a los mismos, se detectó que la actividad de sople-
teado de trenes es la actividad más riesgosa que ellos desempeñan. Esta actividad consiste en
remover las partículas de polvo y todo tipo de suciedad del tren, mediante la aplicación de
aire a presión. La información recopilada sobre esta actividad se detalla en el apartado 3.5.4

36
3.5 Recopilación de información
Como muestra la figura 8, la presente investigación utiliza el método de la encuesta y la
observación propuesta por Rivas (2004) como métodos cualitativos para recopilar informa-
ción; y las hojas de verificación y listas de chequeo como métodos cuantitativos. Para ambos
casos se acudió a estudiar a los trabajadores del área de mantenimiento de material rodante
directamente en su entorno.
Figura 8. Métodos y técnicas a utilizar
Fuente: Elaboración propia
3.5.1 Encuesta. La encuesta final elaborada se puede observar en el Anexo 3. Su
elaboración se realizó en función de los principales elementos que se enuncian en el regla-
mento de seguridad e higiene publicado por la Secretaría del Trabajo y Previsión de Social
de México. Y sus preguntas se basaron en el diagnóstico integral publicado en el libro: “Pro-
grama Integral de Seguridad Industrial” por Angüis (2012) el cual está avalado por la Aso-
ciación Latinoamericana de Seguridad e Higiene en el Trabajo ALASEH. A fin de que el
diseño del instrumento siguiera una metodología que permitiera sustentar cada uno de los
reactivos se procedió a la elaboración de una matriz de operacionalización de variables la
cual se explica como sigue:
Cuantitativos Cualitativos
Hoja de verifiación
Lista de chequeo
Observación participante
Encuesta
Entrevista a profundidad
Métodos y técnicas a utilizar

37
Tabla 2. Matriz de operacionalización de variables
Matriz de operacionalización de variables
VARIA-
BLE DEFINICIÓN CONCEPTUAL DIMENSIÓN INDICADOR ITEM
Seguridad
Industrial
La seguridad industrial es un
área multidisciplinaria que se
encarga de minimizar los ries-
gos en la industria. Parte del su-
puesto de que toda actividad in-
dustrial tiene peligros inherentes
que necesitan de una correcta
gestión.
Inspecciones de
seguridad
Frecuencia
1,2,3 Responsables
Elementos sujetos
a inspección
Capacitación en
seguridad
Contenido del
programa de in-
ducción en seguri-
dad
4,5,6,7,8,9,11
Responsables
Frecuencia
Sistemas de difu-
sión
Elementos moti-
vacionales para la
seguridad
Tópicos de capa-
citación
Instalaciones
Señalamientos de
seguridad 10,17, 23, 24
Disponibilidad de
servicios varios
Métodos de tra-
bajo
Procedimientos
documentados 12
Herramientas y
equipo
Equipo de pro-
tección personal
Tipo 15,16
Durabilidad
Maquinaria Complementos de
seguridad 21,20
Respuesta y aten-
ción a emergen-
cias
Tipos de simula-
cros
13,14,21,22
Frecuencia de si-
mulacros
Disponibilidad de
sistemas de pro-
tección contra in-
cendios
Disponibilidad de
servicios para
atención de emer-
gencias
Higiene
Industrial
La higiene industrial es el con-
junto de procedimientos destina-
dos a controlar los factores am-
bientales que pueden afectar la
salud en el ámbito de trabajo. Se
entiende por salud al completo
bienestar físico, mental y social.
Servicios de sa-
lud
Exámenes médi-
cos
18,19 Asistencia medica
Fuente: Elaboración propia.

38
Tabla 3. Reactivos para elaboración de encuesta
Reactivos para elaboración de encuesta
Fuente: Elaboración propia
La tabla 2 muestra las variables que son sujetas de estudio, es posible apreciar que la
recopilación de información está en función de dos variables 1) Seguridad industrial y 2)
Higiene industrial. Para cada variable se procedió a la identificación de las dimensiones de
análisis que son los elementos principales sobre los que se indaga para realizar el diagnóstico
integral de en materia de seguridad e higiene. Igualmente es posible apreciar los indicadores
específicos para cada dimensión los cuales se relacionan directamente con los reactivos for-
mulados en la tabla 3. El objetivo de la matriz de operacionalización de variables elaborado
ITEM PREGUNTA GENERAL
1 ¿Con que periodicidad se realizan inspecciones para prevenir accidentes de trabajo? 2 ¿Quiénes son los responsables de realizar las inspecciones de seguridad? 3 ¿Sobre qué elementos recaen normalmente las inspecciones?
4 ¿De existir un programa de inducción a la seguridad, que aspectos considera en su
contenido?
5 Si existen capacitaciones en materia de seguridad e higiene, ¿quién realiza estas capa-
citaciones? 6 De existir las capacitaciones, ¿con que periodicidad se realizan?
7 Para impartir la capacitación, ¿con qué recursos se cuenta?
8 ¿Qué soportes para la creación de hábitos y conciencia se tienen?
9 ¿Se dan reconocimientos para la seguridad?
10 ¿Qué señalamientos de Seguridad cuales se encuentran en el lugar de trabajo? 11 ¿Qué actividades generales de seguridad se llevan a cabo en el centro de trabajo?
12 ¿Qué documentos o herramientas se utilizan para llevar a cabo las actividades genera-
les de seguridad? 13 ¿Con que frecuencia se realizan simulacros de evacuación en el centro de trabajo?
14 ¿Qué tipo de simulacros se realizan en el centro de trabajo?
15 ¿Qué EPP se le es proporcionado al personal operativo?
16 ¿Cuál es el procedimiento para la reposición de EPP?
17 ¿Con qué tipo de servicios generales de seguridad e higiene cuenta el lugar de tra-
bajo?
18 ¿Qué tipo de servicios de salud se lleven a cabo en el centro de trabajo? 19 ¿Se realizan exámenes médicos especiales por las actividades de mantenimiento?
20 ¿La maquinaria especializada cuenta con equipos auxiliares o complementos de segu-
ridad?
21 ¿Se cuenta con elementos para prevención y combate de incendios en el centro de tra-
bajo?
22 ¿Se cuenta con elementos generales de seguridad en la organización/centro de tra-
bajo? 23 ¿El centro de trabajo y/o área operativa cuenta con servicios básicos?
24 De existir ¿Los baños, regaderas y vestidores se encuentran en condiciones adecua-
das?

39
es contar con una base sólida que de origen a la encuesta. De esta manera se garantiza que
cada pregunta realizada tenga como finalidad evaluar el indicador propio de cada dimensión
de análisis y consecuentemente de las variables de estudio.
3.5.1.1 Determinación de la Muestra. Para llevar a cabo el cálculo de la muestra,
sobre la cual se aplicó la encuesta, se utilizó la siguiente formula:
𝑛 =𝑁 ∗ 𝑍𝛼
2𝑝 ∗ 𝑞
𝑑2 ∗ (𝑁 − 1) + 𝑍𝛼2 ∗ 𝑝 ∗ 𝑞
Donde:
N = Total de la población, en este caso 2006 trabajadores del área de mantenimiento
(se considera personal operativo, de apoyo y supervisores)
Zα= 1.96 al cuadrado (si la seguridad es del 95%).
p = proporción esperada (en este caso 5% = 0.05).
q = 1 – p (en este caso 1-0.05 = 0.95).
d = precisión o margen de error (en la presente investigación se usó un 5%).
𝑛 =(2006)(1.96)2(0 .05) (0 .95)
(. 05)2 (2006 – 1) + (1.962) (0 .05) (0 .95)
𝑛 = 70.46
𝒏 = 𝟕𝟎
3.5.1.2 Validación del instrumento. El total de entrevistas realizadas fue el valor
obtenido al aplicar la formula estadística del apartado anterior. Dicho instrumento se validó
mediante dos métodos: Jueces expertos que supervisaron el cuestionario y a través del mé-
todo “alfa de cronbach” que es un coeficiente de medida de consistencia interna que estima
la confiabilidad del instrumento (Hernández, 2014) el cual arrojó el siguiente resultado.
𝛼 =𝑘
𝐾 − 1[1 −
∑ 𝑠𝑖2
𝑆𝑇2 ]
𝛼 =71
70[1 −
101.13
3637.8] = 0,98

40
Aplicando la fórmula se obtuvo un valor de:
𝜶 = 𝟎. 𝟗𝟖
La validez del instrumento se refiere al grado en que el instrumento mide aquello que
quiere medir. Se sugieren las recomendaciones siguientes para evaluar los coeficientes del
Alfa de Cronbach: (George, 2016).
Coeficiente Alfa > 0.9 es excelente.
Coeficiente Alfa > 0.8 es bueno.
Coeficiente Alfa > 0.7 es aceptable.
En donde con un resultado de 0.80 el cuestionario puede considerarse aceptable, esta-
dísticamente y por tanto sus resultados son válidos para la muestra de 70 trabajadores del
área de mantenimiento de material rodante del STC.
3.5.2 Visita de campo. Las visitas al taller de mantenimiento permitieron conocer
con detalles las actividades realizadas por los técnicos de mantenimiento, así como las con-
diciones de seguridad e higiene de los distintos centros de trabajo. Para estas visitas se hizo
uso de hojas de verificación y listas de chequeo, cuyos resultados se muestran posteriormente.
3.5.3 Perfil de puesto. El perfil de puesto es un documento que contiene una serie
de elementos que reúnen los requisitos exigidos para el satisfactorio cumplimiento de las
actividades que se ejecutan en un puesto de trabajo. Contiene elementos como, los conoci-
mientos que el puesto requiere, la experiencia, aptitudes, las actividades a desarrollar, entre
otros. Es importante mencionar que el perfil de puesto que se presenta a continuación, no es
un documento oficial del metro, ya que al ser solicitado se negó su acceso manifestándose
que no es un documento público, por lo tanto, se desconoce la existencia del mismo.
Sin embargo, este se creó con base en fuentes primarias de información, como entrevis-
tas, encuestas y demás instrumentos que se describen en el presente capítulo, además de in-
formación obtenida en su página web. En relación con lo anterior, es oportuno mencionar,
que los trabajadores de mantenimiento de material rodante tampoco tienen acceso a sus per-
files de puestos.

41
3.5.4 Actividad de sopleteado de trenes. Como se ha hecho mención anterior-
mente, esta actividad ha sido identificada como la actividad más riesgosa ejecutada por los
técnicos de mantenimiento de material rodante. Para entender con claridad la manera en que
se lleva a cabo esta actividad, es oportuno mencionar como se conforma un tren:
Conformación de un tren de metro
Cada tren, llamado también convoy, está compuesto por nueve o seis carros, más co-
múnmente conocidos como vagones. En el caso de los trenes de nueve carros, seis de ellos
son motrices (M), esto significa que tienen tracción propia y entre todos arrastran al tren,
estos ocupan las posiciones 1,3,4,6,7 y 9. Los demás carros no tienen tracción propia y son
llamados remolques (R). En el caso de trenes de 6 carros, cuatro de ellos son motrices y dos
son remolques.
Las figuras 9 y 10 muestran la conformación de los trenes y a continuación se describe
lo que significa cada una de las siglas mostradas en las mismas (Sistema de Transporte
Colectivo de la Ciudad de México, 2017a).
M: Representa a los carros motrices equipados con cabina de conducción y con trac-
ción propia.
N: Representa a los carros motrices que con tracción propia y sin cabina de conduc-
ción.
R: Representa a los carros remolques.
PR: Representa al carro remolque central que cuenta con el equipo del sistema de
pilotaje automático
Figura 9. Conformación de un convoy de 9 carros
Fuente: (Sistema de Transporte Colectivo de la Ciudad de México, 2017a)

42
Figura 10. Conformación de un convoy de 6 carros
Fuente: (Sistema de Transporte Colectivo de la Ciudad de México, 2017a)
Equipo de protección personal y herramientas de trabajo
La figura 11 muestra el equipo de protección personal que se usa en la actividad de
sopleteado de trenes.
La herramienta o equipo de trabajo para realizar el sopleteado de trenes, es una manguera
de alta presión que va conectada al compresor del taller. Esta manguera mide 15 metros de
longitud, con diámetro de 3/8 de pulgada o de ½ de pulgada.
Respirador para cara
completa de silicón
Overol de fibra tyvek
Tapón auditivo reutiliza-
ble
Guantes de nitrilo refor-
zado
Botas dieléctricas
Figura 11. Equipo de protección personal
Fuente: Elaboración propia

43
Descripción de la actividad
La actividad de sopleteado de trenes es llevada a cabo en los talleres de mantenimiento
de material rodante en las cámaras de sopleteado, como se observa en las siguientes imáge-
nes.
Figura 12. Cámara de sopleteado de trenes. Metro Ciudad de México
Fuente: Elaboración propia
Figura 13. Sopleteado dentro de un vagón de metro
Fuente: Elaboración propia

44
La actividad de sopleteado consiste en limpiar el tren mediante aire a presión. Esta lim-
pieza se realiza dentro de los carros del tren, como muestra la figura 13 y también bajo los
trenes como muestra la figura 12; el presente análisis se enfocará en el sopleteado bajo trenes.
Para el limpiado en los bajos del tren, el técnico de mantenimiento de material rodante se
posiciona debajo del tren y haciendo uso de una manguera de alta presión conectada al com-
presor del taller, realizará el trabajo, mientras que el conductor está a cargo del movimiento
del convoy.
Cada cámara de sopleteado tiene una longitud de cerca de 17 metros, siendo esto apro-
ximadamente lo que mide un carro o vagón, por lo tanto, el sopleteado se hace carro por
carro. Es decir, se inicia la limpieza del primer carro, una vez el técnico de mantenimiento
realice el sopleteado, el conductor mueve el tren de manera que quede posicionado el segundo
carro en la cámara, al terminar el sopleteado del carro dos, el conductor avanzará el tren para
que quede el tercer carro en la cámara y así sucesivamente hasta que se haya hecho el sople-
teado en todos los carros que componen el tren. A continuación, se presenta con detalle cada
uno de los pasos o actividades que se realiza en el sopleteado de trenes.
Procedimiento para sopleteado de trenes
El siguiente procedimiento describe cada uno de los pasos que se realizan en el sople-
teado bajo trenes, mostrando su responsable.

45
Tabla 4. Procedimiento para el sopleteado de trenes.
Procedimiento para el sopleteado de trenes.
ÁREA: Mantenimiento de material rodante
PROCEDIMIENTO: Sopleteado bajo trenes
RESPONSABLE NÚMERO DE
ACTIVIDAD DESCRIPCIÓN DE LA ACTIVIDAD
Conductor A1 Ingresa el tren a la vía de sopleteado. Este se debe posicionar de tal
forma que el primer vagón quede en la cámara de sopleteado
Técnico A2
Acude a la cámara de sopleteado y energiza vía. Esto se hace activando
un interruptor.
¿Quedó energizada?
Si: Continua a A5
No: Continua a A3
Técnico A3 Reportar falla a personal de baja tensión
Personal de baja
tensión A4
Verificar falla y reparar
¿Se solucionó el problema?
Si: Continua a A5
No: Continua en A4 hasta solucionar la falla
Técnico A5
Prender el extractor. Esto se hace accionando un interruptor que se en-
cuentra ubicado en la mitad de la cámara de sopleteado
¿Prendió?
Si: Continua a A8
No: Continua a A6
Técnico A6 Reportar falla a personal de electromecánica
Personal de electro-
mecánica A7
Verificar falla y repararla
¿Se solucionó el problema?
Si: Continua a A8
No: Continua en A7 hasta solucionar la falla
Técnico A8 Ponerse el equipo de protección personal. Esto es: respirador para cara
completa, overol de fibra tyvek, tapón auditivo reutilizable y guantes de
nitrilo reforzado.
Técnico A9 Bajar a la vía de sopleteado y conectar la manguera al compresor.
Técnico A10
Efectúa el sopleteado de acuerdo al tipo de carro.
En esta actividad el trabajador haciendo uso de la manguera aplica aire a
presión, con la finalidad de remover partículas de polvo, materia orgá-
nica y cualquier elemento que se adhiera al tren en el transcurso de sus
recorridos.
Si es un carro remolque el que se va a sopletear, el tren debe estar apa-
gado y se sopletea las carretillas, el compresor y el alternador. Si es un
carro motriz, el tren debe estar prendido y se sopletea los motores de
tracción, las escobillas y carretillas.
Técnico A11
Se emite señal sonora, con la finalidad de indicarle a quien está a cargo
del movimiento del tren, que puede mover el tren al siguiente tope. Ac-
tualmente esta señal sonora consiste en golpear la vía con un tubo
Conductor A12 Escucha señal y avanza al siguiente tope.
Estos topes se encuentran señalados en la pared.
Técnico A13
Realiza el sopleteado de acuerdo al tipo de carro, tal como se describió
en A10.
¿Queda vagones por sopletear?
Si: Regresa a A11
No: Continua a A14
Técnico A14 Desconecta manguera, apaga extractor y retira el equipo de protección
personal
Conductor A15 Desciende del tren y reporta fin de la actividad. En esta actividad tanto el
conductor como el técnico, deben ir juntos al área de averías para repor-
tar que terminaron de realizar el sopleteado
Fuente: Elaboración propia

46
Diagrama de flujo de sopleteado bajo trenes
A continuación, se muestra un diagrama de bloques del sopleteado de trenes, con las
actividades descritas en la tabla 4.
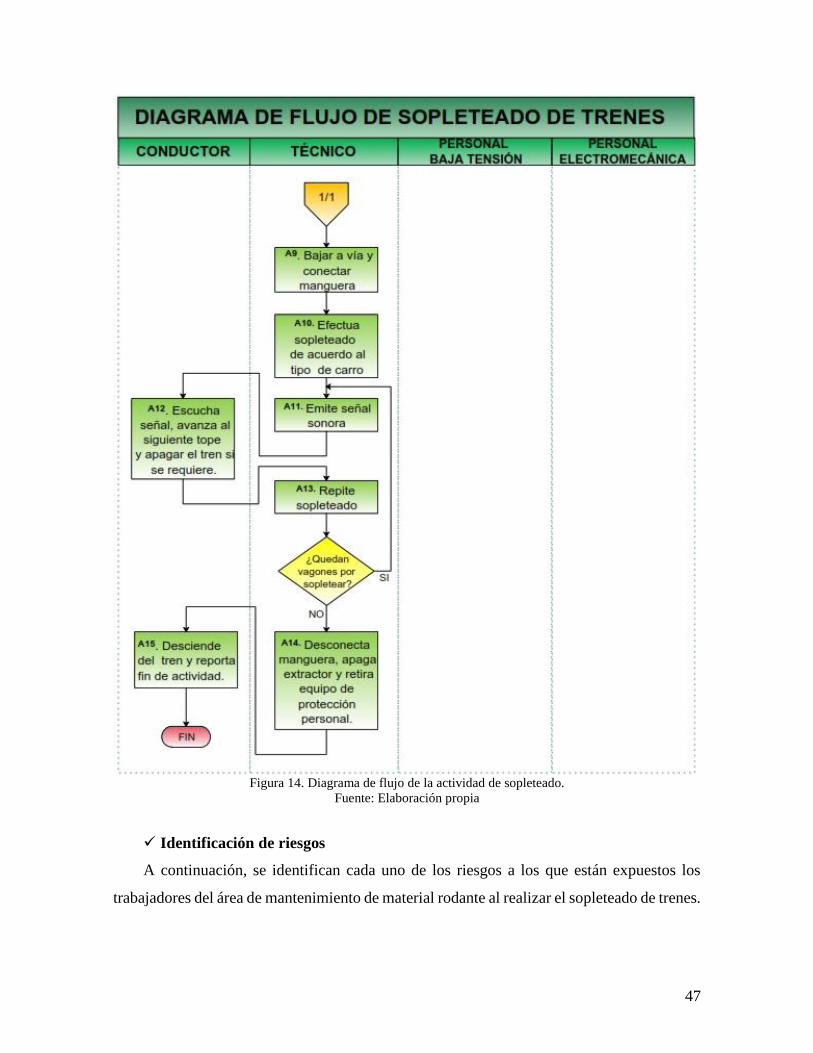
47
Figura 14. Diagrama de flujo de la actividad de sopleteado.
Fuente: Elaboración propia
Identificación de riesgos
A continuación, se identifican cada uno de los riesgos a los que están expuestos los
trabajadores del área de mantenimiento de material rodante al realizar el sopleteado de trenes.

48
Tabla 5. Riesgos de los trabajadores del área de mantenimiento de material rodante
Riesgos de los trabajadores del área de mantenimiento de material rodante
ACTIVIDAD DESCRIPCIÓN IMAGEN RIESGOS
A1 Ingresa el tren a la
vía de sopleteado.
La cámara de sopleteado no es una zona
acordonada, hay tránsito libre de traba-
jadores, lo cual significa que existe el
riesgo de que alguno de ellos sea atro-
pellado o golpeado por el tren
A2
Acude a la cámara
de sopleteado y
energiza vía
¿Quedó energi-
zada?
Si: Continua a A5
No: Continua a A3
-Por descuido u olvido de los trabajado-
res, puede haber herramientas de trabajo
tiradas en los diferentes centros de tra-
bajo, lo cual podría provocar la pisada
sobre objetos y caídas.
-Al energizar la vía se tiene presencia de
tensión eléctrica de aproximadamente
750 voltios, lo cual significa que si por
algún motivo un trabajador tiene con-
tacto con la vía energizada moriría.
- La imagen muestra el tablero de con-
trol, al cual se acude para energizar la
vía
A3
Reportar falla a
personal de baja
tensión
__
El desplazarse por los centros de tra-
bajo, da cabida a que ocurran caídas y
pisada sobre objetos.
A5
Prender el extrac-
tor.
¿Prendió?
Si: Continua a A8
No: Continua a A6
El extractor se prende accionando el in-
terruptor de la imagen, por ende, existe
el riesgo a la exposición de contactos
eléctricos.
A6
Reportar falla a
personal de elec-
tromecánica
____ Los mismos riesgos que A3.
A8
Ponerse el equipo
de protección per-
sonal. Esto es: res-
pirador para cara
completa, overol
de fibra tyvek, ta-
pón auditivo reuti-
lizable y guantes
de nitrilo refor-
zado.
-En la imagen se ve el acceso al sótano
donde se tiene guardado el epp. La pre-
sencia de escalones da cabida a una po-
sible caída.
-Actualmente existe problemas con la
reposición del EPP, como se manifestó
en las entrevistas y encuestas, los filtros
de respiración que se deben reemplazar
cada 15 días se reemplazan aproximada-
mente cada 3 meses y el traje tyvek que
se debe reemplazar cada día, se suminis-
tra cada 3 meses. Esto pone en riesgo la
salud del trabajador, llegando a provo-
car enfermedades respiratorias
A9
Bajar a la vía de
sopleteado y co-
nectar la manguera
al compresor.
El realizar esta actividad implica la pre-
sencia de riesgos como el de caída, pisar
objetos, chocar contra objetos y proyec-
ción de fragmentos o partículas.
La imagen muestra los diferentes nive-
les de piso en la cámara de sopleteado

49
A10
Efectúa el sople-
teado de acuerdo al
tipo de carro.
-Durante la realización de esta actividad
el trabajador está expuesto a polvos, que
pueden contener desde carbón de moto-
res, hasta restos de animales e incluso
restos humanos, esto en caso de atrope-
llamiento.
-La ventilación en la cámara de sople-
tado es muy escasa, lo que provoca altas
temperaturas en la misma.
-Hay deficiencia en la iluminación,
como se puede apreciar en la imagen no
todas las lámparas sirven, esto puede re-
percutir directamente en la salud del tra-
bajador, ocasionándole fatiga ocular, es-
trés, dolores de cabeza, cansancio, entre
otros. Y también puede repercutir en
que las partes que se están sopleteando
no queden completamente limpias,
puesto que, si no llega la suficiente ilu-
minación a estas, el trabajador no sabrá
si su trabajo ha quedado bien realizado.
-El sopleteado de trenes implica la rea-
lización de movimientos repetitivos.
Este trabajo se realiza vagón por vagón,
es decir, nueve veces seguidas. Y se rea-
liza varias veces al día.
-En esta actividad es más probable el
riesgo de caídas, debido a que el piso
tiene presencia de grasa, aceite y piedras
que caen del tren mientras se sopletea
A11
Se emite señal so-
nora, con la finali-
dad de indicarle a
quien está a cargo
del movimiento del
tren, que puede
mover el tren al si-
guiente tope.
-La imagen muestra el tubo usado para
emitir la señal.
-Debido a la falta de un sistema de co-
municación eficiente entre conductor y
técnico, los mismos trabajadores han
ideado la forma de comunicarse y esto
es mediante una señal sonora. Esta señal
consiste en golpear la vía con un tubo,
lo cual resulta rudimentario, poco apro-
piado y peligroso. En un escenario
donde el trabajador no quite rápida-
mente su mano de la vía mientras da la
señal sonora y el conductor movilice el
tren, puede ocasionar la amputación de
miembros superiores. Por otra parte, te-
niendo en cuenta que se está trabajando
en un taller mecánico, una señal sonora
de ese tipo, puede confundirse fácil-
mente con cualquier otro sonido, lo cual
ocasionaría que el conductor interpre-
tara erróneamente que puede mover el
tren y esto pondría en riesgo al técnico
que está haciendo el sopleteado. Si el
técnico toca alguna parte que no se de-
biese tocar mientras el tren está pren-
dido, puede provocar incluso ampu-
tación de dedos, como ya ha sucedido.

50
A12
Escucha señal y
avanza al siguiente
tope.
Los mismos riesgos que A1
A13
Realiza el sople-
teado de acuerdo al
tipo de carro, tal
como se describió
en A10.
¿Queda vagones
por sopletear?
Si: Regresa a A11
No: Continua a
A14
Los mismos riesgos que A10
A14
Desconecta man-
guera, apaga ex-
tractor y retira el
equipo de protec-
ción personal
_____ Riesgo a caídas y a exposición con con-
tactos eléctricos
A15
Desciende del tren
y reporta fin de la
actividad. En esta
actividad tanto el
conductor como el
técnico, deben ir
juntos al área de
averías para repor-
tar que terminaron
de realizar el so-
pleteado
Riesgos a caídas
Fuente: Elaboración propia
Dentro del EPP de los técnicos de mantenimiento de material rodante, no se contempla
la protección a la cabeza, aun cuando existe el riesgo de que caigan piezas desprendidos y
que el trabajador sea golpeado por las mismas.
Adicional a los riesgos identificados en la anterior tabla, cabe destacar que el sopleteado
de trenes requiere de mucha concentración, el trabajador debe estar alerta de que el tren puede
moverse en cualquier momento, un mínimo descuido, por ejemplo, recargarse en el riel
cuando el tren se mueve, conlleva a consecuencias como amputación de miembros superio-
res. Así mismo, las visitas al centro de trabajo permitieron identificar que:
La señal para notificar que el tren debe avanzar es una señal rudimentaria.
No existe señal para notificar que el conductor tiene el tren frenado.
No existe señal para indicar que el conductor liberó frenos.

51
No existe un sistema de comunicación eficiente entre técnico a cargo del sopleteado
y conductor.
No existe señal para notificar que el técnico terminó el sopleteado.
3.6 Resultados de instrumento aplicado a personal operativo
El instrumento de recopilación de información fue aplicado en primera instancia al per-
sonal operativo debido a que son ellos los que se encuentran directamente en el área sujeta
de estudio el instrumento. Los 71 reactivos que fueron puestos a consideración del personal
arrojaron los siguientes resultados, los cuales son agrupados por elementos y aspectos de
seguridad:
3.6.1 Inspecciones de seguridad. El apartado referente a las inspecciones de segu-
ridad arrojó los siguientes resultados:
Totalmente
en
desacuerdo
(1)
20%
De acuerdo
(4)
20%Neutral (3)
40%
En
desacuerdo
(2)
40%
1. Las inspecciones para prevenir
accidentes de trabajo se realizan de
forma periódicaTotalmente
de acuerdo
(5)
40%
Neutral (3)
40%
Totalmente
en
desacuerdo
(1)
20%
2. Existe personal exclusivo del área de
seguridad e higiene que participa en las
inspecciones para prevenir accidentes
Neutral (3)
40%
En
desacuerdo
(2)
20%
Totalmente
en
desacuerdo
(1)
40%
3. El personal directivo participa en las
inspecciones para prevenir accidentes
Neutral (3)
40%
Totalmente
en
desacuerdo
(1)
60%
4. Personal externo al STC participa en
las inspecciones para prevenir accidentes

52
Figura 15. Resultados de las inspecciones de seguridad
Fuente: Elaboración propia
Es posible apreciar diferentes aspectos importantes para el objeto de la presente investi-
gación. En primera instancia es posible observar que existe una marcada desinformación re-
ferente a la periodicidad con la cual se efectúan las inspecciones de seguridad. Los resultados
muestran que no existe un consenso referente a si, en opinión de los trabajadores, las inspec-
ciones son realizadas frecuentemente. Lo anterior puede responder a la carencia de instru-
mentos y materiales de difusión sobre tiempos para la aplicación de inspecciones. Por otra
parte, en lo referente al personal que lleva a cabo las inspecciones se observa igualmente que
el personal desconoce el tipo de personal que realiza dichas inspecciones, esto se deduce al
obtener valores del 20% para una totalidad en desacuerdo y un 40% para una totalidad de
acuerdo, situación contrastante ya que se trata de los dos extremos de respuestas. En lo que
respecta a la participación de autoridades y a la participación de personal externo se pudo
determinar que en ninguna de los dos casos se tiene una participación activa. Es importante
enfatizar que la participación de los directivos es un factor fundamental para asegurar un
adecuado cumplimiento a las normativas en materia de seguridad e higiene. La nula partici-
pación de directivos evidencia un desinterés en la seguridad de los trabajadores y a un nulo
desarrollo en materia de seguridad, esto debido a que las autoridades son el ente facultado
para realizar las acciones de mejora preventiva y correctiva ante elementos de riesgo y situa-
ciones críticas identificadas en las inspecciones, sin embargo, si no existe una participación
directa difícilmente se tendrá un avance y una retroalimentación en materia de acciones de
mejora.
Neutral (3); 80%
Totalmente en
desacuerdo (1)
20%
5. Las inspecciones para prevenir accidentes incluyen una revisión
minuciosa de equipos eléctricos, instalaciones, maquinaria,
herramientas e instalaciones completas del centro de trabajo

53
Finalmente, al cuestionar sobre los elementos sujetos de inspección los resultados mues-
tran que no existe una revisión a elementos importantes como equipos eléctricos, instalacio-
nes, maquinaria, herramientas e instalaciones completas del centro de trabajo. Esto sin duda
es un aspecto crítico debido a que las actividades de trabajo cotidianas del personal operativo
se basan en la utilización de dichos dispositivos y elementos. Al no existir una revisión mi-
nuciosa de dichos aspectos, la seguridad queda comprometida ya que no es posible garantizar
un entorno seguro de trabajo.
3.6.2 Capacitación en seguridad. El apartado referente al conocimiento de la nor-
matividad y documentos en materia de seguridad e higiene arrojó los siguientes resultados:
Totalmente de
acuerdo (5)
20%
Neutral (3)
20%En
desacuerdo
(2)
20%
Totalmente en
desacuerdo (1)
40%
6. Le fue suministrado o es de su
conocimiento la existencia de un
programa de inducción a la seguridad Totalmente
de acuerdo
(5)
20%
De acuerdo
(4)
20%
Totalmente en
desacuerdo (1)
60%
7. Conoce usted el reglamento interno
del STC aplicable a su área de trabajo
Neutral (#)
20%
De acuerdo
(4)
20%
Totalmente en
desacuerdo (1)
60%
8. Conoce usted las normas oficiales
mexicanas aplicables a sus actividades y
centro de trabajo
Totalmente
de acuerdo
(5)
40%
Totalmente en
desacuerdo (1)
60%
9. Conoce usted cuáles son sus
responsabilidades como trabajador en
materia de seguridad e higiene en el
trabajo

54
Figura 16. Resultados de capacitación en seguridad.
Fuente: Elaboración propia
El aspecto del conocimiento de la normatividad en materia de seguridad e higiene mues-
tra una marcada tendencia a la desinformación. Es posible observar que en lo que respecta al
personal operativo, no existe un conocimiento real sobre la existencia de material de seguri-
dad como lo es el manual de inducción a la seguridad, ya que 20% de los encuestados mani-
festó el conocer dicho documento. Igualmente el 60% del personal manifestó ignorar el re-
glamento particular de seguridad que es aplicable en su área de trabajo, lo cual es un punto
fundamental para un diagnóstico sobre seguridad dado que el trabajador debe estar consiente
en todo momento de los lineamientos para evitar riesgos laborales y accidentes de trabajo.
Misma situación se observa en relación a las Normas Oficiales Mexicanas (NOMs). Adicio-
nalmente es posible observar que más de la mitad de los trabajadores (60%) desconoce las
responsabilidades que su puesto implica en materia de seguridad e higiene en el trabajo. Di-
cho aspecto es atribuible directamente a los directivos del área y la comisión de seguridad e
higiene, debido a que son ellos quienes requieren informar a los trabajadores sobre sus res-
ponsabilidades y la importancia que esto implica para la prevención de riesgos y accidentes.
3.6.3 Difusión de información. El apartado referente la difusión de información
en materia de seguridad e higiene arrojó los siguientes resultados:
Totalmente de
acuerdo (5)
20%
De acuerdo (4)
20%
Neutral (3)
20%
Totalmente en
desacuerdo (1)
40%
10. Conoce usted cuales son las responsabilidades de su
empleador en materia de seguridad e higiene en el trabajo

55
Figura 17. Resultados de difusión de información
Fuente: Elaboración propia
La difusión de información por parte de las autoridades competentes y los directivos es
fundamental para generar un entorno de seguridad. Sin embargo, al cuestionar al personal
operativo sobre el flujo de información que existe dentro del área de mantenimiento y los
Totalmente
de acuerdo
(5)
20%
De acuerdo
(4) 20%Neutral (3)
40%
Totalmente en
desacuerdo (1)
20%
11. Le fueron informados los riesgos que
implicaban sus actividades antes de
iniciar a laborar en el STC
Totalmente en
desacuerdo (1)
40%
En desacuerdo
(2)
60%
12. Se realizan periódicamente
campañas enfocadas a informar a
trabajadores sobre aspectos de
seguridad e higiene
De acuerdo
(4)
20%
Totalmente
en
desacuerdo
(1)
40%
Neutral (3)
40%
13. Existen carteles informativos y
señalamientos que promueven y/o
informan sobre la prevención de
accidentes laboralesTotalmente
de acuerdo
(5)
20%
En
desacuerdo
(2)
20%
Totalmente en
desacuerdo (1)
60%
14. Se cuenta con un boletín interno o
alguna publicación relacionada con la
seguridad y la prevención de accidentes
de trabajo
Neutral (3)
20%
En desacuerdo (2)
40%
Totalmente en
desacuerdo (1)
40%
15. Se han realizado eventos como ferias, platicas,
exposiciones, concursos relacionados con la seguridad y la
prevención de accidentes de trabajo

56
talleres, fue posible observar una nula difusión. El 40% de los encuestados manifestó el des-
conocimiento de carteles informativos, asimismo se evidencio la carencia de material im-
preso para consulta de los trabajadores en donde se puedan informar sobre aspectos de segu-
ridad y prevención de accidentes. Finalmente es posible observar que no existe una campaña
de difusión constante sobre riesgos laborales y prevención de accidentes, aun cuando existe
una elevada rotación de personal en el área.
3.6.4 Señalamientos. El apartado referente los señalamientos en materia de inci-
dentes y/o eventos de riesgo se obtuvieron los siguientes resultados:
Figura 18. Resultados de señalamientos
Fuente: Elaboración propia
Es posible apreciar que aun cuando los señalamientos con instrucciones para actuar en
caso de sismo e incendio son aspectos básicos en un lugar de trabajo, se muestra aun un
Totalmente de
acuerdo (5)
20%
De acuerdo
(4)
20%Neutral (3)
20%
Totalmente en
desacuerdo (1)
40%
17. Su centro de trabajo cuenta con
señalamientos de que hacer en caso de
incendio
Totalmente de
acuerdo (5)
20%
De acuerdo
(4)
20%
Neutral (3)
40%
Totalmente en
desacuerdo (1)
20%
18. Su centro de trabajo cuenta con
señalamientos de que hacer en caso de
sismo
Totalmente de
acuerdo (5)
20%
De acuerdo (4)
20%
Neutral (3)
40%
Totalmente en
desacuerdo (1)
20%
19. Su centro de trabajo cuenta con señalamientos de
seguridad

57
desconocimiento por una parte de los empleados, ya que más de la mitad del personal mani-
festó estar en desacuerdo o ser neutral ante la existencia dichos aspectos. Este punto es im-
portante para generar un ambiente seguro, por lo mismo se verificó mediante la hoja de ve-
rificación la cual se describe más adelante.
3.6.5 Simulacros. El apartado referente simulacros arrojó los siguientes resultados
los cuales se muestran en porcentajes de respuesta del total de encuestados:
Tabla 6. Resultados referente a simulacros
Resultados referente a simulacros
AFIRMACIÓN TOTAL-
MENTE DE
ACUERDO (5)
DE
ACUERDO
(4)
NEUTRAL (3)
EN
DESACUERDO
(2)
TOTALMENTE
EN
DESACUERDO (1)
Se realizan simulacros de
forma periódica en el
centro de trabajo
20 40 20 20
Se realizan simulacros de
incendio 20 40 40
Se realizan simulacros de
sismos 20 40 40
Se realizan simulacros de
accidentes en el trabajo
y/o emergencias médi-
cas.
20 20 40 20
Fuente: Elaboración propia
Un simulacro es una simulación que se realiza normalmente para concientizar a las per-
sonas sobre las acciones a llevar adelante en caso de que ocurra un siniestro. Una vez aclarado
el concepto, es importante señalar que para el caso del área de mantenimiento de material
rodante del STC, la encuentra arrojó resultados que evidencian la puesta en marcha de dichos
eventos. Los simulacros en los centros de trabajo son un factor importante a fin de generar
un ambiente de seguridad debido a que se ponen en marcha un procedimiento de práctica de
las medidas de seguridad, de orden, de priorización para que el caso de cualquier catástrofe.
Sin la existencia de los simulacros, el personal no se encontraría preparado en el momento
de ocurrencia de cualquier siniestro, lo que implicaría un descontrol total debido al desorden
y al pánico. Es tanta la importancia que normativas como la NOM-002-STPS-2010 referente
Condiciones de seguridad-Prevención y protección contra incendios en los centros de trabajo,
establece que se deben desarrollar simulacros de emergencias de incendio al menos una vez
al año y es obligación de los trabajadores participar, así realizar una planeación de los mismos
y el registro de los resultados del simulacro. Por otra parte el Sistema Nacional de Protección

58
Civil a través del Centro Nacional de Prevención de Desastres formula información y reco-
mendaciones como la Guía Práctica de Simulacros de Evacuación en Inmuebles para llevar
a cabo simulacros contra sismos en lugares de trabajo.
3.6.6 Instalaciones. El apartado referente a las condiciones y servicios de las insta-
laciones de trabajo arrojó los siguientes resultados los cuales se muestran en porcentajes de
respuesta del total de encuestados:
Tabla 7. Resultados referentes a las condiciones y servicios de las instalaciones de trabajo.
Resultados referentes a las condiciones y servicios de las instalaciones de trabajo.
AFIRMACIÓN TOTALMENTE
DE ACUERDO
(5)
DE
ACUERDO
(4)
NEUTRAL (3)
EN
DESACUERDO
(2)
TOTALMENTE
EN
DESACUERDO
(1)
Tiene acceso a sanitarios en su
lugar de trabajo 40 40 20
Tiene acceso a comedor en su
lugar de trabajo 20 60 20
Tiene acceso a regaderas y ves-
tidores en su lugar de trabajo 20 60 20
Tiene acceso a lockers y/o área
para guardar sus pertenencias
de forma segura en su lugar de
trabajo
20 60 20
Tiene acceso un consulto-
rio/servicio médico en su lugar
de trabajo
20 60 20
Tiene acceso a un botiquín mé-
dico 20 40 20 20
Tiene acceso a una sala de re-
creo o espacio destinado al des-
canso en su lugar de trabajo
20 40 40
El centro de trabajo cuenta con
extintores para incendio 40 40 20
El centro de trabajo cuenta con
hidrantes 20 40 20 20
El centro de trabajo cuenta con
rociadores de espuma 20 20 60
El centro de trabajo cuenta con
teléfono de emergencias 20 40 40
El centro de trabajo cuenta sali-
das de emergencia 20 20 40 20
El centro de trabajo cuenta sis-
tema de alarmas 40 40 20
El centro de trabajo cuenta con
un programa y/o brigada de
protección civil
40 20 40
El centro de trabajo cuenta con
todas las comodidades (mobi-
liario) para desempeñar sus ac-
tividades.
20 60 20
Fuente: Elaboración propia

59
El área de mantenimiento de material rodante se divide en áreas comunes, áreas directi-
vas y talleres. La encuesta se aplicó con el objetivo de conocer en primera instancia la per-
cepción por parte del trabajador, información que después sería verificada con las hojas de
verificación y las listas de chequeo al momento de realizar una visita presencial a las insta-
laciones. Es importante enfatizar que las vistas de campo permiten validar la información
obtenida en las encuestas de forma que el diagnóstico final sea acertado y confiable.
Primeramente, se puede observar que servicios básicos como sanitarios, comedor, rega-
dores, vestidores y servicio médico se encuentran a disposición de los trabajadores. Sin em-
bargo, se observó que un 20% de los trabajadores desconoce la existencia de botiquines mé-
dicos, lo cual es un punto crítico en situaciones de siniestro. Se evidenció igualmente que
para los trabajadores no existe una idea clara de lo que un espacio para descanso representa,
esto debido a que el 40% manifestó que no existe áreas de descanso mientras un 20% afirmo
que se cuenta con ellas.
Un punto importante de análisis para diagnosticar las condiciones de seguridad es el
desconocimiento sobre la existencia de materiales y equipo contra incendios y otras condi-
ciones de seguridad ya que un 35% del personal en promedio manifestó que no se cuenta con
hidrantes, rociadores de espuma, teléfonos y salidas de emergencia. Igualmente, esta infor-
mación pudo ser verificada con la visita presencial y cuyos resultados se discuten y presentan
más adelante, sin embargo, si es un punto de interés para inferir un desconocimiento de ele-
mentos básicos de seguridad que hay en las instalaciones de trabajo. Finalmente se pudo
determinar la existencia de una brigada de protección, asimismo se puede observar que, en
términos generales, el personal operativo es en su mayoría neutral hacia su espacio de trabajo.
3.6.7 Higiene y salud. El apartado referente a las cuestiones de higiene y salud
arrojó los siguientes resultados:

60
Figura 19. Resultados de higiene y salud
Fuente: Elaboración propia
Dentro de las cuestiones de higiene y seguridad el análisis de centro en aspectos refe-
rentes a la aplicación de exámenes varios centrados en el bienestar del trabajador. Es posible
Neutral (3)
20%
En
desacuerdo
(2)
40%
Totalmente
en
desacuerdo
(1)
40%
43. Se realizan campañas de vacunación
en el centro de trabajo
Neutral (3)
40%
En
desacuerdo
(2)
40%
Totalmente en
desacuerdo (1)
20%
44. Se realizan exámenes de la vista en el
centro de trabajo
De acuerdo
(4)
20%
Neutral (3)
20%
En
desacuerdo
(2)
40%
Totalmente
en
desacuerdo
(1)
20%
45. Se realiza un control antidoping en el
centro de trabajo
De acuerdo (4)
20%
Neutral (3)
20%
En desacuerdo (2)
20%
Totalmente en
desacuerdo (1)
40%
47. Se han realizado exámenes especiales y específicos sobre aspectos
que pueden influir en su desempeño (efectos de ruido, efectos de polvos
y solventes, efectos de la temperatura etc).
Totalmente de
acuerdo (5)
20%
Neutral (3)
20%
En desacuerdo (2)
20%
Totalmente en
desacuerdo (1)
40%
46. Se realizan exámenes médicos
generales en el centro de trabajo
(auditivos, de presión, revisión general
etc.)

61
observar en primera instancia que aspectos como la prevención de enfermedades no es con-
siderada como un aspecto importante dado que los trabajadores referenciaron la nula exis-
tencia de campañas de vacunación. Una situación similar se presentó al cuestionar a los tra-
bajadores sobre la aplicación de exámenes de la vista, ya que igualmente manifestaron no
contar con dicho servicio. Lo anterior es un punto importante de análisis debido a que el
manejo de equipo especializado así como el entorno de trabajo como son las vías y los cir-
cuitos electrificados requieren de una atención cuidadosa, por consiguiente sería necesario
que el personal directivo asegurara que las capacidades visuales del personal fueran las ade-
cuadas a fin de evitar accidentes de trabajo.
El análisis no permite precisar si realmente existe un examen antidoping en el STC,
debido a que solo el 20% de los encuestados respondió afirmativamente, mismo resultado
obtenido al cuestionar sobre exámenes médicos generales y sobre exámenes específicos er-
gonómicos. Por consiguiente, es necesario comparar esta información con los resultados de
las entrevistas aplicadas a personal directivo los cuales se muestran más adelante.
3.6.8 Capacitación. El apartado referente a la capacitación arrojó los siguientes re-
sultados los cuales se muestran en porcentajes de respuesta del total de encuestados:

62
Tabla 8. Resultados referentes a capacitación
Resultados referentes a capacitación
AFIRMACIÓN
TOTALMENTE
DE ACUERDO
(5)
DE
ACUERDO (4)
NEUTRAL
(3)
EN
DESACUERDO
(2)
TOTALMENTE
EN
DESACUERDO
(1)
A todo trabajador se le brinda una
inducción en materia de seguridad
cuando entra a laborar en la em-
presa
20 20 20 40
Se brindan documentos o materiales
de ayuda para comprender las cues-
tiones de seguridad 20 20 20 40
Se da una clara explicación sobre
los riesgos que implica el trabajo a
realizar 20 40 20 20
Se proporciona una explicación/in-
ducción. / capacitación materia de
prevención de riesgos y salud e hi-
giene en el trabajo
20 20 20 40
Se explica y/o capacita sobre cómo
utilizar un extintor de incendio 20 20 20 40
Se explica y/o capacita sobre cómo
utilizar su equipo de seguridad per-
sonal 20 20 20 40
Se explica y/o capacita sobre cómo
almacenar y manejar materiales pe-
ligrosos (solventes, combustibles,
etc.)
20 20 20 40
Se explica y/o capacita sobre cómo
utilizar su maquinaria y/o herra-
mientas 20 20 20 40
Se explica y/o capacita sobre qué
hacer en caso de algún accidente 20 20 40 20
La capacitación/inducción es brin-
dada por personal del STC 20 20 40 20
El personal que brinda induccio-
nes/capacitaciones está preparado
para brindar dicha actividad 20 40 20 20
Las capacitaciones son integrales y
se contemplan todos los elementos
e información necesaria para que a
su juicio se puedan evitar acciden-
tes de trabajo
20 40 20 20
Las capacitaciones son realizadas
de forma periódica y programada 20 40 20 20
Se utiliza material audiovisual para
impartir las capacitaciones 20 40 20 20
Se utiliza material impreso para im-
partir las capacitaciones 20 40 20 20
Para impartir las inducciones/capa-
citaciones se utilizan documentos
oficiales del STC como manuales,
reglamentos, formatos, planes, pro-
gramas etc.
20 40 20 20
Fuente: Elaboración propia
El aspecto de capacitación dentro del análisis de la situación actual que guarda el área
de mantenimiento es fundamental para establecer un diagnóstico certero que permita diseñar

63
las propuestas de mejora. La capacitación permite a los trabajadores realizar adecuadamente
una actividad disminuyendo así el riesgo de accidentes debido al conocimiento pleno sobre
los procesos y acciones a realizar. Sin embargo, el análisis de información en las encuestas
aplicadas resulto en evidencia de una baja actividad referente a la capacitación en el STC.
En aspectos referentes a la capacitación sobre el uso el uso de materiales peligrosos, el
uso de maquinarias y equipos especializados y el uso de equipos de seguridad, los trabajado-
res manifestaron en su mayoría con un 80%, que la capacitación no se brinda, solo el 20%
manifestó haber recibido algún tipo de capacitación en dichos rubros. Es importante señalar
que la operación de equipos de seguridad, así como el uso del equipo de trabajo son factores
que pueden impactar significativamente en el riesgo de accidentes laborales. Por consi-
guiente, el actuar actual evidencia un punto de riesgo al carecer de programas de capacitación
centrados en actividades operativas.
Al cuestionar sobre otras cuestiones de capacitación las respuestas guardaron una ten-
dencia similar. Solo el 20% de los encuestados afirmaron contar con capacitación periódica.
Los resultados en este apartado brindan un panorama general en términos de capacitación de
acuerdo con la percepción de los trabajadores. Sin embargo, los resultados no pueden ser
interpretados de forma rápida para asumir que la capacitación es inexistente. Los aspectos
sobre los participantes en capacitaciones, la periodicidad, los temas y los materiales y recur-
sos destinos a dichas capacitaciones requieren ser estudiados a mayor detalle y considerar la
opinión del personal directivo. Dicha situación se presenta más adelante en donde se deter-
mina finalmente el diagnostico en materia de capacitación.
3.6.9 Ergonomía. El apartado referente a la ergonomía arrojó los siguientes resul-
tados los cuales se muestran en porcentajes de respuesta del total de encuestados:

64
Tabla 9. Resultados referentes a la ergonomía
Resultados referentes a la ergonomía
AFIRMACIÓN
TOTALMENTE
DE ACUERDO
(5)
DE
ACUERDO
(4)
NEUTRAL (3)
EN
DESACUERDO
(2)
TOTALMENTE
EN
DESACUERDO
(1)
Usted como trabajador se
siente completamente se-
guro al realizar mis activida-
des cotidianas
20 40 20 20
El equipo de protección que
se me brinda esta siempre en
excelentes condiciones y es
de la mejor calidad
40 40 20
El centro de trabajo se en-
cuentra en buenas condicio-
nes de mantenimiento
40 40 20
Se han efectuado estudios
del proceso (repetitivo) para
evitar la fatiga
20 20 20 40
Desde un enfoque médico,
se ha efectuado algún estu-
dio de enfermedades por
causa ergonómica
40 20 40
Se han efectuado estudios
de iluminación en las áreas
de trabajo
40 20 40
En los programas de seguri-
dad en el área médica, se
tienen considerados estudios
antropométricos, fisiológi-
cos, etc
40 20 40
La maquinaria está adaptada
al trabajador en relación a
paneles de control, altura,
bandas, transportadores, pe-
dales, etc
20 20 40 20
Están señaladas las diversas
áreas con el Equipo de Pro-
tección Personal (EPP) ne-
cesario a utilizar
20 20 20 40
Los baños se encuentran en
excelente estado de lim-
pieza, mantenimiento y fun-
cionamiento
40 20 20 20
Fuente: Elaboración propia
La ergonomía puede ser entendida como un campo de estudio centrado en el análisis
integral de la relación entre las personas y los elementos presentes de un sistema o entorno
laboral. Dicha disciplina tiene como objetivo principal optimizar el bienestar de un trabaja-
dor, así como su desempeño mediante la mejora del ambiente de trabajo. Por consiguiente,

65
el aspecto ergonómico es importante dentro de un diagnóstico de seguridad e higiene en el
trabajo. Dicho aspecto fue analizado dentro de la encuesta aplicada. Como se puede observar
en la tabla superior, la tendencia general muestra que los aspectos ergonómicos no son toma-
dos en cuenta, en promedio el 80% de los trabajadores encuestados manifestaron no contar
con equipos y maquinarias adaptados en función de sus características físicas. Igualmente se
evidenció la carencia de estudios centrados en aspectos antropométricos y fisiológicos y solo
el 20% de los trabajares afirmo contar con señalamientos sobre equipo de seguridad en su
área de trabajo.
Es importante señalar que, dadas las características del trabajo desarrollado en el área
de mantenimiento, la presión a la que son sometidos los trabajadores puede afectar su rendi-
miento por fatiga y así incrementar los riesgos de trabajo. La fatiga laboral implicada la dis-
minución progresiva de la capacidad de resistencia del individuo, el cual se encuentra some-
tido a una intensa demanda de habilidades como es el caso de los trabajadores de manteni-
miento del STC. La encuesta mostró que no se han efectuado estudios del proceso (repetitivo)
para evitar la fatiga laboral, esto es un elemento importante de análisis debido a que como se
ha hecho mención la fatiga laboral puede resultar en merma de capacidades, que al encon-
trarse en un ambiente de riesgo como un taller de mantenimiento, los accidentes pueden au-
mentar.
3.7 Resultados de Visita de Campo
Posterior a la aplicación de encuestas al personal operativo, se realizó una visita de
campo en donde se aplicaron hojas de verificación y listas de chequeo, los resultados obteni-
dos se muestran como sigue:

66
Tabla 10. Resultados de la vista de campo
Resultados de la vista de campo
ASPECTO CONDICIÓN
OBSERVACIONES SI NO
1. INSPECCIONES DE SEGURIDAD
1.1 Se realizan inspecciones programadas y periódi-
cas X
1.2 Participan encargados de seguridad en inspeccio-
nes X
1.3 Participan supervisores de área en inspecciones X
1.4 Participan directivos y jefes de departamentos en
inspecciones X
1.5 Participa una comisión/comité de seguridad en
inspecciones X
1.6 Participan personal externo al STC en las inspec-
ciones X
2. ELEMENTOS SUJETOS DE INSPECCIÓN
2.1 Ventiladores X
2.2 Condiciones ambientales (polvos, humos, vapo-
res, etc) X
Los equipos tienen envejeci-
miento
2.3 Autotransportes (automóviles, camiones, monta-
cargas) X Carencia de refacciones
2.4 Construcciones (ventanas, puertas, escaleras, etc) X
2.5 Substancias químicas (ácidos, barnices, solven-
tes, etc) X
Almacenamiento improvisado e
inseguro
2.6 Recipientes (para depósitos de materiales, líqui-
dos, etc) X
2.7 Equipo eléctrico (cajas, transformadores, cables
conexiones) X
2.8 Equipo contra incendio X
2.9 Materiales inflamables X
2.10 Guardas X
2.11Herramientas (fijas y portátiles) X
2.12 Maquinaria X
2.13 Materiales (materia prima) X
2.14 Bombas y compresoras X
2.15 Pisos y pasillos X
2.16 Sistema de alarma X
2.17 Aspectos ecológicos X
3. PROGRAMA DE INDUCCIÓN A LA SEGURIDAD
3.1 Aspectos legales (normas y reglamentos) X
3.2 Reglamento interno particular de la empresa X
3.3 Equipo de seguridad más comúnmente utilizado
en la empresa X
3.4 Principales riesgos en la organización X
3.5 Medidas de higiene industrial X
3.6 Responsabilidades del trabajador X
3.7 Responsabilidades del patrón X
3.8 Beneficios de la seguridad X
4. CAPACITACIONES DE SEGURIDAD
4.1 Participantes
4.1.1 Inspector de seguridad X
4.1.2 Supervisor inmediato X

67
4.1.3 Jefe de área/departamento X
4.1.4 Personal externo X
4.2 Periodicidad
4.2.1 Más de 5 al año
4.2.2 4 veces al año
4.2.3 3 veces al año X
4.2.4 2 veces al año
4.2.5 1 vez al año
4.3 Materiales
4.3.1 Material filmográfico X
4.3.2 Material didáctico X
4.3.3 Material motivacional X
4.3.4 Revistas X
4.3.5 Asociaciones X
4.3.6 Relación con la STPS X
4.3.7 Relación con el IMSS X
4.3.8 Manuales, guías, instructores X
4.3.9 Manuales de procedimientos X El trabajador no tiene acceso
4.3.10 Manuales de organización X
4.3.11 Manuales de calidad X
4.3.12 Planes de evacuación X
4.3.13 Hojas de control/verificación X
4.3.14 Plan de protección civil X
4.3.15 Listas de chequeo X
4.3.16 Instructivos X
4.3.17 Folletos X
4.3.18 Mapas de procesos X
4.3.19 Medios audiovisuales X
5. CREACIÓN DE HÁBITOS DE SEGURIDAD
5.1 Concursos de seguridad X
5.2 Campañas de seguridad X
5.3 Pláticas X
5.4 Carteles X
5.5 Señalamientos X
5.6 Exhibiciones de seguridad X
5.7 Biblioteca, publicaciones X
5.8 Boletín interno X
5.9 Suscripción a revistas X
6. SISTEMAS DE RECOMPENSA
6.1 Dinero o bonos X
6.2 Diplomas X
6.3 Cartas de la dirección X
6.4 Comidas X
6.5 Propagandas (plumas, lápices, etc) X
6.6 Artículos para el hogar X
6.7 Despensas X
7. EQUIPO DE PROTECCIÓN PERSONAL
7.1 Zapatos X 2 años desde la última entrega
7.2 Uniforme de trabajo X 2 años desde la última entrega
7.3 Guantes de lona X
7.4 Guantes dieléctricos X Suministro limitado y de baja cali-
dad
7.5 Guantes de cuero X Suministro inconstante e insufi-
ciente

68
7.6 Mascarilla X Suministro inconstante e insufi-
ciente
7.7 Gafas de seguridad X Suministro inconstante e insufi-
ciente
7.8 Careta plástica X Suministro inconstante e insufi-
ciente
7.9 Monogogles X Suministro inconstante e insufi-
ciente
7.10 Sorderas X Suministro inconstante e insufi-
ciente
7.11 Tapones auditivos X
7.12 Casco de protección X
7.13 Careta de soldador X
7.14 Cristales ahumados X
8. INSTALACIONES
8.1 Sanitarios X
8.2 Servicio médico X
8.3 Servicio de comedor X
8.4 Caseta de bomberos X
8.5 Regaderas y vestidores X
8.6 Botiquín medico X
8.7 Sala de descanso X Habilitada por los trabadores
8.8 Dormitorios X
8.9 Lockers X
8.10 Extintores X
8.11 Hidrantes X
8.12 Bombas para hidrantes X
8.13 Gas halón X
8.14 Rociadores de espuma X
8.15 Rociadores de agua X
8.16 Sistema de CO2 X
8.17 Sistema de alarma X
8.18 Salidas de emergencia señalizadas X
8.19 Teléfono de emergencia (exclusivo para cual-
quier situación) X
8.20 Sillas, bancos, sillones X
8.21 Piso pavimentado y uniforme X
8.22 Señalamientos para confinamiento de equipos y
maquinaria (líneas amarillas) X
8.23 Dispensadores/Garrafones de agua y/o bebede-
ros X
8.24 Sistemas de ventilación X
8.25 Calefacción X
8.26 Sistemas de iluminación X
8.27 Centros de almacenamiento para herramientas X
8.28 Almacenes de materias y suministros X
9. MAQUINARIA
9.1 Guardas de protección (en poleas, bandas, engra-
nes, etc) X
9.2 Microsuitch de paro automático X
9.3 Señalamiento de puntos de riesgo X
9.4 Indicativos de arranque y paro en español X
Fuente: Elaboración propia

69
La visita de campo permitió determinar aspectos relativos principalmente a las condi-
ciones del lugar de trabajo (instalaciones y maquinaria) y los equipos de seguridad. Igual-
mente se realizó una revisión sobre documentación referente a las inspecciones de seguridad
e higiene, capacitación y sistemas de incentivos a trabajadores. La tabla 10 presenta los re-
sultados verificables sobre elementos relativos a cuestiones de seguridad.
En primera instancia es posible observar que las inspecciones de seguridad si bien son
calendarizadas, solo cuentan con la participación de personal interno de seguridad, no existe
una participación de autoridades, directivos y personal experto externo al STC. En adición a
lo anterior, las inspecciones no contemplan el análisis de elementos fundamentales como lo
son los equipos eléctricos, la maquinaria y las herramientas de trabajo. Dicha situación es
crítica debido a que no se evalúa periódicamente el estado del equipo con el que los trabaja-
dores desempeñan sus actividades, lo que compromete su seguridad e integridad física.
En segunda instancia se puede observar los resultados referentes a la capacitación que
reciben los trabajadores. Anteriormente se presentaron resultados de las encuestas aplicadas
a trabajadores, lo cual mostro una casi nula existencia de aspectos de capacitación por parte
de los directivos. En análisis de verificables resulto en evidencia relativa a que la capacitación
que reciben los trabajadores se brinda de manera informal. Dicha capacitación no es provista
por las autoridades o personal de seguridad, es brindada directamente entre los propios tra-
bajadores y eventualmente por el supervisor directo. Dicho aspecto revela una situación crí-
tica ya que los trabajadores transmiten su conocimiento adquirido de forma empírica, sin
embargo, al carecer de un procedimiento y esquema definido de capacitación, se pasan por
alto varios elementos para asegurar condiciones de trabajo seguras para el nuevo personal.
Otro elemento crítico identificado es que los trabajadores no tienen acceso a los manuales de
procedimientos diseñados específicamente para sus actividades operativas. Cabe señalar que
un manual de procedimientos contiene la descripción de actividades que deben seguirse en
la realización de las funciones de una unidad operativa a fin de que el personal tenga cono-
cimiento pleno de las acciones a desempeñar, por consiguiente, el que el personal del área de
mantenimiento no pueda acceder a los manuales de procedimientos incrementa los riesgos
de trabajo dado que no se tiene un lineamiento a seguir para efectuar alguna actividad. Igual-
mente se debe enfatizar el hecho que las actividades realizadas en el área de mantenimiento

70
involucran el uso de maquinaria especializada y se realizan en espacios confinados de riesgo,
esto se puede apreciar en la figura 20.
Figura 20. Actividades en el área de mantenimiento de material rodante
Fuente: Elaboración propia
La inspección realizada al taller de mantenimiento permitió identificar aspectos relativos
al equipo de seguridad utilizado, principalmente se analizaron componentes del uniforme, si
bien se determinó que el personal recibe todo el equipo de protección personal listado en la
hoja de verificación, se identificaron varios puntos críticos. En primera instancia es posible
apreciar algunos aspectos como el hecho de que el equipo de seguridad suministrado carece
de un procedimiento de remplazo constante y eficiente. Se observó que el remplazo del
equipo de trabajo se realiza sin una calendarización definida, situación similar a la compra
de refacciones para la operación de maquinaria y equipo. Igualmente se puedo observar que
en la mayoría de las ocasiones es el propio trabajador quien debe adquirir su equipo de pro-
tección personal y su herramienta debido a que por la carencia de recursos no pueden ser
suministradas periódicamente por el STC.
Finalmente se observó que el área de trabajo sujeta de análisis, carece de varios equipos
y elementos para control de incendios. Igualmente se observó que instalaciones como las

71
áreas de descanso de los trabajadores fueron improvisadas y acondicionadas por ellos mis-
mos, sin tener un apoyo de autoridades.
3.7.1 Señalamientos de Seguridad. Durante la vista de campo y la inspección rea-
lizada, se analizó igualmente la existencia y estado que guardan los señalamientos de segu-
ridad. Es necesario enfatizar que los señalamientos de seguridad desempeñan un papel vital
en la comunicación de la información en materia de seguridad. Pueden reducir al mínimo el
riesgo de un accidente que ocurre en un lugar de trabajo y son una manera fácil y compren-
sible universalmente de conseguir hacer llegar su mensaje a todo trabajador. Igualmente se
debe señalar que los señalamientos de seguridad en muchos casos son obligatorios para cum-
plir con la normativa de seguridad, específicamente la NOM-026-STPS-2008. Los emplea-
dores deben proporcionar información a los empleados sobre el significado y los requisitos
de todos los signos utilizados en el lugar de trabajo, sin embargo, como ha quedado ya evi-
denciado, no existe un sistema de comunicación eficiente en aspectos de seguridad en el
trabajo.
El análisis de señales de seguridad se basó en la revisión de los señalamientos existentes,
los resultados se presentan de acuerdo a lo indicado en la NOM-026-STPS-2008, los resul-
tados se presentan como sigue:

72
Tabla 11. Pendiente nombre de tabla
Señalamientos de seguridad en el área de mantenimiento de material rodante.
INDICACIÓN CONTENIDO DE IMAGEN
DEL SÍMBOLO SÍMBOLO
SE
TIENE
NO SE
TIENE
DEBERÍA
DE TE-
NERSE
SEÑALES DE PROHIBICIÓN
Prohibido fumar Cigarrillo encendido
X
Prohibido generar llama
abierta e introducir obje-
tos incandescentes
Cerillo encendido
X
Prohibido el paso Silueta humana caminando
X
Agua no potable Llave sobre vaso conteniendo agua
indicada por líneas onduladas
X
Prohibido el paso a mon-
tacargas y otros vehículos
industriales
Contorno de perfil de montacargas
y silueta de conductor
X Si
Prohibido el paso a perso-
nas con marcapasos
Silueta estilizada de corazón y ca-
ble
X No
Prohibido el uso de artícu-
los metálicos o relojes de
pulsera
Figura estilizada de reloj de pulsera
y silueta lateral de llave
X Si
No utilizar agua como
agente extinguidor Cubo derramando agua sobre llama
X Si
SEÑALES DE OBLIGACIÓN
Indicación general de obli-
gación Signo de admiración
X
Uso obligatorio de casco
de protección
Contorno de cabeza humana, por-
tando casco
X
Uso obligatorio de protec-
ción auditiva
Contorno de cabeza humana por-
tando protección auditiva
X
Uso obligatorio de protec-
ción ocular
Contorno de cabeza humana por-
tando anteojos
X
Uso obligatorio de calzado
de protección Un zapato de protección
X
Uso obligatorio de guantes
de protección Un par de guantes
X

73
Uso obligatorio de protec-
ción respiratoria
Contorno de cabeza humana
Portando dispositivo de
Protección respiratoria
X
Uso obligatorio de equipo
de
Protección personal
Contra caídas de altura
Contorno de figura humana
Portando arnés, atado a una
Cuerda
X Si
Protección obligatoria de
la cara
Contorno de cabeza humana por-
tando protector facial
X
SEÑALES DE PRECAUCIÓN
Indicación general de pre-
caución Signo de admiración
X Si
Precaución, sustancia to-
xica
Cráneo humano de frente con dos
huesos largos cruzados por detrás
X No
Precaución, sustancias co-
rrosivas
Una mano incompleta sobre la que
una probeta derrama un líquido. En
este símbolo puede agregarse una
barra incompleta sobre la que otra
probeta derrama un liquido
X No
Precaución, materiales in-
flamables y combustibles Imagen de flama
X Si
Precaución, materiales
oxidantes y comburentes Corona circular con una flama
X No
Precaución, materiales con
riesgo de explosión Una bomba explotando
X No
Advertencia de riesgo eléc-
trico
Flecha quebrada en posición verti-
cal hacia abajo
X Si
Riesgo por radiación laser Línea convergiendo hacia una ima-
gen de resplandor
X No
Advertencia de riesgo bio-
lógico Circunferencia y tres medias lunas
X No
Riesgo por radiación no
ionizante
Imagen abstracta de antena emi-
tiendo ondas electromagnéticas
X No
Riesgo por presencia de
campos magnéticos
Silueta de imán con dos arcos ra-
diantes en ambos lados
X No
Riesgo de obstáculos en
zonas transitables
Silueta humana estilizada trope-
zando con un obstáculo en el suelo
X No
Riesgo de caída a desnivel
Silueta humana estilizada cayendo
desde el borde de una superficie a
desnivel
X Si

74
Riesgo por baja tempera-
tura / condiciones de con-
gelamiento
Figura abstracta mostrada en la
imagen contigua
X No
Riesgo por superficie res-
balosa
Silueta estilizada de hombre ca-
yendo sobre una superficie resba-
losa
X No
Riesgo de caída de cargas
suspendidas
Objeto cuadrangular soportado por
cuatro cuerdas, donde se observa
rota una de ellas
X Si
Precaución, zona de trán-
sito de montacargas u
otros vehículos industria-
les de transporte de mate-
riales
Contorno de perfil de montacargas
y silueta de conductor
X Si
Precaución, superficie ca-
liente
Figura abstracta mostrada en la
imagen contigua
X No
Precaución, zona a alta
temperatura
Imagen de termómetro mostrando
indicación de alta temperatura
X No
Señales de información
Ubicación de un extintor
Silueta de un extintor con flecha
direccional opcional, en el sentido
requerido
X
Ubicación de un hidrante Silueta de un hidrante con flecha
direccional
X
Ubicación de una salida de
emergencia
Silueta humana avanzado hacia una
salida en el sentido requerido
X
Ubicación de ruta de eva-
cuación
Flecha indicando el sentido reque-
rido y en su caso en número de la
ruta de evacuación
X
Ubicación de una regadera
de emergencia
Silueta humana bajo una regadera
y flecha direccional
X
Ubicación de estaciones y
botiquín de primeros auxi-
lios
Cruz griega y flecha direccional
X
Ubicación de un lavaojos
Contorno de cabeza humana incli-
nada sobre un chorro de agua de un
lavaojos y flecha direccional
X
Ubicación de rutas, espa-
cios o servicios accesibles
para personas con disca-
pacidad
Figura humana estilizada en silla
de ruedas
X
Fuente: Elaboración propia con imágenes de NOM-026-STPS-2008

75
La tabla 11 muestra que su mayoría, el centro de trabajo cuenta con la señalización ade-
cuada, sin embargo, se identificaron diez señalamientos que deberían mostrarse en el área y
actualmente se encuentran ausentes, dichos señalamientos son:
Prohibido el paso a montacargas y otros vehículos industriales
Prohibido el uso de artículos metálicos o relojes de pulsera
No utilizar agua como agente extinguidor
Uso obligatorio de equipo de
Protección personal
Contra-caídas de altura
Indicación general de precaución
Precaución, materiales inflamables y combustibles
Advertencia de riesgo eléctrico
Riesgo de caída a desnivel
Riesgo de caída de cargas suspendidas
Precaución, zona de tránsito de montacargas u otros vehículos industriales de trans-
porte de materiales
3.8 Resultado de encuesta a personal directivo de seguridad e higiene
La encuesta del anexo 4 fue aplicada al jefe de la sección técnica de la coordinación de
seguridad industrial e higiene industrial, en representación del personal directivo de dicha
área. Esta encuesta se complementó con comentarios específicos de alguno de los puntos
tratados, como se muestra a continuación.

76
Tabla 12. Comentarios sobre encuesta a personal administrativo
Comentarios sobre encuesta a personal administrativo
N° COMENTARIO 3 Nunca personal externo al STC participa en inspecciones de seguridad
6, 7, 8, 9, 10,
11, 23, 46, 47,
48, 49, 50,23,
57, 58
Existe un programa de inducción a la seguridad e higiene suministrado por el área de
Seguridad e higiene, alguno de los aspectos o actividades que este contempla son los
siguientes:
Capacitación sobre el uso de extintores
Explicar al trabajador sobre los riesgos que implica su trabajo
Dar a conocer las Normas Oficiales Mexicanas aplicables a los distintos centros de tra-
bajo
Dar a conocer a los trabajadores sus responsabilidades en materia de seguridad e hi-
giene
Dar a conocer a los trabajadores las responsabilidades que tiene el STC sobre ellos en
materia de seguridad e higiene
Brindar documentos o materiales de ayuda para comprender las cuestiones de seguridad
Simulacros de emergencias médicas
Esta capacitación se brinda anualmente y no se imparte a todo el personal de manteni-
miento, en promedio 50 personas del área de mantenimiento de material rodante, inclu-
yendo todos los talleres, reciben esta capacitación en un año, lo que equivale al 2.5%
del total de trabajadores del área en cuestión.
13,14,15,16, 70
Se manifestó que falta de carteles informativos, señalamientos, publicaciones o boleti-
nes, concursos y eventos, en materia de seguridad, es debido a la falta de presupuesto.
El último evento realizado en relación a la seguridad y la prevención de accidentes de
trabajo se realizó en el año 2014
24, 63, 51
Todo equipo de protección personal que requiera reposición por deterioro será suminis-
trado al trabajador de forma inmediata siendo este de la mejor calidad. La capacitación
sobre su uso se realiza en el momento de la entrega
27, 28, 71 Las regaderas, vestidores, lockers y sanitarios no se encuentran en el mejor estado, pre-
sentan deterioro debido a la antigüedad y falta de mantenimiento de las mismas
31
No todos los talleres de mantenimiento de material rodante tienen destinada un área
para descanso o recreo del trabajador. El taller del Rosario, Zaragoza, La Paz y Tico-
mán si cuentan con áreas de esparcimiento como lo son canchas
39, 40
Aunque en los centros de trabajo se cuente con mobiliario, maquinaria o equipo para el
desempeño de actividades laborales, estas no están en las mejores condiciones debido a
su antigüedad
42, 44, 45, 65
Tanto los exámenes médicos generales (auditivos, de presión, revisión general, etc)
como exámenes o estudios específicos (efectos de ruido, efectos de polvos y solventes,
efectos de la temperatura, etc) se realizan a petición de los supervisores del área o
cuando se detecta anomalía, es decir que estos no se contemplan en el programa anual
de seguridad e higiene. El único estudio antropométrico que se ha realizado fue en el
año 2007.
41 Las campañas de vacunación se realizan al menos una vez al año y fuera de los centros
de trabajo
43
No se realizan pruebas antidoping para consumo de drogas, pero si se realiza prueba de
alcoholemia al menos una vez al año de forma sorpresiva en los distintos centros de tra-
bajo
Fuente: Elaboración propia

77
3.9 Diagnóstico General.
El análisis llevado a cabo identificó los siguientes puntos críticos y aspectos generales
que permiten conocer la situación que guarda el área de mantenimiento de material rodante:
3.9.1 Administración y funcionamiento del área
El área de mantenimiento de material rodante del taller en cuestión se integra por 110
trabajadores divididos en: personal operativo con 80 personas y administrativos con
30. A su vez el personal operativo se divide en 30 técnicos de mantenimiento de ma-
terial rodante “A”, 40 tipo “B” y 10 supervisores.
Un supervisor puede tener bajo su responsabilidad y supervisión a un máximo de 10
trabajadores.
El trabajo de mantenimiento se divide en tres: 1) Mantenimiento por horas. Se brinda
a los trenes cuando alcanzan las 5000 horas de funcionamiento y consiste en un man-
tenimiento cíclico. 2) Mantenimiento por meses. Se brinda al alcanzar los 6 meses de
operación en cada tres y consiste en lubricación total. 3) Mantenimiento por kilóme-
tros. Se brinda al alcanzar: a) 180,000 km en el carro motriz (peso 12 toneladas),
consiste en el cambio de llantas y, b) 250,000 km en el carro remolque (peso 9 tone-
ladas).
Adicional al sopleteado de trenes, se identificó que otra actividad de alto riesgos, es
el cambio de ruedas de seguridad. Dicho procedimiento requiere la remoción de la
rueda portadora con un peso de 250kg y de la rueda guía. En ambos casos el procedi-
miento se levantamiento de ruedas se realiza de forma manual debido a la carencia
de equipo.
Para realizar mantenimiento en trenes es necesario detener el sistema de corriente
eléctrica en trenes motriz con cabina y en trenes con caja de pilotaje automático, sin
embargo, este procedimiento se realiza de forma manual debido a que los indicadores
luminosos ya no son funcionales por la antigüedad de los trenes. Para realiza el pro-
cedimiento el trabajador requiere conocer a la perfección la distribución de circuitos,
aspecto que se logra solo con ensayo y error.
Solo existe un curso de inducción que reciben los empleados y se denomina “Cursos
de inducción al mantenimiento de material rodante”. El curso tiene una duración de

78
1 semana con sesiones diarias de 7 horas. Sin embargo, este curso es brindando a los
empleados hasta casi un año de estar ya laborando en el área de mantenimiento.
Se cuenta con manuales de procedimiento en donde se indican las actividades a seguir
para realizar todas las tareas de mantenimiento, sin embargo, los trabajadores no tie-
nen acceso a dicho documento.
Se brindan cursos, pero que no guardan relación con aspectos de seguridad, dichos
cursos incluyen: Excel básico e intermedio, redes informáticas 1 y 2. Se cuenta con
un catálogo de cursos para áreas certificadas que incluyen cursos de compresores,
soldadura, diferenciales, herramientas de medición. Electrónica y electricidad. Ajuste
de masas y diagramas, sin embargo, todos estos cursos deben ser solicitados y están
sujetos a disponibilidad.
3.9.2 Seguridad e higiene. Las inspecciones de seguridad se realizan de forma es-
porádica y no contemplan el análisis de elementos como sistemas eléctricos, herramientas y
equipos de trabajo y seguridad. Igualmente, no existe una participación activa y directa de
personal de seguridad y de directivos o autoridades del área, solo participan supervisores.
Dentro del área no se realizan actividades de capacitación formal, el curso de inducción
al mantenimiento se brinda fuera del área y no se da a los trabajadores de recién ingreso, en
promedio pasa un año antes de que un trabajador se enviado a dicho curso. Las actividades
de capacitación son realizadas de forma directa del supervisor al trabajador y este a su vez
instruye a nuevos trabajadores, sin embargo, esta capacitación es desorganizada y carece de
recursos y estructura.
No existen herramientas y/o sistemas de difusión de información sobre seguridad en el
trabajo ya que no se comunica oportunamente a los trabajadores los riesgos que su actividad
implica, así como sus obligaciones en materia de seguridad. Igualmente, no se promueve la
cultura de la seguridad con herramientas como carteles, boletines o eventos destinados a la
seguridad en el trabajo.
No se cuentan con programas destinado a motivar e incentivar a los trabajadores a em-
prender prácticas seguras de trabajo.
El equipo de protección personal suministrado no cuenta con un procedimiento de re-
emplazo calendarizado. El suministro de equipo no siempre se realiza debido a la escasez de

79
recursos, lo que implica que el trabajador labore con equipo desgastado y obsoleto y que sea
el mismo quien tenga que adquirir con dinero propio nuevo equipo y herramienta.
Las instalaciones carecen de elementos para el control de incendios y en aspectos como
lugares de descanso para trabajadores, están han sido habilitadas y acondicionadas por los
mismos trabajadores.
En el centro de trabajo no se realizan estudios médicos centrados en identificar elemen-
tos que afecten el desempeño de los trabajadores. Igualmente, no se cuenta con programas
de vacunación y exámenes visuales. En general la higiene en el trabajo no se promueve aun
cuando se cuenta con servicio médico.
Aun cuando se cuenta con la mayoría de señalamiento de seguridad, existen diferentes
señales que no existen en el centro de trabajo y que, debido a las características de las activi-
dades, deberían de ser colocadas.

80
Capítulo 4
4. Estudio comparativo: Metro de la Ciudad de México versus Metro de Madrid
Como ha quedado descrito en apartados anteriores, la presente investigación busca brin-
dar una propuesta de mejora para la reducción de accidentes en al área de mantenimiento de
material rodante del STC de la Ciudad de México. Dicha propuesta estará basada en el diag-
nóstico obtenido, y soportada por prácticas y acciones aplicadas en sistemas de metro en
ciudades seleccionadas del sistema ferroviario español. Por consiguiente, el presente capítulo
se estructura con los resultados obtenidos al realizar una estancia de investigación en España.
Dicha estancia tuvo como objetivo identificar los sistemas de transporte férreos españoles,
que, dadas sus características, son susceptibles de análisis comparativos con el Metro de la
Ciudad de México. Después de analizar cada uno de los 9 sistemas de metro que tiene España,
los cuales son, metro Madrid, metro de Valencia, metro de Alicante, metro de Barcelona,
metro de Bilbao, metro de Sevilla, metro de Palma de Mallorca, metro de Málaga y metro de
Granada, se identificó que el metro de Madrid se destaca sobre los demás metros españoles.
Esto debido, a que es el metro con mayor afluencia de pasajeros, mayor kilómetro de exten-
sión, mayor número de estaciones y líneas y por ser el primer metro español en construirse.
A continuación, se muestran los resultados del análisis comparativo realizado entre el
metro de Madrid y el metro de la Ciudad de México y se hace especial énfasis en los aspectos
de mantenimiento de material rodante incluyendo procedimientos específicos. Igualmente se
comparan los perfiles de puestos y el proceso de contratación de los técnicos de manteni-
miento de material rodante, así como aspectos generales de seguridad e higiene

81
4.1 Características generales
Tabla 13. Características generales del metro de Madrid y el Metro de la Ciudad de México. Año 2017
Características generales del metro de Madrid y el Metro de la Ciudad de México. Año 2017
CONCEPTO METRO DE MADRID METRO DE LA CIUDAD DE MÉXICO
Año de inauguración 1919 1969
Afluencia de pasaje-
ros por día. (Año
2016)
1’602.071 4'554.966
Kilómetro de exten-
sión 294 226.48
Número de estacio-
nes 301 195
Número de líneas 13 12
Número de zonas 4 0
Tarifa por viaje sen-
cillo 1.5 a 6 euros 5 pesos mexicanos
Horario de servicio 6:00 am a 1:30 am
Lunes a viernes: De 5:00 am a 0:00.
Sábados de 6:00 am a 0:00
Domingos y festivos de 7:00 am 0:00
Fuente: (Sistema de Transporte Colectivo, 2016)( Metro de Madrid, 2017)
A partir de la tabla 13 se puede observar que, aunque el metro de la Ciudad de México
tiene 106 estaciones menos y su red 67.5 kilómetros menos, que el metro de Madrid, trans-
porta casi el triple de usuarios de los que transporta el metro de Madrid. Cabe destacar que
la población de Madrid en el año 2016 fue de 6’466.996 (Instituto Nacional de Estadística,
2017) y la población de la Ciudad de México fue de 8’918.653 pero si contempla su área
metropolitana oscila alrededor de 25’000.000 (INEGI, 2016). Lo anterior nos indica que el
metro de la Ciudad de México opera a capacidades límite para poder abastecer el servicio a
toda su población.
Por otra parte, el costo de un boleto de Metro en las distintas ciudades de España depende
del número de estaciones que se quiera viajar y/o de las zonas que se recorran, mientras que
el metro de la Ciudad de México, tiene una tarifa única sin importar la distancia a recorrer.
Haciendo uso del tipo de cambio al día 14/12/2017 ( 1 euro = 22.46 pesos mexicanos)
(BANXICO, 2017), el costo de un boleto sencillo en el metro de Madrid puede oscilar entre
34 y 134.76 pesos mexicanos, es decir que incluso el boleto más económico del metro de
Madrid es casi 7 veces más costoso que un boleto del metro de la Ciudad de México. Además
de esto, el costo del boleto del metro de la Ciudad de México, es de los boletos de metro más
baratos del mundo. Debido a que este es subsidiado, el usuario solo paga menos de la mitad

82
de lo que debería pagar y esto tiene un impacto directo en el mantenimiento, al no destinarse
el dinero que se debería destinar a este rubro.
Como usuarios de los sistemas de metro en comparación, se evidencia gran diferencia
en el servicio, en el caso del metro de Madrid, en los andenes de metro, se encuentra un panel
con el tiempo de llegada del próximo tren y efectivamente se cumple con ese tiempo, además
de esto, los trenes son modernos y la infraestructura se encuentra en mejores condiciones de
limpieza y mantenimiento.
4.2 Sistemas de administración
Tabla 14. Sistemas de administración
Sistemas de administración
METRO EMPRESA
Madrid
Metro de Madrid S.A, la cual es una empresa pública que está
integrada en el Consorcio Regional de Transportes de Madrid
y cuya Administración tutelar es la Comunidad de Madrid
Ciudad de
México
Sistema de Transporte Colectivo (STC), el cual es un orga-
nismo público descentralizado
Fuente: (Sistema de Transporte Colectivo de la Ciudad de México, 2016b)
(Metro de Madrid S.A., 2009)
Como se muestra en la tabla 14, el metro de Madrid es una empresa pública cuya admi-
nistración tutelar es la Comunidad de Madrid. Sus funciones principales son la planificación
y mejora de la calidad del servicio de transporte, el mantenimiento de las instalaciones y la
explotación de las líneas de la red. A su vez, el metro de Madrid, está integrado en el Con-
sorcio Regional de Transportes de Madrid (CRTM) (Metro de Madrid S.A., 2009). Este úl-
timo es el responsable de la programación de la oferta de todos los servicios de transporte
público de la ciudad, dentro del cual está incluido el metro, es decir, el metro por sí solo no
puede decidir si expande su red, si cambia sus tarifas, si modifica sus horarios. Este tipo de
cuestiones le competen al CRTM, el cual además da seguimiento a la evolución de la de-
manda y supervisa el cumplimiento de los indicadores de calidad (Consorcio de Transportes
de Madrid, 2017).
Por otro lado, el STC es un organismo público descentralizado, es decir una entidad
estatal, la cual tiene personalidad jurídica y patrimonio propio. Es responsable de las deci-
siones o medidas que asuma para cumplir con su misión, pero sus fondos o bienes, provienen
de la Administración Pública Estatal, específicamente del Gobierno de la Ciudad de México.

83
Aunque el Gobierno de la Ciudad de México no interviene en su administración, si puede
vigilar y ejercer actividades de control.
4.3 Perfil de puestos
A continuación, se mostrará el perfil de puesto del Técnico de mantenimiento de mate-
rial rodante del Metro de la Ciudad de México y su puesto equivalente en el metro de Madrid.
Vale la pena destacar que el perfil expuesto, no es un documento oficial del metro de la
Ciudad de México. Al ser solicitado se negó su acceso manifestándose que no es un docu-
mento público, por lo tanto, se desconoce la existencia del mismo, sin embargo, este perfil
de puesto fue creado con base en fuentes primarias de información, como entrevistas, en-
cuestas y demás instrumentos que se describen en el capítulo sobre detección de necesidades
de capacitación, además de información obtenida en la página web del metro. En relación
con lo anterior, es oportuno mencionar, que los trabajadores de mantenimiento de material
rodante tampoco tienen acceso a sus perfiles de puestos.

84
Tabla 15. Perfil de puesto
Perfil del puesto
Concepto Metro de Madrid Metro de la Ciudad de México
Nombre del puesto Ayudante de oficio Técnico de mantenimiento
Área Mantenimiento de material móvil Mantenimiento de material rodante
Función principal
*Movimiento de materiales, incluido el de grandes componentes.
*Conducción de vehículos automóviles y ferroviarios. *Mantenimiento preventivo y correctivo de infraestructuras, instalaciones y material móvil.
*Manipulación de diversa maquinaria
*Utilización y verificación de medios de comunicación, aplicaciones informáticas, elementos.
Realizar el mantenimiento sistemático de tipo preven-tivo y correctivo al material rodante de las líneas de su
competencia, a fin de asegurar la disponibilidad de tre-
nes en las mejores condiciones de fiabilidad, seguridad y confort a la Dirección de Transportación para otorgar
el servicio al público usuario.
Conocimientos reque-
ridos
*Corriente eléctrica (Conceptos fundamentales, ley Ohm, aplicaciones, circuitos, resistencias, inductancias, conden-
sadores, corriente continua, alterna y trifásica)
*Máquinas eléctricas (Principios de funcionamiento y características de los motores de corriente alterna y continúa, rendimiento, factor de potencia, tipos de motores y aplicaciones, conexionado de motores al circuito, transformado-
res)
*Elementos de mando, maniobra y protección (Generalidades, características, tipos y aplicaciones de las proteccio-nes: interruptores, conmutadores, relés, etc.)
Aparatos de medida (Principios de funcionamiento y utilización: frecuencímetros, fasímetros, voltímetros, amperí-
metros, óhmetros, polímeros, puentes de medida, medidores de aislamiento, pinzas amperimétricas) *Automatismo (Principios de funcionamiento, montajes básicos de utilización)
*Electrónica (Diodos, transistor, montajes básicos, amplificadores de potencia con transistores, circuitos integrados
y lógicos) *Mecánica (Roscas y tornillos,ejes, árboles, cojinetes, soporte, rodamientos, acoplamientos, trinquetes, excéntricas
y levas, resortes, transmisiones, ruedas dentadas, engranajes, lubricantes y refrigerantes, calibres, micrómetros,
comparadores, galgas, etc) *Neumática (Conceptos básicos de utilización, simbología, interpretación de esquemas y planos)
Electricidad y electrónica básica
Mecánica básica. Manejo de herramientas de taller, de medición y equipo
de seguridad
Titulación académica
Título de Técnico Auxiliar, Técnico o Técnico Superior (o enseñanzas equivalentes) de formación profesional en
las especialidades de la rama de electricidad y electrónica (determinadas en la oferta de empleo presentada por la
empresa ante los Servicios Públicos de Empleo de la Comunidad de Madrid); o Técnico en Mantenimiento Ferro-viario.
Preparatoria terminada
Jornadas y turnos 1.635 horas anuales
Jornada diaria es, según destino, de 7,5, 7,75 u 8 horas y el régimen de descanso es cíclico 1.848 horas anuales.
Jornada diaria de 8 horas de lunes a viernes.
Salario bruto mensual Salario bruto mensual de 2.376,50€ 9.200 pesos mexicanos
Requisitos físico mé-
dicos
Existe un documento que establece de forma específica requerimientos sobre patología oftalmológica, patología
otorrinolaringológica, miembros superiores e inferiores, columna vertebrar y pelvis, sistema nervioso, psiquiatría,
aparato respiratorio, sistema cardiovascular, aparato digestivo, aparato genitourinario, dermatología, endocrino-me-tabólico y drogas de abuso.
No aplica
Fuente: (Metro de Madrid S.A., 2017c) e información obtenida mediante entrevistas a personal del metro mexicano.

85
De lo expuesto en la tabla 15, se puede observar algunas diferencias. En primera instan-
cia, las áreas de conocimientos requeridos en los dos perfiles son las mismas, no obstante, en
el metro de la Ciudad de México basta con saber lo básico al respecto, a diferencia del metro
de Madrid, en el cual se detallan los temas específicos a saber.
En cuanto a la titulación académica, en el metro de la Ciudad de México solo se debe
tener el bachillerato o preparatoria terminada, mientras que en el metro de Madrid se requiere
poseer alguno de los títulos mencionados. Otro aspecto que sobresale, es la diferencia de
horas laborales, en el metro mexicano, el técnico trabaja 213 horas más; con una jornada
laboral de 8 horas, esta cifra equivaldría a trabajar 26 días y medio más en comparación con
la jornada laboral del metro de Madrid.
Por otra parte, haciendo uso del tipo de cambio al día 14/12/2017 ( 1 euro = 22.46 pesos
mexicanos) (BANXICO, 2017), el trabajador del metro español, gana al mes, 53.376 pesos
mexicanos, esto es casi 6 veces más de lo que gana el técnico en México. Sin embargo, rea-
lizar una comparación entre salarios de diferentes países es mucho más complejo que pasar-
los a una misma moneda. Las condiciones laborales, el salario mínimo, el costo de vida en
cada uno de ellos y muchos aspectos más, son relevantes en este tipo de contrastes, los cuales
están fuera del alcance del presente estudio.
Por último, en el Metro de la Ciudad de México no hay requisitos físico médicos esti-
pulados para ocupar el puesto en cuestión, mientras que, en el Metro de Madrid, están clara-
mente definidos, se hace mención de cada una de las patologías que no debe presentar el
aspirante al puesto para evitar poner en riesgo su salud y la de los demás trabajadores.
Finalmente, y con base en lo anterior, es posible detectar oportunidades de mejora para
el metro de la Ciudad de México, el cual es flexible y poco riguroso con los requisitos exigi-
dos. Esto puede repercutir directamente en el incremento de los accidentes laborales, al con-
tratarse personal sin conocimiento ni experiencia en la labor a desempeñar.
4.4 Proceso de selección y contratación
El proceso de selección y contratación de personal en el metro de Madrid consta de
cuatro fases sucesivas y excluyentes, las cuales se muestran en la figura 21.

86
Figura 21. Proceso de selección. Metro de Madrid
Fuente: (Metro de Madrid S.A., 2017a)
El proceso de selección mostrado en la figura 21, corresponde a una oferta pública de
empleo, la cual fue publicada en el portal web del metro de Madrid.
Para laborar en el metro de la Ciudad de México, existe dos maneras de proceder, una
es mediante el sindicato, el cual controla el 80% de las plazas llamadas base y la otra forma
es directamente con la empresa, la cual controla el restante 20% de plazas llamadas con-
fianza. El puesto de técnico de mantenimiento de material rodante, corresponde a una plaza
base y solo se puede iniciar el proceso si es familiar directo de un trabajador del metro. La
figura 22, muestra como es el proceso de selección y contratación de las plazas base.
1° fase. Preselección de
candidatos
• Llevaba a cabo por el Servicio Público de Empleo de la Consejería de Economía, Empleo y Hacienda de la Comunidad de Madrid.
• Se selecciona a los candidatos que cumplan con los requisitos, de edad, titulación académica y situación laboral.
2° fase. Prueba de aptitud
• Llevada a cabo por una empresa consultora externa y consta de dos partes
• 1. Personalidad y competencias. Se mide el grado en que el candidato se adecua al perfil del puesto, teniendo en cuenta las competencias requeridas
• 2. Razonamiento mecánico (20preguntas), razonamiento espacial (20 preguntas) y conocimientos técnicos (60 preguntas). Esta última prueba versa sobre los conocimientos requeridos mencionados en el perfil de puesto.
3° fase. Reconocimient
o médico
• Llevada a cabo por el Servicio de Salud Laboral de Metro de Madrid, S.A.
• Consiste en acreditar el cumplimiento de los requisitos físico médicos del puesto de trabajo
4° fase. Curso de formación
• Impartido por Metro de Madrid S.A. El contenido del curso es el siguiente:
• Prevención de Riesgos Laborales.
• Sistema Calidad (Calidad, Prevención y Medioambiente).
• Conceptos Electricidad.
• Automatismos.
• Presentación de los equipos/materiales
• Descripción funcional de los equipos/materiales
• Mantenimiento Preventivo.
• Introducción al mantenimiento correctivo

87
Figura 22. Proceso de selección. Metro de la Ciudad de México
Fuente: Elaboración propia con información de entrevistas.
1. Solicitar entrevista
• Acudir a la seccional del sindicato a la que hace parte el familiar trabajador y solicitar entrevista con el secretario de la seccional
2. Entrevista con secretario
• El secretario de la seccional da el visto bueno para que el aspirante continúe el proceso y forme parte de una lista de espera
3. Entrega de documentos
• Entregar en las oficinas del sindicato los siguientes documentos:
• 1. Documento que acredite el parentesco con el trabajador. 2. Acta de nacimiento. 3.Comprobante de domicilio. 4. Certificado de estudios (mínimo preparatoria terminada) 5. Registro federal de contribuyentes emitido por hacienda 6. Fotografías a color
4. Pasar lista
• Presentarse todas las semanas ante el sindicato a pasar lista y esperar noticias sobre el avance de la lista
5. Entrevista de valoración
• El entrevistador analizará el perfil del aspirante y decide en que área es oportuno ponerle a trabajar
6. Pasar lista
• El aspirante entrará a formar parte de una segunda lista de espera y deberá ir una vez por semana a pasar lista, hasta que el sindicato convoque a la siguiente etapa
7. Pruebas psicométricas y de conocimiento
• Las pruebas psicométricas miden las cualidades psíquicas del individuo y son una herramienta para conocer aspectos de su vida, estado emocional e inclusive pueden detectar anomalías en su comportamiento
8. Examen médico
• El médico decide si el aspirante se encuentra en condiciones de salud idóneas para desempeñar el trabajo

88
Acorde con los procesos de selección descritos, se ha podido evidenciar, que en el Metro
de Madrid existe un procedimiento formal para la selección de personal. La convocatoria es
pública y todo aquel que esté interesado puede acceder a esta entrando al portal web corres-
pondiente, en la sección de “empleo”. Con esto, de antemano el aspirante puede saber los
requisitos exigidos, las funciones a desempeñar, el salario, el horario de trabajo, las fechas
de vigencia de cada fase, los temas que se contemplan en el examen y la forma como será
evaluado. Otro punto importante de recalcar, es que, se requiere que el aspirante apruebe el
curso de formación de la etapa 4, para finalmente ser admitido, con esto se garantiza que
además de los conocimientos específicos sobre mantenimiento, el trabajador antes de iniciar
a laborar, estará capacitado en prevención de riesgos laborales. Por el contrario, en el metro
de la Ciudad de México, no todos los trabajadores reciben capacitación antes de su inicio de
labores, ni tampoco se les exige conocimientos previos en materia de prevención de riesgos.
Otra diferencia identificada, es que, en el metro de la Ciudad de México, no están esti-
puladas con anticipación las fechas para cada paso del proceso, es decir, aunque el aspirante
sea familiar de un trabajador y ya haya iniciado su postulación, desconoce el tiempo que le
puede llevar todo el proceso y adicional a esto, desconoce la plaza que va a ocupar. Estar en
lista de espera, puede llegar a tardar hasta años. También es importante mencionar que, aun-
que se realizan pruebas de conocimiento, no es estrictamente necesario acreditarlas para ser
contratado. Muchos de los trabajadores entrevistados manifestaron que iniciaron a laborar
desde jóvenes en el metro, sin tener muchos conocimientos previos sobre la labor que iban a
desempeñar y el metro se ha convertido en su escuela.
4.5 Proceso de sopleteado
En el capítulo sobre detección de necesidades de capacitación, se identificó que la acti-
vidad de sopleteado de trenes, es una de las actividades más riesgosas ejecutadas por los
técnicos de mantenimiento de material rodante del metro de la Ciudad de México. Esta acti-
vidad, consiste en limpiar los trenes y determinadas partes específicas de los mismos, como
el motor, escobillas, entre otras, mediante soplado de aire comprimido.
Por otra parte, en el metro de Madrid, está actividad es automatizada desde el año 1995
y se lleva a cabo en las distintas naves de soplado. La figura 23 muestra cómo se compone
una nave de soplado en el metro de Madrid

89
Figura 23. Nave de soplado. Metro de Madrid
Fuente: (EPRI S.A., 2017)
Figura 24. Cámara de sopleteado. Metro de la Ciudad de México
Fuente: Elaboración propia
Carros de soplado.
Esta instalación consta de tres carros robotizados de soplado, uno para soplar los bajos del tren y los otros dos para soplar los laterales, como el mostrado en la imagen.
Instalación de ventilación.
Aquí se hace la captación delpolvo, el caudal aspirado pasapor unos filtros de vía húmedaen donde el aire cargado depolvo se mezcla con unaducha de agua. El aguaarrastra el polvo hacía abajo,este queda depositado en elfondo del depósito de agua delfiltro y posteriormente seextrae mediante una draga
Sistema de control.
El sistema de control gestionael funcionamiento de loscarros de soplado y lainstalación de ventilación.Este sistema se compone porun computador mediante elcual el operario da las órdenesa la instalación y por racks deelectrónica de control demotores de pasos y deservomotores.
La actividad de sopleteado de trenes se realiza en cámaras de sopleteado como la de la imagen. Para iniciar con la actividad de sopleteado del primer vagón, el técnico se posiciona bajo del tren
y haciendo uso de una manguera de alta presión realiza la limpieza, una vez finalizado, el conductor moverá el tren para
que se haga la limpieza del segundo vagón y así sucesivamente hasta finalizar.

90
A partir de lo descrito anteriormente, se puede evidenciar que en el metro de Madrid el
trabajador solo interviene en el proceso desde el sistema de control, donde programa el so-
plado de los trenes, lo que conlleva a que los riesgos a los que se expone sean mínimos. En
el caso del metro de la Ciudad de México mostrado en la figura 24, el hecho que la actividad
sea completamente manual y debido a las condiciones de trabajo, convierte el sopleteado de
trenes en una actividad de alto riesgo. El hecho de interactuar con trenes en movimiento
ocasiona que se tenga presencia de tensión eléctrica de 750 volts. Además de esto, la activi-
dad genera partículas de carbón, metal y polvo en el ambiente de trabajo, así como condicio-
nes inseguras, entre ellas, piso con aceite, grasa, solvente y piedras que aumenta la probabi-
lidad de tener algún accidente. Se debe mencionar que además de estas condiciones inheren-
tes a la actividad, los trabajadores también están expuestos a otros riesgos ocasionados por
el estado en que se encuentran las instalaciones y equipo. Ejemplo de ello, es la deficiencia
de iluminación en la cámara de sopleteado, adicionalmente la antigüedad de los trenes, los
cuales muchos se acercan a los cincuenta años, dificulta aún más las labores de manteni-
miento.
4.6 Aspectos generales de seguridad e higiene
A continuación, se contrasta información obtenida sobre: inspecciones de seguridad,
medicina laboral y accidentes laborales
4.6.1 Inspecciones de seguridad. Las inspecciones de seguridad se realizan con
el fin de identificar y reconocer factores de riesgo existentes en el medio ambiente de trabajo.
A continuación, se muestra el total de inspecciones realizadas en el año 2016 en los respec-
tivos metros.
Tabla 16. Inspecciones de seguridad año 2016
Inspecciones de seguridad año 2016
METRO
NÚMERO
DE INSPEC-
CIONES Madrid 210
Ciudad de México 5088
Fuente: (Metro de Madrid S.A., 2017b),(Sistema de Transporte Colectivo de la
Ciudad de México, 2017d)

91
Es importante mencionar que, aunque en la anterior tabla solo se muestra el total de las
inspecciones, en el Metro de Madrid, estas inspecciones se clasificaron según el área en que
se llevaron a cabo, resultando que el área con mayor número de inspecciones fue la de Man-
tenimiento de Material Móvil. Por otra parte, llama la atención la cifra de inspecciones del
metro de la Ciudad de México, la cual resulta ser una cifra bastante alta comparada con las
210 inspecciones del Metro de Madrid. A manera de ejemplo, suponiendo una jornada laboral
anual de 365 días al año, significaría esto que diariamente se hacen alrededor de 14 inspec-
ciones en el Metro de la Ciudad de México, mientras que, en el Metro de Madrid, no alcanza
ni a completarse una inspección por día. Contrastar estas cifras puede resultar inapropiado
dado que no se tiene conocimiento de lo que una inspección abarca en cada organización. A
pesar de ello, es importante presentar esta información en este estudio, ya que esto indica que
en juntos Metros se llevan a cabo inspecciones en materia de seguridad industrial, siendo esto
vital en materia de prevención de riesgos laborales.
4.6.2 Medicina laboral y vigilancia de la salud. En el proceso de vigilancia a la
salud por parte del Servicio de Salud Laboral del Metro de Madrid, se contempla la realiza-
ción de exámenes médicos, conforme se indica en la Ley de Prevención de Riesgos Laborales
y en el Reglamento de los Servicios de Prevención. A continuación, se presenta las principa-
les actividades efectuadas en el año 2016
Tabla 17. Actividades realizadas por medicina laboral en el Metro de Madrid. Año 2016
Actividades realizadas por medicina laboral en el Metro de Madrid. Año 2016
ACTIVIDADES CANTIDAD Exámenes de salud periódicos 6.330
Otros tipos de exámenes de salud 452
Valoraciones aptitud laboral cambio de puesto 1.378
Parámetros analíticos realizado 318.319
Vacunación antigripal 273
Prevención patológica ginecológica 408
Prevención patológica prostática 2.029
Protocolo vigilancia sanitaria específica 1.099
Vigilancia toxicológica 1.178
Fuente:(Metro de Madrid S.A., 2017b)

92
No fue posible contrastar la información anterior con datos del metro de la Ciudad de
México, debido a que se carece de fuentes de información que contemplen estos aspectos.
Tener información de este tipo permite evidenciar las medidas que la organización lleva
acabo para salvaguardar la integridad física de los trabajadores. En el metro de Madrid esta
información es pública y se puede consultar en el informe anual de gestión que cada año se
publica en su portal web.
4.6.3 Accidentes laborales. En el Metro de Madrid, en el año 2016 se presentaron
299 accidentes con baja, estos se refieren a que los trabajadores deben ausentarse al menos
un día de su puesto de trabajo, y 130 in itinere, estos últimos son los que se presentan durante
el desplazamiento del lugar de residencia al trabajo y viceversa (Metro de Madrid S.A.,
2017b). En el caso del STC no hay documentos de acceso público sobre estadísticas de
accidentes laborales, sin embargo, ha sido proporcionado por la coordinación de seguridad
industrial e higiene las siguientes estadísticas de accidentes laborales del área de Manteni-
miento de Material Rodante.
Figura 25. Número de accidentes laborales en el Área de Mantenimiento de Material Rodante (2005-2014)
Fuente: Suministrado por coordinación de seguridad industrial e higiene
La información anterior no se pudo contrastar con otras fuentes. Nuevamente surge la
necesidad de contar con fuentes de información que permitan conocer con transparencia la
gestión de la seguridad llevada a cabo en el metro de la Ciudad de México.
112 115124 123 118
128 124
92102
86
1
Nú
mer
o d
e a
ccid
ente
s
Número de accidentes laborales en el Área de
Mantenimiento de Material Rodante (2005 - 2014)
2005 2006 2007 2008 2009 2010 2011 2012 2013 2014

93

94
Capítulo 5
5. Propuesta de programas de capacitación y adiestramiento en la actividad de
sopleteado de trenes. El área de mantenimiento de material rodante, es una de las áreas del STC con mayor
número de accidentes laborales. Las entrevistas al personal operativo de mantenimiento, así
como entrevistas al personal administrativo del área de seguridad e higiene, las encuestas
aplicadas, las visitas de campo y demás instrumentos de recopilación de información, permi-
tieron evaluar de forma integral aspectos de seguridad e higiene industrial del área. A su vez,
también se identificaron cada uno de los riesgos a los que se exponen los trabajadores al
realizar el sopleteado de trenes, identificada como la actividad más riesgosa. Una vez obte-
nida toda esta información y después de realizar un estudio comparativo entre el metro de la
Ciudad de México y el metro de Madrid, fue posible elaborar una propuesta de mejora para
aspectos de seguridad e higiene en la actividad del sopleteado de trenes, conforme se solicitó
por las autoridades del metro. Esta propuesta se compone de los siguientes elementos, tal
como se presenta en la figura 26.
Figura 26. Elementos que componen el capítulo “Propuesta”
Fuente: Elaboración propia
Propuesta de mejora para realizar el
sopleteado de trenes de
forma segura
1. Medidas para prevenir
riesgos laborales
2. Nuevo sistema de
comunicación técnico -
conductor
3. Programa de
capacitación
4. Programa de
adiestramiento

95
En el presente capítulo se abordarán los elementos de la imagen anterior. Se da inicio
con las medidas preventivas para mitigar los riesgos a los que se exponen los trabajadores
cuando realizan la actividad de sopleteado de trenes. Estas medidas surgieron luego de de-
tectar los riesgos a los que están expuestos estos trabajadores, como se evidenció en capítulos
anteriores.
Posteriormente se propone un nuevo sistema de comunicación entre técnico – conduc-
tor. Este surge después de identificar que la manera actual en que se comunica el trabajador
que sopletea bajo el tren, con el trabajador que conduce el tren, no es la más adecuada y
puede poner en riesgo su integridad física.
Asimismo, cumpliendo el objetivo general de esta investigación, se propone un pro-
grama de capacitación para los técnicos de mantenimiento de material rodante, llamado “Tu
seguridad es primero”. Dicho programa aborda principios básicos de seguridad e higiene y
prevención de riesgos laborales.
Finalmente se propone un programa de adiestramiento, llamado “sopletea seguro”. Este
además de enseñar a los trabajadores como utilizar el nuevo sistema de comunicación técnico
– conductor, también busca reforzar las habilidades del trabajador para que realicen la acti-
vidad de sopleteado de trenes de forma segura, minimizando la probabilidad de ocurrencia
de accidentes.
5.1 Medidas para prevenir riesgos laborales en la actividad de sopleteado
Antes de realizar un cambio de fondo en la actividad de sopleteado de trenes, es necesa-
rio que, en primera instancia, se subsanen los riesgos inherentes a la misma, los cuales se
identificaron en el capítulo 3 y se encuentran en la tabla 5 y cuyas medidas preventivas para
disminuir dichos riesgos, se presentan en la tabla 18.

96
Tabla 18. Medidas preventivas. Actividad de sopleteado
Medidas preventivas. Actividad de sopleteado
RIESGO MEDIDAS PREVENTIVAS EN ACTIVIDAD DE SOPLETEADO
POR PARTE DEL STC POR PARTE DEL TRABAJADOR
Caídas de personas a distinto
nivel
-Contar con señalización de acuerdo con la NOM-026-STPS-
1998, sobre riesgo de caída a desnivel.
-Dar cumplimiento de la norma NOM-001-STPS-2008 res-
pecto la altura y ancho que deben tener las escaleras en los cen-
tros de trabajo (Apartado 7.5: Escaleras).
-Evitar distracciones y prisas durante los desplazamientos
Caídas de personas al mismo
nivel
Pisadas sobre objetos
-Contar con señalización de acuerdo con la NOM-026-STPS-
1998.
-Acondicionar los suelos para que sean regulares, sin disconti-
nuidades ni desniveles.
-Mantener niveles de iluminación según lo establecido por la
NOM-025-STPS-2008.
-Proporcionar calzado con suela de goma antideslizante
-Mantener condiciones de orden y limpieza (eliminar derrames, no
obstruir zonas de paso y salidas, emplear los elementos de recogida de
basura y residuos existentes, una vez usadas las herramientas de tra-
bajo dejarlas en su respectivo lugar, etc.).
-Evitar distracciones y prisas durante los desplazamientos
-Eliminar los derrames de grasa, aceite y solvente, una vez se termine
la actividad de sopleteado. De ser necesario, señalizar la zona afectada
para evitar el tránsito de personas hasta que se haga la limpieza.
-Hacer uso de un calzado con suela de goma antideslizante
Caídas de objetos desprendi-
dos.
-Brindar equipo de protección a la cabeza a los técnicos a cargo
del sopleteado. Se sugiere que este equipo sea un casco contra
impacto. Sin embargo, la selección adecuada del EPP, deberá
estar basado en la NOM-017-STPS-2008 y en la NOM-115-
STPS-2009.
- Hacer uso del equipo de protección a la cabeza
Proyección de fragmentos o
partículas
- Proporcionar goggles como equipo de protección personal a
ojos y cara. Como se indica en la NOM-017-STPS-2008 -Hacer uso del equipo de protección a los ojos
Sobreesfuerzos. Trastornos
posturales, movimientos re-
petitivos, carga física
-Reemplazar el equipo de trabajo (manguera) una vez finalice
el tiempo de vida útil.
-Implementar un programa de pausas activas dirigido específi-
camente a los técnicos de material rodante. Dicho programa,
deberá contemplar ejercicios de estiramiento, de calentamiento
-Mantener en buenas condiciones y sin desperfectos, la manguera del
sopleteado y demás herramientas de trabajo y reemplazarlas una vez
finalice su tiempo de vida útil. Esto con la finalidad de no tener que
aplicar un esfuerzo adicional o una mala postura para compensar las
deficiencias del servicio de la herramienta.
-Alternar ambas manos para la realización del sopleteado

97
al inicio de la jornada laboral, de relajación muscular y demás
aspectos propuesto por el médico de trabajo.
-Establecer la altura mínima que debe tener el trabajador que
realice el sopleteado, con la finalidad de que los nuevos traba-
jadores cumplan este requisito y así se evite el sobreesfuerzo
al tratar de alcanzar las partes del tren que requieren la lim-
pieza.
-Proporcionar al trabajador herramientas de trabajo con diseño
ergonómico, como la pistola de la manguera que se adapte a
las manos del operario.
-Realizar un examen médico general anual, que detecte posi-
bles lesiones musculo esqueléticas de los trabajadores
-Evitar doblar las muñecas al usar el equipo de trabajo.
-Comprobar que los guantes usados se ajusten bien a las manos para
evitar que se aplique una fuerza mayor a la necesaria.
Exposición a temperaturas
ambientales extremas. Estrés
térmico
-Evaluar las condiciones térmicas del centro de trabajo, según
lo señalado en la NOM-015-STPS-2001. Con base en los re-
sultados obtenidos, se deberá garantizar que el trabajador no
exceda el tiempo de exposición.
-Valorar los riesgos a la salud, mediante la realización de exá-
menes médicos a trabajadores expuestos a condiciones térmi-
cas, según lo establecido en la NOM-015-STPS-2001.
-Aumentar el consumo de agua y limitar la ingesta de alimentos ricos
en grasas en épocas calurosas. Esto acompañado de recomendaciones
del médico del trabajo.
-Contar con un periodo de aclimatación, según lo expuesto en la NOM-
015-STPS-2001 para trabajadores que por primera vez se expongan a
condiciones térmicas elevadas o que se reincorporen a su puesto de
trabajo tras un periodo prolongado de ausencia
Exposición a contactos eléc-
tricos. Riesgo eléctrico
-Seguir las condiciones de seguridad de las instalaciones eléc-
tricas, conforme lo indica la NOM-029-STPS-2011
-Señalizar que existe presencia de riesgo eléctrico según lo in-
dicado en la NOM-026-STPS-1998
-Evitar que trabajadores ajenos a la actividad de sopleteado se acer-
quen a la cámara mientras se realicen labores.
- Las vías del tren, deben considerarse siempre como si estuvieran
energizadas. Antes de trabajar en zonas cercanas a las vías, se deberá
comprobar la ausencia de corriente con el equipo adecuado.
- No manipular los interruptores ni demás elementos eléctricos con las
manos mojadas o en ambientes húmedos.
- Los trabajadores no deben usar objetos en sus miembros superiores,
tales como pulseras, relojes, cadenas, ya que puedan contactar acci-
dentalmente con elementos del tren en tensión.
Atropellos o golpes con
vehículos
-Señalar las zonas de tránsito de acuerdo con la NOM-026-
STPS-1998.
-Solo los trabajadores autorizados pueden manejar los vehículos
-Antes de operar el vehículo, este debe ser revisado por el trabajador y
dar aviso en caso de detectar anomalías en su funcionamiento.
-Se debe limitar la velocidad de circulación en los centros de trabajo
-Se debe circular el vehículo con las luces encendidas para asegurar
ver y ser visto
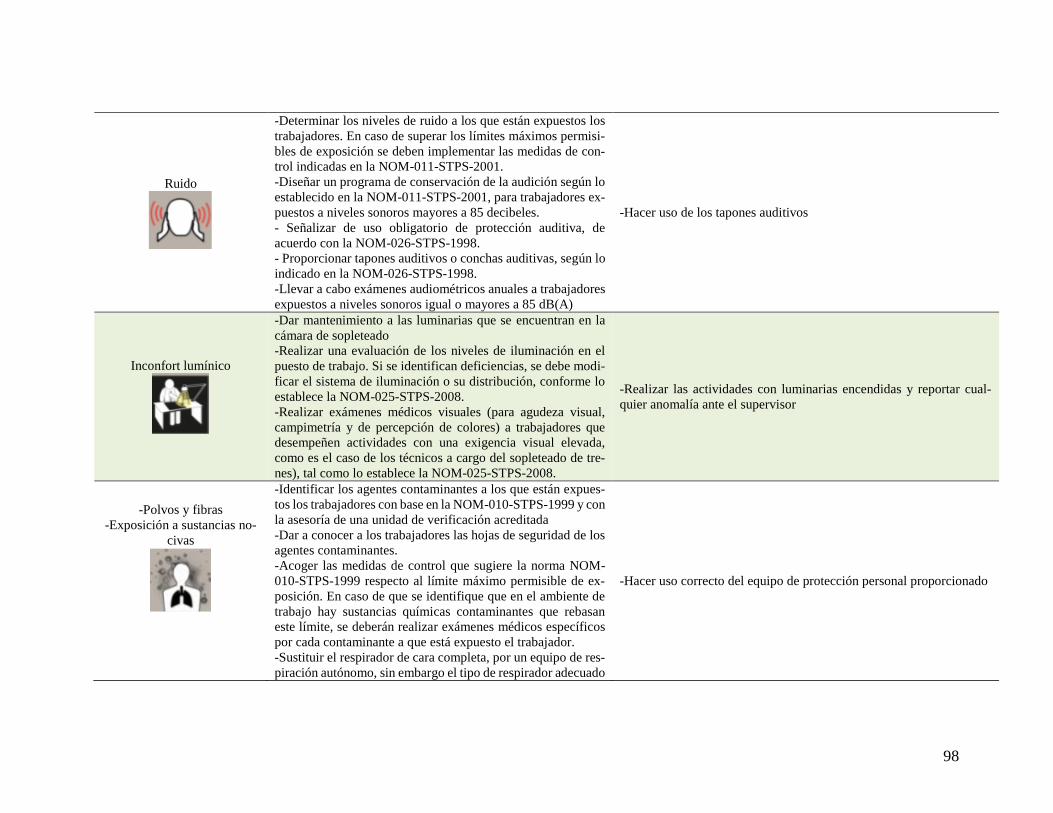
98
Ruido
-Determinar los niveles de ruido a los que están expuestos los
trabajadores. En caso de superar los límites máximos permisi-
bles de exposición se deben implementar las medidas de con-
trol indicadas en la NOM-011-STPS-2001.
-Diseñar un programa de conservación de la audición según lo
establecido en la NOM-011-STPS-2001, para trabajadores ex-
puestos a niveles sonoros mayores a 85 decibeles.
- Señalizar de uso obligatorio de protección auditiva, de
acuerdo con la NOM-026-STPS-1998.
- Proporcionar tapones auditivos o conchas auditivas, según lo
indicado en la NOM-026-STPS-1998.
-Llevar a cabo exámenes audiométricos anuales a trabajadores
expuestos a niveles sonoros igual o mayores a 85 dB(A)
-Hacer uso de los tapones auditivos
Inconfort lumínico
-Dar mantenimiento a las luminarias que se encuentran en la
cámara de sopleteado
-Realizar una evaluación de los niveles de iluminación en el
puesto de trabajo. Si se identifican deficiencias, se debe modi-
ficar el sistema de iluminación o su distribución, conforme lo
establece la NOM-025-STPS-2008.
-Realizar exámenes médicos visuales (para agudeza visual,
campimetría y de percepción de colores) a trabajadores que
desempeñen actividades con una exigencia visual elevada,
como es el caso de los técnicos a cargo del sopleteado de tre-
nes), tal como lo establece la NOM-025-STPS-2008.
-Realizar las actividades con luminarias encendidas y reportar cual-
quier anomalía ante el supervisor
-Polvos y fibras
-Exposición a sustancias no-
civas
-Identificar los agentes contaminantes a los que están expues-
tos los trabajadores con base en la NOM-010-STPS-1999 y con
la asesoría de una unidad de verificación acreditada
-Dar a conocer a los trabajadores las hojas de seguridad de los
agentes contaminantes.
-Acoger las medidas de control que sugiere la norma NOM-
010-STPS-1999 respecto al límite máximo permisible de ex-
posición. En caso de que se identifique que en el ambiente de
trabajo hay sustancias químicas contaminantes que rebasan
este límite, se deberán realizar exámenes médicos específicos
por cada contaminante a que está expuesto el trabajador.
-Sustituir el respirador de cara completa, por un equipo de res-
piración autónomo, sin embargo el tipo de respirador adecuado
-Hacer uso correcto del equipo de protección personal proporcionado

99
para espacios confinados deberá estar basado en la NOM-017-
STPS-2008 y en la NOM-116-STPS-1994.
Fuente: Elaboración propia

100
La tabla 18 propone medidas preventivas para cada uno de los riesgos identificados en
la actividad de sopleteado. Se hace distinción entre las medidas a cargo de la empresa y las
que están a cargo de los trabajadores, las medidas a cargo de la empresa se deben acoger lo
más pronto posible, para luego proceder a capacitar a los trabajadores sobre las medidas pre-
ventivas que están a su cargo.
5.2 Nuevo sistema de comunicación técnico-conductor
Como se describió en la actividad A11 de la tabla 5 del capítulo 3, se identificó que no
existe un sistema de comunicación eficiente entre el trabajador a cargo del sopleteado y el
conductor del tren. Al retomar lo descrito en esta actividad, el centro de trabajo donde se
realiza la actividad de sopleteado presenta niveles de ruido elevados, es por ello que una señal
sonora como medio de comunicación no resulta lo más adecuado y pone en riesgo la integri-
dad física del trabajador. Con el objetivo de reducir todo riesgo consecuente de dicha condi-
ción insegura, se propone un nuevo sistema de comunicación entre técnico y conductor, el
cual busca sustituir la señal sonora rudimentaria por una señal luminosa.
El nuevo sistema de comunicación consistirá en instalar dos semáforos, uno en la cámara
de sopleteado, desde donde se podrá accionar y otro en la vía de sopleteado para ser visuali-
zado. El técnico a cargo del sopleteado podrá seleccionar el color dependiendo de la situación
y el conductor podrá visualizar el color que el técnico seleccionó. Cada semáforo consta de
3 focos, uno verde, uno amarillo y otro color rojo, cuyas funciones se describen a continua-
ción.
Tabla 19. Semáforo en la cámara de sopleteado
Semáforo en la cámara de sopleteado
El foco color rojo será encendido por el técnico al iniciar el sopleteado, lo cual indicará al
conductor, que el tren bajo ninguna circunstancia se podrá mover.
El foco amarillo será activado por el técnico ante una situación anormal e indicará al con-
ductor que atienda el equipo de radio comunicación, mediante el cual le podrá manifestar lo
sucedido. Este tipo de situaciones no se presentan con frecuencia, pero si puede darse el caso
en que el técnico requiera ayuda del conductor, como, por ejemplo, cuando hay piezas sueltas
o faltantes.
El foco verde será activado por el técnico al finalizar el sopleteado e indicará al conductor
que puede avanzar el tren al siguiente tope.
Fuente: Elaboración propia

101
Adicional a la señal luminosa propuesta, es necesario que se tenga un equipo de radio
comunicación entre los dos trabajadores. Este será utilizado solo en situaciones anormales,
es decir, cuando se accione el semáforo en la señal amarilla.
Por otra parte, se instalará otra señal luminosa en la cámara de sopleteado, pero de ma-
nera inversa, podrá ser operada por el conductor y visualizada por el técnico. Se sugiere que
el control de mando de esta señal sea inalámbrico y que lo lleve consigo el conductor. Para
esto se puede recurrir a la tecnología de comando de luces sin utilizar cables, la cual se com-
pone de dos elementos fundamentales, el receptor y el transmisor. El receptor se ubicará en
la cámara de sopleteado en el foco de luz a comandar y el transmisor puede ser un control
remoto tipo llavero el cual será accionado por el conductor. Este será accionado solo en caso
de presentarse una situación anormal e indicará al técnico que haga uso del equipo de radio
comunicación mediante el cual le expondrá lo sucedido.
5.3 Programa de capacitación
A continuación, se describen las generalidades del programa de capacitación propuesto,
sin embargo, el documento completo de este programa se encuentra en el anexo 5. Este pro-
grama llamado “Tu seguridad es primero”, tiene como objetivo principal transmitir conoci-
mientos sobre seguridad e higiene industrial y prevención de riesgos laborales a los técnicos
de mantenimiento de material rodante, para que realicen sus actividades de forma segura.
Dicho programa consta de un solo módulo sobre principios de seguridad e higiene, el cual se
divide en tres cursos. El primero abarca conceptos sobre seguridad e higiene, el segundo trata
sobre la prevención de riesgos y el tercero es sobre las Normas Oficiales Mexicanas. Aunque
los cursos son teóricos con clases tipo magistrales, es importante la participación de los tra-
bajadores, es por ello que en cada curso se proponen actividades complementarias y herra-
mientas didácticas de aprendizaje. La figura 27 presenta la temática de los cursos:

102
Figura 27. Contenido del programa de capacitación
Fuente: Elaboración propia

103
Cada uno de los cursos tendrá una duración de 20 horas, su evaluación final será una prueba
teórica. Para considerar acreditado el curso, el trabajador deberá de tener mínimo un 80% de acier-
tos en dicha prueba y 100% de cumplimiento de actividades.
Los cursos serán impartidos a grupos de diez trabajadores como máximo. La capacidad redu-
cida del grupo tiene la finalidad de generar un ambiente adecuado en donde las opiniones de todos
los participantes pueden ser escuchadas y tomadas en cuenta. Igualmente, el trabajar con grupos
reducidos facilita las labores del instructor y se garantiza una atención personalizada al poder aten-
der de forma individual a cada participante sin comprometer el tiempo destinado para cada sesión.
El espacio físico donde se llevarán a cabo las sesiones, deberá contar con sillas y escritorios
para cada uno de los trabajadores y deberá tener la iluminación y ventilación suficiente. Además
de esto se deberá contar con equipo de cómputo, material de papelería y demás elementos didác-
ticos y de apoyo necesarios para el desarrollo de las actividades.
Al finalizar el curso, el instructor procederá a evaluar el nivel de conocimientos adquiridos
por cada participante. Igualmente se llevará a cabo una retroalimentación por parte del trabajador
hacia el curso y hacia el instructor. Para esto, el trabajador contestará dos encuestas en las cuales
dará a conocer su opinión al respecto.
5.4 Programa de adiestramiento
En este apartado se presentan las generalidades del programa de adiestramiento propuesto,
sin embargo, el programa completo y detallado se encuentra en el anexo 6. Con la adopción del
nuevo sistema de comunicación e implementación de las demás medidas preventivas por parte de
la empresa, se inicia un proceso de cambio en la actividad de sopleteado. Durante este proceso, es
importante hacer partícipe a los trabajadores. Para esto, se recurrirá a un programa de adiestra-
miento denominado “Sopletea seguro”.
Este programa se impartirá a los técnicos de material rodante y tiene como objetivo principal
reforzar los conocimientos y habilidades de los trabajadores, para realizar la actividad de sople-
teado de trenes de forma más segura. Este programa consta de dos cursos, el primero trata sobre
las medidas preventivas en la actividad de sopleteado, en el que se hará énfasis en las medidas
preventivas de la tabla 18 y el segundo curso trata específicamente sobre el procedimiento para
realizar la actividad de sopleteado y es en este curso donde se enseñará como operar el nuevo
sistema de comunicación técnico-conductor. La figura 28 presenta la temática de dicho programa.

104
Figura 28. Contenido del programa de adiestramiento
Fuente: Elaboración propia

105
El anterior programa tendrá una duración total de cuarenta horas y su evaluación final será
una prueba práctica. En ésta el trabajador realizará la actividad de sopleteado bajo la supervisión
del instructor, poniendo en práctica lo aprendido y demostrando que sabe usar el nuevo sistema de
comunicación técnico-conductor.
De igual manera que el programa de capacitación, este programa de adiestramiento será im-
partido a grupos de diez trabajadores como máximo. Esto con la finalidad de brindar una atención
más personalizada y propiciar un ambiente ameno en el que el trabajador pueda manifestar sus
inquietudes.
Aunque la mayoría de las sesiones se llevará a cabo en el centro de trabajo, también será
indispensable contar con un aula como punto de reunión para pláticas y retroalimentación de lo
aprendido. Esta aula o salón, deberá contar con sillas y escritorios para cada uno de los trabajadores
y deberá tener la iluminación y ventilación suficiente. Además de esto se deberá contar con compu-
tadora, proyector, pintarrón y plumones.
Al finalizar el curso, se les pedirá a los trabajadores contestar unas encuestas que permitirán
conocer su opinión hacía el instructor y hacía los cursos.
Para finalizar, es importante hacer mención que a estos programas se les debe hacer segui-
miento y monitorizar el impacto que tienen sobre los distintos indicadores en relación con la pre-
vención de riesgos. Como lo son: número de trabajadores capacitados por año, número de trabaja-
dores adiestrados por año, costos por incapacidades, número de accidentes laborales, número de
días sin accidentes al año, número de enfermedades laborales reportadas al año, número de horas
de capacitación al año, porcentaje de trabajadores que aprobaron cada curso, número de examen
médicos específicos realizados por año, entre otros.

106
Conclusiones Para poder planificar, diseñar y estructurar una propuesta de mejora a la actividad del sople-
teado de trenes en el área de mantenimiento de material rodante del STC de la Ciudad de México
fue necesario un análisis integral de múltiples variables y se tuvo que hacer frente a diversas situa-
ciones adversas. Sin embargo, la confrontación de elementos adversos y el estudio de variables de
análisis que, si bien al final no fueron consideradas dentro de la propuesta, permitió en conjunto
con los análisis realizados, contar con elementos suficientes y competentes para estructurar una
propuesta sustentada y la siguiente conclusión final.
El presente apartado discute las reflexiones finales que se obtienen al concluir la investiga-
ción. En primera instancia es importante mencionar que lo expuesto en el presente trabajo de in-
vestigación que va desde la recopilación de información, el diagnóstico integral y la propuesta de
mejora, es información recabada directamente en los centros de trabajo, contrastada y validada con
información teórica y sustentada en evidencia cualitativa y cuantitativa. Sin embargo, durante el
desarrollo de la investigación se realizaron cambios y ajustes al enfoque y alcance del estudio, esto
fue debido a que, al avanzar en la misma, nuevos aspectos críticos fueron apareciendo los cuales
fueron disgregados para llegar al problema de raíz que generaba los riesgos de trabajo para el
técnico de manteamiento.
Adicionalmente la investigación se vio por momentos comprometida al carecer del apoyo
total en la provisión de información, sobre todo en la parte de documentación de operaciones (ma-
nuales de procedimientos y organización) e información sobre los procesos de contratación. Esta
limitante sobre el acceso a la información fue subsanada mediante la elaboración propia de perfiles
de puestos y documentación de procedimientos gracias a la observación directa y a las entrevistas
participativas con personal operativo. Lo anterior es un punto importante que debe ser atendido en
el corto plazo por el personal directivo, ya que el difícil acceso a la información es un tema adverso
que los mismos trabajadores deben asumir. A fin de garantizar una preparación del trabajador y un
conocimiento pleno de las actividades a realizar por parte de los técnicos de mantenimiento, es
fundamental que cuenten con el compendio de información para consulta referente a las activida-
des específicas en cada procedimiento.

107
Es importante señalar que la investigación evidenció una carencia significativa no solo en
términos de capacitación y adiestramiento para el personal en actividades de alto riesgo, sino tam-
bién en los controles establecidos para la provisión y cambio de equipo de protección personal.
Estos elementos en conjunto representan una combinación peligrosa que puede derivar en conse-
cuencias fatales para los técnicos y posibles demandas laborales en contra del STC. Es necesario
que las autoridades del STC de los niveles estratégicos y tácticos sean conscientes de la realidad
de los técnicos de mantenimiento y sobre todo de la realidad que se vive en los talleres de material
rodante.
Durante el diagnóstico de necesidades de capacitación fue evidente una disparidad en térmi-
nos de percepciones y realidades por parte del personal directivo contra el personal operativo. Si
bien es cierto que el tema de STC de la Ciudad de México es muchas veces politizado debido a la
existencia y la presión que ejerce un sindicato de trabajadores es importante crear mecanismos de
colaboración por el bien de ambas partes. La exigencia del sindicato de trabajadores en el STC
puede representar beneficios laborales para su personal, sin embargo, deben igualmente señalarse
las situaciones críticas que pueden derivar en riesgos laborales por la elevada injerencia del mismo.
Como se ha mencionado, la realidad es muy diferente dependiendo de a quien se cuestione,
el personal directivo manifiesta un estado aceptable en materia de seguridad e higiene en el trabajo
y difícilmente reconoce la obsolescencia e ineficiencia de algún programa, estrategia o acción im-
plementada, situación que contrasta en gran medida al conocer el punto de vista del personal ope-
rativo. Ahora bien, el sindicato de trabajadores del STC tiene un control directo sobre las contra-
taciones de nuevo personal operativo; para el caso de la presente investigación se analizó la con-
tratación del personal de mantenimiento de material rodante. Si bien, esta tesis no discute aspectos
políticos y de carácter de gestión administrativa, el tema de la contratación tiene una relación di-
recta con el aumento o la disminución de accidentes de trabajo, esto debido al perfil de puesto que
se busca para un técnico de manteamiento.
Actualmente el proceso de contratación carece de filtros y controles que garanticen que el
personal que llega al taller a laborar realmente cuente con las capacidades técnicas y los conoci-
mientos necesarios para llevar a cabo una tarea de alto riesgo, como es el caso del sopleteado de
trenes. Sin ahondar en la temática del sindicato, es importante señalar la realidad actual en aras de
concientizar a ambas partes (sindicado y personal directivo) sobre la necesidad de establecer un

108
nuevo proceso de reclutamiento y selección que garantice la idoneidad del personal y por consi-
guiente la reducción de riesgos laborales.
Los riesgos evidenciados en la investigación recaen en la falta de capacitación y adiestra-
miento del personal. Por consiguiente, el impacto que busca generar esta tesis se puede discutir en
términos básicamente de seguridad. Lo anterior, debido a que la propuesta plantea la capacitación
y el adiestramiento integral del personal dedicado al sopleteado de trenes, lo cual, al conjuntarse
con una capacitación en materia de seguridad en el trabajo y la implementación de un nuevo sis-
tema de comunicación, reducirá el riesgo en la actividad. De forma paralela y complementaria se
busca generar un impacto positivo en términos económicos, esto debido al posible ahorro en gastos
médicos, incapacidades e indemnizaciones que pudieran derivarse de accidentes en dicha activi-
dad; ya que como se analizó a lo largo de la investigación los riesgos del sopleteado de trenes son
diversos y pueden tener consecuencias fatales.
Finalmente, la aportación al campo de conocimiento de la presente investigación puede ser
explicada en términos de una aportación teórica y una aportación práctica. En términos teóricos,
la investigación desarrollada analiza minuciosamente las actividades y realidades de una actividad
de alto riesgo en el área de mantenimiento de trenes, adicionalmente se hace una revisión de lite-
ratura extensa sobre conceptos de seguridad industrial e higiene en el trabajo y sobre el STC de la
Ciudad de México. Luego entonces el documento generado se convierte en una aportación en si
misma al integrarse al estado del arte en materia de seguridad en el trabajo en sistemas de trans-
porte y brinda información de consulta a toda persona interesada directa o indirectamente. En tér-
minos prácticos, la aportación de la tesis se ve reflejada en la creación de programas específicos
de capacitación y adiestramiento, los cuales fueron elaborados de forma en que puedan ser puestos
en práctica de forma inmediata, lo cual implica una aportación real que se ajusta a la realidad del
área de mantenimiento actual y con fines útiles.
Adicional a esto, si se contrasta la propuesta que surge de esta investigación con otros pro-
gramas de capacitación que se puedan encontrar en la literatura, se identifica que esta propuesta es
integral, al cubrir aspectos humanos, sociales, legales y técnicos, además de ser una propuesta
basada en necesidades específicas y reales de la población objeto de estudio. En el aspecto humano,
el trabajador se posiciona como actor principal de este estudio y todo lo que se propone es para
asegurar su integridad física y mental. Al considerarse al trabajador como un ente social, se pro-

109
ponen diversas actividades prácticas grupales en el desarrollo de los cursos y se incentiva y forta-
lece el trabajo en equipo al proponer el nuevo sistema de comunicación técnico-conductor. Los
aspectos legales se cubren al identificar específicamente cada una de las normativas vigentes que
deben ser cumplidas en materia de seguridad industrial. Por otra parte, se ha manifestado por parte
de directivos del STC la existencia de programas de capacitación, sin embargo, como se ha hecho
mención en capítulos anteriores, las entrevistas y encuestas a trabajadores arrojan un desconoci-
miento de los programas en sí y carencia de formación sobre la prevención de riesgos laborales.
Es esta una razón más de que la aportación al campo de conocimiento de la presente investigación
puede ser explicada en términos de una aportación práctica al existir la necesidad de que se lleve
a cabo de manera inmediata.
Después de presentadas todas las consideraciones anteriores, se concluye que una propuesta
para la reducción de accidentes y cualquier riesgo asociado con la actividad de sopleteado, debe
ser basada en la formación de recursos humanos de alta calidad. Los cuales deben de ser adecuados
en términos de capacidades técnicas para el desarrollo de las actividades, no solo de sopleteado
sino de todas las inherentes a su puesto como técnicos de manteamiento de material rodante.
El trabajo fue desarrollado mediante el complimiento de los objetivos de investigación plan-
teados, siguiendo una metodología congruente con herramientas validadas y dando respuesta a la
pregunta de investigación, de esta manera siempre se mantuvo una congruencia con lo presentado
en cada uno de los capítulos de esta tesis. Por lo anterior, a continuación, se expone una conclusión
a partir de la pregunta de investigación, seguidamente se concluirá a partir del objetivo general de
la tesis y finalmente se expone una conclusión para cada uno de los objetivos específicos.
La pregunta de investigación de esta tesis es ¿Qué elementos deben considerarse para estruc-
turar un programa de capacitación integral que reduzca los riesgos laborales en la actividad de
sopleteado de trenes del área de Mantenimiento de Material Rodante del Sistema de Transporte
Colectivo de la Ciudad de México? Las actividades de capacitación propuestas fueron resultado de
un análisis integral que arrojó un diagnóstico de necesidades de capacitación. La propuesta final
fue estructurada considerando el diseño de dos documentos: 1) un programa de capacitación cen-
trado en la provisión y actualización de conocimientos sobre reglamentos y normativas básicas de
seguridad e higiene en el trabajo, así como acciones dirigidas a la reducción de accidentes laborales;
2) un programa de adiestramiento que incluye elementos enfocados en la mitigación de los riegos

110
inherentes a la actividad específica de sopleteado, como son: exposición a polvos y sustancias, ex-
posición a ruido, riesgos eléctricos, condiciones deficientes de iluminación, riesgos ergonómicos;
adicionalmente se contemplan elementos para la mejora y actualización del procedimiento de so-
pleteado, específicamente la inclusión de un nuevo sistema de comunicación técnico-conductor,
basado en comunicación visual mediante semáforos anti- riesgo y comunicación directa mediante
un sistema inalámbrico de contacto.
Como objetivo general se busca proponer un programa de capacitación para la prevención de
riesgos laborales, basado en la detección de necesidades de capacitación, en el área de Manteni-
miento de Material Rodante del Sistema de Transporte Colectivo de la Ciudad de México.
A fin de alcanzar el objetivo general de la presente investigación, se procedió a realizar un
diagnóstico de necesidades de capacitación, para lo cual se diseñaron y aplicaron los siguientes
elementos de recopilación de información:
1) Guía de entrevista. - Esta fue aplicada a personal directivo del área de seguridad e higiene
del STC lo cual delimitó el alcance de la investigación al área de material rodante.
2) Listas de chequeo y Guía de observación. - Estas se aplicaron en visitas de campo al taller
de mantenimiento e identificaron aspectos críticos en áreas de trabajo como señalamientos de se-
guridad, condiciones de iluminación, limpieza y ergonomía.
3) Cuestionario. - Este fue elaborado al definir ocho dimensiones sobre seguridad e higiene y
fue aplicado a una muestra de 70 técnicos de mantenimiento de material rodante, así como a perso-
nal administrativo selecto del área de seguridad e higiene industrial, el cuestionario arrojó las defi-
ciencias y aspectos críticos de seguridad en la actividad de sopleteado de trenes.
Lo anterior permitió detectar las necesidades de capacitación. Las cuales se complementaron
con los resultados obtenidos en el estudio comparativo del Metro de la Ciudad de México versus el
Metro de Madrid, realizado en una estancia corta de investigación y que en conjunto brindaron las
bases y fundamentos de los programas de capacitación y adiestramiento propuestos.
El primer objetivo específico es hacer una revisión conceptual de la literatura sobre aspectos
de capacitación y seguridad e higiene industrial. Este objetivo se alcanzó al realizar una revisión
del estado del arte en materia de seguridad e higiene en el trabajo. La revisión de literatura se centró
específicamente en los siguientes conceptos: 2) Panorama mundial de los sistemas de transportes

111
férreos, 2) Antecedentes del sistema de transporte colectivo de la Ciudad de México, 3) Anteceden-
tes de la capacitación en materia de seguridad e higiene y su estatus actual en México 4) Marco
legal y normativo referentes a la seguridad e higiene en el trabajo.
El segundo objetivo específico es elaborar un diagnóstico de necesidades de capacitación en
prevención de riesgos laborales que permita identificar las principales fortalezas y/o debilidades
de los de los trabajadores del área de mantenimiento de Material Rodante del Sistema de Trans-
porte Colectivo. Este se alcanzó al realizar una entrevista preliminar con el personal directivo del
área de seguridad e higiene, posteriormente se elaboró una guía de observación y se realizó una
visita a las instalaciones del taller de mantenimiento. Con la información recabada en la visita pre-
sencial se elaboró una matriz de operacionalización de variables en donde se identificaron ocho
dimensiones: Inspecciones de seguridad, Capacitación en seguridad, Instalaciones, Métodos de
trabajo, Equipo de protección personal, Maquinaria, Respuesta y atención a emergencias, y Servi-
cios de salud. Posteriormente se aplicó un cuestionario con 71 ítems, cada uno enfocado en algunas
de las ocho dimensiones definidas, adicionalmente se elaboró un perfil de puesto para el técnico
de mantenimiento de material rodante y se analizaron los procedimientos de operaciones, todo la
anterior arrojó el diagnóstico de necesidades de capacitación para la actividad de sopleteado.
El último objetivo específico, es formular una propuesta de un programa de capacitación en
prevención de riesgos laborales para el área de Mantenimiento de Material Rodante del Sistema
de Transporte Colectivo de la Ciudad de México. Este objetivo se alcanzó al proponer dos progra-
mas completos, el primero es un programa de capacitación que contempla la provisión de tres
cursos: 1) Conceptos básicos sobre seguridad e higiene, 2) Prevención de riesgos laborales, 3)
Normas Oficiales Mexicanas. El segundo programa se centra en el adiestramiento del técnico de
mantenimiento en material rodante para la actividad de sopleteado específicamente, esto se reali-
zará mediante dos cursos: 1) Medidas preventivas en actividad de sopleteado, 2) Procedimiento
para realizar la actividad de sopleteado. En ambos programas, los cursos serán brindados por ins-
tructores expertos y mediante técnicas didácticas y de aprendizaje teórico/prácticas. Los cursos
están debidamente calendarizados y se han definido las acciones de evaluación y retroalimentación
para garantizar una mejorar constante de los mismos.

112
Recomendaciones
A fin de lograr una disminución integral en materia de accidentes y riesgos de trabajo en
el STC, es fundamental que los niveles estratégicos desarrollen y adopten acciones para
mantener actualizados los programas de capacitación y adiestramiento propuestos en esta
investigación.
Se recomienda que para la mejora de los programas de capacitación y adiestramiento debe
existir participación del personal operativo y demás interesados, se deben tomar en cuentas
sus opiniones e inquietudes, esto se puede realizar al implementar actividades como “pla-
ticas de 5 minutos”, “lluvias de ideas”, “círculos de calidad” etc.
Es fundamental que el personal competente designado por los niveles estratégicos realice
una actualización de los manuales de organización y procedimientos de cada área de tra-
bajo, y de no existir dicho manual, se deben elaborar y ponerse a disposición inmediata del
personal que lo requiera.
Es necesario actualizar y en su caso elaborar los perfiles de ingreso para todos los puestos
dependientes del área de mantenimiento de material rodante a fin de contar con informa-
ción puntual sobre las capacidades necesarias a cubrir al momento de contratar a un nuevo
trabajador.
Se recomienda fortalecer las campañas de difusión de información propuestas en los pro-
gramas de capacitación y adiestramiento mediante la organización de actividades comple-
mentarios y que estén enfocadas en difundir datos y cifras relevantes en materia de reduc-
ción de accidentes y temas afines, tanto de forma interna hacia el personal del STC como
de forma externa al público en general interesado.
Es recomendable considerar la integración de personal médico calificado que esté a dispo-
sición de las necesidades del personal de mantenimiento, particularmente para la supervi-
sión y asesoría en materia cuidado físico y ergonomía.
Se recomienda evaluar la viabilidad de desarrollar y llevar a cabo programas de integración
entre el personal en donde exista una convivencia familiar, así como también la posible
inclusión de programas de recompensas e incentivos en la forma que el personal directivo
considere competente.

113
Trabajo futuro
Al concluir la presente investigación se identificaron diferentes elementos y aspectos poten-
ciales para el desarrollo de trabajos e investigaciones futuras. En primera instancia se recomienda
como una investigación futura que los resultados aquí obtenidos puedan ser extrapolados a otras
áreas de trabajo dentro del mantenimiento de material rodante, es decir realizar el diagnóstico de
necesidades de capacitación para cada una de las actividades que realizan los técnicos de mante-
nimiento. Este estudio puede realizarse de forma integral en toda el área de mantenimiento de
material rodante o bien seleccionar actividades particulares que sean consideradas de alto riesgo
como el manejo y sustitución de baterías en trenes o el cambio de ruedas eje en vagones, ambas
consideras actividades de alto riesgo.
Adicionalmente se identificó como una investigación potencial futura el desarrollo de un es-
tudio de factibilidad para la modernización y actualización de la línea de sopleteado de trenes.
Dicha investigación debe considerar los elementos técnicos como la distribución de la planta de
trabajos, los recursos humanos necesarios y principalmente las cuestiones de tecnología necesaria,
los mecanismos de transferencias y las estrategias para la asimilación y adopción de la nueva tec-
nología. Finalmente se debe analizar los montos de inversión requerida y determinar su factibilidad
financiera desde un punto de vista de costo/beneficio y de la reducción de costos de operación.

114
Referencias
AMAT. (2012). La actividad de Prevención de Riesgos Laborales de las Mutuas como factor clave
de la competitividad empresarial y de una Seguridad Social dinámica. Unión Europea. Retrieved
from http://www.amat.es/Ficheros/15080.pdf
Angüis, V. (2012). Programa Integral de Seguridad Industrial. (Herramienta de Administración).
Ciudad de México. Retrieved from http://aisohmex.net/libros.html
Autoridad Metropolitana de Transporte de la Ciudad de Nueva York. (2015). Subways. Retrieved
November 4, 2016, from http://web.mta.info/nyct/facts/ffsubway.htm
Ballesteros, A. (2005). Comercio exterior: Teoría y práctica. España: Universidad de Murcia.
BANXICO. (2017). Cotización de divisas. Retrieved December 14, 2017, from
http://www.banxico.org.mx/SieInternet/consultarDirectorioInternetAction.do?accion=consultarC
uadro&idCuadro=CF307
Blanchard, N. P., & Thacker, J. (2012). Effective Training: Systems, Strategies and Practices.
Pearson Education.
Cámara de Diputados. Ley Federal del Trabajo (2015). Retrieved from
http://www.diputados.gob.mx/LeyesBiblio/pdf/125_120615.pdf
Cámara de Diputados. Constitución Política de los Estados Unidos Mexicanos (2016). Retrieved
from http://www.diputados.gob.mx/LeyesBiblio/pdf/1_150816.pdf
CEPAL, N. U. (2006). Efectos de la capacitación en la competitividad de la industria
manufacturera estudios y perspectivas. México: Naciones Unidas. Retrieved from
http://www.cepal.org/publicaciones/xml/6/24506/l690.pdf
Chévere, K., Vigo, M., Canales, M., & Serrano, I. (2009). Modelo de Adiestramiento para la
Investigación: La Academia “Sale a la Calle”. Interamerican Journal of Psychology . Vol. 43,
Num. 1, 91–105. Retrieved from http://www.redalyc.org/pdf/284/28411918011.pdf
Chiabenato, I. (2000). Administración de recursos humanos. (Octava edi). Mc Graw Hill.
Consorcio de Transportes de Madrid. (2017). Servicios de transporte. Retrieved December 15,
2017, from http://www.crtm.es/conocenos/servicios-de-transporte.aspx
Cortés, J. M. (2007). Técnicas de prevención de riesgos laborales: seguridad e higiene del trabajo
(Novena)._Madrid:_Editorial_Tébar._Retrieved_from

115
https://books.google.com.mx/books?id=pjoYl7cYVVUC&pg=PA39&dq=historia+de+la+seguri
dad+e+higiene&hl=es419&sa=X&ved=0ahUKEwjLpueD6tjQAhVhHGMKHQ7fD_gQ6AEIQj
AG#v=onepage&q=historia de la seguridad e higiene&f=false
Dessler, G., & Varela, R. (2011). Administración de recursos humanos: enfoque latinoamericano.
México: Pearson.
Elefterie, L. (2012). Risk Assessment audit versus work accidents preventios. Contemporary
Readings_in_Law_and_Social_Justice.,_4._Retrieved_from
http://go.galegroup.com.etechconricyt.idm.oclc.org/ps/i.do?p=AONE&u=fondoconacyt&id=GA
LE%7CA321579693&v=2.1&it=r&sid=summon&userGroup=pu&authCount=1&selfRedirect=t
rue
EPRI S.A. (2017). Equipamiento para material ferroviario. Madrid. Retrieved from
http://www.eprisa.es/Catalogo EPRISA.pdf
Fernández, L. (2006). Fichas para investigadores ¿Cómo analizar datos cualitativos? Butlletí
LaRecerca. Retrieved from http://www.ub.edu/ice/recerca/pdf/ficha7-cast.pdf
Figueroa, A., Torres, H. R., García, I. A., Sánchez, J., & Sumano, M. A. (2009). Diseño de un plan
de mantenimiento preventivo como estrategia de trabajo en el área de material rodante del S.T.C
“Taller Zaragoza.” Instituto Politécnico Nacional. Retrieved from
http://tesis.ipn.mx:8080/xmlui/bitstream/handle/123456789/3748/I2.1109.pdf?sequence=1&isAll
owed=y
FISO, F. I. de S. y S. (2015). Buenas prácticas laborales ¿Por qué es importante la capacitación
para prevenir? Retrieved April 5, 2016, from http://www.fiso-web.org/Content/files/articulos-
profesionales/3970.pdf
Geoff A. Taylor, Easter, K., & Hegney, R. (2006). Mejora de la salud y la seguridad en el trabajo.
Madrid: ELSEVIER. Retrieved from https://books.google.com.mx/books?id=6oE5UIz-
OgIC&pg=PA11&dq=heinrich+seguridad&hl=es419&sa=X&ved=0ahUKEwiRwrnHh9nQAhU
BTmMKHSOfABkQ6wEIGzAA#v=onepage&q=heinrich seguridad&f=false
González, A. (2001). Cómo diagnosticar Necesidades de Capacitación. Editorial Pac S. A. de C.
V.
Guzman Valdivia, I. (1986). Problemas de la administracion de empresas. Ciudad de México:
Limusa.
Hernández, A., Malfavón, N., & Fernández, G. (2005). Seguridad e higiene industrial. México:
Limusa._Retrieved_from_https://books.google.com.mx/books?id=Eo_kObpifcMC&pg=PA13&
dq=higiene+y+seguridad+industrial+en+mexico+ley+José+Vicente+Villada&hl=es419&sa=X&
ved=0ahUKEwijsYHPutnQAhVD04MKHXVoALcQ6wEIJDAA#v=onepage&q=higieneyseguri
dad industrial en mexico ley José Vicen
116
Hernández, R. (2014). Metodología de la investigación (Sexta). McGraw-Hill.
IICA, I. I. de C. para la A. (1997). Guía para gerentes de capacitación. Costa Rica. Retrieved from
https://books.google.com.co/books?id=obZlAAAAIAAJ&pg=PA26&dq=necesidades+de+capac
itacion&hl=es419&sa=X&ved=0ahUKEwia3rO0pr_RAhWFVyYKHV6fDz4Q6wEITzAJ#v=on
epage&q=necesidades de capacitacion&f=false
INEGI. (1969). Anuario estadístico de los Estados Unidos Mexicanos 1958-1969. Retrieved from
http://internet.contenidos.inegi.org.mx/contenidos/productos/prod_serv/contenidos/espanol/bvine
gi/productos/integracion/pais/aeeum/1961/AEEUM6061IV.pdf
INEGI._(2015).Encuesta_intercensal_2015._Retrieved_from
http://www.beta.inegi.org.mx/proyectos/enchogares/especiales/intercensal/
INEGI._(2016)._Población_en_México._Retrieved_from
http://cuentame.inegi.org.mx/poblacion/habitantes.aspx?tema=P
Instituto Nacional de Estadística. (2017). Estadísticas de población. Retrieved from
http://www.ine.es/dyngs/INEbase/es/operacion.htm?c=Estadistica_C&cid=1254736177011&me
nu=resultados&idp=1254734710990
Kaplan, M. (1993). Ciencia, estado y derecho en las primeras revoluciones industriales; en
Revolución tecnológica, estado y derecho Tomo 1. México: Universidad Nacional Autonoma de
Mexico & Petroleos Mexicanos.
López, M. A. (2007). El transporte de pasajeros y el sistema vial en la Ciudad De México. Instituto
de_Investigaciones_Juridicas,_259–281._Retrieved_from
http://biblio.juridicas.unam.mx/libros/6/2735/12.pdf
López, R., & Deslauriers, J.-P. (2011). La entrevista cualitativa como técnica para la investigación
en Trabajo Social. Margen: Revista de Trabajo Social Y Ciencias Sociales, 61, 1–19.
Metro de Madrid S.A. (2009). Quiénes somos. Retrieved May 17, 2018, from
https://www.metromadrid.es/es/conocenos/quienes_somos/
Metro de Madrid S.A. (2017a). Ayudante de oficio. Retrieved October 9, 2017, from
https://www.metromadrid.es/es/conocenos/Empleo_Metro/Ayudante_de_Oficio/
Metro de Madrid S.A. (2017b). Informe anual de gestión y RC. Madrid. Retrieved from
https://www.metromadrid.es/export/sites/metro/comun/documentos/memoria/2016/InformeAnua
lES.pdf
Metro de Madrid S.A. (2017c). Técnico área de mantenimiento. Retrieved October 6, 2017, from
https://www.metromadrid.es/es/conocenos/Empleo_Metro/Tecnico_Area_Mantenimiento_MM/
Mitnik, F., & Coria, A. (2006). Una perspectiva histórica de la capacitación laboral. In

117
Perspectivas y programas de capacitación para pequeñas empresas. Montevideo:
CINTEFOR/OIT. Retrieved from http://eco.mdp.edu.ar/cendocu/repositorio/00208-f.pdf
NICB. (2015). Productivity brief 2015 Global Productivity Growth Stuck in the Slow Lane with
No Signs of Recovery in Sight. In National Industrial Conference. Retrieved from
https://www.conference-board.org/retrievefile.cfm?filename=the-conference-board-2015-
productivity-brief.pdf&type=subsite
ONU-Hábitat. (2015). Reporte Nacional de Movilidad Urbana en México 2014-2015. Ciudad de
México. Retrieved from http://conurbamx.com/home/wp-content/uploads/2015/07/Reporte-
Nacional-de-Movilidad-Urbana-en-Mexico-2014-2015-Final.pdf
Organización Internacional del Trabajo. (2002). 90a reunión de la Conferencia Internacional del
Trabajo._Retrieved_from_http://www.ilo.org/public/spanish/standards/relm/ilc/ilc90/pdf/memo.
Órgano de Difusión del Gobierno del Distrito Federal. (2014). Gaceta Oficial del Distrito Federal.
Retrieved_from_http://www.ordenjuridico.gob.mx/Documentos/Estatal/DistritoFederal/wo99436
Pinto, R. (2000). Planeación estratégica de capacitación empresarial. McGraw-Hill.
Ramírez, C. (2005). Seguridad industrial: un enfoque integral (Segunda). México: Limusa.
Retrieved_from
https://books.google.com.mx/books?id=jDgUQb_V6PsC&pg=PA4&lpg=PA4&dq=cesar+ramíre
z+2005+seguridad+industrial+un+enfoque+integral&source=bl&ots=ZPw7yaKEmS&sig=9UqR
jtpb27tQLdZjMeO1TYASHo&hl=es419&sa=X&ved=0ahUKEwigtv6cvOfQAhXKqVQKHWU
YAucQ6AEINzAF#v=onepage
Secretaría del Trabajo y previsión social. (2017). Evolución de Accidentes, Enfermedades,
Incapacidades y Defunciones de Trabajo, 2005 -2014 Nacional Información sobre accidentes y
enfermedades de trabajo. Retrieved April 9, 2018, from
http://autogestion.stps.gob.mx:8162/pdf/2015/Nacional 2005-2016.pdf
Siliceo, A. (2006). Capacitación y desarrollo de personal (Cuarta edi). Limusa. Retrieved from
https://books.google.com.mx/books?id=CJhlsrSuIMUC&printsec=frontcover&source=gbs_ge_s
ummary_r&cad=0#v=onepage&q&f=false
Sistema de Transporte Colectivo de la Ciudad de México. (2014). Etapas de construcción de la
red del STC Metro. Etapa 1. Retrieved November 4, 2016, from
http://www.metro.cdmx.gob.mx/organismo/construccion1.html
Sistema de Transporte Colectivo de la Ciudad de México. (2015). Cifras de operación 2015.
Retrieved May 16, 2018, from http://data.metro.cdmx.gob.mx/operacion/cifrasoperacion.html
Sistema de Transporte Colectivo de la Ciudad de México. (2016a). Cifras de operación 2016.

118
Retrieved from http://metro.cdmx.gob.mx/operacion/mas-informacion/indicadores-de-
operacion/indicadores-2016
Sistema de Transporte Colectivo de la Ciudad de México. (2016b). Sistema de Transporte
Colectivo de la Ciudad de México, Metro. Retrieved April 17, 2018, from
http://www.metro.cdmx.gob.mx/secretaria/estructura/16
Sistema de Transporte Colectivo de la Ciudad de México. (2017a). Conformación de un tren del
metro._Retrieved_November_2,_2017,_from
http://data.metro.cdmx.gob.mx/operacion/conformactren.html
Sistema de Transporte Colectivo de la Ciudad de México. (2017b). Gerencia de Seguridad
Institucional._Retrieved_May_17,_2018,_from
http://data.metro.cdmx.gob.mx/organigrama/despliegaOrganigrama.php?valor=0&id_dir=248&i
d_tipo=7
Sistema de Transporte Colectivo de la Ciudad de México. (2017c). Indicadores de operación 2017.
Retrieved_April_17,_2018,_from
http://metro.cdmx.gob.mx/operacion/mas-informacion/indicadores-de-operacion/indicadores-
2017
Sistema de Transporte Colectivo de la Ciudad de México. (2017d). Programa operativo anual.
Ciudad de México.
Torres, V., Torres, M., Paz, K., & Salazar, F. (2015). Metodos de recoleccion de datos para una
investigación. Rev. Electrónica Ingeniería Boletín, 3, 12–20.

119
Anexos
Anexo 1. Estructura del reglamento federal de seguridad e higiene en el trabajo
TITULO TEMA CAPÍTULOS ARTICULOS
Primero Disposiciones generales Capítulo único Disposiciones ge-
nerales 01-08
Segundo
De las condiciones de seguridad
e higiene en los edificios y loca-
les de los centros de trabajo.
Capítulo único Disposiciones ge-
nerales 09-11
Tercero De la prevención y protección
contra incendios.
Capítulo I De los edificios, aisla-
mientos y salidas
12-34
Capítulo II De los equipos para
combatir incendios
Capítulo III De los simulacros y
de las brigadas, cuerpo de bombe-
ros y cuadrillas contra incendio
Cuarto
De la operación, modificación y
mantenimiento del equipo indus-
trial.
Capítulo I De las autorizaciones
para la maquinaria
35-61 Capítulo II De la protección en la
maquinaria
Capítulo III Del equipo e instala-
ciones eléctricas
Quinto De las herramientas.
Capítulo I De las herramientas
manuales 62-70
Capítulo II De las herramientas
eléctricas, neumáticas y portátiles
Sexto Del manejo, transporte y almace-
namiento de materiales.
Capítulo I Del equipo para izar
71-121
Capítulo II De los ascensores para
carga
Capítulo III De los montacargas,
carretillas y tractores
Capítulo IV De los transportado-
res
Capítulo V Del sistema de tube-
rías
Capítulo VI De la estiba
Capítulo VII De los ferrocarriles
en los centros de trabajo
Séptimo
Del manejo, transportes y alma-
cenamientos de sustancias infla-
mables, combustibles, explosi-
vas, corrosivas irritantes o tóxi-
cas.
Capítulo I De las sustancias infla-
mables y combustibles
72-134
Capítulo II De las sustancias ex-
plosivas.
Capítulo III De las sustancias co-
rrosivas e irritantes
Capítulo IV De las sustancias tó-
xicas.
Octavo De las condiciones del ambiente
de trabajo.
Capítulo I Disposiciones genera-
les
135-158
Capítulo II Del ruido y de las vi-
braciones
Capítulo III De las radiaciones io-
nizantes
Capítulo IV De las radiaciones
electromagnéticas no ionizantes
Capítulo V De los contaminantes
sólidos, líquidos y gaseosos
Capítulo VI De las presiones am-
bientales anormales

120
Capítulo VII De las condiciones
térmicas del ambiente de trabajo
Capítulo VIII De la iluminación
Noveno Del equipo de protección perso-
nal
Capítulo I Disposiciones genera-
les
158-174
Capítulo II De la protección de la
cabeza y el oído
Capítulo III De la protección de
la cara y ojos
Capítulo IV De la protección res-
piratoria
Capítulo V De la protección del
cuerpo y de los miembros
Decimo De las condiciones generales de
higiene
Capítulo I De los servicios para el
personal
175-187 Capítulo II De los asientos en el
trabajo
Capítulo III De la limpieza
Undécimo De la organización de la seguri-
dad e higiene en el trabajo
Capítulo I Disposiciones genera-
les
188-225
Capítulo II De las disposiciones
de seguridad e higiene en los re-
glamentos interiores de los cen-
tros de trabajo
Capítulo III De la organización y
funcionamiento de las comisiones
de seguridad e higiene en los cen-
tros de trabajo
Capítulo IV De los servicios pre-
ventivos de medicina del trabajo.
Capítulo V De la organización de
los servicios de seguridad e hi-
giene para la prevención de ries-
gos en los centros de trabajo.
Capítulo VI De los avisos de se-
guridad e higiene en el trabajo.
Capítulo VII De los informes y
estadísticas de accidentes enfer-
medades de trabajo
Duodécimo De las comisiones consultivas de
seguridad e higiene en el trabajo
Capítulo I De la comisión consul-
tiva nacional 226-235
Capítulo II De las comisiones
consultivas estatales.
Décimo tercero Procedimientos administrativos
Capítulo I De la vigilancia e ins-
pección
236-271
Capítulo II Sanciones administra-
tivas.
Capítulo III Del procedimiento
para aplicar las sanciones.
Capítulo IV De los recursos ad-
ministrativos.
Fuente: (Cámara de Diputados, 2016)

121
Anexo 2. Normas Oficiales Mexicanas sobre seguridad industrial
NORMAS DE SEGURIDAD INDUSTRIAL
Norma Oficial Mexicana NOM-001-STPS-2008, Edificios, locales, instalaciones y áreas en los centros
de trabajo - Condiciones de seguridad.
Norma Oficial Mexicana NOM-002-STPS-2010, Condiciones de seguridad-Prevención y protección
contra incendios en los centros de trabajo.
Norma Oficial Mexicana NOM-004-STPS-1999, Sistemas de protección y dispositivos de seguridad en
la maquinaria y equipo que se utilice en los centros de trabajo.
Norma Oficial Mexicana NOM-005-STPS-1998, Relativa a las condiciones de seguridad e higiene en
los centros de trabajo para el manejo, transporte y almacenamiento de sustancias químicas peligrosas.
Norma Oficial Mexicana NOM-006-STPS-2014, Manejo y almacenamiento de materiales-Condiciones
de seguridad y salud en el trabajo.
Norma Oficial Mexicana NOM-009-STPS-2011, Condiciones de seguridad para realizar trabajos en al-
tura.
Norma Oficial Mexicana NOM-020-STPS-2011, Recipientes sujetos a presión, recipientes criogénicos y
generadores de vapor o calderas - Funcionamiento - Condiciones de Seguridad
NORMA Oficial Mexicana NOM-022-STPS-2008, Electricidad estática en los centros de trabajo-Con-
diciones de seguridad
Norma Oficial Mexicana NOM-027-STPS-2008, Actividades de soldadura y corte-Condiciones de segu-
ridad e higiene.
Norma Oficial Mexicana NOM-029-STPS-2011, Mantenimiento de las instalaciones eléctricas en los
centros de trabajo-Condiciones de seguridad.
NORMAS DE HIGIENE
Norma Oficial Mexicana NOM-010-STPS-2014, Agentes químicos contaminantes del ambiente laboral.
Reconocimiento, evaluación y control.
Norma Oficial Mexicana NOM-011-STPS-2001, Condiciones de seguridad e higiene en los centros de
trabajo donde se genere ruido.
Norma Oficial Mexicana NOM-012-STPS-2012, Condiciones de seguridad y salud en los centros de tra-
bajo donde se manejen fuentes de radiación ionizante.
Norma Oficial Mexicana: NOM-013-STPS-1993. Relativa a las condiciones de seguridad e higiene en
los centros de trabajo donde se generen radiaciones electromagnéticas no ionizantes.
Norma Oficial Mexicana NOM-014-STPS-2000, Exposición laboral a presiones ambientales anormales-
Condiciones de seguridad e higiene.
Norma Oficial Mexicana NOM-024-STPS-2001, Vibraciones -Condiciones de seguridad e higiene en
los centros de trabajo.
Norma Oficial Mexicana NOM-025-STPS-2008, Condiciones de iluminación en los centros de trabajo.
NORMAS DE ORGANIZACIÓN DEL TRABAJO
Norma Oficial Mexicana NOM-017-STPS-2008, Equipo de protección personal-Selección, uso y ma-
nejo en los centros de trabajo.
Norma Oficial Mexicana NOM-018-STPS-2015, Sistema armonizado para la identificación y comunica-
ción de peligros y riesgos por sustancias químicas peligrosas en los centros de trabajo.
Norma Oficial Mexicana NOM-019-STPS-2011, Constitución, integración, organización y funciona-
miento de las comisiones de seguridad e higiene.
Norma Oficial Mexicana NOM-026-STPS-2008, Colores y señales de seguridad e higiene, e identifica-
ción de riesgos por fluidos conducidos en tubería
Norma Oficial Mexicana NOM-028-STPS-2012, Sistema para la administración del trabajo-Seguridad
en los procesos y equipos críticos que manejen sustancias químicas peligrosas.

122
Norma Oficial Mexicana NOM-030-STPS-2009, Servicios preventivos de seguridad y salud en el tra-
bajo. Funciones y actividades.
NORMAS DE ACTIVIDADES ESPECÍFICAS
Norma Oficial Mexicana NOM-003-STPS-1999, Actividades agrícolas - Uso de insumos fitosanitarios
o plaguicidas e insumos de nutrición vegetal o fertilizantes-Condiciones de seguridad e higiene.
Norma Oficial Mexicana NOM-007-STPS-2000, Actividades agrícolas-Instalaciones, maquinaria,
equipo y herramientas-Condiciones de seguridad.
Norma Oficial Mexicana NOM-008-STPS-2001, Actividades de aprovechamiento forestal maderable y
de aserraderos-Condiciones de seguridad e higiene
Norma Oficial Mexicana NOM-016-STPS-2001, Operación y mantenimiento de ferrocarriles-Condicio-
nes de seguridad e higiene.
Norma Oficial Mexicana NOM-023-STPS-2012, Minas subterráneas y minas a cielo abierto - Condicio-
nes de seguridad y salud en el trabajo
Norma Oficial Mexicana NOM-031-STPS-2011, Construcción-Condiciones de seguridad y salud en el
trabajo.
Norma Oficial Mexicana NOM-032-STPS-2008, Seguridad para minas subterráneas de carbón.
NORMAS DE SEGURIDAD HUMANA
Norma Oficial Mexicana NOM-100-STPS-1994, Seguridad-Extintores contra incendio a base de polvo
químico seco con presión contenida-Especificaciones
Norma Oficial Mexicana NOM-101-STPS-1994, Seguridad-Extintores a base de espuma química.
Norma Oficial Mexicana NOM-102-STPS-1994, Seguridad-Extintores contra incendio a base de bi-
óxido de carbono
Norma Oficial Mexicana NOM-103-STPS-1994, Seguridad-Extintores contra incendio a base de agua
con presión contenida.
Norma Oficial Mexicana NOM-104-STPS-2001, Agentes extinguidores-Polvo químico seco tipo ABC a
base de fosfato mono amónico
Norma Oficial Mexicana NOM-106-STPS-1994, Seguridad-Agentes extinguidores-Polvo químico seco
tipo BC, a base de bicarbonato de sodio.
Norma Oficial Mexicana NOM-113-STPS-2009, Seguridad-Equipo de protección personal-Calzado de
protección-Clasificación, especificaciones y métodos de prueba
Norma Oficial Mexicana NOM-115-STPS-2009, Seguridad-Equipo de protección personal-Cascos de
protección-Clasificación, especificaciones y métodos de prueba.
Norma Oficial Mexicana NOM-116-STPS-2009, Seguridad-Equipo de protección personal-Respirado-
res purificadores de aire de presión negativa contra partículas nocivas-Especificaciones y métodos de
prueba.
Fuente: (Angüis, 2012)

123
Anexo 3. Encuesta de Seguridad e Higiene para el STC
ENCUESTA DE SEGURIDAD E HIGIENE PARA EL STC
Población a encuestar: Personal operativo del área de mantenimiento de material rodante
Objetivo: Determinar las áreas de oportunidad para la mejora de los procedimientos y acciones
actuales en materia de seguridad e higiene, aplicables en las áreas operativas del departamento de
mantenimiento de material rodante del Sistema de Transporte Colectivo de la Ciudad de México.
Instrucciones: De las siguientes afirmaciones y/o oraciones y de acuerdo con su opinión/conoci-
miento, indique el grado de aceptación, desacuerdo para cada una de ellas utilizando una escala en
donde 1 es completamente en desacuerdo, 2 en desacuerdo, 3 ni de acuerdo ni en desacuerdo, 4 de
acuerdo, 5 completamente de acuerdo.
N° AFIRMACIÓN
TOTAL-
MENTE DE
ACUERDO
(5)
DE
ACUERDO
(4)
NEU-
TRAL
(3)
EN
DESACUERDO
(2)
TOTALMENTE EN
DESACUERDO (1)
1 Las inspecciones para prevenir accidentes de
trabajo se realizan de forma periódica
2
Existe personal exclusivo del área de seguri-
dad e higiene que participa en las inspecciones
para prevenir accidentes
3 El personal directivo participa en las inspec-
ciones para prevenir accidentes
4 Personal externo la STC participa en las ins-
pecciones para prevenir accidentes
5
Las inspecciones para prevenir accidentes in-
cluyen una revisión minuciosa de equipos
eléctricos, instalaciones, maquinaria, herra-
mientas e instalaciones completas del centro
de trabajo
6
Le fue suministrado o es de su conocimiento
la existencia de un programa de inducción a la
seguridad
7 Conoce usted el reglamento interno del STC
aplicable a su área de trabajo
8 Conoce usted las Normas Oficiales Mexicanas
aplicables a sus actividades y centro de trabajo
9
Conoce usted cuáles son sus responsabilidades
como trabajador en materia de seguridad e hi-
giene en el trabajo
10
Conoce usted cuales son las responsabilidades
de su empleador en materia de seguridad e hi-
giene en el trabajo

124
11
Le fueron informados los riesgos que implica-
ban sus actividades antes de iniciar a laborar
en el STC
12
Se realizan periódicamente campañas enfoca-
das a informar a trabajadores sobre aspectos
de seguridad e higiene
13
Existen carteles informativos y señalamientos
que promueven y/o informan sobre la preven-
ción de accidentes laborales
14
Se cuenta con un boletín interno o alguna pu-
blicación relacionada con la seguridad y la
prevención de accidentes de trabajo
15
Se han realizado eventos como ferias, platicas,
exposiciones, concursos relacionados con la
seguridad y la prevención de accidentes de tra-
bajo
16
Se cuenta con un programa de recompensa al
trabajador por realizar acciones relacionadas
con la seguridad y la prevención de accidentes
de trabajo
17 Su centro de trabajo cuenta con señalamientos
de que hacer en caso de incendio
18 Su centro de trabajo cuenta con señalamientos
de que hacer en caso de sismo
19 Su centro de trabajo cuenta con señalamientos
de seguridad
20 Se realizan simulacros de forma periódica en
el centro de trabajo
21 Se realizan simulacros de incendio
22 Se realizan simulacros de sismos
23 Se realizan simulacros de accidentes en el tra-
bajo y/o emergencias médicas.
24
Se le brinda todo el Equipo de Protección Per-
sonal (EPP) necesario para desarrollar sus ac-
tividades
25 Tiene acceso a sanitarios en su lugar de tra-
bajo
26 Tiene acceso a comedor en su lugar de trabajo
27 Tiene acceso a regaderas y vestidores en su lu-
gar de trabajo
28
Tiene acceso a lockers y/o área para guardar
sus pertenencias de forma segura en su lugar
de trabajo
29 Tiene acceso un consultorio/servicio médico
en su lugar de trabajo
30 Tiene acceso a un botiquín médico
31 Tiene acceso a una sala de recreo o espacio
destinado al descanso en su lugar de trabajo
32 El centro de trabajo cuenta con extintores para
incendio
33 El centro de trabajo cuenta con hidrantes
34 El centro de trabajo cuenta con rociadores de
espuma
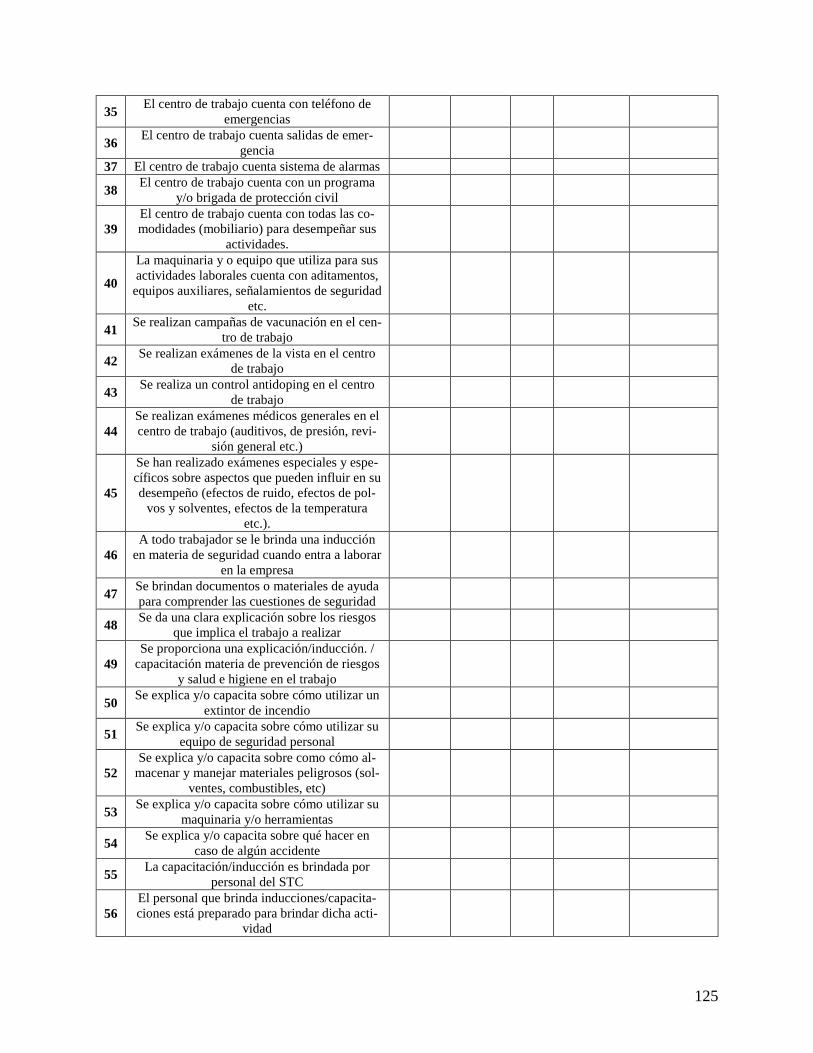
125
35 El centro de trabajo cuenta con teléfono de
emergencias
36 El centro de trabajo cuenta salidas de emer-
gencia
37 El centro de trabajo cuenta sistema de alarmas
38 El centro de trabajo cuenta con un programa
y/o brigada de protección civil
39
El centro de trabajo cuenta con todas las co-
modidades (mobiliario) para desempeñar sus
actividades.
40
La maquinaria y o equipo que utiliza para sus
actividades laborales cuenta con aditamentos,
equipos auxiliares, señalamientos de seguridad
etc.
41 Se realizan campañas de vacunación en el cen-
tro de trabajo
42 Se realizan exámenes de la vista en el centro
de trabajo
43 Se realiza un control antidoping en el centro
de trabajo
44
Se realizan exámenes médicos generales en el
centro de trabajo (auditivos, de presión, revi-
sión general etc.)
45
Se han realizado exámenes especiales y espe-
cíficos sobre aspectos que pueden influir en su
desempeño (efectos de ruido, efectos de pol-
vos y solventes, efectos de la temperatura
etc.).
46
A todo trabajador se le brinda una inducción
en materia de seguridad cuando entra a laborar
en la empresa
47 Se brindan documentos o materiales de ayuda
para comprender las cuestiones de seguridad
48 Se da una clara explicación sobre los riesgos
que implica el trabajo a realizar
49
Se proporciona una explicación/inducción. /
capacitación materia de prevención de riesgos
y salud e higiene en el trabajo
50 Se explica y/o capacita sobre cómo utilizar un
extintor de incendio
51 Se explica y/o capacita sobre cómo utilizar su
equipo de seguridad personal
52
Se explica y/o capacita sobre como cómo al-
macenar y manejar materiales peligrosos (sol-
ventes, combustibles, etc)
53 Se explica y/o capacita sobre cómo utilizar su
maquinaria y/o herramientas
54 Se explica y/o capacita sobre qué hacer en
caso de algún accidente
55 La capacitación/inducción es brindada por
personal del STC
56
El personal que brinda inducciones/capacita-
ciones está preparado para brindar dicha acti-
vidad

126
57
Las capacitaciones son integrales y se contem-
plan todos los elementos e información nece-
saria para que a su juicio se puedan evitar ac-
cidentes de trabajo
58 Las capacitaciones son realizadas de forma
periódica y programada
59 Se utiliza material audiovisual para impartir
las capacitaciones
60 Se utiliza material impreso para impartir las
capacitaciones
61
Para impartir las inducciones/capacitaciones
se utilizan documentos oficiales del STC
como manuales, reglamentos, formatos, pla-
nes, programas etc.
62
Usted como trabajador se siente completa-
mente seguro al realizar mis actividades coti-
dianas
63
El equipo de protección que se me brinda esta
siempre en excelentes condiciones y es de la
mejor calidad
64 El centro de trabajo se encuentra en buenas
condiciones de mantenimiento
65 Se han efectuado estudios del proceso (repeti-
tivo) para evitar la fatiga
66
Desde un enfoque médico, se ha efectuado al-
gún estudio de enfermedades por causa ergo-
nómica
67 Se han efectuado estudios de iluminación en
las áreas de trabajo
68
En los programas de seguridad en el área mé-
dica, se tienen considerados estudios antropo-
métricos, fisiológicos, etc
69
La maquinaria está adaptada al trabajador en
relación a paneles de control, altura, bandas,
transportadores, pedales, etc
70
Están señaladas las diversas áreas con el
Equipo de Protección Personal (EPP) necesa-
rio a utilizar
71 Los baños se encuentran en excelente estado
de limpieza, mantenimiento y funcionamiento

127
Anexo 4. Encuesta de Seguridad e Higiene para el STC
ENCUESTA DE SEGURIDAD E HIGIENE PARA EL STC
Población a encuestar: Personal directivo del área de seguridad industrial e higiene
Objetivo: Determinar las áreas de oportunidad para la mejora de los procedimientos y acciones
actuales en materia de seguridad e higiene, aplicables en las áreas operativas del departamento de
mantenimiento de material rodante del Sistema de Transporte Colectivo de la Ciudad de México.
Instrucciones: De las siguientes afirmaciones y/o oraciones y de acuerdo con su opinión/conoci-
miento, indique el grado de aceptación, desacuerdo para cada una de ellas utilizando una escala en
donde 1 es completamente en desacuerdo, 2 en desacuerdo, 3 ni de acuerdo ni en desacuerdo, 4 de
acuerdo, 5 completamente de acuerdo.
N° AFIRMACIÓN TOTAL-
MENTE DE
ACUERDO
(5)
DE
ACUERDO
(4)
NEU-
TRAL
(3)
EN
DESACUERDO
(2)
TOTAL-
MENTE EN
DESACUERDO
(1)
1 Las inspecciones para prevenir accidentes de tra-
bajo se realizan de forma periódica
2
Existe personal exclusivo del área de seguridad e
higiene que participa en las inspecciones para pre-
venir accidentes
3 El personal directivo participa en las inspecciones
para prevenir accidentes
4 Personal externo la STC participa en las inspeccio-
nes para prevenir accidentes
5
Las inspecciones para prevenir accidentes incluyen
una revisión minuciosa de equipos eléctricos, insta-
laciones, maquinaria, herramientas e instalaciones
completas del centro de trabajo
6 A los trabajadores se les suministró un programa de
inducción a la seguridad
7
Se les dio a conocer a los trabajadores el regla-
mento interno del STC aplicable a su área de tra-
bajo
8
Se les dio a conocer a los trabajadores las Normas
Oficiales Mexicanas aplicables a sus actividades y
centro de trabajo
9
Se les dio a conocer a los trabajadores sus respon-
sabilidades en materia de seguridad e higiene en el
trabajo
10
Se les dio a conocer a los trabajadores las responsa-
bilidades que tiene el STC sobre ellos en materia
de seguridad e higiene en el trabajo.
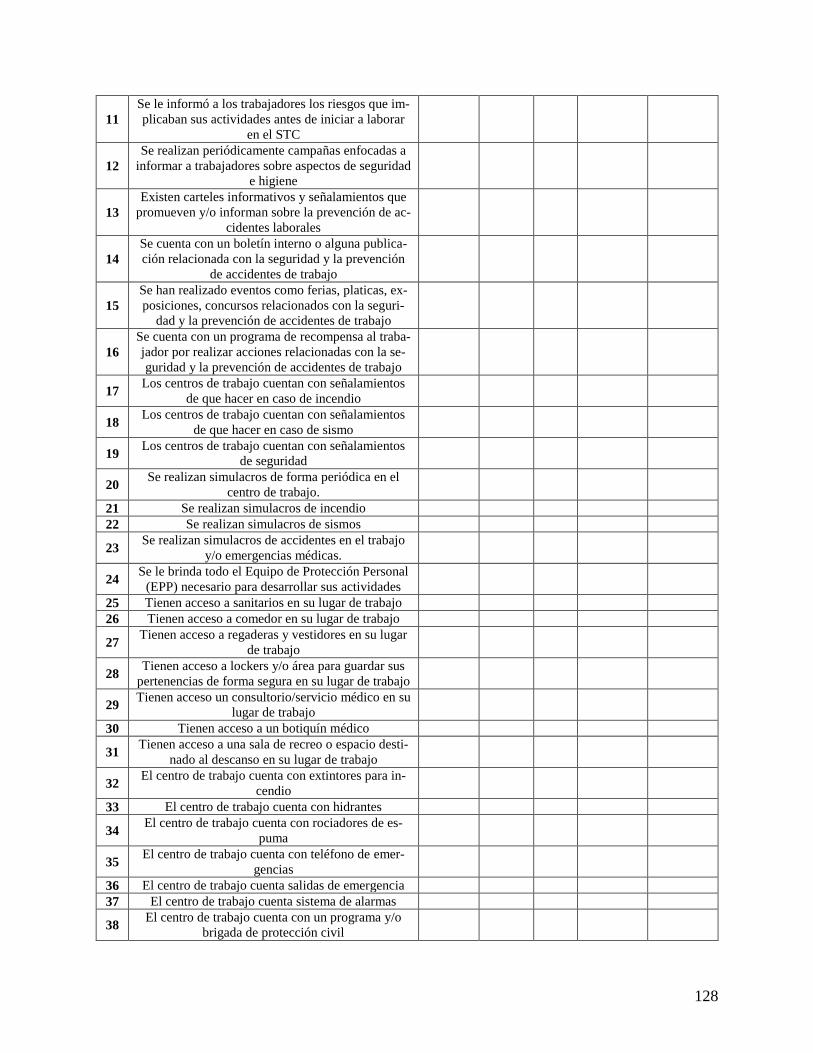
128
11
Se le informó a los trabajadores los riesgos que im-
plicaban sus actividades antes de iniciar a laborar
en el STC
12
Se realizan periódicamente campañas enfocadas a
informar a trabajadores sobre aspectos de seguridad
e higiene
13
Existen carteles informativos y señalamientos que
promueven y/o informan sobre la prevención de ac-
cidentes laborales
14
Se cuenta con un boletín interno o alguna publica-
ción relacionada con la seguridad y la prevención
de accidentes de trabajo
15
Se han realizado eventos como ferias, platicas, ex-
posiciones, concursos relacionados con la seguri-
dad y la prevención de accidentes de trabajo
16
Se cuenta con un programa de recompensa al traba-
jador por realizar acciones relacionadas con la se-
guridad y la prevención de accidentes de trabajo
17 Los centros de trabajo cuentan con señalamientos
de que hacer en caso de incendio
18 Los centros de trabajo cuentan con señalamientos
de que hacer en caso de sismo
19 Los centros de trabajo cuentan con señalamientos
de seguridad
20 Se realizan simulacros de forma periódica en el
centro de trabajo.
21 Se realizan simulacros de incendio
22 Se realizan simulacros de sismos
23 Se realizan simulacros de accidentes en el trabajo
y/o emergencias médicas.
24 Se le brinda todo el Equipo de Protección Personal
(EPP) necesario para desarrollar sus actividades
25 Tienen acceso a sanitarios en su lugar de trabajo
26 Tienen acceso a comedor en su lugar de trabajo
27 Tienen acceso a regaderas y vestidores en su lugar
de trabajo
28 Tienen acceso a lockers y/o área para guardar sus
pertenencias de forma segura en su lugar de trabajo
29 Tienen acceso un consultorio/servicio médico en su
lugar de trabajo
30 Tienen acceso a un botiquín médico
31 Tienen acceso a una sala de recreo o espacio desti-
nado al descanso en su lugar de trabajo
32 El centro de trabajo cuenta con extintores para in-
cendio
33 El centro de trabajo cuenta con hidrantes
34 El centro de trabajo cuenta con rociadores de es-
puma
35 El centro de trabajo cuenta con teléfono de emer-
gencias
36 El centro de trabajo cuenta salidas de emergencia
37 El centro de trabajo cuenta sistema de alarmas
38 El centro de trabajo cuenta con un programa y/o
brigada de protección civil

129
39 El centro de trabajo cuenta con todas las comodida-
des (mobiliario) para desempeñar sus actividades.
40
La maquinaria y o equipo que utiliza para sus acti-
vidades laborales cuenta con aditamentos, equipos
auxiliares, señalamientos de seguridad etc.
41 Se realizan campañas de vacunación en el centro de
trabajo
42 Se realizan exámenes de la vista en el centro de tra-
bajo
43 Se realiza un control antidoping en el centro de tra-
bajo
44
Se realizan exámenes médicos generales en el cen-
tro de trabajo (auditivos, de presión, revisión gene-
ral etc.)
45
Se han realizado exámenes especiales y específicos
sobre aspectos que pueden influir en su desempeño
(efectos de ruido, efectos de polvos y solventes,
efectos de la temperatura etc).
46
A todo trabajador se le brinda una inducción en
materia de seguridad cuando entra a laborar en la
empresa
47 Se brindan documentos o materiales de ayuda para
comprender las cuestiones de seguridad
48 Se da una clara explicación sobre los riesgos que
implica el trabajo a realizar
49
Se proporciona una explicación/inducción. / capa-
citación en materia de prevención de riesgos y sa-
lud e higiene en el trabajo
50 Se explica y/o capacita sobre cómo utilizar un ex-
tintor de incendio
51 Se explica y/o capacita sobre cómo utilizar su
equipo de seguridad personal
52
Se explica y/o capacita sobre como cómo almace-
nar y manejar materiales peligrosos (solventes,
combustibles, etc)
53 Se explica y/o capacita sobre cómo utilizar su ma-
quinaria y/o herramientas
54 Se explica y/o capacita sobre qué hacer en caso de
algún accidente
55 La capacitación/inducción es brindada por personal
del STC
56 El personal que brinda inducciones/capacitaciones
está preparado para brindar dicha actividad
57
Las capacitaciones son integrales y se contemplan
todos los elementos e información necesaria para
que a su juicio se puedan evitar accidentes de tra-
bajo
58 Las capacitaciones son realizadas de forma perió-
dica y programada
59 Se utiliza material audiovisual para impartir las ca-
pacitaciones
60 Se utiliza material impreso para impartir las capaci-
taciones

130
61
Para impartir las inducciones/capacitaciones se uti-
lizan documentos oficiales del STC como manua-
les, reglamentos, formatos, perfiles de puestos, pla-
nes, programas etc.
62 Consideraría que el trabajador se siente completa-
mente seguro al realizar sus actividades cotidianas
63 El equipo de protección que se brinda esta siempre
en excelentes condiciones y es de la mejor calidad
64 El centro de trabajo se encuentra en buenas condi-
ciones de mantenimiento
65 Se han efectuado estudios del proceso (repetitivo)
para evitar la fatiga
66 Desde un enfoque médico, se ha efectuado algún
estudio de enfermedades por causa ergonómica
67 Se han efectuado estudios de iluminación en las
áreas de trabajo
68
En los programas de seguridad en el área médica,
se tienen considerados estudios antropométricos, fi-
siológicos, etc
69
La maquinaria está adaptada al trabajador en rela-
ción a paneles de control, altura, bandas, transpor-
tadores, pedales, etc
70 Están señaladas las diversas áreas con el Equipo de
Protección Personal (EPP) necesario a utilizar
71 Los baños se encuentran en excelente estado de
limpieza, mantenimiento y funcionamiento

131
Anexo 5. Programa de Capacitación “Tu seguridad es primero”
PROGRAMA DE
CAPACITACIÓN
“TU SEGURIDAD ES
PRIMERO”
A continuación podrá encontrar la siguiente información sobre e
programa de capacitación: objetivo, destinatario, políticas,
principios de aprendizaje, lugar, materiales y equipo, duración,
instructores, contenido, cartas descriptivas de los cursos,
metodología, retroalimentación, evaluación y calendarización.
Curso 1.
Seguridad e
Higiene Industrial
Curso 2.
Prevención de
riesgos laborales
Curso
Curso 3.
Normas Oficiales
Mexicanas (NOM)
2018

132
Programa de capacitación “Tu seguridad es primero”
Objetivo
Transmitir conocimientos sobre seguridad e higiene industrial y prevención de riesgos laborales a
los técnicos de mantenimiento de material rodante, para que realicen sus actividades de forma
segura.
Destinatario
Técnicos de mantenimiento de material rodante.
Políticas
Será estrictamente necesaria la asistencia de los técnicos de mantenimiento de material
rodante.
El capacitador dará a conocer las generalidades del curso, como objetivos, políticas, modos
de evaluación, etc., antes de iniciarlo.
Se debe cumplir con el 100% de asistencia.
Al final del curso se expedirá un diploma con valor curricular
La evaluación final del curso será una prueba teórica
Para considerar acreditado el curso, el trabajador deberá de tener mínimo un 80% de acier-
tos en la evaluación final y 100% de cumplimiento de actividades.
El trabajador contestará una encuesta de retroalimentación sobre percepción del curso y
otra sobre percepción del instructor
Se deben respetar los plazos y la calendarización establecida para todas las actividades
El material de trabajo para el curso será brindado por la empresa
Se deberá promover un clima de respeto mutuo y libertad de ideas entre capacitador y
trabajador
Cualquier asunto no estipulado en estas políticas quedará a juicio del capacitador
Principios de aprendizaje
Durante el programa de capacitación el trabajador adquirirá conocimientos sobre seguridad e hi-
giene industrial y sobre la manera de prevenir riesgos en sus actividades laborales. Lo anterior será
posible, mediante algunos principios de aprendizaje, como son:

133
La transferencia de conocimientos sobre aspectos de seguridad e higiene industrial
La participación del trabajador en las diferentes actividades que se desarrollarán como la
identificación de riesgos a los que está expuesto en su centro de trabajo, elaboración de
carteles sobre prevención de riesgos, lluvia de ideas, discusión de grupo, dramatizaciones,
entre otros.
La retroalimentación que se dará al finalizar cada tema, la cual afianzará los conocimientos
del trabajador.
Lugar
Se deberá disponer de un sala o salón lo suficientemente amplia para recibir a diez trabajadores
por grupo, con las sillas y escritorios adecuados para llevar a cabo las capacitaciones. El salón
deberá tener la iluminación y ventilación suficiente. De preferencia adecuar la sala de juntas que
está dentro del mismo taller de mantenimiento.
Materiales y equipo
Es indispensable contar con computadora, proyector, pintarrón, plumones. Para el desarrollo de
las actividades didácticas se hará uso de cartulinas, revistas, lapiceros, lápices, marcadores, colo-
res, pegamento y tijeras. También será necesario un extintor y equipo de protección personal como
piezas demostrativas al momento de impartir los respectivos temas y cada estudiante tendrá su
libreta de apuntes y pluma para tomar nota.
Duración
Este programa cuenta con un solo módulo llamado “Principios de seguridad e higiene industrial”,
el cual se divide en tres cursos, los cuales tienen la siguiente duración.
Curso 1. Seguridad e higiene industrial: 20 horas
Curso 2. Riesgos laborales: 20 horas
Curso 3. Prevención de riesgos laborales: 20 horas
Instructores
La capacitación de los tres cursos puede ser impartida por el mismo instructor, quien deberá ser
profesional en seguridad industrial y prevención de riesgos. También se requiere de la presencia

134
de personal del Área de seguridad e higiene industrial del metro, en la primera parte del curso 1,
tal como se indica en la carta descriptiva de los cursos. Lo anterior es con la finalidad de que se
realice una presentación sobre las funciones del área mencionada ante los trabajadores. De igual
forma, en el mismo curso 1, se presentarán a los integrantes de la comisión de seguridad e higiene,
ante los trabajadores.
Se sugiere que quien esté a cargo de dar la capacitación, de aquí en adelante llamado instructor,
deberá cumplir los siguientes requisitos
Formación académica
Ingeniería industrial o afines
Profesional en seguridad industrial y prevención de riesgos
Conocimientos en:
Seguridad industrial
Fundamento legal laboral
Análisis de riesgos
Equipo de protección personal
Atención de emergencias
Higiene industrial
Ergonomía
Protección civil
Prevención de riesgos
Diseño de programas de capacitación y adiestramiento
Otras temáticas sobre seguridad industrial e higiene
Experiencia en:
Seguridad e higiene industrial.
Formación de recursos humanos
Manejo de grupos
Aptitudes
Liderazgo, respeto, responsabilidad, flexibilidad, paciencia, creatividad, compromiso, mo-
tivación, empatía.

135
Contenido
A continuación, se muestra de manera general la temática a abordar, sin embargo, los subtemas
podrán ser propuestos según el criterio del instructor.
Módulo 1. Principios de seguridad e higiene industrial
Curso 1. Seguridad e higiene industrial
Concepto de seguridad e higiene industrial
Disciplinas relacionadas con la seguridad industrial (higiene industrial, medicina del tra-
bajo, ergonomía, prevención de incendios, protección civil)
Comisión de seguridad e higiene
Importancia y beneficios de la seguridad e higiene en el trabajo
Curso 2. Prevención de riesgos laborales
Conceptos sobre riesgos laborales: condición insegura, riesgo laboral, acto inseguro, acci-
dente, incidente, enfermedad de trabajo, etc
Causas de los accidentes: Teoría de Heinrich y Teoría de Frank Bird
Equipo de protección personal
Extintores
Pausas activas
Conformación de una campaña de prevención de riesgos
Curso 3. Normas Oficiales Mexicanas (NOM)
Normas Oficiales Mexicanas
Responsabilidades del trabajador en materia de seguridad e higiene en el trabajo, según la
normatividad
Responsabilidades del empleador en materia de seguridad e higiene en el trabajo
Tipos de exámenes médicos estipulados en las NOM
Carta descriptiva de cursos
Por cada uno de los cursos, a continuación, se presentarán sus cartas descriptivas. En estas se
encuentran de manera general, los temas a abordar, las estrategias de enseñanza y el material a
utilizar. No obstante, el instructor tendrá la libertad de modificar estos aspectos si así se requiere

136
Carta descriptiva del curso 1
PROGRAMA DE CAPACITACIÓN “TU SEGURIDAD ES PRIMERO”
Módulo: 1. Principios de seguridad e higiene industrial
Curso: 1. Seguridad e higiene industrial
Número de horas: 20 horas
Requisitos: Ser técnico de mantenimiento de material rodante
Objetivo general: Proporcionar los principios básicos de la seguridad e higiene industrial a los técnicos de mantenimiento de material rodante.
Al concluir cada módulo los participantes podrán: Contenido Estrategias de enseñanza – aprendizaje Material
Conocer al instructor y los lineamientos para el desarrollo
del curso.
1.Introducción -Bienvenida
-Presentación del instructor
-Objetivos del curso -Políticas del curso
-Temática del curso
-Exposición oral. -Proyector
-Computadora
Conocer a los miembros del equipo e identificar sus pro-
pias expectativas del curso
2. Presentación -Presentación de los integrantes del
curso
-Expectativas respecto al curso
-Dinámica para presentar a los integrantes
-Debate grupal
-Proyector
-Computadora
Conocer a los miembros del Área de Seguridad Industrial
e Higiene, así como las funciones de la misma
3. Presentación del Área de Seguridad
Industrial e Higiene
-Miembros del área
-Funciones del área
-Organigrama
-Ubicación de las oficinas
-Hacer partícipes a personal del Área de Segu-
ridad Industrial e Higiene
-Exposición oral
-Proyector
-Computadora
Conocer el concepto de seguridad e higiene industrial 3.Concepto de seguridad e higiene in-
dustrial
-Historia de la seguridad industrial
-Lluvia de ideas sobre lo que creen que es la
seguridad industrial y la higiene industrial
-Debate por grupos -Discusión abierta
-Proyector
-Computadora
Conocer otras disciplinas que están relacionadas con la seguridad e higiene
4.Disciplinas relacionadas con la seguri-
dad e higiene industrial (medicina del trabajo, ergonomía, protección civil, en-
tre otras)
-Videos -Taller sobre recomendaciones ergonómicas
para la realización de las actividades
-Lluvia de ideas -Debate grupal.
-Proyector -Computadora
-Conocer que es una comisión de seguridad y sus funcio-
nes
-Conocer a los miembros de la comisión se seguridad e higiene del metro
5.Comisión de seguridad e higiene -Presentación de los integrantes de la
comisión
-Presentar a los integrantes de la comisión
-Debate grupal
-Proyector -Computadora
Conocer la importancia y beneficios de la seguridad e hi-
giene industrial
6. Importancia y beneficios de la seguri-
dad e higiene industrial
-Videos sobre seguridad e higiene
-Debate grupal
-Proyector
-Computadora
Aclarar dudas de la sesión y tener una visión general de
los temas abarcados 7.Cierre de la sesión
-Dividir el grupo en dos equipos y realizar pre-guntas tipo examen de forma oral
-Discusión de grupo
-Proyector
-Computadora.
Evaluar los conocimientos obtenidos durante el curso 8. Evaluación del curso Lectura de texto

137
Carta descriptiva del curso 2
PROGRAMA DE CAPACITACIÓN “TU SEGURIDAD ES PRIMERO”
Módulo: 1. Principios de seguridad e higiene industrial
Curso: 2. Prevención de riesgos laborales
Número de horas: 20 horas
Requisitos: Ser técnico de mantenimiento de material rodante
Objetivo general: Proporcionar conocimientos sobre riesgos laborales para que el trabajador identifique por sí
mismo los riesgos a los que está expuesto en su centro de trabajo
Al concluir cada módulo
los participantes podrán: Contenido
Estrategias de ense-
ñanza – aprendizaje Material
Conocer la temática del curso 1.Introducción Exposición oral -Proyector
-Computadora
Conocer conceptos relaciona-
dos con riesgos laborales
2. Conceptos sobre
riesgos laborales
(condición insegura,
acto inseguro, riesgo
laboral, accidente, in-
cidente, enfermedad
de trabajo, entre
otros)
-Taller de identificación
de riesgos en el centro
de trabajo
-Discusión abierta
-Proyector
-Computadora
-Tablero
-Plumones
Conocer que provoca los acci-
dentes de trabajo
3. Causas de los acci-
dentes
-Teoría de Heinrich
-Teoría de Frank
Bird
-Discusión guiada
-Lectura de texto
-Proyector
-Computadora
-Tablero
-Plumones
Conocer los distintos tipos de
equipo de protección personal
(EPP)
4.Equipo de protec-
ción personal
-Reconocimiento de dis-
tintos tipos de protec-
ción personal
-Debate grupal
-Proyector
-Computadora
- Equipo de protección personal
Conocer los tipos de extinto-
res e identificar la ubicación
de los mismos en los centros
de trabajo
5. Extintores
Enseñanza de cómo usar
un extintor
-Interacción directa del
trabajador con el ins-
tructor
-Proyector
-Computadora
-Extintor
Conocer que son las pausas
activas y cuando realizarlas 6.Pausas activas
Practica de ejercicios de
estiramiento para pausas
activas
-Proyector
-Computadora
Conocer que es una campaña
de prevención de riesgos labo-
rales, sus beneficios y estrate-
gias para su desarrollo
6. Conformación de
una campaña de pre-
vención de riesgos
laborales
-Videos de concientiza-
ción de la prevención de
riesgos laborales
-Dramatizado sobre pre-
vención de riesgos
-Concurso de carteles de
prevención de riesgos
laborales en equipo
-Exposición en equipos
de los carteles
-Proyector
-Computadora
-Cartulinas
-Marcadores
-Revistas
-Lápices
-Colores
-Pegamento
-Tijeras
Aclarar dudas de la sesión y
tener una visión general de los
temas abarcados
7.Cierre de la sesión
-Dividir el grupo en dos
equipos y realizar pre-
guntas tipo examen de
forma oral
-Discusión de grupo
-Proyector
-Computadora
Evaluar los conocimientos ob-
tenidos durante el curso
8. Evaluación del
curso Lectura de texto

138
Carta descriptiva del curso 3
PROGRAMA DE CAPACITACIÓN “TU SEGURIDAD ES PRIMERO”
Módulo: 1. Principios de seguridad e higiene industrial
Curso: 3. Normas Oficiales Mexicanas (NOM)
Número de horas: 20 horas
Requisitos: Ser técnico de mantenimiento de material rodante
Objetivo general: Dar a conocer las NOM aplicables a los centros de trabajo
Al concluir cada módulo
los participantes podrán: Contenido
Estrategias de ense-
ñanza – aprendizaje Material
Conocer la temática del
curso 1.Introducción -Exposición oral
-Proyector
-Computadora
Conocer que son las NOM 2.Normas Oficiales
Mexicanas
-Taller de identifica-
ción de NOM aplica-
bles a su centro de tra-
bajo
-Discusión abierta
-Proyector
-Computadora
-Tablero
-Plumones
Conocer las responsabilida-
des del empleador (STC)
en materia de seguridad e
higiene
3. Responsabilidades
del empleador en
materia de seguridad
e higiene
-Actividad grupal de
identificación de las
responsabilidades del
empleador en materia
de seguridad e higiene
a partir de las NOM
-Socialización de las
responsabilidades
identificadas
-Proyector
-Computadora
-Tablero
-Plumones
-Cuaderno para apuntes y lápiz
Conocer sus responsabili-
dades como trabajador en
materia de seguridad e hi-
giene
4. Responsabilidades
de los trabajadores
en materia de seguri-
dad e higiene
-Actividad grupal de
identificación de las
responsabilidades del
trabajador en materia
de seguridad e higiene
a partir de las NOM
-Socialización de las
responsabilidades
identificadas
-Proyector
-Computadora
-Tablero
-Plumones
-Cuaderno para apuntes y lápiz
Conocer los tipos de exá-
menes médicos a los que
tienen derecho como traba-
jadores
6.Tipos de exámenes
médicos estipulados
en las NOM
-Exposición oral
-Debate grupal
-Proyector
-Computadora
Aclarar dudas de la sesión
y tener una visión general
de los temas abarcados
7.Cierre de la sesión
-Dividir el grupo en
dos equipos y realizar
preguntas tipo exa-
men de forma oral
-Discusión de grupo
-Proyector
-Computadora
Evaluar los conocimientos
obtenidos durante el curso
8. Evaluación del
curso Lectura de texto

139
Metodología
Metodología
La capacitación se llevará a cabo mediante clases magistrales. El instructor iniciará dando una
introducción al curso, en la que dejará claro las políticas y forma de evaluar. En las clases, el
instructor expondrá cada uno de los temas, pero la participación de los trabajadores será de vital
importancia. Para ello, se realizarán actividades grupales guiadas y dinámicas de grupo, además
los grupos a capacitar no serán mayores a diez integrantes. Lo anterior significa, que se tendrá un
total de ocho grupos de diez integrantes, ya que el taller donde se llevó a cabo la presente investi-
gación, cuenta con un total aproximado de 80 técnicos de mantenimiento de material rodante. Al
finalizar el curso se hará la evaluación escrita correspondiente y los trabajadores responderán la
encuesta de retroalimentación del curso y del instructor.
Retroalimentación
Del curso por parte de los trabajadores
Con el objetivo de conocer la opinión de los trabajadores respecto al curso recibido, al finalizar el
curso, se pedirá a cada trabajador contestar la siguiente retroalimentación.
RETROALIMETACIÓN DE CURSOS DE CAPACITACIÓN
Nombre del curso:
Instructor:
Grupo:
Por favor, conteste en la manera más honesta posible las siguientes preguntas. No es necesario que
escriba su nombre. Toda sugerencia adicional que nos aporte se la agradeceremos e intentaremos
realizar las mejoras pertinentes en las próximas actividades.
Instrucciones:
Marca con una x la opción más adecuada utilizando la siguiente tabla de valores:
Introducción Clases Actividades EvaluaciónRetroalimen-
tación

140
(5) Totalmente de acuerdo, (4) De acuerdo, (3) Neutral, (2) En desacuerdo
(1) Totalmente en desacuerdo
ESTRUCTURA Y CONTENIDO DEL
CURSO 5 4 3 2 1
a) ¿Consideras que adquiriste los conocimientos, habilida-
des o destrezas señaladas en el objetivo general del curso?
b) ¿Los temas vistos durante el curso correspondieron a los
programados?
c) ¿Los temas abordados fueron los adecuados para lograr
el objetivo general?
d) ¿Consideras que el curso estuvo relacionado con tus in-
tereses y expectativas?
e) ¿Los contenidos abordados durante el curso son aplica-
bles en tu trabajo?
f) ¿El desarrollo de los temas se realizó de lo sencillo a lo
complejo?
g) ¿Las dinámicas de trabajo permitieron al estudiante ser
activo?
h) ¿Las actividades variaron de acuerdo al contenido del
curso?
i) ¿Las actividades permitieron la socialización de los parti-
cipantes?
j) ¿El material didáctico (diapositivas, lecturas, etcétera)
fue variado y apropiado?
k) ¿Después de cada sesión se realizaron los ajustes nece-
sarios para asegurarse de que todos aprendieran?
l) ¿La duración del curso fue la adecuada para cubrir todos
los temas?
total
Comentarios Adicionales:
1. De los temas tratados durante el curso, ¿Cuáles serán más útiles para el desempeño de tu trabajo?
2. ¿Qué otros temas o actividades desearías que se incluyeran en este curso?

141
3. ¿Recomendarías este curso (Si/No) y ¿por qué?
4. Qué opinión tiene sobre el aula de clase.
Nota:
Por favor, anote lo que le gustó, lo que le disgusto del curso, así como sus sugerencias y quejas del
mismo.
¡MUCHAS GRACIAS!
Del instructor por parte de los trabajadores
Conocer la opinión que tienen los trabajadores sobre la forma de exposición por parte del instruc-
tor, permitirá implementar mejoras para futuras sesiones. Se pedirá a cada trabajador que conteste
la siguiente encuesta
RETROALIMENTACIÓN SOBRE EL INSTRUCTOR

142
Nombre del curso:
Instructor:
Fecha del curso: Horario:
Por favor, conteste en la manera más honesta posible las siguientes preguntas. No es necesario que
escriba su nombre. Toda sugerencia adicional que nos aporte se la agradeceremos e intentaremos
realizar las mejoras pertinentes en las próximas actividades.
Instrucciones:
Marca con una x la opción más adecuada utilizando la siguiente tabla de valores:
(E) Excelente, (B) Bueno, (R) Regular, (D) Deficiente
INSTRUCTOR E B R D Proyectó una imagen agradable
Despertó y mantuvo el interés del participante
Presentó esquemas generales de los temas y explicó los objetivos a
lograr
Relacionó un tema con otro, remarcó lo importante y realizó síntesis
y conclusiones
Ayudó a la comprensión de los temas con ejemplos, analogías, anéc-
dotas, etc.
Utilizó un lenguaje, un ritmo de exposición y un tono de voz apro-
piado
Apoyó su exposición con desplazamientos en el aula y ademanes
apropiados
Observó a los participantes, los escuchó y los llamó por su nombre
Logró la participación de la mayoría del grupo
Recompensó los aciertos y señaló los errores
La información que proporcionó fue clara, completa y correcta
Las referencias del instructor incluyeron información actualizada
Estableció relaciones amistosas con los participantes
El uso que dio el instructor al pizarrón, diapositivas, documentos im-
presos, etcétera, para facilitar el aprendizaje fue...
TOTAL
Nota: Por favor, anote lo que le gustó y lo que le desagrado del instructor, así como sus sugerencias
y quejas del mismo.
MUCHAS GRACIAS

143
Evaluación
El instructor tendrá total libertad para evaluar al trabajador según su apreciación. Sin embargo,
como se menciona en las políticas del presente programa de capacitación, se sugiere que se evalúe
a cada trabajador de la siguiente manera.
Mediante una evaluación escrita, que se considerará aprobada si el participante tiene al
menos el 80% de aciertos.
Cumplir con el 100% de actividades que se realizarán en las sesiones, como lo son, la
elaboración de carteles para la prevención de riesgos, taller de identificación de riesgos,
etc.
Calendarización
Teniendo en cuenta que el total de trabajadores a capacitar es de ochenta y que la capacitación se
brindará a grupos de diez trabajadores máximo, se formarán un total de ocho grupos. Asimismo,
considerando que cada curso dura veinte horas y que en un día la jornada es de ocho horas, será
posible dar un curso en dos días y medio. Capacitar al total de trabajadores, con un solo instructor
e impartiendo las clases de lunes a viernes, tomará doce semanas, tal como se presenta en la si-
guiente imagen.

144
SEMANA 1
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 1. Grupo 1 Curso 1. Grupo 1 Curso 1. Grupo 1 Curso 1. Grupo 2 Curso 1. Grupo 2
14 a 18 Curso 1. Grupo 1 Curso 1. Grupo 1 Curso 1. Grupo 2 Curso 1. Grupo 2 Curso 1. Grupo 2
SEMANA 2
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 1. Grupo 3 Curso 1. Grupo 3 Curso 1. Grupo 3 Curso 1. Grupo 4 Curso 1. Grupo 4
14 a 18 Curso 1. Grupo 3 Curso 1. Grupo 3 Curso 1. Grupo 4 Curso 1. Grupo 4 Curso 1. Grupo 4
SEMANA 3
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 1. Grupo 5 Curso 1. Grupo 5 Curso 1. Grupo 5 Curso 1. Grupo 6 Curso 1. Grupo 6
14 a 18 Curso 1. Grupo 5 Curso 1. Grupo 5 Curso 1. Grupo 6 Curso 1. Grupo 6 Curso 1. Grupo 6
SEMANA 4
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 1. Grupo 7 Curso 1. Grupo 7 Curso 1. Grupo 7 Curso 1. Grupo 8 Curso 1. Grupo 8
14 a 18 Curso 1. Grupo 7 Curso 1. Grupo 7 Curso 1. Grupo 8 Curso 1. Grupo 8 Curso 2. Grupo 8
SEMANA 5
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 2. Grupo 1 Curso 2. Grupo 1 Curso 2. Grupo 1 Curso 2. Grupo 2 Curso 2. Grupo 2
14 a 18 Curso 2. Grupo 1 Curso 2. Grupo 1 Curso 2. Grupo 2 Curso 2. Grupo 2 Curso 2. Grupo 2
SEMANA 6
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 2. Grupo 3 Curso 2. Grupo 3 Curso 2. Grupo 3 Curso 2. Grupo 4 Curso 2. Grupo 4
14 a 18 Curso 2. Grupo 3 Curso 2. Grupo 3 Curso 2. Grupo 4 Curso 2. Grupo 4 Curso 2. Grupo 4

145
SEMANA 7
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 2. Grupo 5 Curso 2. Grupo 5 Curso 2. Grupo 5 Curso 2. Grupo 6 Curso 2. Grupo 6
14 a 18 Curso 2. Grupo 5 Curso 2. Grupo 5 Curso 2. Grupo 6 Curso 2. Grupo 6 Curso 2. Grupo 6
SEMANA 8
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 2. Grupo 7 Curso 2. Grupo 7 Curso 2. Grupo 7 Curso 2. Grupo 8 Curso 2. Grupo 8
14 a 18 Curso 2. Grupo 7 Curso 2. Grupo 7 Curso 2. Grupo 8 Curso 2. Grupo 8 Curso 2. Grupo 8
SEMANA 9
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 3. Grupo 1 Curso 3. Grupo 1 Curso 3. Grupo 1 Curso 3. Grupo 2 Curso 3. Grupo 2
14 a 18 Curso 3. Grupo 1 Curso 3. Grupo 1 Curso 3. Grupo 2 Curso 3. Grupo 2 Curso 3. Grupo 2
SEMANA 10
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 3. Grupo 3 Curso 3. Grupo 3 Curso 3. Grupo 3 Curso 3. Grupo 4 Curso 3. Grupo 4
14 a 18 Curso 3. Grupo 3 Curso 3. Grupo 3 Curso 3. Grupo 4 Curso 3. Grupo 4 Curso 3. Grupo 4
SEMANA 11
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 3. Grupo 5 Curso 3. Grupo 5 Curso 3. Grupo 5 Curso 3. Grupo 6 Curso 3. Grupo 6
14 a 18 Curso 3. Grupo 5 Curso 3. Grupo 5 Curso 3. Grupo 6 Curso 3. Grupo 6 Curso 3. Grupo 6
SEMANA 12
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 3. Grupo 7 Curso 3. Grupo 7 Curso 3. Grupo 7 Curso 3. Grupo 8 Curso 3. Grupo 8
14 a 18 Curso 3. Grupo 7 Curso 3. Grupo 7 Curso 3. Grupo 8 Curso 3. Grupo 8 Curso 3. Grupo 8

146
Anexo 6. Programa de Adiestramiento “Sopletea Seguro”
PROGRAMA DE
ADIESTRAMIENTO
“SOPLETA SEGURO”
A continuación podrá encontrar la siguiente información sobre
este programa de adiestramiento: objetivo, destinatario,
políticas, principios de aprendizaje, lugar, materiales y equipo,
duración, instructores, contenido, cartas descriptivas de los
cursos, metodología, retroalimentación, evaluación y
calendarización.
Curso 1.
Medidas
preventivas en la
actividad de
sopleteado
Curso 2.
Procedimiento
para realizar la
actividad de
sopleteado
2018

147
Programa de adiestramiento. “Sopletea seguro”
Objetivo
Reforzar conocimientos y habilidades de los trabajadores, para realizar la actividad de sople-
teado de trenes de forma segura.
Destinatario
Técnicos de mantenimiento de material rodante.
Políticas
Se requiere que el técnico de mantenimiento de material rodante haya aprobado el
programa de capacitación sobre principios de seguridad e higiene industrial.
El instructor dará a conocer las generalidades del curso, como objetivos, políticas,
modos de evaluación, etc., antes de iniciarlo.
Se debe cumplir con el 100% de asistencia.
Al final del curso se expedirá un diploma con valor curricular
La evaluación final del curso será una práctica sobre la actividad de sopleteado con
el nuevo sistema de comunicación técnico-conductor, llevada a cabo en el centro de
trabajo
Para considerar acreditado el curso, el trabajador deberá cumplir con el 100% de ac-
tividades, participar en los debates grupales y aprobar la evaluación final.
El trabajador contestará una encuesta de retroalimentación sobre percepción del curso
y otra sobre percepción del instructor
Se deben respetar los plazos y la calendarización establecida para todas las activida-
des
El material de trabajo para el curso será brindado por la empresa
Se deberá promover un clima de respeto mutuo y libertad de ideas entre instructor y
trabajador
Cualquier asunto no estipulado en estas políticas quedará a juicio del instructor

148
Principios de aprendizaje
Durante el programa de adiestramiento el trabajador adquirirá la habilidad de operar el nuevo
sistema de comunicación de la cámara de sopleteado y esto será posible mediante algunos
principios de aprendizaje, como lo son:
Principio de repetición: Durante la fase práctica el trabajador podrá usar el nuevo
equipo de comunicación cuantas veces sea necesario, con la finalidad de aprender
sobre su funcionamiento
La participación del trabajador en las diferentes actividades que se desarrollarán a lo
largo del programa
La retroalimentación que se dará al finalizar cada tema, la cual afianzará los conoci-
mientos y habilidades del trabajador.
Lugar
Juntos cursos comprenden fases prácticas que se abordarán directamente en centro de trabajo,
es decir en la cámara de sopleteado del taller de mantenimiento. Sin embargo, algunos de los
temas se abordarán en el aula de clase. Es por ello que se requiere disponer de un sala o salón
lo suficientemente amplia para recibir diez trabajadores por grupo, con las sillas y escritorios
adecuados para llevar a cabo las sesiones. El salón deberá tener la iluminación y ventilación
suficiente. De preferencia adecuar la sala de juntas que está dentro del mismo taller de man-
tenimiento.
Materiales y equipo
Para las sesiones en el aula se requiere contar con computadora, proyector, pintarrón y plu-
mones. Para la fase práctica, se requiere hacer uso del equipo de protección personal usado
en la actividad de sopleteado, así como la manguera y demás implementos de trabajo nece-
sarios para realizar el sopleteado de un tren, incluyendo el tren mismo.
Duración
Este programa de adiestramiento cuenta con un solo módulo llamado “Sopleteado de trenes”,
el cual se divide en dos cursos, los cuales tienen la siguiente duración.
Curso 1. Medidas preventivas en la actividad de sopleteado: 20 horas

149
Curso 2. Procedimiento para realizar la actividad de sopleteado: 20 horas
Instructores
Los dos cursos pueden ser impartidos por el mismo instructor, quien deberá tener total cono-
cimiento de la actividad de sopleteado, por ello se sugiere que el instructor sea alguno de los
supervisores del área de mantenimiento de material rodante. De manera preferente, el ins-
tructor debería cumplir los siguientes requisitos.
Formación académica
Ingeniería mecánica o afines
Conocimientos en:
Seguridad e higiene industrial
Sistemas ferroviarios
Mantenimiento de material rodante
Prevención de riesgos
Experiencia en:
Mantenimiento de material rodante
Seguridad e higiene industrial.
Formación de recursos humanos
Manejo de personal
Aptitudes
Liderazgo, respeto, comunicación, control, destreza, motivación.
Contenido
A continuación, se muestra de manera general la temática a abordar, sin embargo, los subte-
mas podrán ser propuestos según el criterio del instructor.

150
Módulo 1. Sopleteado de trenes
Curso 1. Medidas preventivas en la actividad de sopleteado
Señalamientos en la cámara de sopleteado
Equipo de protección personal para el sopleteado de trenes.
Riesgos en la actividad de sopleteado
Medidas preventivas por parte del STC en la actividad de sopleteado
− Señalización según NOM 26-STPS
− Reformas a escaleras según NOM 001- STPS
− Acondicionamiento de suelos
− Niveles de iluminación según lo establecido por la NOM 25- STPS
− Programa de pausas activas
− Exámenes médicos anuales
− Evaluación de condiciones térmicas
− Determinación de niveles de ruido
Medidas preventivas por parte de los trabajadores en la actividad de sopleteado
− Medidas preventivas ante riesgos eléctricos
− Medidas preventivas para evitar caídas
− Medidas preventivas para evitar sobreesfuerzo
− Medidas preventivas para evitar estrés térmico
− Medidas preventivas para evitar golpes o atropellamiento
− Medidas preventivas ante ruido
− Medidas preventivas para evitar iluminación inadecuada
− Medidas preventivas ante exposición a polvos y fibras
Procedimiento a seguir en caso de accidente.
Curso 2. Procedimiento para realizar la actividad de sopleteado
Importancia de la actividad de sopleteado
Diagrama de flujo de la actividad de sopleteado
Nuevo sistema de comunicación entre técnico y conductor.

151
Carta descriptiva de cursos
Para cada uno de los cursos se presentan a continuación sus cartas descriptivas. En estas se
encuentran de manera general, los temas a abordar, las estrategias de enseñanza y el material
a utilizar. No obstante, el instructor tendrá la libertad de modificar estos aspectos si así se
requiere.

152
Carta descriptiva curso 1 del programa de adiestramiento.
PROGRAMA DE ADIESTRAMIENTO “SOPLETEA SEGURO”
Módulo: 1. Sopleteado de trenes
Curso: 1. Medidas preventivas en la actividad de sopleteado
Número de horas: 20 horas
Requisitos: Haber aprobado el programa de capacitación sobre principios de seguridad e higiene industrial
Objetivo general: Entrenar a los trabajadores sobre medidas para prevenir riesgos laborales en la actividad de sopleteado de trenes.
Al concluir cada módulo los participantes podrán: Contenido Estrategias de ense-
ñanza – aprendizaje Material
Conocer al instructor, los compañeros y los lineamientos
para el desarrollo del curso.
1.Introducción
-Bienvenida
-Presentación del instructor
-Presentación de los integrantes
-Políticas del curso
-Temática del curso
-Exposición oral
-Proyector
-Computadora
-Plumones
Identificar qué tipos de señalamientos se requiere en la
actividad de sopleteado 2. Señalamientos en la cámara de sopleteado
-Recorridos por el cen-
tro de trabajo
-Proyector
-Computadora
-Plumones
Conocer que EPP se debe usar en el sopleteado, como
usarlo y cuál es el procedimiento a seguir para la reposi-
ción del mismo
3. Equipo de protección personal usado en el
sopleteado de trenes.
-Uso y cuidados
-Tiempo de vida útil
-Política de reposición
-Interacción directa de
instructor con trabajador
-Exposición oral
-Proyector
-Computadora
-Epp usado en el so-
pleteado de trenes
Conocer los riesgos a los que están expuestos al realizar
la actividad de sopleteado
4. Riesgos que implica la actividad de sople-
teado
-Videos
-Taller grupal de identi-
ficación de riesgos.
-Debate grupal
-Recorridos por el cen-
tro de trabajo
-Proyector
-Computadora
-Plumones
-Tablero
Conocer los cambios realizados por la empresa para la
prevención de riesgos laborales en la actividad de sople-
teado
5. Medidas preventivas implementadas por el
STC, para evitar riesgos en la actividad de so-
pleteado
-Señalización según NOM 26
-Reformas a escaleras según NOM 001
-Acondicionamiento de suelos
-Exposición oral
-Debate grupal
-Lluvia de ideas
-Proyector
-Computadora
-Plumones
-Tablero

153
-Niveles de iluminación según lo establecido
por la NOM 25
-Programa de pausas activas
-Exámenes médicos anuales
-Evaluación de condiciones térmicas
-Determinación de niveles de ruido
Conocer las medidas preventivas a seguir para cada uno
de los riesgos identificados en la actividad de sopleteado
6. Medidas preventivas por parte de los trabaja-
dores en la actividad de sopleteado.
-Medidas preventivas ante riesgos eléctricos
-Medidas preventivas para evitar caídas
-Medidas preventivas para evitar sobreesfuerzo
-Medidas preventivas para evitar estrés térmico
-Medidas preventivas para evitar golpes o atro-
pellamiento
-Medidas preventivas ante ruido
-Medidas preventivas para evitar iluminación
inadecuada
-Medidas preventivas ante exposición a polvos
y fibras
-Exposición oral
-Lluvia de ideas
-Recorridos por el cen-
tro de trabajo
-Proyector
-Computadora
-Plumones
-Tablero
Conocer el procedimiento a seguir en caso de accidente 7. Procedimiento a seguir en caso de accidente
-Lectura de texto
-Dramatización de acci-
dente laboral
-Proyector
-Computadora
-Plumones
Aclarar dudas de la sesión y tener una visión general de
los temas abarcados 8. Cierre de la sesión -Discusión de grupo
-Proyector
-Computadora

154
Carta descriptiva curso 2 del programa de adiestramiento
PROGRAMA DE ADIESTRAMIENTO “SOPLETEA SEGURO”
Módulo: 1. Sopleteado de trenes
Curso: 2. Procedimiento para realizar la actividad de sopleteado
Número de horas: 20 horas
Requisitos: Haber aprobado el programa de capacitación sobre principios de seguridad e higiene industrial
Objetivo general: Perfeccionar las habilidades del trabajador para realizar la actividad de sopleteado, así
como enseñar el funcionamiento del nuevo sistema de comunicación de la cámara de sopleteado
Al concluir cada mó-
dulo los participantes
podrán:
Contenido Estrategias de ense-
ñanza – aprendizaje Material
Conocer la importancia
de la actividad de so-
pleteado como parte del
mantenimiento de tre-
nes y las repercusiones
que tendría realizar la
actividad de manera in-
correcta.
1. Importancia de la ac-
tividad de sopleteado
-Exposición oral
-Simulación
-Debate grupal
-Proyector
-Computadora
-Tablero
-Plumones
Unificar la forma de
realizar el sopleteado
de trenes
2.Diagrama de flujo de
la actividad de sople-
teado
-Exposición oral
-Lluvia de ideas
-Debate grupal
-Proyector
-Computadora
-Tablero
-Plumones
Saber usar el nuevo sis-
tema de comunicación
técnico-conductor, im-
plementado para la ac-
tividad de sopleteado
3. Nuevo sistema de co-
municación en la activi-
dad de sopleteado
-Exposición oral -In-
teracción directa del
trabajador con el ins-
tructor
-Pruebas en la cá-
mara de sopleteado
del nuevo sistema de
comunicación
-Demostración
-Simulación
-Proyector
-Computadora
-Tablero
-Plumones
-EPP
-Manguera de sopleteado
-Tren
Aclarar dudas de la se-
sión y tener una visión
general de los temas
abarcados
4.Cierre de la sesión -Discusión de grupo -Proyector
-Computadora
Evaluar los conoci-
mientos obtenidos du-
rante el curso
5. Evaluación práctica
del curso en la cámara
de sopleteado
-Interacción directa
del instructor con el
trabajador
-EPP
-Manguera de sopleteado
-Tren
Metodología
Metodología del programa de adiestramiento
Introducción ClasesPrácticas en el centro de
trabajo
Evaluación en el centro de trabajo
Retroalimen-tación

155
El programa de adiestramiento comprende clases teóricas y prácticas, estas últimas se im-
partirán en la cámara de sopleteado, en donde se les enseñará cómo usar el nuevo equipo de
comunicación entre técnico y conductor. Posteriormente se hará la evaluación práctica en el
mismo centro de trabajo y finalmente los trabajadores responderán la encuesta de retroali-
mentación del curso y del instructor.
Retroalimentación
Del curso por parte de los trabajadores
Con el objetivo de conocer la opinión de los trabajadores respecto al curso recibido, al fina-
lizar cada curso, se pedirá a cada trabajador contestar la siguiente retroalimentación.
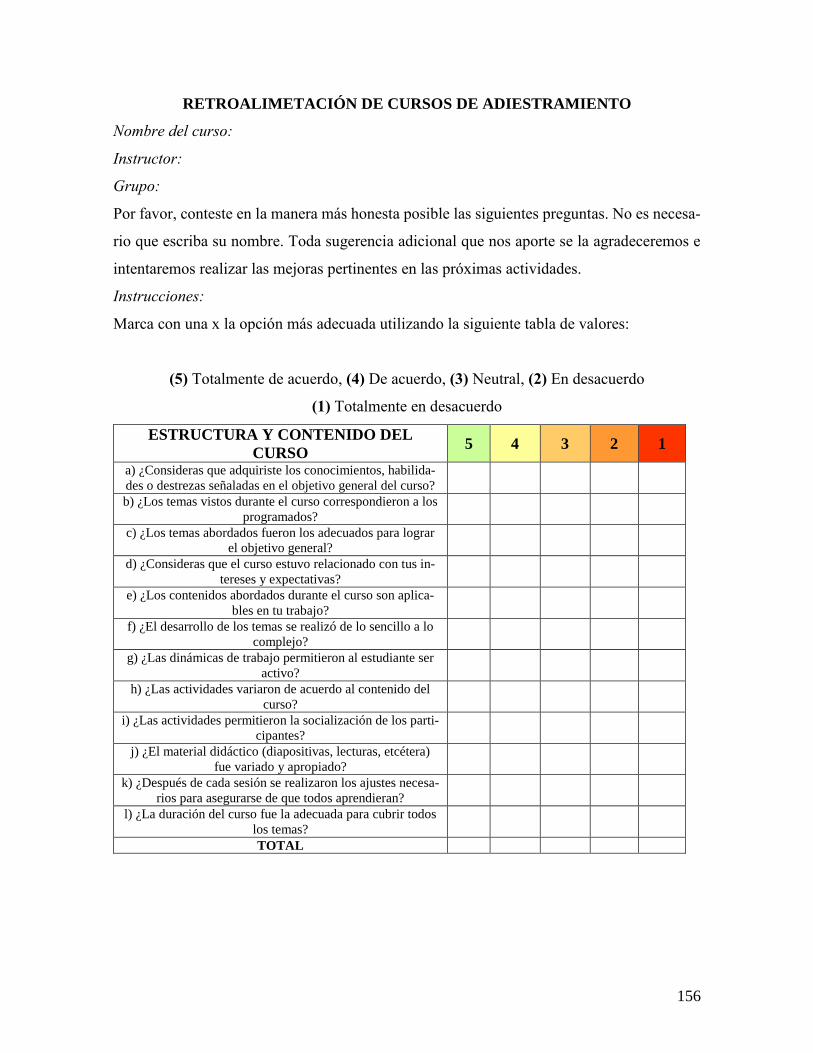
156
RETROALIMETACIÓN DE CURSOS DE ADIESTRAMIENTO
Nombre del curso:
Instructor:
Grupo:
Por favor, conteste en la manera más honesta posible las siguientes preguntas. No es necesa-
rio que escriba su nombre. Toda sugerencia adicional que nos aporte se la agradeceremos e
intentaremos realizar las mejoras pertinentes en las próximas actividades.
Instrucciones:
Marca con una x la opción más adecuada utilizando la siguiente tabla de valores:
(5) Totalmente de acuerdo, (4) De acuerdo, (3) Neutral, (2) En desacuerdo
(1) Totalmente en desacuerdo
ESTRUCTURA Y CONTENIDO DEL
CURSO 5 4 3 2 1
a) ¿Consideras que adquiriste los conocimientos, habilida-
des o destrezas señaladas en el objetivo general del curso?
b) ¿Los temas vistos durante el curso correspondieron a los
programados?
c) ¿Los temas abordados fueron los adecuados para lograr
el objetivo general?
d) ¿Consideras que el curso estuvo relacionado con tus in-
tereses y expectativas?
e) ¿Los contenidos abordados durante el curso son aplica-
bles en tu trabajo?
f) ¿El desarrollo de los temas se realizó de lo sencillo a lo
complejo?
g) ¿Las dinámicas de trabajo permitieron al estudiante ser
activo?
h) ¿Las actividades variaron de acuerdo al contenido del
curso?
i) ¿Las actividades permitieron la socialización de los parti-
cipantes?
j) ¿El material didáctico (diapositivas, lecturas, etcétera)
fue variado y apropiado?
k) ¿Después de cada sesión se realizaron los ajustes necesa-
rios para asegurarse de que todos aprendieran?
l) ¿La duración del curso fue la adecuada para cubrir todos
los temas?
TOTAL

157
Comentarios Adicionales:
1. De los temas tratados durante el curso, ¿Cuáles serán más útiles para el desempeño de tu
trabajo?
2. ¿Qué otros temas o actividades desearías que se incluyeran en este curso?
3. ¿Recomendarías este curso (Si/No) y ¿por qué?
4. Qué opinión tiene sobre el aula de clase.
Nota:
Por favor, anote lo que le gustó, lo que le disgusto del curso, así como sus sugerencias y
quejas del mismo.
¡MUCHAS GRACIAS!
Del instructor por parte de los trabajadores
Conocer la opinión que tienen los trabajadores sobre la forma de exposición por parte del
instructor, permitirá implementar mejoras para futuras sesiones. Se pedirá a cada trabajador
que conteste la siguiente encuesta

158
RETROALIMENTACIÓN SOBRE EL INSTRUCTOR
Nombre del curso:
Instructor:
Fecha del curso: Horario:
Por favor, conteste en la manera más honesta posible las siguientes preguntas. No es necesa-
rio que escriba su nombre. Toda sugerencia adicional que nos aporte se la agradeceremos e
intentaremos realizar las mejoras pertinentes en las próximas actividades.
Instrucciones:
Marca con una x la opción más adecuada utilizando la siguiente tabla de valores:
(E) Excelente, (B) Bueno, (R) Regular, (D) Deficiente
INSTRUCTOR E B R D Proyectó una imagen agradable
Despertó y mantuvo el interés del participante
Presentó esquemas generales de los temas y explicó los objetivos a
lograr
Relacionó un tema con otro, remarcó lo importante y realizó sínte-
sis y conclusiones
Ayudó a la comprensión de los temas con ejemplos, analogías,
anécdotas, etc.
Utilizó un lenguaje, un ritmo de exposición y un tono de voz apro-
piado
Apoyó su exposición con desplazamientos en el aula y ademanes
apropiados
Observó a los participantes, los escuchó y los llamó por su nombre
Logró la participación de la mayoría del grupo
Recompensó los aciertos y señaló los errores
La información que proporcionó fue clara, completa y correcta
Las referencias del instructor incluyeron información actualizada
Estableció relaciones amistosas con los participantes
El uso que dio el instructor al pizarrón, diapositivas, documentos
impresos, etcétera, para facilitar el aprendizaje fue...
TOTAL
Nota: Por favor, anote lo que le gustó y lo que le desagrado del instructor, así como sus
sugerencias y quejas del mismo.
MUCHAS GRACIAS

159
Evaluación
Se sugiere que el presente programa de adiestramiento se evalué de la siguiente manera:
Mediante la participación que tenga el trabajador durante las clases, como intervenciones,
respondiendo a las preguntas del instructor y trabajando en equipo en las actividades grupa-
les.
Evaluación práctica en la cámara de sopleteado, donde el trabajador demostrará que usa de
manera correcta el nuevo sistema de comunicación técnico-conductor. Para esto, el trabaja-
dor realizará la actividad de sopleteado bajo la supervisión del instructor y pondrá en práctica
lo aprendido.
Calendarización
Teniendo en cuenta que el total de trabajadores a capacitar es de ochenta y que la capacitación
se brindará a grupos de diez trabajadores máximo, se formarán un total de ocho grupos. Asi-
mismo, considerando que cada curso dura veinte horas y que en un día la jornada es de ocho
horas, será posible dar un curso en dos días y medio. Por lo anterior, capacitar al total de
trabajadores, con un solo instructor e impartiendo las clases de lunes a viernes, tomará ocho
semanas, tal como se presenta en la siguiente imagen.

160
SEMANA 1
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 1. Grupo 1 Curso 1. Grupo 1 Curso 1. Grupo 1 Curso 1. Grupo 2 Curso 1. Grupo 2
14 a 18 Curso 1. Grupo 1 Curso 1. Grupo 1 Curso 1. Grupo 2 Curso 1. Grupo 2 Curso 1. Grupo 2
SEMANA 2
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 1. Grupo 3 Curso 1. Grupo 3 Curso 1. Grupo 3 Curso 1. Grupo 4 Curso 1. Grupo 4
14 a 18 Curso 1. Grupo 3 Curso 1. Grupo 3 Curso 1. Grupo 4 Curso 1. Grupo 4 Curso 1. Grupo 4
SEMANA 3
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 1. Grupo 5 Curso 1. Grupo 5 Curso 1. Grupo 5 Curso 1. Grupo 6 Curso 1. Grupo 6
14 a 18 Curso 1. Grupo 5 Curso 1. Grupo 5 Curso 1. Grupo 6 Curso 1. Grupo 6 Curso 1. Grupo 6
SEMANA 4
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 1. Grupo 7 Curso 1. Grupo 7 Curso 1. Grupo 7 Curso 1. Grupo 8 Curso 1. Grupo 8
14 a 18 Curso 1. Grupo 7 Curso 1. Grupo 7 Curso 1. Grupo 8 Curso 1. Grupo 8 Curso 2. Grupo 8
SEMANA 5
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 2. Grupo 1 Curso 2. Grupo 1 Curso 2. Grupo 1 Curso 2. Grupo 2 Curso 2. Grupo 2
14 a 18 Curso 2. Grupo 1 Curso 2. Grupo 1 Curso 2. Grupo 2 Curso 2. Grupo 2 Curso 2. Grupo 2
SEMANA 6
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 2. Grupo 3 Curso 2. Grupo 3 Curso 2. Grupo 3 Curso 2. Grupo 4 Curso 2. Grupo 4
14 a 18 Curso 2. Grupo 3 Curso 2. Grupo 3 Curso 2. Grupo 4 Curso 2. Grupo 4 Curso 2. Grupo 4

161
SEMANA 7
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 2. Grupo 5 Curso 2. Grupo 5 Curso 2. Grupo 5 Curso 2. Grupo 6 Curso 2. Grupo 6
14 a 18 Curso 2. Grupo 5 Curso 2. Grupo 5 Curso 2. Grupo 6 Curso 2. Grupo 6 Curso 2. Grupo 6
SEMANA 8
HORARIO LUNES MARTES MIÉRCOLES JUEVES VIERNES
8 a 12 Curso 2. Grupo 7 Curso 2. Grupo 7 Curso 2. Grupo 7 Curso 2. Grupo 8 Curso 2. Grupo 8
14 a 18 Curso 2. Grupo 7 Curso 2. Grupo 7 Curso 2. Grupo 8 Curso 2. Grupo 8 Curso 2. Grupo 8