tagungsband: magdeburger logistiktage 2014 · 19. magdeburger logistiktage 2014 16. i ff-wissenscha...
TRANSCRIPT

19
. M
ag
de
bu
rg
er
Lo
gis
tik
ta
ge
20
14
16
. iF
F-W
iss
en
sc
ha
Ft
st
ag
e
TagungsBand
19. MagdeBurger LogisTikTage»sichere und nachhaLTige LogisTik«
25. – 26. Juni 2014
iM rahMen der iFF-WissenschaFTsTage


19. Magdeburger Logistiktage
SICHERE UND NACHHALTIGE LOGISTIK
Herausgeber: Univ.-Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk, Univ.-Prof. Dr.-Ing. Hartmut Zadek, Prof. E. h. Dr.-Ing. Gerhard Müller, Hon.-Prof. Dr.-Ing. Klaus Richter, Dipl.-Ing. Holger Seidel
Eine gemeinsame Initiative von:
Medienpartner:


INHALTSVERZEICHNIS
Vorwort Seite 11Univ.-Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk, Institut für Logistik und Materialflusstechnik, Otto-von-Guericke Universität Magdeburg
Institutsleiter des Fraunhofer-Instituts für Fabrikbetrieb und –automatisierung IFF, Magdeburg
Grußwort Seite 13Dipl.-Ing. Thomas Webel
Minister für Landesentwicklung und Verkehr des Landes Sachsen-Anhalt
IMPULSVORTRÄGE
Instandsetzung und Service für eine nachhaltige und wirtschaftliche Logistik Seite 15
Prof. Dr.-Ing. Carsten Bücker
BU Bücker Unternehmensgruppe GmbH & Co. KG, Ibbenbüren
Wege zur digitalen Logistik Seite 21Univ.-Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk, Institut für Logistik und Materialflusstechnik, Otto-von-Guericke Universität Magdeburg
Institutsleiter des Fraunhofer-Instituts für Fabrikbetrieb und -automatisierung IFF, Magdeburg
Dipl.-Wirtsch.-Ing. Fabian Behrendt
Institut für Logistik und Materialflusstechnik, Otto-von-Guericke Universität Magdeburg
PARALLELSEQUENZ 1 – NACHHALTIGE LOGISTIK
Zukünftige Logistikanforderungen im Karosseriebau eines Automobilherstellers Seite 31 Dipl.-Wirtsch.-Ing. Sebastian Ramberg
BMW Group, München
Beitrag zur Energie- und Materialflusssimulation in Produktion und Logistik Seite 39 Dipl.-Wirt.-Ing. Emanuel Fuss, Dr.-Ing. Ulrike Beißert
Fraunhofer-Institut für Materialfluss und Logistik IML, Dortmund
KmU-gerechte Kapselung von Simulationsmethoden zur logistischen Bewertung
und ökologischen Abschätzung von Lieferkonzepten Seite 49
Dipl.-Logist. Dipl.-Kfm. Jan Cirullies, Dipl.-Logist. Daniel Dreßler, Dipl.-Inf. Christian Schwede
Fraunhofer-Institut für Materialfluss und Logistik IML, Dortmund
Nachhaltige Logistik für die modulare Produktion in der Prozessindustrie Seite 61 Dr. Stephan Keßler, Prof. Dr. Ludger Brüll
Bayer Technology Services GmbH, Leverkusen
Ein Ansatz zur Prognose von Lebenszykluskosten am Beispiel von Elektromotoren
in Fördertechnikanlagen Seite 67
Jörn Dreier, M. Eng., MBE, Univ.-Prof. Dr.-Ing. Dr. h. c. Karl-Heinz Wehking
Universität Stuttgart
5


Seite 77 Analysemodell für CO2-Lenkungsinstrumente im Straßengüterverkehr
Dipl.-Wirtsch.-Ing. Alexander Kaiser, Prof. Dr.-Ing. Hartmut Zadek
Otto-von-Guericke-Universität Magdeburg
PARALLELSEQUENZ 2 – INTELLIGENTE LOGISTIK
Auf dem Weg zu Intelligenter Logistik – Einsatzmöglichkeiten und Potentiale
aktueller IuK-Technologien Seite 87
Dipl.-Wi.-Ing. Pat.-Ing. Patrick Dittmer, Christian Gorldt M. Sc, Dipl.-Wi.-Ing. Marius Veigt
BIBA-Bremer Institut für Produktion und Logistik GmbH
Seite 99
Methodischer Ansatz zur ganzheitlichen Planung von Routenzugsystemen im Rahmen des Produkt-entstehungsprozesses im Automobilbau
Dipl.-Wirtsch.-Ing. (FH) Andreas Krause, Prof. Dr.-Ing. Egon Müller, Dr.-Ing. Jörg Strauch Technische
Universität Chemnitz
Visuelles Logistikmanagement – Branchenuntersuchung zur Informationsvisualisierung Seite 105
Dipl.-Kffr. Saskia Sardesai
Fraunhofer-Institut für Materialfluss und Logistik IML, Dortmund
Dipl.-Wirt.-Ing. M. Sc. Andre Sydow
Volkswagen AG, Wolfsburg
Dipl.-Wirt.-Ing. Wilko Hinrichs-Stark
Technische Universität Clausthal
Dr.-Ing. Ulrike Beißert, Dipl.-Ing. Marco Motta
Fraunhofer-Institut für Materialfluss und Logistik IML, Dortmund
Seite 115
Automatische Erfassung von Kennzahlen für das Controlling – Smart Object-Technologien als Basis
Prof. Dr. rer. pol. Dipl.-Ing. Alexander Pflaum, Christoph Hohmann, Tobias Groß
Fraunhofer-Institut für Integrierte Schaltungen IIS, Nürnberg
WORKSHOP – ENERGIEEFFIZIENTE PRODUKTION
Seite 121
Systemdienstleistung im Regelenergiemarkt – Fallbeispiel eines modernen E-SpeicherWerks
mit Lithium-Ionen-Zellen
Prof. Dr.-Ing. Rico Wojanowski
Upside Invest GmbH & Co. KG, Köln
WORKSHOP – INTELLIGENTE LOGISTIK
Seite 133 3D-Objekterkennung von heterogenen Stückgütern in ungeordneten Packszenarien
Dipl.-Inform Hendrik Thamer
BIBA Bremer Institut für Produktion und Logistik GmbH
Neue Trends bei Logistik-3D-Softwaretools für die Planung Seite 141
Dipl.-Ing. Herbert Beesten, Dipl.-Ing. Klaus Hanisch tarakos GmbH, Magdeburg
7


Seite 149 Steigerung von Effizienz und Agilität in Logistikprozessen durch neue Technologien am Beispiel
von berührungslosen Zugangssystemen
Prof. Dr.-Ing. Christian Butz
Beuth Hochschule für Technik Berlin
Dr.-Ing. Claudia Nagel
KIWI.KI GmbH, Berlin
Ground Handling Management Services: Prozessoptimierung für spezialisierte Flugzeugabfertiger Seite 157Dipl.-Ing. (FH) Adem Sürek
Lufthansa Engineering and Operational Services GmbH, Frankfurt
WORKSHOP – LAUNDRY INNOVATION NETWORK
Automatisches Vereinnahmungssystem in Industriewäschereien Seite 161
Dipl.-Math. Annegret Brandau
Otto-von-Guericke-Universität Magdeburg
Dr.-Ing. Frank Ryll
Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF, Magdeburg
futureTEX – Ein Zukunftsmodell für Traditionsbranchen in der vierten industriellen Revolution Seite 169 Dipl.-Ing. Dirk Zschenderlein
Sächsisches Textilforschungsinstitut e.V., Chemnitz
Programmbeirat Seite 174
Autoren Seite 176
Impressum Seite 178
9


VORWORT
Univ.-Prof. Dr.-Ing. habil. Prof. E. h.
Dr. h. c. mult. Michael Schenk
Institutsleiter des Fraunhofer-Instituts für
Fabrikbetrieb und -automatisierung IFF,
Institut für Logistik und Materialflusstech-
nik der Otto-von-Guericke-Universität
Magdeburg. Foto: Fraunhofer IFF
Sehr geehrte Damen und Herren,
liebe Gäste und Freunde,
herzlich Willkommen zu den »19.
Magdeburger Logistiktagen« 2014, die
vom Institut für Logistik und Material-
flusstechnik der Otto-von-Guericke-
Universität Magdeburg und dem
Fraunhofer-Institut für Fabrikbetrieb
und -automatisierung IFF gemeinsam
veranstaltet werden.
Der Schwerpunkt »Sichere und Nach-
haltige Logistik« spiegelt die aktuellen
und zukünftigen Herausforderungen
der Logistik wieder. Neue IuK-
Technologien, digitale Logistik und
taktiles Internet führen zu einer verbes-
serten Entwicklung, Planung, Überwa-
chung sowie Steuerung von Prozessen
und Produkten. Auch das Recyceln und
Wiederaufbereiten von Produkten kann
davon profitieren und wird auf der
Tagung in verschiedenen Beiträgen
diskutiert.
Die Magdeburger Logistikworkshops
vertiefen in Praxisbeispielen diese Po-
tentiale und Herausforderungen. Es
wird erläutert welche Chancen und
Risiken für Rettungs- und Pannen-
dienstleister entstehen, wenn die Elekt-
romobilität sich auf dem Automobil-
markt durchsetzt. Am Beispiel eines
produzierenden Unternehmens wird in
einem zweiten Workshop diskutiert,
welche Umsetzungsmaßnahmen Poten-
tiale zur Einsparung von Energie bieten.
Der Einsatz von neuen IuK- sowie Auto-
ID-Technologien wird im Workshop
»Intelligente Logistik« an Pilotprojekten
in Unternehmen demonstriert.
Besonders freut uns in diesem Jahr
auch die Integration des Treffens des
BVL-Arbeitskreises »Kooperatives Ände-
rungsmanagement«, in dem die Her-
ausforderungen globaler Produktion in
Bezug auf Leistungs- und Qualitätsan-
forderungen bei unterschiedlichen
Partner- und Lieferantenstrukturen
behandelt werden.
Das Netzwerktreffen des »Laundry
Innovation Netzwerkes« im Rahmen
der Magdeburger Logistikworkshops
zeigt das enorme Potenzial in der Wä-
schereibranche für innovative und
nachhaltige Logistik- und Automatisie-
rungslösungen.
Im Tagungsband sind die Beiträge zu
den Vorträgen der Tagung und den
Workshops enthalten. Sie beschreiben
innovative Entwicklungen, Methoden
und Organisationsmodelle in der Logis-
tik.
Ich freue mich auf eine spannende
Veranstaltung und hoffe auf ein Wie-
dersehen zu den Wissenschaftstagen
2015 in Magdeburg.
Ihr
Univ.-Prof. Dr.-Ing. habil. Prof. E. h. Dr.
h. c. mult. Michael Schenk
11


GRUSSWORT
Sehr geehrte Damen und Herren,
Sachsen-Anhalt hat sich im Ergebnis
eines intensiven und erfolgreichen
Aufholprozesses in den zurückliegen-
den Jahren mehr und mehr zu einem
attraktiven Logistikstandort entwickelt.
Das Land bietet mit seiner modernen
Infrastruktur, mit erstklassigen Universi-
täten und Hochschulen, einer einmali-
gen Forschungslandschaft sowie zahl-
reichen Innovations- und Gründungs-
zentren wesentliche Standortvorteile.
Damit verfügen wir über ein umfang-
reiches Potenzial an qualifizierten Ar-
beitskräften und zukunftsträchtigem
Know-how.
Die 19. Magdeburger Logistiktage
spiegeln diese Situation wider. Sie
bilden eine weit über die Landesgren-
zen hinweg ausstrahlende Plattform,
auf der aktuelle Forschungsergebnisse
und Best Practices der Branche vorge-
stellt werden sowie entsprechende
Impulse für die weiteren Entwicklungen
gesetzt werden.
Diese Impulse sind weiterhin wichtig.
Zwar ist die Logistikwirtschaft am
Standort Sachsen-Anhalt derzeit wieder
auf Wachstumskurs und es wird kräftig
investiert, doch die enormen Heraus-
forderungen bleiben nach wie vor. Ein
dynamisches Wachstum der Güter-
ströme und der steigende Mobilitäts-
bedarf erfordern die Entwicklung von
noch effizienteren, nachhaltigeren und
versorgungssicheren Logistiklösungen.
Steigende Energiepreise, die sich ab-
zeichnende Rohstoff- und Energiever-
knappung, aber auch die garantierte
Umweltverträglichkeit erfordern gute
Ideen, um langfristig erfolgreich zu
sein. Hinzu kommen demographische
Faktoren, die entsprechende Denkan-
sätze zur Gewinnung von Nachwuchs-
kräften und zur Behebung des Fach-
kräftemangels erfordern.
Unsere gemeinsame Aufgabe ist es, die
Leistungsfähigkeit eines umweltfreund-
lichen Wirtschaftsverkehrs zu gewähr-
leisten und fortzuentwickeln. Eine
sichere und Ressourcen schonende
Logistik unter Einbeziehung aller Ver-
kehrsträger muss so gestaltet werden,
dass eine moderne sowie intakte Infra-
struktur erfolgreich auf den Weg ge-
bracht wird. Dies bedarf großer An-
strengungen in der Umsetzung. Vor
allem aber sind dafür auch weiterhin
viele neue Ideen und Konzepte gefragt,
wie sie auf diesen Magdeburger Logis-
tiktagen vorgestellt werden.
Ihr
Dipl.-Ing. Thomas Webel
Dipl.-Ing. Thomas Webel Minister für Landesentwicklung und Verkehr
Foto: Ministerium für Landesentwicklung und Verkehr des Landes Sachsen-Anhalt
13


INSTANDSETZUNG UND SERVICE FÜR EINE NACHHALTIGE UND WIRTSCHAFTLICHE LOGISTIK - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Prof. Dr.-Ing. Carsten BückerBU Bücker Unternehmensgruppe GmbH & Co. KG, Ibbenbüren
15

Prof. Dr.-Ing. Carsten Bücker
BU Bücker Unternehmensgruppe GmbH & Co. KG, Geschäftsführender Gesellschafter
1985 – 1992
1992 – 1997
1997
1998 – 2000
2000 – 2003
Seit 2003
2005 – 2007
Seit 2006
2007 – 2008
Seit 2008
2009
2010 – 2011
2011
2011 – 2012
Seit 2012
Studium des Maschinenbaus an der RWTH Aachen
Wissenschaftlicher Mitarbeiter am Fraunhofer-Institut für Produktionstechnologie IPT, Aachen
Promotion zum Dr.-Ing. »Hochgeschwindigkeits-Schälschleifen mit windschiefer Achsanordnung«
Assistent der Geschäftsführung BÜCKER & ESSING
Geschäftsführender Gesellschafter BÜCKER + ESSING
Geschäftsführender Gesellschafter BU BÜCKER UNTERNEHMENSGRUPPE und deren Beteiligungsgesellschaften: BU DRIVE; BU POWER GROUP
Vorstandsmitglied des VMI – Verband der Motoreninstandsetzungsbetreibe e.V.
Aussteller-Beiratsmitglied »Rematec Exhibition RAI«, Amsterdam
Verbandsvorsitzender des VMI – Verband der Motoreninstandsetzungsbetreibe e.V.
Dozent »Service Engineering & Produktkreisläufe« Universität Bayreuth – Lehrstuhl für Umweltgerechte Produktionstechnik
Auszeichnung »International Remanufacturer of the Year«
Aufsichtsratsmitglied Meteo Systems International AG, Zug (Schweiz) (Ausscheiden nach Anteilsverkauf in 03/2011)
Ernennung zum Professor
Mitglied des Konferenz-Komitees Remanufacturing International Forum – China
Beiratsmitglied BA Borg Automotive A/S; Vice-Chairman APRA Europe
LEBENSLAUF
16

1 Einleitung
Instandsetzungsdienstleistungen sind ein wesentlicher Faktor zur Steigerung der Wirtschaftlichkeit von langlebi-gen Gebrauchs- und Investitionsgütern über den gesam-ten Lebenszyklus. Sie verlängern die Gesamtlebensdauer von Produkten, erhöhen die Verfügbarkeit und senken die »Life-Cycle-Costs«. Darüber hinaus leisten Instandset-zungsdienstleistungen einen erheblichen Beitrag zum nachhaltigen Umweltschutz, da im Vergleich zum Neu-produkt für die Fertigung und Bereitstellung instandge-setzter Produkte erheblich weniger Ressourcen (Energie, Rohstoffe) verbraucht und weniger Emissionen freigesetzt werden. Somit ist nicht nur die Instandsetzung selbst ein Beitrag zum Umweltschutz und zur Nachhaltigkeit, son-dern die Anwender instandgesetzter Produkte setzen durch die Verwendung instandgesetzter Produkte auch Zeichen, die der Konsument mit aktivem Umweltschutz und der Förderung von Nachhaltigkeit gleichsetzt.
2 Allgemeines über die Instandsetzung
Unter Instandsetzung wird die Wiederaufbereitung von Produkten verstanden, die i.d.R. auf Grund kontinuierli-chen Gebrauchsverschleißes oder aber durch einen plötz-lich auftretenden Schaden ihr Lebenszeitende erreicht haben. Sollte das Produkt trotz seines Verschleißzustan-des noch einsatzfähig sein, so wird die Wiederverwen-dung allgemein als »Re-use« bezeichnet. Sollte der Ver-schleißzustand zwar eine unmittelbare Weiterverwendung nicht ermöglichen, aber dennoch nicht so gravierend sein, dass das Gesamtprodukt umfangreich beschädigt ist, so werden Reparaturdienstleistungen angeboten. Reparatur heißt dabei nicht, dass nur kleinere Ausbesserungsarbei-ten durchgeführt werden. Auch bei Reparaturen können komplexe technische Anlagen vollständig demontiert, auf den Ursache-Wirkungszusammenhang hin überprüft und nach der Schadensbehebung wieder komplettiert werden. Der Unterschied zwischen der – oftmals sehr kundenindi-viduellen – Instandsetzungs-Reparatur und dem industriel-len »Remanufacturing« besteht darin, dass dem Remanu-facturing industrielle Instandsetzungsprozesse unterlie-gen, die sowohl die Vorgehensweise, die Technologie als auch die gezielte Verwendung von Neu-Ersatzteilen vor-schreibt. Dementsprechend haben verschiedene Verbände rund um die Automobilindustrie (APRA, Clepa, Firm) eine allgemeine Definition erarbeitet, die das Remanufacturing beschreibt und hinsichtlich der Prozesse, Spezifikationen,
Gewährleistungsregularien und Produktinformationen eindeutig charakterisiert.
Die Instandsetzung gewinnt heute sowohl unter wirt-schaftlichen als auch ökologischen Aspekten mehr und mehr an Bedeutung. Instandsetzung wird sowohl als Dienstleistungsgeschäft für die Industrie wie auch als elementarer Bestandteil des Garantie- und Servicege-schäftes der Produkthersteller abgebildet. Je komplexer technische Anlagen sind, und je höher das Investitionsvo-lumen für eine Ersatzinvestition ausfällt, desto wichtiger wird die wirtschaftliche Bedeutung der Produkt-Instandsetzung. Darüber hinaus erhöht die Instandset-zung von Produkten die Verfügbarkeit von Anlagen, so dass die daraus erwachsende positive Kundenwahrneh-mung im Service- und Garantiefall auch die Produktmarke positiv im Wettbewerb positioniert. Dies wird umso wich-tiger, je vergleichbarer insbesondere teure Neuprodukte werden: Der Service wird zu einem immer wichtigeren Erfolgsfaktor und Unterscheidungsmerkmal im Wettbe-werb. Durch einen exzellenten Service, zu dem auch die Instandsetzung zu zählen ist, können sich Unternehmen und Marken vom Wettbewerb abheben. Diese positive Entwicklung der Instandsetzung lässt sich an der Entwick-lung dieser Dienstleistung in den drei Wirtschaftsräumen Nordamerika, China und Europa verdeutlichen. Nordame-rika ist mit einem Umsatz von mehr als 40 Mrd. $ und mehr als 100.000 Beschäftigten seit langem der größte Instandsetzungsmarkt der Welt. Dort hat sich die Instand-setzung sowohl auf Industrie- wie auch auf Konsumen-tenseite durchgesetzt und ist nicht mehr weg zu denken. In China wurde die Bedeutung der Instandsetzung eben-falls erkannt. Dort ist vor allem die Politik der Treiber der Instandsetzung mit dem Ziel, die Umweltverschmutzung zu reduzieren, den Energieverbrauch zu senken und die nur begrenzt vorhandenen natürlichen Ressourcen lang-fristig zu schonen. Auch in Europa nimmt die Bedeutung der Instandsetzung zu. Europa gilt als der am Schnellsten wachsende Markt. Während die Industrie diese Dienstleis-tung schon umfangreich nutzt, ist jedoch die Akzeptanz auf Seiten der Endverbraucher noch vergleichsweise ge-ring.
Die Kundenwahrnehmung – und in der Folge die Akzep-tanz von instandgesetzten Produkten – wird zunehmend aber auch stark davon beeinflusst, wie umweltbewusst sich Unternehmen verhalten und wie sie ihre Umweltver-antwortung für die eigenen Produkte und deren Nutzung
INSTANDSETZUNG UND SERVICE FÜR EINE NACHHALTIGE UND WIRTSCHAFTLICHE LOGISTIK Prof. Dr.-Ing. Carsten Bücker
17

definieren. Hier wird die Instandsetzung einen großen Beitrag zur umweltgerechten Bereitstellung und Nutzung von Produkten leisten. Untersuchungen der BU Drive und der Uni Bayreuth haben gezeigt, dass mit der Aufberei-tung eines Produktes durchschnittlich 30 – 40% weniger Emissionen und Energieverbrauch verbunden sind als mit der Neufertigung eines identischen Teils. Bei den Materi-alverbrächen, die unmittelbar mit der Ausschöpfung natürlicher Ressourcen verbunden sind, werden sogar Einsparungen von > 90% erreicht. Diese Untersuchungs-ergebnisse decken sich mit denen anderer Industrieunter-nehmen. Die Firma Bosch als größter Instandsetzer von Automotiveprodukten und die Firma Caterpillar als welt-weit größter Instandsetzer realisieren durch ihr eigenes Instandsetzungsvolumen jährlich enorme Einsparungen an Emissionen, Energieverbräuchen und Mülldeponievolumi-na, und tragen gleichzeitig durch die Instandsetzung erheblich zum Profit der Unternehmen bei.
3 Instandsetzungslösungen für das Transport- und Logistikgeschäft
Die gleichen Effekte lassen sich im Geschäftsbereich Transport und Logistik erzielen. Gerade diese Dienstleis-tungsbereiche werden von einem Umweltbewusstsein und nachhaltigen Image profitieren, insbesondere da der internationale Warenverkehr zu Wasser, auf der Schiene und der Straße in den letzten Jahren immer wieder in den Fokus der Umweltdiskussionen geriet. Die Verknüpfung des Umweltbewusstseins und der Nachhaltigkeit mit einer gesteigerten Wirtschaftlichkeit durch den Einsatz von instandgesetzten Produkten wird einen bereits kurzfristig realisierbaren Erfolg für die betreffenden Unternehmen bedeuten. Die wesentlichen wirtschaftlichen Ansätze sind dabei:
– Die Verlängerung der wirtschaftlichen Nutzungsdau-er von Produkten und Anlagen, da beispielsweisedurch die längere Produktlebensdauer teure Er-satzinvestitionen zeitlich verschoben werden kön-nen.
– Die Erhöhung der Verfügbarkeit von Produkten undAnlagen, so dass in Summe weniger Gesamtinvesti-tionen erforderlich sind, um einen entsprechendenGrad an Dienstleistungsperformance zu garantieren.Hier wirken sich insbesondere die effektiven undschnellen Service- und Reparaturlösungen speziali-sierter Unternehmen sehr positiv aus.
– Die Minimierung außerplanmäßiger Stillstandzeiten,entweder durch regelmäßige, vorbeugende Wartun-gen oder aber durch effiziente Instandsetzungslö-sungen vor Ort. Hierdurch wird eine schnelle Scha-densbehebung gewährleistet und die Anlage kannnach einer minimalen Downtime wieder in Betriebgehen.
– Senkung der Produktkosten bzw. Produktnutzungs-kosten, da instandgesetzte Austauschteile oder pro-fessionelle Reparaturen eine hochwertige undgleichzeitig erheblich kostengünstigere Alternativezu Neu-Ersatzteilen darstellen.
Um diese wirtschaftlichen Ansätze für den Dienstleis-tungssektor Transport und Logistik nutzbar zu machen, hat die BU Drive als Spezialist für Motoren und den An-triebsstrang ihre Kompetenz »Service & Instandsetzung« in vier verschiedene Geschäftsfelder aufgeteilt:
– die Fertigung von Reman-Austauschteilen,– individuelle Reparaturen,– mobile Vor-Ort Reparaturdienstleistungen,– Produktverbesserungen und Lebensdauererhöhun-
gen innerhalb des Lebenszykluss.
Das grundsätzliche Unterscheidungsmerkmal zwischen diesen drei Geschäftsfeldern findet sich in den Volumina und der Individualität der Dienstleistungen.
Einbaufertige instandgesetzte Austauschteile sind für den Kunden ab Lager verfügbar und können in vielen Fällen als »Plug-and-Play« Lösung zum Einsatz kommen. Dieses Reman-Produktmodell ist dadurch gekennzeichnet, dass der Kunde im Austausch für das defekte Bauteil ein Remanprodukt erhält. Dieses defekte Altteil besitzt bei diesem Tausch-Geschäftsprozess einen eigenen Wert, der Bestandteil des Gesamtpreises ist. Der Lieferauftrag be-sitzt somit zwei Wertekomponenten: Das Remanprodukt selbst und das Altteil. Nach Rücklieferung des Altteils erhält der Kunde eine Gutschrift auf das angelieferte Bauteil. Für den Fall, dass das Altteil nicht vollumfänglich in allen Teilen instandsetzungsfähig ist, werden entspre-chende Abschläge bei der Altteilgutschrift vorgenommen.
Voraussetzung für die wirtschaftliche Bereitstellung von Reman-Austauschteilen sind allerdings ausreichend große Fertigungsvolumina von Gleichteilen, so dass die Band-breite der verfügbaren Austauschteile mit zunehmender Variantenvielfalt begrenzt ist. Um diesem Varianteneffekt Rechnung zu tragen wurde das sog. IMOT™-Konzept entwickelt. Da die zunehmende Variantenvielfalt eine Lagerbevorratung über alle Applikationen nahezu unmög-lich macht, und da gleichzeitig die Schwankungen in der Werkstattauslastung der Kunden (sowohl bei Fahrzeug-werkstätten als auch in den Werkstätten von Industrieun-ternehmen) zu einem unterschiedlichen Bedarf an ferti-gen Austauschteilen führte, entschied sich die BU Drive, eine Art Baukastenprinzip für Motoren und Komponenten des Antriebsstrangs zu entwickeln. Die Grundlage hierfür bildet die firmeninterne Definition von »CKD«-Kits. Bei »CKD«-Kits (CKD = Completely Knocked Down) handelt es sich um Einzelmodule des Motors und Antriebsstrangs. Auf Basis der identifizierten Einzelmodule kann einerseits
18

die BU Drive in der Fertigung von Komplettaustauschtei-len sehr schnell auf die unterschiedlichen Variantenwün-sche der Kunden reagieren und in einer festgelegten Zeit das Austauschprodukt komplettieren. Andererseits kann der Kunde die Austauschteile bzw. deren Einzelmodule in Abhängigkeit von seiner eigenen, derzeitigen Werk-stattauslastungen bestellen. Gibt es auf Kundenseite ausreichende freie Kapazitäten, und ist gleichzeitig das Werkstattpersonal durch die BU Drive geschult, so kann der Kunde den Motor in vormontierten Einzelmodulen bestellen und die Komplettierung in der eigenen Werk-statt realisieren. Auf diese Weise sichert sich der Kunde einen höheren Anteil eigener Wertschöpfung am Endpro-dukt. Sollte jedoch keine ausreichende Kapazität für die Eigenmontage vorhanden sein, so kann der Kunde ent-sprechend dem IMOT™-Konzept ein einbaufertiges Pro-dukt beziehen.
Individuelle Reparaturen unterscheiden sich von Aus-tausch-Remanprodukten in der Form, dass der Kunde sein eigenes Produkt zurückerhält (und somit kein Altteilwert besteht) und dass es sich bei dieser Form der kundenspe-zifischen, individuellen Reparatur in der Regel um Aufträ-ge in der Losgröße 1 handelt. Entgegen der Austauschtei-lefertigung besteht hier der Vorteil, dass der Reparatur-umfang mit dem Kunden besprochen und auf den Rest-wert der entsprechend motorisierten Anlage abgestimmt wird, während die Austauschfertigung auf fixierten Pro-zessen mit Vorgaben zur Verwendung von Neuteilen basiert. Diese Reparaturdienstleistung (SmartReman™) ist durch ein sehr enges Verhältnis zum Kunden und ein tiefgehendes Verständnis für das Einsatzumfeld des Pro-duktes charakterisiert. Diese Form der Instandsetzung wird vor allem bei komplexen motorbetriebenen Anlagen und großen Motoren, für die es i.d.R. keine Tauschmoto-ren gibt, angewendet. Dies sind beispielsweise teure Transportsysteme wie auch Sonder- und Schienenfahr-zeuge und Schiffe.
Ist ein Ausbau der Motoren aus einer Anlage auf Grund des Reparaturumfanges nicht erforderlich oder sogar unmöglich, so kommen mobile Instandsetzungsteams zum Einsatz, die vor Ort (in Situ) die Reparatur des Pro-duktes im eingebauten Zustand vornehmen. Diese Dienst-leistung ist »die hohe Kunst« der Instandsetzung:
– Der Schadensfall ist meist umfangreicher als vomKunden angegeben. Daher benötigen die Teams ei-ne sehr umfangreiche Werkzeugausstattung.
– Im Arbeitsumfeld, in dem die Instandsetzung statt-findet, finden sich meist völlig andere Rahmenbe-dingungen als vom Kunden beschrieben (Platz,Temperaturen, Luftfeuchtigkeit, etc.).
Dies verlangt von den Servicetechnikern ein sehr hohes Maß an Erfahrung und Flexibilität, denn erst vor Ort,
wenn der Schaden besichtigt, die Ursache identifiziert und Möglichkeiten der Bearbeitung eruiert wurden, kann die eigentliche Instandsetzung beginnen. Erst die Erfah-rung der Servicetechniker macht es möglich, die mobilen Bearbeitungsgeräte im vorhandenen Umfeld sicher unter-zubringen und derart am zu bearbeitenden Produkt zu adaptieren, dass eine sichere und hochpräzise Instandset-zung gewährleistet wird. Manchmal ist es auf Grund des Schadensbildes dennoch nicht möglich, einzelne Bauteile vor Ort instand zu setzen. In diesem Fall ist ein Ausbau der entsprechenden Komponenten unvermeidbar. Sie werden nach dem Ausbau zur vorgesehenen Fertigungs-stätte transportiert, dort instandgesetzt und nach Rücklie-ferung wieder verbaut.
Typische Anwendungsbeispiele für derartige Instandset-zungsdienstleistungen sind stationäre Energieanlagen, Binnen- und Hochseeschiffe, Großkräne und Industriean-lagen, wie Raffinerien, Ölplattformen, etc.
4 Business Case Instandsetzung – Chancen für die Logistik
Neben den zuvor geschilderten Instandsetzungslösungen zur Steigerung der Wirtschaftlichkeit der verwendeten Güter birgt die Instandsetzung aber auch Chancen zur Generierung eigenen Geschäftes im Transport- und Lo-gistikbereich. Der Grund hierfür ist die Tatsache, dass das Altteil die Basis für die Instandsetzung darstellt. Da der Instandsetzer sowohl bei der individuellen Reparatur als auch bei der Serienfertigung von Reman-Austauschprodukten den Zugriff auf ein Altteil benötigt, fallen hier umfangreiche Aufgaben rund um den Trans-port und die Logistik von Altteilen an. Dieser als „Reverse Core Logistic“ bezeichnete Prozessschritt ist essenziell für eine wirtschaftliche Instandsetzung.
Als Beispiel für das mit der Reverse Core Logistic verbun-dene Volumen sei das »Take Back« Programm von Cater-pillar genannt. Mit dem Ziel, sowohl das eigene Service-geschäft mit Remanprodukten zu forcieren und zu opti-mieren als auch den Mülldeponieanteil von Altteilen gegen Null zu reduzieren, werden jährlich mehr als 2,5 Mio. Altteile in die Instandsetzungswerke von Caterpillar zurückgeholt. Von dieser Tonnage werden 65% in Remanprodukten wiederverwendet, 10% der Altteilroh-stoffe in eigenen Gießereien und die restlichen 25% in anderen Walzwerken oder Fremdgießereien erneut aufbe-reitet. Hierdurch kann Caterpillar ca. 85% der ursprüng-lich für die Neufertigung aufgewendeten Energie erhal-ten.
Daraus wird ersichtlich, dass die zukünftige Instandset-zung ein professionelles Altteilmanagementsystem benö-tigt, welches die richtigen Altteile zum gewünschten Zeitpunkt in der erforderlichen Menge ohne weitere
19

Beschädigungen am richtigen Ort bereitstellt. Dabei um-fasst ein derartiges Altteilmanagementsystem aber nicht nur die Sammlung und den Transport der Altteile, son-dern kann – abhängig von den Vereinbarungen mit dem betreffenden Instandsetzungsunternehmen – auch auf Themen wie die Abwicklung von Import- und Export, Teile-Identifikation, Demontage, Reinigung, Befundung, Sortierung nach Materialien und ggf. Verschrottung von Kernschrott ausgedehnt werden. Die mit diesem Ge-schäftsmodell verbundenen Chancen hat beispielsweise das Unternehmen Bosch erkannt. Unter der Bezeichnung »CoremanNet™« hat Bosch ein Altteilmanagementsys-tem installiert, welches mit der Sammlung der Altteile beginnt und über die Identifikation und Analyse der Alt-teile bis hin zur finanztechnischen Abwicklung von Alt-teilgutschriften reicht. Auf diese Weise kann sich der Instandsetzer auf seine eigentliche Kernkompetenz fokus-sieren und bezieht die gesamte Altteillogistik als Dienst-leistung vom Logistikexperten.
5 Zusammenfassung
Die Instandsetzung von Produkten ist ein zukünftig wach-sendes Geschäft. Getrieben von der Notwendigkeit, dass sowohl die Bereitstellung/Fertigung von Produkten als auch deren Nutzung über den gesamten Lebenszyklus unter umweltgerechten Aspekten erfolgen und von Nachhaltigkeit gekennzeichnet sein muss, gewinnt die Instandsetzung an Bedeutung, sowohl in der Industrie als auch im Konsumgüterbereich. Die positiven Auswirkun-gen einer Instandsetzung auf die Umwelt werden von Seiten der Verbraucher zunehmend wahrgenommen, sowohl im B2B als auch im B2C Bereich. Hinzu kommt die Tatsache, dass die Instandsetzung die wirtschaftliche Nutzung von Produkten optimiert und somit bei Lifecycle-Analysen nicht vernachlässigt werden kann.
Von besonderer Bedeutung ist hier die wechselseitige Geschäftsbeziehung zwischen der Instandsetzung und dem Transport- und Logistikgewerbe.
Spezialisierte Instandsetzungsunternehmen bieten spezifi-sche Lösungen, um das Equipment im Transport- und Logistikgeschäft erheblich wirtschaftlicher nutzen zu können. Gleichzeitig benötigt die Instandsetzungsindust-rie zukünftig hochprofessionelle Transport- und Lo-gistiklösungen rund um das Thema Altteile, um eine wirtschaftliche Instandsetzung sicherstellen zu können.
20

WEGE ZUR DIGITALEN
LOGISTIK
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Univ.-Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk Institutsleiter Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Magdeburg Dipl.-Wirtsch.-Ing. Fabian Behrendt Institut für Logistik und Materialflusstechnik ILM, Otto von Guericke Universität Magdeburg
21

LEBENSLAUF
Univ.-Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk
Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF, Institutsleiter Sandtorstr. 22
39106 Magdeburg
Telefon: +49 391 4090 470
Telefax: +49 391 4090 473
E-Mail: [email protected]
1976 – 1977
1983 und 1988
1992 – 1994
seit 1994
1994
seit 1996
1996 – 2008
2003
2003 – 2013
2007 – 2013
seit 2008
seit 2009
seit Okt. 2013
Studium der Mathematik, TH Magdeburg
IT-Manager in einem Großunternehmen der Armaturenindustrie
Promotion und Habilitation an der Fakultät Maschinenbau, TH Magdeburg, zum
Dr.-Ing. und Dr. sc. techn.
Leitung der Abteilung Logistik, Produktionsplanung und -steuerung am
Fraunhofer-Institut für Fabrikplanung und -automatisierung IFF Magdeburg
Institutsleiter, Fraunhofer IFF
Honorarprofessor für Fabrikplanung und Logistik am Institut für Logistik und
Materialflusstechnik (ILM), Otto-von-Guericke-Universität Magdeburg
Jenoptik AG, Mitglied des Wissenschaftlichen Beirats
Bundesvereinigung Logistik e.V. (BVL), Mitglied des Vorstands und des Präsidiums
Otto-von-Guericke-Universität Magdeburg, Berufung zum Universitätsprofessor,
Lehrstuhl für »Logistische Systeme« an der Fakultät für Maschinenbau
Bundesvereinigung Logistik e. V. (BVL), Juryvorsitzender Wissenschaftspreis
Logistik
VDI-Landesverband Sachsen-Anhalt, Vorsitzender
Bundesvereinigung Logistik e.V. (BVL), Mitglied des Wissenschaftlichen Beirats
VDI e.V., Vorsitzender des Regionalbeirats und Mitglied des Präsidiums
Verbund Produktion der Fraunhofer-Gesellschaft, Vorsitzender
Fraunhofer-Gesellschaft, Mitglied des Präsidiums
22

LEBENSLAUF
Dipl.-Wirtsch.-Ing. Fabian Behrendt
Lehrstuhl für Logistische Systeme Institut für Logistik und Materialflusstechnik (ILM) Fakultät für Maschinenbau (FMB)
Otto-von-Guericke-Universität Magdeburg (OvGU) Universitätsplatz 2 D-39106 Magdeburg
E-Mail: [email protected]
10/2005 – 09/2011
10/2011 – 02/2012
02/2012 – 12/2012
01/2013 – 12/2013
03/2012 – heute
10/2013 – heute
Studium zum Diplom-Wirtschaftsingenieur für Logistik,
Otto-von-Guericke-Universität Magdeburg
Mitarbeiter im Projekt- und Prozessmanagement in der Automobilindustrie,
Bertrandt AG
Mitarbeiter der Bund-Länder-Kommission
„Zukunft der Verkehrsinfrastrukturfinanzierung“
Referent des Vorsitzenden der Kommission „Zukunft der Verkehrsinfrastruktur-
finanzierung“ Dr. Karl-Heinz Daehre, Minister a.D.
Wissenschaftlicher Mitarbeiter/Doktorand, Institut für Logistik und
Materialflusstechnik (ILM) der Otto-von-Guericke-Universität Magdeburg (OvGU),
Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Magdeburg
Leiter der Geschäftsstelle des Verbunds Produktion, Fraunhofer Gesellschaft
23
WEGE ZUR DIGITALEN LOGISTIK Univ.-Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk, Dipl.-Wirtsch.-Ing. Fabian Behrendt
1 Ausblick in die Zukunft der Logistik
Die Logistik wird in den kommenden Jahren und Jahr-
zehnten den Druck zur Wandlung und Entwicklung aus
verschiedenen Richtungen verspüren. Die Digitalisierung
von Gesellschaft und Wirtschaft ist eine der treibenden
Kräfte, die nicht nur mit innovativen technischen Lösun-
gen neuartige effizientere Prozesse und Anlangen ermög-
lichen wird. Sondern sie hat auch die Kraft bestehende
Geschäftsmodelle grundlegend zu ändern und »Neue« zu
erschaffen. Wenn die Logistik diesen Weg der Wandlung
selbstbewusst und aktiv mitgeht, hat sie die Chance wich-
tige globale Herausforderungen erfolgreich zu bewältigen
und ihre essentielle Rolle als Querschnittsfunktion und
Motor der Wirtschaft weiter zu entwickeln. Mit dem
Jahresumsatz von 230 Mrd. €. avanciert die Logistik zum
drittgrößten Wirtschaftsbereich in Deutschland [1]. Eine
Stellung die ihre bisherige Rolle unterstreicht und weiteres
Entwicklungspotential aufzeigt.
Der Ausblick in die Zukunft der Logistik ist die Betrach-
tung eines komplexen Wirkungsgefüges aus den Wün-
schen und Ansprüchen der Konsumenten, den Technolo-
gien, die diese hervorrufen und erfüllen sowie den Hand-
lungsrahmen der durch die Politik für globale Entwicklun-
gen vorgegeben wird. Dieses System lässt sich mit den
drei folgend beschrieben Aspekten charakterisieren.
1.1 Konsumenten werden anspruchsvoller
In Deutschland und industrialisierten Ländern wird oft von
einem Wertewandel in der Gesellschaft und besonders
unter jungen Menschen gesprochen. Neue Arten des
Wirtschaftens und Lebens entstehen und erfreuen sich
steigender Umsetzung unter jungen und auch älteren
Menschen. Es kann davon ausgegangen werden, dass
Modelle wie die »Sharing Economy«, teilen statt besitzen,
sich nicht nur in weitere Nutzerklassen sondern auf immer
mehr Produkte ausweiten werden. Der Erfolg von Carsha-
ring-Dienstleistungen und die Abnahme des privaten
PKW-Besitzes [2] ist ein eindeutiges Indiz dieses Wandels.
Die Logistik muss nach intelligenten Lösungen schauen,
um an diesem Markt mitzuwirken.
Von steigender Bedeutung sind ebenso Technologien, die
es Nutzern ermöglichen, jederzeit an jedem Ort mobil mit
dem Internet verbunden zu sein. Menschen sind allzeit
mit dem Internet verbunden, immer auf dem Sprung,
hochgradig vernetzt und stellen einen hohen Anspruch an
die Flexibilität ihrer Produkte und Dienstleistungen. Diese
müssen passgenau auf die aktuellen Bedürfnisse zuge-
schnitten sein (z.B. »Cloud Computing«) und innerhalb
kürzester Zeit bereitstehen. Dies sind Anforderungen, die
ebenso die zunehmende Zahl vermehrt online aktiver,
älterer Menschen stellen. Trotz teilweise eingeschränkter
Mobilität wollen sie auf eine vielfältige Produktverfügbar-
keit und erstklassige gesundheitliche Versorgung mit sehr
guter Erreichbarkeit nicht verzichten.
Abbildung 1: Robotergestützte, automatisierte Produktion; © Nataliya Hora - Fotolia.com
24

Die Ansprüche an logistische Systeme hinsichtlich Volatili-
tät, Flexibilität, Kundenservice und Durchlaufzeiten wer-
den entsprechend zunehmen [vgl. 3]. Eine erhöhte Zah-
lungsbereitschaft für Extraservices, wie Belieferung am
gleichen Tag, wird jedoch nur bedingt den Kostendruck
mindern, dem die Logistik ausgesetzt ist.
1.2 Die Industrie wird digital
Die Digitalisierung und Mobilisierung der Bevölkerung
durch neue Informations- und Kommunikationstechnolo-
gien wird die Industrie und Logistik maßgeblich prägen.
Bereits jetzt werden mobile Anwendungen und Sensor-
technologien zuerst von Endverbrauchern eingesetzt und
finden anschließend den Weg in die Industrie [4].
Das sind Elemente bei der bevorstehenden Revolution
der industriellen Fertigung, die sich hinter den Schlagwör-
tern »Internet der Dinge« und »Industrie 4.0« verstecken.
Das Ziel ist die Produktion der Losgröße 1 zu konstanten
Kosten. Das wird möglich durch Maschinen die automati-
siert und autonom in einem intelligenten Netz agieren
und ständig untereinander kommunizieren. Aufträge
befinden sich selbststeuern in diesem System oder wer-
den durch umfängliche Echtzeitinformationen gelenkt [5].
Für die Logistik bedeutet dies Geschäftsmodelle flexibler
auf deutlich kleinere Losgrößen auszurichten. Realisiert
werden kann es durch die intelligente Bündelung von
kleinteiligen Sendungen im Endkundenbereich, wie im
Innovationsprojekt »i-bring« [6] erforscht wird. Ein weite-
rer Eckpfeiler ist die Erfassung von Bestands- und Zu-
standsdaten über den gesamten Wertschöpfungsprozess
mittels intelligenter Sensoren und Informationstechnolo-
gie, [7] um den Materialstrom zu synchronisieren und zu
steuern. Mittels Methoden und Modelle des Digital Engi-
neerings wird zudem das ganzheitliche, logistikgerechte
Planen und Betreiben von Fabriken möglich [8].
Die Funktionsfähigkeit von Industrie und Logistik wird
dabei entscheidend durch eine leistungsfähige Infrastruk-
tur determiniert. Veränderte Warenströme über vernetzte
Verkehrsträger stellen höhere Anforderungen an die
Zuverlässigkeit und Kapazität. Intelligente, auf Telematik
basierenden, Verkehrssystemen sind dabei der Schlüssel
zu einer effizienten Nutzung der bestehenden Infrastruk-
turressourcen [9]. Mittels vorrausschauendem Verkehrs-
management und -leitung, breitflächigem dynamischen
Routing, effizienten Umschlagstechnologien und automa-
tisierter Wartung und Störstellenfrüherkennung wird
diesen Anforderungen begegnet. Dafür muss die Logistik
aber bereits heute Einfluss auf die Verkehrsplanung von
morgen nehmen [10].
1.3 Die Erde ist begrenzt
Die Logistik wird sich den Grenzen des Planeten nicht
entziehen können. Wichtige Ressourcen werden knapp
und einen größeren Anteil der Kosten einnehmen. Für
den Kraftstoff Öl werden sich Alternativen finden müssen,
die über reine Substitute der Antriebsenergie hinausge-
hen und zu neuen Varianten des Transportes führen.
Dabei kann der physische Transport selbst durch den
Digitalen mittels neuen Technologien, wie z.B. das 3D-
Druck-Verfahren, ersetzt werden. Ein anderer Faktor ist
der steigende Druck aus Politik und Gesellschaft, dem
Anstieg der CO2-Emissionen Einhalt zu gebieten. Das
»Weißbuch Verkehr« der Europäischen Union [11] setzt
klare Zielwerte. Bis zum Jahr 2030 muss die Logistik in
Städten ohne den Ausstoß von CO2 auskommen. Hieraus
resultieren spannende Herausforderungen. Die Logistik-
branche kann so demonstrieren, wie sie mit intelligenten
Systemen dieser Anforderung in einer Zeit der zuneh-
menden Urbanisierung gewachsen ist.
2 Der Weg zur digitalen Logistik
Die nächsten Jahre und Jahrzehnte stellen eine große
Herausforderung für die Akteure in und um die Logistik
dar. Die Welt wird zunehmend »digital«. Der Erfolg und
die Bedeutung der Logistik stehen dabei in einem maß-
geblichen Zusammenhang mit der Wahrnehmung ihrer
Funktion als Querschnittsaufgabe der zunehmend digitali-
sierten Wirtschaft. Damit sie ihren Status als Motor dieser
nicht verliert, muss sie konsequent den Weg hin zu einer
»Digitalen Logistik« einschlagen. Wie dies gelingen kann
und aussehen wird, ist in den folgenden fünf Thesen
dargestellt [12].
2.1 These 1: Neue Funktionalitäten und Dienste
Die Digitalisierung von Produkten während ihrer Entwick-
lung, Erprobung, Produktion aber auch Nutzung macht es
möglich, neue Funktionalitäten und Dienste zu generie-
ren. Damit entsteht für Industriegüter ein neues Nutzer-
verhalten sowie für Konsumgüter ein anderes Verbrau-
cherverhalten.
Abbildung 2: Picken unterstützt durch Wearable Electronics
25

Deutlich wird dieser Prozess bei mobilen Telekommunika-
tionsgeräten. Sind diese anfänglich mit stark begrenztem
Funktionsumfang ausgekommen (Telefonieren, SMS) so
verfügen sie jetzt über eine scheinbar unendliche Fülle an
Funktionalitäten. In naher Zukunft wird diese Entwicklung
dazu führen, dass Verbraucherelektronik und ankleidbare
Elektronik (wearable electronics) integraler Bestandteil
logistischer Prozesse wird - sowohl durch die Nutzung
dieser Technik durch Logistikanbieter als auch durch die
Einbindung der Konsumenten [13].
Für Unternehmen in der Logistik ergibt sich an dieser
Stelle ein hohes Potentia, Kunden besser in den Wert-
schöpfungsprozess mit einzubeziehen, ihre Bedürfnisse
hinsichtlich des Servicelevels und der Lieferqualität spür-
bar zu verbessern und Prozesse schlanker zu gestalten.
Die Nutzung von bereits bekannter Geräte und Anwen-
dungen aus dem privaten Bereich erhöht zudem die Ak-
zeptanz unter den Mitarbeitern. Ein weiterer Vorteil liegt
in der Flexibilität und Vielfältigkeit der Verbraucherelekt-
ronik, die somit geeignet ist, der steigendenden Anforde-
rung an Flexibilität und Wandlungsfähigkeit in logisti-
schen Prozessen zu genügen.
Ebenso lassen sich im Bereich der Industriegüter, bei-
spielsweise bei der Instandhaltung von Maschinen und
Anlagen, signifikante Verbesserungen generieren. Mittels
moderner Sensortechnik wird der Zustand einer Maschine
kontinuierlich bezüglich Parametern wie Auslastungsgrad,
Abnutzung von Komponenten oder Temperatur erhoben.
Die Maschine steht dabei in ständiger Kommunikation mit
passgerechten Anwendungen innerhalb einer Cloud, von
denen die Zustandsdaten ausgewertet werden. Mit der
Mustererkennung, die teilweise unter der Nutzung von
Big Data Analysen erfolgt, können frühzeitig Rückschlüsse
auf eventuelle Störfälle, Ausfallwahrscheinlichkeiten bzw.
Überlastungen gemeldet und auf diese proaktiv reagiert
werden. Sofort erfolgt die Bestellung von Ersatzteilen, die
individuell im 3D-Druckverfahren produziert werden. Der
Austausch kann somit während einer planmäßigen Pro-
duktionspause erfolgen. Es kann so möglich sein die
Instandhaltungskosten mit dieser Anwendung drastisch
zu reduzieren.
2.2 These 2: Dezentrale und direkte Vernetzung
Der zunehmend digitale Charakter der Dienstleistungen
führt zu neuen Formen der dezentralen und direkten
Vernetzung aller Beteiligten. Diese Vernetzung besitzt
viele Ausprägungen, wie z.B. Machine to Machine-
(M2M), Car to Car- (C2C) und Vehicle to Infrastructure
communication (V2I). Maschinen und Anlagen werden
mit einer Verschiedenartigkeit von Sensor- und Identifika-
tionstechniken ausgestattet sein. Zu nennen sind hier zum
Beispiel RFID, NFC, Barcodes und Visuelle Erkennung die
kontinuierliche Informationen über den aktuellen und
baldigen Zustand sammeln. Dazu kommen moderne
drahtlose Kommunikationsstandards wie WLAN, 4G,
Bluetooth und LTE. Diese ermöglichen verschiedene Ver-
netzungsstrukturen die je nach Einsatzfall und konkreten
Bedarf im logistischem System variabel gestaltet werden
können.
Weiterhin ist eine zentrale Steuerung von Anlagen und
Prozessen möglich, welche durch die ständige Kommuni-
kation und hohe Vernetzung mit aktuellen Daten in Echt-
zeit durchgeführt werden kann. Bei verteilten Systemen
unter zunehmender Informationsmenge ist jedoch eine
dezentrale Vernetzung und Steuerung von Prozessen und
Anlagen vorteilhaft. Mit den Konzepten der Schwarmin-
telligenz und des Cloud-Computings können vor Ort je
nach Bedarf optimale Steuerungsentscheidungen getrof-
fen und die Ressourcen für die Steuerung passgenau
genutzt werden. Der Dezentralität kommt weiterhin eine
entscheidende Bedeutung zu, wenn in dem System sehr
kleine Losgrößen transportiert bzw. produziert werden.
Mit der Zunahme an kleinteiligen Lieferungen und der
Losgröße eins in der Industrie 4.0 ist die dezentrale Ver-
netzung der Schlüssel für effektive und schlanke Prozesse
mit geringem Aufwand in der Steuerung.
2.3 These 3: Neue Kommunikationsformen
Die unterschiedlichen Ausprägungen der Vernetzung
machen neue Kommunikationsarten notwendig und
führen zu neuen Kommunikationsformen und -techniken.
Hierbei kann man davon ausgehen, dass diese die Indust-
rie und die Dienstleistungen insbesondere die Logistik der
Zukunft prägen werden.
Maschinen werden ihren Status als reines befehlsempfan-
gendes Werkzeug ablegen. Mittels moderner und günsti-
ger Sensoren wird es ihnen möglich sein, ihre Umgebung
zu sehen, die Signale zu verarbeiten und auf bekannte
und unbekannte Elemente und Vorgänge im Sichtfeld in
angebrachter Weise zu reagieren. Die Fähigkeit des Se-
hens ist essentiell bei der Bearbeitung komplexer ver-
schiedenartiger Bauteile auf einer Maschine, der Navigati-
on im Raum oder zur Sicherheit am Arbeitsplatz. Sie
eröffnet weiterhin unbekannte Möglichkeiten in der
Steuerung von Anlagen und weitergehend sogar gesam-
ter Fabrik- und Logistiksysteme durch die Fähigkeit der
Analyse und Auswertung der Gestik von Menschen und
Maschinen. Über begrenzte Distanzen wird so die
Mensch-Maschine Kommunikation ohne technische
Hilfsmittel an der Person realisierbar. Dazu zählt mehr als
nur das Einschalten der Kaffeemaschine mit einem Win-
ken der Hand aus dem Bett.
Die Mensch-Maschine-Interaktion wird zudem durch das
Hören der Maschine auf eine neue Ebene gehoben. Erste
Ansätze, wie die Sprachsteuerung von Autos oder Smart-
phones, gibt es bereits. Jedoch ist das Potential besonders
im industriellen Bereich insbesondere der Logistik noch
nicht ausgeschöpft. Komplexe Spracherkennungssoftware
die konkrete Handlungsanweisungen in Aktionen von
26

komplexen Maschinen umsetzen können, ermöglichen
neuartige Anwendungen in Produktion und Logistik.
Maschinen nehmen jedoch nicht nur Informationen auf,
sie versenden sie auch. Mit der Fähigkeit des Sprechens
eröffnen sich neue Wege der Informationsübertragung,
die eine aktive und selbstständige Rückmeldung der Ma-
schine über Zustand, Auftragsstatus, weitere Arbeits-
schritte und mehr ermöglichen.
Abbildung 3: Wearable Electronics, Visuelle Unterstützung
Mit diesen Technologien kann die Wartung und Instand-
haltung von Anlagen sicherer und effizienter sein. Nötige
Arbeitsschritte sind z.B. in aller Detailtreue auf einem
Tablet hinterlegt und können bei der Ausführung syn-
chron zum Arbeitsstand selbstständig audiovisuell unter
mit Sprachunterstützung abgespielt werden. Brillen mit
tragbaren Recheneinheiten und informationsdarstellen-
den Displays (Abbildung 3) hingegen stellen alle in dem
Moment relevanten Information direkt vor dem Auge in
richtiger Position zum Betrachtungsgegenstand dar.
2.4 These 4: Adäquate Infrastrukturen
Die Vielfältigkeit der Kommunikation ist nicht nur ein
Resultat vorhandener Möglichkeiten und der jeweiligen
Zweckmäßigkeit, sondern verlangt auch geeignete und
adäquate Infrastrukturen. Diese müssen in der Lage sein,
logistische Objekte zu erfassen, zu orten, Zustandsüber-
wachungen zu ermöglichen und diese online auszuwer-
ten.
Adäquate Infrastrukturen stellen die Basis für ein logisti-
sches System, bei denen eine enorme Mengen an Infor-
mationen in Echtzeit für einen reibungslosen und effekti-
ven Ablauf erhoben, ausgewertet und zur Steuerung
eingesetzt werden. Ein konsequentes Tracking & Tracing
der eigenen Produkte setzt voraus, dass über den gesam-
ten (Transport-)Prozess Informationen zum Standort, der
Lage und dem Zustand zur Verfügung stehen. Moderne
Telematik und Navigationslösungen, wie das entstehende
Galileo- und das etablierte GPS-System ermöglichen diese
Anforderung nur in begrenztem Maße. Das Fraunhofer
IFF erforscht aus diesem Grund am Galileo-Testfeld Sach-
sen-Anhalt neue Anwendungen und Technologien, die
auf satellitenbasierten Ortung- und Navigationslösungen
basieren [14]. Daneben ist die Abdeckung in der Fläche
mit einem leistungsstarken Mobilfunknetz eine weitere
Grundvoraussetzung für eine leistungsfähige Logistik.
Die Etablierung der beschriebenen IT-technischen Umge-
bungsintelligenz ermöglicht »intelligente Logistikräume«.
In diesen realisieren mobile Objekte auf der logistischen
Infrastruktur sehr robust ablaufende Prozesse. Besonders
in urbanen Umgebungen kann so die Logistik nachhaltig
gestaltet werden. [15]
Der Begriff adäquate Infrastrukturen umfasst aber weit-
aus mehr. Er bezeichnet die Fähigkeit, flexibel auf neue
Technologien reagieren zu können und bauseitig eine
technische Basis für diese vorzuhalten. Dies ist besonders
wichtig, da der Bau und die Erneuerung von Infrastruktu-
ren ein zeit- und kapitalintensives Vorhaben ist. Deutsch-
land als Logistikstandort sollte unter diesem Gesichts-
punkt dringend in die Forschung und die Erneuerung von
Infrastrukturen investieren [16].
2.5 These 5: Erweiterte Infrastrukturen
Auf Basis erweiterter Infrastrukturen zur Kommunikation
wird eine proaktive Online-Planung und Steuerung logisti-
scher Prozesse möglich sein, sodass sich neue Märkte und
Dienstleistungen um die Logistik erschließen. Dies führt
zur Beschleunigung der logistischen Prozesse und mach
ein Agieren statt Reagieren möglich.
Die Infrastruktur ändert mit dieser Fähigkeit ihre Rolle von
einem passiven Verkehrsträger hin zu einem dezentralen
und autonomen Steuerungselement der Güter- und Ver-
kehrsströme. Neue Telematik und Navigationslösungen
sowie die Vehicle-to-Vehicle Communication (V2V) und
Vehicle-to-Infrastructure Communication (V2I) sind hierfür
die technische Basis.
Der Verkehrsleitung auf den Transportwegen wird durch
Telematik und V2I ein deutlich höherer Stellenwert zu-
kommen. Anhand von umfänglichen Echtzeitinformatio-
nen können zur Beeinflussung des Verkehrs jederzeit und
ortsgenau Maßnahmen zum Erhalt des Verkehrsstroms
ergriffen werden. Möglich wird dies durch Mittel des
Dynamic Pricings, des selektiven Überholverbots, individu-
elle Geschwindigkeitsbeschränkungen und weiterer. Die
Einführung bestimmter Systeme und deren Einflussmög-
lichkeiten auf den Verkehrsfluss und individuelle Ver-
kehrsteilnehmer sind in politischen Aushandlungsprozes-
sen zu bestimmen. Die Kapazität des Verkehrsträger
Straße wird zusätzlich durch die V2V und V2I gesteigert.
Sie verringern durch treffsichere Prognosen des Verhal-
tens der weiteren Verkehrsteilnehmer signifikant die Zahl
27

von Unfällen und Verkehrsbehinderungen und Folge
unkoordinierter Fahrmanöver.
Besondere Chancen durch erweiterte Infrastrukturen
ergeben sich bei der Kapazitätsausweitung und Förde-
rung des umweltfreundlichen Verkehrsträgers Schiene.
Besonders Telematik-, V2V- und V2I- Technologien er-
möglichen deutlich geringere Zugabstände als in der
herkömmlichen Blockstreckensteuerung. Die Beschleuni-
gung von Umschlagsprozessen und die Verbesserung des
Matchings verschiedener Relationen um Umschläge mit
deutlich geringerem Zeitaufwand zu realisieren, stellen
weitere Potentiale dar.
3 Zusammenfassung
Die Logistik ist der Motor der Wirtschaft [1]. Auf dem
Weg zur Industrie 4.0 kommt ihr die besondere Rolle der
Querschnittsfunktion zur intelligenten Integration von
Prozessen und Wertschöpfungsketten zu. Die dargestell-
ten fünf Thesen zeigen dabei die Entwicklungen auf,
denen die Logistik bei ihrer Digitalisierung als Herausfor-
derungen begegnen wird. Dies als Chance zu sehen, neue
Technologien und Anwendungen zu nutzen und Eigene
für effiziente Prozesse und Geschäftsmodelle zu entwi-
ckeln, wird der Garant für den Erfolg der gesamten Bran-
che sein.
Die fünf Thesen sind dabei nicht einzeln und isoliert zu
betrachten, sondern bedingen sich gegenseitig. Abbil-
dung 4 fasst sie strukturiert zusammen, erweitert um den
Aspekt der Nachhaltigkeit.
Als Treiber für die Digitalisierung der Logistik sind drei
Faktoren identifiziert. Diese stehen in einem engen Zu-
sammenanhang und lassen sich nicht voneinander isolie-
ren. So führen neue Kommunikationstechniken automa-
tisch zu neuen Funktionalitäten und der dezentralen
Vernetzung. Diese ermöglicht neue Funktionalitäten die
mit dem Bedarf an neuen Kommunikationstechniken
einhergehen.
Die treibenden Faktoren benötigen jedoch eine Basis.
Ohne die entsprechenden Infrastrukturen, die den adä-
quaten und erweiterten technischen Rahmen bieten, ist
dem Potential der Digitalisierung Grenzen gesetzt. Die
technischen Möglichkeiten sind nur vollständig nutzbar,
wenn entsprechende Infrastrukturen für die Vielzahl der
auf Kommunikationstechniken beruhenden mobilen
Anwendungen bestehen. Das heißt, dass Mobilfunknetze
sowie Navigationssysteme für die Ortung verlässlich funk-
tionieren und den gesteigerten Anforderungen an die
Kapazität entsprochen werden.
Die proaktive Onlineplanung und Echtzeitsteuerung baut
auf den genannten vier Aspekten auf und ist ohne diese
nicht realisierbar. Sie ermöglicht bei steigender Datenver-
fügbarkeit die präzise und effiziente Lenkung von kom-
plexen Prozessen und Wertschöpfungsketten.
Quer zu der Digitalisierung der Logistik, die mittels erhöh-
ten Kapazitäten, gesteigerter Flexibilität und effektiveren
Prozessen, die eingangs genannter Herausforderungen
bewältigen kann, liegt der Aspekt der Nachhaltigkeit. Nur
wenn diese bei der Planung, Implementierung, Umset-
zung und Abwicklung von logistischen Prozessen und
Infrastrukturen integriert ist, kann die Logistik durch die
Digitalisierung den CO2-Fußabdruck reduzieren. Unter-
nehmen sollten diesem Ziel verstärkt Bedeutung beimes-
sen, da auch Konsumenten umweltverträgliche Produkti-
ons- und Transportprozesse verstärkt als Kaufargument
einbeziehen werden.
Abbildung 4: Wirkungsprinzip der dargestellten Thesen
4 Literatur
[1] Bundesvereinigung Logistik: Der Wirtschaftsbereich
Logistik ist ein Wachstumsmotor. Pressemitteilung,
10.04.2014, Bremen.
[2] Institut für Mobilitätsforschung: Mobilität junger Men-
schen im Wandel.. München, 2011.
[3] Garrel, von J., Schenk, M., Seidel, H.: Flexibilisierung
der Produktion - Maßnahmen und Status-Quo. In: Schlick,
C. M., Moser, M., Schenk, M., (Hrsg): Flexible Produkti-
onskapazitäten innovativ managen. Springer Vieweg,
Berlin Heidelberg. 2014.
[4] DHL Trend Research: Logistics trend radar, Delivering
insight today. Creating value tomorrow!, Version 2014.
DHL Customer Solutions & Innovation, Troisdorf, 2014.
[5] Hansen, W-R.: AutoID-Systeme und das Konzept In-
dustrie 4.0. In: Seebauer, P. (Hrsg.): Software in der Logis-
tik. Huss-Verlag, München, 2014.
Funktionali-täten & Dienste
Kommuni-kation &
Techniken
Dezentrale Vernetzung
Nachhaltigkeit
28

[6] iBring: http://www.i-bring.de/.
[7] Richter, K., Ohme, K., Taubenneck, I.: Transparenz im
Warentransport. In: Seebauer, P. (Hrsg.): Software in der
Logistik. Huss-Verlag, München, 2014.
[8] Schenk, M., Wirth, S., Müller, E.: Trends der Produkti-
on und Logistik orientierten Fabrikgestaltung. In: Wolf-
Kluthausen, H. (Hrsg.): Jahrbuch Logistik 2014, free bera-
tung GmbH, Korschenbroich. 2014.
[9] Schenk, M., Behrendt, F., Trojahn, S., Müller, A.: Ver-
kehrsinfrastruktur - Entwicklungschancen durch effiziente
Logistik. In: Wolf-Kluthausen, H. (Hrsg.): Jahrbuch Logistik
2014, free beratung GmbH, Korschenbroich. 2014.
[10] Behrendt, F.; Trojan, S.: Verkehrsinfrastruktur -
Grundlage für eine effiziente und belastbare Transportlo-
gistik. In: Logistics System Engineering. Zsifkovitz, H. E.,
Altendorfer, S. (Hrsg.), Leoben. 2013.
[11] Europäische Kommission: Weißbuch, Fahrplan zu
einem einheitlichen europäischen Verkehrsraum – Hin zu
einem wettbewerbsorientierten und ressourcenschonen-
den Verkehrssystem. Brüssel, 2011.
[12] Schenk, M.: Logistik total digital - Initialzündungen
für revolutionäre Entwicklungen, 30. Logistik Dialog, BVL
Bundesvereinigung Logistik Österreich. 2014.
[13] DHL: Low cost sensor technology, A DHL perspective
on implications and use cases for the logistics industry.
DHL Customer Solutions & Innovation, Troisdorf, 2013.
[14] Galileo Testfeld: http://www.iff.fraunhofer.de/
de/labore/galileo-testfeld.html.
[15] Borstell, H., Kirch, M., Poenicke, O., Richter, K.: La-
gerprozesse zeitnah erfassen. In: Hebezeuge Fördermittel,
Heft 3, 2012.
[16] Daehre, K.-H.; Behrendt, F., Schlegl, N.: Bindeglied
Verkehrsinfrastruktur - Grundlage für effiziente Logistik
im Güterverkehr. In: Internationales Verkehrswesen.
Hamburg : DVV Media Group, Bd. 66.2014.
29


ZUKÜNFTIGE LOGISTIKANFORDERUNGEN IM KAROSSERIEBAU EINES AUTOMOBILHERSTELLERS - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Wirtsch.-Ing. Sebastian Ramberg BMW Group, München
31

Dipl.-Wirtsch.-Ing. Sebastian Ramberg
BMW Group, Doktorand Wertstromplanung Lackierte Karosserie
2000 – 2007
2007 – 2012
Seit 2012
Abschluss des Abiturs am Max-Steenbeck-Gymnasium in Cottbus
Abschluss des Diplom-Studiengang »Wirtschaftsingenieurwesen Logistik« an der Otto-von-Guericke-Universität Magdeburg
Externe Promotion bei der BMW Group in München Doktorvater: Prof. Dr. Michael Schenk (Lehrstuhl für Logistische Systeme an der Otto-von-Guericke-Universität Magdeburg)
LEBENSLAUF
32

1 Abstract
Die Produktionsanforderungen der Automobilhersteller an die innerbetrieblichen Materialflüsse werden in der Zu-kunft stark ansteigen. Speziell im Karosseriebau werden aktuelle Versorgungskonzepte nicht mehr eine ausrei-chende Versorgungsleistung gewährleisten können. Vor diesem Hintergrund wird die Einführung von Just-in-Sequence-Materialströmen als logischer nächster Schritt angesehen. Jedoch gilt es hierbei die besonderen Gege-benheiten des Karosseriebaus zu berücksichtigen, welche zusätzliche Flexibilitätsanforderungen an Zeit- und Flä-chenbedarfe zur Folge haben.
2 Einleitung
Der Automobilsektor befindet sich im Wandel. Eine wach-sende Kundennachfrage nach individualisierten Produkten in Verbindung mit einer stetig steigenden Globalisierung fordert eine zunehmende Diversifikation des Pro-duktspektrums [1], [2]. Im Vergleich zu anderen Wirt-schaftsbereichen weist die Automobilindustrie diesem Trend eine besonders große Bedeutung zu [3]. Aus die-sem Grund sind die Hersteller bestrebt viele Möglichkei-ten zur Individualisierung ihrer jeweiligen Produkte anzu-bieten [4]. Somit können verschiedenste Nachfrageanfor-derungen bedient werden. Bei BMW beispielsweise exis-tieren durch die verschiedenen Kombinationsmöglichkei-ten der jeweiligen Ausprägungsmerkmale mehr als 10 hoch 17 (100 Trillionen) differenzierte Varianten der 5er-Baureihe [5].
Weiterhin ist bei den Automobilisten eine stetige Vergrö-ßerung des Produktspektrums zu erkennen (siehe Abbil-dung 1 am Beispiel der Audi AG).
Abbildung 1: Entwicklung Produktspektrum Audi AG (vgl. [6])
Diese Unternehmensstrategie resultiert einerseits aus dem bereits genannten Kundenwunsch nach steigender Indivi-dualität. Andererseits sind die Hersteller bestrebt mit neuen Produkten weitere Nachfragemärkte zu erschließen und somit den Umsatz und Gewinn zu steigern [6], [7]. Aus betriebswirtschaftlichen Gründen ist jeder Produzent bestrebt diese zusätzlichen Fertigungsumfänge in die bereits bestehenden Produktionsstandorte zu integrieren. Dies hat zur Folge, dass neue Flexibilitätsanforderungen an die Produktion gestellt werden. Einerseits muss sicher-gestellt werden, dass die jeweiligen Technologien (Press-werk, Karosseriebau, Lackiererei und Montage) technisch in der Lage sind die gestiegene Anzahl an verschieden Produkttypen zu fertigen. Außerdem ist jedes Unterneh-men bestrebt auf kurzfristige Nachfrageänderungen am Markt schnellstmöglich reagieren zu können. Somit wird durch die Steigerung der Produktvielfalt eine Erhöhung der Fertigungsflexibilität notwendig [8]. Der Karosseriebau hat die Möglichkeit auf diese neuen Herausforderungen mit einer Erhöhung der Produkttypen je Fertigungslinie zu reagieren. Somit kann die Anzahl an verschiedenen Produkten je Standort erhöht werden ohne die Anzahl der Fertigungslinien zu vervielfachen. Weiter-hin kann mittels der Variantenflexibilität der Anlagen auf kurzfristige Nachfrageschwankungen reagiert werden ohne die Maschinenauslastung zu senken.
Für die Intralogistik im Karosseriebau eines Automobilis-ten entstehen dadurch auch neue Herausforderungen. Dies betrifft nicht nur die Erhöhung der Komplexität bezüglich der Steuerung aller Logistikabläufe, sondern auch den Aufwand in allen operativen Prozessen. Ursache hierfür ist, dass durch die angestrebte hohe Produktions-flexibilität die Anzahl an verschiedenen zu fertigenden Fahrzeugmodellen je Produktionsanlage stetig steigt. Deswegen sind beispielhaft für die Beschaffungs- und Bereitstellungsprozesse folgende Entwicklungen zu be-obachten [9]:
– Aufwändigere Materialbedarfsermittlung– Anzahl und Vielfalt der Transportbehälter nimmt zu– Aufwändigere Bestandsführung– Höhere Lagerbestände– Zunahme an Vorkommissionierungen.
Vor diesem Hintergrund gilt es bestehende innerbetriebli-che Versorgungskonzepte zu hinterfragen und gegebe-nenfalls neu zu gestalten.
ZUKÜNFTIGE LOGISTIKANFORDERUNGEN IM KAROSSERIEBAU EINES AUTOMOBIL-HERSTELLERS Dipl.-Wirtsch.-Ing. Sebastian Ramberg
33

3 Besonderheiten des Karosseriebaus 3.1 Aktueller Stand
Die Fertigung einer Rohkarosse im Automobilbau erfolgt fast vollkommen automatisch (Automatisierungsgrad > 90%). Die jeweiligen Produktionsanlagen sind zuständig für die Fertigung der Untergruppen (UG) sowie deren Zusammenfügen zur Karosse auf der Hauptlinie (siehe Abbildung 2).
Abbildung 2: Zusammenführung Bauteilgruppen zur Rohkarosse
Aufgabe der Logistik ist es diese Anlagen mit den erfor-derlichen Materialien zu versorgen. Dabei handelt es sich hauptsächlich um Stanz- und Pressteile aus Metall, welche ein Gewicht von wenigen 100 Gramm sowie bis zu meh-reren Kilogramm besitzen können. Jedoch werden zur Gewichtsreduktion bereits auch vermehrt Kunststoffteile eingesetzt. Diese Güter können entweder vollautomati-siert, manuell oder mechanisch (z.B. mit einer Handlings-hilfe) an die Anlage übergeben werden. Die Produktion erfolgt taktgebunden, so dass eine nicht rechtzeitige Versorgung mit den entsprechenden Materialien in der benötigten Qualität unweigerlich zu einem Anlagenstill-stand führt. Dies wiederum hat einen Taktverlust zur Folge, welcher gegebenenfalls eine negative Auswirkung auf die Gesamtausbringungsmenge des Karosseriebaus hat. Im Gegensatz zur Montage ist es nicht möglich eine Bauteilanbringung notfalls innerhalb einer nachgelagerten Arbeitsstation nachzuholen. Der Hauptursache hierfür ist der hohe Automatisierungsgrad.
Vor diesem Hintergrund erfolgt die Materialversorgung zumeist mittels eines Zwei-Behälterprinzips. Dabei befin-det sich ein Behälter mit den Materialien im Zugriff und ein weiterer ist bereits vor Ort angestellt. Dadurch kann eine permanente Verfügbarkeit der geforderten Güter sichergestellt werden. Der Austausch von leeren Behältern erfolgt entweder auf Sicht, mittels Kanban-Prinzip oder durch einen elektronischen Materialabruf. Weiterhin gilt es im Besonderen bei der manuellen Bauteilübergabe an die Anlage zu beachten, dass sämtliche benötigten Güter so bereitgestellt werden, dass die vorhandenen Einlege-werker diese in der vorhandenen Taktzeit erreichen und übergeben können. Die daraus resultierende Übergabe-fläche je Anlage ist somit begrenzt. Durch die bereits heute gestiegene Variantenvielfalt an Produkten je Anlage
ist auch das bereitzustellende Güterspektrum gewachsen. Mit Hilfe eines hohen Gleichteileanteils zwischen den verschiedenen Produkttypen ist es möglich diese Entwick-lung einzudämmen. Trotzdem ist es auf Grund von Flä-chenrestriktionen an vielen Anlagen in heutigen Karosse-riebauten nicht mehr möglich die angelieferten sortenrei-nen Wareneingangsbehälter direkt anzustellen. Deshalb sind zusätzliche Kommissionierprozesse notwendig.
Hierzu werden zumeist Schüttgut und Kleinteile in Klein-ladungsträger umgepackt und mittels Durchschubregale angestellt. Dies ermöglicht neben der Anstellung in der Fläche auch eine Nutzung des Raumes, so dass die knap-pe Übergabefläche der Anlage in mehreren Ebenen verwendet werden kann. Weiterhin werden bei größeren Bauteilen, welche den Einsatz von Kleinladungsträger nicht zulassen, Kommissionierwagen eingesetzt. Hierbei werden verschiedene Artikel mittels eines entsprechenden Wagens zusammengefasst und somit gebündelt bereitge-stellt. Dies spart Bereitstellfläche ein. Jedoch steigen dadurch auf Grund des geringeren Füllgrades (im Ver-gleich zum Wareneingangsbehälter) die notwendigen innerbetrieblichen Transporte. Typische eingesetzte Transportmittel sind vor allem Routenzüge. Der Einsatz von Stapler wird (sofern sinnvoll) weitestgehend vermie-den. Ursache hierfür ist das Ziel der Reduktion von lau-fenden Fixkosten, welche unter anderem durch die Ein-sparung von Fahrpersonal angestrebt wird. Unter ande-rem aus diesem Grund erhöht sich bei verschiedenen Automobilherstellern auch im Karosseriebau immer mehr der Einsatz von Fahrerlosen Transportsystemen (FTS). Auch die Verwendung von Stetigförderern zur Versor-gung der Anlagen aus den Lagern wird vermehrt in Be-tracht gezogen.
3.2 Zukünftige Gegebenheiten
Durch die beschriebene stetige Vergrößerung des Pro-duktspektrums wird eine weitere Erhöhung der Produkti-onsflexibilität angestrebt. Somit ist bereits abzusehen, dass das zukünftig bereitzustellende Güterspektrum an vielen Anlagen auf Grund knapper Flächenrestriktionen mit dem aktuellen Zwei-Behälterprinzip nicht mehr ab-bildbar sein wird. Dies betrifft in erster Linie Übergabe-punkte, bei welchen die Materialien manuell in die Anla-ge eingelegt werden. Einerseits würden die angestellten Behälter zu viel Fläche benötigen, so dass die anliegenden Fahrstraßen für durchfahrende Transportmittel stark ein-geschränkt befahrbar beziehungsweise blockiert wären. Weiterhin würden die vorhandenen Einlegewerker auf Grund der vergrößerten Wegstrecken zu den Behältnissen den Produktionstakttakt nicht mehr einhalten können. Aus diesem Grund gilt es Überlegungen hinsichtlich schlankerer Versorgungskonzepte anzustellen.
34

Hierbei wird besonders eine Just-in-Sequence-Versorgung auf Basis einer stabilen Produktionsvorschau als Lösung angesehen. Im Gegensatz zum bisherigen Zwei-Behälterprinzip, welches unabhängig vom konkreten Produktionsplan sämtliche theoretisch möglichen Bedarfe der Anlage vor Ort abbildet, wäre bei einem JIS-Konzept stets nur das aktuell benötigte Güterspektrum beim Übergabepunkt angestellt. Somit würde sich der benötig-te Flächenbedarf vor der Anlage reduzieren, da er fast unabhängig zur steigenden Anlagenflexibilität zu betrach-ten ist.
Bereits umgesetzt wird ein solches Konzept beispielsweise in der Montagefertigung vieler Automobilhersteller. Je-doch besteht hier zumeist eine fixierte Produktionsvor-schau von mehreren Arbeitstagen. Dadurch kann eine frühzeitige Sequenzbildung gewährleistet werden. Diese erfolgt meist bereits beim externen Lieferanten bzw. in einem örtlich nahen Versorgungszentrum. Herzu unter-scheidet sich der Karosseriebau erheblich. Aktuelle Unter-suchungen und Meinungen von Experten lassen den Schluss zu, dass bei den meisten Automobilherstellern kurz- und mittelfristig maximal eine sehr geringe Produk-tionsvorschau zu realisieren möglich sein wird (kleiner eine Stunde). Die Gründe hierfür sind einerseits Anlagen-stillstände in zum Beispiel parallelen Fertigungslinien, so dass es in Folgeprozessen zu Verwirbelungen kommen kann. Weiterhin produziert der Karosseriebau eines Wer-kes zumeist auch Produkte für andere Werksstandorte. Diese wiederum müssen unter Umständen ungeplante Bedarfe mit hoher Priorisierung einsteuern, welche eben-falls Verwirbelungen in der Produktionsreihenfolge nach sich ziehen (siehe Abbildung 3).
Abbildung 3: Kunden des Karosseriebaus
Zusätzlich müssen Qualitätsentnahmen berücksichtigt werden, welche ungeplant aus den Anlagen ausge-schleust werden können. Zusätzlich gilt es zu beachten, dass unter gewissen technischen Voraussetzungen eine kurzfriste Produktionsvorschau nur realisiert werden kann, wenn die Logistik mit in das Produktionssteuerungssystem integriert wird. Demzufolge werden die Materialien nicht
wie bisher erst in der Produktionsanlage erfasst und ent-sprechend überwacht und gesteuert, sondern es müssten bereits die intralogistischen Versorgungsströme vom System erfasst werden. Dies würde eine zusätzliche An-forderung an die Prozessgestaltung und dessen Informa-tionsfluss stellen. Einerseits müssen Identifikationspunkte zur Überwachung der Güter im intralogistischen Material-fluss realisiert werden. Andererseits müssen Möglichkei-ten zum Eingriff der Prozesssteuerung in die operativen Logistikabläufe geschaffen werden.
In Summe müssen sich somit zukünftig die intralogisti-schen Prozesse im Karosseriebau einerseits am Produkti-onsplan ausrichten (Just-in-Sequence) und weiterhin kurzfristig und flexibel gestaltet sein (kurze Produktions-vorschau inklusive kumuliertem Rückstand). Außerdem gilt es eine hohe Versorgungsqualität zu sichern, da ein zu spätes, fehlerhaftes oder falsch bereitgestelltes Bauteil automatisch zu einem Anlagenstillstand und somit zu Taktverlusten führt.
4 Gestaltungsmöglichkeiten von JIS-Prozessen im Karosseriebau
Durch die kurzfristige Produktionsvorschau kann die Sequenz erst im Werk selber gebildet werden. Eine Se-quenzierung durch einen Lieferanten im Vorfeld der Belie-ferung wird als nicht umsetzbar angesehen. Somit be-schränkt sich die Ausgestaltung der JIS-Prozesse auf die reinen innerbetrieblichen Wertströme. Bei der Planung dieser Prozesse gilt es besonders folgende Fragestellun-gen zu beantworten:
– Welche logistischen Transformationen sindnotwendig?
– Wie sollte die Prozesskette gestaltet sein und anwelcher Stelle könnte die Sequenzbildung erfolgen?
– Welche technischen Möglichkeiten existieren zurUmsetzung der Prozesse?
– Welche internen bzw. externen Störgrößen gilt es zubeachten?
– Welche Aufgaben hat der Informationsfluss zuerfüllen?
Zur Planung der Prozesskette müssen vorab die notwen-digen logistischen Transformationsschritte identifiziert werden. Bezogen auf Raum und Zeit gilt es erforderliche Transporte sowie Puffer und Lager zu betrachten. Bezüg-lich des Materialflusses werden weiterhin mengenmäßige (Sammeln, Verteilen), sortenmäßige (Sortimentieren, Sortieren) oder qualitative Transformationen (Prüfen, Ver- oder Entpacken) unterschieden. Zusätzlich gilt es informa-torische Transformationsprozesse mit zu berücksichtigen (Buchen, Etikettieren, Auftragserzeugung, Dokumentieren oder Informationsübermittlung) [10].
35

Als weiteren Punkt gilt es den Ort und Zeitpunkt der Sequenzbildung festzulegen. Dieser ist abhängig von der vorhandenen Produktionsvorschau. Je größer diese ist, desto früher in der Prozesskette kann die Sequenzierung vorgenommen werden. Grundsätzlich stellt sich für den Karosseriebau die Frage, ob die Artikel in einer separaten Kommissionierzone sequenziert werden oder die entspre-chende Reihenfolge kurzfristig in Anlagennähe gebildet wird. Beide Varianten haben Vor- und Nachteile. Eine kurzfriste Sequenzierung benötigt hierfür entsprechende Fläche in Anlagennähe (sofern vorhanden). Jedoch würde dies eine schnelle Reaktion auf kurzfristige Änderungen/ Störungen ermöglichen. Bei einer ausreichenden Produk-tionsvorschau können zur Sequenzierung auch Flächen benutzt werden, welche sich weiter entfernt von den Fertigungsanlagen befinden. Jedoch wäre somit die Reak-tionszeit auf außerplanmäßige Ereignisse entsprechend größer.
Im weiteren Schritt gilt es die technische Ausgestaltung der Prozesse zu bestimmen. Für Prozesseschritte, welche bereits in heutigen Materialflusssystemen in Karosserie-bauten bestehen, kann auf bestehende Strukturen zu-rückgegriffen werden. In erster Linie betrifft dies Lagerflä-che und Transportsysteme (Stapler, Routenzüge, FTS oder z.T. auch Stetigförderer). Für den eigentlichen Sequen-ziervorgang der Blech-Artikel gibt es jedoch noch keine bewährten Prozesse und somit auch keine eingerichteten Kommissionierzonen. Hierfür kann sich jedoch an bereits erprobten Vorgängen aus anderen Anwendungsfeldern (z.B. der Fahrzeugmontage) orientiert werden. Eine theo-retische Grundlage bildet zudem die VDI-Richtlinie 3590 [11]. Bei der Wahl der technischen Umsetzung sollten als Krite-rium neben den Prozesszeiten, Verfügbarkeiten und Flä-chenbedarfen auch der Automatisierungsgrad und die damit verbundene Prozesssicherheit mit berücksichtigt werden. Hintergrund ist der sofortige Taktverlust bei fehlerhafter Bauteilbereitstellung. Um eventuelle Puffer-plätze zur Absicherung manueller Kommissionierfehler zu vermeiden, könnten automatisierte Kommissionierroboter eingesetzt werden (»Griff in die Kiste«).
Neben den möglichen Kommissionierfehlern gilt es weite-re Störgrößen in der Prozessplanung mit zu berücksichti-gen und ggfs. entsprechende Vorkehrungen zu treffen. So kann es trotz Produktionsvorschau zu kurzfristigen Verwirbelungen kommen. Bei einer Prozessgestaltung mit kurzfristigen Sequenzierung in Anlagennähe kann auf solche Änderungen relativ problemlos reagiert werden. Erfolgt die Reihenfolgebildung der Materialien jedoch mit einem größeren zeitlichen Vorlauf, so müssen ggfs. Puf-ferplätze für einen möglichen kumulierten Rückstand eingerichtet werden. Weiterhin muss die Qualität der Logistikgüter in einem ausreichenden Maße überprüft und sichergestellt werden. Dies soll Qualitätsmängel
vermeiden, welche eventuell erst bei der Übergabe an die Anlage erkannt werden. Je geringer die Qualitätsmängel, desto weniger Pufferteile müssen zur Sicherung des Pro-duktionsbetriebes in Anlagennähe vorgehalten werden. Außerdem gilt es neben den Verfügbarkeiten der einge-setzten Kommissionier- und Fördertechniken auch das Blockieren von Fahrstraßen zu berücksichtigen. Besonders bei einem hohen innerbetrieblichen Transportaufkommen sowie dem Einsatz von FTS sollte dieser Aspekt mit in die Planung der Versorgungskonzepte aufgenommen wer-den.
Abschließend muss neben der Betrachtung des Material-flusses auch der Informationsfluss an die zusätzlichen zukünftigen Anforderungen des Karosseriebaus ausge-richtet werden. Für die Einführung von JIS-Prozessen müssen demnach dem Kommissionierer die erforderlichen Pick-Informationen zugänglich gemacht werden. Die VDI-Richtlinie 3590 zeigt auch hierzu die theoretischen Aus-prägungsmöglichkeiten auf. Zusätzlich kann es aus Grün-den der Produktionssteuerung notwendig werden, dass die Versorgungsströme zu den Anlagen mit ins Produkti-onssteuerungssystem integriert werden müssen. Wenn dies erforderlich sein sollte, muss eine zusätzliche system-seitige Erfassung und Überwachung der relevanten Mate-rialströme sichergestellt werden. Somit müssen Möglich-keiten zur systemseiteigen Erfassung der jeweiligen Arti-kel geschaffen werden, welche bereits zu einem bestimm-ten Produktionsauftrag zugeordnet wurden. Zusätzlich muss ein Monitoring über die Prozesskette möglich sein (Transport, Sequenzierung und Anstellung an die Anlage), so dass bei auftretenden Abweichungen/ Störungen eine zielgerichtete und schnelle Anpassung vorgenommen werden kann. Eine vorstellbare Lösung wäre bspw. die Quittierung der Materialen im System an festgelegten Check-Punkten. Dies könnte entweder vollständig manu-ell durch einen Werker oder mittels automatisierter Unter-stützung (z.B. per RFID) erfolgen, wobei jedoch die Wirt-schaftlichkeit der jeweiligen Variante mit zu berücksichti-gen ist.
5 Zusammenfassung und Fazit
Auf Grund der steigenden Produktvielfalt in der Automo-bilindustrie und den speziellen Gegebenheiten in den Karosseriebauten ergeben sich in diesem Fertigungsab-schnitt spezielle Anforderungen an die Planung der Ver-sorgungsprozesse. Bisherige Prinzipien wie das Zwei-Behälterprinzip werden durch angespannte Flächenrest-riktionen nicht mehr umsetzbar sein, so dass zukünftig die Anlagen produktionsgerecht (Just-in-Sequence) ver-sorgt werden müssen. Jedoch wird nach aktuellem Kenntnisstand nur eine sehr kurzfristige Produktionsvo-rausschau realisierbar sein, so dass die Sequenz nicht bereits vorab beim Lieferanten gebildet werden kann. Zudem besteht die spezielle Herausforderung, dass die
36

Karosserieanlagen sofort stillstehen, wenn ein benötigtes Material nicht bereitgestellt werden kann. Eine Nachträg-liche Korrektur (wie bspw. in der Montagefertigung des Automobilbaus) ist nicht möglich. Somit müssen die Ver-sorgungsprozesse sehr stabil und flexible gestaltet wer-den, so dass einerseits eine sehr hohe Versorgungsquali-tät gewährleistet werden kann und zudem auf Abwei-chungen/ Störungen schnelle und zuverlässige Reaktionen erfolgen können. Eben mit diesen Herausforderungen wird die Logistikplanung der Karosseriebauten in Zukunft konfrontiert werden. Hierfür gilt es frühzeitig an Lösun-gen zu arbeiten, so dass die Produktion der Fahrzeugka-rossen auch in Zukunft zuverlässig mit den erforderlichen Materialen versorgt werden kann.
6 Literatur
[1] Neubauer, W.; Rudow, B.: Trends in der Automo-bilindustrie – Entwicklungstendenzen, Betriebs-ratsarbeit, Steuer- und Fördertechnik, Gießerei-technik, Informationstechnologie, Informations- und Assistenzsysteme, S.4, Oldenbourg Verlag, 2012.
[2] Wilke, M.: Dezentral steuern, zentral kommunizie-ren – ein Steuerungskonzept für wandelbare Ma-terialflussysteme, S.1, Logistics Journal: referierte Veröffentlichungen, Vol. 2008.
[3] Göpfert, I.; Schulz, M.; Wellbrock, W.: Trends in der Automobillogistik, in: Automobillogistik – Stand und Zukunftstrends, S. 4ff., hrsg. v. Göp-fert, I.; Braun, D.; Schulz, M., Springer Fachmedien Wiesbaden, 2013.
[4] Rudolf, H.: Wissensbasierte Montageplanung in der digitalen Fabrik am Beispiel der Automobilin-dustrie, S.1, Herbert Utz Verlag, 2007.
[5] Kaluza, B.; Behrens, S.: Erfolgsfaktor Flexibilität – Strategien und Konzepte für wandlungsfähige Unternehmen, S.273f. Erich Schmidt Verlag, 2005.
[6] Krog, E.-H.; Statkevich, K.: Kundenorientierung und Integrationsfunktion der Logistik in der Supply Chain der Automobilindustrie, in: Das Beste der Logistik – Innovationen, Strategien, Umsetzungen, S.187f, hrsg. v. Baumgarten, H., Springer Verlag Berlin Heidelberg, 2008.
[7] Göpfert, I.; Schulz, M.; Wellbrock, W.: Trends in der Automobillogistik, in: Automobillogistik – Stand und Zukunftstrends, S.18ff., hrsg. v. Göp-fert, I.; Braun, D.; Schulz, M., Springer Fachmedien Wiesbaden, 2013.
[8] Dudenhöffer, K; Dudenhöffer, F.: Kapazitäts-auslastung als strategisches Produktionsziel in der Automobilproduktion, in: Automobillogistik – Stand und Zukunftstrends, S. 228f., hrsg. v. Göp-fert, I.; Braun, D.; Schulz, M., Springer Gabler Ver-lag Wiesbaden, 2013.
[9] Ihme, J.: Logistik im Automobilbau – Logistikkom-ponenten und Logistiksysteme im Fahrzeugbau, S.21, Hanser Verlag, München, 2006.
[10] Knössl, T.: Logistikorientierte Wertstromana-lyse, in: Lean Logistics – Methodisches Vorgehen und praktische Anwendung in der Automobilindustrie, S. 137 ff., hrsg. v. Günthner, A. W.; Boppert, J., Springer Verlag Berlin Heidelberg, 2013.
[11] Verein Deutscher Ingenieure (VDI) (Hrsg.): VDI 3590 Blatt 1 – Kommissioniersysteme – Grundla-ge, Beuth Verlag, Düsseldorf, 1994.
37


BEITRAG ZUR ENERGIE- UND MATERIALFLUSSSIMULATION IN PRODUKTION UND LOGISTIK - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Wirt.-Ing. Emanuel Fuss Dr.-Ing. Ulrike Beißert Fraunhofer-Institut für Materialfluss und Logistik IML, Dortmund
39

Dipl. Wirt.-Ing. Emanuel Fuss
Fraunhofer-Institut für Materialfluss und Logistik IML, Wissenschaftlicher Mitarbeiter
2003 – 2009
2010 – 2012
Seit 2013
Studierender des Diplomstudiengangs Wirtschaftsingenieurwesen am Karlsruher Institut für Technologie (KIT) mit Auslandsstudienjahr an der Ecole National Supérieure des Mines in Nancy, Frankreich
Consultant in der Fabrikplanung bei der agiplan GmbH im Bereich Fabrik- und Logistikplanung und Promotionsstipendiat an der Forschungsschule für Energieeffiziente Produktion und Logistik
Wissenschaftlicher Mitarbeiter am Fraunhofer-Institut für Materialfluss und Logistik (IML) in der Abteilung Produktionslogistik
LEBENSLAUF
40

1 Einleitung
Steigende, volatile Energiepreise, aber auch staatliche Anreize und Zwänge erhöhen den Handlungsdruck auf Unternehmen, sich dem Thema Energie verstärkt anzu-nehmen. Neben dem Einsatz erneuerbarer Energien und Investitionen in energieeffizientere Technologien bieten sich den Unternehmen alternative Betriebskonzepte der Produktions- und Logistikabläufe, aber auch eine Vielzahl an organisatorischen Gestaltungsmaßnahmen an, um die Energieeffizienz im Unternehmen zu verbessern und letztlich Kosten einzusparen sowie ihre Wettbewerbsfä-higkeit zu stärken. Sind alternative Betriebskonzepte der Produktions- und Logistikabläufe zu planen, zu evaluieren oder zu verbes-sern, die relevante ökonomische oder technische Auswir-kungen auf die Energieflüsse vermuten lassen, so sind Material- und Energieflüsse gemeinsam zu betrachten. Dennoch werden selbst in energieintensiven Betrieben Energieeffizienzmaßnahmen gescheut, die nicht unmit-telbar vorhersagbare Einflüsse auf den Produktionsprozess haben könnten. Abhilfe verspricht hier die computergestützte Simulation, die der zeitlichen [1, p. 6] und systemischen [2, p. 12] Komplexität des betrachteten Produktionssystems Rech-nung tragen kann und bei der Darstellung und Auswer-tung automatisierte Routinen [3, p. 15] ermöglicht. Marktgängige Simulationsprogramme zur Analyse kom-plexer Produktionssysteme wurden jedoch bisher vor dem Hintergrund der Materialflusssimulation entwickelt und berücksichtigen die Energieflüsse nicht oder nur für ein-zelne Anwendungsbereiche. Sie stellen damit noch keinen umfassenden Modellierungsansatz mit Bausteinbibliothe-ken zur einfacheren, anwenderfreundlichen Implementie-rung bereit. Diesem Thema nimmt sich vorliegende Veröf-fentlichung an, erschließt den Stand der Forschung und Technik, zeigt einen Ansatz zur Energie- und Material-flusssimulation (auch: energieintegrierte Materialflusssi-mulation) auf und illustriert eine Anwendungsfallstudie in einer Aluminiumgießerei.
2 Stand der Forschung
Dem Thema simulationsbasiertes Planen, Evaluieren und Verbessern von Produktionssystemen mit Berücksichti-gung der Energie als Ressource im Kontext der Material-flusssimulation widmen sich eine Reihe an Autoren im
Rahmen von wissenschaftlichen Arbeiten und For-schungsprojekten. Abhängig von ihrer Fragestellung legen sie den Modellie-rungsgegenstand und die Art der Modellierung fest. Der Gegenstand definiert sich über die zu modellierenden Prozesse und ihren aus energetischer Sicht relevanten Eigenschaften der Energie- und Stoffströme (im Folgen-den energetische Zustandsgröße genannt, z. B. bei elektrischer Energie: Wirkleistung, Blindleistung etc.). Die Art der Modellierung hingegen bestimmt, wie das in der Realität wert- und zeitkontinuierliche Ablaufverhalten der betrachteten energetischen Zustandsgrößen der ein-zelnen Prozesse modelliert und implementiert werden. Im Kontext der Materialflusssimulation können dabei ereig-nisdiskrete und zeitdiskrete Ansätze unterschieden wer-den. Bei ereignisdiskreter Modellierung von Systemen werden diskrete Zustände als Folge von Ereignissen zu beliebigen Zeitpunkten [4] definiert, das heißt, das Ereig-nis »Maschine einschalten« führt bspw. zum Wechsel vom Zustand »Maschine aus« in den Zustand »Maschine ein«. Demgegenüber werden bei einer zeitdiskreten Mo-dellierung von Systemen keine Zustände zugrunde gelegt, sondern es wird in festen Zeitintervallen eine Änderung von Parametern durchgeführt [4]. Als Beispiel lässt sich ein Modell für eine Thermo-Prozessanlage nennen, z. B. ein Schmelzofen für Aluminium, in dem sich die Tempera-tur und Masse der Schmelze im Tiegel einerseits aufgrund physikalischer Gesetzmäßigkeiten und andererseits auf-grund der Produktionsprozesse erhöht oder verringert (verändern). Der Verlauf der Temperatur kann dabei ab einem bestimmten Detaillierungsgrad nicht ausschließlich in Abhängigkeit von Zuständen (z. B. Ofenheizung an, Ofenheizung aus) modelliert werden, sondern macht eine Prozessmodellierung erforderlich. Beide Ansätze finden sich in verschiedenen Veröffentli-chungen, von denen in Tabelle 1 einige dargestellt sind. Neben der Angabe des verwendeten Ansatzes gibt die Tabelle auch Aufschluss darüber, wie der reale Verlauf der betrachteten energetischen Zustandsgröße approximiert wird, welche Anzahl an energetischen Zuständen ange-nommen werden, wie der zeitliche Werteverlauf mathe-matisch beschrieben wird und welche Anwendungsbei-spiele dafür skizziert werden.
BEITRAG ZUR ENERGIE- UND MATERIAL-FLUSSSIMULATION IN PRODUKTION UND LOGISTIK Dipl.-Wirt.-Ing. Emanuel Fuss, Dr.-Ing. Ulrike Beißert
41

Autor Modellie-rungsansatz
Approximation des Wertever-laufs
Anzahl der Zustände
Anwendungs-beispiel
Rager 2008 [5]
ereignisdisk-ret
konstante Werte 2 Färbeapparate und Kessel-haus
Weinert 2010 [6]
ereignisdisk-ret
Potenzreihen beliebig Industrierobo-ter
Dietmaier et al. 2008 [7]
ereignisdisk-ret
konstante Werte beliebig Fräsmaschinen
Junge 2007 [8]
ereignisdisk-ret
stückweise lineare Funktio-nen
2 Spritzgussma-schinen
zeitdiskret keine, sondern generiert über Modell
- Gebäude
He et al. 2011 [9]
ereignisdisk-ret
konstante Werte 2 Werkzeugma-schinen
Klocke et al. 2010 [10]
zeitdiskret keine, sondern generiert über Modell
keine, sondern Parame-terwerte
Werkzeugma-schinen
Stahl et al.2013 [11]
ereignisdisk-ret
konstante Werte 6 Verpackungs-anlage (Schüttgut)
Wolff et al. 2012 [12]
ereignisdisk-ret
konstante Werte - Zylinderkopf-fertigung
Schlegel et al. 2013 [13]
ereignisdisk-ret
konstante Werte beliebig Wärmebe-handlungs-ofen
Martin et al. 2012 [14]
zeitdiskret keine, sondern generiert über Modell
keine, sondern Parame-terwerte
Spritzgussan-lagen, Kühl-haus, Hähn-chen
Tabelle 1: Modellierungsansätze im Rahmen von material- und energieflussintegrierten Simulationsstudien
Zusammenfassend kann festgehalten werden, dass in den meisten Fällen der Ansatz zur Modellierung der Leistung/ energetischen Zustandsgröße eines Produktionssystems bzw. eines Prozesses aus approximierten Leistungs-Zeit-Verläufen für einzelne Energiezustände besteht. Dabei unterscheiden sich die Herangehensweisen in der ma-thematischen Formulierung der Approximation der Leis-tungs-Zeit-Verläufe, sodass in manchen Fällen konstante Werte hinterlegt werden, wohingegen in anderen Fällen Funktionen zur Approximation der Leistungs-Zeit-Verläufe genutzt werden. Eine zeitdiskrete Modellierung der Leis-tung, abhängig von anderen Parametern in sogenannten Prozessmodellen, wird aufgrund der Komplexität nur in wenigen Fällen verfolgt. Neben der Art der Modellierung werden in den unter-schiedlichen Arbeiten auch verschiedene Kennzahlen und Kennlinien zur Analyse und Bewertung herangezogen. In allen Fällen wird dabei auf den generierten Zeitreihen der betrachteten Zustandsgrößen aufgebaut, die je nach Fragestellung und zugrundeliegendem Untersuchungs-raum nach unterschiedlichen Energieträgern und/ oder Anlagengruppen aggregiert betrachtet werden. Aus diesen Kennlinien werden unterschiedliche Kennzahlen gebildet, die zur Kostenberechnung und ggf. ökologi-schen Beurteilung herangezogen werden. Aus Kosten-
sicht sind vor allem der gesamte Energieeinsatz und die Durchschnittsleistung hervorzuheben, wobei letztere in unterschiedlichen Zeiträumen bestimmt werden kann (bei elektrischer Energie bspw. in Form der Viertelstunden-durchschnittsleistung).
3 Stand der Technik
Die Materialflusssimulation als Hilfsmittel zur Planung, Realisierung und Betrieb von Produktionssystemen ist weitgehend etabliert und eine Vielzahl kommerzieller Tools ist auf dem Markt verfügbar. Vielfältige Untersu-chungen stellen den Leistungsumfang und Einsatzgebiete von Materialflusssimulatoren vor, vgl. z. B. [15] [16]. In vorliegendem Beitrag sollen etablierte Werkzeuge vor dem Hintergrund der Repräsentation energetischer As-pekte betrachtet werden:
– Tecnomatix Plant Simulation 11, Siemens AG– Dosimis-3, SDZ GmbH– Any Logic 7, AnyLogic Company– FlexSim, FlexSim Software Products Inc.– SIMUL8, SIMUL8 Corporation– Witness 13, Lanner Group– Enterprise Dynamics 9, INCONTROL Simulation Solu-
tions– ExtendSIM 8, Imagine That Inc.– AutoMod, Applied Materials.
Es lässt sich feststellen, dass keines der genannten Werk-zeuge die Möglichkeit bietet, die in der Problemstellung beschriebene Fragestellung durch den Einsatz von Stan-dardbibliotheken abzubilden. Am weitesten sind hier die Entwicklungen in Plant Simulation 11 und Dosimis-3 fortgeschritten. Beide Werkzeuge bieten in ihren Stan-dardbibliotheken bereits einzelne Bausteine zur Modellie-rung und Auswertung an, die energetische Aspekte be-rücksichtigen. Die weiteren genannten Simulatoren bieten zwar alle aufgrund ihrer ähnlichen Softwarestruktur und offene Programmierung das Potential zur Erweiterung, in ihren aktuellen Versionen bieten sie jedoch keine Stan-dardbausteine zur Modellierung und Auswertung energe-tischer Aspekte und damit den Einsatz in energieintegrier-ten Fragestellungen. Der Fokus der nachfolgenden Aus-führungen liegt deshalb auf der Darstellung des Funktion-sumfangs der Simulatoren Dosimis-3 und Plant Simulati-on: Dosimis-3 [17] bietet beispielsweise für intralogistische Fragestellungen die Möglichkeit der Überwachung der elektrischen Energie von Fahrzeugen, z. B. Batteriekapazi-tät von Gabelstablern. Die Definition der elektrischen Leistungsaufnahme der Fahrzeuge erfolgt nach einem ereignisdiskreten Ansatz. So können z. B. für die Zustände Stand-By, bei Lastübergabe, Lastfahrt und Leerfahrt kon-stante Werte definiert und die elektrische Leistungsauf-nahme im Rahmen der Simulation überwacht werden. Die
42

energetische Betrachtung ist damit bislang auf Fahrzeuge beschränkt. Darüber hinaus bietet Dosimis-3 keine Stan-dardbausteine zur Auswertung. Plant Simulation [18] bietet die Möglichkeit der Modellie-rung energetischer Aspekte im Rahmen seiner Standard-bibliothek »Bewegliche Elemente«, zu denen u.a. Fahr-zeuge zählen. Für diese können Parameter zur Energiela-dung, Basisverbrauch, Kapazität, Ladestrom, Fahrver-brauch und Reserve definiert werden. Ebenso existiert eine Ladesteuerung zur Überwachung der Batterieladung. Plant Simulation geht in Version 11 noch einen Schritt weiter und ermöglicht nunmehr die energieorientierte Parametrierung seiner »Materialflussbausteine« wie Bear-beitungsstationen. Damit lassen sich Produktionssysteme unter energetischen Aspekten modellieren und analysie-ren, wobei eine ereignisdiskrete Modellierung Anwen-dung findet. Die Bausteine ermöglichen die Parametrie-rung sogenannter Energie-Zustände der Materialflussob-jekte, die auf den Baustein-Zuständen und dem Schicht-kalender basieren. Diese Energie-Zustände können als konstante Werte angegeben werden, sind jedoch auf eine Zustandsgröße beschränkt, z. B. Leistung (kW). Darüber hinaus stellt Plant Simulation 11 in der Standard-bibliothek den sogenannten Energy Analyzer zur Analyse der erzeugten Zeitverläufe der Zustandsgröße zur Verfü-gung. Dieser visualisiert einerseits die höchsten momen-tanen Verbraucher im Modell und andererseits die Kenn-zahlen aktuelle Leistung, bisheriger Verbrauch und Maxi-malleistung (inklusive Zeitpunkt) seit Simulationsstart über alle implementierten Bausteine. Hierzu stehen dem Analy-zer standardisierte Grafiken zur Verfügung. Zusammenfassend kann festgehalten werden, dass so-wohl in Dosimis-3 als auch in Plant Simulation nur ereig-nisdiskrete Modelle für das energetische Ablaufverhalten vorgesehen sind. Diese stehen dabei nur für ausgewählte Basisbausteine, für jeweils eine energetische Zu-standsgröße zur Verfügung, wobei die Zustände und deren Wechsel fest vorgegeben sind. Eine standardisierte Auswertung ist im Fall von Dosimis-3 nicht implementiert und in Plant Simulation nicht nach einzelnen Modellgrup-pen und einzelnen energetischen Zustandsgrößen diffe-renzierbar. Basierend auf dem im Stand der Forschung skizzierten Arbeiten und aus Sicht der hier vorgestellten Anwen-dungsfallstudie sind deshalb die gegebenen Möglichkei-ten der Modellierung und Auswertung aus Sicht der Autoren noch nicht ausreichend. Eine Lösung mittels neuentwickelter Programmbausteinen mit umfassender eigener Programmierung war deshalb notwendig. Im Rahmen des Projektes E²Log wurde dafür die Software Plant Simulation aufgrund ihrer Marktgängigkeit und der offenen Programmierungs-Umgebung ausgewählt. Der beschriebene Stand der Forschung lässt erkennen, dass sowohl zeitdiskrete als auch ereignisdiskrete Ansätze zur Modellierung von energetischen Anlagen erforderlich sein können. Der Stand der Technik zeigt, dass beide
Ansätze je nach notwendigem Detaillierungsgrad nicht in ausreichendem Maße in aktuell verfügbarer Materialfluss-simulationssoftware zur Verfügung stehen.
4 Konzeption und prototypische Umsetzung von Bausteinen zur energieintegrierte Simu-lation
Um zukünftig mit möglichst geringem Aufwand energie- und materialflussintegrierte Simulationsstudien durchfüh-ren zu können, stehen sowohl für die Modellierung der energetischen Zustandsgrößen als auch für die Auswer-tung der damit erzeugten Informationen standardisierte Vorgehensweisen und Modellierungskonzepte bereit, die den Anforderungen aus der Praxis gerecht werden.
4.1 Bausteine zur Modellierung
Neben dem Aufbau von Bibliotheken mit branchen- oder anwendungsspezifischen Modellen für gängige Prozesse und Anlagen sollten jedoch auch Bausteine für eine be-nutzerspezifische Modellierung existieren. Vor allem für die ereignisdiskrete Modellierung komplexe-rer Anlagen ist es aus Sicht der Autoren sinnvoll, eine starre Kopplung der Energie- und Materialflussmodelle aufzubrechen und ein optionales, adaptierbares Energie-Modul als Baustein bereitzustellen, das es ermöglicht, beliebig viele Zustandsgrößen mit frei definierbaren Zu-ständen mit unterschiedlichen Möglichkeiten zur Be-schreibung des Werteverlaufs innerhalb der Zustände zu modellieren. Im Rahmen des Forschungsprojektes E²Log wurde ein solches Modul konzeptionell entworfen und prototypisch in Plant Simulation umgesetzt. (Im For-schungsprojekt eniPROD wurde zeitgleich ein ähnlicher Ansatz entwickelt [11], der hier vorgestellte geht jedoch bei den Beschreibungsmöglichkeiten über die dort defi-nierten konstanten Werte je Zustand hinaus.) Sind zeitdiskrete Modelle zur Abbildung des zeitlichen Ablaufverhaltens der energetischen Zustandsgrößen notwendig, wird der Sinn von branchen- oder anwen-dungsspezifischen Bausteinbibliotheken generell kontro-vers diskutiert, da deren Aufbau, Erweiterung und Aktua-lisierung immensen Aufwand bedeuteten würden. Aus diesem Grund nimmt man im Rahmen des Forschungs-projektes davon Abstand und entwickelt stattdessen eine Vorgehensweise. Darin wird beschrieben, welche Schritte bei einer zeitdiskreten Modellierung der energetischen Zustandsgrößen sinnvollerweise zu durchlaufen sind und wie eine Toolunterstützung aussehen kann. Dabei wird der Fokus auf Thermo-Prozessanlagen gelegt.
4.2 Bausteine zur Auswertung
Der beschriebene Stand der Forschung mit den darin enthaltenen Anwendungsbeispielen zeigt zudem auf, dass bei der Auswertung der durch die Simulation prog-
43
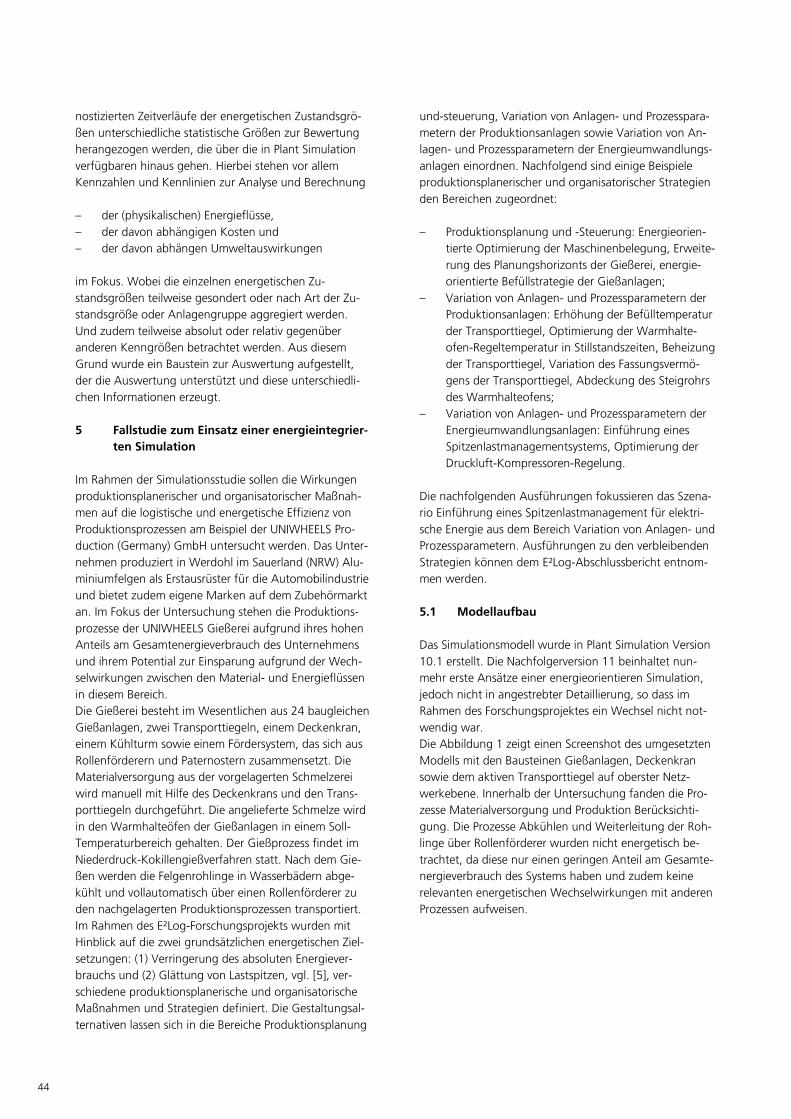
nostizierten Zeitverläufe der energetischen Zustandsgrö-ßen unterschiedliche statistische Größen zur Bewertung herangezogen werden, die über die in Plant Simulation verfügbaren hinaus gehen. Hierbei stehen vor allem Kennzahlen und Kennlinien zur Analyse und Berechnung
– der (physikalischen) Energieflüsse,– der davon abhängigen Kosten und– der davon abhängen Umweltauswirkungen
im Fokus. Wobei die einzelnen energetischen Zu-standsgrößen teilweise gesondert oder nach Art der Zu-standsgröße oder Anlagengruppe aggregiert werden. Und zudem teilweise absolut oder relativ gegenüber anderen Kenngrößen betrachtet werden. Aus diesem Grund wurde ein Baustein zur Auswertung aufgestellt, der die Auswertung unterstützt und diese unterschiedli-chen Informationen erzeugt.
5 Fallstudie zum Einsatz einer energieintegrier-ten Simulation
Im Rahmen der Simulationsstudie sollen die Wirkungen produktionsplanerischer und organisatorischer Maßnah-men auf die logistische und energetische Effizienz von Produktionsprozessen am Beispiel der UNIWHEELS Pro-duction (Germany) GmbH untersucht werden. Das Unter-nehmen produziert in Werdohl im Sauerland (NRW) Alu-miniumfelgen als Erstausrüster für die Automobilindustrie und bietet zudem eigene Marken auf dem Zubehörmarkt an. Im Fokus der Untersuchung stehen die Produktions-prozesse der UNIWHEELS Gießerei aufgrund ihres hohen Anteils am Gesamtenergieverbrauch des Unternehmens und ihrem Potential zur Einsparung aufgrund der Wech-selwirkungen zwischen den Material- und Energieflüssen in diesem Bereich. Die Gießerei besteht im Wesentlichen aus 24 baugleichen Gießanlagen, zwei Transporttiegeln, einem Deckenkran, einem Kühlturm sowie einem Fördersystem, das sich aus Rollenförderern und Paternostern zusammensetzt. Die Materialversorgung aus der vorgelagerten Schmelzerei wird manuell mit Hilfe des Deckenkrans und den Trans-porttiegeln durchgeführt. Die angelieferte Schmelze wird in den Warmhalteöfen der Gießanlagen in einem Soll-Temperaturbereich gehalten. Der Gießprozess findet im Niederdruck-Kokillengießverfahren statt. Nach dem Gie-ßen werden die Felgenrohlinge in Wasserbädern abge-kühlt und vollautomatisch über einen Rollenförderer zu den nachgelagerten Produktionsprozessen transportiert. Im Rahmen des E²Log-Forschungsprojekts wurden mit Hinblick auf die zwei grundsätzlichen energetischen Ziel-setzungen: (1) Verringerung des absoluten Energiever-brauchs und (2) Glättung von Lastspitzen, vgl. [5], ver-schiedene produktionsplanerische und organisatorische Maßnahmen und Strategien definiert. Die Gestaltungsal-ternativen lassen sich in die Bereiche Produktionsplanung
und-steuerung, Variation von Anlagen- und Prozesspara-metern der Produktionsanlagen sowie Variation von An-lagen- und Prozessparametern der Energieumwandlungs-anlagen einordnen. Nachfolgend sind einige Beispiele produktionsplanerischer und organisatorischer Strategien den Bereichen zugeordnet:
– Produktionsplanung und -Steuerung: Energieorien-tierte Optimierung der Maschinenbelegung, Erweite-rung des Planungshorizonts der Gießerei, energie-orientierte Befüllstrategie der Gießanlagen;
– Variation von Anlagen- und Prozessparametern derProduktionsanlagen: Erhöhung der Befülltemperaturder Transporttiegel, Optimierung der Warmhalte-ofen-Regeltemperatur in Stillstandszeiten, Beheizungder Transporttiegel, Variation des Fassungsvermö-gens der Transporttiegel, Abdeckung des Steigrohrsdes Warmhalteofens;
– Variation von Anlagen- und Prozessparametern derEnergieumwandlungsanlagen: Einführung einesSpitzenlastmanagementsystems, Optimierung derDruckluft-Kompressoren-Regelung.
Die nachfolgenden Ausführungen fokussieren das Szena-rio Einführung eines Spitzenlastmanagement für elektri-sche Energie aus dem Bereich Variation von Anlagen- und Prozessparametern. Ausführungen zu den verbleibenden Strategien können dem E²Log-Abschlussbericht entnom-men werden.
5.1 Modellaufbau
Das Simulationsmodell wurde in Plant Simulation Version 10.1 erstellt. Die Nachfolgerversion 11 beinhaltet nun-mehr erste Ansätze einer energieorientieren Simulation, jedoch nicht in angestrebter Detaillierung, so dass im Rahmen des Forschungsprojektes ein Wechsel nicht not-wendig war. Die Abbildung 1 zeigt einen Screenshot des umgesetzten Modells mit den Bausteinen Gießanlagen, Deckenkran sowie dem aktiven Transporttiegel auf oberster Netz-werkebene. Innerhalb der Untersuchung fanden die Pro-zesse Materialversorgung und Produktion Berücksichti-gung. Die Prozesse Abkühlen und Weiterleitung der Roh-linge über Rollenförderer wurden nicht energetisch be-trachtet, da diese nur einen geringen Anteil am Gesamte-nergieverbrauch des Systems haben und zudem keine relevanten energetischen Wechselwirkungen mit anderen Prozessen aufweisen.
44

Abbildung 1: Screenshot des Gießereimodells in Plant Simulation auf oberster Netzwerkebene [19]
5.2 Anlagenmodelle
Für die Anlagen Warmhalteofen und Transporttiegel wurden Prozessmodelle basierend auf den Theorien der Wärmeübertragung (mit sogenannten gekoppelten glo-balen instationären Energie- und Massebilanzen und Ersatzwiderständen für die Wärmeübertragungsmecha-nismen) und der Steuerungs- und Regelungstechnik (mit sogenannten elementare Regelkreisgliedern) entwickelt und in Plant Simulation als gekapselte zeitdiskrete Model-le mit einem Zeitschritt von einer Sekunde überführt. Für die baugleichen Warmhalteöfen wurde die elektrische Wirkleistung abhängig von den Temperaturen im Tiegel und den Parametern des Reglers modelliert. Hierzu wurde für den Regelkreis des Warmhalteofens ein Differenzial-gleichungssystem aufgestellt und dieses in Differenzen-gleichungen überführt. Fehlende Parameter wurden, über mobile Messungen erhobene Zeitreihen der Prozessdaten, geschätzt. Dies wurde unter Verwendung von MS Excel und dem darin freiverfügbaren Solvers durchgeführt. Für die baugleichen Transporttiegel wurde analog vorge-gangen. Jedoch konnte im Gegensatz zur Warmhalte-ofenmodellierung aufgrund vorliegender Stoff- und Ge-ometriedaten des Herstellers auf eine Parameterschätzung verzichtet werden. Für die restlichen Anlagen im System wurde eine ereig-nisdiskrete Modellierung vorgenommen und unter Ver-wendung des entwickelten ereignisdiskreten Energie-Modells in Plant Simulation überführt. Hierzu wurden durch mobile Messungen gewonnene Zeitreihen mit manuell erhobene Prozessdaten ergänzt und mit Hilfe des Tabellenkalkulationsprogramms MS Excel ausgewertet und adäquate Zustände und Funktionswerte der energeti-schen Zustandsgrößen in den Zuständen abgeleitet.
5.3 Eingangsdaten
Der Untersuchungszeitraum erstreckt sich über eine re-präsentative Arbeitswoche im kontinuierlichen Schichtbe-trieb bei UNIWHEELS – vom Hochfahren der Produktions-anlagen zum Wochenstart bis zu deren Herunterfahren und Wartung am Wochenende. Exemplarisch wurde hier eine repräsentative Auftragslast herangezogen, beste-hend aus 35 Aufträgen verschiedener Felgentypen. Die
geforderten Stückzahlen schwanken je Auftrag von 220 bis zu 1300 Stück und liegen im Mittel bei 760 Stück. Die erforderlichen Prozessdaten, z. B. Prozesszeiten, Ener-giebedarfs- und Temperaturprofile, Ausfalldaten, etc., wurden aus der Betriebsdatenerfassung, aus der Anlagen-steuerung sowie im Rahmen von Messungen ermittelt. Die notwendigen Anlagendaten (Geometrie- und Stoffda-ten, etc.) wurden aus vorhandenen und von den Herstel-lern angeforderten Anlagendatenblättern sowie aus der Fachliteratur entnommen.
5.4 Spezifikation der Strategie
Das Ziel der Strategie Spitzenlastmanagement liegt in der Kontrolle vorhersehbarer und unvorhersehbarer Spitzen-lasten und damit der Beeinflussung des vom Leistungs-preis abhängigen Anteils der Stromrechnung. Der Leis-tungspreis ermittelt sich auf Basis des Leistungsdur-schnittswert innerhalb eines vom Energieversorger gege-benen viertelstündigen Abrechnungsturnus. Das Ziel des Absenkens der Spitzenlasten kann nur durch eine perma-nente Überwachung des Strombezugs bzw. –verbrauchs erfolgen sowie dem gezielten Ein- und Ausschalten von Verbrauchern. Zur Potentialabschätzung und Machbarkeitsanalyse der Strategie wurden Varianten von anlagenübergreifenden Regelungen implementiert und getestet. Im Anwen-dungsfall stehen dabei die elektrisch beheizten 24 Warm-halteöfen der Gießanlagen im Fokus der Betrachtung, die durch sogenannte 2-Punkt-Regelungen mit Hysterese geregelt werden. Alle anderen Anlagen wurden aufgrund ihrer geringen Anteile an der elektrischen Leistung und elektrischen Arbeit des Gesamtsystems Gießerei bzw. der Abrechnungsstelle nur passiv und nicht als aktive Kompo-nenten bei den Ansätzen zur Spitzenlastabsenkung be-rücksichtigt. Neben Varianten gängiger einfach gehaltener Lastspit-zenmanagementansätze, bei denen nur in eine Anlagen-steuerung eingegriffen wird, wurden mehrere komplexere anlagenübergreifende Ansätze mit unterschiedlichen Regelungsansätzen und -parametern getestet. In vorliegender Untersuchung wurde ein Ansatz zur Spit-zenlastabsenkung verfolgt, der auf einem Lastwächter beruht. Dieser berücksichtigt im wesentlichen prozess- und anlagentechnische Restriktionen und stellt so sicher, dass einerseits die Schmelzetemperatur im Ofentiegel in einem definierten Bereich (Min/Max) gehalten wird, um eine einheitliche Schmelzequalität der Aluminiumlegie-rung zu gewährleisten und andererseits ein Schalten der Heizelemente in einer zu hohen Frequenz verhindert werden, um eine Überregelung des Heizelemente zu vermeiden. Die Funktionsweise des Lastwächters ist nun wie folgt. Wenn man eine Ofenheizung einschalten möchte, wird geprüft, ob bereits die maximale Anzahl an Heizungen eingeschaltet ist. Ist dies nicht der Fall, wird die betrachte-
45

te eingeschaltet. Ist jedoch die maximale Anzahl einge-schalteter Heizungen bereits erreicht, führt das Einschal-ten weiterer Heizungen zum Überschreiten des zulässigen Gesamtenergieverbrauchs des Systems. Es ist zunächst zu prüfen, welche Heizung ausgeschaltet werden kann. Hierbei wird derjenige Warmhalteofen ausgewählt, der bereits die Mindestanschaltzeit erreicht hat und dessen Schmelzetemperatur über seiner Regeltemperatur liegt. Die Regeltemperatur ist als zusätzlicher Parameter in der Strategie zwischen der oberen und unteren Schalttempe-ratur des 2-Punkt-Hysterese-Reglers definiert und so zu wählen, dass die mit der Abschaltung einsetzende Abküh-lung der Schmelze bei Einhaltung der festgelegten Min-destabschaltzeit einer Heizung nicht zu einem Unter-schreiten der definierten Mindesttemperatur führt. Kann keine Anlage entsprechend dem Regelwerk ausgeschaltet werden, greift die Notfallstrategie und die Anlage wird für die Mindesteinschaltzeit eingeschaltet und dadurch eine erhöhte Spitzenlast einem Produktionsausfall vorge-zogen. Zusätzlich zu diesem Grundalgorithmus werden die Regeltemperaturen der Anlagen in nicht-produktiven-Zeiten auf einen noch akzeptablen geringeren Wert ge-senkt und Anlagen, deren Soll-Temperatur nicht gegeben ist, setzen ihre Produktion aus.
5.5 Experimentdurchführung und Bewertung
Im Anschluss wurden zwei Experimente durchgeführt: (1) Ist-Programmplanung ohne Spitzenlastmanagement, (2) Ist-Programmplanung mit Strategie Spitzenlastmanage-ment. Die Laufzeit lag aufgrund der komplexen Berech-nungen des physikalischen Verhaltens der Anlagen bei 27:38 min:sek in Experiment 1 sowie 28:13 min:sek in Experiment 2. Zur Bewertung der Experimente wurde ein Kennzahlen-system festgelegt. Zum Vergleich der Simulationsläufe dienten klassische logistische/ materialflussbezogene Kennzahlen u. a.:
– mittlere Auslastung der Gießmaschinen [%],– mittlere Durchlaufzeit der Produktionsaufträge [%],– Termintreue der Produktionsaufträge [%]
und die zusätzlichen energetischen/ energieflussbezoge-nen Kennzahlen, u. a.:
– elektrische Wirkarbeit [kWh],– maximaler Viertel-Stunden-Leistungsmittelwert [kW],– Norm-Kubikmeter Luft [m³].
5.6 Ergebnisse der Simulationsstudie
Die Abbildung 2 zeigt den prognostizierten Verlauf der elektrischen Wirkleistung der Gießerei bei Ist-Programmplanung im Experiment 1 in hellgrau. Dieser weist über den Verlauf starke Schwankungen
zwischen 0 - 700 KW auf. Gerade zu Beginn der Arbeits-woche stellen sich Spitzenlasten durch das zeitgleiche Hochfahren der Anlagen ein. In Experiment 2 sinkt die elektrische Leistung deutlich ggü. Experiment 1, siehe Abbildung 2. Wie am Lastgang (dunkelgrau) zu erkennen ist, kann eine Harmonisierung der Wirkleistung erreicht werden.
Abbildung 2: Lastgang der Planwoche in Experiment 1 und 2
Das Spitzenlastmanagement bewirkt, dass eine vorgege-bene Leistung der gesamten Gießerei zu keinem Zeit-punkt überschritten wird. So können Lastspitzen, wie sie gerade im Experiment 1 zu Wochenbeginn auftreten, vermindert werden bei zeitgleich gleichbleibender Effizi-enz der Produktion, siehe Tabelle 2.
Mitt
lere
Aus
las-
tung
der
Gie
ß-m
asch
inen
Mitt
lere
Dur
ch-
lauf
zeit
der
Prod
uktio
nsau
f-tr
äge
Term
intr
eue
der
Prod
uktio
nsau
f-tr
äge
el. W
irkar
beit
Vie
rtel
-St
unde
n-Le
istu
ngsm
it-te
lwer
t
Nor
m-
Kub
ikm
eter
Luf
t [%] [dd:mm:ss] [%] [kWh] [kW] [km³]
Exp. 1 63,76 08:40:22 97,14 41248 578 409
Exp. 2 63,76 08:40:22 97,14 41176 389 409
Tabelle 2: Überblick der Ergebnisse der Simulationsexperimente
Die Wirkung der Strategie spiegelt sich insbesondere im Viertelstundenleistungswert wider, welcher sich im Ver-gleich zu Experiment 1 um ca. 32 % reduziert. Für die Berechnung der Energiekosten wurde die Annahme ge-troffen, dass sich diese aus einem Arbeitspreis von 0,12 €/kWh sowie einem Leistungspreis von 5,25 €/kW zusammensetzen. Unter dieser Annahme ließe sich im vorliegenden Fall eine Ersparnis von ca. 980 € im monatli-chen Abrechnungszeitraum durch Einführung eines Spit-zenlastmanagements erzielen.
0
100
200
300
400
500
600
700
Wirk
leis
ung
[KW
]
Zeit
Wochen-Lastgang simuliert
Wirkleistung (mit Lastabwurf)
Wirkleistung (ohne Lastabwurf)
46

6 Zusammenfassung und Ausblick
Die Arbeiten in E²Log veranschaulichen die praktische Relevanz und Bedeutung von Methoden zur Untersu-chung und Bewertung energetischer Aspekte im Rahmen von Produktionsplanung und Anlagensteuerung. Die Simulation bietet sich als Methodik zur Bewertung der hieraus erwachsenen Potentiale an, es lassen sich die komplexen Wechselwirkungen zwischen Material- und Energieflüssen abbilden und berücksichtigen. Im Rahmen der Untersuchungen in E²Log wurden erste Bausteine einer energieorientierten Materialflusssimulation entwi-ckelt und anhand eines Anwendungsbeispiels validiert. Bislang steht die Bewertung des elektrischen Energiever-brauchs im Vordergrund der Betrachtungen. Die Weiter-entwicklung zur Berücksichtigung weiterer Energieträger wie Druckluft und die Ergänzung der Betrachtung von Verbraucherseite hin zu den Energieanbietern und der Berücksichtigung von Energie als Eingangsparameter ist insbesondere vor dem Hintergrund der Berücksichtigung regenerativer Energiequellen von hohem Interesse, z. B. Maschine kann nicht laufen, da zu wenig Abwärme vor-handen etc.
7 Literatur
[1] V. Hrdlinczka, H. A. Jakobi und e. al., Leitfaden für Simulationsbenutzer in Produktion und Logistik, in ASIM Mitteilungen, 58, 1997.
[2] VDI, Norm 3633, Blatt 1: Simulation von Logisitk-, Materialfluss- und Produktionssystemen, 2000.
[3] S. Wenzel, S. Collisi-Bähmer, H. Pitsch, O. Rose und M. Weiß, Qualitätskriterien für die Simulation in Produktion und Logistik. Planung und Durchführung von Simulationsstudien, Berlin: Springer-Verlag, 2008.
[4] U. Kiencke, Ereignisdiskrete Systeme - Modellierung und Steuerung verteilter Systeme, München: R. Oldenbourg Verlag, 1997.
[5] M. Rager, Energieorientierte Produktionsplanung: Anlayse, Konzeption und Umsetzung, Betriebswirtschaftlicher Verlag Dr. Th. Gabler, Wiesbaden, 2008.
[6] N. Weinert, Vorgehensweise für Planung und Betrieb energieeeffizienter Produktionssysteme, Fraunhofer Verlag, Stuttgart, 2010.
[7] A. Dietmair, A. Verl und M. Wosnik, Zustandsbasierte Energieverbrauchsprofile: Eine
Methode zur effizienten Erfassung des Energieverbrauchs von Produktionsmaschinen, wt Werkstattstechnik online, Nr. 7/8, pp. 40 - 45, 2008.
[8] M. Junge, Simulationsgestützte Entwicklung und Optimierung einer energieeffizienten Produktionssteuerung, kassel university press GmbH, Kassel, 2007.
[9] Y. He, B. Liu, X. Zhang, H. Gao und X. Liu, A modeling method of task-oriented energy consumption for machining manufacturing system, Journal of Cleaner Production, Bd. 23, pp. 167-174, 2012.
[10] F. Klocke, R. Schlosser und S. Tönissen, Prozesseffizienz durch Parameterwahl, wt Werkstattstechnik online, pp. 346-349, 2010.
[11] B. Stahl, M. Taisch, A. Cannata, F. Müller, S. Thiede, C. Hermann, A. Cataldo und F. Cavadini Antonio, Combined Energy, Material and Building Simulation for Green Factory Planning, in 20th CIRP Internation Conference on Lufe Cycle Engineering, Singapore, 2013.
[12] D. Wolff, D. Kulus und S. Dreher, Simulating Energy Consumption in Automotive, in Use Cases of Discrete Event Simulation – Appliance and Research, Berlin, Heidelberg, Springer, 2012, pp. 59-86.
[13] A. Schlegel, J. Stoldt und M. Putz, Erweiterte Integration energetischer Betrachtungen in der Materialflussimulation, in Simulation in Produktion und Logistik: Entscheidungsunterstützung von der Planung bis zur Steuerung, Paderborn, 2013.
[14] L. Martin, M. Schäfer, A. Schlüter und N. Weishaar, Energieströme simulieren: Vom Prozess bis zur Fabrik, in Energie- und klimaeffiziente Produktion, Wiesbaden, Vieweg+Teubner Verlag, Springer Fachmedien Wiesbaden GmbH , 2012, pp. 103-137.
[15] B. Noche und S. Wenzel, Simulationsinstrumente in Produktion und Logistik - eine Marktübersicht, Bd. The New Simulation in Production and Logistics, K. Mertins und M. Rabe, Hrsg., 9. ASIM-Fachtagung, Berlin, 2000.
[16] P. Klingstam und P. Gullander, Overview of simulation tools for computer-aided production
47

engineering, 38 Hrsg., Computers in Industry, 1999, pp. 173-186.
[17] SDZ GmbH, http://www.sdz.de/produkte/dosimis-3/.
[18] Siemens PLM Software, http://www.plm.automation.siemens.com/en_us/products/tecnomatix/plant_design/plant_simulation.shtml.
[19] E. Fuss, E²Log case study in-house production and logistics, in Retool for a competitive and sustainable industry, Industrial Summer Study Hrsg., eceee, Hrsg., Arnheim, Niederlande, 2014.
48

KMU-GERECHTE KAPSELUNG VON SIMULATIONSMETHO- DEN ZUR LOGISTISCHEN BEWERTUNG UND ÖKO-LOGISCHEN ABSCHÄTZUNG VON LIEFERKONZEPTEN - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Logist. Dipl.-Kfm. Jan Cirullies Dipl.-Logist. Daniel Dreßler Dipl.-Inf. Christian Schwede Fraunhofer-Institut für Materialfluss und Logistik IML, Dortmund
49

Dipl.-Logist. Dipl.-Kfm. Jan Cirullies
Fraunhofer-Institut für Materialfluss und Logistik IML, Gruppenleiter
2003 – 2009
2005 – 2006
2007 – 2012
2009 – 2012
2012 – 2013
Seit 2013
Studium der Logistik, Fakultät Maschinenbau, Technische Universität Dortmund
Auslandssemester am INSA de Lyon, Frankreich
Studium der Wirtschaftswissenschaften, Wirtschafts- und Sozialwissenschaftliche Fakultät, Technische Universität Dortmund
Promotionsstipendium an der NRW Forschungsschule für Energieeffiziente Produktion und Logistik, Technische Universität Dortmund
Mitarbeiter am Fraunhofer-Institut für Materialfluss und Logistik IML, Abteilung Supply Chain Engineering
Gruppenleiter Simulation und logistische Assistenzsysteme, Abteilung Informationslogistik und Assistenzsysteme, Fraunhofer IML
LEBENSLAUF
50

Dipl.-Logist. Daniel Dreßler
Fraunhofer-Institut für Materialfluss und Logistik IML, Externer Stipendiat
2005 – 2011
2010 – 2011
2011
Seit 2011
Studium der Logistik an der TU Dortmund, Vertiefungsrichtung Fabrikplanung und -simulation
Studentische Hilfskraft, Fraunhofer Institut für Materialfluss und Logistik, Dortmund
Doktorand der Graduate School of Logistics in Kooperation mit dem Fraunhofer IML und der ThyssenKrupp Steel Europe AG
Mitarbeiter, ThyssenKrupp Steel Europe AG, Duisburg
LEBENSLAUF
51

Dipl.-Inf. Christian Schwede
Fraunhofer-Institut für Materialfluss und Logistik IML, Abteilungsleiter
2001 – 2007
2007 – 2011
2011 – 2013
Seit 2013
Studium der Ingenieursinformatik, Universität Dortmund
Wissenschaftlicher Mitarbeiter am Fraunhofer IML
Gruppenleiter Assistenzsysteme und digitale Logistik
Abteilungsleiter Informationslogistik und Assistenzsysteme
LEBENSLAUF
52

1 Motivation und methodischer Ansatz 1.1 Problemstellung
In Anbetracht des Klimawandels, steigender Energiepreise und emissionsbezogener Steuern wächst die Bedeutung, auch das ökologische Verhalten von Logistikketten im Vorfeld abzuschätzen. Als besonders umweltwirksam haben sich Transportprozesse erwiesen [1]. Gerade der Logistiksektor, einer der wesentlichen Einflussfaktoren auf diese Prozesse, ist hier gefordert: Hinsichtlich Energie hat der Verkehrssektor europaweit seinen Bedarf von 1990 bis 2011 um 29,8 % gesteigert, wohingegen der Indust-riesektor Einsparungen von 20,5 % erzielen konnte [2].
Simulationsmethoden stellen für eine Bewertung nach Kosten-, Leistungs- und Umweltkriterien einen geeigne-ten Planungsansatz und entsprechend erweiterte Werk-zeuge grundsätzliche eine gute praktische Voraussetzung dar [3]: Bestandsverläufe, die Notwendigkeit von Eiltransporten und die Auslastung von Verkehrsmitteln lassen sich mithilfe der ereignisdiskreten Simulation plane-risch genauer abschätzen. Diese Daten stellen dann die erforderliche Basis für eine grobe ökologische Abschät-zung dar. Szenarienweise kann so eine geeignete Netz-werkkonfiguration ermittelt werden [4].
Jedoch ist Simulation für kleine und mittelständische Unternehmen (kmU) schwer zugänglich und trifft dort deshalb u. U. auf Vorbehalte: Die Methode setzt viel Know-how voraus, für eine detaillierte Bewertung ist eine entsprechend aufwendige Datensammlung erforderlich – und schließlich ist ein Modell aufzubauen und dabei permanent zu validieren. Während Großunternehmen diesen Aufwand aufgrund ihrer finanziellen Grundlage weniger scheuen, kommt dieses Vorgehen für kmU oft-mals aus Aufwandsgründen nicht infrage.
1.2 Zielsetzung und methodisches Vorgehen
Deshalb besteht das Ziel dieses Forschungsbeitrags in der Verknüpfung der vorhandener Methoden und der Ent-wicklung eines IT-Konzepts, das die kmU-gerechte An-wendung dieser Methoden ermöglicht. Dazu werden folgende Forschungsfragen beantwortet:
1. Welche Anforderungen sind an ein kmU-geeignetesPlanungsverfahren zu richten, das die ökologischeBewertung in die Logistikplanung integriert?
2. Welches methodische Konzept eignet sich, um dieökologische-integrierte Logistikplanung effizient undanforderungsgemäß zu erfüllen?
3. Welches IT-technische Konzept lässt sich zur Erfül-lung der Anforderungen und zur Umsetzung des Me-thodenkonzeptes entwickeln?
Die Anforderungen (Abschnitt 2) leiten sich zum einen aus Recherchen der Fachliteratur, zum anderen vor allem aus den im Forschungsprojekt E²Log (Förderkennzeichen 03ET1012A, www.e2log.de) ermittelten Anforderungen ab. Die projektseitigen Anforderungen stammen einer-seits von den mittelständischen Praxispartnern, anderer-seits von den beteiligten Forschungspartnern, die bereits umfangreiche Erfahrungen mit der Konzeption und Um-setzung von logistischen Assistenzsystemen (LAS) für Großunternehmen sammeln konnten. Auf Basis einer Methodenrecherche in Abschnitt 3 ist die Entwicklung des IT-Konzeptes möglich (Abschnitt 4), das in Abschnitt 5 anhand eines Praxisbeispiels validiert wird. Abschnitt 6 zeigt abschließend den weiteren Forschungsbedarf auf.
2 Heutiges Vorgehen zur Bewertung in kmU 2.1 Logistikplanung und ökologische Bewertung
Heute liegen bei kmU überwiegend »handwerkliche Strukturen« bei der Planung von Produktions- und Lo-gistikstrukturen vor [5], die sich im Umbruch zu industriel-len Strukturen befinden. In diesem Rahmen werden ver-schiedene simulationsbasierte Ansätze für die Logistik-/Produktionsplanung im Mittelstand genutzt, die bei-spielsweise als »virtuelle Experimentierfelder« bezeichnet werden. Die Umstellung zu industriellen Strukturen be-deutet vor allem die Notwendigkeit, kmU in die Supply Chain einzubeziehen [6]: Den Treiber dazu stellen vor allem große Unternehmen dar, um deren logistische Integration mit den kmU zu forcieren. Hier bei besteht nach Gélinas und Bigras jedoch das Problem, dass kmU - gerade im Vergleich zu Konzernen - nur über begrenzte Ressourcen verfügen. Gleichwohl weisen die Autoren darauf hin, dass eine hohe Integration jedoch auch Vor-teile für kmU generieren kann, da auf diese Weise Allein-
KMU-GERECHTE KAPSELUNG VON SIMULATIONSMETHODEN ZUR LOGISTISCHEN BEWERTUNG UND ÖKOLOGISCHEN ABSCHÄTZUNG VON LIEFERKONZEPTEN Dipl.-Logist. Dipl.-Kfm. Jan Cirullies, Dipl.-Logist. Daniel Dreßler, Dipl.-Inf. Christian Schwede
53

stellungsmerkmale gebildet werden, die zu einer Bevor-zugung durch den Konzern führen können.
Die Erfahrungen im Projekt E²Log, in dem Unternehmen unterschiedlicher Größen vertreten waren, bestätigen diese Einschätzung, dass die informationstechnische Unterstützung bei Großunternehmen wesentlich weiter entwickelt ist als bei mittelständischen Zulieferern. Letzte-ren fehlen oftmals Know-how und Ressourcen, um zu-nächst eine sinnvolle Auswahl an möglichen Logistikkon-zepten zu treffen und diese anschließend in einem geeig-neten Modell vor dem Hintergrund der individuellen Situation zu bewerten. Eine solche Bewertung erweist sich jedoch als besonders anspruchsvoll, wenn Dynamik - z. B. Lastschwankungen - oder stochastische Effekte(Verspätungen etc.) berücksichtigt werden sollen.
Die logistische Planung wird um zusätzliche Zieldimensio-nen erweitert durch ein wachsendes ökologisches Be-wusstsein seitens der Unternehmen. Untersuchungen zeigen beispielsweise, dass 81 % der befragten Unter-nehmen verstärkt ihre Umweltschutzmaßnahmen aus-bauen wollen [7]. 76 % der Unternehmen reagieren damit auch auf Kundenanforderungen (ebd.).
Von beiden (und weiteren) Treibern sind auch kmU be-troffen, die sich typischerweise in einer Zuliefererrolle befinden. Allerdings ist gerade für kmU die Bewertung der ökologischen Effizienz nicht trivial [8]: Um kmU ge-eignete Unterstützung bieten, ist ein konkreter, toolge-stützter Handlungsleitfaden erforderlich, der die Metho-den auf geeignetem Abstraktionsniveau kaskadiert. Diese Einschätzung bestätigen sowohl der »Leitfaden Green Logistics Target Costing für KMU« [9], der von der TU Hamburg-Harburg und dem International Performance Research Institute (IPRI) entwickelt wurde, als auch die Ergebnisse des Forschungsprojektes E²Log.
Wesentlich bei der Erweiterung der Logistikplanung um ökologische Belange ist jedoch, dass diese beiden Aspekte nicht losgelöst voneinander betrachtet werden, sondern integrativ gehandhabt werden. Eine sequentielle Bewer-tung würde erhöhten Modellierungsaufwand bedeuten. Gleichzeit wäre absehbar, dass ökologische Zielgrößen eine nachrangige Rolle spielen würden und beispielsweise die Entwicklung einer ökologiebasierten Logistikstrategie und -steuerung nicht möglich wäre [3].
2.2 Anforderungen an ein Bewertungstool
Damit ergeben sich aus der heutigen Situation der logisti-schen Planung in kmU und vor allem der Berücksichti-gung ökologischer Zielgrößen folgende wesentliche An-forderungen:
1. Adäquate Abstraktion der Logistikkonzepte: Diefallspezifischen Umstände im Detail abzubilden ist zuaufwendig und für die relevanten Fragestellung nichterforderlich. Eine angemessen Vereinfachung der Zu-sammenhänge soll deshalb einerseits die Aussage-kraft erhalten und andererseits den Aufwand senken.
2. Handhabung von Dynamik und Komplexität: TrotzAbstraktion entsteht bereits bei wenigen Produkten,Zulieferern, Transportrelationen, Bestellmechanismenetc. eine mit einfachen Methoden oder gar bloßemVerstand nicht handhabbare Komplexität.
3. Integrierte Bilanzierung von Umwelt-, Kosten- undLeistungskennzahlen: Um die Akzeptanz von Um-weltgrößen zu steigern, sind diese simultan zu denklassischen Zielgrößen zu ermitteln. Statt diese imNachgang zu ermitteln, finden Umweltziele ausrei-chend Beachtung. Gleichzeitig wird das Erreichen lo-gistischer Leistungsziele sichergestellt, ohne das eineökologische Ausrichtung keine Akzeptanz fände.
4. Normnahe Ökobilanzierung: Um Vergleichbarkeitund Aussagekraft von Bewertungsergebnissen zugewährleisten, muss sich die ökologische Bilanzie-rung an relevanten Normen orientieren. Auch hierist ein vernünftiges Verhältnis aus Genauigkeit undAufwandsreduktion erforderlich.
Mit der Ableitung wesentlicher Anforderung wurde die erste Forschungsfrage beantwortet. Davon ausgehend werden im folgenden Abschnitt relevante Methoden und Werkzeuge gesichtet.
3 Stand der Technik 3.1 Logistische Planung
Für die Bewertung logistischer Systeme eignen sich ma-thematische Modelle, die sich mithilfe analytischen und simulativer Methoden untersuchen lassen. Übliche analy-tische Methoden umfassen die Materialflussrechnung (MFR) und die auf Methoden des Operations Research basierende mathematische Optimierung. MFR basiert auf Durchschnittswerten (z. B. Jahresmittelwerte) und eignet sich für die Grobdimensionierung von Logistiksystemen. Durch die starke Vereinfachung des Systems und der Last ist zwar eine aufwandsarme Bewertung möglich, jedoch werden dadurch wichtige Effekte wie Dynamik oder Stochastik außer Acht gelassen. Mathematische Optimie-rung liefert unter gegebenen Parametern eine optimale Lösung, ist aber in der Handhabung von Komplexität und Dynamik hinsichtlich Modellierungsaufwand und Berech-nungsdauer begrenzt.
Auf der anderen Seite lässt sich die ereignisdiskrete von der kontinuierlichen Simulation unterscheiden. Im Falle letzterer Methode werden Flüsse aufwendig in Form von Differentialgleichungen modelliert, sodass das Systemver-halten über die Zeit sichtbar wird. Allerdings findet auch
54

hier eine starke Vereinfachung statt. Damit sind die Ana-lyse im Detail und die Erlangung von Systemverständnis kaum möglich. Die ereignisdiskrete Simulation hingegen macht einzelne Ereignisse auslösbar und im Ergebnis sichtbar. Damit lassen sich zufällige Ereignisse und das damit einhergehende Schwanken über die Zeit analysie-ren. Der Modellierungsaufwand ist – insbesondere im Vergleich zur MFR – hoch.
3.2 Ökologische Bewertung
Für die ökologische Bewertung von Transportprozessen sind die Normen DIN EN 16258 und die DIN ISO 14040/44 von wesentlichem Interesse, die sich mit der »Berechnung und Deklaration des Energieverbrauchs und der Treibhausgasemissionen bei Transportdienstleistun-gen« bzw. der Ökobilanzierung befassen. Die seit 2006 gültigen Normen zur Ökobilanzierung sehen eine ganz-heitliche Betrachtung eines Produktes bzw. einer Dienst-leistung vor. Dieser Ansatz ermöglicht den Vergleich unterschiedlicher Lieferkonzepte, die nicht nur mehrere Transportabschnitte und Transporte, sondern auch Lager- und Umschlagsstandorte umfassen kann. Zum Abschluss wird die Umweltbilanz für das konfigurierte System (z. B. über denselben Zeitraum oder für dieselbe Leistung) oder gemittelt über vergleichbare Leistungsobjekte ausgewie-sen werden.
Hingegen beschränkt sich die DIN EN 16258:2013 auf Transportprozesse und in der Bilanz auf Energie (MJ) und Treibhausgase (CO2-Äquivalente, CO2e), jeweils ohne (tank-to-wheel, TTW) und mit Vorkette (well-to-wheel, WTW). Damit werden die Zielgrößen auf die in dem spe-ziellen Bilanzierungskontext relevantesten Kennzahlen reduziert. Transportketten werden nach Vorgaben der Norm in einzelne Abschnitte eingeteilt, für die jeweils ein sogenanntes Vehicle Operations System (VOS) zu definie-ren ist. Das VOS beschreibt einen (idealerweise geschlos-senen) LKW-Rundlauf, für den zunächst der Treibstoffver-brauch bilanziert wird. Da der Rundlauf oftmals wie im Gebietsspediteurwesen Güter unterschiedlicher Auftrag-geber umfasst, ist die Umweltbilanz über die Transport-leistung (in Tonnenkilometern, tkm) den Gütern und damit den Auftraggebern zuzuordnen (»Allokation«).
Die Integration der ökologischen Bewertung in die Lo-gistikplanung ist bereits auf verschiedenen Ebenen voran-getrieben. Beispiele stellen die Erweiterung logistischer Kennzahlensysteme dar [10], die Erweiterung logistischer Werkzeuge um ökologische Kriterien [3] oder operative logistische Planungssysteme [11]. Besonderes Augenmerk bei der Kopplung von Simulationsmethoden mit ökologi-scher Bewertung liegt auf der simulativen Ermittlung von Parametern wie Auslastungsgraden, die für die ökologi-sche Bewertung besonders wirksam sind.
3.3 Forschungslücke
Aus den eingangs definierten Anforderungen und der knappen Betrachtung des Stands der Forschung ergibt sich somit eine Forschungslücke hinsichtlich der Eignung für kmU: Offenkundig existieren in beiden Belangen – Logistikplanung und ökologische Bewertung – Vorschrif-ten, Methoden und Tools, die in der Gesamtheit eine ökologisch orientierte Logistikplanung grundsätzlich erlauben. Allerdings mangelt es an einer Integration, die sich vor allem für kmU eignet. Deshalb ist ein konzeptio-neller und technischer Ansatz gesucht, der eine effiziente Planung ermöglicht, d. h. leicht zu handhaben ist und die logistiksystemimmanente Komplexität reduziert. Diese Reduktion darf jedoch keine entscheidenden dynami-schen und stochastischen Effekte ausblenden und muss Parameter für die ökologische Bewertung bereitstellen.
Aktuelle Standards hinsichtlich der ökologischen Energie-bilanzierung (insbesondere in Transportprozessen) erwei-sen sich als besonders anspruchsvoll, da für eine exakt normgemäße Bilanzierung eine Vielzahl von Ein- und Ausgangsgrößen zu berücksichtigen ist. Auch hier ist ein sinnvoller Grad der Komplexitätsreduktion zu wählen, um dennoch aussagekräftige Ergebnisse zu erlangen und Handlungsoptionen vergleichen zu können.
4 IT-Konzept für eine kmU-geeignete Planung
Auf dieser Basis – bestehend aus Anforderungen, vorhan-den Technologien und Methoden sowie der ermittelten Forschungslücke – wird zunächst ein Methodenkonzept (4.1) entwickelt, das aus drei Teilen besteht: Den zu un-tersuchenden Anlieferkonzepten (4.1.1), den zu ermit-telnden Zielgrößen (4.1.2) sowie den daraus abgeleiteten Eingangsparametern (4.1.3). Auf dieser Basis wird dann ein technisches Konzept erstellt (4.2).
4.1 Methodenkonzept 4.1.1 Auswahl von Anlieferkonzepten
Für den überbetrieblichen Transport wurden fünf etablier-te logistische Konzepte identifiziert, die als problemspezi-fische Referenzmodelle ausgewählt wurden. Die Auswahl der logistischen Konzepte wird im Folgenden begründet und ihre Eignung für den Einsatz im Anwendungsfeld kmU dargestellt.
Die Direktbelieferung stellt eine einfache Art der Beliefe-rung dar. Das Transportkonzept zeichnet sich durch eine ununterbrochene Verbindung zwischen einer Quelle und Senke im Transportnetz aus. Durch den direkten Trans-port entfallen Umschlagsvorgänge und Umwege, sodass kurze Lieferzeiten möglich sind.
55
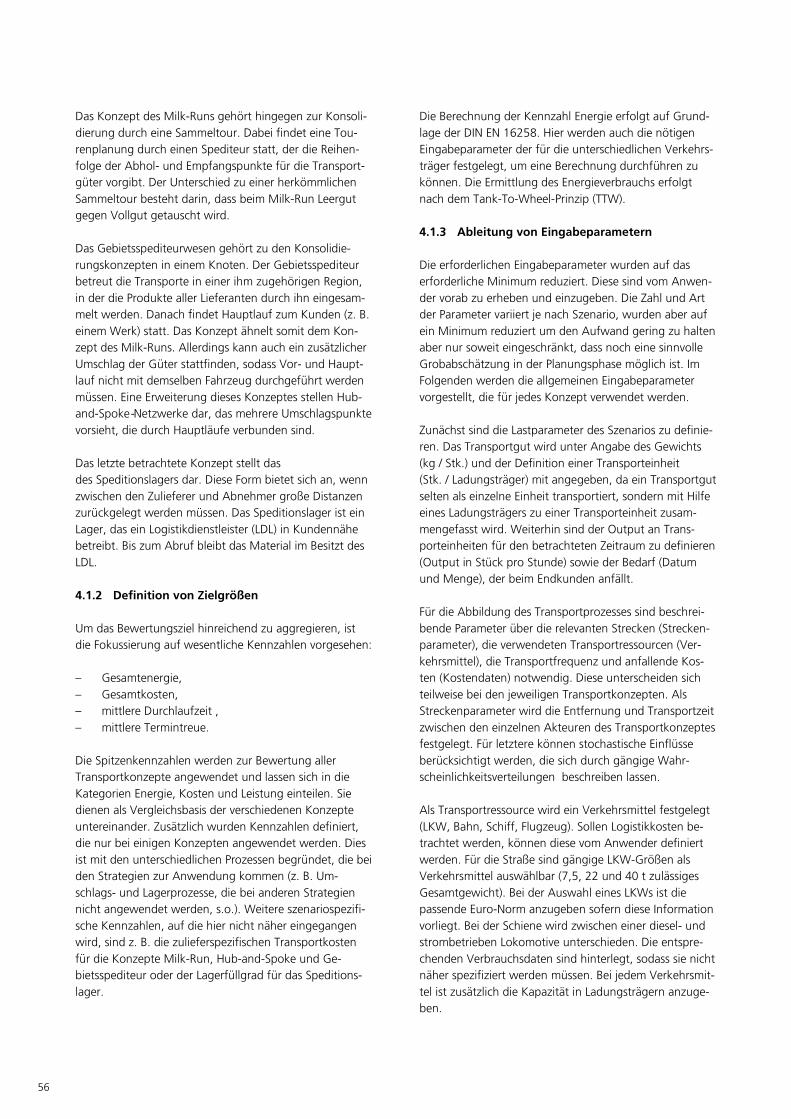
Das Konzept des Milk-Runs gehört hingegen zur Konsoli-dierung durch eine Sammeltour. Dabei findet eine Tou-renplanung durch einen Spediteur statt, der die Reihen-folge der Abhol- und Empfangspunkte für die Transport-güter vorgibt. Der Unterschied zu einer herkömmlichen Sammeltour besteht darin, dass beim Milk-Run Leergut gegen Vollgut getauscht wird.
Das Gebietsspediteurwesen gehört zu den Konsolidie-rungskonzepten in einem Knoten. Der Gebietsspediteur betreut die Transporte in einer ihm zugehörigen Region, in der die Produkte aller Lieferanten durch ihn eingesam-melt werden. Danach findet Hauptlauf zum Kunden (z. B. einem Werk) statt. Das Konzept ähnelt somit dem Kon-zept des Milk-Runs. Allerdings kann auch ein zusätzlicher Umschlag der Güter stattfinden, sodass Vor- und Haupt-lauf nicht mit demselben Fahrzeug durchgeführt werden müssen. Eine Erweiterung dieses Konzeptes stellen Hub-and-Spoke-Netzwerke dar, das mehrere Umschlagspunkte vorsieht, die durch Hauptläufe verbunden sind.
Das letzte betrachtete Konzept stellt das des Speditionslagers dar. Diese Form bietet sich an, wenn zwischen den Zulieferer und Abnehmer große Distanzen zurückgelegt werden müssen. Das Speditionslager ist ein Lager, das ein Logistikdienstleister (LDL) in Kundennähe betreibt. Bis zum Abruf bleibt das Material im Besitzt des LDL.
4.1.2 Definition von Zielgrößen
Um das Bewertungsziel hinreichend zu aggregieren, ist die Fokussierung auf wesentliche Kennzahlen vorgesehen:
– Gesamtenergie,– Gesamtkosten,– mittlere Durchlaufzeit ,– mittlere Termintreue.
Die Spitzenkennzahlen werden zur Bewertung aller Transportkonzepte angewendet und lassen sich in die Kategorien Energie, Kosten und Leistung einteilen. Sie dienen als Vergleichsbasis der verschiedenen Konzepte untereinander. Zusätzlich wurden Kennzahlen definiert, die nur bei einigen Konzepten angewendet werden. Dies ist mit den unterschiedlichen Prozessen begründet, die bei den Strategien zur Anwendung kommen (z. B. Um-schlags- und Lagerprozesse, die bei anderen Strategien nicht angewendet werden, s.o.). Weitere szenariospezifi-sche Kennzahlen, auf die hier nicht näher eingegangen wird, sind z. B. die zulieferspezifischen Transportkosten für die Konzepte Milk-Run, Hub-and-Spoke und Ge-bietsspediteur oder der Lagerfüllgrad für das Speditions-lager.
Die Berechnung der Kennzahl Energie erfolgt auf Grund-lage der DIN EN 16258. Hier werden auch die nötigen Eingabeparameter der für die unterschiedlichen Verkehrs-träger festgelegt, um eine Berechnung durchführen zu können. Die Ermittlung des Energieverbrauchs erfolgt nach dem Tank-To-Wheel-Prinzip (TTW).
4.1.3 Ableitung von Eingabeparametern
Die erforderlichen Eingabeparameter wurden auf das erforderliche Minimum reduziert. Diese sind vom Anwen-der vorab zu erheben und einzugeben. Die Zahl und Art der Parameter variiert je nach Szenario, wurden aber auf ein Minimum reduziert um den Aufwand gering zu halten aber nur soweit eingeschränkt, dass noch eine sinnvolle Grobabschätzung in der Planungsphase möglich ist. Im Folgenden werden die allgemeinen Eingabeparameter vorgestellt, die für jedes Konzept verwendet werden.
Zunächst sind die Lastparameter des Szenarios zu definie-ren. Das Transportgut wird unter Angabe des Gewichts (kg / Stk.) und der Definition einer Transporteinheit (Stk. / Ladungsträger) mit angegeben, da ein Transportgut selten als einzelne Einheit transportiert, sondern mit Hilfe eines Ladungsträgers zu einer Transporteinheit zusam-mengefasst wird. Weiterhin sind der Output an Trans-porteinheiten für den betrachteten Zeitraum zu definieren (Output in Stück pro Stunde) sowie der Bedarf (Datum und Menge), der beim Endkunden anfällt.
Für die Abbildung des Transportprozesses sind beschrei-bende Parameter über die relevanten Strecken (Strecken-parameter), die verwendeten Transportressourcen (Ver-kehrsmittel), die Transportfrequenz und anfallende Kos-ten (Kostendaten) notwendig. Diese unterscheiden sich teilweise bei den jeweiligen Transportkonzepten. Als Streckenparameter wird die Entfernung und Transportzeit zwischen den einzelnen Akteuren des Transportkonzeptes festgelegt. Für letztere können stochastische Einflüsse berücksichtigt werden, die sich durch gängige Wahr-scheinlichkeitsverteilungen beschreiben lassen.
Als Transportressource wird ein Verkehrsmittel festgelegt (LKW, Bahn, Schiff, Flugzeug). Sollen Logistikkosten be-trachtet werden, können diese vom Anwender definiert werden. Für die Straße sind gängige LKW-Größen als Verkehrsmittel auswählbar (7,5, 22 und 40 t zulässiges Gesamtgewicht). Bei der Auswahl eines LKWs ist die passende Euro-Norm anzugeben sofern diese Information vorliegt. Bei der Schiene wird zwischen einer diesel- und strombetrieben Lokomotive unterschieden. Die entspre-chenden Verbrauchsdaten sind hinterlegt, sodass sie nicht näher spezifiziert werden müssen. Bei jedem Verkehrsmit-tel ist zusätzlich die Kapazität in Ladungsträgern anzuge-ben.
56

Die Transportfrequenz beschreibt die Häufigkeit in der ein Transport ausgelöst wird. Dabei kann zwischen einem festen Fahrplan, der sich in einem bestimmten Wochen-abstand wiederholt, oder einem Transport nach Abruf unterschieden werden. Bei einem festen Fahrplan sind die Wochentage anzugeben an dem ein Transport stattfindet. Ein Transport nach Abruf bedeutet, dass zum Bedarfszeit-punkt des Transportguts beim Kunden auch eine Trans-portanforderung beim Zulieferer eingeht. Damit der Transport nicht sofort ausgelöst wird und zusätzliche Mengen mit auf dem Transport transportiert werden können, kann eine Wartezeit definiert werden. Die Kostendaten für den Transport teilen sich in einen fixen Anteil und einen variablen Tonnenkilometerpreis.
Mit der Konzeption der drei Teilbereiche Anlieferkonzept, Zielgrößen und Eingabeparameter wurde die Methoden-integration abgeschlossen und damit die zweite For-schungsfrage beantwortet. Darauf aufbauend ist eine Technikkonzept-Entwicklung gemäß den Anforderungen möglich.
4.2 Technisches Konzept und Workflow
Das in eine technische Lösung überführte Methodenkon-zept, das im Rahmen von Projekt E²Log entwickelt wurde, wird Ecoleano genannt. Das technische Konzept von Ecoleano sieht zwei Hauptkomponenten vor, zum einen eine Excel-basierte Ein- und Ausgabemaske und zum anderen das ereignisdiskrete Simulationstool OTD-NETECO. Dieses am Fraunhofer IML entwickelte Werkzeug dient der Simulation von Logistiknetzwerken und ermöglicht bei integrierter Betrachtung von Material- und Informati-onsfluss die Bewertung nach logistischen Kosten- und Leistungskriterien [12]. Im Rahmen des Projektes E²Log wurde es zudem um die ökologische Bilanzierung von Transportprozessen erweitert. Die Excel-Eingabemaske ist die Schnittstelle zwischen Ecoleano und dem Benutzer. Durch die Verwendung von Excel ist Ecoleano äußerst anwenderfreundlich, da es auf den meisten Systemen bereits vorinstalliert und der Anwender mit dem Pro-gramm in der Regel bereits vertraut ist.
Für die unterschiedlichen Referenzmodelle werden jeweils separate Eingabemasken für die logistikkonzeptspezifi-schen Parameter bereitgestellt. Farblichen Abhebungen und Hilfetexte führen den Anwender durch die Maske. Die Benutzerführung beginnt mit der Definition von bis zu zehn Produkten, die im Untersuchungsraum relevant sind. In dem Referenzmodell sind dann die Bedarfszeitpunkte der Teile beim Abnehmer anzugeben. Die sich aus para-metrierbaren Bestellvorläufen ergebenen Bestellungen werden in eine XML-Datei geschrieben, die OTD-NETECO zur Ableitung des Zeitpunkts für die Bestellung und den Versand der Teile dient. Die logistikkonzeptspezifischen
Daten werden mit Hilfe von Excel beim Start eines Simula-tionslaufs in eine OTD-NET-Datenbank geschrieben. Das Zusammenspiel der Komponenten zeigt Abbildung 1:
Abbildung 1: Technisches Konzept
Die Ergebnisse der Simulation schreibt OTD-NET in die Datenbank. In der Excel-Maske sind erforderliche SQL-Abfragen bereits hinterlegt, sodass logistikkonzeptspezifi-schen Kennzahlen leicht ermittelt werden können.
Die Ergebnisse der Simulation werden durch die SQL-Abfragen wieder in Excel aufgenommen. Die integrierten Makros fassen die einzelnen Ergebnisse zusammen und erlauben eine aggregierte Darstellung der im Projektrah-men definierten Kriterien Energie, Leistung und Kosten. In Abhängigkeit des untersuchen Transportkonzepte werden diese Kriterien durch passende Kennzahlen dargestellt (siehe Abbildung 2). Deren Darstellung lehnt sich an das im Projekt E²Log entwickelte Zieldreieck aus Energie, Kosten und Leistung an.
Abbildung 2: Zielkriterien (Ausschnitt aus Ecoleano)
Damit wurde auch die dritte Forschungsfrage, die auf die Entwicklung eines IT-Konzeptes abzielt, beantwortet. Zur Validierung der konzeptionellen Ergebnisse wird deren Umsetzung anhand eines Praxisbeispiels angewendet.
5 Implementierung und Validierung
Die Anwendung von Ecoleano wird anhand eines Trans-portszenarios des Direktverkehrs demonstriert. Im Aus-gangsszenario wird von einem Zulieferer der Automobil-industrie ein Tank hergestellt und mit einem Direktverkehr zum Werk transportiert. Der Tank hat ein Gewicht von 10 kg. Auf einem Ladungsträger lassen sich drei Tanks zu einer Transporteinheit zusammenfassen. Die Entfernung zwischen Zulieferer und Automobilwerk beträgt 420 km. Es ist vorgesehen, dass der Transport nach einem festen Fahrplan drei Mal pro Woche mit einem 7,5-t-LKW durchgeführt wird. Aufgrund der Nichtstapelbarkeit der
Parameter-eingabe
Daten-bank
XML
Parameter in Simulationsmodell überführen
Modell einlesen
Ergebnisse schreiben
Ergebnisse aggregieren
eingabe
Ergebnis-auswertung
57

Ladungsträger ist dieser LKW nur mit 80 % ausgelastet (bezogen auf das maximale Ladevolumen). Neben einem Fixkostensatz von 100 €/Transport fällt eine variable Ton-nenkilometerpreis von 5 €/tkm an. Bei einem Betrach-tungszeitraum von 6 Monaten werden beim Transport dieses Teils mit einem Direktverkehr 13540,02 MJ ver-braucht. Dabei fallen Kosten von 37.512,50 € an.
Bei diesem Szenario ist die mittlere Termintreue relativ schlecht. Dies liegt hauptsächlich an dem festen Fahrplan der gewählt wurde. Die schwankenden Bedarfe entstehen zu festgelegten Zeitpunkte und können nicht immer sofort erfüllt werden, da nur an bestimmten Tagen ein Transport stattfindet. Nun soll überprüft werden, welche Auswirkungen ein flexibler Fahrplan auf den Energiever-brauch hat. Dazu wird der Fahrplan auf Abruf gestellt, d. h. dass ein Transport immer dann ausgelöst wird, wenn eine bestimmte, recht geringe Menge an Teilen zum Abtransport bereitliegt. Da durch die vergleichsweise häufigen Abrufe die Auslastung tendenziell geringer ist, wird mit einer Auslastung von 60 % simuliert. Das Trans-portmittel bleibt unverändert. Die Ergebnisse werden in Abbildung 3 gegenübergestellt:
Abbildung 3: Gegenüberstellung der Gesamtenergie und -kosten
In dem neuen Szenario ist der Gesamtenergieverbrauch um ca. 30 %, und die Kosten um 40% gestiegen. Aller-dings konnte die Termintreue um 80 % gesteigert wer-den. Im weiteren Verlauf der Überlegung können alterna-tive Verkehrsmittel untersucht werden, bspw. Bahnen, die eventuell seltener fahren, aber dafür mehr Güter trans-portieren können.
6 Fazit und weiterer Forschungsbedarf
In diesem Beitrag wurde ein Assistenzsystem zur kmU-gerechten Kapselung von Simulationsmethoden vorge-stellt. Hierzu wurden Anforderungen abgeleitet, verschie-dene Methoden verglichen und die ereignisdiskrete Simu-lation als geeignet ausgewählt. Basierend auf dem Kon-zept logistischer Assistenzsysteme wurde die Komplexität der Simulation durch das Vorschalten einer einfach be-dienbarer Oberfläche vor dem Anwender verborgen.
Speziell auf die Rahmenbedingungen bei vielen kmUs eingehend ist hierzu eine MS-Excel-Oberfläche eingesetzt worden, die intuitiv von jedem Planer bedient werden kann. Anhand eines exemplarischen Anwendungsszena-rios wurde die Methode vor allem in Bezug auf die Not-wendigkeit einer ereignisdiskreten Simulation demons-triert. Erweist sich die Methode im Einsatz bei den KMUs weiterhin und auch über das E²Log-Projekt hinaus als erfolgreich, so ist es in Zukunft auch denkbar die Lösung als Standard-App für Smart Devices in einer Cloud-Umgebung wie der Logistics Mall anzubieten.
7 Literatur
[1] Kranke, A.; Schmied, M.; Schön, A. D.: CO2-Berechnung in der Logistik. Datenquellen, For-meln, Standards, 1. Auflage. München 2011.
[2] EEA: Final energy consumption by sector (CSI 027/ENER 016). Assessment published Feb 2013. URL: http://www.eea.europa.eu/data-and-maps/indicators/final-energy-consumption-by-sector-5/assessment. Abrufdatum 01.10.2013.
[3] Cirullies, J.; Schwede, C.; Toth, M.: Intra-Simulative Ecological Assessment of Logistics Net-works. Benefits, Concepts, and Tool Enhance-ment. In: Laroque, C.; Himmelspach, J.; Pasupa-thy, R.; Rose, O. (Hrsg.): Proceedings of the 2012 Winter Simulation Conference 2012.
[4] Wenzel, S.; Collisi-Böhmer, S.; Pitsch, H.; Rose, O.; Weiß, M.: Qualitätskriterien für die Simulation in Produktion und Logistik. Planung und Durchfüh-rung von Simulationsstudien. Berlin 2008.
[5] Bös, M.: Methoden der Digitalen Fabrikplanung. Ein praxisorientierter Ansatz für KMU. In: Rabe, M. (Hrsg.): Advances in Simulation for Production and Logistics Applications. Stuttgart 2008.
[6] Gélinas, R.; Bigras, Y.: The Characteristics and Features of SMEs. Favorable or Unfavorable to Lo-gistics Integration? In: Journal of Small Business Management 42 (2004) 3, S. 263–78.
[7] Clausen, U.; Schneider, M.; Dobers, K.: Klima-schutz liefern. Logistikprozesse klimafreundlich gestalten, Kurzstudie 05.2011 2011.
[8] Stich, V.; Andreae, J.; Runge, S.: Nachhaltige Logistik. Ex-ante-Bewertung der Öko-Effizienz von Supply-Chain-Management-Konzepten. In: Industrie Management 29 (2013) 5, S. 27–30.
58

[9] Horváth, P.; Berlin, S.; Kersten, W.; Allonas, C.; Brockhaus, S.; Wagenstetter, N.: Leitfaden Green Logistics Target Costing für kmU 2011.
[10] Cirullies, J.; Klingebiel, K.; Scavarda, L. F.; Ceryno; Paula: Integration of Environmental Criteria into Simulation-Based Postponement Decisions. In: In-ternational Foundation for Production Research (Hrsg.): Challanges for Sustainable Operations, Proceedings of the 22nd International Conference on Production Research 2013.
[11] Bockholt, F.: Operatives Störungsmanagement für globale Logistiknetzwerke. Ökonomie- und ökolo-gieorientiertes Referenzmodell für den Einsatz in der Automobilindustrie, Dissertation. Dortmund 2012.
[12] Wagenitz, A.: Modellierungsmethode zur Auf-tragsabwicklung in der Automobilindustrie, Disser-tation. Dortmund 2007.
59


NACHHALTIGE LOGISTIK FðR DIE MODULARE PRODUKTION IN DER PROZESSINDUSTRIE - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dr. Stephan Keßler Prof. Dr. Ludger Brüll Bayer Technology Services GmbH, Leverkusen
61

Dr. Stephan Keßler
Bayer Technology Services GmbH, Projektingenieur Logistics Engineering
2003 – 2007
2007 – 2010
Seit 2010
Technische Universität Dortmund, Wissenschaftlicher Mitarbeiter am Lehrstuhl für Fabrikorganisation von Prof. Dr.-Ing. A. Kuhn
Technische Universität Dortmund, Oberingenieur am Lehrstuhl für Fabrikorganisation von Prof. Dr.-Ing. A. Kuhn
Bayer Technology Services, Projektingenieur Logistics Engineering im Bereich Supply Chain Engineering and Technology Consulting
LEBENSLAUF
62

1 Ausgangssituation
In den letzten Jahren rückten neuartige, nachhaltige Produktionskonzepte für chemische und verfahrenstech-nische Herstellungsprozesse verstärkt in den Fokus der chemischen und pharmazeutischen Industrie. Vor allem dezentralisierten Fabriken und modularen Konzepten mit kleinen bis mittleren Kapazitätsquerschnitten wird in Zukunft eine bedeutende Rolle zugeschrieben. Modular und skalierbar aufgebaute Produktionsanlagen (so ge-nannte Produktionsmodule) erlauben, z.B. durch Verviel-fältigung im Rahmen eines Numbering Up, die flexible Abstimmung der Produktionsmenge auf die Nachfrage in einzelnen Märkten, sowie die Produktion in Marktnähe. Darüber hinaus lassen sich viele chemische und verfah-renstechnische Produktionsprozesse im kleinskaligen Maßstab deutlich ressourceneffizienter und sicherer be-treiben.
Im EU Forschungsvorhaben F3 Factory wurden unter Beteiligung zahlreicher Partner aus Prozessindustrie und Wissenschaft verschiedene Protoypen modularer Anlagen für ausgewählte Produktionsverfahren verwirklicht (siehe Abbildung 1). Dabei wurde eine ganze Reihe von Anwen-dungsfällen und damit verbundenen technischen Frage-stellungen beleuchtet – von der Entwicklung von Produk-tionsequipment für die kontinuierliche Herstellung eines chemischen Zwischenproduktes für die Spezialchemie bis hin zum Einsatz modularer Reaktionstechnologien für die intensivierte, kontinuierliche Herstellung hochviskoser Polymere [1]. Im von Bayer Technology Services und der Technischen Universität Dortmund gegründeten For-schungszentrum INVITE wurden die realisierten Prototy-pen intensiv getestet. Die positiven Ergebnisse dieser Tests belegen die technische Machbarkeit des modularen Pro-duktionskonzeptes in der Prozessindustrie [1] (siehe auch Abbildung 2).
Darüber hinaus ist das Forschungszentrum INVITE in an-deren Forschungsprojekten involviert, die sich mit der Anwendung des modularen Produktionsansatzes in der Prozessindustrie beschäftigen (z.B. im Projekt MoBiDiK »Modular Bioproduction – Disposable and Continuous«, welches sich mit modularen Produktionseinheiten für die biotechnologische Produktion auseinandersetzt [2]).
Abbildung 1: Prototypische modulare Produktionseinheit im Forschungszentrum INVITE.
Foto: INVITE
Um den avisierten Nutzen einer Verbreitung dieses Kon-zeptes tatsächlich zu heben, müssen modulare Produkti-onsanlagen jedoch in sicher, zuverlässig und kosteneffi-zient zu betreibende Wertschöpfungsketten eingebettet werden. Logistische Prozesse und Assets sind integraler Bestandteil dieser Wertschöpfungsketten und müssen auf Anforderungen und Besonderheiten einer modularen Produktionsumgebung abgestimmt sein. Da das logisti-sche Umfeld bisher nicht im vorrangigen Blickfeld oben genannter Forschungsaktivitäten lag, besteht eine zukünf-tige Herausforderung in der Entwicklung geeigneter Prozesse und Handling Units.
2 Gründe für modulare Produktion
Es wird erwartet, dass dezentrale Vor-Ort-Anlagen und modulare Konzepte eine bedeutende Rolle in der Zukunft der Prozessindustrie spielen werden. Insbesondere für die Klein- und Mittelserienproduktion bieten sie das Potenzi-al, das Produktionsvolumen auf die spezifischen Marktan-forderungen zuzuschneiden. Verändert sich die Nachfra-ge, kann die Produktionskapazität durch das Addieren oder Subtrahieren von modularen Produktionseinheiten angepasst werden. Im Fall von Mengensteigerungen spricht man daher vom so genannten Numbering-up, welches sich grundlegend vom traditionellen Scaling-Up unterscheidet, der den Aufbau von Produktionsanlagen mit immer größeren Kapazitätsquerschnitten zur Realisie-rung von Economies of Scale verfolgt. Diese unterschiedli-che Vorgehensweise offenbart ihre Vorteilhaftigkeit ins-besondere im Fall von Krisen, wenn die Produktion großer Anlagen nicht an einen plötzlichen Rückgang der Markt-nachfrage angepasst werden kann und daher Über-schussproduktion stattfindet. Aufgrund der Entwicklung hin zu kleineren Batch- bzw. Losgrößen und der unzu-reichenden Kapazitätsflexibilität heutiger Anlagendesigns,
NACHHALTIGE LOGISTIK FÜR DIE MODULARE PRODUKTION IN DER PROZESSINDUSTRIE Dr. Stephan Keßler und Prof. Dr. Ludger Brüll
63

ist es nicht ungewöhnlich, dass World Scale Anlagen nicht mit voller Kapazitätsauslastung arbeiten. Dieses Phäno-men ist vor allem für hochautomatisierte Anlagen [3], wie z.B. in der Prozessindustrie, zu beobachten, weitet sichaber auf mehr und mehr Branchen aus. Tatsächlich gewinnt die kundenorientierte Produktion immer mehr an Bedeutung und Unternehmen sollten daher in der Lage sein, auch kleine Mengen wirtschaftlich zu produzieren, um die Erwartungen der Kunden erfüllen zu können. Gerade in frühen Phasen der Produkteinfüh-rung ermöglichen modulare Produktionseinheiten zudem eine schnellere und bessere Marktdurchdringung, da neue Märkte oft zu klein sind, um Produktionskapazitäten in großem Maßstab zu rechtfertigen. Aus logistischer Perspektive erlaubt die dezentrale Pro-duktion in modularen Einheiten die Herstellung eines Produktes in der Nähe zu oder direkt in dem Markt für den es gedacht ist. Dies erleichtert den Zugang zu neuen geographischen Regionen und ist für die Hersteller weni-ger riskant – schließlich können Investitionen in mobile, modulare Anlagen leicht in andere Regionen transferiert werden, z. B. falls politische Veränderungen auftreten. Marktnähe erlaubt auf der einen Seite die Berücksichti-gung der politischen Forderung vieler Schwellenländer zur Integration lokaler Wertschöpfungsinhalte, auf der ande-ren Seite wird es leichter, im Einklang mit örtlichen Regu-larien zu produzieren. Räumliche Nähe zu Rohstoffquellen oder Kunden verringert ferner die Durchlaufzeiten und führt zu erhöhter Kundenbindung und Zufriedenheit.
Aus Kostensicht fördert eine konsequente Standardisie-rung und Modularisierung des Produktionsequipments Kostensenkungen in verschiedenen Bereichen: Zunächst sind die Engineeringkosten für Aufbau und Anpassung standardisierter, modularer Produktionseinrichtungen deutlich niedriger als für den Aufbau einzigartiger World Scale-Anlagen an einem spezifischen Standort. Da inten-sivierte Herstellungprozesse implementiert werden und die Kapazitätsquerschnitte der einzelnen Module niedri-ger sind als in World-Scale-Anlagen, ist es viel wahr-scheinlicher, dass diese kontinuierlich in einem optimalen Betriebsfenster betrieben werden können. Bei einem kurzfristigen Rückgang der Nachfrage lassen sich Überka-pazitäten durch das Abschalten kompletter Module ver-meiden. Die verbliebenen Anlagen produzieren weiterhin unter optimalen Bediungungen. Dies minimiert die Be-triebskosten und erhöht die Ressourceneffizienz (reduzier-ter Energieverbrauch und Abfallproduktion). Ähnlich lassen sich Turnaround-Aktivitäten zur Durchführung umfangreicher Instandhaltungsmaßnahmen bei einem modularen Anlagenkonzept stufenweise, ohne Kom-plettabschaltung realisieren. Die bereits erwähnten Vortei-le einer an die tatsächliche Nachfrage angepassten Pro-duktion in Marktnähe fördern schließlich eine Reduzie-rung des Working Capital sowie der Supply-Chain- und Logistikkosten.
3 Logistische Einbettung modularer Produkti-onsanlagen
Um die angesprochenen Vorteile einer modularen Pro-duktion in der Prozessindustrie realisieren zu können, ist die bisherige Fokussierung auf die technische Machbar-keit modularer Anlagen zu überwinden und das Umfeld, in dem die prototypisch entwickelten Fertigungsmodule eingesetzt werden, einzubeziehen. Dieses Umfeld ist durch globale Wertschöpfungsketten geprägt, in denen Chemie-, Agrochemie- und Pharmaunternehmen ihre Leistungen heute erbringen. Die Einführung modularer Produktionsstrukturen wird sich auf zahlreiche Logistikak-tivitäten in diesen Wertschöpfungsketten auswirken: Materialflussmengen und -strukturen werden sich unter-scheiden, die Anordnung von Produktionseinheiten in den Netzwerken wird sich ändern und die Bedeutung unter-schiedlicher Logistik-Aktivitäten wird variieren. So kann bspw. die Befähigung zur kontinuierlichen Produktion kleiner Mengen entsprechend der Marktnachfrage den Bedarf an Lagerkapazitäten für Fertigwaren reduzieren.
Es ist also unbedingt erforderlich, dass die logistischen Aktivitäten auf die modularen Produktionsanforderungen abgestimmt sind. Modulare Produktionseinheiten müssen in sichere, zuverlässige und kosteneffizient zu betreibende Logistik-und Supply-Chain-Prozesse eingebettet werden. Da das Thema Nachhaltigkeit in der heutigen Geschäfts-welt dabei eine gleichberechtigte Rolle spielt, ist dieses ebenfalls zu berücksichtigen. Es werden sich keine öko-nomischen Vorteile aus der Modularisierung generieren lassen, wenn keine angemessene logistische Unterstüt-zung vorhanden ist. Die Modularisierung von Produkti-onsanlagen berührt auch das Design und den Betrieb von Logistikprozessen, -systemen und -strukturen. Daher muss sich der Forschungsschwerpunkt nun mit gleicher Auf-merksamkeit logistischen Fragestellungen widmen, wie dies für Produktionsthemen bereits der Fall ist (siehe Abbildung 2), um die Wirkzusammenhänge zwischen Produktionsmodularisierung und Logistik zu durchdrin-gen.
Folgende Anforderungen lassen sich dabei ableiten: Auch die logistischen Systeme müssen sich flexibel an die her-zustellenden Produktionsmengen anpassen lassen. Folg-lich sind die erforderlichen Logistiklösungen skalierbar zu gestalten. Sie müssen an unterschiedliche Materialstro-mintensitäten anpassbar sein, die – je nach Marktgröße, Wirtschaftslage oder saisonalen Schwankungen – durch 1 bis n Produktionsmodule generiert werden.
Darüber hinaus müssen die logistischen Angebote flexibel einsetzbar und kompatibel sein, um sie problemlos mit verschiedenen Produktionsmodulen verschalten und/oder verschiedene logistische Objekte handhaben zu können. Dabei spielt die Standardisierung von Logistikprozessen
64

und -systemen sowie deren Befähigung zu autonomer Selbststeuerung im Sinne des Industrie 4.0-Paradigmas eine wichtige Rolle. In diesem Zusammenhang ist es auch erwünscht, die Logistikunits derart auszuführen, dass sie mobil sind, um sie oft wiederverwenden und an verschie-denen Standorten einsetzen zu können.
Abbildung 2: Entwicklungsstufen für den Einsatz modularer Produktion in der Prozessindustrie
Bis heute gibt es jedoch nur wenige Forschungsaktivitä-ten, die sich mit der Entwicklung modularer Lösungen für logistische Systeme, Strukturen und Prozesse [4] ausei-nandersetzen. Dies verdeutlicht, dass es sich um ein neu-artiges Thema in Wissenschaft und Industrie handelt.
Zwei Projekte sollen an dieser Stelle beispielhaft genannt werden: Das Projekt »Modularisierung logistischer Syste-me« (ModuLoSys), welches auf die Bereitstellung eines systematischen Ansatzes zur Modularisierung von Lo-gistikprozessen in Unternehmen abzielt [4]. Dahinter steht die Idee, über die Definition von logistischen Prozessmo-dulen geeignete Outsourcingumfänge für Dienstleister zu ermitteln und Betreibermodelle für kleine und mittelstän-dische Unternehmen zu konzipieren. Das Projekt »Modu-lare Materialflusssysteme für wandelbare Fabrikstruktu-ren« entwickelt hingegen eine Methodik für die Bewer-tung und Gestaltung von wandelbaren Materialflusssys-temen auf Basis einer modularen Struktur [5]. Es kon-zentriert sich dabei auf die logistische Aktivität des inner-betrieblichen Behältertransports, für welche eine modul-arisierte und skalierbar aufgebaute Elektrohängbahn als Prototyp entwickelt wurde.
Trotz dieser vereinzelten Forschungsaktivitäten, ist festzu-halten, dass die Logistikaktivitäten, die zum sicheren und effizienten Betrieb modularer Produktionsanlagen erfor-derlich sind, noch nicht vollständig untersucht wurden. Dies gilt vor allem auch für spezifische Logistikkonzepte für die Prozessindustrie, da die angesprochenen Projekte auf die diskrete Fertigung fokussierten. Der identifizierte Forschungsbedarf für die Logistik modularer Produktions-anlagen in der Prozessindustrie führte zur Ausarbeitung des im Folgenden beschriebenen Forschungsprogramms.
4 Darstellung des Forschungsbedarfs
Im Rahmen der Erarbeitung geeigneter Logistiksysteme für den effizienten und flexiblen Betrieb modularer Pro-duktionsanlagen sind die folgenden vier wesentlichen Forschungs- und Entwicklungsziele zu erreichen:
– Die logistischen Handling Units für Eingangsstoffe,Zwischen- und Fertigprodukte sind einer modularenProduktionsumgebung anzupassen. Dies beinhaltetbspw. die Standardisierung und Modularisierung vonEntlade-, Abfüll-, Verpackungs-, Lager- oder auchTransportequipment, um eine einfache und flexible»Verschaltung« mit Produktionsmodulen zu erlau-ben.
– Die einhergehenden Prozesse der Eingangsstoff-,Zwischen- und Fertigproduktlogistik sind ebenfallsanzupassen, bspw. durch eine Standardisierung derSchnittstellen im Informationsfluss und der Schaf-fung autonomer Steuerungsregeln. Durch die Wei-terentwicklung sowohl der Produktionsmodule alsauch der logistischen Handling Units zu Cyber Physi-schen Systemen, die nach dem »Plug and Produce«-Paradigma flexibel miteinander interagieren, ver-schmelzen operative und Steuerungsebene.
– Auch gilt es, die logistischen Prozesse in sich ange-sichts volatiler Nachfrageverläufe aber auch ange-sichts mobiler Produktionseinheiten häufig verän-dernden Wertschöpfungsketten schnell zu gestalten.Vorgelagerte Planungsprozesse müssen daher imVergleich zu heute drastisch verkürzt werden und»auf Knopfdruck« zu realisierbaren sowie wirtschaft-lich sinnvollen Ergebnissen führen.
– Schließlich sind die Mitarbeiter im Umgang mit denangepassten Handling Units, den neuen Steuerungs-logiken sowie in der Instandhaltung zu schulen. DerFokus muss dabei auf dem Übergang von der heuti-gen, funktionsbezogenen Spezialisierung auf einzel-ne Prozessschritte hin zum professionellen Umgangmit vielfältigen, modular aufgebauten und daherkurzfristig austauschbaren Anlagen liegen.
Sind zu einem späteren Zeitpunkt geeignete logistische Systeme und Prozesse verfügbar, wird schließlich die Optimierung globaler Wertschöpfungsnetzwerke mit zahlreichen modularen Produktionsanlagen und Logistik-systemen an Bedeutung gewinnen.
5 Fazit
Das Konzept modularer Produktionssysteme wird seit geraumer Zeit in Wissenschaft und Industrie diskutiert. Auch wenn dabei häufig Anwendungen in der Stückgut-industrie betrachtet werden, ist festzustellen, dass modu-lare Produktionssysteme in jüngster Zeit auch im Rahmen der verfahrenstechnischen Prozessentwicklung in der
65
chemischen und pharmazeutischen Industrie in den Fokus geraten. Die Vorteile, die sich durch eine dezentrale, an die Nachfrage in einzelnen Märkten angepasste Produkti-on erzielen lassen, werden die Verbreitung vorantreiben. Um die durch Modularisierung erzielbaren Potenziale wirklich heben zu können, reicht es jedoch nicht aus, lediglich die Produktionsprozesse zu betrachten. Es ist vielmehr unbedingt erforderlich deren reibungslose In-tegration in die globalen Wertschöpfungsketten der Pro-zessindustrie zu gewährleisten.
Dieser Beitrag hat die wichtigsten logistischen For-schungsbedarfe dargestellt, die zu bearbeiten sind, um die Vorteile der Modularisierung nachhaltig nutzbar zu machen. Dabei ist zu berücksichtigen, dass sich das dar-gestellte Forschungsprogramm noch in der Konzeptphase befindet und keinen Anspruch auf Vollständigkeit stellt. Gespräche mit Supply Chain und Logistikverantwortlichen in der Prozessindustrie haben die Bedeutung der darge-stellten Forschungsaufgaben jedoch bestätigt. Weitere Themen (z.B. in Bezug auf Geschäftsmodelle und IT-Integration) können bei Bedarf ergänzt werden. Die Auto-ren sind überzeugt, dass das Thema der modularen Logis-tik und Produktion – insbesondere auch vor dem Hinter-grund weiterer Trends wie Industrie 4.0 und Internet der Dinge – in den nächsten Jahren eine bedeutende Rolle für die Wettbewerbsfähigkeit in der Prozessindustrie einneh-men wird und dass es sich lohnt, sich intensiv damit zu beschäftigen.
6 Literatur
[1] F3 Factory (2013): Fast, flexible, modular produc-tion technology provides platform for future Euro-pean growth. Achievements and case study sum-maries of F³ Factory project, Quelle: www.f3factory.eu.
[2] Wiemann, D. (2013): Industrie 4.0 und modulare Produktionsanlagen. Powerpoint Presentation. IN-VITE, Leverkusen.
[3] Rogers, G. G. & Bottaci, L. (1997): Modular pro-duction systems: a new manufacturing paradigm. Journal of Intelligent Manufacturing 8: 147-156.
[4] Straube, F. & Ouyeder, O. (2009): Modularisierung logistischer Systeme. Abschlussbericht, Institut für Technologie und Management, Technische Uni-versität Berlin.
[5] Günthner, W. A., Wilke, M. & Heinecker, M. (2006): Modulare Materialflusssysteme für wan-delbare Fabrikstrukturen. Abschlussbericht, Lehr-stuhl für Fördertechnik Materialfluss Logistik, Technische Universität München.
66

EIN ANSATZ ZUR PROGNOSE VON LEBENSZYKLUSKOSTEN AM BEISPIEL VON ELEKTROMOTOREN IN FÖRDERTECHNIKANLAGEN - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Jörn Dreier, M. Eng., MBE Univ.-Prof. Dr.-Ing. Dr. h. c. Karl-Heinz Wehking Universität Stuttgart
67

Jörn Dreier, M. Eng., MBE
Institut für Fördertechnik und Logistik der Universität Stuttgart, Wissenschaftlicher Mitarbeiter
2003 – 2007
2007
2007 – 2009
2009
Seit 2009
2013
Diverse studienbegleitende Praktika
Diplom Produktionstechnik, Hochschule Ulm
Wissenschaftlicher Mitarbeiter, Hochschule Ulm
Master of Systems Engineering & Industrial Management, Hochschule Ulm
Wissenschaftlicher Mitarbeiter, Universität Stuttgart
Master of Business & Engineering, Universität Stuttgart
LEBENSLAUF
68
Univ.-Prof. Dr.-Ing. Dr. h. c. Karl-Heinz Wehking Institut für Fördertechnik und Logistik der Universität Stuttgart, Institutsleiter
1986 1986 – 1989 1989 – 1995 1989 – 1991 Seit 1995 2000 – 2003 Seit 2000 2004 – 2013 2005 – 2013 2006 – 2013 2006 – 2013 2012
Promotion zum Doktor-Ingenieur an der Universität Dortmund Oberingenieur am Institut für Förder- und Lagerwesen der Universität Dortmund sowie Abteilungsleiter am Fraunhofer-Institut für Transporttechnik und Warendistribution (FhG) in Dortmund (heute IML) Gründer und geschäftsführender Gesellschafter der Firma LogTech in Dortmund Technischer Geschäftsführer der Firma Robotec GmbH in Dortmund Universitätsprofessor und geschäftsführender Direktor am Institut für Fördertechnik und Logistik der Universität Stuttgart DFG-Gutachter im Fachausschuss Fördertechnik Mitglied des Managementkomitees der OIPEEC (Organisation internationale pour l’etude de l’endurance des cables) Präsident der Wissenschaftlichen Gesellschaft für Technische Logistik e.V. (WGTL) Regionalgruppensprecher Baden-Württemberg der Bundesvereinigung Logistik (BVL) e.V. Mitglied des wissenschaftlichen Beirats der VDMA-Forschungsgemeinschaft Fördertechnik und Logistiksysteme / Intralogistik Stellvertretender Vorsitzender / Intralogistik-Netzwerk in Baden Württemberg e.V. Ehrendoktor der Staatlichen Polytechnischen Universität Odessa, Ukraine
LEBENSLAUF
69

1 Ausgangssituation in der Fördertechnik
Der deutsche Produktionsstandort ist einem Wandel unterlegen. Im globalisierten Marktumfeld müssen Unter-nehmen ihre Wettbewerbsfähigkeit zunehmend verbes-sern, um sich trotz des zunehmenden Kostendrucks, sinkender Margen und steigender Qualität weiter im internationalen Umfeld behaupten zu können. [1]. Gera-de im Bereich von klassischen und einfachen Fördertech-nikanlagen (Rollenförderer, Tragkettenförderer etc.) gren-zen sich Anbieter technisch wenig voneinander ab und relativ geringe Technologievorsprünge machen es schwer, diese miteinander zu vergleichen. Insbesondere bei Elekt-romotoren, die als Teil von Fördertechnikanlagen durch ihre hohe Zuverlässigkeit, Langlebigkeit und Energieeffizi-enz hohe Verbreitung erlangt haben, sind technologische Unterschiede für den Endkunden und den Original Equipment Manufacturer kaum noch relevant [2]. Auch wirken sich erhöhte Energieeffizienzklassen bei kurzen Einschaltzeiten in der Fördertechnik nur noch wenig aus. Abbildung 1 zeigt die aktuellen Energieeffizienzklassen auf.
Abbildung 1: Wirkungsgrad von Elektromotoren unterschiedlicher Energieeffizienzklassen
(eigene Darstellung in Anlehnung an [3] und [4])
Auch die bisher praktizierte Politik des niedrigsten Preises für den Verkauf ist heute nicht mehr uneingeschränkt gültig, da Anbieter und Anwender zunehmend in einem kooperativen anstatt einem kompetitiven Geschäftsum-feld agieren [5]. Somit geht die neue Anpassung auf den unternehmerischen Erfolg mit dem großen Veränderungs-treiber der Kundenorientierung einher [6]. Anbieter von Antriebstechnik sind deshalb dazu angehalten, vermehrt auf Problemlösungen beim Kunden und den langfristigen
Kundennutzen ihrer Produkte einzugehen. Dies führt zu einer engeren Beziehung zwischen Anbieter und Nutzer entlang des Produktlebenszyklus. Hier besteht die Mög-lichkeit, dass sich deutsche Hersteller am Markt differen-zieren, indem auf Bedürfnisse des Kunden eingegangen wird, um professionelle, partnerschaftliche Serviceleistun-gen für diesen bereitzustellen [7]. Im Bereich der Antriebseinheiten und der Fördertechnik konzentrieren sich viele Forschungsarbeiten auf die Ver-besserung der Energieeffizienz von Anlagen, um die Betriebskosten zu senken (z. B. Antriebsdimensionierung, verbesserte Schmierung, verbesserte Getriebewirkungs-grade, Anpassung der Fördergeschwindigkeit etc.). Durch steigende Energiepreise und neue, strengere Umweltauf-lagen rückt dieses Forschungsthema verstärkt in den Fokus [8]. Jedoch treten neben den Energiekosten auch weitere Folgekosten während des Betriebs von Antriebs-systemen in Fördertechnikanlagen mehr in den Vorder-grund. Durch die zunehmende Kooperation zwischen Hersteller und Anwender entstehen Leistungsbündel aus Produkten und Dienstleistungen, die ebenfalls Auswir-kungen auf den Lebenszyklus von Fördertechnik haben können. So rückt durch eine partnerschaftliche Hersteller-Kunden-Sichtweise die Entwicklung, die Herstellung und auch Entsorgung von Gütern in den Fokus. Aus diesem Grund gilt es, diese Lebenszyklussicht im Zuge des inten-siven und dynamischen Wettbewerbs dem Kunden darzu-legen.
Der vorliegende Beitrag stellt einen Ansatz dar, wie neben Energiekosten, die auf Basis von Lastspielen berechnet werden können, auch weitere Kostenarten im Lebenszyk-lus, wie die Instandhaltungskosten während des Betriebs und die Entsorgungskosten am Ende des Lebenszyklus beim Kunden detailliert ermittelt werden können. Diese Detaillierung wird über den Einsatz von Produktstrukturen erreicht. Insgesamt können auf diese Weise spezifische Aussagen getroffen werden, welche Kosten, in welcher Höhe, bei welchem Geschäftsteilnehmer im Lebenszyklus des Gutes anfallen. Diese Kosten werden als Lebenszyk-luskosten (LZK) bezeichnet [8].
70%
75%
80%
85%
90%
95%
IE1
IE2IE3
IE4
0,1 1 10 100 1000
Mot
orw
irku
ngsg
rad
Motornennleistung
EIN ANSATZ ZUR PROGNOSE VON LEBENSZYKLUSKOSTEN AM BEISPIEL VON ELEKTROMOTOREN IN FÖRDERTECHNIK-ANLAGEN Jörn Dreier, M.Eng., MBE, Univ.-Prof. Dr.-Ing. Dr. h. c. Karl-Heinz Wehking
70

2 Erstelltes LZK-Modell 2.1 Übersicht der Normen und Richtlinien
Für die Ermittlung der LZK bieten die Richtlinien DIN EN 60300-3-3, VDI 2884 und VDMA 34160 umfangreiche Rahmenbedingungen. Diese haben gemeinsam, dass zunächst Kostenblöcke identifiziert und strukturiert wer-den. Danach werden die Kosten in die einzelnen Lebens-zyklusphasen unterteilt. Die Anzahl der Lebenszykluspha-sen wird aber unterschiedlich interpretiert. So gibt die DIN EN 60300-3-3 eine allgemeine Einführung in das Konzept der Ermittlung der LZK und betrachtet insbesondere die Kosten, die mit der Zuverlässigkeit des Produkts zusam-menhängen. Außerdem wird die Entwurfsphase eines Produktes betont. Für die quantitative Analyse der LZK existiert dennoch kein standardisiertes Instrumentarium. Die Entscheidung über den Einsatz von den Bewertungs-instrumenten muss daher in der Regel individuell getrof-fen werden [10]. Die VDI 2884 dagegen legt eine breite Kostenstruktur vor, die auf die LZK-Berechnung von Pro-duktionsmitteln angepasst ist. Hier werden neben den Instandhaltungskosten u. a. Raumkosten, Kosten der Ersatzteilbevorratung sowie Kosten für Betriebs- und Hilfsstoffe berücksichtigt [11]. Die Kostenstruktur der VDMA 34160 bildet die Anforderungen des Maschinen- und Anlagenbau ab. Die Einschränkung und Spezialisie-rung auf diese Anwendungsgebiete beinhaltet eine stan-dardisierte Vorgehensweise, die auf die Unterstützung der Investitionsentscheidung beim Maschinenkauf gerichtet ist. Hierfür werden die über den Lebenszyklus von Ma-schinen und Anlagen anfallenden Kosten tabellarisch aufgezählt, indem sie in die Phasen Entstehung, Betrieb und Verwertung unterteilt werden. Allerdings bleiben der zeitliche Anfall der Kosten sowie die Betrachtung der Leistungen unberücksichtigt. Die Zusammensetzung der Kosten und Leistungen während des Lebenszyklus hängt dabei grundsätzlich davon ab, ob diese aus der Perspekti-ve des Herstellers oder des Betreibers (Kunden) beschrie-ben werden [12].
Die drei beschriebenen Normen und Richtlinien bieten für eine LZK-Analyse einen Standard sowie eine Struktur und geben nützliche Hinweise, welche Kosten berücksichtigt werden können. Tabelle 1 stellt die Eckdaten der Normen und Richtlinien kurz dar. Wie genau jedoch Kosten ermit-telt werden können, geben diese nicht preis. Daher exis-tiert eine Fülle von Möglichkeiten zur Prognose von LZK.
2.2 Aufbau eines Kostenmodells
Aus diesem Grund wird ein Modell auf Basis einer Pro-zesskostenrechnung vorgeschlagen, das sich von der starren Kostenstellenrechnung löst. Als Kostenträger dient das zu kalkulierende Objekt über den Lebenszyklus. In diesem Fall ist der Kostenträger ein elektrisches Antriebs-system in einer zu definierenden Fördertechnikanlage. Grundlage der Prozesskostenrechnung sind Prozessket-ten, die sich aus Teilprozessen entlang des Lebenszyklus aufbauen. Diese beruhen auf empirischen Tätigkeitsanaly-sen. Jedoch lassen sich nicht sämtliche Prozessketten entlang des Lebenszyklus unter einem vertretbaren Aufwand darstellen. Insbesondere für die Prozesse, die am Anfang des Lebenszyklus (Entwicklungskosten, Rohstoffgewin-nung, Veredelung, Vorfertigung) stehen und nicht unmit-telbar das eigentliche Produkt betreffen, sind Tätigkeits-analysen schwierig und aufwändig, da viele Prozesse in Komponenten oder Gruppen und letztlich in das darzu-stellende Produkt einfließen. Vor allem bei vernetzten Produktionsstrukturen erweist sich eine Prozessdarstel-lung als zu komplex [13]. Aus diesem Grund ist für die Berechnung der Kosten in den Produktionsvorlaufketten ein weiterer Ansatz nötig. Dieser besteht in der wertorien-tierten Betrachtung der Produkte, die Aussagen über Teilerzeugnisse dieser beinhaltet. Bei der Planung von technischen Anlagen werden Baukastenstücklisten oder Strukturstücklisten verwendet, die Informationen über den Aufbau der Produkte geben, indem sie aufzeigen, welche Komponenten und Bauteile in diese einfließen. Diese Stücklistenarten dienen zur Darstellung von Pro-dukt- bzw. der Erzeugnisstrukturen. Diese werden als Gesamtheit nach bestimmten Gesichtspunkten festgeleg-ten Beziehungen zwischen den Gruppen und Teilen eines Produktes definiert [14]. So lassen sich Produktstrukturen in Graphen umwandeln. Hierfür sind vor allem Gozinto-graphen geeignet, die Produktstrukturen über Verbin-dungen zwischen Bauteilen und den dabei verwendeten Verbindungstechnologien sowie Vorrangbeziehungen zwischen den Bauteilen abbilden. Dabei werden Produk-te, Produktbaugruppen oder Produktkomponenten als Knoten und Mengenbeziehungen von Komponenten als Kanten dargestellt [15]. Auf diese Weise lassen sich durch die Parametrisierung der Knoten mit Wertigkeiten (wie den Herstellkosten) die vorlaufenden Prozessketten wie
Richtlinie VDI 2884 VDMA 34160 DIN EN 60300-3-3 Anzahl Phasen Drei Drei Sechs Anwendung Unterstützung bei der
Auswahl alternativer Pro-duktionsmittel
Definition und Prognose von LZK von Maschinen und Anlagen und Komponenten
Sichtweise auf Konstruktion und Entwicklung
Kostenerfassung Kostenarten durch tabellari-sche Vorschläge
Kostenarten auf Basis vorgeschla-gener Tabellen, die durch eine Baumstruktur detailliert werden können
Einteilung in Kostenelemente
Tabelle 1: Darstellung und Ausprägungen der drei grundlegenden Normen und Richtlinien zu LZK
71

die Gewinnung der Rohstoffe, die Verhüttung und die Vorverarbeitung als Einzelkosten darstellen. Weiterhin lassen sich auf Basis von Gozinto-Graphen anhand von Pfeilrichtungen Montage- und Demontageak-tivitäten abgeleitet und Montage- als auch Demontage-graphen rücksichtnehmend auf den gegebenen Reihen-folgerestriktionen bilden. Durch diese Ableitung ist der gesamte Ablauf der Montage und Demontage vorgege-ben und aus den zu montierenden bzw. zu demontieren-den Produktkomponenten und Baugruppen können Montage- sowie Demontagezeiten ermittelt werden.
3 Produktstrukturen im LZK-Modell 3.1 Die Rolle der Demontage im Lebenszyklus
Die Verwendung von Produktstrukturen und insbesonde-re von Montage- und Demontagegraphen spielt bei In-standsetzungsvorgängen sowie bei der Entsorgung im Lebenszyklus von Antrieben eine wichtige Rolle. Bei ei-nem Ausfall können Antriebe zur Reparatur beim Herstel-ler instandgesetzt werden. Der Instandsetzungsaufwand kann dann in Abhängigkeit der defekten Bauteile im Voraus ermittelt werden.
Auch bei der Entsorgung spielt der Einsatz der Graphen eine wichtige Rolle für den Hersteller als auch für den Kunden. Durch die Rückgabe defekter bzw. nicht mehr benötigter Antriebstechnologie profitiert sowohl der Anwender als auch der Hersteller. Erstere sparen sich Entsorgungskosten und werden dazu angehalten ihre Produkte zurückzugeben, während der Hersteller ge-schlossene Produktkreisläufe umsetzen kann [16]. Die Bildung solcher geschlossener Produktkreisläufe ist vor-teilhaft, da durch die Wiedereinbringung von gebrauch-ten Komponenten Prozessschritte eingespart werden können und teure Primärrohstoffe nicht neu beschafft werden müssen, da bereits getätigte Wertschöpfung wiederverwendet wird [17].
Um die nötigen Demontageschritte beim Hersteller am Ende des Lebenszyklus durchführen zu können, ist ein Rücknahmesystem nötig, das gezielt Eigenprodukte einer fachgerechten Aufbereitung zuführt. Der Hersteller hat die Möglichkeit, freiwillig individuelle oder kollektive Rücknahmesysteme für die Rückgabe von Altprodukten einzurichten und zu betreiben. Dies birgt die Vorteile in sich, dass ein wirtschaftlich attraktiver Entsorgungsweg für den Betreiber geschaffen wird und die Rückführung bestmöglich optimiert werden kann. Jedoch ist der Be-treiber nicht verpflichtet, die Produkte zurückzugeben, wodurch dieser mit einer Gutschrift zur Rückgabe moti-viert werden kann. Die Höhe der Gutschrift kann somit mit dem Einsatz von Demontagegraphen berechnet wer-den.
3.2 Wirtschaftlichkeitsermittlung in der Demon-tage
Inwieweit die Demontage auf Seiten des Herstellers wirt-schaftlich ist und welche Gutschriftsumme an den ehema-ligen Anwender ausbezahlt werden kann, hängt von mehreren Faktoren ab. Zum einen ist dies der Aufbau der Produktstruktur. Umso mehr hochwertige Komponenten bei wenigen Demontageaktivitäten ein Demontagegraph auszeichnet, umso wirtschaftlicher ist die Demontage des Produkts. Zum anderen entscheidet über die Wirtschaft-lichkeit der Demontage die Demontagetiefe. Diese gibt Auskunft, wie weit ein Produkt zerlegt und welche De-montagezeit dafür veranschlagt werden muss. Die maxi-male Demontagetiefe hat eine Auflösung der gesamten Produktstruktur zur Folge. Die Festlegung der Demonta-getiefe und die Planung der Demontagereihenfolge sind in engem Zusammenhang mit der Produktentwicklung und der Festlegung von Strategien am Lebensende eines Produktes zu sehen. Das Demontagepotenzial eines Pro-duktes wird folglich über den Einsatz von hochwertigen Materialien und einer geringen Materialvielfalt bestimmt, so dass wenige Demontageschritte durchzuführen sind [18].
Durch die Darstellung der Produktstruktur als Demonta-gegraph können freigelegte Erlöse und Demontagekosten während der Demontage gegengerechnet werden. Die Demontagekosten nehmen hierbei mit steigender De-montagezeit zu, während mit jeder demontierten ver-kaufsfähigen Komponente Erlöse generiert werden. Dabei steigt der Erlös bei der Freisetzung von Komponenten sprunghaft an. Dieser Ablauf wiederholt sich je Arbeits-schritt und führt zu einem stufenförmigen Liniendia-gramm, die nach einer bestimmten Anzahl an Prozess-schritten ein Maximum aufweist. An diesem Maximum ist die größtmögliche Wirtschaftlichkeit der Demontage erreicht. Weitere Demontageschritte führen nur noch zu einem kleineren Gesamterlös.
Somit können durch eine Erfassung und analytische Un-tersuchung der Aktivitäten sowie Bestimmung der Wer-tigkeit der Komponenten quantitative Aussagen über die Wirtschaftlichkeit der Demontage für individuelle Produk-te erhoben werden. Weiterhin können neben den De-montagekosten noch zusätzlich die Kosten der rückwärts gerichteten Logistik einberechnet werden. Hierbei spielt die Effizienz der Rückfuhrlogistik eine wichtige Rolle. In der Abbildung 2 wird eine geschlossen Lieferkette beste-hend aus vorwärts und rückwärts gerichteten Lieferketten beispielhaft dargestellt. Im Modell kann diese über er-wähnte Prozessketten dargestellt werden.
72

Abbildung 2: Darstellung einer beispielhaften rückwärts gerichteten Lieferkette mit zentraler Sammelstelle
beim Hersteller
Hierbei müssen sowohl die Transportkosten als auch die innerbetriebliche Förderung und Lagerung vor der De-montage berücksichtigt werden. Somit können die Logis-tikkosten aus der rückwärts gerichteten Lieferkette, die zur Demontage notwendig sind und vor diesen anfallen, mit einbezogen werden. Dazu werden die Logistikkosten über Prozessketten bestimmt und im aktivitätsanalyti-schen Modellierungskonzept mit den Demontagekosten und Erlösen addiert. Somit stellen sich grafisch die vorge-lagerten Logistikkosten als Fixkosten dar, die auf die entstehenden proportionalen Demontagekosten aufge-rechnet werden können.
Die Abbildung 4 zeigt ein Diagramm, in dem die Kosten und Erlöse von Demontageaktivitäten mit Berücksichti-gung der Logistikkosten gegenübergestellt werden und so grafisch die daraus resultierende Wirtschaftlichkeit ermittelt werden kann.
Abbildung 4: Beispielhafte Ermittlung der maximalen Wirtschaftlichkeit aus Demontagegraphen mit Hilfe
der Gegenüberstellung von freigelegten Erlösen und Demontagekosten unter Berücksichtigung der Logistikkosten
3.3 Demontageuntersuchungen und Ergebnisse
Für die LZK-Prognose von Antriebssystemen wurden verschiedene Drehstromasynchronmotoren verschiedener Energieeffizienzklassen kombiniert mit Stirnradgetrieben, Kegelradgetrieben und Flachgetrieben untersucht. Die entsprechenden Produktstrukturen wurden aufgezeichnet und ausgewertet. Für die Erhebung von individuellen Montage- und Demontagezeiten wurde die MTM-Methode (Methods-Time Measurement) angewendet. Die Abbildung 3 stellt eine dieser Erhebungen in einer Pro-duktstruktur beispielhaft dar.
Inspektion &Sortierung Behandlung
FremdprodukteEigenprodukte
Hersteller (Fertigung)
Kunde(Nutzung)
Hersteller (Behandlung)
OEM(Distribution)
rückwärts gerichtete Lieferkettevorwärts gerichtete Lieferkette
SammlungHerstellung
-25,00 €
-20,00 €
-15,00 €
-10,00 €
-5,00 €
0,00 €
5,00 €
10,00 €
15,00 €
20,00 €
25,00 €
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Erlös Demontagekosten Ergebnis
Stundenlohn Demontage: 12 € (0,20 € pro min)
10 min
5min1
2
4
3
5 €
3 €
12 €Erlös [€]
Kosten [€]
Zeit [min]
maximale Wirtschaftlichkeit
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 1515 16 17 18 19 20
Logistikkosten
Abbildung 3: Beispielhafte Produktstruktur mit erfassten Demontagezeiten eines typischen Elektromotors für Kettenförderer.
Legende
Elektro-motor
(1,1 kW PN)
132
035
036
013(4x)
042
705
706(3x)
707(3x)
032
007 012
016
107 106001
041392
010 011
044
123(4x)
022(2x)
099
001 - Rotor007 - Flanschlagerschild010 - Sicherungsring011 - Rillenkugellager012 - Sicherungsring013 - Zylinderschraube016 - Stator022 - Sechskantschraube030 - Wellendichtring032 - Sicherungsring035 - Lüfterhaube036 - Lüfter041 - Ausgleichsscheibe042 - B-Lagerschild044 - Rillenkugellager099 - Antriebsritzel100 - Sicherungsring106 - Wellendichtring107 - Spritzscheibe123 - Sechskantschraube131 - Dichtung für Deckel132 - Klemmenkastendeckel392 - Dichtung705 - Schutzdach706 - Abstandhalter707 - Linsenschraube
035
030
001
131
007
100
042
016
Eine Abhängigkeit
m. TeilenBauteil muss noch weiter zerlegt werden
Zwei oder mehr Abhängigkeiten
Zerstörungsfreies Vorgehen
Erläuterungen zum Demontage-VorgehenA - Abziehen mit AbzieherE - Entnahme/ FreigesetztE*- Entnahme mit Hilfsmittel (Schraubendreher oder Hammer)S - Schrauben lösenZ - Zange zum Lösen von Sicherungsring
S
S
Z
E
E
A
E*
E
S E
E
E
Z
S EE*E
AZ
A
E
EE*E*E
EE*
Z E*E*
E
22,7 s 77,4 s
76,5 s 1,3 s 2,2 s
50,8 s 3,8 s 31,5 s 1,3 s 1,3 s
3,8 s
22,7 s 22,1 s
64,4 s 24,1 s
0 s
7,0 s 2,0 s
2,2 s 2,2 s 17,1 s 1,8 s
25,4 s 11,9 s 1,6 s 22,1 s 1,6 s
27,0 s 54,7 s
58,9 s
4,7 s
Gesamtzeit Demontage
603,4 s(10,1 min)
WDR
WDR
RKL
RKL
D
Verschleißteile:D: DichtungRKL: RillenkugellagerWDR: Wellendichtring
73

Die Demontagereihenfolge kann nun je nach Behand-lungsstrategie festgelegt werden. Mögliche Behandlungs-strategien zeigt die Tabelle 2 auf. Für den Fall der In-standhaltung kann der Schaden repariert werden, indem die betroffene Komponenten ausgetauscht werden. Im Fall der Reparatur kann dies ein Lagerschaden eines Ril-lenkugellagers sein. Hier wird dann das betreffende Lager ausgetauscht. Im Falle einer Instandhaltung kann eben-falls eine Wiederaufbereitung durchgeführt werden. Hier werden neben den betroffenen Teilen auch weitere Ver-schleißteile ausgetauscht, um einen neuwertigen Zustand zu realisieren. Die Demontagereihenfolge richtet sich aus diesem Grund nach den Behandlungsstrategien.
Am Ende des Lebenszyklus tritt die Entsorgung in Kraft. Hier ist in den meisten Fällen die Kannibalisierung üblich, um Komponenten mit hoher Wertigkeit (z. B. Rotor und der Stator) aus dem Elektromotor zu bergen und wieder in der Produktion einzusetzen. Auf diese Weise wird der Austausch von Verschleißteilen in der Demontagezeit anhand der geänderten Demontagereihenfolge nicht berücksichtigt. Somit sind durch eine Produktstruktur anhand der vorliegenden Behandlungsstrategie mehrere Demontagereihenfolgen und damit auch Vorgehenswei-sen möglich.
4 Fazit und Ausblick
Der Beitrag zeigt eine Möglichkeit auf, wie mit Hilfe von Produktstrukturen Montage- und Demontagegraphen modellhaft erstellt und in der LZK-Rechnung implemen-tiert werden können. Durch die Zuhilfenahme von ver-schiedenen Behandlungsstrategien ist ein vielseitiger Einsatz mit unterschiedlichen Demontagereihenfolgen-während des Lebenszyklus realisierbar. Somit kann ein LZK-Berechnungsmodell auf Basis von Produktstrukturen realisiert werden, das neben den Energiekosten zudem auch weitere Kosten in der Instandhaltung und der Ent-sorgung produktspezifisch prognostiziert. Detaillierte Lebenszyklusprognosen sind komplex und basieren auf einem umfangreichen Datengerüst.
Dennoch sind sie bedeutend, um detaillierte Kosten ent-lang des Lebenszyklus transparent aufzuzeigen und im Verkaufsgespräch auf Serviceleistungen für den Kunden einzugehen. Neben der Wahl eines energieeffizienteren Antriebs kann auf diese Weise dem Kunden bereits beim Kauf der Instandhaltungsaufwand prognostiziert werden oder der Hersteller kann dem Kunden mitteilen, wie hoch der Betrag einer Gutschrift für die Übergabe des Elektro-motors am Ende der Nutzungszeit ist.
5 Literatur
[1] Geldermann, S. et al. (2010): Lebenszykluskosten als Entscheidungshilfe beim Erwerb von Werk-zeugmaschinen. Research Paper, Schwerpunkt Un-ternehmensführung. Göttingen: Wirtschaftswis-senschaftliche Fakultät der Georg‐August‐Universität Göttingen, 2010.
[2] Wehking, K.-H. et al. (2012): Prognose-Modelle für Ressourcen der Intralogistik – Lebenszykluskos-ten ermitteln. In: Hebezeuge Fördermittel 9/2012, S. 476-478.
[3] de Almeida, A. et al. (2008): EUP Lot 11 Motors Final Report. University of Coimbra, 2008.
[4] de Almeida, A. et al. (2011): Standards for Effi-ciency of Electric Motors. In: IEEE Industry Applica-tions Magazine Vol. 17., Iss. 1, 2011.
[5] Ellram, L.; Siferd, S. (1993): Purchasing: The Cor-nerstone of the Total Cost of Ownership Concept. In: Journal of Business Logistics Vol. 14, No. 1, 1993, pp. 163-184.
[6] Kuhn, A.; et al. (2008): Logistische Assistenzsys-teme. Software in der Logistik, 2008, S. 20-26.
Behandlungsart Zerlegungsgrad Vorgehen Direkte Weiterverwendung Keine Zerlegung Direkte Weiterverwendung mit Reinigung. Reparatur Produktebene Versetzung in einen funktionsfähigen Zustand durch Ausbessern
oder Austausch. Überholung Baugruppenebene Anhebung des Qualitätsstandards durch Modulaustausch von Pro-
dukten. Wiederaufbereitung Komponentenebene Vollständige Zerlegung des Produkts und Austausch von defekten
Komponenten, um die Qualität eines Neuprodukts zu erreichen. Kannibalisierung Komponentenebene Zerlegung des Produkt zur gezielten Wiedergewinnung von Kompo-
nenten. Recycling Materialebene Das im Produkt eingesetzte Material wird anderweitig verwendet.
Funktionalität und Identität des Produkts gehen verloren. Die Pro-duktstruktur wird aufgelöst.
Tabelle 2: Mögliche Behandlungsarten von Produktrückläufern in Anlehnung an [19]
74

[7] Schweiger, S. (2009): Nachhaltige Wettbewerbs-vorteile für Anbieter und Nutzer von Maschi-nen/Anlagen durch Lebenszykluskostenoptimie-rung schaffen. In: Schweiger, Stefan (Hrsg.): Le-benszykluskosten optimieren – Paradigmenwechsel für Anbieter und Nutzen von Investitionsgütern. Wiesbaden: Gabler | GWV Fachverlage, 2009, S. 15-34.
[8] Wehking, K.-H. et al. (2011): Energieeffizienz in Intralogistiksystemen – Bewertung von Kompo-nenten, Anlagen und Systemen. In: Hebezeuge Fördermittel 11/2011, S. 608-610.
[9] Pfohl, H.-C. (2010): Logistiksysteme –Betriebswirtschaftliche Grundlagen. Berlin, Heidel-berg: Springer-Verlag, 2010.
[10] DIN EN 60300-3-3 (2005): Zuverlässigkeitsma-nagement – Teil 3-3: Anwendungsleitfaden Le-benszykluskosten. Deutsches Institut für Normung e. V. (Hrsg.). Berlin: Beuth Verlag, 2005.
[11] VDI 2884 (2005): Beschaffung, Betrieb und In-standhaltung von Produktionsmitteln unter An-wendung von Life Cycle Costing (LCC). Verein Deutscher Ingenieure e. V. (Hrsg.). Berlin: Beuth Verlag, 2005.
[12] VDMA 34160 (2006): Prognosemodell für die Lebenszykluskosten. Verband Deutscher Maschi-nen- und Anlagenbau e. V. (Hrsg.). Frankfurt: VDMA-Verlag, 2006.
[13] Kistner, K.-P.; Steven, M. (2001): Produktionspla-nung. 3., vollständig überarbeitete Auflage, Hei-delberg: Physica-Verlag, 2001.
[14] DIN 199-5 (1981): Begriffe im Zeichnungs- und Stücklistenwesen – Stücklisten-Verarbeitung, Stücklistenauflösung. Deutsches Institut für Nor-mung e.V. (Hrsg.). Berlin: Beuth Verlag, 1981.
[15] Spengler, T. (1994): Industrielle Demontage- und Recyclingkonzepte: betriebswirtschaftliche Pla-nungsmodelle zur ökonomisch effizienten Umset-zung abfallrechtlicher Rücknahme- und Verwer-tungspflichten. Berlin: Erich Schmidt Verlag, 1994.
[16] Wehking K.-H.; Rinschede A. (1993): Entsorgungs-logistik: Entwicklung und Bewertung neuer Kon-zepte und Technologien Berlin: Erich Schmidt Ver-lag, 1993.
[17] Ferguson M.; Souza G. (2010): Closed-loop supply chains. Boca Raton: Taylor & Francis Group, 2010.
[18] Herrmann, C. (2010): Ganzheitliches Life Cycle Management – Nachhaltigkeit und Lebenszykluso-rientierung im Unternehmen. Berlin, Heidelberg: Springer-Verlag, 2010.
[19] Thierry, M. et al. (1995): Strategic Issues in Prod-uct Recovery Management. In: California Man-agement Review Vol. 37, No. 2, 1995, pp. 114-135.
75


ANALYSEMODELL FÜR CO2-LENKUNGSINSTRUMENTE IM STRAßENGÜTERVERKEHR - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Wirtsch.-Ing. Alexander Kaiser Univ.-Prof. Dr.-Ing. Hartmut Zadek Otto-von-Guericke-Universität Magdeburg
77

Dipl.-Wirtsch.-Ing. Alexander Kaiser
Otto-von-Guericke-Universität Magdeburg, Institut für Logistik und Materialflusstechnik (ILM), Lehrstuhl für Logistik, Wissenschaftlicher Mitarbeiter.
2004 – 2010
2008 – 2009
2009 – 2010
Seit 2010
Studium des Wirtschaftsingenieurwesens Logistik an der Otto-von-Guericke-Universität Magdeburg (Abschluss: Diplom-Wirtschaftsingenieur)
Praktikum bei der Daimler AG – Mercedes-Benz Werk Bremen – in der Abteilung Transportlogistik
Diplomand beim Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Magdeburg Thema der Arbeit: Mesoskopische Simulation von Produktions- und Logistiksystemen
Wissenschaftlicher Mitarbeiter und Doktorand am Lehrstuhl für Logistik – Institut für Logistik und Materialflusstechnik – Otto-von-Guericke-Universität Magdeburg Arbeitsbereiche: Verkehrsmodellierung und -simulation, Transportplanung, Nutzfahrzeugtechnik, Umweltökonomik Forschungsbereiche: Instrumente und Potenziale zur Reduzierung von THG-Emissionen im Straßengüterverkehr, Verkehrsmodellierung und –simulation Mitarbeiter und Ansprechpartner in den Forschungsprojekten LETS GO (Logistics Emissions Trading System for Green Optimization; gefördert durch BMWi über AiF und BVL, bis 12.2011) und COMECON (Combined Emission Controlling Instruments for Road Freigt Transport; gefördert durch BMWi über AiF und BVL, bis 12.2014)
LEBENSLAUF
78

Univ.-Prof. Dr.-Ing. Hartmut Zadek Lehrstuhlleiter des Lehrstuhls für Logistik, Institutsleiter des Instituts für Logistik und Materialflusstechnik (ILM) an der Otto-von-Guericke-Universität Magdeburg
1968 Geburt in Berlin
1987 – 1993 Studium an der TU Berlin im Studiengang “Wirtschaftsingenieurwesen”
1993 – 1998 Wissenschaftlicher Mitarbeiter an der TU Berlin, Bereich Logistik, bei Prof. Dr.-
Ing. Baumgarten
1999 Promotion zum Dr.-Ing., Auszeichnung mit dem Konrad-Mellerowicz-Preis
1999 – 2002 Projektmanagement in dem Beratungsunternehmen ZLU GmbH, Berlin
2003 – 2007 Partner und Mitglied im Management Board und Mitbegründer der Visality
Consulting GmbH, Berlin
2003 – 2008 Mitglied des Förderbeirats der Bundesvereinigung Logistik (BVL)
Seit 2008 Leiter des Lehrstuhls für Logistik am Institut für Logistik und
Materialflusstechnik, Fakultät Maschinenbau, Otto-von-Guericke-Universität
Magdeburg
Seit 2010 Geschäftsführender Institutsleiter des Institutes für Logistik und
Materialflusstechnik (ILM)
LEBENSLAUF
79

1 Einleitung 1.1 Hintergrund
Im diesem Beitrag werden ausgewählte Zwischenergeb-nisse aus dem Forschungsprojekt COMECON (Combined Emission Controlling Instruments for Road Freight Trans-port) vorgestellt. Dieses wird unter der Leitung von Prof. Dr.-Ing. Hartmut Zadek am Institut für Logistik und Mate-rialflusstechnik an der Otto-von-Guericke-Universität Magdeburg von 2013 bis 2014 durchgeführt. Das Pro-jektziel ist es, ein spezielles Simulationsmodell für den Straßengüterverkehr zu entwickeln, womit wirksame klimapolitische Instrumente für die CO2-Emissionen von Nutzfahrzeugen identifiziert und bewertet werden kön-nen. Im Unterschied zu bestehenden makroskopischen Verkehrs- und Emissionsmodellen wie TREMOVE (http://www.tremove.org) werden im COMECON-Modell die spezifischen Strukturen und Organisationsabläufe von Transportdienstleistern (dazu ausführlich im Abschnitt 3) sowie die physikalisch-technischen Grundlagen von Nutz-fahrzeugen explizit berücksichtigt. Dadurch lässt sich das mögliche Reaktionsverhalten von Transportdienstleistern, d. h. die Umsetzung von entsprechenden Reduktions-maßnahmen in der Tourenplanung (CO2-optimiert) und im Fuhrparkmanagement (z. B. Anschaffung rollwider-standsarmer Reifen), realitätsnah simulieren. Anhand der Simulationsergebnisse kann schließlich das Reduktionspo-tential und die Wirtschaftlichkeit von verschiedenen Re-duktionsmaßnahmen verglichen werden.
1.2 Motivation: energie- und klimapolitische Treiber als wachsende Herausforderungen für Transportdienstleister im Straßengüterver-kehr
1.2.1 Steigende Kraftstoffpreise
Die Endlichkeit von wirtschaftlich förderbarem Erdöl und die geplante Einführung einer CO2-Steuer in der Europäi-schen Union (EU) werden mit hoher Wahrscheinlichkeit einen weiteren Anstieg der Kraftstoffpreise bewirken. Von dieser globalen Entwicklung sind kleine und mittel-große Transportdienst-leistungsunternehmen (TDL-KMU) mit eigenen Nutzfahrzeugen (NFZ) besonders betroffen, da diese bereits heute unter einem hohen Preis- und Konkurrenzdruck stehen, was die Weitergabe der stei-genden Kraftstoffkosten an die Kunden (Verlader) er-schwert.
1.2.2 Steigende CO2-Emissionen
Die jährlichen CO2-Emisisonen im deutschen Straßengü-terverkehr sind zwischen 1990 und 2000 von 35 auf etwa 57 Mio. t gestiegen (siehe Abbildung 1). Danach fielen sie bis 2005 auf ca. 44 Mio. t ab. Trotz des sinkenden Ver-laufs zwischen 2000 und 2005 geht eine Prognoserech-nung des Deutschen Zentrums für Luft- und Raumfahrt (DLR) von wieder ansteigenden CO2-Emissionen bis 2030 aus (um 41 bis 61 %) [1]. Dies ist vor allem auf eine wachsende Güterverkehrsnachfrage und steigende Fahr-leistungen zurückführen [1]. Technische Energieeffizienz-maßnahmen an Nutzfahrzeugen können dagegen auch bei verstärkter Umsetzungsanstrengung keine Trendum-kehr bewirken [1].
1.2.3 Strengere Regulierung von CO2-Emissionen
Um die deutschen Klimaschutzziele zu erreichen, könnte eine strengere CO2-Regulierung des Staates dazu führen, dass nicht nur spezifische Emissionsgrenzwerte (in Gramm CO2/km) durch die NFZ-Hersteller einzuhalten sind, son-dern auch die tatsächlichen, absoluten CO2-Emissionen (in Tonnen CO2/Jahr) beim NFZ-Betreiber begrenzt wer-den (z. B. durch begrenzt verfügbare Emissionszertifikate). Die Umsetzung von technischen und organisatorischen Energieeffizienzmaßnahmen kann durch monetäre Anrei-ze für Transportdienstleistungsunternehmen (TDL- Unternehmen) unterstützt werden, um das zukünftig mögliche Einsparpotential maximal auszuschöpfen. Dies kann durch den Einsatz von umweltökonomischen In-strumenten (wie Steuern und Zertifikate) im Allgemeinen kosteneffizient und marktwirtschaftlich konform erreicht werden. Da eine direkte Teilnahme der TDL-Unternehmen am EU-Emissionshandel mit relativ hohen Verwaltungskosten verbunden wäre, welche mit 16 bis 29 EURO je t CO2
Abbildung 1: Vergangene und prognostizierte zukünftige Entwickklung der CO2-Emissionen im deutschen Straßengüterverkehr von 1990 bis 2030
ANALYSEMODELL FÜR CO2-LENKUNGS-INSTRUMENTE IM STRASSENGÜTERVERKEHR Dipl.-Wirtsch.-Ing. Alexander Kaiser, Prof. Dr.-Ing. Hartmut Zadek
80

zusätzlich zu den Zertifikatekosten anfallen würden, ist der sogenannte Downstream-Emissionshandel keine kosteneffiziente Lösung für den Straßengüterverkehr [2]. Daher werden im COMECON-Projekt ausschließlich die alternativen Upstream-Ansätze für Steuer- und Zertifikat-einstrumente untersucht, wobei jeweils die Kraftstoffliefe-ranten anstelle der -verbraucher (Emittenten) einbezogen werden. Die entsprechenden Varianten werden im fol-genden Abschnitt als mögliche Simulationsszenarien beschrieben.
2 Lenkungsinstrumente für CO2-Emissionen 2.1 Mögliche Varianten als Simulationsszenarien
Als Simulationsszenarien zur Beschreibung der Kraftstoff-preisentwicklung im deutschen Straßengüterverkehr werden drei mögliche Varianten eines Lenkungsinstru-ments neben der Referenzvariante (d. h. Beibehaltung der gegenwärtigen Energiesteuersätze) entworfen (siehe Tabelle 1).
Variante/Szenario Kurzbeschreibung 0/ Basis-Szenario Beibehaltung der gegenwärtigen
Energiesteuersätze für Diesel und Benzin („business as usual“)
1/ Steuer-Szenario Besteuerung nach dem Energiegeh-alt und der CO2-Emissionswirkung von Diesel und Benzin (gemäß Vor-schlag der EU-Kommission [3])
2/ Zertifikate-Szenario
Einbeziehung der Kraftstofflieferan-ten in den EU-Emissionshandel (Upstream-Ansatz) und Weitergabe der entsprechenden Zertifikatekos-ten über den Kraftstoffpreis an die Kraftstoffverbraucher
3/ Kombi-Szenario Gleichzeitige Einführung einer fixen und variablen Kraftstoffpreisabgabe mittels Energie-/ CO2-Steuern (ana-log Variante 1) und Zertifikaten für Kraftstofflieferanten (analog Varian-te 2)
Tabelle 1: Mögliche Varianten von Lenkungsinstrumenten als Simulationsszenarien
Diese Varianten basieren auf den beiden umweltökono-mischen Instrumenten (Steuern und Zertifikate), welche hier in einzelner und kombinierter Erscheinungsform betrachtet werden. Da in allen Fällen die Auswirkungen für den deutschen Straßengüterverkehr stets in der Kraft-stoffpreishöhe münden (weil auch Zertifikatepreise bzw. -kosten aus Sicht von TDL-Unternehmen ein kostenwirk-samer Kraftstoffpreisbestandteil analog zur gegenwärti-gen Energiesteuer sind), wird die Ausgestaltung der Vari-anten unmittelbar auf den Steuersatz bzw. den Zertifika-tepreis konzentriert.
2.2 Variante 1: Ermittlung von maximalen bzw. minimalen Energie- und CO2-Steuersätzen
Für das Steuer-Szenario werden auf Basis der im EU-Kommissionsvorschlag [3] gegebenen Rahmenbedingun-gen (u. a. Mindest- und Basissteuersätze) zwei Subszena-rien betrachtet, die den Extremfall einer maximalen bzw. minimalen Dieselbesteuerung aus Sicht der TDL-Unternehmen darstellen. In beiden Szenarien erfolgt eine einmalige Anpassung der Steuersätze für Diesel und/oder Benzin erst zum spätesten Zeitpunkt (im Jahr 2023). Dies ist deswegen zulässig, da die EU-Mindeststeuersätze in Deutschland gegenwärtig bereits überschritten werden und eine Anpassung erst ab 2023 verpflichtend würde; vorher könne sukzessive angepasst werden [3]. Dabei wäre außerdem aufgrund einheitlicher Basissteuersätze (in EUR je GJ bzw. t CO2) ab 2023 zu beachten, dass Diesel stets höher als Benzin zu besteuern ist [3].
2.2.1 Steuersatzszenario 1A: maximale Besteue-rung von Dieselkraftstoff
Im Szenario 1A erfolgt eine singuläre Anpassung des Dieselsteuersatzes (siehe Abbildung 2). Dabei wird der Basissteuersatz für den Energiegehalt so gewählt, dass der Gesamtsteuersatz für Benzin konstant bleibt. Dadurch würde der Dieselsteuersatz von ca. 47 auf 75 EUR-Cent/Liter ansteigen (Berechnung analog [4]) und das Gesamtsteueraufkommen würde sich um etwa 10 Mrd. EUR innerhalb eines Jahres erhöhen, sofern sich der ge-samte Benzin- und Dieselverbrauch in Deutschland nicht verändern.
2.2.2 Steuersatzszenario 1B: minimale Besteuerung von Dieselkraftstoff
Im Szenario 1B (siehe Abbildung 3) werden die Steuers-ätze für Diesel und Benzin abhängig voneinander so angepasst, dass sich das Gesamtsteueraufkommen im
Abbildung 2: Veränderung der Energiesteuersätze (inkl. CO2) für Diesel und Benzin von 2012 bis 2023 bei singulärer Erhöhung des
Dieselsteuersatzes (entspricht maximaler Dieselbesteuerung)
81

Vergleich zum Basis-Szenario nicht verändert. (Dieses Vorgehen entspricht einer aufkommensneutralen Steuer-reform.) Dadurch fällt der Benzinsteuersatz auf ca. 49 EUR-Cent/Liter und der Dieselsteuersatz steigt auf ca. 54 EUR-Cent/Liter (21 EUR-Cent/Liter weniger als bei Szena-rio 1A).
2.2.3 Zwischenfazit
Der Vergleich der Dieselsteuersätze zwischen den Szena-rien 1A und 1B zeigt den Spielraum auf, der durch den EU-Kommissionsvorschlag für Deutschland gegeben wäre, um einerseits eine steuerliche Mehrbelastung für TDL-Unternehmen zu minimieren und um andererseits die klimapolitisch sinnvolle Besteuerung von Kraftstoffen nach dem Energiegehalt und der CO2-Emissionswirkung einzuführen.
2.3 Variante 3: kombinierte Lenkungsinstrumente 2.3.1 Anforderungen der Ausgestaltung
Da beim Emissionshandel anstelle von laufenden Einnah-men (wie bei einer Verbrauchssteuer) nur einmalige und in der Höhe unsichere Auktionserlöse für den Staat erziel-bar sind, erscheint eine vollständige Substitution der Steuer durch Zertifikate, wie in der Variante 2 vorgese-hen, politisch nicht akzeptabel. Ein kombinierter Einsatz beider Instrumente wäre dennoch sinnvoll, wenn die Ausgestaltung so erfolgt, dass die klimapolitische Len-kungsfunktion (d. h. Mengenregulierung der CO2-Emissionen) ausschließlich durch den Emissionshandel und die fiskalische Einnahmefunktion nur durch eine Kraftstoffverbrauchssteuer erfüllt wird. Demzufolge wird der Steuersatz nicht auf Basis von Ener-giegehalt bzw. CO2-Emissionen festgelegt, sondern ab-hängig vom staatlichen Einnahmenziel. Allerdings kann bei einem relativ hohen Steuersatz eine unbeabsichtigte Rückkopplung zwischen Kraftstoff- und Zertifikatemarkt
auftreten (vgl. [5]), die zu beachten ist und daher im folgenden Abschnitt erklärt wird.
2.3.2 Analyse der Interaktion zwischen Steuern und Zertifikaten
In Anlehnung an eine Untersuchung für stationäre Anla-gen des EU-Emissionshandels [5] wurde im COMECON-Projekt die Rückkopplung zwischen dem Straßenverkehrs-sektor (insbesondere dessen Kraftstoffmarkt) und den sonstigen am EU-Emissionshandel beteiligten Sektoren mithilfe eines mikroökonomischen Modells analysiert. Dabei wurde ein Marktmodell für Kraftstoffe des Straßen-verkehrs mit einem Marktmodell für Heiz- und Kraftstoffe der sonstigen Sektoren verknüpft. Da außerdem aufgrund der unterstellten Einnahmenzielfunktion keine einheitli-chen Basissteuersätze in den Sektoren gelten müssen, wurde ausschließlich der Fall einer heterogenen Besteue-rung analog zu [5] betrachtet. (Das heißt: es gelten je-weils unterschiedliche CO2-Steuersätze für identische Kraft- bzw. Heizstoffe in den einzelnen Sektoren.)
Im Fall ohne Steuer begrenzt die Gesamtanzahl der Zerti-fikate (Cap) die tatsächlichen CO2-Emissionen von allen Sektoren. Daraus ergibt sich in Abhängigkeit von den jeweiligen Grenzvermeidungskosten in den einzelnen Sektoren der Zertifikatepreis p0. Wird zusätzlich eine einheitliche CO2-Steuer t eingeführt (wobei gilt: t < p0), dann verringert sich der Zertifikate-preis entsprechend um t auf p1. Dadurch bleibt die Ge-samtabgabenbelastung unverändert (p0 = p1 + t). Diese wird als Kraftstoffpreisbestandteil von den Konsumenten (u. a. TDL-Unternehmen) unmittelbar getragen. Falls jedoch der Steuersatz zu hoch gesetzt wird (t ≥ p0), dann wäre p1 = 0 (folglich wäre der Emissionshandel wirkungs-los). Trotzdem werden dann wegen des verstärkten An-reizes, Kraftstoffsteuern einzusparen, mehr Maßnahmen zur Einsparung von CO2-Emissionen umgesetzt als durch das Cap allein bewirkt worden wären. Bei heterogener Besteuerung erzielt der Sektor, welcher höheren Steuersätzen unterliegt, grundsätzliche eine höhere Reduktion von CO2-Emissionen. Dieser Effekt würde bestimmte Sektoren benachteiligen und wäre zudem gesamtwirtschaftlich nicht kosteneffizient (vgl. [5]).
2.3.3 Zwischenfazit
Der CO2-Steuersatz ist niedriger als der Zertifikatepreis des EU-ETS festzusetzen, um die klimapolitische Len-kungsfunktion des Caps nicht einzuschränken. Demnach ist der Vorschlag der EU-Kommission von 20 EUR/t CO2 [3] beim gegenwärtigen Zertifikatepreis von 3 bis 7 EUR/t CO2 [6] für die Variante 3 (Kombi-Szenario) nicht geeig-net.
Abbildung 3: Veränderung der Energiesteuersätze (inkl. CO2) für Diesel und Benzin von 2012 bis 2023 bei simultaner Anpassung des Diesel- und Benzinsteuersatzes (entspricht minimaler Dieselbesteue-
rung)
82

Abbildung 4: Ursache-Wirkungs-Beziehung zwischen Len-kungsinstrumenten und Straßengüterverkehr (konzeptionel-
les Gesamtmodell)
Trotz einer strikten Trennung von klimapolitischer Len-kungsfunktion und fiskalischer Einnahmefunktion ist bei Variante 3 darauf zu achten, dass ein einheitlicher CO2-Steuersatz für identische Heiz- und Kraftstoffe in den am EU-Emissionshandel beteiligten Sektoren festgelegt wird.
3 Modellierung von Transportdienstleistungen mit Nutzfahrzeugen im deutschen Straßengü-terverkehr
3.1 Top-Down-Systemanalyse des Untersu-chungssystems
Die praktische Fragestellung des Forschungsprojekts lau-tet, auf welche Weise Treibhausgas-Emissionen (THG-Emissionen), die im Straßengüterverkehr überwiegend CO2-Emissionen sind, durch umweltökonomische Len-kungsinstrumente reduziert werden. Um dieser Fragestel-lung analytisch nachzugehen, wird die Komplexität des realen Untersuchungssystems aufgelöst, indem zunächst eine Ursache-Wirkungs-Beziehung zwischen den Len-kungsinstrumenten und den tangierten Teilsystemen inner- und außerhalb des deutschen Straßengüterverkehrs gebildet wird. Entlang dieser Wirkungskette werden anschließend relevante Teilsysteme identifiziert, die im weiteren Projektverlauf noch detaillierter analysiert und modelliert werden, während die sonstigen Teilsysteme vernachlässigbar sind. Das Ergebnis dieser Top-Down-Systemanalyse (vgl. [7]) ist ein konzeptionelles Gesamt-modell des Untersuchungssystems (Abbildung 4), das aus vier Teilmodellen besteht, welche über Eingangs- bzw. Ausgangsvariablen in funktionaler Abhängigkeit zueinan-der stehen (zur ausführlichen Beschreibung der Teilmodel-le und Variablen siehe entsprechende Stellen in Abbil-dung 4). Da ein Nutzfahrzeug sowohl die Emissionsquelle als auch das Zielobjekt von sämtlichen Reduktionsmaßnahmen darstellt, wird es als wichtigstes Element im gesamten Untersuchungssystem identifiziert. Davon ausgehend wird im folgenden Abschnitt das Teilmodell »Straßengüterver-kehr« als Strukturdatenmodell beschrieben, worin die relevante Systemumwelt eines Nutzfahrzeugs innerhalb eines TDL-Unternehmens beschrieben wird.
3.2 Strukturdatenmodell des Straßengüterver-kehrs
Im Strukturdatenmodell werden die Objekte (Elemente des Teilmodells »Straßengüterverkehr«) und die als rele-vant identifizierten Objektattribute (Merkmale der Ele-mente), welche den Kraftstoffverbrauch und die THG-Emissionen von Nutzfahrzeugen bei der Erbringung von Transportdienstleistungen direkt oder indirekt beeinflus-sen, mithilfe eines Entity-Relationship-Modells strukturiert dargestellt (siehe Abbildung 5). Darin werden den Objekten außerdem die bestehenden Planungs- und Managementbereiche eines TDL-Unternehmens zugeordnet, welche u. a. die verschiede-nen Reduktionsmaßnahmen für Kraftstoffverbrauch und THG-Emissionen von Nutzfahrzeugen umfassen. Durch diese Reduktionsmaßnahmen können die als relevant identifizierten Objektattribute grundsätzlich beeinflusst werden.
Wie in Abbildung 5 dargestellt wird, ist das reale Objekt »Nutzfahrzeug« im Entity-Relationship-Modell zentral positioniert, da hier der Kraftstoffverbrauch und die THG-Emissionen unmittelbar entstehen. Der Kraftstoffver-brauch wird u. a. durch die Parameter (Werte) der techni-schen Komponenten (Attribute) wie Motor, Getriebe und Reifen, bestimmt. Ausgehend vom Nutzfahrzeug wird als nächstes Objekt der Fahrer dargestellt, der grundsätzlich mehrere NFZ zeitlich nacheinander bedienen kann; analog kann ein NFZ durch mehrere Fahrer bedient werden. Deshalb be-steht zwischen den beiden Objekten eine m:n-Beziehung. Obwohl die beiden Objekte (Nutzfahrzeug und Fahrer) im realen Straßengüterverkehr stets als Einheit vorkommen (vgl. [8]), gehören diese nach der hier verfolgten Differen-zierung zwei unterschiedlichen Systemebenen an (Technik bzw. Mensch). Darin finden sich auch die den Objekten entsprechenden Managementaufgaben eines TDL-Unternehmens wieder: das Flottenmanagement für Nutz-fahrzeuge und das Fahrverhaltensmanagement für Fahrer. Da ein TDL-Unternehmen im Allgemeinen eine Tour bil-det, um Transportdienstleistungen mit einem Nutzfahr-zeug zu erbringen, besteht eine 1:n-Beziehung zwischen dem Objekt »Nutzfahrzeug« und dem Objekt »Tour«. Das heißt: ein Nutzfahrzeug kann mehrere, jedoch nicht zeitgleiche Touren übernehmen, und umgekehrt wird eine Tour nur von einem Nutzfahrzeug durchgeführt. Da eine Transportdienstleistung grundsätzlich im Auftrag eines Kunden erfolgt, fließen die entsprechenden Daten eines Transportauftrags unmittelbar in die Tourenplanung ein. Dazu werden die einzelnen Ladeeinheiten als eigen-ständige Objekte betrachtet, da die entsprechende Sen-dung eines Transportauftrags aus mehreren Teilmengen (d. h. unteilbaren Ladeinheiten) bestehen kann, welche über verschiedene Touren transportiert werden können (vgl. [9]). Demzufolge beseht zwischen dem Objekt
83

Abbildung 5: Strukturdatenmodell des Straßengüterverkehrs (Entity-Relationship-Modell der realen Objekte und der Objektattri-bute, die Kraftstoffverbrauch und THG-Em issionen von Nutzfahrzeugen beeinflussen)
»Transportauftrag« und dem Objekt »Ladeeinheit« eine 1:n-Beziehung. Um eine Tour zu bilden, werden einzelne Ladeeinheiten, die aus einem oder unterschiedlichen Transportaufträgen stammen können, einem Nutzfahrzeug zugeordnet. Demnach besteht zwischen dem Objekt »Tour« und dem Objekt »Ladeeinheit« eine 1:n-Beziehung. Bei der Tou-renplanung wird im Allgemeinen zugleich die optimale Anordnung der Ladeinheiten im Laderaum eines Nutz-fahrzeugs bestimmt (Laderaumplanung). Obwohl die optimale Zuordnung von Sendungen zu einer Tour (»Clustering« [9]) prinzipiell auch von den verfügba-ren Routen eines Straßennetzes abhängt und die Bestim-mung der optimalen Route (»Routing« [9]) wiederum auf den zuvor zugeordneten Stationen einer Tour basiert, werden hier Tour und Route als separate Objekte aufge-fasst – unabhängig davon, ob die beiden Teilprobleme (»Clustering« und »Routing«) simultan oder sequentiell gelöst werden. Da zu jeder Tour genau eine (optimale) Route gehört, aber derselbe Routenverlauf grundsätzlich bei unterschiedlichen Touren wieder genutzt werden kann, besteht zwischen den Objekten »Route« und »Tour« eine 1:n-Beziehung.
Wird eine Tour mit mehreren Sendungen für unterschied-liche Versender bzw. Empfänger durchgeführt, existieren auf der zugehörigen Route folglich mehrere Zwischensta-tionen, an denen Sendungen aufgenommen bzw. abge-geben werden. Der Routenabschnitt zwischen jeweils zwei aufeinanderfolgenden Zwischenstationen entspricht einer Fahrt, bei der ein Nutzfahrzeug mit konstanter Ladung und grundsätzlich ohne planmäßigen Halt von einem Startort zu einem Zielort fährt. Da eine Route dem-zufolge mindestens eine Fahrt enthält, besteht zwischen diesen beiden Objekten eine 1:n-Beziehung. Eine Fahrt wird weiter in einzelne Fahrtabschnitte zerglie-dert, welche sich durch ihre jeweilige Straßen- bzw. Ver-kehrssituation unterscheiden (z. B. ein Anstieg der Straße bzw. eine verringertes Tempolimit). Diese einzelne Be-trachtung von Fahrtabschnitten erfolgt deshalb, weil der Fahrwiderstand eines Nutzfahrzeugs durch die jeweilige Straßen- und Verkehrssituation unmittelbar bestimmt wird und sich somit der durchschnittliche spezifische Kraftstoffverbrauch (in Liter/ 100 km) verändert. (Die gewählten Merkmale für die Straßen- und Verkehrssitua-tion basieren auf HEBFA 3.1 [10]). Zwischen den beiden
84

Objekten besteht eine 1:n-Beziehung, da eine Fahrt aus mindestens einem Fahrtabschnitt besteht. Da die Attribute eines Transportauftrags die relevanten Eingangsdaten der Tourenplanung darstellen und das entsprechende Ergebnis durch eine Tour mit zugehörigen Ladungseinheiten sowie durch eine Route mit einzelnen Fahrten und Fahrtabschnitten beschrieben wird, werden diese sechs Objekte insgesamt dem organisatorischen Bereich eines TDL-Unternehmens zugeordnet.
4 Fazit und Ausblick
Da die in Abschnitt 3 modellierten Strukturen und Orga-nisationsabläufe für den Straßengüterverkehr allgemein-gültig sind, kann auf Basis des Enitity-Relationship-Modells (Abb. 5) eine beliebig große Menge an Nutzfahr-zeugen (z. B. Flotte eines TDL-Unternehmens oder alle NFZ im deutschen Straßengüterverkehr) anhand von entsprechenden Daten (spezifischer Kraftstoffverbrauch, Fahrtenanzahl, Fahrtentfernungen etc.) für einen be-stimmten Zeitraum quantitativ beschrieben werden. Da-mit wird eine fundierte Datenbasis für das systemdynami-sche Simulationsmodell geschaffen, welches die Auswir-kungen der Simulationsszenarien (Abschn. 2) abbilden soll. Deshalb werden im nächsten Schritt die verfügbaren Verkehrsdaten für deutsche NFZ des Kraftfahrtbundesam-tes sowie die entsprechenden Basisdaten aus HBEFA 3.1 [10] und TREMOD 5.3 [11] aufbereitet und in einer Da-tenbank verknüpft. Diese Datenbank basiert auf dem Strukturdatenmodell (Abb. 5) und enthält die Fahrtdaten von deutschen Nutzfahrzeugen ab 7,5 t zul. Gesamtge-wicht im In- und Ausland zwischen 2007 und 2011.
5 Förderhinweis
Das IGF-Vorhaben (Nr. 16307 BR) der Forschungsvereini-gung Bundesvereinigung Logistik e.V. wird über die AiF im Rahmen des Programms zur Förderung der industriel-len Gemeinschaftsforschung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
6 Literatur
[1] Knitschky, G., Lischke, A., Müller, S.: Entwicklung der Nutzfahrzeugflotte und deren CO2-Emissionen im Straßengüterverkehr in Deutschland bis zum Jahr 2030. In: Clausen, U. (Hrsg.): Wirtschaftsver-kehr 2011. Verlag Praxiswissen, Dortmund, 2011, S. 139-155.
[2] Kaiser, A.; Schulz, R.; Huthmann, J.; Ramberg, S.; Borrmann, K.; Haase, H.: Emissionshandel im Stra-ßengüterverkehr: Konzept für die Einbeziehung der Gütertransporte auf der Straße in den Treib-hausgas-Emissionszertifikatehandel der Europäi-schen Union (EU-ETS). Forschungsbericht, Institut
für Logistik und Materialflusstechnik (ILM), Univ. Magdeburg. 2. Auflage. Magdeburg: Logisch, 2013.
[3] Vorschlag für eine Richtlinie des Rates zur Ände-rung der Richtlinie 2003/96/EG zur Restrukturie-rung der gemeinschaftlichen Rahmenvorschriften zur Besteuerung von Energieerzeugnissen und elektrischem Strom. KOM(2011) 169 endgültig, Brüssel, 13.04.2011.
[4] Commission Staff Working Paper: Impact Assess-ment. Accompanying document to the Proposal for a Council Directive amending Directive 2003/96/EC restructuring the Community frame-work for the taxation of energy products and elec-tricity, SEC(2011) 409 final, Vol. 1 & 2, Brussels, 13.04.2011.
[5] Heilmann, S.: Abgaben- und Mengenlösungen im Klimaschutz: Die Interaktion von europäischem Emissionshandel und deutscher Ökosteuer. FiFo-Institut, Köln, 2005.
[6] European Energy Exchange AG: Preisentwicklung EUA (EU Emission Allowances) vom 1.1.13 bis 11.3.14. URL: http://www.eex.com/ (gesichtet am 12.03.2014)
[7] Verein Deutscher Ingenieure: VDI 3633, Blatt 1: Simulation von Logistik-, Materialfluß- und Pro-duktionssystemen. Grundlagen. Berlin: Beuth Ver-lag, 2000.
[8] Treiber, M.; Kesting, A.: Verkehrsdynamik und -simulation: Daten, Modelle und Anwendungen der Verkehrsflussdynamik. Berlin: Springer, 2010.
[9] Wenger, W.: Multikriterielle Tourenplanung. 1. Auflage. Wiesbaden: Gabler, 2010.
[10] INFRAS: Handbuch Emissionsfaktoren des Stra-ßenverkehrs (HBEFA) [Software]. Version 3.1. Bern: 30.01.2010. Verfügbar unter: http://www.hbefa.net.
[11] ifeu - Institut für Energie- und Umweltforschung: Daten- und Rechenmodell: Energieverbrauch und Schadstoffemissionen des motorisierten Verkehrs in Deutschland 1960-2030: TREMOD, Version 5.3. Heidelberg, 30.09.2012.
85

AUF DEM WEG ZU INTELLIGENTER LOGISTIK – EINSATZMÖGLICHKEITEN UND POTENTIALE AKTUELLER IUK-TECHNOLOGIEN - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Wi.-Ing. Pat.-Ing. Patrick Dittmer Christian Gorldt M. Sc. Dipl.-Wi.-Ing. Marius Veigt BIBA-Bremer Institut für Produktion und Logistik GmbH
87

Dipl.-Wi.-Ing. Pat.-Ing. Patrick Dittmer
BIBA-Bremer Institut für Produktion und Logistik GmbH, Wissenschaftlicher Mitarbeiter
1980
2001 – 2003
2003 – 2008
2009 – 2010
Seit 2008
geboren in Stade
Thomashilfen GmbH & Co. KG, Ausbildung Industriekaufmann, Abschluss Industriekaufmann
Universität Bremen, Studium Wirtschaftsingenieurwesen, Abschluss Dipl.-Wi.-Ing.
FernUniversität in Hagen, Fernstudienkurs Gewerblicher Rechtsschutz, Abschluss Patentingenieur
Wissenschaftlicher Mitarbeiter am BIBA – Bremer Institut für Produktion und Logistik GmbH, Forschungsbereich IPS Forschungstätigkeiten in den Bereichen: Automatisierung von Informations- und Materialfluss in der Transportlogistik, Kühllogistik und Luftfrachtlogistik
LEBENSLAUF
88

Christian Gorldt M. Sc.
BIBA-Bremer Institut für Produktion und Logistik GmbH Wissenschaftlicher Mitarbeiter
1976
1997 – 2000
2000 – 2004
2003 – 2004
2004 – 2007
2004 – 2010
2011
2011 – 2013
Seit 2013
geboren in Bremen
Akademie der Wirtschaft Bremen, Studium Betriebswirtschaft, Abschluss Betriebswirt (AdW), Abschluss Industriekaufmann, Trainee bei Bremer Erfrischungsgetränke - GmbH (Coca-Cola)
Universität Bremen, Studium Medieninformatik (Digital Media/Multimedia), Abschluss B.Sc.
Trinity College Dublin, Auslandssemester im Fachbereich Computer Science, Sokrates/Erasmus Stipendium
Universität Duisburg-Essen, Studium Wirtschaftsinformatik, Abschluss M.Sc.
Wissenschaftlicher Mitarbeiter am BIBA – Bremer Institut für Produktion und Logistik GmbH (BIBA), Forschungsbereich IPS Forschungstätigkeiten in den Bereichen: AutoID, RTLS, Telematik, Automatisierung Information- und Materialfluss
Produktmanager IQ Bremen e.V.
Oberingenieur am BIBA, Forschungsbereich IPS
Abteilungsleiter am BIBA, Forschungsbereich IKAP
LEBENSLAUF
89

Dipl.-Wi.-Ing. Marius Veigt
BIBA-Bremer Institut für Produktion und Logistik GmbH Wissenschaftlicher Mitarbeiter
1984
2004 – 2010
2006
2007
2008 – 2010
Seit 2010
geboren in Bremen
Universität Bremen, Studium Wirtschaftsingenieurwesen, Abschluss Diplom
Auslandspraktikum Prozessmanagement, DLK Group, Kapstadt (Südafrika)
Auslandspraktikum Logistik, General Logistic Systems (GLS), Dublin (Irland)
Studentischer Mitarbeiter, Fraunhofer Institut für Fertigungstechnik und angewandte Materialforschung (IFAM), Bremen
Wissenschaftlicher Mitarbeiter am BIBA – Bremer Institut für Produktion und Logistik GmbH, Forschungsbereich IPS Forschungstätigkeiten in den Bereichen: Selbststeuernde Logistik, ereignisbasierte Steuerung von Logistiksystemen
LEBENSLAUF
90

1 Einleitung
Die heutige Industrieproduktion ist vor allem durch eine starke Individualisierung der Produkte sowie eine hohe Flexibilisierung geprägt. Der Trend in einer Zunahme der Variantenvielfalt stellt Unternehmen vor Herausforderun-gen in der Planung und Steuerung von Wertschöpfungs-prozessen. Der damit einhergehende Anstieg der Dyna-mik und Komplexität in der Produktion und der Logistik verlangt nach neuen Lösungen in der Gestaltung von Methoden, Prozessen und Technologien, um den bekann-ten Zielperspektiven der Logistik wie Zeit, Kosten und Qualität zu genügen. Einen wichtigen Innovationstreiber dieser Veränderungen stellen Informations- und Kommu-nikations-Technologien (IuK) dar. Auf der Basis vorhande-ner IuK-Technologien werden immer intelligentere Syste-me entwickelt, die es ermöglichen, Entscheidungen ei-genständig zu treffen und autonom zu handeln. Die Bundesregierung fördert die Entwicklung dieser soge-nannten Cyber-Physischen Systeme (CPS) im Rahmen der vierten Industriellen Revolution, die aus dieser Technolo-gie resultieren soll. [1] Vorhandene oder aber auch neuartige Geschäftsprozesse können transparenter gestaltet werden, indem IuK-Technologien relevante Informationen erfassen. Begin-nend bei der Nutzung von Barcodes zur automatischen Identifikation von Objekten bieten RFID-Transponder zusätzliche Funktionalitäten wie bspw. einen integrierten Datenspeicher, der entlang der Prozesskette eine dezent-rale Bereitstellung von Daten ermöglicht. [2] Neben der Identifikation bieten Telematik-Lösungen die Möglichkeit der Lokalisierung [3]. Werden Sensorik und Aktorik inte-griert, handelt es sich um Cyber-Physische Systeme, die dezentral bereits einen hohen Grad an Intelligenz bieten und eine autonome Steuerung in den Prozessen erlauben. Identifikationstechnologien wie Barcode oder RFID kön-nen im Zusammenspiel mit Softwaresystemen ebenfalls den Weg intelligenter Logistik ebnen, in diesem Fall je-doch mit zentraler Intelligenz in den Softwaresystemen. Der Beitrag wird einen Überblick über diese Entwicklung aus Technologie- und Prozessperspektive im Kontext intelligenter Logistik geben. Neben der Darstellung vor-handener IuK-Technologien wie RFID und Telematik-Lösungen wird ebenfalls der Stand der Forschung bezüg-lich Systemen der vierten Industriellen Revolution darge-stellt. Des Weiteren werden aktuelle Anwendungsbeispie- le vorgestellt, die die Anwendbarkeit der Technologien zeigen.
2 Motivation
Nach der Erfindung und Patentierung des Barcodes wurde der Meilenstein gelegt, Informationen durch Maschinen effizient zu lesen und somit Objekte in einer Prozessland-schaft zu identifizieren. In den 1970er Jahren fand der Barcode Einzug in den Handel, UPC (Universal Product Code) in den USA und EAN (European Article Number) in Europa. [4] Die unterschiedlichen Arten der Strichcodes ermöglichen es, einfache Informationen in eindimensiona-len oder auch einen großen Zeicheninhalt in dreidimensi-onalen Barcodes darzustellen. Die Vorteile dieser Techno-logie ergeben sich aus der maschinenlesbaren Bereitstel-lung von Informationen und der Reduzierung der Fehler-quote bei der Übertragung der Informationen in IT-Systeme, wie sie bei der manuellen Übertragung gegeben ist. [5]
Die Nutzung der Strichcode-Technologien ist beispielswei-se im Handel immer noch sehr breit vertreten. Durch die günstige Herstellung und Bereitstellung von Barcodes finden neuere Identifikations-Technologien schwer zu einer breiten Nutzung. RFID-Transponder bieten bei-spielsweise gegenüber den Barcodes die Vorteile, dass diese in Pulks und ohne Sichtkontakt der Reader ausgele-sen werden können, einen größeren Datenspeicher bieten und während der Prozesse beschreibbar sind. Jedoch sind diese Transponder auch wesentlich teurer, somit muss der Nutzen dieser Information bei einem effektiven Einsatz höher sein. [5]
Neben der reinen Identifikation von Objekten bieten Telematiklösungen die Möglichkeit der Erfassung und Kommunikation von Geopositionen. Außerdem können weitere Informationen und Ereignisse, die im Vorfeld definiert werden, erfasst und kommuniziert werden. Darüber hinaus besitzen viele Telematiklösungen eine Recheneinheit, die eine Verarbeitung von Daten zu Infor-mationen ermöglicht und somit auf die Umwelt reagieren kann. [3]
Cyber-Physische Systeme (CPS) umfassen neben einem Prozessor Sensoren und Aktoren, die im Gegensatz zur Telematikeinheit nicht nur Umweltinformationen auf-nehmen sondern ebenfalls Aktionen ausführen können, die sich auf die Umwelt auswirken. Eine detaillierte Dar-stellung von CPS erfolgt im Abschnitt 3.
AUF DEM WEG ZU INTELLIGENTER LOGISTIK – EINSATZMÖGLICHKEITEN UND POTENTIALE AKTUELLER IUK-TECHNOLOGIEN Dipl.-Wi.-Ing. Pat.-Ing. Patrick Dittmer, Christian Gorldt M. Sc., Dipl.-Wi.-Ing. Marius Veigt
91

Mit der zunehmenden Intelligenz der Systeme vom Bar-code-System bis zum CPS geht die Steigerung der Intelli-genz der Systeme einher. Neben dem Strichcode, der keine Intelligenz beinhaltet, bietet die RFID-Technologie geringe Möglichkeiten der Intelligenz beispielsweise durch die Nutzung von Sensoren. Telematik-Systeme und CPS bieten durch die Nutzung von leistungsstarken Prozesso-ren Möglichkeiten zur Durchführung von dezentralen Rechenprozessen. Der Zusammenhang zwischen der Informationsqualität und der Intelligenz der einzelnen Systeme ist in Abbildung 1 ersichtlich.
Abbildung 1: Informationsqualität und Intelligenz unterschiedlicher IuK-Technologien
Zusätzlich zu diesen Technologien sind Software-Lösungen notwendig. Erst diese Verknüpfung ermöglicht die Nutzung aller Potenziale, die sich aus den Technolo-gien ergeben.
3 Cyber-Physische Systeme
Ziel der Hightech-Strategie der Bundesregierung ist es, Deutschland zum Vorreiter bei der Lösung von globalen Herausforderungen (z. B. Klimawandel, demographische Entwicklung) zu etablieren und damit überzeugende Antworten auf die drängenden Fragen des 21. Jahrhun-derts zu geben. Die Hightech-Strategie wurde 2006 erst-mals eingeführt und versammelt alle wichtigen Akteure des Innovationsgeschehens innerhalb Deutschlands. Mit der Initiierung von Zukunftsprojekten wurden sog. Be-darfsfelder etabliert, um ausgewählte Missionen ins Zent-rum zukünftiger Forschungs- und Innovationspolitik rü-cken zu lassen. Zukunftsprojekte verfolgen konkrete Ziele wissenschaftlicher und technologischer Entwicklungen über einen Zeitraum von zehn bis fünfzehn Jahren. Das Zukunftsprojekt Industrie 4.0 ist fester Bestandteil des Bedarfsfeldes Kommunikation. Die deutsche Industrie hat mit diesem Zukunftsprojekt die Chance den Transforma-tionsprozess und somit die vierte industrielle Revolution aktiv mitzugestalten. [1]
Die Industrialisierung ist in der Vergangenheit in drei Schritten erfolgt. In der ersten Phase der industriellen Revolution am Ende des 18. Jahrhunderts steht die Ein-
führung mechanischer Produktionsanlagen mit Hilfe von Wasser- und Dampfkraft. Die zweite Phase zu Beginn des 20. Jahrhunderts umfasst die Einführung arbeitsteiligerMassenproduktion mit Hilfe von elektrischer Anlagen. Zu Beginn der 70er Jahre des 20. Jahrhunderts wurde die vierte Phase der Industrialisierung durch den Einsatz von Elektronik und IT zur weiteren Automatisierung der Pro-duktion eingeleitet. [6]
Die vierte industrielle Revolution ist vor allem durch Cy-ber-Physische Systeme (CPS) gekennzeichnet und unter dem Schlagwort Industrie 4.0 bekannt. CPS können über Sensorik unmittelbar physikalische Daten erfassen und durch Aktorik auf physikalische Vorgänge wirken. Die erfassten Daten können ausgewertet sowie gespeichert werden und aktiv bzw. reaktiv mit der realen sowie digi-talen Welt interagieren. Die Verständigung der CPS un-tereinander sowie in verteilten Netzen erfolgt über digita-le Kommunikationseinrichtungen, deren verfügbare Da-ten bzw. Dienste weltweit nutzbar sind. Die Interaktion mit dem Menschen erfolgt über multimodale Mensch-Maschine-Schnittstellen. Cyber-Physische Systeme werden neue Dienste, Funktionen und Eigenschaften ermögli-chen, welche über heutige Fähigkeiten eingebetteter Systeme hinausgehen. CPS werden die verteilte Anwen-dungs- und Umgebungssituation unmittelbar erfassen, gemeinsam mit Nutzern interaktiv gestalten und das Verhalten situationsabhängig steuern. Schlagwörter für CPS sind beispielsweise cyber-physical, System of System, kontext-adaptiv, verteilt-kooperativ und Mensch-System Kooperation. [7], [8], [9]
Abbildung 2: Komponenten eines CPS in seinem Wirksystem
Die Logistik hat in den letzten Jahren immer mehr Bedeu-tung im globalen wirtschaftlichen Handeln eingenommen und ist für die Versorgung von Waren sowie Dienstleis-tungen aus dem heutigen unternehmerischen Gestalten nicht mehr wegzudenken. Logistik kann in die Bereiche Beschaffungs-, Produktions-, Distributions-, Entsorgungs- sowie Informationslogistik strukturiert werden. In den letzten Jahren lag vor allem die Untersuchung der Mög-lichkeiten der Synchronisation von Material- und Informa-tionsflüssen in der wissenschaftlichen Betrachtung logisti-
Informations-qualität
Barcode
RFID
TelematikCyber-PhysischeSysteme
Intelligenz
92

scher Systeme. Ein Befähiger zur Umsetzung dieser Ge-danken ist die Radio Frequenz Identifikation (RFID). Primär liegt die Funktion dieser Technologie in der puren Identi-fikation von Objekten. Eine Kommunikation zwischen Objekten ist damit nur bedingt möglich. Zukünftig gilt es zu klären, welche Potentiale durch die Nutzung der CPS-Technologie für die Logistik erschlossen werden können. Nach [10] kann unter einem Cyber-Physischen Logistiksys-tem folgendes verstanden werden: 1. Ansammlung von Logistiksystemen (z.B. Ladungsträ-
ger, Förderhilfsmittel, Logistikleitsysteme etc.), welche die Kriterien von CPS Systemen erfüllen,
2. wenn diese in Kommunikation mit Menschen und Produktionselementen (z.B. Maschinen, Werkzeugen etc.) stehen
3. sowie autonom auf ökonomische, ökologische und soziale Zielerreichung (re)agieren.
4 Intelligente Logistik Die Globalisierung hat unter anderem durch den techni-schen Fortschritt in Kommunikations- und Transport-systemen zu einer internationalen Verflechtung der Märk-te geführt, indem die Kosten für Transport, Kommunika-tion und Information in den letzten Jahrzehnten stetig gesunken sind [11]. Diese Veränderungen wirken sich auf die Logistik aus. Automatische Identifikations- sowie Ortungssysteme sorgen unter dieser Voraussetzung für eine Nutzen-steigerung innerhalb der Transportlogistik. Konkret be-deutet dies, dass Ladungsträger der Logistik Daten akqui-rieren, welche via Kommunikationsmedien in eine Zentra-le gesendet werden und somit die Planung und Steue-rung unterstützen können. Hauptverkehrsträger bei innerdeutschen Verkehren ist die Straße. Das Güterverkehrsaufkommen in Deutsch-land wird bis zum Jahr 2050 gegenüber heute um rund die Hälfte zunehmen, die Güterverkehrsleistung wird sich mehr als verdoppeln. Von Randow beschreibt, dass Deutschland innerhalb Europas Haupttransportland sein wird und die Verkehrsdrehscheibe Europas darstellen wird. 40 Prozent der Exportgüter Deutschlands stammen dabei von importierten Vorleistungen. Es werden immer mehr Waren und Güter über immer größere Distanzen transportiert. Dies führt zu einem steigenden Bedarf an Transport und Logistik, d.h. ganz konkret auch zu mehr Verkehr. Diese Ausführungen verdeutlichen für die Logis-tik einen vorhandenen Bedarf an sog. intelligenten, inno-vativen und effizienten Transportsystemen. Um den Be-darf decken zu können, gilt es intelligente Logistik-konzepte zu entwickeln. Um dem Verkehrswachstum nicht mit mehr Infrastruktur zu begegnen, verlangen
Experten eine bessere Verknüpfung der Verkehrsträger sowie eine Verlagerung der Güterströme auf Schiene und Wasser. Darüber hinaus sollen die Transportketten mit Hilfe intelligenter Logistik sowie innovativen Technologien (z.B. Telematik, RFID) stärker optimiert werden. [12] 4.1 RAN Das Forschungsprojekt RAN – RFID-based Automotive Networks leistete einen wesentlichen Beitrag zur transpa-renten und optimalen Steuerung von Prozessen in der Automobilindustrie. Hierzu wurde zum einen RFID-Technik in den Prozessen eingeführt und zum anderen erfolgte die Konzeptionierung eines methodischen Vor-gehens zur Integration von produktionslogistischen und produktspezifischen Informationen in betriebliche und überbetriebliche Systeme, wodurch ein standardisierter, echtzeitnaher Austausch prozessrelevanter Daten zwi-schen den Beteiligten der Lieferkette ermöglicht wurde. Auf dieser Basis wurde eine hybride (zentrale - dezentrale) Steuerung zur flexiblen Reaktion auf Planabweichungen der Prozesse entwickelt. 4.2 ESecLog Das Forschungsprojekt »Erweiterte Sicherheit in der Luft-frachtkette« (ESecLog) (www.eseclog.de) erforscht den Technologieeinsatz zur Manipulationserkennung in der Luftfrachtlieferkette. Aufgrund von terroristischen Akten, deren Ziele in der Vergangenheit häufig Flugzeuge waren, hat die Kommission der Europäischen Union Gesetze mit Maßnahmen verabschiedet, die den Schutz vor diesen Angriffen erhöhen sollen. Da diese Maßnahmen zu einer Erhöhung des Kontrollaufwands der Luftfracht führen, wurde das Projekt ESecLog gestartet, um kostengünstig und effizient die Sicherheit in der Luftfracht zu erhöhen. Neben bildgebenden Verfahren wie Röntgentechnik und dem Einsatz von Tiefenbildsensorik wird ebenfalls RFID genutzt, um Manipulationen an Luftfrachtsendungen zu detektieren. Die durch diese Technologien erzeugten Daten und Informationen werden zu einem sogenannten Fracht-Fingerprint aggregiert. Bei der RFID-Technologie kommen spezielle passive RFID-Transponder zum Einsatz, die einen Sicherungsdraht besitzen. Die Durchtrennung dieses Drahtes wird beim nächsten Auslesen der Trans-ponder detektiert. In einem zentralen IT-Repository werden diese Fracht-Fingerprints erzeugt, gespeichert und bereitgestellt, um die Sicherheits-Historie der Frachtsendung den Anwen-dern der Technologie bereitzustellen. Entlang der Luft-frachtlieferkette soll dieser Fracht-Fingerprint die logisti-schen Prozesse, die sicherheitsrelevant sind, beschleuni-gen und somit die Effizienz der sicheren Luftfrachtkette erhöhen. [13]
93

4.3 Der Intelligente Container
Ein wesentliches Kriterium CPS-basierter Logistiksysteme ist die Kommunikation von Objekten untereinander mit Hilfe intelligenter Sensorik. Diese Objekte können z. B. logistische Ladungsträger (Container), Güter sowie Lo-gistikimmobilien sein. Am Beispiel der Lebensmittelindust-rie wurde dies im Projekt »Der Intelligente Container« (http://www.intelligentcontainer.com/) untersucht. In diesem Verbundprojekt wurden neue Technologien sowie Ansätze für innovative Logistikprozesse erarbeitet. Ein wichtiges Projektergebnis ist eine Lösung, die die Verbes-serung der Nachverfolgbarkeit von Nahrungsmitteln und die Realisierung einer autonomen »Messung« der Quali-tät von Lebensmitteln während der Transportkette er-möglicht. Auch wurde in diesem Zusammenhang geklärt, wie die Güter durch die mittels CPS bestimmte aktuelle Qualität optimal verteilt werden können. Die Anwendung der CPS-Technologie ermöglicht in diesem Kontext eine ganzheitliche Optimierung der logistischen Abläufe ent-lang der gesamten Wertschöpfungskette.
Verteilte Sensorknoten nehmen innerhalb eines Kühlcon-tainers relevante Informationen auf und senden diese Informationen zu einer Auswerteeinheit, in der diese Informationen analysiert und ausgewertet werden. Grundlage dieser Auswertung ist die Nutzung sogenann-ter Haltbarkeitsmodelle, die den Verfall von verderblichen Lebensmitteln prognostizieren können. Kommt es wäh-rend des Transports von Lebensmitteln beispielsweise zu einer Abweichung der Kühltemperatur, die sich auf die Haltbarkeit auswirkt, wird diese Abweichung per Satelli-tenkommunikation an eine Zentrale gesendet. Unter der Berücksichtigung der aktuellen Qualität der Lebensmittel wird dann die Distribution der Güter vorgenommen.
4.4 Cypros
Im Forschungsprojekt »Cyber-Physische Produktionssys-teme – Produktivitäts- und Flexibilitätssteigerung durch die Vernetzung intelligenter Systeme in der Fabrik« (CyP-roS) werden Methoden und Werkzeuge zur Entwicklung und zum Betrieb von Cyber-Physischen Systemen (CPS) erarbeitet, welche zu einer besseren Beherrschung der Komplexität in Produktion und Logistik führen. Hierzu werden, basierend auf Analysen bei Industrieunterneh-men und Ableitung von Anforderungen an die CPS-basierte Produktion, neben Grundlagen, z. B. einer ein-heitlichen Referenzarchitektur oder Sicherheitskonzepte in der Datenübertragung zwischen CPS, auch konkrete Anwendungen erarbeitet. Dies umfasst u. a. die Entwick-lung von Assistenzsystemen, z. B. implementiert auf ei-nem Tablet-PC, welche dem Menschen kontextsensitiv Informationen zu Produkten, Prozessen und Systemen in Echtzeit bereitstellen.
Darüber hinaus werden autonome Steuerungsmethoden adaptiert, die Cyber-Physische Systeme in der Logistik zur dezentralen Entscheidungsfindung befähigen und somit die methodische Basis für eine dezentrale Intelligenz darstellen und logistische Prozesse dadurch flexibler und robuster gestalten. Die Ergebnisse werden u. a. in der Schaufenster Fabrik der Wittenstein bastian GmbH in Fellbach sowie im Kompetenz- und Transferzentrum für eine CPS-basierte Logistik im BIBA in Bremen präsentiert.
5 Fazit und Ausblick
Wie bei vergangenen industriellen Revolutionen kann davon ausgegangen werden, dass zunächst Großunter-nehmen von den zu erwartenden Potentialen profi-tieren werden. Bei möglichen Umsetzungsprojekten sollte auch auf Anforderungen von klein- und mittleren Unterneh-men (KMU) eingegangen werden, um dort ebenfalls Potentiale von CPS zu erschließen. Über 99% aller deut-scher Unternehmen können zu dieser Unternehmenska-tegorie gezählt werden. KMU leisten somit einen wesent-lichen Beitrag zur nationalen Wirtschaftskraft [14]. Um dieses zu forcieren sind Maßnahmen und Handlungsemp-fehlungen zu erarbeiten, welche einen wesentlichen Beitrag in der Umsetzung der Industrie 4.0 Strategie leisten und auch für Endanwender klar sowie verständlich dargestellt sind.
Zukünftig gilt es zu prüfen, welche weiteren Anwen-dungsfelder von CPS innerhalb der Logistik sowie Produk-tion sinnvoll erscheinen, um die logistischen Abläufe durch die Anwendung der CPS-Technologie effizienter zu gestalten. Weiterhin müssen Anwendungsfelder identifi-ziert werden, welche es ermöglichen, die Potentiale von CPS in kleinen und mittleren Unternehmen zu erschlie-ßen. Dazu sind Maßnahmen zu entwickeln, die einen wesentlichen Beitrag in der Umsetzung der Industrie 4.0 Strategie darstellen und für die Endanwender klar und verständlich aufbereitet sind.
6 Literatur
[1] Bundesministerium für Bildung und Forschung (BMBF), Zukunftsprojekt Industrie 4.0, URL: http://www.bmbf.de/de/19955.php, Abrufdatum 05.05.2014.
[2] Finkenzeller, K.: RFID-Handbuch, München, Han-ser 2002.
[3] Gorldt, C.; Lewandowski, M.; Dittmer, P.; Podlich, A.: Strategisches Management von Ladungsträ-gern im Güterverkehr. In: Industrie Management 25(2009)4, S. 25-28.
94

[4] Müller, T., Käser, H., Gübeli, R., Klaus, R.: Techni-sche Informatik I, 3. Auflage, Zürich, vdf Hoch-schulverlag 2009.
[5] Helmus, M., Meins-Becker, A., Laußat, L., Kelm,
A.: RFID in der Baulogistik, Wiesbaden, Vie-weg+Teubner 2009.
[6] Promotorengruppe Kommunikation der For-
schungsunion Wirtschaft-Wissenschaft: Im Fokus: Das Zukunftsprojekt Industrie 4.0 - Handlungs-empfehlung zur Umsetzung, Berlin, März 2012.
[7] acatech (Hrsg.): Cyber-Physical Systems. Innovati-
onsmotor für Mobilität, Gesundheit, Energie und Produktion (acatech POSITION), Heidelberg, Sprin-ger 2011.
[8] Geisberger, E., Broy, M.: agenda CPS - Integrierte
Forschungsagenda Cyber-Physical Systems (aca-tech Studie), Heidelberg, Springer 2012.
[9] Reinhart, P. et al.: Cyber-Physische Produktionssys-
teme. In: wt Werkstattstechnik online, 103(2013)2, S. 84-89.
[10] Veigt, M.; Lappe, D.; Hribernik, K. A.; Scholz-
Reiter, B.: Entwicklung eines Cyber-Physischen Lo-gistiksystems. In: Industrie Management, 29(2013)1, S. 15-18.
[11] Kutschker, M.; Schmid, S.: Internationales Ma-
nagement. 6., überarb. und aktualisierte Aufl., München, Oldenbourg 2008.
[12] Randow, M. von: Güterverkehr und Logistik als
tragende Säule der Wirtschaft zukunftssicher ge-stalten. In: Baumgarten, Helmut (Hrsg.): Das Beste der Logistik: Innovationen, Strategien, Umsetzun-gen, Berlin, Springer 2008.
[13] Dittmer, P., Gorldt, C.: Sicherheit, Flexibilität und
Transparenz in der internationalen Luftfracht-Logistik. In: Schenk, M.: 18. Magdeburger Logis-tiktage »Sichere und nachhaltige Logistik«, Stutt-gart, Fraunhofer Verlag 2013.
[14] Bundesministerium für Wirtschaft und Technolo-
gie: URL: http://www.bmwi.de/BMWi/Redaktion/PDF/Publikationen/factbook-german-mittestand,property=pdf,bereich= bmwi2012,sprache=de,rwb=true.pdf , Abrufda-tum 05.05. 2014.
95


METHODISCHER ANSATZ ZUR GANZHEITLICHEN PLANUNG VON ROUTENZUGSYSTEMEN IM RAHMEN DES PRODUKT-ENTSTEHUNGSPROZESSES IM AUTOMOBILBAU - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Wirtsch.-Ing. (FH) Andreas Krause Prof. Dr.-Ing. Egon Müller Dr.-Ing. Jörg Strauch Technische Universität Chemnitz
97

Dipl.-Wirtsch.-Ing. (FH) Andreas Krause
Technische Universität Chemnitz, Externer Promovent
2000 – 2004
Seit 2005
Seit 2008
Seit 2013
Studium der Fachrichtung Wirtschaftsingenieurwesen an der Westsächsischen Hochschule Zwickau
Tätigkeit im Bereich Logistik und Beschaffung der Volkswagen Sachsen GmbH
Bearbeitung mehrerer Projekte im Bereich Produktionssystem, Intralogistik, kontinuierlicher Verbesserungsprozess
Themenschwerpunkte: Entwicklung und Implementierung von Logistikkonzepten, Analyse und Gestaltung von Arbeitsprozessen, Zeitwirtschaftsanalysen, Digitale Fabrik Logistik
Mitglied des wissenschaftlichen Beirats am Institut für Betriebswirtschaft der Westsächsischen Hochschule Zwickau
Externer Promovent an der Professur Fabrikplanung und Fabrikbetrieb, TU Chemnitz
LEBENSLAUF
98

1 Einleitung
Die zunehmende Kunden- und Wertschöpfungsorientie-rung der Unternehmen verändert die Produktions- und Logistikprozesse in der Automobilindustrie weltweit. Insbesondere in variantenreichen Großserienfertigungen versuchen Hersteller mit der Strategie der individualisier-ten Produktion die Vorteile der Kostenführerschaft (nied-rige Kosten) mit denen der Differenzierung (hohe Kun-denorientierung) zu verknüpfen. Diese Strategie zielt auf eine Steigerung von Produktivität und Flexibilität und erfordert eine angepasste Gestaltung der Produkt- und Produktionssystemstrukturen. [1] [2] [3]
Mit der Implementierung von Produktionssystemen und einer Ausrichtung im Sinn der Lean Philosophie steigen die Anforderungen an die Logistikprozesse. Eine schlanke Logistik versteht sich als eine mit dem Produktionsprozess synchronisierte, flussorientierte und getaktete Logistik, die sich retrograd und ziehend am Kundenbedarf ausrichtet. Sie verbindet und koordiniert die Wertschöpfungsprozes-se miteinander und sichert kurze Durchlaufzeiten bei gleichzeitig hoher Flexibilität ab. [4]
Dem innerbetrieblichen Transport als einer Kernfunktion der operativen Logistik kommt damit eine wachsende Bedeutung zu. Einerseits führt ein unzuverlässiges Trans-portwesen bei komplexen Anforderungen schnell zu Materialabrissen, andererseits stellt der Transport in Groß-serienfertigungen grundsätzlich einen wichtigen Kosten-faktor dar. [5] [6] Einer Studie der Beratungsgesellschaft Barkawi Management Consultants zufolge befindet sich in der Intralogistik deutscher Unternehmen ein Optimie-rungspotenzial von bis zu 15%. Als eines der wichtigsten Handlungsfelder wird der interne Transport gesehen. [7]
Die Synchronisation von Produktions- und Logistikprozes-sen ermöglicht das Erreichen geringer Materialbestände in der Produktion, erfordert jedoch eine hochfrequente Versorgung in kleinen Losgrößen. Zur Sicherstellung der Wirtschaftlichkeit einer hochfrequenten Versorgung, ist eine Bündelung von Transporten für unterschiedliche Materialien und Bereitstellorte notwendig. Für diese Auf-gabe werden in den letzten Jahren verstärkt Routenzüge eingesetzt. [8]
2 Erfahrungen aus der Planung und dem Be-trieb von Routenzugsystemen
Ein Routenzugsystem dient dem werksinternen, flurge-bundenen Materialtransport und besteht aus einer Zug-maschine mit mehreren Anhängern (Abbildung 1). In der Regel werden auf einer Tour mehrere Bereitstellorte mit Materialien versorgt und gleichzeitig das Leergut zurück-genommen. Je nach Steuerungskonzept verkehren Rou-tenzüge auf festgelegten oder variablen Routen bzw. gemäß fester Fahrpläne (Takt) oder flexibler Abfahrtszei-ten. Routenzugsysteme sind meist auf den jeweiligen Einzelfall unter Berücksichtigung der spezifischen Einsatz-bedingungen abgestimmt.
Abbildung 1: Vergleich Gabelstapler- und Routenzugprinzip
Im Vergleich zu den in der Vergangenheit häufig einge-setzten sehr flexibel agierenden Gabelstaplern, liegt der Vorteil von Routenzugsystemen in der höheren Trans-portkapazität. Effizienzpotenziale lassen sich insbesondere bei längeren Transportwegen erschließen.
Die Planung und die Einführung von Routenzugsystemen erweisen sich als komplexe Aufgaben. Eine Vielzahl der Eingangsdaten ist schlecht prognostizierbar und schwankt stark. Oftmals liegen die Eingangsinformationen nicht vollständig vor oder sind zunächst aufwendig zu ermit-teln. Andererseits bestehen vielfältige Lösungsmöglichkei-ten hinsichtlich der Gestaltung der Technik, des Prozesses (Material- und Informationsfluss) und der Steuerung von Routenzugsystemen. Insbesondere bei der Einführung in bestehende Produktionsbereiche sind infrastrukturelle, organisatorische und technische Restriktionen (z.B. ver-
METHODISCHER ANSATZ ZUR GANZHEITLI-CHEN PLANUNG VON ROUTENZUGSYSTEMEN IM RAHMEN DES PRODUKTENTSTEHUNGS-PROZESSES IM AUTOMOBILBAU Dipl.-Wirtsch.-Ing. (FH) Andreas Krause, Prof. Dr.-Ing. Egon Müller, Dr.-Ing. Jörg Strauch
99
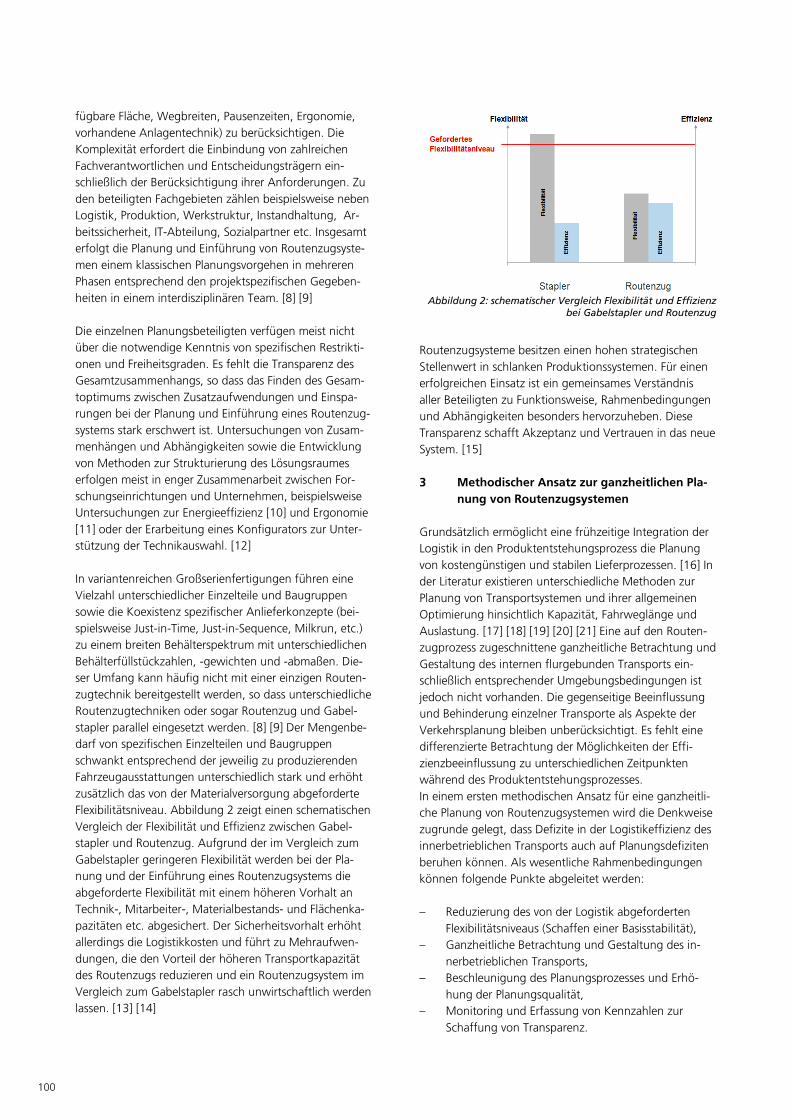
fügbare Fläche, Wegbreiten, Pausenzeiten, Ergonomie, vorhandene Anlagentechnik) zu berücksichtigen. Die Komplexität erfordert die Einbindung von zahlreichen Fachverantwortlichen und Entscheidungsträgern ein-schließlich der Berücksichtigung ihrer Anforderungen. Zu den beteiligten Fachgebieten zählen beispielsweise neben Logistik, Produktion, Werkstruktur, Instandhaltung, Ar-beitssicherheit, IT-Abteilung, Sozialpartner etc. Insgesamt erfolgt die Planung und Einführung von Routenzugsyste-men einem klassischen Planungsvorgehen in mehreren Phasen entsprechend den projektspezifischen Gegeben-heiten in einem interdisziplinären Team. [8] [9]
Die einzelnen Planungsbeteiligten verfügen meist nicht über die notwendige Kenntnis von spezifischen Restrikti-onen und Freiheitsgraden. Es fehlt die Transparenz des Gesamtzusammenhangs, so dass das Finden des Gesam-toptimums zwischen Zusatzaufwendungen und Einspa-rungen bei der Planung und Einführung eines Routenzug-systems stark erschwert ist. Untersuchungen von Zusam-menhängen und Abhängigkeiten sowie die Entwicklung von Methoden zur Strukturierung des Lösungsraumes erfolgen meist in enger Zusammenarbeit zwischen For-schungseinrichtungen und Unternehmen, beispielsweise Untersuchungen zur Energieeffizienz [10] und Ergonomie [11] oder der Erarbeitung eines Konfigurators zur Unter-stützung der Technikauswahl. [12]
In variantenreichen Großserienfertigungen führen eine Vielzahl unterschiedlicher Einzelteile und Baugruppen sowie die Koexistenz spezifischer Anlieferkonzepte (bei-spielsweise Just-in-Time, Just-in-Sequence, Milkrun, etc.) zu einem breiten Behälterspektrum mit unterschiedlichen Behälterfüllstückzahlen, -gewichten und -abmaßen. Die-ser Umfang kann häufig nicht mit einer einzigen Routen-zugtechnik bereitgestellt werden, so dass unterschiedliche Routenzugtechniken oder sogar Routenzug und Gabel-stapler parallel eingesetzt werden. [8] [9] Der Mengenbe-darf von spezifischen Einzelteilen und Baugruppen schwankt entsprechend der jeweilig zu produzierenden Fahrzeugausstattungen unterschiedlich stark und erhöht zusätzlich das von der Materialversorgung abgeforderte Flexibilitätsniveau. Abbildung 2 zeigt einen schematischen Vergleich der Flexibilität und Effizienz zwischen Gabel-stapler und Routenzug. Aufgrund der im Vergleich zum Gabelstapler geringeren Flexibilität werden bei der Pla-nung und der Einführung eines Routenzugsystems die abgeforderte Flexibilität mit einem höheren Vorhalt an Technik-, Mitarbeiter-, Materialbestands- und Flächenka-pazitäten etc. abgesichert. Der Sicherheitsvorhalt erhöht allerdings die Logistikkosten und führt zu Mehraufwen-dungen, die den Vorteil der höheren Transportkapazität des Routenzugs reduzieren und ein Routenzugsystem im Vergleich zum Gabelstapler rasch unwirtschaftlich werden lassen. [13] [14]
Abbildung 2: schematischer Vergleich Flexibilität und Effizienz bei Gabelstapler und Routenzug
Routenzugsysteme besitzen einen hohen strategischen Stellenwert in schlanken Produktionssystemen. Für einen erfolgreichen Einsatz ist ein gemeinsames Verständnis aller Beteiligten zu Funktionsweise, Rahmenbedingungen und Abhängigkeiten besonders hervorzuheben. Diese Transparenz schafft Akzeptanz und Vertrauen in das neue System. [15]
3 Methodischer Ansatz zur ganzheitlichen Pla-nung von Routenzugsystemen
Grundsätzlich ermöglicht eine frühzeitige Integration der Logistik in den Produktentstehungsprozess die Planung von kostengünstigen und stabilen Lieferprozessen. [16] In der Literatur existieren unterschiedliche Methoden zur Planung von Transportsystemen und ihrer allgemeinen Optimierung hinsichtlich Kapazität, Fahrweglänge und Auslastung. [17] [18] [19] [20] [21] Eine auf den Routen-zugprozess zugeschnittene ganzheitliche Betrachtung und Gestaltung des internen flurgebunden Transports ein-schließlich entsprechender Umgebungsbedingungen ist jedoch nicht vorhanden. Die gegenseitige Beeinflussung und Behinderung einzelner Transporte als Aspekte der Verkehrsplanung bleiben unberücksichtigt. Es fehlt eine differenzierte Betrachtung der Möglichkeiten der Effi-zienzbeeinflussung zu unterschiedlichen Zeitpunkten während des Produktentstehungsprozesses. In einem ersten methodischen Ansatz für eine ganzheitli-che Planung von Routenzugsystemen wird die Denkweise zugrunde gelegt, dass Defizite in der Logistikeffizienz des innerbetrieblichen Transports auch auf Planungsdefiziten beruhen können. Als wesentliche Rahmenbedingungen können folgende Punkte abgeleitet werden:
– Reduzierung des von der Logistik abgefordertenFlexibilitätsniveaus (Schaffen einer Basisstabilität),
– Ganzheitliche Betrachtung und Gestaltung des in-nerbetrieblichen Transports,
– Beschleunigung des Planungsprozesses und Erhö-hung der Planungsqualität,
– Monitoring und Erfassung von Kennzahlen zurSchaffung von Transparenz.
100

Die Basis für die Erarbeitung der Methode bildet die sys-temtheoretische Betrachtungsweise der Fabrik und ihrer Prozesse als Voraussetzung für eine systematische Pla-nung und Gestaltung (Abbildung 3). [2][22] Das Systems Engineering bietet in der Kombination von Systemden-ken, Vorgehensmodell und Problemlösungszyklus einen ganzheitlichen Ansatz zur Entwicklung einer Methode. [23] Aufgrund der Komplexität des Sachverhaltes ist die Planung anhand eines vereinfachenden Modells sinnvoll. [24] Der Methode liegt ein heuristisches Entscheidungs-modell zugrunde, das für die Lösung eine Auswahl von Handlungsalternativen bereitstellt.
Abbildung 3: Ebenen Modell des innerbetrieblichen Verkehrs-flusses
Abbildung 4: Vorgehensmodell des methodischen Ansatzes
Ausgehend von der Strategie bzw. dem Zielsystem des Unternehmens werden die einzelnen Planungsstufen durchlaufen (Abbildung 4). Die Vorgehensweise orientiert sich an den Planungsaktivitäten nach Schmigalla [22] bzw. der VDI5200 [25]. Diese werden um die Aktivität Nutzung ergänzt. In der Planungsaktivität Analyse ist das Problem- bzw. Untersuchungsumfeld zu strukturieren und abzugrenzen sowie der Eingriffs- und Gestaltungsbereich für die Lö-sungssuche abzustecken. Die Analyse umfasst die Erstel-lung eines Objektmodells. In der folgenden Aktivität Konzipierung und Synthese werden Varianten der Um- oder Neugestaltung des Pla-
nungsobjektes untersucht und das Lösungskonzept erar-beitet. Anhand einer Zielfunktion können mögliche Hand-lungsalternativen bezüglich der Logistikeffizienz bewertet und die optimale ausgewählt werden. Dafür stehen ver-schiedene Handlungsfelder zur Verfügung.
Handlungsfeld 1 Produktionssteuerung Das Ziel ist es den Produktmix und die Produktionsmenge über einen bestimmten Zeitabschnitt auszubalancieren. Damit ist die Bildung eines standardisierten Kerns für die Ressourcenplanung hinsichtlich Material, Technik und Personal möglich.
Handlungsfeld 2 Layout Die geringe Eigenfertigungstiefe bei hohem Anliefervolu-men erfordert eine logistikorientierte Planung des Layouts und der Infrastrukturen. [26] Die Zielstellung ist möglichst kurze Wege für die Logistik zu schaffen. Entsprechend sind das Fahrwegnetz, die Fahrwegbreiten, die Andock-tore etc. zu gestalten.
Handlungsfeld 3 Transporthilfsmittel (Behälter) Zum Einsatz sollten Behälter mit möglichst einheitlichen Behälterfuß- und bodenkonstruktionen, standardisierten Außenmaßen und einem nach ergonomischen Aspekten begrenzten Maximalgewicht kommen.
Handlungsfeld 4 Transporttechnik Mit Hilfe von Standardisierungen und flexiblen Lösungen ist die Varianz der parallel eingesetzten Routenzugtechnik zu reduzieren. Die Auslastung der Transportkapazität ist zu optimieren.
Handlungsfeld 5 Routenbildung Die Bündelung von Behältern verschiedener Anlieferkon-zepte auf einem Routenzug ermöglicht das Erreichen von Synergieeffekten, insbesondere wenn diese zur gleichen Zeit in denselben Fertigungsabschnitt zu transportieren sind.
Handlungsfeld 6 Lastwechselzeit Eine geringe Lastwechselzeit bei der Behälterbereitstel-lung in der Produktion trägt maßgeblich zur Effizienz eines Routenzugsystems bei.
Handlungsfeld 7 Verkehrssteuerung Aufgrund verschiedener und teilweise parallel existieren-der Technik- und Steuerungskonzepte (feste oder variable Route bzw. Abfahrtszeiten) im innerbetrieblichen Trans-port, können sich die einzelnen Verkehre gegenseitig behindern und Wartezeiten entstehen. Eine gezielte Ver-kehrssteuerung und damit Vermeidung von Wartezeiten hilft den Verkehrsfluss zu beschleunigen.
Mit der Planungsaktivität Integration wird das erarbeitete Lösungskonzept in das Gesamtsystem der Fabrik über-
101

führt. Hierbei sind u.a. die Schnittstellen zum Gesamtsys-tem Fabrik zu definieren und zu planen. Nach erfolgreichem Anlauf beginnt mit dem Start der Serienproduktionsphase die Aktivität Nutzung. Ein konti-nuierliches Monitoring sowie eine Kennzahlenerfassung sind aufzubauen. Definierte Prozesse und deren regelmä-ßige Überwachung einschließlich der Visualisierung von Abweichungen vom SOLL-Zustand schaffen die notwen-dige Transparenz und sind Voraussetzung für einen er-folgreichen Routenzugbetrieb.
Ein im methodischen Ansatz integriertes Wissensma-nagement speichert und systematisiert die gewonnenen Erkenntnisse und Informationen aus allen Phasen der Planung und Nutzung. Bei Bedarf sind die jeweils relevan-ten Daten vom Wissensmanagement kurzfristig abrufbar und können als Basis für zukünftige Planungs- und Ver-besserungsansätze sowie den Informationsaustausch dienen. Die kurzfristige Verfügbarkeit von Planungs- und realen Prozessinformationen ermöglicht die Beschleuni-gung zukünftiger Planungen. Gleichzeitig erfolgt die Reduzierung des Einflusses des »Bauchgefühls« und der individuellen Erfahrungen des einzelnen Planers auf mög-liche Verbesserung. Der Planungsprozess wird auf eine transparente und neutrale Basis gestellt und damit eine Verbesserung der Planungsqualität ermöglicht.
Als grundsätzliche Auslöser für die Planung werden insbe-sondere eine geänderte Wertschöpfungsstruktur, Pro-duktänderungen, neue Technologien und Strukturmaß-nahmen gesehen. Ein Abgleich mit den Daten des Wis-sensmanagements ermöglicht eine Aussage hinsichtlich Anpassungsbedarf bzw. Optimierungspotenzial des ge-planten Routenzugsystems.
Die Planungsaktivitäten, die Handlungsfelder und das integrierte Wissensmanagement setzen in unterschiedli-chen Phasen des Produktentstehungsprozesses an.
4 Vorstellung ausgewählter Flexibilitätstreiber
Das von der Logistik abgeforderte Flexibilitätsniveau wird maßgeblich von variablen Prozessabläufen und umfang-reichen Restriktionen bestimmt. Zwei wesentliche Flexibili-tätstreiber sind das Produktionsprogramm und die Trans-porthilfsmittel (Behälter), die an dieser Stelle näher vorge-stellt werden sollen. Das Ziel ist es, das von der Logistik abgeforderte Flexibilitätsniveau zu senken und dieses mit Hilfe von technischen und organisatorischen Maßnahmen abzusichern (Abbildung 5). [14]
Abbildung 5: schematischer Vergleich von Flexibilität und Effizienz bei Gabelstapler und Routenzug mit reduziertem
Flexibilitätsniveau
Kunden bestellen nicht gleichmäßig und die Nachfrage nach einzelnen Fahrzeugeigenschaften (Ausstattungsvari-anten) schwankt teilweise sehr stark. Die schwankende Kundennachfrage gilt es aufzunehmen und in ein nivel-liertes und geglättetes Produktionsprogramm zu überfüh-ren. Der Eigenschaftsmix und die Produktionsmenge werden über einen bestimmten Zeitraum ausbalanciert und bilden eine stabile Basis für die Ressourcenplanung hinsichtlich Material, Technik, Personal etc. des vorgela-gerten Logistikprozesses. Die Vorgehensweise zur Erstel-lung eines gleichmäßigen Produktionsprogrammes für die variantenreiche Fahrzeugproduktion soll kurz skizziert werden und orientiert sich an der Empfehlung nach Liker. [13] Die Produktion der einzelnen Fahrzeugeigenschaften sollte grundsätzlich nicht im Block sondern in kleinen, auf die Nachfrage abgestimmten Mengen erfolgen. Für die Erstellung eines nivellierten Produktionsprogramms mit einem Eigenschaftsmix aus vielen verschiedenen Fahrzeu-gen stützt sich die Produktionsplanung auf zwei Informa-tionsquellen: Build-to-order (Fahrzeuge mit Eigenschaften, deren Absatz nicht so gut vorhersehbar ist) und Build-to-stock (Fahrzeugeigenschaften mit relativ hohem Produkti-onsvolumen, die mit hoher Sicherheit abgesetzt werden). Es müssen drei Aspekte nivelliert werden:
– die Produktionsmenge je Fahrzeugeigenschaft ineinem bestimmten Zeitraum,
– der Eigenschaftsmix (Verhältnis der verschiedenenFahrzeugeigenschaften),
– die Eigenschaftssequenz (Reihenfolge von Produkti-onsmenge und Eigenschaftsmix).
Der Zeitraum über den nivelliert wird, könnte beispiels-weise einen Monat betragen. In variantenreichen Großse-rienfertigungen ist es aufgrund der Vielfalt nicht sinnvoll die Produktion aller Fahrzeugeigenschaften zu nivellieren. Es sollten vor allem die Eigenschaften nivelliert werden, die einen großen Nutzen versprechen und weniger die Eigenschaften, die extrem gering oder nur sporadisch nachgefragt werden (Pareto-Prinzip). Zunächst ist die
102

nivellierte Produktionsmenge je Eigenschaft festzulegen. Diese sollte bei mehr als 80% der Nachfragespitze liegen. Anschließend ist das Wiederholungsmuster für die zu nivellierenden Eigenschaften zu bestimmen, beispielswei-se jeden Tag (JT), jeden zweiten Tag (J2T), jeden vierten Tag (J4T). Nicht einzeln nivellierte Fahrzeugeigenschaften werden als separate Menge zusammengefasst. Die ge-samte Produktionsmenge am Tag sollte über den Nivellie-rungszeitraum gleichbleiben und sich aus einzeln nivellier-ten und aus nicht einzeln nivellierten Fahrzeugeigenschaf-ten zusammensetzen. Der gleichmäßige Produktionsplan bestimmt die Nachschublieferung. Das Mengenverhältnis und die Mengen des Materials bleiben gleich und reduzie-ren damit Schwankungen auf den Logistikprozess. Die anschließende Umsetzung des nivellierten Produkti-onsprogramms führt zu vielen Hindernissen, die eine Abweichung vom Produktionsprogramm notwendig erscheinen lassen. Diese Hindernisse müssen systematisch identifiziert und beseitigt werden um eine Stabilität zu erzeugen.
Ein zweiter wesentlicher Flexibilitätstreiber ist das zu transportierende Behälterspektrum. In variantenreichen Großserienfertigungen werden je nach physischen Eigen-schaften und qualitativen Anforderungen der Transport-güter (Teil, Baugruppe) verschiedene Behälter eingesetzt. Die Behälter bestehen meist aus Kunststoff oder Stahl und können verschiedenste Maße von wenigen cm bis mehr als 2 m aufweisen. Grundsätzlich werden Behälter je nach Eignung für ein spezifisches Transportgut oder für verschiedene Transportgüter in Spezial- und Universalbe-hälter unterschieden. Die Leergutversorgung der Lieferan-ten erfolgt per Quelle-Senke-Prinzip und führt insbeson-dere bei den Universalbehältern zu weltweiten Behälter-strömen. Die bisherigen Richtlinien für die Gestaltung von Behäl-tern sind insbesondere geprägt durch Rasterung, Stapel-barkeit und volumenreduziertes Leergut. Neben den Grundfunktionen, die zu transportierenden und zu la-gernden Teile zu schützen, wird auch eine optimale La-ger- und Transportraumausnutzung angestrebt. Im Zu-sammenhang mit dem verstärkten Einsatz von Routen-zugsystemen kommen zusätzliche Anforderungen an die Behälterkonfiguration hinzu. Mit Hilfe einer Standardisie-rung der Behälter können die Flexibilitätsanforderungen an die Transporttechnik gesenkt werden. Wesentliche Aspekte sind eine einheitliche Konstruktion der Behäl-terbodengruppen, die Standardisierung der Außenmaße und ein nach ergonomischen Aspekten begrenztes maxi-males Gesamtgewicht.
5 Zusammenfassung und Ausblick
Die Planung und Einführung von Routenzugsystemen ist eine sehr komplexe Aufgabe, die meist in Verbindung mit der Umsetzung von Produktionssystemen erfolgt. Trotz
der deutlich höheren Transportkapazität stoßen Routen-zugsysteme schnell an eine wirtschaftliche Grenze im Vergleich zum bisher eingesetzten universellen Gabelstap-ler. Die Ursache liegt insbesondere in einem sehr hohen von der innerbetrieblichen Logistik abgeforderten Flexibili-tätsniveau. Für eine Reduzierung des Flexibilitätsniveaus ist eine ganzheitliche Betrachtung der Planung und Ein-führung eines Routenzugsystems notwendig. Ausgehend vom aufgezeigten methodischen Ansatz gilt es die Wirk-zusammenhänge des innerbetrieblichen Transports zu untersuchen und eine Methode zur logistikeffizienten Planung von Routenzugsystemen zu erarbeiten.
6 Literatur
[1] G. Schuh, Individualisierte Produktion, in Integrative Produktionstechnik für Hochlohnländer, C. Brecher, Hrsg., Springer-Verlag Berlin Heidelberg, 2011.
[2] M. Schenk, S. Wirth und E. Müller, Fabrikplanung und Fabrikbetrieb, Magdeburg, Chemnitz: Springer-Verlag Berlin Heidelberg, 2014.
[3] F. Straube, Trends und Strategien in der Logistik - Globale Netzwerke im Wandel, Bundesvereinigung Logistik (BVL), Bremen, 2008.
[4] F. Klug, Logistikmanagement in der Automobilindustrie, Berlin Heidelberg: Springer-Verlag, 2010.
[5] VDI 3639, Materialbereitstellung für die Großserienfertigung - Entscheidungshilfen, 1995.
[6] D. Arnold, Handbuch Logistik, Heidelberg: Springer Berlin-Heidelberg, 2008.
[7] Barkawi Management Consults GmbH & Co. KG, Studie Intralogistik, München, 2011.
[8] W. Günthner, Stand und Entwicklung von Routenzugsystemen für den innerbetrieblichen Materialtransport, fml - Lehrstuhl für Fördertechnik und Materialfluss Logistik, München, 2012.
[9] VDI Berichte Nr. 2207, Überraschend deutliche Ergebnisse beim Planen der Montagebandversorgung mit Zügen, 2013.
103

[10] T. Veit, S. Fischer, J. Strauch und A. Krause, Umsetzung logistischer Strategien unter Berücksichtigung der Energieeffizienz, in Tagungsband Vernetzt Planen und Produzieren - VPP 2010, Bd. Wissenschaftliche Schriftenreihe des IBF, E. Müller und B. Spanner-Ulmer, Hrsg., Chemnitz, Institut für Betriebswissenschaften und Fabriksysteme, 2010, pp. S. 167-181.
[11] U. Glitsch und R. Ellegast, Explorative Messungen der Handkräfte beim Ziehen und Schieben von Schleppzugwagen und Paletten zur Materialbereitstellung an Montagelinien in der Automobilfertigung, IFA Institut für Arbeitsschutz der Deutschen Gesetzlichen Unfallversicherung, Sankt Augustin, 2013.
[12] Porsche AG, Ganzheitliche Bewertung von Routenzuglösungen, Zuffenhausen, 2013.
[13] J. K. Liker und D. P. Meier, Praxisbuch - Der Toyota Weg, 2008: FinanzBuch Verlag.
[14] A. Krause und J. Strauch, Aspekte der Planung und des Betriebs von Routenzügen in der automobilen Endmontage, in Tagungsband Vernetzt Planen und Produzieren - VPP 2013, Chemnitz, Institut für Betriebswissenschaften und Fabriksysteme, 2013, pp. S. 167-177.
[15] H. Becker, Phänomen Toyota - Erfolgsfaktor Ethik, Springer-Verlag Berlin Heidelberg, 2006.
[16] VDA Verband der Automobilindustrie, Jahresbericht, 2007. [Online]. Available: https://www.vda.de/de/publikationen/jahresberichte/index.html. [Zugriff am 25 02 2014].
[17] VDI 2498, Vorgehen bei einer Materialflussplanung, 2011.
[18] VDI 2689, Leitfaden für Materialflussuntersuchungen, 1974.
[19] J. Egli, Transportkennlinien: Ein Ansatz zur Analyse von Materialflusssystemen, Dissertation, Dortmund: Verlag Praxiswissen, 2001.
[20] M. Schedlbauer, Adaptive Logistikplanung auf Basis eines standardisierten, prozessorientierten Bausteinkonzepts, Dissertation, fml - Lehtstuhl für Fördertechnik Materialfluss Logistik, Technische Universität München, 2008.
[21] J. Ackermann, Modellierung, Planung und Gestaltung der Logistikstrukturen kompetenzzellenbasierter Netze, Dissertation, Institut für Betriebswirtschaften und Fabriksysteme, Technische Universität Chemnitz, 2007.
[22] H. Schmigalla, Fabrikplanung, München: Carl Hanser Verlag, 1995.
[23] W. F. Daenzer und F. Huber, Systems Engineering - Methodik und Praxis, Zürich: Verlag Industrielle Revolution, 1994.
[24] R. Klein und A. Scholl, Planung und Entscheidung, 2. Auflage Hrsg., Augsburg, Jena: Verlag FranzVahlen München, 2011.
[25] VDI 5200, Fabrikplanung - Planungsvorgehen, 2011.
[26] F. Klug, Aktuelle Trends in der Automobilindustrie, ZfAW, Nr. 3, pp. 60-68, 2011.
104
VISUELLES LOGISTIKMANAGEMENT – BRANCHENUNTERSUCHUNG ZUR INFORMATIONS-VISUALISIERUNG - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Kffr. Saskia Sardesai Fraunhofer-Institut für Materialfluss und Logistik IML, Dortmund
Dipl.-Wirt.-Ing. André Sydow M. Sc. Volkswagen AG, Wolfsburg
Dipl.-Wirt.-Ing. Wilko Hinrichs-Stark Technische Universität Clausthal
Dr.-Ing. Ulrike Beißert Dipl.-Ing. Marco Motta Fraunhofer-Institut für Materialfluss und Logistik IML, Dortmund
105

Dipl.-Kffr. Saskia Sardesai
Fraunhofer-Institut für Materialfluss und Logistik IML, wiss. Mitarbeiterin
2008
2008
2012
Abschluss des Studiums der Betriebswirtschaftslehre an der Freien Universität Berlin
Managerin (Solutions Design/Continuous Improvement) in der Kontraktlogistik bei Kuehne+Nagel India Pvt. Ltd., Neu Delhi, Indien
Wissenschaftliche Mitarbeiterin am Fraunhofer IML mit Schwerpunkt auf Supply Chain Management, Dortmund
LEBENSLAUF
106
1 Problemstellung
Komplexe Strukturen und Abläufe in Produktions- und Logistiknetzwerken gehen mit mangelnder Transparenz der Supply Chain Partner über den aktuellen Zustand der gesamten Wertschöpfungskette einher. Der vorherr-schende Mangel an Transparenz wird durch den Einsatz von AutoID Techniken zur Überwachung der intra- und interlogistischen Prozesse und der somit schnellen und einfachen Erfassung von ungefilterten Daten gefördert. Zukünftig gilt es, aus der Menge an verfügbaren Daten die relevanten Informationen herauszufiltern, um zu schnellen Bewertungen des Systemzustands des Netz-werks und dadurch zu schnellen Entscheidungen zu ge-langen. Neben der Informationserfassung und -filterung gewinnt daher die intuitiv verständliche Aufbereitung der Informationen zunehmend an Bedeutung [1]. In komple-xen logistischen Netzwerken sind bei der Aufbereitung insbesondere die vielfältigen Abhängigkeiten und Zu-sammenhänge zwischen den Prozessbeteiligten zu beach-ten und durch adäquate Darstellungen hervorzuheben. Aktuell ist die visuelle Unterstützung der Logistikplaner systemtechnisch noch nicht weit verbreitet. Zu den etab-lierten Visualisierungen in der Logistik gehören logistische Kennlinien, Durchlaufdiagramme, Leitstände im Umfeld von Warehouse Management Systemen oder der Digita-len Fabrik. Diese beschränken sich jedoch auf einzelne Stufen des Netzwerks und vernachlässigen die ganzheitli-che intuitive Darstellung der räumlich verteilten Informa-tionen und Zusammenhänge [2]. Nach Schumann und Müller [3] ist für eine intuitive Visualisierung darauf zu achten, dass die Visualisierung einer Datenmenge expres-siv, effektiv und angemessen ist. D. h. die darzustellende Datenmenge wird möglichst vollständig wiedergegeben, die visuellen Fähigkeiten des Betrachters und die charak-teristischen Eigenschaften des Ausgabenmediums werden optimal genutzt und das Verhältnis zwischen Nutzen und Aufwand für die Visualisierung ist ausgeglichen. Die Qua-lität einer Visualisierung wird dabei von verschiedenen Faktoren beeinflusst, wie die Art und Struktur der Daten, das Bearbeitungsziel der Visualisierung, das Vorwissen des Anwenders sowie seine visuellen Fähigkeiten und Vorlie-ben. Zudem ist die Verwendung von üblichen Metaphern des Anwendungsgebietes entscheidend für die Qualität [3]. Tabelle 1 stellt die Einflussfaktoren der Visualisierung im Kontext der Systemanforderungen von logistischen Netzwerken dar.
Einflussfaktoren Logistische Systemanforderungen
Art und Struktur der Daten
– Manuell erhobene Daten
– Automatisch generierte Daten
– Planungsdaten
– Tracking Informationen
Bearbeitungs-ziele der
Visualisierung
– Statusüberwachung
– Verbesserte Planungsgrundlage
– Verknüpfen von Kennzahlen derSupply Chain
– Erkennen von Engpässen
– Aufzeigen von Handlungsalter-nativen
Charakteristika Nutzergruppe
Vorwissen des Anwenders
– Planer / Disponenten
– Customer Service
– Schichtleitung
Präferenzen des Anwenders
– Form, Farbe, Textur und Figur
– Tiefenwahrnehmung
– zeitliche Veränderung der Grafikdurch Animationen
Übliche Meta-phern des
Anwendungs-gebietes
– Ampelsysteme
– Uhrensymbole
– Transportmittelsymbole
– Prozessmodelle
Tabelle 1: Einflussfaktoren auf die Qualität einer Visualisierung
Die Faktoren Art und Struktur der Daten und Bearbei-tungsziele haben Einfluss auf die Expressivität der Visuali-sierung. Die schnelle Entwicklung der Technologien zur Datenaufnahme und die steigenden Datenmengen erfor-dern neue Ansätze zur Visualisierung, um dem Expressivi-tätskriterium gerecht zu werden. Daher ist es zunehmend von Bedeutung, sinnvolle Klassifizierungen zur Strukturie-rung und Abbildung großer Datenmengen zu definieren [3]. Das Effektivitätskriterium wird entscheidend durch die Faktoren Nutzergruppencharakteristik und Metaphern des Anwendungsgebiets beeinflusst. Hier gilt es, die Visuali-sierung durch geeignete Symbole und Grafiken so zu gestalten, dass eine Vielzahl relevanter Informationen in der Visualisierung zu finden sind ohne eine Informations-überflutung zu erzeugen [4]. Im interlogistischen Kontext
VISUELLES LOGISTIKMANAGEMENT – BRANCHENUNTERSUCHUNG ZUR INFORMATIONSVISUALISIERUNG Dipl.-Kffr. Saskia Sardesai, Dipl.-Wirt.-Ing. André Sydow M. Sc, Dipl.-Wirt.-Ing. Wilko Hinrichs-Stark, Dr.-Ing. Ulrike Beißert, Dipl.-Ing. Marco Motta
107

bedeutet dies, Wirkzusammenhänge visuell so aufzuberei-ten, dass eine verbesserte Analyse des Netzwerks ermög-licht wird. Im Rahmen des vom Bundesministerium für Wirtschaft und Energie geförderten Forschungsprojekts Visual Logistics Management (VILOMA) soll der Fragestel-lung nach zielgruppenspezifischen und intuitiven Visuali-sierungen nachgegangen werden [2]. Auf dieser Grund-lage erfolgt im vorliegenden Paper eine Branchenuntersu-chung etablierter Visualisierungsansätze mit einer Fokus-sierung auf Branchen, die zur Logistik ähnliche Anforde-rungen aufweisen, wie Visualisierung großer Datenmen-gen, Echtzeitnähe und multivariate Abhängigkeiten der Datenparameter. Die Ansätze werden hinsichtlich der Erfüllung des Expressivitäts- und Effektivitätskriteriums untersucht und im Anschluss auf ihre Übertragbarkeit auf logistische Fragestellungen bewertet.
2 Stand der Technik und Forschung der Visuali-sierungstechniken
Vor dem Hintergrund der zunehmenden Datenkomplexi-tät in der Logistik gewinnt die multivariate Visualisierung in Planungs- und Steuerungssystemen zunehmend an Bedeutung. Dies gilt umso mehr bei der Betrachtung von Supply Chains, da hier Daten und Informationen über verschiedene Stufen anfallen, welche als Grundlage für die Planung und Steuerung der Netzwerkpartner dienen. Softwaretechnisch haben sich zur Bewältigung der Unter-nehmensaufgaben spezifische Planungssysteme zur Bear-beitung der verschiedenen Fragestellungen herausgebil-det, wie Transportmanagementsysteme, ERP-Systeme und Systeme zur Produktionsprogrammplanung. Im Bereich der Intralogistik bieten sogenannte »virtuelle Leitstände« einen ersten Ansatz zum Monitoring der aktuellen Situa-tion des Shopfloors. Dem Anwender wird mittels einer farb- und symbolgestützten Visualisierung die Möglichkeit gegeben, sich mittels Echtzeitdaten schnell und effizient einen Überblick über aktuelle kritische Situationen im Lager zu verschaffen, wie niedrige Artikelbestände [5]. Im Kontext der Supply Chain Management-Systeme fin-den verstärkt individuell konfigurierte Assistenzsysteme Anwendung [6, 7]. Diese unterstützen ein unterneh-mensübergreifendes Monitoring und bauen auf einer ganzheitlich durchgängigen Informationsplattform auf, z. B. ECO2LAS [8]. Zur Visualisierung werden benutzerspezi-fische Auswertungen implementiert. I.d.R. finden hier Ampelsysteme zur Kennzeichnung kritischer Versorgungs-situationen Anwendung. Darüber hinaus werden geogra-fische Informationen genutzt, um eine schnelle Analyse des Systems zu ermöglichen. Hierbei werden über eine Trackingfunktion Schiffpositionen in der Supply Chain erkannt und bieten einen Einstiegspunkt in die weitere Analyse (Drill-Through). Durch Anklicken der Schiffsymbo-le / Streckenabschnitte wird die Warenladung von Trans-porten aufgerufen und mit Kennzahlen verknüpft, um auf
Management-Ebene einen schnellen Überblick zu erhal-ten. Zur Verarbeitung und Analyse großer Datenmengen werden heutzutage Business Intelligence Systeme (BIS) in nahezu jedem größeren Unternehmen eingesetzt [9]. In ihrer Kernfunktion können BIS als Datenpool und -aufbereiter mit hoher Datenaktualität angesehen werden, die es dem Nutzer erlauben, analytische Frage-stellungen fundiert und effizient zu lösen. Hierzu können verschiedene Datenquellen in das System eingespeist werden und im Hinblick auf die unternehmerische Frage-stellung umfassend analysiert werden [10]. Auf Grundla-ge der BIS bieten Softwarefirmen zunehmend sogenannte Dashboards zur Visualisierung von Informationen an [11]. Relevante Informationen wie Kennzahlen, Zielwerte, Ergebnisse oder Warnmeldungen werden auf einer kun-denindividuell konfigurierten Oberfläche grafisch aufbe-reitet und zusammengefasst dargestellt [12]. Zur Gestal-tung und Aufbau von Dashboards werden häufig bekann-te Diagrammtypen wie Kreis-, Linien- und Balkendia-gramme genutzt sowie Speedometer, Ampelkennzeich-nungen oder Thermometer. Die Digitale Fabrik, dessen Einführung bereits bei allen großen Original Equipment Manufacturer (OEM) der Automobilindustrie erfolgt ist [13], bietet mit dem Virtual Reality (VR) und der Augmented Reality (AR) neue Ansät-ze zur Visualisierung. Diese übersteigen die Möglichkeiten von Dashboards deutlich und nutzen aktuelle Ausgabe-medien besser aus. Die VR versetzt ihren Anwender mit Hilfe von Soft- und Hardware in eine computergenerierte, dreidimensionale, virtuelle Umgebung [14]. Das Ziel ist es, dem Nutzer die subjektive Wahrnehmung zu vermitteln, bei der Steuerung von Objekten, Abläufen und Prozessen in der virtuellen Realität im realen Umfeld aktiv zu sein [15]. Abbildung 1 zeigt die visuelle Aufbereitung einer prognostizierten Lagerentwicklung eines Automobilher-stellers.
Abbildung 1: Einbringung von Prognosedaten im Rahmen des Virtual Reality Monitorings (eigene Darstellung angelehnt an
[16])
Als Erweiterung zum rein virtuellen Ansatz der VR ermög-licht es die AR dem Anwender, vor allem im Zusammen-hang mit dem Einsatz mobiler Endgeräte, die reale Um-gebung mit virtuellen Inhalten zu überlagern [17]. Erste
108

Praxistests finden im Projekt »xPick« an der Universität Bremen statt und werden von der xCon Partners GmbH begleitet. Das hier entwickelte System kann in der Kom-missionierung eingesetzt werden und auf mobilen Endge-räten alle relevanten Daten der Realität überlagert anzei-gen, z. B. Fach- und Teilenummern. Erste Ergebnisse zeigen, dass dies ein schnelleres Finden der Teile bei redu-zierter Fehlerrate ermöglicht [18]. Die dargestellten Ansätze und Technologien bieten i.d.R. nur Teillösungen in der aufgezeigten Problemstellung. Die BI-Systeme haben den Vorteil, große Datenmengen in Echtzeit zu verarbeiten und zu analysieren sowie in Ver-bindung mit Dashboards relevante Information visuell aufzubereiten. Durch ihre geringe Informationstiefe er-fordern sie vom Nutzer eine individuelle Interpretation der Datensätze bzw. der Zusammenhänge [11]. Eine Visuali-sierung der Abhängigkeiten zwischen den Supply Chain Informationen, die zu einer schnellen Entscheidungsfin-dung erforderlich sind, wird aktuell nicht adressiert. In diesem Zusammenhang bieten individuell konfigurierbare Assistenzsysteme, wie ECO2LAS, erweiterte Möglichkei-ten. Mittels geografischer Darstellungen und dem Drill Through wird eine Übersicht über aktuelle Zustände in verschiedenen Ebenen der Supply Chain geboten. Die aktuellen Entwicklungen von Supply Chain Assistenzsys-temen fokussieren die Umsetzung einer durchgängigen Betrachtung der Materialflüsse und besitzen, unter Beach-tung heutiger Visualisierungsmöglichkeiten, nur eine eingeschränkte Visualisierungseffektivität. Die Digitale Fabrik fördert auf Basis ihrer sehr guten Visualisierungsin-strumente wie VR und AR die interdisziplinäre Zusam-menarbeit. Dem Anwender wird schnell ein intuitiv ver-ständlicher Überblick über aktuelle und prognostizierte Entwicklungen gegeben. Das Einsatzspektrum der Tech-nologien beschränkt sich derzeit jedoch auf operative Anwendungsfälle in einzelnen Produktionsbereichen oder Werken. Damit existiert aktuell kein durchgängiger Visua-lisierungsansatz über die Supply Chain, der eine intuitive, zielgruppenspezifische Darstellung fokussiert.
3 Branchenunabhängige Untersuchung zur Visua-lisierung von multivariaten/-dimensionalen Da-ten
Die im Forschungsprojekt VILOMA fokussierten logisti-schen Problemstellungen zeichnen sich durch folgende Punkte aus: – große Datenmengen infolge einer echtzeitnahen
Erfassung von Materialflussdaten,– eine räumliche Verteilung der Prozessinformationen
aufgrund Betrachtung mehrerer Stufen des Netz-werks,
– eine Vielzahl an logistischen Kennzahlen je Fragestel-lung,
– eine enge Verflechtung der Beteiligten mit Abhän-gigkeiten zwischen den Prozessen.
Die Datenmenge umfasst multidimensionale sowie mul-tivariate Daten, d. h. unabhängige sowie abhängige Vari-ablen, die kontextspezifisch in geeigneter Weise darzu-stellen sind. Zu den weitverbreiteten Darstellungen mul-tivariater Daten, welche in verschiedenen Branchen zum Einsatz kommen, zählen 3D-Streudiagramme und -matrizen, Andrews-Kurven, Parallele Koordination-Plot, Netzdiagramme und Grand Tor-Diagramme [19]. Im Folgenden soll der Fokus auf spezifischen Darstellungs-formen aus Branchen liegen, die zur Logistik ähnliche Anforderungen an die Visualisierung haben. Gemäß den zu Beginn vorgestellten Charakteristika wur-den die Energie- und Finanzwirtschaft sowie die Meteoro-logie zunächst exemplarisch untersucht, da diesen Bran-chen ein hoher Bedarf an echtzeitnahen Datenvisualisie-rungen zuzusprechen ist. In der Finanzbranche kommen verschiedene Visualisie-rungen zur Darstellung von multidimensionalen Finanzda-ten zum Einsatz wie multiple Liniengrafen, Permutations-matrizen oder Treemaps [20]. Treemaps werden zur Dar-stellung von multidimensionalen, hierarchischen Daten eingesetzt.
Abbildung 2: Treemap von Börsendaten des US-amerikanischen S&P 500-Indizes [21]
In Abbildung 2 erfolgt über die Strukturierung der Ober-fläche eine klare Zuordnung von Branchen und Unter-nehmen. Über die Größe der jeweiligen Flächen wird das Handelsvolumen eines Unternehmens repräsentiert. Mit-tels farblicher Kodierungen werden Kursveränderungen zu einem Referenzzeitpunkt (z. B. Vortag) gekennzeichnet [22]. Geografische Verteilungen können aufgezeigt wer-den, wenn die Unterteilung der Oberfläche zu Regionen abstrahiert dargestellt oder geografisch geordnete Treemaps erstellt werden [4]. Absolute Unterschiede und Gemeinsamkeiten sind aus den Flächenverhältnissen, Divergenzen oder simultanen Entwicklungen der Wertpa-piere oder Branchen aus den Farbunterschieden ablesbar. Die vier Dimensionen Branche, Volumen, Kursverände-rung und Name werden echtzeitnah visualisiert. Neben der Treemap werden Permutationsmatrizen zur Darstel-lung multidimensionaler Finanzdaten eingesetzt. Jede
109
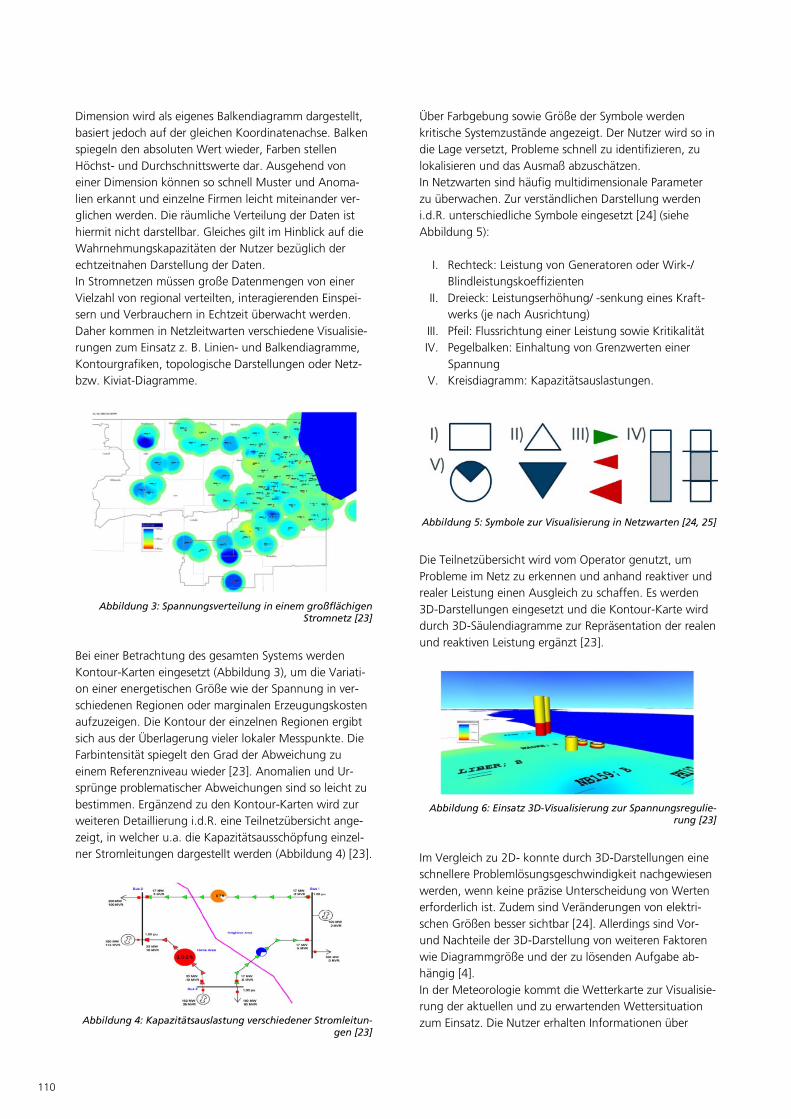
Dimension wird als eigenes Balkendiagramm dargestellt, basiert jedoch auf der gleichen Koordinatenachse. Balken spiegeln den absoluten Wert wieder, Farben stellen Höchst- und Durchschnittswerte dar. Ausgehend von einer Dimension können so schnell Muster und Anoma-lien erkannt und einzelne Firmen leicht miteinander ver-glichen werden. Die räumliche Verteilung der Daten ist hiermit nicht darstellbar. Gleiches gilt im Hinblick auf die Wahrnehmungskapazitäten der Nutzer bezüglich der echtzeitnahen Darstellung der Daten. In Stromnetzen müssen große Datenmengen von einer Vielzahl von regional verteilten, interagierenden Einspei-sern und Verbrauchern in Echtzeit überwacht werden. Daher kommen in Netzleitwarten verschiedene Visualisie-rungen zum Einsatz z. B. Linien- und Balkendiagramme, Kontourgrafiken, topologische Darstellungen oder Netz- bzw. Kiviat-Diagramme.
Abbildung 3: Spannungsverteilung in einem großflächigen Stromnetz [23]
Bei einer Betrachtung des gesamten Systems werden Kontour-Karten eingesetzt (Abbildung 3), um die Variati-on einer energetischen Größe wie der Spannung in ver-schiedenen Regionen oder marginalen Erzeugungskosten aufzuzeigen. Die Kontour der einzelnen Regionen ergibt sich aus der Überlagerung vieler lokaler Messpunkte. Die Farbintensität spiegelt den Grad der Abweichung zu einem Referenzniveau wieder [23]. Anomalien und Ur-sprünge problematischer Abweichungen sind so leicht zu bestimmen. Ergänzend zu den Kontour-Karten wird zur weiteren Detaillierung i.d.R. eine Teilnetzübersicht ange-zeigt, in welcher u.a. die Kapazitätsausschöpfung einzel-ner Stromleitungen dargestellt werden (Abbildung 4) [23].
Abbildung 4: Kapazitätsauslastung verschiedener Stromleitun-gen [23]
Über Farbgebung sowie Größe der Symbole werden kritische Systemzustände angezeigt. Der Nutzer wird so in die Lage versetzt, Probleme schnell zu identifizieren, zu lokalisieren und das Ausmaß abzuschätzen. In Netzwarten sind häufig multidimensionale Parameter zu überwachen. Zur verständlichen Darstellung werden i.d.R. unterschiedliche Symbole eingesetzt [24] (siehe Abbildung 5):
I. Rechteck: Leistung von Generatoren oder Wirk-/ Blindleistungskoeffizienten
II. Dreieck: Leistungserhöhung/ -senkung eines Kraft-werks (je nach Ausrichtung)
III. Pfeil: Flussrichtung einer Leistung sowie KritikalitätIV. Pegelbalken: Einhaltung von Grenzwerten einer
SpannungV. Kreisdiagramm: Kapazitätsauslastungen.
Abbildung 5: Symbole zur Visualisierung in Netzwarten [24, 25]
Die Teilnetzübersicht wird vom Operator genutzt, um Probleme im Netz zu erkennen und anhand reaktiver und realer Leistung einen Ausgleich zu schaffen. Es werden 3D-Darstellungen eingesetzt und die Kontour-Karte wird durch 3D-Säulendiagramme zur Repräsentation der realen und reaktiven Leistung ergänzt [23].
Abbildung 6: Einsatz 3D-Visualisierung zur Spannungsregulie-rung [23]
Im Vergleich zu 2D- konnte durch 3D-Darstellungen eine schnellere Problemlösungsgeschwindigkeit nachgewiesen werden, wenn keine präzise Unterscheidung von Werten erforderlich ist. Zudem sind Veränderungen von elektri-schen Größen besser sichtbar [24]. Allerdings sind Vor- und Nachteile der 3D-Darstellung von weiteren Faktoren wie Diagrammgröße und der zu lösenden Aufgabe ab-hängig [4]. In der Meteorologie kommt die Wetterkarte zur Visualisie-rung der aktuellen und zu erwartenden Wettersituationzum Einsatz. Die Nutzer erhalten Informationen über
110

aktuelle und zu erwartende Temperaturen, Regenmen-gen, Sonnenstunden und extreme Wetterereignisse, z.B. Gewitter. Einfärbungen zeigen regionale Temperaturver-läufe, Sonnen- und Wolkensymbole die grundsätzliche Wetterlage und Isobaren die Druckverläufe an. Numeri-sche Werte werden ausschließlich für ausgewählte Städte angezeigt. Durch Zeitrafferdarstellungen des gleichen Kartenausschnitts werden Prognosen kommuniziert. So ist die Wetterkarte eine Visualisierungsform, um Ist-Zustände und Prognosen des Wetters anschaulich und schnell greifbar darzustellen. Zusammenfassend finden sich in den Branchenbeispielen folgende Darstellungsformen und Informationstypen:
Darstellungsform Informationstyp
Treemap Darstellung von Hierarchien (Kate-gorien mit Unterkategorien), ggf. geografisch geordnet
Permutationsmatrix Mustererkennung in multidimensi-onalen Datensätzen
Kreisdiagramm Auslastungsanzeige
Pegel Grenzbereichseinhaltung
Pfeil Flussrichtung, Änderungsmöglich-keit durch Benutzer
Einfärbung und Farbintensität
Regionale Verteilung einer Mess-größe (u.a. Kontour-Diagramm), Veränderung zu Referenzzeitpunkt oder Schwellenwert, Hinweis auf Grenzwertüberschreitung
Größenänderung eines Symbols
Hervorhebung von Anomalien, Ausblenden von normalen Werten
Tabelle 2: Branchentypische Darstellungsformen und Informa-tionstypen
4 Übertragung auf logistische Fragestellungen
Eine zentrale Fragestellung des Forschungsprojektes VI-LOMA behandelt die Visualisierungen im Engpassma-nagement. Als Use Case wird die Lieferkette der Unter-nehmen Kostal, Duvenbeck, Schnellecke und Volkswagen genutzt, in der Teile von Kostal zur Modulmontage an Schnellecke geliefert werden. Das Modul wird anschlie-ßend per JiS-Anlieferung an das OEM-Werk geliefert und verbaut.
Abbildung 7: Lieferkette Engpassmanagement [2]
Zu den Zielgruppen der angestrebten, systemtechnischen Umsetzung zählen Transport- und Materialdisposition, Customer Service und Schichtleitung. Exemplarisch soll im Folgenden eine geeignete Darstellung für die Zielgruppe
der Materialdisponenten entwickelt werden, welche die Ist-Zustands-Überwachung der Kette, Soll/Ist-Abgleiche und Prognose zukünftiger Systemzustände ermöglicht. Bestände und Kapazitäten als zentrale Größen für ein frühzeitiges Erkennen von Engpässen sind hier über die Supply Chain darzustellen. Bei Betrachtung der Bestände entsteht ein Engpass durch Fehlmengen an Artikeln, welche u.a. durch ungenügende partnerübergreifende Planung, abweichende Liefermengen sowie durch Quali-tätsmängel eintreten kann. In Bezug auf Kapazitäten können Engpässe u.a. durch modifizierte Kundenabrufe (Ist/Plan-Abgleich), ungleichmäßige Abrufe der Tagesbe-darfsmenge oder ein Ausfall von Kapazitäten (Personal und Maschine) verursacht werden. Um einen schnellen Einblick in die aktuelle Versorgungssi-tuation des Netzwerkes zu erhalten, sind die Informatio-nen aktueller Bestände (Vor-Ort, In-Transit) und Abrufe sowie Planungen in der Kette miteinander zu verknüpfen. Hier sind räumliche, kapazitive und zeitliche Informatio-nen bezogen auf die Bestände miteinander zu kombinie-ren, um Grenzwertunterschreitungen darzustellen. Bei-spielsweise wird der Sicherheitsbestand zur Deckung des Lieferabrufs benötigt oder eine Deckung des Lieferabrufs durch vorhandene Bestände und geplante Produktions-mengen ist nicht möglich. Die Farbgebung stellt hier eine etablierte Form zur Repräsentation solcher Grenzwertun-terschreitungen dar. Demgegenüber können Versor-gungsengpässe durch unvorhersehbare Abweichungen des Kapazitätsangebots vom eigentlichen Bedarf hervor-gerufen werden. Die Abweichungen der Bedarfsänderun-gen sind leicht quantifizierbar, sollten dem Disponenten jedoch für einen besseren Überblick des Ausmaßes trans-parent gemacht werden, z. B. über ausgewählte Beschrif-tung der Veränderung der Abrufmenge. Änderungen des Kapazitätsangebots können als „Anomalien“ des Netz-werks angesehen werden z. B. Kapazitätsausfall und sollten mit Hilfe einer geeigneten Symbolik angezeigt werden, da die Auswirkungen für das Netzwerk ggf. durch Planumstellungen Einzelner begrenzt werden kön-nen. Die betroffenen Parteien können über einen Drill Through den Engpass und seine Auswirkungen näher untersuchen.
Abbildung 8: Mögliche Visualisierung eines logistischen Eng-passes
In Abbildung 8 symbolisieren Kreise Bestandssituationendes logistischen Netzwerks innerhalb definierter Zeiträu-
111

me. Durch spezifische Farbgebung wird angezeigt, ob Bestände zur Deckung des Lieferabrufs ausreichen – rot deutet auf einen Engpass hin. Symbole vermitteln Kapazi-tätsengpässe, bspw. verzögert sich die Lieferung von Material auf der Transportrelation zwischen Duvenbeck und Schnellecke. Mittels Mouseover-Effekt wird dem Disponenten ein Drill-Through ermöglicht und die prog-nostizierte Systementwicklung in einem separaten Fenster angezeigt.
5 Fazit
In dem Paper wurden branchenspezifisch intuitive Visuali-sierungsformen zur Darstellung von multivariaten Daten vorgestellt. Die Ansätze zeigen ein hohes Potential, um mehr Transparenz über Fragestellungen in der logisti-schen Kette zu schaffen. Ein erster Entwurf zur intuitiven und interaktiven Visualisierung im Engpassmanagement wurde im Rahmen des Papers vorgestellt und wird in VILOMA weitergehend untersucht werden. Neben adä-quaten Visualisierungen, stellt dabei die Gestaltung einer sinnvollen Interaktion und Drill Through eine zentrale Herausforderung zur Identifikation der Ursache kritischer Zustände im Netzwerk. Die Untersuchungen werden im Weiteren um Fragestellungen des Behältermanagements erweitert.
6 Literatur
[1] Blanco, E.: Seeing is Believing: Harnessing the Power of Visualization. In: Supply Chain Manage-ment Review 17 (2013) 5, S. 10–11.
[2] VILOMA - Visual Logistics Management: Bewillig-ter BMWi-Forschungsantrag. Projektkennziffer: 19 G 13003D 2013.
[3] Schumann, H.; Müller, W.: Visualisierung. Grund-lagen und allgemeine Methoden. Berlin, Heidel-berg 2000.
[4] Kohlhammer, J.; Proff, D. U.; Wiener, A.: Visual Business Analytics. Effektiver Zugang zu Daten und Informationen. Heidelberg, Neckar 2013.
[5] Dexion GmbH: C-WIS Warehouse Intelligence System. URL: http://www.dexion.de/Produkte/Dynamische-Lagersysteme-und-WMS/C-WIS-Lagersimulation/. Abrufdatum 03.04.2014.
[6] Toth, M.; Wagenitz, A.; Klingebiel, K.: Dynamic Supply Chain Planning with Logistic Assistance Systems. In: ASOR Bulletin (2010) Vol. 29. No. 2.
[7] Schwede, C.; Klingebiel, K.; Pauli, T.; Wagenitz, A.: Simulationsgestützte Optimierung für die dis-tributionsorientierte Auftragsreihenfolgeplanung in der Automobilindustrie. In: März, L.; Krug, W.; Rose, O.; Weigert, G. (Hrsg.): Simulation und Op-timierung in Produktion und Logistik. Berlin, Hei-delberg 2011.
[8] Bockholt, F.: ECO2LAS - Planungsunterstützung für globale Liefernetzwerke. Saarbrücken 2011.
[9] Hannig, U.; Hahn, A.: Der deutsche Markt für Data Warehousing und Business Intelligence. In: Hannig, U. (Hrsg.): Knowledge Management und Business Intelligence. Berlin, Heidelberg 2002.
[10] Institut für Business Intelligence. URL: http://i-bi.de/home/index.html. Abrufdatum 25.03.2014.
[11] Bracht, U.; Lüddecke, M.: Entscheidungsunterstüt-zung im Logistikmanagement. In: wt-online (2013) 3, S. 169–76.
[12] Forscht, P.: Mit Dashboards kritische Situationen sofort erfassen und meistern. In: MM Maschinen-Markt (2009) 25, S. 44–45.
[13] Bracht, U.; Geckler, D.; Wenzel, S.: Digitale Fabrik. Methoden und Praxisbeispiele. Berlin, New York 2011.
[14] VDI 3633 Blatt 11: Simulation von Logistik-, Mate-rialfluss- und Produktionssystemen - Simulation und Visualisierung. Berlin 2009.
[15] Brill, M.: Virtuelle Realität. Berlin, Heidelberg 2009.
[16] Hackenberg, W. H.: Integrierter Monitoringansatz für die operative CKD-Logistik. Effizienzsteigerun-gen durch eine optimierte Informationsvermittlung mit Mitteln der Digitalen Fabrik. Aachen 2011.
[17] Bracht, U.; Brosch, P.; Fleischmann, A.: Neue Per-spektiven in der Digitalen Fabrik. In: Economic En-gineering (2013) 6, S. 22–26.
[18] Scholz, E.: Mit einer Datenbrille Autoteile kommis-sionieren. URL: http://idw-online.de/de/news566348. Abrufdatum 08.04.2014.
[19] Chan, W. W.-Y.: A Survey on Multivariate Data Visualization. Hong Kong 2006.
112

[20] Marghescu, D.: Multidimensional Data Visualiza-tion for Financial Performance Data: A Review. In: TUCS Technical Reports 810 (2007).
[21] FINVIZ.com - Stock Screener. URL: http://finviz.com/. Abrufdatum 11.04.2014.
[22] Roberts, P.: Information Visualization for Stock
Market Ticks: Toward a New Trading Interface, Master Thesis 2004.
[23] Klump, R.; Schooley, D.; Overbye, T.: An advanced
visualization platform for real-time power system operations. Sevilla 2002.
[24] Overbye, T.; Meliopoulos, A. P.; Wiegmann, D. A.;
Cokkinides, G. J.: Visualization of Power Systems and Components. PSERC Publication 05-65 2005.
[25] Overbye, T.; Rantanen, E.; Meliopoulos, A. P.;
Cokkinides, G. J.: Effective Power System Control Center Visualization. PSERC Document 08-12 2008.
113


AUTOMATISCHE ERFASSUNG VON KENNZAHLEN FÜR DAS CONTROLLING – SMART OBJECT-TECHNOLOGIEN ALS BASIS - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Prof. Dr. rer. pol. Dipl.-Ing. Alexander Pflaum Christoph Hohmann Tobias Groß Fraunhofer-Institut für Integrierte Schaltungen IIS, Nürnberg
115

Prof. Dr. rer. pol. Dipl.-Ing. Alexander Pflaum
Fraunhofer-Institut für Integrierte Schaltungen IIS, Nürnberg
1994
1994
1995
2001
2008
2011
Abschluss des Studiums der Elektrotechnik mit dem Titel »Diplom-Ingenieur Elektrotechnik (Univ.)«
Mitarbeiter im Unternehmensbereich Verkehrstechnik der Siemens AG in Erlangen mit den Schwerpunkten »Lokdiagnose« und »Gleit- und Schleuderschutz« bei Schienenfahrzeugen
Wissenschaftlicher Mitarbeiter am Anwendungszentrum für Verkehrslogistik und Kommunikationstechnik AVK der Fraunhofer Gesellschaft in Nürnberg mit dem Schwerpunkt »AutoID-Technologien und ihre Anwendungen«; im Anschluss verschiedene Positionen innerhalb des Fraunhofer IIS auf Gruppenleiter- und Abteilungsleiterebene
Abschluss des Promotionsstudiums und Verleihung des Titels eines Doktors der Wirtschafts- und Sozialwissenschaften auf Basis der unter dem Titel »Transpondertechnologie und Supply Chain Management« veröffentlichten Dissertationsschrift
Leiter des Zentrums für Intelligente Objekte ZIO, einer abteilungsübergreifenden Einrichtung am Fraunhofer IIS
Inhaber des Lehrstuhls für Betriebswirtschaftslehre, insbesondere Supply Chain Management an der Otto-Friedrich-Universität Bamberg
LEBENSLAUF
116

1 Einführung: Smart Objects machen Trans-portprozesse in der Produktion transparent
Mit fortschreitender Adoption moderner Internettechno-logien für die horizontale informationstechnische m:n Integration von Unternehmen in globalen Versorgungs-ketten beschäftigt sich die Wirtschaft zunehmend mit der vertikalen Integration der physischen Welt in die existie-renden Informationssysteme. Vehikel hierfür sind Technologien wie der zweidimensionale Barcode, die Radiofrequenzidentifikation, drahtlose Sensornetze, Echt-zeitlokalisierungssysteme, Cloud und Mobile Computing, Big Data Analytics etc. Physische Güter beginnen, »Intelli-genz« zu entwickeln und sich mit dem Internet zu vernet-zen, beziehungsweise sich in sogenannte Cyber- Physische Systeme (CPS) zu verwandeln [1,2]. Betriebs-wirtschaftlicher Nutzen erwächst aus solchen CPS erst dann, wenn diese in einen Problem- bzw. einen Anwen-dungskontext eingebunden sind. Im Bereich der Produkti-on können die oben genannten Technologien beispiels-weise dazu beitragen, Transportprozesse mit wenig Auf-wand transparent zu machen und so die Voraussetzun-gen für eine kontinuierliche Optimierung zu schaffen. Nachfolgend wird eine Lösung des Fraunhofer IIS zum Monitoring von Routenzügen und anderen Transportmit-teln vorgestellt, welche in der logistischen Praxis bereits mehrfach eingesetzt und positiv evaluiert wurde. 2 Problemstellung: Intransparente Routenzug-
operationen in der Produktion Produktionsprozesse werden in der Praxis unter anderem mit Routenzügen versorgt. Zugfahrzeuge mit Anhängern, die über standardisierte Aufnahmen verfügen, sind in der Lage, unterschiedlichste Behälter mit Teilen aufzunehmen und an den Verbauort zu bringen, dort gegen leere Be-hälter auszutauschen und diese wiederum in einen ent-sprechenden Pool zurückzuführen. Die Routen sind in aller Regel fest geplant, im Idealfall wird nach einem vorher festgelegten Fahrplan gefahren. Routen und Fahr-pläne werden allerdings nicht immer eingehalten, ineffizi-ente Routenzugoperationen sind die Folge. Ein automati-siertes Monitoring von Routenzugoperationen fehlt heute noch. Bewegungsdaten werden in der Regel nur manuell erfasst, Ergebnisse sind oft subjektiv geprägt und können die Realität nur bis zu einem bestimmten Grad gut be-schreiben. Relevanz und Umfang der Handling-Prozesse werden in Folge dessen oft falsch eingeschätzt. Kritische
Prozessschritte sind nur schwer zu identifizieren. Valide Messungen sind zwar grundsätzlich möglich aber dann auch sehr aufwändig. Generell erschwert die schwache Datenlage heute die Planung, Steuerung, Kontrolle und damit die Optimierung von innerbetrieblichen Transport-prozessen. Hier sollen und können Smart Object-Technologien, eingebettet in eine für den Anwendungs-fall maßgeschneiderte Lösung, gut Abhilfe schaffen. 3 Der technologische Lösungsansatz 3.1 Anforderungen an die Technologie Beim Einsatz von Smart Object-Technologien im oben beschriebenen Anwendungsfall geht es generell um das Schaffen der Voraussetzung für das Monitoring, die Ana-lyse und die anschließende gezielte Optimierung innerbe-trieblicher Transportprozesse. Im Detail müssen Fahrwege der einzelnen Routenzüge sowie der Beladungszustand erfasst und kontinuierlich in einer Datenbank abgespei-chert werden. Auf Basis dieser über einen bestimmten Zeitraum gesammelten Daten können Betriebskennzahlen wie beispielsweise Durchlaufzeiten, Stillstand- und Fahr-zeiten oder Fahrzeiten mit und ohne Beladung einfach und weitestgehend automatisiert berechnet werden. Die technische Herausforderung liegt im Wesentlichen in einer ausreichend genauen Lokalisierung und in der Erfas-sung und Zwischenspeicherung sensorischer Zusatzinfor-mationen bei minimalen Investitions- und Betriebskosten des technischen Messsystems. Ein Abgleich der Anforde-rungen mit den technischen Möglichkeiten aktuell ver-fügbarer Produkte aus dem Bereich der Smart Object-Technologien zeigt, dass eine Kombination aus einer flexiblen technischen Hardwareplattform und einer WLAN-basierten Lokalisierungslösung das Problem befrie-digend löst und sowohl den technischen als auch den betriebswirtschaftlichen Anforderungen gerecht wird. 3.2 Die verwendete Hardware-Plattform Abbildung 1 zeigt das am Fraunhofer IIS auf Basis einer Raspberry Pi-Plattform entwickelte Messmodul für das Monitoring von Routenzügen. Das Modul wird über ein Stromkabel durch die Batterie der Zugmaschine gespeist. Über ein integriertes Display können Zustandsdaten des Moduls angezeigt werden. Daten werden während des Aufnahmeprozesses auf einer Speicherkarte abgelegt und bei Bedarf über eine drahtlose Kommunikationsschnitt-stelle in eine zentrale Datenbank übertragen. Für das
AUTOMATISCHE ERFASSUNG VON KENN-ZAHLEN FÜR DAS CONTROLLING – SMART OBJECT-TECHNOLOGIEN ALS BASIS Prof. Dr. rer. pol. Dipl.-Ing. Alexander Pflaum, Christoph Hohmann, Tobias Groß
117

Erkennen des Beladungszustands wurde das Modul mit einem einfachen Ultraschallsensor ausgestattet. Der Sen-sor wird so angebracht, dass zweifelsfrei erkannt wird, ob das Zugfahrzeug mit oder ohne Anhänger unterwegs ist.
Abbildung 1: Am Fraunhofer IIS entwickeltes Modul zur Routenzugverfolgung auf Basis der Raspberry Pi-Plattform
Foto: Tobias Gros
3.3 Lokalisierung mit awiloc
Kernstück des Messsystems ist allerdings nicht die sehr flexible und einfach zu programmierende Hardwareplatt-form, die inzwischen für wenige 10 € im Internet zu haben ist und vor allem in der Open Innovation-Community große Beachtung findet sondern das vom Fraunhofer IIS in den vergangenen Jahren im Rahmen einer Reihe unterschiedlicher Forschungsprojekte entwi-ckelte awiloc-System zur Lokalisierung von Objekten in bereits vorhandenen WLAN-, UMTS- und GSM-Netzen. Die Technologie erlaubt die kontinuierliche Selbstlokalisa-tion von mobilen Endgeräten auf Basis eines Fingerprin-ting-Verfahrens. Die autarke WLAN-Lokalisierung funkti-oniert problemlos auf Basis der in industriellen Umgebun-gen in vielen Fällen bereits vorhandenen WLAN-Infrastrukturen und arbeitet ohne Anmeldung und Zugriff ins Datennetz. Nur im Ausnahmefall kann das zusätzliche Aufstellen von WLAN-Access-Points notwendig sein.
Die Lösung des Fraunhofer IIS ermöglicht eine kontinuier-liche Lokalisierung auch in mehrstöckigen Gebäuden oder unterirdischen Einrichtungen. Es können logische Infor-mationen über ein Umgebungsmodell integriert und auch Funktionen wie eine Bereichserkennung realisiert werden. In Gebäuden werden in Abhängigkeit vom jeweiligen Umfeld mittlere Genauigkeiten zwischen 1 - 5 Meter erreicht. Die Lokalisierung erfolgt auf Basis von Signal-stärkemustern. Für die awiloc®-Technologie werden an Referenzpunkten Messwerte aufgenommen, welche alle empfangenen WLAN-Basisstationen und die dazugehöri-gen Empfangsinformationen enthalten. Die Empfangsin-formationen beinhalten dabei lediglich die gemessenen
Signalstärken der vorhandenen WLAN-Basisstationen an dem Referenzpunkt. Dieser »Abdruck« der Empfangsin-formationen an Referenzpunkten – d. h. das Signalstär-kenmuster – wird in einer Datenbank hinterlegt und auf dem mobilen Endgerät als Basis für die eigene Positions-bestimmung genutzt. Der auf dem mobilen Endgerät vorhandene Lokalisie-rungsalgorithmus des Fraunhofer IIS berechnet autark die aktuelle Position, indem gemessene Empfangsinformatio-nen mit den Referenzinformationen abgeglichen werden. Damit ist die Position nur dem Nutzer bekannt. Ein Da-tenaustausch mit der WLAN-Station wird nicht durchge-führt. Die Position der WLAN-Sender ist unwichtig und wird nicht ermittelt. Die vom Benutzer vergebene SSID ist – ebenso wie andere ausgesendete Informationen derWLAN-Station, z. B. deren Verschlüsselungsstatus – für die Lokalisierung nicht notwendig und wird daher nicht gespeichert. Für die Vorbereitung einer Messkampagne sind die folgenden Schritte erforderlich:
– Überprüfung und Beratung zur WLAN-Infrastrukturfür die Lokalisierung;
– Erstellen eines Gebäudemodells für die Lokalisie-rung;
– Planung der Einmesspfade für die Erhebung dernotwendigen Einmessdaten;
– Erhebung der Messdaten im Anschluss;– Generierung von Referenzdaten aus den zuvor auf-
genommenen Einmessdaten;– Durchführung der eigentlichen Positionsmessung
des mobilen Endgeräts im Betrieb über einen vorherfestgelegten Zeitraum;
– Auswertung der gesammelten Positionsinformatio-nen im Hinblick auf die weiter vorne genannten be-triebswirtschaftlichen Kennzahlen.
Wie viele Routenzüge oder Transportmittel letztlich über-wacht werden, ist aus technologischer Sicht unerheblich. Durch die Lokalisierung wird das eigentliche Kommunika-tionssystem wie bereits erwähnt, nicht belastet.
4 Betriebswirtschaftliche Betrachtungen 4.1 Vorgehen bei der Optimierung
Die Optimierung von Routenzugoperationen beginnt üblicherweise mit der Aufnahme der Ist-Situation über einen gewissen Zeitraum. Wie lange Daten aufgenommen werden, hängt von der konkreten Aufgabenstellung ab. Nach der Datenaufnahme folgen eine Analyse- sowie eine Optimierungsphase. Anschließend wird noch einmal gemessen. Im Rahmen der Analysephase werden vorab gemeinsam mit dem Routenzugbetreiber festgelegte Key Performance Indicators betrachtet. Ein Vergleich der Mes-sungen vor und nach der Optimierungsphase ermöglicht damit eine saubere Quantifizierung der durch den Opti-mierungsprozess umgesetzten Nutzenpotenziale. Die
118
Optimierung der Transportprozesse kann beispielsweise anhand des Lean-Konzepts oder anderer klassischer Bera-tungsansätze unabhängig von der Technologie erfolgen. 4.2 Nutzenpotenziale Die Nutzenpotenziale, die in der Vergangenheit im Laufe von Forschungs- und Industrieprojekten mit Hilfe des oben beschriebenen Systems aufgedeckt, im Rahmen einer Optimierungsphase umgesetzt und zum größten Teil auch quantifiziert werden konnten, sind vielfältig. Nachfolgend sind nur einige genannt: – Unnötige Transportprozesse werden vermieden,
Transporte werden insgesamt transparenter. – Auf häufiges Umpacken und Umladen kann auf-
grund besserer Planungsprozesse verzichtet werden. – Die Auslastung der Transportmittel schwankt eben-
falls aufgrund besserer Planung deutlich weniger. – Im Extremfall kann die Zahl der Routenzüge sogar
reduziert werden. – Durch besser koordinierte Bewegungen der Routen-
züge sinkt die Unfallgefahr. – Versorgungslücken und Staus an den Belade- und
Entladestationen nehmen ab bzw. treten aufgrund der besseren Koordination weniger häufig auf.
– Insgesamt steigt die Stabilität der Versorgungs- und Entsorgungsprozesse in der Produktion.
Diesen Nutzenpotenzialen stehen vergleichsweise geringe Kosten gegenüber. 4.3 Kostenaspekte Im Zusammenhang mit einem typischen Optimierungs-projekt fallen in der Regel die folgenden Kostenblöcke an: – Leihgebühren für die technische Ausstattung der
Routenzüge sowie im Einzelfall notwendiger zusätz-licher WLAN-Access-Points;
– Kosten für das Einmessen der gefahrenen bzw. möglicherweise gefahrenen Routen;
– Kosten für das Anbringen der Messmodule an den einzelnen Routenzugmaschinen;
– Kosten für das Aufstellen zusätzlich erforderlicher WLAN-Access-Points zur Erhöhung der Lokalisie-rungsgenauigkeit an kritischen Punkten;
– Beratungsaufwand im Laufe der Optimierungsphase; – Kosten für den Abbau des Messsystems nach dem
Ende des Optimierungsprojekts. Echte Investitionen kommen demnach gar nicht zum Tragen. Der Aufwand beschränkt sich auf die Kosten des eigentlichen Beratungsprojekts. Im Vergleich zur klassi-schen Vorgehensweise bei der Beurteilung der Effizienz interner Transportprozesse entfallen Personalkosten für
die manuelle Datenaufnahme völlig, das Verhältnis zwi-schen Kosten und Nutzen verbessert sich durch den Ein-satz von Smart Object-Technologien hier deutlich. 4.4 Abgleich von Kosten und Nutzen Gleicht man die entstehenden Kosten- und Nutzenaspek-te miteinander ab, wird sehr schnell deutlich, dass der Einsatz von Smart Object-Technologien für das Monito-ring bzw. die Optimierung von Transportprozessen in der Produktion verglichen mit der klassischen Vorgehensweise deutliche Vorteile bringt. Der Charme des hier vorgestell-ten Systems liegt aus betriebswirtschaftlicher Sicht insbe-sondere darin, dass in der Produktion bereits vorhandene Kommunikationsnetze wie z.B. die inzwischen allgegen-wärtigen WLAN-Infrastrukturen ohne großartige Anpas-sungen als Basis für eine ausreichend genaue Lokalisie-rung problemlos herangezogen werden können. Es ergibt sich ein nicht zu schlagender Business Case, welcher beim Einsatz von Lokalisierungssystemen mit dedizierten Infra-strukturen heute wohl kaum denkbar wäre. 5 Ausblick Auf den letzten Seiten wurde ein Smart Object-basiertes System für das Monitoring und die Optimierung von Routenzugoperationen in der Produktion sowohl aus der technologischen als auch der betriebswirtschaftlichen Perspektive vorgestellt. In den letzten Monaten wurde das System in verschiedenen Praxisfällen eingesetzt, evaluiert und kontinuierlich verbessert. Aus heutiger Sicht erfüllt das System die Anforderungen der Praxis in sehr guter Weise. Dennoch sind eine ganze Reihe weiterer Verbesse-rungen denkbar. Beispielsweise besteht beim Einsatz weiterer Basistechnologien des Internets der Dinge [3] die Möglichkeit, neben dem Beladungszustand auch die Zahl der Anhänger sowie in einer weiteren Ausbaustufe auch die Identität der transportierten Behälter zu erfassen. Hier kann beispielsweise die für dynamische logistische Prozes-se optimierte Sensornetz-Technologie s-net® des Fraun-hofer Instituts für Integrierte Schaltungen IIS in Nürnberg zum Einsatz kommen. Aus betriebswirtschaftlicher Sicht ist aufgrund der gesammelten Daten der Aufbau eines unternehmensübergreifenden Benchmarkings denkbar. 6 Literatur [1] Fleisch, E.; Christ, O.; Dierkes, M. (2005): Die
betriebswirtschaftliche Vision des Internets der Dinge, in: Fleisch, E.; Mattern , F. (Hrsg.): Das In-ternet der Dinge, Ubiquituous Computing in der Praxis, Berlin-Heidelberg.
[2] Mattern, F.; Floerkemeier, C. (2010): Vom Inter-
net der Computer zum Internet der Dinge, in: In-formatik-Spektrum, Vol. 33, Issue 2, S. 107-121.
119

[3] Prockl, G.; Pflaum, A. (2012), Mehr Transparenz in der Versorgungskette durch das »Internet der Dinge«, Stölzle, W.; Lieb, T.C. (Hrsg), Business Innovation in der Logistik Chancen und Heraus-forderungen für Wissenschaft und Praxis, Sprin-ger 2012.
120

SYSTEMDIENSTLEISTUNG IM REGELENERGIEMARKT – FALLBEISPIEL EINES MODERNEN E-SPEICHERWERKS MIT LITHIUM-IONEN-ZELLEN - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Prof. Dr.-Ing. Rico Wojanowski Upside Invest GmbH & Co. KG, Köln
121

Prof. Dr.-Ing. Rico Wojanowski
Upside Invest GmbH & Co. KG, Gesellschafter und Prokurist
1989 – 1992
1993 – 1998
1995 – 1999
1999 – 2004
2002
2002 – 2003
2002 – 2004
2004 – 2006
2007 – 2011
Seit 2011
Seit 2012
Seit 2013
MAW AG (eingegliedert in Deutsche Babcock AG) Berufsausbildung zum Industriemechaniker
Studium zum Diplom Wirtschaftsingenieur an der Otto-von-Guericke-Universität Magdeburg
Studium zum Diplom-Kaufmann an der Otto-von-Guericke-Universität Magdeburg
Fraunhofer Institut für Fabrikbetrieb und -automatisierung IFF Projektleiter und Assistent des Institutsleiters
Promotion zum Dr.-Ing an der Otto-von-Guericke-Universität Magdeburg
Postdoc Fellowship, McGill Universität Montreal, Kanada
Organisationsmanagement GmbH (Tochterfirma der IFB AG) Prokurist
Gildemeister AG Zentrale Prozessoptimierung, Vorstandsbereich Produktion und Logistik
a+f GmbH (Tochterfirma der Gildemeister AG) Angestellter Geschäftsführer ab 01/2008
Upside Services GmbH Upside Consulting GmbH Upside Invest GmbH & Co. KG Gesellschafter und Prokurist
Voltura GmbH Gesellschafter und Geschäftsführer
Hochschule Darmstadt Professor für Umweltlogistik
LEBENSLAUF
122

SYSTEMDIENSTLEISTUNG IM REGELENERGIEMARKT – FALLBEISPIEL EINES MODERNEN E-SPEICHERWERKS MIT LITHIUM-IONEN-ZELLEN Prof. Dr.-Ing. Rico Wojanowski
1 Einleitung
Batterie Speicher Systeme sind in der Lage, die angebots-
orientierte Produktion der volatilen Energielieferanten
Sonne und Wind an den lastorientierten Verbrauch anzu-
gleichen. Sie bieten somit vielfältigen Nutzen zur:
- Netzstabilisierung,
- Netzentlastung,
- Netzharmonisierung.
Der Markt für Primärregelleistung bietet heute schon die
Voraussetzungen um Batterie Speicher Kraftwerke wirt-
schaftlich zu betreiben. Das Marktvolumen in Deutsch-
land liegt bei rund 550 MW. Europaweit liegt das Markt-
potential bei rund 3.000 MW. Nachfrager nach Primärre-
gelleistung sind die Betreiber der Übertragungsnetze. Sie
sind gesetzlich verpflichtet Regelleistung vorzuhalten.
Im Netzbereich der Edis im Raum Neuhardenberg wird ein
Batteriespeicher mit einer Leistung von 5 MW am Netz-
verknüpfungspunkt der 145MWp PV-Anlage Neuharden-
berg errichtet. An dieser größten Solaranlage Deutsch-
lands ist die Errichtung eines stationären Batteriespeichers
besonders sinnvoll, da hier die Netzausbauprobleme
besonders deutlich hervortreten.
Der Einsatz des Speichers im Netz der öffentlichen Ener-
gieversorgung wird in wirtschaftliche Bereiche geführt, da
die Speicherlösung imstande ist, mehrere Funktionen zu
übernehmen. Dabei ergibt sich die vermarktbare Leistung
(kW) sowohl aus der nutzbaren Ein- bzw. Ausspeicherleis-
tung als auch aus der geleisteten Arbeit (kWh).
Diese Leistungen werden in ein virtuelles Kraftwerk inte-
griert. Der Vorteil, der sich aus der Zusammenlegung der
einzelnen fluktuierenden Energien mit der Bereitstellung
einer planbareren Energieeinspeisung ergibt, lässt sich
durch den zusätzlichen Einsatz von Speichern wesentlich
verbessern.
Die zentral gesteuerte Einspeisung verschiedener EE-
Erzeugungsanlagen kann also wesentlich zur verbesserten
Integration der erneuerbaren Energien in die öffentliche
Elektroenergieversorgung beitragen, indem statt fluktuie-
rend, schlecht prognostizierbarer Einspeiseleistung nun
ein bestimmtes Einspeiseprofil gefahren werden kann.
Batteriespeicher mit Lithium-Ionen-Zellen können auf
Grund Ihrer Zelltechnologie innerhalb von Millisekunden
auf die Anforderungen vom Netz reagieren. Dies ist ein
großer Vorteil gegenüber konventionellen Kraftwerken,
die technologiebedingt lange und unflexible Reaktionszei-
ten haben. Mit dem Batteriespeicher ergeben sich ver-
schiedene technisch innovative Lösungen für den Ener-
giemarkt:
Die Teilnahme am Primär- und Sekundär-
Regelenergiemarkt, die Gewährleistung von Minutenre-
serve und Schwarzstartfähigkeit kann durch die bekann-
ten Mechanismen nach den Regeln des TransmissionCode
2007 erfolgen. Ein weiterer Leistungsfaktor ist die Fre-
quenzstabilisierung, welche bei Unterfrequenz durch
Einspeisung von Strom ins Netz und bei Überfrequenz
durch Bezug von Strom aus dem Netz erfüllt wird.
Zukunftsweisend ist die Fähigkeit zur Netzstützung bei
Netzeinbrüchen und Netzfehlern durch Blindleistungsein-
speisung.
Tabelle 1: Projektsteckbrief
Die Weiterentwicklung bewährter Technik ermöglicht den
Einsatz einer klassischen Siemens S7-Steuerung für die
anspruchsvolle Aufgabe der Überwachung und Regelung
innerhalb des Systems. Der Speicher wird ausbalanciert
auf die Parameter Langlebigkeit und Stabilität.
Ein hoher Wirkungsgrad von 96% und die Netzqualität
der konzipierten Wechselrichter ist ein Garant für die
Zuverlässigkeit und Wirtschaftlichkeit des E-Speicher-
Merkmal Beschreibung
Projektziel
Bau und Betrieb eines 5 MW Batterie-
Speicher-Systems zur Prä-qualifikation und
Teilnahme am Primär- und Sekundärre-
gelmarkt
Standort Brandenburg, Nähe des Solarprojektes
Flughafen Neuhardenberg
Funktion
der Anlage
Stromspeicherung
Teilnahme am Regelleistungsmarkt
Ausführung 5 MW/5 MWh Eisen-Phosphat-Lithium-
Ionen Batteriesystem
System-
und
Marktin-
tegration
Direktvermarktung der Leistung im Regel-
leistungsmarkt über Integration in das
virtuelles Kraftwerk eines Serviceprovider
Realisierung Mai – Dezember 2014
Referenzen Erfolgreiche Umsetzung einer 2 MW Bat-
terie in Berlin (2012)
123
Werks. Viele der verwendeten Komponenten basieren auf
deutschen Industriestandards und sind somit ein Bestand-
teil der wirtschaftlichen Entwicklung und Sicherung des
Produktionsstandorts Deutschland.
2 Einsatzmöglichkeiten von Batterie-Speicher-
Systemen
Die Entwicklung der Stromnetze ist von grundlegender
Bedeutung für die Versorgungssicherheit, optimale Nut-
zung und die effiziente Verteilung von Strom aus dezent-
ralen erneuerbaren Energiequellen und damit dem Gelin-
gen der Energiewende. Die sich ständig ändernde Vertei-
lung von Einspeise- und Verbrauchsschwerpunkten führt
zu neuen Herausforderungen an die Netztopologie. Die
Erstellung des Netzentwicklungsplanes ist daher gesetzli-
che Aufgabe der Übertragungsnetzbetreiber (§12b
EnWG) und wird durch die Bundesnetz-agentur bestätigt
(§12c EnWG). Dabei folgt der Netzentwicklungsplan dem
Phasenkonzept. Vorrangig ist dabei die Beachtung des
NOVA-Prinzips, also Netzoptimierung Vorverstärkung,
Vorausbau.
Batterie-Speicher-Systeme sind eine wichtige Technologie
in der Netzentwicklung und können insbesondere das
NOVA-Prinzip maßgeblich positiv umsetzen helfen.
Dabei kommen den Batterie-Speicher-Systemen wichtige
Funktionen bei der Netzentlastung, der Netzverstärkung
und der Netzharmonisierung zu. Dies gilt umso mehr, als
Batterie-Speicher-Systeme im Unterschied zu anderen
Speicherformen wie Pumpspeicherwerken dezentral wir-
ken und daher zielgerichtet eingesetzt werden können.
Damit werden Batterie-Speicher-Systeme zum Erfolgskon-
zept einer regionalen Energiestrategie.
Abhängig vom betrachteten Standort ist das Batterie-
Speicher-System als Baustein des regionalen Energiekon-
zeptes in die Energiestrategie 2030 des Landes Branden-
burg einzubetten.
3 Batteriespeicher zur Netzentlastung
Der Netzentwicklungsplan Strom der Übertragungsnetz-
betreiber simuliert auf Basis von bekannten Daten, Ent-
wicklungspfaden und Zeitreihenanalysen künftige Einspei-
se- und Verbrauchsszenarien in den verschiedenen Netz-
regionen Deutschlands.
Die sich daraus ergebenden Salden weisen das Bundes-
land Brandenburg in dem als wahrscheinlich angenom-
menen Szenario B für 2023 als Stromexporteur aus.
Demnach beträgt die installierte Leistung PV in Branden-
burg 3,3 GWp, weitere 6,9 GW aus onshore Wind sowie
0,4GW Biomasse kommen hinzu. Der ungleichzeitige
Verbrauch beträgt 1,0-2,6 GW. Dieser reinen Leistungs-
rechnung stehen die im Jahresverlauf erzeugten Strom-
mengen entgegen.
Interessant dabei ist, dass allein der Anteil des durch
erneuerbare Energien produzierten Stroms mehr als
100% des prognostizierten Stromverbrauchs abdeckt. Der
sich ebenfalls entwickelnde Anteil des Braunkohlestroms
kann in dieser vereinfachten Rechnung vollständig in
andere Bundesländer abgeführt werden. Dem entgegen
steht die fehlende Grundlastfähigkeit weiter Teile der
erneuerbaren Energien. Die natürlichen Gegebenheiten
stehen einer Ausweitung etablierter Technologien wie
bspw. Pumpspeicherwerken entgegen.
Verschärft wird diese Situation, weil entsprechend Netz-
ausbauplan neu geplante Stromtrassen weitgehend am
Bundesland Brandenburg vorbeiführen. Dies impliziert die
Anforderung, dass bestehende Stromnetz soweit zu er-
tüchtigen oder durch Optimierung zu entlasten, dass es
das zukünftig erwartete Stromangebot aufnehmen und
ggf. abführen kann.
Eine solche Netzentlastung mit wenig bzw. ohne Netz-
ausbau kann durch den Einsatz von Batterie-Speicher-
Systemen angestrebt werden, da es hiermit grundsätzlich
möglich ist, die volatile Stromerzeugung aus Wind und
Strom zu vergleichsmäßigen und damit den vorhandenen
Netzstrukturen anzupassen. Dieser Ansatz entspricht dem
geforderten NOVA-Prinzip, also dem Vorrang von Netzop-
timierung und -ertüchtigung vor Netzausbau.
4 Batteriespeicher zur Netzstabilisierung
Die Bereitstellung von Regelleistung dient der Frequenz-
haltung. Damit die Frequenz im Netz stabil bleibt, müssen
sich Erzeugung und Verbrauch jederzeit die Waage hal-
ten. Wenn der Verbrauch die Erzeugung im Netz über-
steigt, kommt es zu einer Unterspeisung, und die Netz-
frequenz fällt unter 50 Hertz. In diesem Fall muss positive
Regelleistung aktiviert werden, indem Erzeuger ihre Ein-
speisung erhöhen oder zugeschaltet werden. Alternativ
können auch Lasten (Verbraucher) abgesenkt oder abge-
schaltet werden. Umgekehrt muss im Falle einer Über-
speisung (Erzeugung > Verbrauch) negative Regelleistung
zum Ausgleich bereitgestellt werden. Auf Erzeugerseite
bedeutet dies die Drosselung oder Abschaltung von Leis-
tung. Die Ausschreibung und der Abruf von Regelleistung
geschehen durch die Übertragungsnetzbetreiber, die
systemverantwortlich sind.
In dem zentral und grundlastfokussiert aufgebauten
Stromnetz haben sich die Regelenergiemärkte an konven-
tionellen Kraftwerken mit geringer Angebotsschwankung
und guter Verbrauchsprognose orientiert. Entsprechend
verhalten haben sich die Märkte für Primärregelleistung,
Sekundärregelleistung und Minutenreserve bisher entwi-
ckelt.
Im Zuge des Ausbaus erneuerbarer Energien und der
Energiewende fallen jedoch Angebot und Nachfrage
zunehmend auseinander. Die Folge sind höhere Anforde-
rungen an die Re-gelmärkte, um die Netze stabil zu hal-
ten.
Insbesondere das symmetrische Ausschreibungsverfahren
in der Primärregelleistung führt zum Ausschluss vieler
124

Marktteilnehmer, die entweder Verbrauch oder Erzeu-gung, aber nicht beides steuern können. Beispielhaft gilt hier die Windenergie, die lediglich kurzfristig über Pro-duktion oder Nicht-Produktion entscheiden, aber eben nicht flexibel garantieren kann. Für die sehr kurzfristige Bereitstellung von Regelleistung, die sogenannte Primärregelleistung und Sekundärregel-leistung, werden daher heute insbesondere Pumpspei-cherkraftwerke und rotierende Massen in konventionellen Kraftwerken genutzt. Diese werden jedoch den durch die Energiewende entstehenden zusätzlichen Bedarf an Re-gelleistung nicht bewältigen können. Rotierende Massen als „Energievernichter“ können nur als Sekundäranwen-dung zum Einsatz kommen. Der Ausbau der Pumpspei-cherkapazitäten stößt vielfach auf Widerstand in be-troffenen Regionen, ist regional begrenzt und damit bspw. in Brandenburg keine Ausbauoption. Zukünftig müssen daher andere Technologien zum Ein-satz kommen. In Abschnitt 8wird der Technologiever-gleich ausführlich geführt. Insbesondere Batterie-Speicher-Systeme können sehr flexibel zur Bereitstellung von Regelleistung genutzt werden. Ihre Ansprechzeit liegt im Bereich von wenigen Millisekunden. In Verbindung mit modernen Informations- und Kommunikationstechnolo-gien, können zudem auch kleinere Batteriesysteme zu leistungsfähigen „virtuellen“ Regelkraftwerken zusam-mengefasst werden.
Abbildung 2: Elektroenergiespeicher im Stromnetz
Den Einsatz von Elektroenergiespeichern (EES) in den Übertragungs- und Verteilungsnetzen zeigt schematisch Abbildung 2. Neben dem Netzausbau und dem Lastma-nagement auf der Nachfrageseite (DMS), übernehmen EES im zukünftigen Stromnetz wichtige Funktionen zur Integration der volatilen erneuerbaren Energien. Typische Aufgaben sind die Lastverschiebung, die Glättung von Einspeiseleistung und das Vermeiden von Spitzenbelas-tungen der Stromnetze. Auf diese Anwendungsfälle wird hier jedoch nicht weiter eingegangen.
5 Batteriespeicher am Netzverknüpfungspunkt einer PV-Anlage
Der aktuell erreichte Ausbauzustand an PV-Systemen kappt die bisherigen Preisspitzen auf den Elektrizitäts-märkten zur Mittagszeit. Ein weiterer PV-Ausbau kann dementsprechend zu Preisen deutlich unterhalb der Er-zeugungskosten konventioneller Kraftwerke führen. Die entstehenden Kosten sind politisch unerwünscht, was eine regulatorisch weitergehende Begrenzung der Ein-speiseleistung künftiger PV-Anlagen mit sich bringen kann. Damit steigt der Bedarf von Speichern, um die PV-Anlagen wirtschaftlich betreiben zu können. Bei einer Begrenzung von jeweils 0,5 kW/kWp, ergibt sich ein nötiger Speicherbedarf von 1,4 kWh/kWp. Sollte das Netz bereits stärker ausgelastet sein, ist ein Speichervolumen von bis zu 6,3 kWh/kWp erforderlich. Gemäß des Zieles der Bundesregierung, den jährlichen
Zubau der Solarenergie auf max. 3 GWp zu begrenzen, wäre für das Jahr 2015 ein Speicherbedarf von 12,6 GWh erforderlich. Sollten die Ziele überschritten werden, kön-nen gar 56,7 GWh nötig sein. Für das Jahr 2022 würde sich die Kapazität auf 42 GWh bzw. 189 GWh erhöhen. Diese Beispielrechnung setzt bereits erste Anhaltspunkte für die künftige Bedeutung von Batterie-Speicher-Systemen im Zusammen wirken mit PV-Anlagen. Darüber
Solarpark Größe in MWp
Bundesland
Neuhardenberg Solar Park
145 Brandenburg
Templin Solar Park 128 Brandenburg
Brandenburg-Briest Solarpark
91 Brandenburg
Solarpark Finow Tower 85 Brandenburg
Eggebek Solar Park 84 Schleswig Holstein
Senftenberg Solarpark 82 70
Brandenburg
Solarpark Meuro 81 Brandenburg
Finsterwalde Solar Park
72 Brandenburg
Lieberose Photovoltaic Park
68 Brandenburg
Solarpark Alt Daber 61 Brandenburg
Green Tower, Jocks-dorf
54 Bayern
Strasskirchen Solar Park
52 Brandenburg
Walddrehna Solar Park 52
Mecklenburg Vor-pommern
Tutow Solar Park 52 Sachsen
Tabelle 2: Größte Solarparks Deutschlands
125

hinaus ergeben sich auch Anforderungen für Bestandsan-
lagen und geplante Großanlagen.
In der Energiestrategie 2030 setzt das Land Brandenburg
auf die Systemintegration der Erneuerbaren Energien.
Dazu gehört auch und insbesondere der durch das EEG
gesicherte Ein-speisevorrang. Dieser Grundsatz stößt
immer häufiger an systembedingte Grenzen, die vor allem
im Netzverknüpfungspunkt liegen.
Das Land Brandenburg ist Vorreiter bei der Errichtung und
Nutzung großer PV-Freiflächenanlagen. Tabelle 3 zeigt,
dass fast alle der derzeit größten PV-Anlagen Deutsch-
lands im Land Brandenburg stehen.
In vielen Fällen sind die vorhandenen lokalen Netzstruktu-
ren nicht ausgelegt auf das damit vorhandene Angebot
an Solarstrom. Die Folge sind mittelfristige Netzzugangs-
beschränkungen, die die maximal einspeisbare Strom-
menge begrenzen. Um Netzüberlastungen zu vermeiden,
müssen Teile von Solarparks sukzessive über „Rampen-
fahrpläne“ zugeschaltet wer-den. Batterie-Speicher-
Systeme können dieses Infrastrukturproblem lösen, indem
PV-Strom zwischengespeichert wird, um „dumped ener-
gy“ zu vermeiden.
Diese Problemstellung äußert sich in zunehmend ver-
schärften Abschalteingriffen aus Maß-nahmen zum Ein-
speisemanagement. Im Jahr 2011 sind zwischen ca. 212
GWh und 407 GWh aufgrund lokaler Netzengpässe
überwiegend in Nord- und Ostdeutschland verlorenge-
gangen. Dies entspricht einem Anteil von etwa 0,4 % bis
0,8 % der tatsächlich eingespeisten Windenergie in ganz
Deutschland im Jahr 2011. Damit hat sich die Ausfallar-
beit von Wind-energieanlagen durch EinsMan nach § 11
EEG zwischen 2010 und 2011 etwa verdreifacht. Der
Anteil der Ausfallarbeit der vier Netzbetreiber mit den
höchsten Anteilen an der gesamten Ausfallarbeit beträgt
schätzungsweise:
- 32 – 38 % bei E.ON edis GmbH
- 23 – 27 % bei E.ON Netz GmbH
- 9 – 12 % bei E.ON Westfalen Weser AG
- 8 – 10 % bei Schleswig-Holstein Netz AG.
Beim EinsMan handelt es sich weiterhin in den meisten
Fällen um ein regionales Problem des Verteilungsnetzes.
Ursachen für EinsMan nach § 11 EEG waren im Jahr 2011
demnach überwiegend Überlastungen im 110-kV-
Hochspannungsnetz und an Hochspannungs- / Mit-
telspannungs-Umspannwerken. Die Engpässe auf Mit-
telspannungsebene sind von ca. 2 % im Jahr 2010 auf ca.
13 % im Jahr 2011 angestiegen.
Insbesondere Brandenburg als absehbar künftiger
„Selbstversorger“ aus erneuerbarer Energie ist mittelbar
und unmittelbar von der EinsMan-Problematik der Ab-
schaltvorgänge und dem Netzausbau am Netzverknüp-
fungspunkt (dumped energy aus Rampenfahrplänen)
betroffen.
Erneuerbare Energiequellen sind mittlerweile unverzichba-
rer Bestandteil des Energieerzeugungsmixes geworden.
Im Jahr 2013 haben Photovoltaikanlagen ca. 29,7 TWh
erzeugt. Sie trugen mit 5,3% zum Verbrauch von 560
TWh bei. Windenergieanlagen erzeugten 2013 ca. 47,2
TWh. Sie trugen mit 8,4% zum Verbrauch bei. Die Strom-
produktion aus beiden Energiearten unterliegt starken
saisonalen Schwankungen. So betrug die maximale solare
Strom-produktion im Juli 2013 5,1TWh, die minimale
Produktion 0,35TWh im Januar 2013. Entsprechend be-
trug die maximale Produktion von Windenergie 7,5TWh
im Dezember 2013 und 1,7TWh im Juli 2013.
Trotzdem bleibt die Stromproduktion höchst volatil. Dies
führte zu einer maximalen täglichen Summe der Strom-
produktion aus Solar und Wind von 0,58 TWh am
31.01.2013. Demgegenüber stand die minimale tägliche
Summe der Produktion von 0,022 TWh am 16.01.2013.
Noch stärker wird die Volatilität bei der Betrachtung der
tatsächlichen Leistung klar. So betrug die maximale Leis-
tung solarer Stromerzeugung am 21.07.2013 um 13:30
Uhr mit 24GW mehr als 70% der installierten Nennleis-
tung deutschlandweit. Damit betrug die Solarleistung ca.
50% der deutschlandweiten Stromnachfrage zu diesem
Zeitpunkt.
Die Kombination von Prognose und Demand Side Ma-
nagement (DSM) – also der angebots-orientierten Steue-
rung der Verbrauchsseite ermöglicht nur einen gewissen
Anteil bei der Aussteuerung der volatilen Erzeugung von
Wind- und Sonnenstrom.
Eine aktuelle Studie des Fraunhofer ISE zeigt, dass mit
Hilfe von Batterien Angebot und Nachfrage soweit aus-
geglichen werden können, dass eine 100%ige Deckung
des Energiebedarfs in Deutschland zu ermöglichen. Dabei
wird der Bilanzkreis zusätzlich ohne Energieimporte simu-
liert. Es zeigt sich, dass durch den kombinierten Einsatz
verschiedener Speicher-technologien ein Kostenoptimum
erreicht werden kann, welches volkswirtschaftliche Ge-
samtkosten erreicht, die nicht über denen des heutigen
auf fossilen Energieträgern basierenden Energiesystems
liegen.
Dabei kommen auch bekannte und bewährte Speicher-
technologien wie zentrale Wärme-speicher, Pumpspei-
cherwerke und dezentrale Wärmespeicher zum Einsatz,
die überwiegend lastnah installiert werden.
Eine Schlüsselfunktion kommt jedoch neuen Technolo-
gien des Power-to-Gas und der Batterie-Speicher-Systeme
zu, die insbesondere erzeugernah zu installieren sind.
Daraus folgt die Notwendigkeit zur Installation von ca. 56
GWh elektrischer Arbeit aus Batterie-Speicher-Systemen,
was in etwa der Größenordnung aller Pumpspeicherwer-
ke (Stand heute: 40 GWh) entspricht.
126

Entsprechend der Studie des Fraunhofer ISE müssten für
eine 100%ige Versorgung (im mittleren Szenario) mit
Erneuerbarer Energie etwa 202 GWp Solarleistung und
255GWp Wind-leistung (davon 85GWp offshore) instal-
liert sein. Dabei ist das Kostenoptimum zwischen Wind
und Solar nur schwach ausgeprägt, d.h. beide Technolo-
gien sind in einem Leistungsbereich +/-25% ohne größere
Systemkostenfolgen austauschbar.
Es kann dahingestellt bleiben, ob die im Modell der Studie
getroffene Annahme eines geschlossenen Marktes ohne
Importe tatsächlich Bestand haben sollte. Die angenom-
menen installierten Kapazitäten für Solar- und Windener-
gie können im Prinzip natürlich auch im Ausland errichtet
werden. An der Forderung zur Installation von 56GWh
dezentraler Batterie-Speicher-Systeme ändert dies nichts.
Die Umsetzung bedeutet ca. 9 Mio. Speichereinheiten à 6
kWh in ca. 50% der deutschen Ein- und Zweifamilienhäu-
ser. Da in diesem Kontext die Kombination von (Haus-
dach-)PV-Anlage mit Batterie die sinnvollste Variante
darstellt, müsste in etwa ein entsprechendes Äquivalent in
kWp an Solarleistung installiert werden. Der Nachholbe-
darf für bestehende PV-Anlagen sowie künftige PV-
Großanlagen bleibt bestehen. Hier ergeben vor allem
Großspeicher Sinn, die eine höhere Kosten- und Leis-
tungseffektivität aufweisen.
Die Forderung einer erzeugernahen Installation der Batte-
rie-Speicher-Systeme richtet den Fokus für künftige Batte-
riestandorte auf bestehende PV-Großanlagen. Das Ver-
hältnis von PV-Leistung und Batterie-Speicher sollte ent-
sprechend der betrachteten Studie 202 GWp/56 GWh
bzw. etwa 4:1 betragen.
6 Batterie-Speicher-Systeme im virtuellen
Kraftwerk
Die Abkehr von konventionellen zentralen Energieerzeu-
gungskraftwerken hin zu dezentralen Erzeugern ändert
das Kraftwerksmanagement fundamental. Dabei wurden
in den letzten Jahren die sogenannten virtuellen Kraft-
werke konzipiert. Diese wurden mit dem ersten Ziel kon-
zipiert um mehrere Energieerzeugungsanlagen zentral zu
steuern. Die technische Einheit dieser dezentralen Einzel-
anlagen befindet sich in der zentralen Steuerung mit der
dazugehörigen „virtuellen“ IT. Ziel des virtuellen Kraft-
werks ist es, positive strategische und betriebs-
wirtschaftliche Effekte für den Betreiber der Anlage, den
Serviceprovider und das Netz zu generieren.
Die genaue Ausprägung eines virtuellen Kraftwerks hängt
insbesondere vom jeweiligen Betriebskonzept und den
jeweiligen Anlagentypen ab. Meist werden sowohl kon-
ventionelle als auch regenerative Anlagentypen einge-
bunden. Dies ermöglicht größtmögliche Synergien, die
sich aus einem bestimmten Energiemix ergeben können.
Ein virtuelles Kraftwerk (VK) verbindet heutzutage Ener-
gieanlagen jeder Art und stellt damit ein notwendiges
Bindeglied zwischen Erzeugung, Netzstabilität und Ver-
brauch dar. Mit Hilfe eines virtuellen Kraftwerks kann aus
vielen dezentralen E-Anlagen eine zeitnahe, kostenopti-
mierte und am Bedarf orientierte Erweiterung des Kraft-
werkparks vorgenommen werden. Dies macht VKs auch
für Energieversorgungsunternehmen interessant, da bei
Integration in ein Betriebskonzept, viele dezentrale Anla-
gen im Verbund gesteuert werden können.
Virtuelle Kraftwerke führen zwar per se nicht zu mehr
Kraftwerkskapazität, eröffnen aber bei entsprechend
großer Clusterung und Schwerpunktbildung sowie ange-
passter Steuerung gute Möglichkeiten zur Optimierung
von Lastflüssen. Anstelle einer optimierten Fahrweise
einzelner Erzeuger- oder Last-Einheiten tritt die gebiets-
orientierte optimale Steuerung mehrerer Einheiten. So
können bereits heute schon EE-Anlagen, zum Beispiel im
Bereich Windkraft, zur Optimierung von Lastflüssen her-
angezogen werden, indem sie steuerungstechnisch zu-
sammengefasst werden. Mit dieser Zusammenführung
schafft man zudem die Grundlage für die Umsetzung
weiterer Betriebskonzepte, wie beispielsweise Teilnahme
am Regelenergiemarkt.
Batterie-Speicher-Systeme stellen dabei eine wichtige
Ergänzung der virtuellen Kraftwerke dar. Im Gegensatz zu
den meisten anderen Anlagetypen besitzen Batterie-
Speicher-Systeme die Möglichkeit im Millisekunden Be-
reich ihre Fahrweise zu ändern und so mit Wechsel zwi-
schen Be- und Entladen augenblicklich auf die unter-
schiedlichen Anforderungen des Netzes reagieren kön-
nen. Mit Integration dieser derzeit einmaligen Fahrweisen
werden neue Möglichkeiten innerhalb der VKs erschlos-
sen. Der Einsatz beschränkt sich dabei nicht nur auf die
Regelenergiemärkte sondern kann zusätzlich positiven
Nutzen bei Stromhandelsaktivitäten, Systemdienstleis-
tungen wie Blindstromkompensation und Schwarzstartfä-
higkeit sowie Einspeiseglättungen bei EE-Anlagen stiften.
7 Systemdienstleistungsprodukte des Re-
gelenergiemarkts
Zur Aufrechterhaltung des Leistungsgleichgewichts benö-
tigen die Übertragungsnetzbetreiber (ÜNB) Regelenergie
in verschiedenen Qualitäten, die sich hinsichtlich des
Abrufprinzips und ihrer zeitlichen Aktivierung unterschei-
den. Entsprechend den Vorgaben des Bundeskartellamtes
beschaffen die ÜNB den gemeinsamen Ausgleichsbedarf
auf einem offenen, transparenten und diskriminierungs-
freien Ausschreibungsmarkt. Die Ausschreibungszeiträu-
me unterscheiden sich je nach Produkt.
Der gemeinsame Netzregelverbund der ÜNB vermeidet
dabei unnötigen Regelbedarf und optimiert die Aktivie-
rung und Abrufe über deutschlandweite Merit-Order-
Listen für die Sekundärregelleistung und Minutenreserve.
Die verschiedenen Systemdienstleistungsprodukte der
Regelenergiemärkte lassen sich entsprechend Abbildung
3 hinsichtlich ihrer zeitlichen Aktivierung nach Bedarfs-
abruf sowie der zeitlichen Inanspruchnahme einordnen.
127

Abbildung 3: Systemdienstleistungsprodukte der Regelener-giemärkte in zeitlicher Abgrenzung
Batterie-Speicher-Systeme eignen sich optimal zur Bereit-stellung von Primär- und Sekundärregelleistung. Ein Bedarf an Regelleistung entsteht, sobald die Summe der aktuellen Einspeisungen von der Summe der aktuellen Entnahmen abweicht. Diese Abweichungen verursachen Schwankungen in der Netzfrequenz. Wichtigstes Regelkri-terium der ÜNB ist daher die Netzfrequenz von 50 Hertz. Ziel der ÜNB ist es, diese Frequenz unter allen Umständen innerhalb einer gewissen Bandbreite zu halten. Daher wird Regelleistung im Rahmen der Frequenzregelung zur Netzstabilisierung genötigt. Die Produkte der Regelenergiemärkte zur Frequenzhal-tung werden ergänzt durch weitere Systemdienstleis-tungsprodukte, die dem Versorgungswiederaufbau im Falle eines Stromaus- falls bzw der Betriebsführung und Spannungshaltung dienen.
Die Verantwortung dafür liegt nicht beim ÜNB sondern bei den Verteilnetzbetreibern bzw. jeweils zuständigen Netzbetreibern. In den folgenden Abschnitten sollen die Systemdienstleis-tungsprodukte hauptsächlich aus der Perspektive des Einsatzes von Batterie-Speicher-Systemen untersucht werden. Es zeigt sich, dass lediglich der Markt der Regelleistung derzeit liquide genug ist, um den Szenariorahmen für ein Geschäftsmodell des Batterie-Speicher-Systems zu bilden. Daher erfolgt eine weitere Einschränkung auf die Unter-suchung der Produkte des Regelenergiemarktes, nament-lich:
– Momentanreserve,– Primärregelleistung,– Sekundärregelleistung,– Minutenreserve
hinsichtlich ihrer aktuellen und prognostizierten Eignung, Liquidität und Profitabilität. Dabei soll in der Prognose insbesondere der Wettbewerbsvergleich mit anderen Alternativen zukünftigen Erbringen von Regelleistung.
8 Momentanreserve
Im europäischen Stromverbund ENTSO-E (European Net-work of Transmission System Operators for Electricity) werden derzeit ca. 3.000 MW Leistung in Reserve bereit-gestellt für den Fall eines Kraftwerksausfalls in gleicher Höhe. In diesem Fall hätte Deutschland einen Beitrag von ca. 420 MW zu leisten. Die Momentanreserve kommt noch vor der Primärregelleistung zum Einsatz, um auftre-tende Frequenzschwankungen ausreichend zu dämpfen, damit das für die Primärregelleistung zulässige Frequenz-band eingehalten wird. Entsprechend Präqualifikation nach dem Transmission Code steht die Momentanreserve auch zeitlich vor der Primärregelleistung an. Es wird da-von ausgegangen, dass sich die Notwendigkeit dem Grunde und der Höhe nach auch bis zum Jahr 2030 nicht grundlegend ändert. Die Bereitstellung der Momentanre-serve erfolgt in Deutschland über die Bremsleistung der Schwungmasse frequenzgesteuerter Generatoren in konventionellen Kraftwerken. Mit der künftigen Verklei-nerung des konventionellen Kraftwerksparks wird ein Bedarf von ca. 250 MW erwartet, der durch alternative Quellen bereitzustellen ist. Untersuchungen zeigen, dass diese Systemdienstleistung künftig durch Wechselrichter in Solar- oder Windanlagen, Netzersatzanlagen, BHKW oder durch die Bremsleistung von Windkraftanlagen ausgeglichen werden kann.
Allein die in der Windinertia genannte Bremsleistung der für das Jahr 2030 erwarteten installierten Windenergie-leistung wird die fehlende Momentanreserve in 93% der Jahresstunden decken können. Dazu sind relativ geringe Kosten zur Implementierung einer Frequenzregelung unter Nutzung der Energie des Rotors erforderlich. Die restlichen 7% der Jahresstunden können über weitere Anbieter darunter auch Batterie-Speicher-Systeme abge-deckt werden. Es ist trotzdem nicht zu erwarten, dass in Zukunft ein liquider Markt für die Bereitstellung von Momentanreser-ve außerhalb der Vermarktung von Windenergieanlagen entstehen wird. Der Einsatz von Batterie-Speicher-Systemen (obschon notwendig) muss daher in Verbin-dung mit der Vermarktung entsprechender Kapazitäten im Bereich der Windenergie erfolgen. Die Vorhersage von Marktpreisen erscheint jedoch derzeit kaum möglich. Die Momentanreserve kann daher aktuell nur als Zusatzpo-tenzial angesehen werden, ohne in der Finanzbetrach-tung Berücksichtigung zu finden.
9 Primärregelleistung
Das Betriebsregime für Primärregelleistung wird durch den Transmission Code 2007 bzw. das ENTSO-E-Operation Handbook bestimmt. Ziel ist es, Abweichungen in der Netzfrequenz kurzfristig entgegenzuwirken, sofern sie eine Toleranzbereich von ±20 mHz überschreiten. Die
128

Primärregelung ist eine Proportionalregelung. Nach Ver-lassen der Totzone wird die Primärregelleistung bis zu einer Abweichung von ±200 mHz proportional auf die Dauerabgabeleistung. Das Prinzip zeigt Abbildung 4. Die Dauerabgabeleistung wird maximal für 15 min zur Verfügung gestellt. Danach wird das Batterie-Speicher-System zunächst wieder in den Ausgangszustand zurück-geführt.
Leistung�
Netzfrequenz�
100%�
-100%�
Toleranzband�
Abbildung 4: Aktivierung der Primär- regelung
Die Momentanreserve ist eine rein mechanische Größe sofort verfügbarer Leistungsreserven. Die inerte Schwun-genergie der rotierenden Massen steht nur für kurze Zeit zur Verfügung, um die Frequenz im vorgegebenen Band zu halten. Die Primärregelleistung ist in ihrer Größe an die Momentanreserve angepasst und ersetzt diese im Zeitab-lauf.
Abbildung 5: Zusammenhang Momentanreserve und Primärregelleistung für den europäischen
Stromverbund
Das Netz des europäischen Stromverbundes ist auf den Ausfall und die Regelung einer Leistung von 3.000 MW ausgelegt. Darüber hinaus gehende Ausfälle gefährden die Systemstabilität. Die Summe aus Momentanreserve und Primärregelleis-tung inklusive abschaltbarer frequenzabhängiger Lasten muss zu jedem Zeitpunkt die vorgegebenen 3.000 MW abdecken.
Der annähernd konstant annehmbare Last- und Exportan-teil der deutschen Übertragungsnetzbetreiber im Jahr 2030 führt zu der Annahme eines konstanten Anteils der Primärregelleistung in Deutschland in Höhe von 551 MW. Aktuell wird der deutsche Bedarf an Primärregelleistung zu etwa 60% durch hydraulische Kraftwerke bereitge-stellt. Entsprechend Transmission Code sind Erzeugungs-einheiten >100 MW verpflichtet, Primärregelleistung in Höhe von +/- 2% ihrer Nennleistung anbieten zu können. Damit können derzeit ausreichend Kapazitäten für die Bereitstellung von Primärregelleistung aus thermischen und hydraulischen Kraftwerken bereitgestellt werden. Diese Situation ändert sich bei Betrachtung des künftigen Kraftwerksparks drastisch. Dem gegenüber steht der stetige Ausbau des Anteils der Erzeugerkapazitäten aus erneuerbaren Energiequellen. Allein die Windkraftanlagen werden 2033 in 70 h des Jahres mehr Energie erzeugen als Last in Deutschland nachgefragt wird. Der konventio-nelle Kraftwerkspark wird entsprechend häufig mit stark verminderter Auslastung zum Energieangebot beitragen. In dieser Situation ist es ohne weiterführende Maßnah-men nicht mehr möglich, ausreichend Primärregelleistung zur Verfügung zu stellen. Unter Annahme der aktuell geltenden Vorgabe, dass alle Erzeuger >100MW +/- 2% der Kapazität für die Primär-regelleistung vorhalten müssen, ergibt sich im Jahresanteil für das Jahr 2033 zu 80% ein nicht ausreichendes Primär-regelleistungsangebot. Auch unter Berücksichtigung einer schärferen Vorgabe und Regulationspolitik, die die sinnvollen technischen Möglichkeiten der konventionellen Kraftwerkstechnolo-gien stärker berücksichtigen (Kraftwerks-Gradient), ergibt sich noch eine Deckungslücke von 30% Jahresanteil. Diese Lücke kann durch verschiedene weitere Maßnah-men geschlossen werden. So ist es möglich, „must-run“
Kapazitäten z.B. in Form von Gasturbinen im Strombe-trieb vorzuhalten. Die dabei entstehenden Vorhaltekosten allein auf Grund des Gasbedarfs betrügen im Falle der 30%-Lücke bereits 200-317 Mio €. Hinzu kämen Verluste aus der Vorhaltung der konventionellen Kraftwerke. Werden diese mit der gleichen Vorhaltebedingung von +/-2% wie heute betrieben, so ergeben sich aus den „must-run“ Vorhaltekapazitäten sogar Mehrkosten von 500-700 Mio €. Rein rechnerisch entspricht dies dem
Opportunitätskosten-Äquivalent einer möglichen Veracht-fachung der Marktpreise für Primärregelleistung. Die aufgezeigte Deckungslücke verschärft sich noch bei Beachtung der realen Marktbedingungen, die eine wö-chentliche Ausschreibung vorsehen. Unter diesen Bedin-gungen kann der konventionelle Kraftwerkspark im Jahr 2033 nie den Primärregelenergiebedarf decken. Es ist klar, dass an dieser Stelle deutlicher Handlungsbe-darf besteht, um die drohende Lücke des Angebots zur Primärregelleistung zu decken. Da der Einsatz thermischer und hydraulischer Kraftwerke planmäßig zurückgeht, kommen nur alternative Konzepte in Frage.
129

Verschiedene Szenarien sind denkbar und können teilwei-
se auch im Mix gefahren werden. Die getätigten Analysen
basieren dabei immer auf der Annahme des technisch
möglichen Kraftwerksgradienten, der seinerseits jedoch
auch schon höhere Grenzkosten der Primärregelleistung
verursacht, die sich im Marktpreis niederschlagen werden.
Der Einsatz von Windkraft- und Solaranlagen für die
Primärregelleistung ist stets von der volatilen Verfügbar-
keit dieser Energieerzeuger abhängig. Eine reine Deckung
der Lücke mit diesen Technologien erscheint daher kaum
möglich. Zusätzlich müssen für die Bereitstellung positiver
und negativer Regelleistung immer genau so viele Anla-
gen in Produktionsbereitschaft gehalten und andere auf
Abruf abgeschaltet werden. So müssten für die Deckung
von 99% der Lücke positiver Regelenergie durch Vorhal-
tung von Windkraftanlagen mindestens 2% der bereits
installierten Kapazitäten eingesetzt werden. Für die ande-
ren Anbieter (Solar, Biomasse, Laufwasser) ist das Ver-
hältnis deutlich ungünstiger.
Eine vollständige Abdeckung der Angebotslücke ist nur
durch kombinierten Einsatz mit zusätzlichen Batterie-
Speicher-Systemen möglich.
So lassen sich verschiedene Szenarien entwickeln, die in
ihren Kosten bewertbar sind. Diese Kosten werden sich
am Ende als Angebotspreise der Primärregelleistung wie-
derfinden. Damit wird es perspektivisch die preiswerteste
Technologie sein, die einen maßgeblichen Anteil der
Anbieter am Markt darstellt und den Marktpreis be-
stimmt.
Die mittleren jährlichen Kosten können für jede Anbieter-
kombination abgeleitet werden aus den Installationskos-
ten sowie den Betriebskosten. Letztere werden vor allem
durch Energiekosten der notwendigen Erzeugung oder
entgangener Erzeugung von Vorhalteleistung bestimmt.
Tabelle 5 zeigt das Ergebnis dieser Untersuchung.
Es ist gut erkennbar, dass Batterie-Speicher-Systeme
langfristig die günstigste Alternative zur Deckung der
Angebotslücke für Primärregelleistung darstellen. Dabei
wurde in der Untersuchung festgestellt, dass sich die
Technologie der Lithium-Ionen-Batterie sowohl funktional
als auch kostenseitig als dominant für den Markt der
Primärregelleistung erweisen wird.
Die Kostenanalyse geht dabei von verschiedenen Annah-
men aus, die u.a. auch Preisentwicklungen bei den Inves-
titionskosten berücksichtigt. So wird bereits unterstellt,
dass die Herstellkosten für Batterie-Speicher-Systeme
noch eine Erfahrungskurve um den Faktor 2-2,5 erfahren
werden. Dies bedeutet, dass diese Erkentniss im Zeitver-
lauf zu einer Marktdominanz ohne Subventionen und
andere Förderinstrumente der Lithium-Ionen Batterie-
Speicher-Systeme führen wird.
Im Folgenden kann daher von (mindestens) stabilen
Marktpreisen auf dem bisherigen Niveau ausgegangen
werden.
10 Sekundärregelleistung
Die Sekundärregelleistung wird entsprechend Präqualifi-
zierung nach Transmission Code bereitgestellt, um suk-
zessive den Regelbedarf im Zeitintervall ab 30sek bis 1h
abzudecken. Sie wird unterschieden in positive und nega-
tive Sekundärregelleistung, die getrennt an einem liqui-
den Markt gehandelt werden können. Ziel der Sekundär-
regelleistung ist es, die Frequenz auf ihren Sollwert und
die über die Verbundkuppelleitungen zwischen den Re-
gelzonen ausgetauschten Übergabeleistungen auf die
abgestimmten Sollwerte (Fahrplanwerte) zurückzuführen .
Dabei ist die Sekundärregelleistung von der Primärregel-
leistung entkoppelt, da der Eingriff von der Erkennung
einer Störung des Leistungsgleichgewichtes bis zur voll-
ständigen Ausregelung einige Minuten dauert. Die Ver-
marktung erfolgt in 4 unabhängigen Produkten für positi-
ve, negative Sekundärregelleistung (SRL+, SRL-) jeweils im
Hoch- und Niedertarif (HT, NT). Anlagen können gepoolt
werden. Für die Präqualifikation muss jede einzelne Anla-
ge eine Regelleistung von 5MW in die jeweils vermarktete
Regelrichtung nachgewiesen werden. Anschließend kann
eine Vermarktung ab 1MW erfolgen. Eine angebotene
Speicherkapazität von 𝐸Speicher=4 h∙ELeistung ist in den
Präqualifikationsbedingungen für eine Anlage innerhalb
eines Pools als mindestens zu erfüllende Größe festgelegt,
jedoch ist ein Pooling von Anlagen erlaubt. Die Teilnahme
am Sekundärregelmarkt ist für ein Batterie-Speicher-
System daher nur über den virtuellen Kraftwerksverbund
eines Systemdienstleisters möglich.
Die Bedarfsprognose für die Sekundärregelleistung gestal-
tet sich sehr komplex, da sie von vielen Einflussfaktoren
wie Ausbauszenarien, Prognosefehlern und verteilungs-
funktionen, Defizitniveaus sowie der Marktstruktur ab-
hängig sind. So könnte ein adaptives Verfahren der am
Markt ausgeschriebenen Mengen zu einer deutlichen
Einschränkung des Mehrbedarfs an positiver und negati-
ver Sekundärregelleistung führen.
Durch eine Anpassung der Zeitscheiben der Ausschrei-
bung ist eine weitere, wenn auch geringfügige Reduktion
der notwendigen Ausschreibungsmengen möglich. Dies
erlangt Bedeutung bei Betrachtung der durch konventio-
nelle Kraftwerke nicht mehr abdeckbaren Sekundärregel-
leistungsbedarfe im Jahr 2033.
Es zeigt sich, dass es nur zu geringen Unterdeckungen im
Bereich der Sekundärregelleistung kommt, die technisch
gar nicht mehr durch konventionelle Kraftwerke abdeck-
bar wären. Demgegenüber stehen jedoch weitere Aspek-
te der Abhängigkeiten, in denen verschiedene Technolo-
gien tatsächlich auf den Märkten auftreten. So werden
künftig in Zeiten geringer Residuallasten zahlreiche kon-
ventionelle Kraftwerke außerhalb des optimalen Betriebs-
punktes fahren müssen, um den Einfluss volatiler
Stromangebote aus den Anlagen erneuerbarer Energien
130

auszugleichen. Alternativ können Pumpspeicherwerke
überschüssigen Strom aufnehmen und später wieder
abgeben, um solche Fahrweisen zu vermeiden. In diesen
Fällen sind sie jedoch nicht mehr für den Einsatz am Se-
kundärregelmarkt verfügbar. Zum Ausgleich müssten bei
Verzicht auf alternative Anbieter andere „must-run“
Kapazitäten vorgehalten werden.
So können für die Sekundärregelleistung verschiedene
alternative Anbieter technisch und hinsichtlich der Kosten
untersucht und der „must-run“ Alternative gegenüberge-
stellt werden.
Technisch bedingt können Windkraftanlagen nur am
Markt negativer Sekundärregelleistung teilnehmen, tref-
fen jedoch auch dort auf große Hürden bei der Präqualifi-
kation. Für Biomasseanlagen gilt ähnliches, so dass ledig-
lich Batterie-Speicher-Systeme als sinnvolle Alternative
verbleiben.
Aufgrund der seltenen Situationen, in denen der Bedarf
an Sekundärregelleistung tatsächlich nicht mehr gedeckt
werden kann, muss für die Investition in alternative An-
bieter ein konstanter Deckungsbeitrag außerhalb der
tatsächlichen Bedarfsfälle unterstellt werden, um das
Ergebnis nicht zu verfälschen.
Unter Annahme dieses Bezugs auf die tatsächlichen Be-
darfsstunden kann ein Lithium-Ionen Batterie-Speicher
wieder zu wettbewerbsfähigen Kosten an dem Markt
teilnehmen und ist klar besser positioniert als der Einsatz
von „must-run“ Kapazitäten.
Die Prognose des Marktvolumens für solchermaßen am
Sekundärregelmarkt antretenden Batterie-Speicher-
Systeme ist schwierig, da sie wie schon erwähnt von
zahlreichen schwer abzuschätzenden Einflussfaktoren
abhängt und zusätzlich eine enge technische Substituier-
barkeit der technischen Kapazitäten zwischen Sekundär-
regelmarkt und Minutenregelmarkt besteht (Vor-
wärtspooling). Daraus lässt sich ein Gesamtbedarf der
kumulierten Sekundär- und Minutenreserveleistung prog-
nostizieren.
Die Ergebnisse daraus geschlussfolgerten Ergebnisse
lassen sich dabei extrapolieren. Der in 2013 erwirtschafte-
te Anteil der erneuerbaren Energien an der Gesamts-
tromproduktion betrug 25%. Die im Energiekonzept der
Bundesregierung 2010 definierten (und im Koalitionsver-
trag von 2013 durch Korridore bestätigten) Ausbauziele
geben für 2020 bereits 35% und für 2030 50% vor.
Der Netzentwicklungsplan setzt in dem als realistisch
angesehenen Szenario B sogar 45% bzw. 65% an. Damit
wäre dann das obere Limit der Prognose erreicht. Gemes-
sen an dieser Darstellung würde der Bedarf an (Minuten-
plus Sekundär-) Regelleistung bis 2020 um ca. 70% und
bis 2030 um über 100% ansteigen. Insbesondere lässt
sich erkennen, dass der Bedarf sehr sprunghaft ansteigt,
sobald die erneuerbaren Energien einen Anteil von 35%
an der Stromerzeugung erreichen.
Im Ergebnis lässt sich eine Preisentwicklung für den Se-
kundärregelmarkt schwer abschätzen. Sicher scheint, dass
es nicht notwendigerweise zu einer nennenswerten Lücke
im Angebot aus herkömmlichen Kraftwerksanlagen
kommen muss. Dies ist jedoch sehr stark vom Ausbau der
erneuerbaren Energien abhängig. Die Wechselwirkungen
zwischen Sekundär- und Minutenregelleistung werden
bei steigendem Gesamtbedarf preisstabilisierend oder gar
treibend wirken. Der Mangel an alternativen Anbietern,
die die Präqualifikationskriterien erfüllen können, lässt
Batterie-Speicher-Systeme künftig als wettbewerbsfähig
erscheinen.
Im Folgenden kann daher von stabilen Marktpreisen auf
dem bisherigen Niveau ausgegangen werden.
11 Minutenregelleistung
Die Minutenreserve ergänzt die Sekundärregelleistung bei
Leistungsspitzen und dient zur Wiederherstellung des
Sekundärregelbandes. Sie schließt sich daher zeitlich an
die Sekundärregelleistung an. Die Präqualifikationsbedin-
gungen sind ähnlich, jedoch erfolgt die Ausschreibung
täglich für den Folgetag im 4h-Zeitintervall für positive
und negative Minutenreserveleistung.
Die Preise für Minutenreserveleistung liegen deutlich
unter denen der Sekundärregelleistung, da die Erzeuger
bzw. Verbraucher erst nach 15 Minuten nach Beginn
eines Abrufes die volle Höhe der Minutenreserve erbrin-
gen müssen.
Damit können sich eine Vielzahl von potenziellen Erzeu-
gungseinheiten und auch abschaltbare Lasten für diese
Systemdienstleistung präqualifizieren. Obwohl also die
aufgezeigte Unterdeckung der Minutenregelleistung
deutlich höher ist als bei der Sekundärregelleistung, ist zu
erwarten, dass sich hier ausreichend alternative Anbieter
finden werden. So können beispielsweise Gasturbinen
auch aus dem Stillstand heraus die Anforderungen der
Bereitstellung von Minutenreserve erfüllen, womit Brenn-
stoffkosten nicht in dem Maße anfallen wie bei der Pri-
mär- und Sekundärregelleistung.
Batterie-Speicher-Systeme können in diesem Markt ihre
Stärken nicht ausspielen. Zum einen ist der Speicherbe-
darf vergleichsweise hoch, zum anderen sind für die lange
Zuschaltdauer zahlreiche andere Marktteilnehmer besser
positioniert.
Der mögliche Einsatz von Batterie-Speicher-Systemen im
Bereich der Minutenreserveleistung wird daher im Fol-
genden nicht berücksichtigt.
131

12 Literatur
[1] Bruno Burger, Stromerzeugung aus Solar- und
Windenergie, Studie des Fraunhofer-Instituts für
Solare Energiesysteme ISE
[2] Vgl. ENTSO-E-Operation Handbook, Anhang 1
[3] Vgl. Deutsche Energie-Agentur GmbH: dena-
Studie Systemdienstleistungen 2030. Abschlussbe-
richt. 2014
[4] Rehtanz, C. et.al.: Gutachten Systemdienstleistun-
gen 2030. Ef.Ruhr GmbH. 2014
[5] efzn: Eignung Speicher
[6] R2B, CONSENTEC, Studie, Voraussetzungen einer
optimalen Integration erneuerbarer Energien in
das Stromversorgungssystem, Endbericht, Juni
2010
132

3D-OBJEKTERKENNUNG VON HETEROGENEN STÜCK-GÜTERN IN UNGEORDNETEN PACKSZENARIEN - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Inform. Hendrik Thamer Henning Kost Daniel Weimer M. Eng. Prof. Dr.-Ing. Klaus-Dieter Thoben Prof. Dr.-Ing. Bernd Scholz-Reiter
BIBA Bremer Institut für Produktion und Logistik GmbH, Bremen
133

Dipl.-Inform. Hendrik Thamer
BIBA Bremer Institut für Produktion und Logistik GmbH, Abteilungsleiter
1981
2003 – 2009
2003 – 2007
Seit 2009
Seit 2014
Geboren in Bad Soden / Taunus
Universität Oldenburg Fakultät für Informatik, Wirtschafts- und Rechtswissenschaften Studiengang Informatik Schwerpunkt »Eingebettete Systeme und Mikrorobotik« Abschluss »Diplom-Informatiker«
Werkstudent bei Airbus Deutschland GmbH
BIBA – Bremer Institut für Produktion und Logistik GmbH Intelligente Produktions- und Logistiksysteme Wissenschaftlicher Mitarbeiter
Forschungsschwerpunkte: 3D-Bildverarbeitung, Objekterkennung, 3D-Sensorsimulation, Maschinelles Lernen
BIBA – Bremer Institut für Produktion und Logistik GmbH Intelligente Produktions- und Logistiksysteme Abteilungsleiter
Schwerpunkt: Bildverarbeitung in der Logistik
LEBENSLAUF
134

1 Einführung
Die automatische Entnahme von Stückgütern aus unge-ordneten und teilweise unbekannten Packanordnungen bei der Entladung von Containern oder Depalettierung durch Robotersysteme ist eine große technische Heraus-forderung. Neben der Entwicklung einer geeigneten Greiftechnologie wird eine zuverlässige Methode für die Erkennung einzelner Stückgüter benötigt. Diese muss in der Lage sein einzelne Stückgüter unbekannten Ausma-ßes und Form in einer ungeordneten Packanordnung erkennen und lokalisieren zu können. Die Aufgabenstel-lung ist dem »Griff in die Kiste«-Problem zuzuordnen. Damit ein Robotersystem in der Lage ist einzelne Stückgü-ter zu erkennen und geeignete Greifpunkte zu berech-nen, sind dreidimensionale Informationen über die Packa-nordnung notwendig [1]. Hierfür werden häufig 3D Sen-soren, wie bspw. Laserscanner, Time-Of-Flight (TOF)-Kameras oder preisgünstige Sensoren wie die Microsoft Kinect, verwendet. Durch diese Sensoren sind neue und flexible Automatisierungslösungen möglich, die auch in dynamischen Umgebungen mit nicht konstanten Umge-bungsbedingungen eingesetzt werden. Dies macht sie prädestiniert für den Einsatz in logistischen Anwendun-gen, die hohe Anforderungen an die Flexibilität einer Automatisierungslösung stellen. 3D Sensoren liefern Entfernungsinformationen in Form einer Punktwolke. Eine Punkwolke ist eine Menge von Punkten (xyz-Koordinaten), die die Struktur der durch den Sensor erfassten Szene abbildet. Um den hohen Anforde-rungen hinsichtlich der Laufzeit der Stückguterkennung gerecht zu werden, müssen direkt anhand der Punktwol-ke die unterschiedlichen Stückgüterarten erkannt und lokalisiert werden. Im Rahmen dieses Beitrags wird eine Methode vorgestellt, die unterschiedliche geformte Flächen in einer Punktwol-ke erkennt und in einem Rekonstruktionsschritt zu einzel-nen Stückgütern kombiniert. Zusätzlich wird die Position und Orientierung des Stückgutes ermittelt, so dass ein Robotersystem in der Lage ist entsprechende Greifpunkte zu berechnen und das Stückgut zu entladen. Als relevante und zu erkennende Stückgüterformklassen werden qua-derförmige, zylindrische sowie sackförmige Stückgüter betrachtet, die beispielsweise bei der Entladung von Con-tainer ca. 64% der importierten Stückgüterformen in Europa repräsentieren, die für eine automatische Entla-dung oder Handhabung geeignet sind [2]. Die Methode
geht dabei von der Prämisse aus, dass sich diese Form-klassen durch eine Menge von unterschiedlich geformten Flächen beschreiben lassen. Die Methode wird anhand von mehreren Packszenarien unterschiedlicher Komplexi-tät evaluiert. Dabei werden reale 3D Sensordaten eines Laserscanners und eines ASUS Xtion Pro Sensors sowie simulierte 3D Sensordaten für die Evaluation verwendet. Die simulierten Sensordaten sind mit einer am BIBA ent-wickelten Sensorsimulationssoftware realitätsnah gene-riert worden. Im nächsten Kapitel werden unterschiedliche 3D Sensor-systeme vorgestellt und beispielhafte Anwendungen von 3D Sensoren und Sensordatenanalyse in der Logistik beschrieben. Anschließend wird die entwickelte 3D Ob-jekterkennungsmethode für universelle Stückgüter in ungeordneten Packszenarien beschrieben. Danach wer-den die Ergebnisse der Evaluation mit realen und simulier-ten Sensordaten dargestellt. Abgeschlossen wird der Beitrag mit einer Zusammenfassung sowie einem Ausblick über weiterführende Forschungsarbeiten im Gebiet der 3D-Objekterkennung von Stückgütern.
2 3D-Bildverarbeitung in der Logistik
Im Gegensatz zu gewöhnlichen Farb- oder Grauwertbil-dern repräsentieren Punktwolken räumliche Informatio-nen über sichtbare Oberflächen in einer Szene. Sie stellen somit Entfernungsmessungen in einem bekannten Refe-renzkoordinatensystem, üblicherweise dem Sensorkoordi-natensystem, zu den Objekten in einer Szene dar. Abbil-dung 1 zeigt ein Beispiel für eine Punktwolke eines virtu-ellen Packszenarios in einem Container. Für die Erstellung von Punktwolken gibt es verschiedene optische Mess-technologien, die für unterschiedliche Anwendungen geeignet sind. Zwei Messtechnologien, die für logisti-schen Anwendungen geeignet sind, sind TOF und Trian-gulation. Das TOF Verfahren misst Entfernungen durch die Mes-sung der Lichtlaufzeit, die ein vom Sensor ausgesendetes optisches Signal von der Emittierung bis zur Detektion des reflektierten Signals benötigt. Anhand der ermittelten Zeit wird für die zurückgelegte Strecke die Distanz zu dem Objekt bestimmt. Beispiele für TOF Sensoren in Automati-sierungslösungen für logistische Anwendungen sind Laserscanner und TOF Kameras. Neben der Verwendung für automatische Entladeroboter [3], werden Laserscanner auch bei der Konturenvermessung von Paletten, für die
3D-OBJEKTERKENNUNG VON HETEROGENEN STÜCKGÜTERN IN UNGEORDNETEN PACKSZENARIEN Dipl.-Inform Hendrik Thamer, Henning Kost, Daniel Weimer M. Eng., Prof. Dr.-Ing. Klaus-Dieter Thoben, Prof. Dr.-Ing. Bernd Scholz-Reiter
135

Kollisionsvermeidung von zellularen Fördersystemen [5] sowie bei der Entwicklung von sicheren Lösungen für die Integration von fahrerlosen Transportsystemen in logisti-sche Arbeitsumgebungen im Außenbereich eingesetzt [6]. Im Gegensatz zu Laserscanner erzeugen TOF Kameras Entfernungsinformationen mit einer festgelegten Auflö-sung in einer einzigen Aufnahme. In der Logistik werden sie ebenfalls bei der Konturenvermessung [7] sowie bei der Detektion von Paletten und den zugehörigen Gabel-freiräumen für die automatische Handhabung von Palet-ten durch Gabelstapler verwendet [8]. Die Grundfunktionsweise der Triangulationsmessverfah-ren besteht darin, dass ein Messpunkt von zwei Positio-nen mit festem und bekanntem Abstand erzeugt wird. Aus der bekannten Länge zwischen den Messpositionen und den ausgesendeten Lichtstrahlen wird ein Dreieck aufgestellt, von dem alle Winkel und die Länge einer Seite bekannt sind. Dadurch kann die Position des dritten Eckpunktes berechnet und somit der Abstand zum Messpunkt bestimmt werden. Zu Triangulationsver-fahren gehört unter anderem das Messverfahren des strukturierten Lichtes. Ein Beispiel für einen Sensor, der nach der Funktionsweise des struk-turierten Licht arbeitet, ist der Microsoft Kinect Sensor bzw. der ASUS Xtion Pro Sensor. Neben Tiefeninformati-onen liefert er zusätzlich ein 2D Farbbild, das direkt mit den Tiefendaten überlagert wird. Es stehen also für jeden Punkt der Punktwolke auch Farbinformationen zur Verfü-gung. Diese Art der Daten werden auch RGB-D Daten bezeichnet. Die Einsatztauglichkeit des gegenüber den anderen vorgestellten Sensoren relativ preisgünstigen Sensors in logistischen Prozessen wird aktuell in mehreren Forschungsansätzen sowie Projekten evaluiert. Beispiele für Einsatzmöglichkeiten des Sensors liegen in der Lade-raumüberwachung für eine optimierte Routenplanung [9] sowie bei der Entwicklung von Virtual Reality Anwendun-gen in Rahmen von Planungs- und Schulungssystemen für technische Logistiksysteme [10]. Zudem existieren For-schungsansätze neben den Entfernungsinformationen auch die Farbinformationen zu verwenden, um bspw. die Segmentierung bei der Objekterkennung von gestapelten Stückgütern zu verbessern [11]. Eine Charakterisierung unterschiedlicher 3D Sensortechnologien für logistische Anwendungen kann Stoyanov et al. entnommen werden [12].
3 3D-Objekterkennung von Stückgütern
Die Entwicklung einer 3D Objekterkennungsmethode für ungeordnete Stückgüter ist aufgrund der Verdeckungen und der resultierenden Teilansichten der Stückgüter eine große Herausforderung. Besonders hohen Einfluss auf die Güte der Objekterkennung hat der vorgeschaltete Seg-mentierungsschritt. Hier werden alle Punkte, die den Hintergrund und Containerwände darstellen aus der Punktwolke entfernt. Somit bleiben nur noch Punkte, die Stückgüter repräsentieren in der Punktwolke übrig. Der im Rahmen dieses Beitrages präsentierte Ansatz geht von der Prämisse aus, dass sich die relevanten Stückgüter-formklassen als eine Menge unterschiedlich geformter Oberflächen mit bestimmten charakteristischen geometri-schen Beziehungen beschreiben lassen. Quaderförmige Objekte lassen sich bspw. als eine Menge planarer Ober-flächen beschreiben. Zylindrische Objekte bestehen aus einer zylindrischen sowie einer planaren Oberfläche. Sackförmige Stückgüter hingegen bestehen aus einer elliptisch geformten Oberfläche und zwei zylindrischen Oberflächen, die die Ränder eines Sackes darstellen. Ab-bildung 2 stellt die drei Stückgütermodelle dar.
Abbildung 2: Modelle der unterschiedlichen Stückgüterarten
Die unterschiedlichen Oberflächenarten lassen sich mittels der Hauptachsenkrümmung anhand von zwei Parametern beschreiben. Um die einzelnen Oberflächenarten in der Punktwolke eines Packszenarios zu identifizieren, muss die Punktwolke erneut in einzelne Regionen mit konstan-ter Krümmung segmentiert werden. Anschließend kön-nen die Regionen zu einer bestimmten Oberflächenart kategorisiert werden. Im finalen Verarbeitungsschritt werden aus den einzelnen detektierten Oberflächenarten die Stückgüter rekonstruiert. Da bei dieser Vorgehenswei-se auch Stückgüter konstruiert werden, die real nicht in dem Packszenario vorhanden sind, werden die Stückgüter mit der besten Bewertung der Objekterkennung ausge-
Abbildung 1: a) Virtuelles Packszenario b) Blickfeld des Sensors c) Simulierte Punktwolke d) Simuliertes Tiefenbild Foto: Eigene Darstellung [4]
136

wählt. Abbildung 3 visualisiert die grundlegenden Ar-beitsschritte der vorgeschlagenen Methode.
Abbildung 3: Systemarchitektur
3.1 Segmentierung
Nach der Vorverarbeitung der gesamten Punktwolke sind nur noch die Punkte, die die Stückgüter beschreiben vorhanden. Diese werden in der Segmentierung in einzel-ne Regionen unterteilt, so dass ein Einpassen von Ober-flächen möglich ist. Hierfür werden zunächst die Oberflä-chennormalen von allen Punkten berechnet mit einer Nachbarschaftsgröße von 20 Nachbarn pro Punkt. Der Ansatz zur Berechnung ist von Rusu et al. übernommen [13]. Die nachfolgende Segmentierung besteht aus zwei einzelnen Verarbeitungsschritten. Zunächst wird die Punktwolke anhand einer graphbasierten Segmentierung angelehnt an die Methode von Felzenszwalb und Hutten-locher durchgeführt [14]. Hierbei wird die Punktwolke in einen gewichteten Graphen unterteilt. Der resultierende Graph besteht aus mehreren Subgraphen, wobei die Punkte eines Subgraphen ähnlich hinsichtlich eines Merkmales, hier der Unterschied der Oberflächennorma-len, sind. Gegenüber anderen Subgraphen unterscheiden sie sich jedoch sehr stark. Speziell bei sackförmigen Stückgütern reicht die Güte der Segmentierung allerdings nicht aus, so dass beim Einpassen einer Oberfläche ho-hen Fehlerwerte resultieren. Daher wurde eine weitere Segmentierung basierend auf einem Region Growing Verfahren durchgeführt. Ausgehend von dem Punkt eines Segmentes mit dem niedrigsten Krümmungswert und der
Punkte in der Nachbarschaft wird eine Oberfläche einge-passt. Anschließend werden iterativ alle Punkte dem Segment hinzugefügt, deren Abstand zu der eingepass-ten Oberfläche unterhalb eines vordefinierten Schwell-wertes liegt. Dieser Prozess wird solange wiederholt bis der mittlere Abstand der Punkte zu der Oberfläche nicht weiter minimiert werden kann. Abbildung 4 zeigt eine Punktwolke eines beispielhaften Packszenarios an dem die Ergebnisse der Segmentierung visualisiert werden.
Abbildung 4: Punktwolke eines beispielhaften Packszenarios
Abbildung 5 zeigt die Ergebnisse der graphbasierten Segmentierung mit dem Felszenswalb-Huttenlocher Algo-rithmus.
Abbildung 5: Ergebnisse der graphbasierten Segmentierung
Die einzelnen Segmente werden jeweils durch eine eigene Farbkennzeichnung dargestellt. Abbildung 6 zeigt die Ergebnisse der Nachsegmentierung mit dem Region Gro-wing Ansatz.
Abbildung 6: Ergebnisse der Nachsegmentierung
137

Hierbei ist ersichtlich, dass die Punktwolke weiter aufge-teilt wurde und aus Segmenten mit konstantem Krüm-mungsverlauf besteht. Diese sind die Basis für die nach-folgende Einpassung der Oberflächenstücke. Diese wird mittels des Levenberg-Marquardt Algorithmus durchge-führt. Eine detaillierte Beschreibung der Oberflächenein-passung kann Thamer et al. entnommen werden [4]. Abbildung 7 zeigt das Ergebnis der Oberflächeneinpas-sung für das Beispielszenario.
Abbildung 7: Ergebnis der Oberflächeneinpassung
Anhand der Anordnung und relativen geometrischen Beziehungen der einzelnen Oberflächen zueinander wer-den im folgenden Objekterkennungsschritt die Stückgüter erkannt.
3.2 Objekterkennung
Für die Rekonstruktion der Stückgüter aus der Menge der Oberflächen wird erneut ein Graph erzeugt. Jede Oberflä-che stellt dabei einen Knoten des Graphen dar. Für jedes Paar benachbarter Oberflächen werden zwei Kanten, für jede Richtung eine, erzeugt. Nach Erzeugung des Gra-phen werden die Stückgüter anhand der Struktur des Graphen erzeugt. Dabei wird für jeden Knoten die be-nachbarten Knoten untersucht und mit den Stückgüter-modellen verglichen. Abbildung 8 stellt die Erzeugung eines Graphen anhand eines Beispielszenarios dar.
Abbildung 8: Erzeugung des Graphen anhand der detektierten Oberflächen
Da bei diesem Vorgehen auch Stückgüter detektiert wer-den, die real nicht in dem Packszenario vorhanden sind, wird ein finaler Auswahlverarbeitungsschritt durchge-führt. Die Bewertung der Güte der Objekterkennung basiert dabei auf der Anzahl der Punkte, die sich in der Nähe der eingepassten Oberflächen befinden sowie des mittleren Abstandes der Punktwolke zu der Oberfläche. Dabei haben solche Punkte einen negativen Einfluss auf die Bewertung, die sich innerhalb eines Stückgutkandida-ten befinden. Stückgutkandidaten deren Bewertung unterhalb eines vordefinierten Schwellwertes liegt, wer-den aus der Menge der Kandidaten entfernt. Falls sich zwei detektierte Stückgüter überschneiden, wird das Stückgut mit der geringeren Bewertung verworfen. Ab-bildung 9 zeigt das Ergebnis der Objekterkennung für das beispielhafte Packszenario.
Abbildung 9: Ergebnis der Objekterkennung
Dabei ist ersichtlich, dass nicht alle Stückgüter des Bei-spielszenarios erkannt werden. Allerdings sind nur dieje-nigen Stückgüter relevant, die ein automatisches Entlade-system auch kollisionsfrei aus dem Container entnehmen kann. Diese werden in dem Beispiel korrekt erkannt. Nach der Entladung eines Stückgutes wird das Packszenario erneut sensorisch erfasst und die Anwendung der Ob-jekterkennungsmethode wird erneut durchgeführt.
138

4 Evaluation
Die im Beitrag beschrieben Objekterkennungsmethode wurde mit 54 realen sowie 54 simulierten Packszenarien evaluiert. Für die realen Sensordaten wurde ein SCIK LMS500 Laserscanner verwendet, der auf einem Neige-modul montiert ist. Die realen Sensordaten wurden ma-nuell gekennzeichnet, so dass eine automatische Auswer-tung möglich ist. Zusätzlich beinhaltet die Kennzeichnung auch, ob das Stückgut für ein automatisches Entladesys-tem greifbar ist. Die Hauptanforderung an die Objekter-kennungsmethode ist möglichst alle greifbaren Stückgü-ter in dem Packszenario zu erkennen. Die simulierten Sensordaten wurden mit einer am BIBA entwickelten Simulationssoftware [15] generiert. Diese Daten werden automatisch gekennzeichnet, so dass eine manuelle Kennzeichnung nicht notwendig ist. Die Evaluation der Objekterkennungsmethode wird an-hand der Kriterien Präzision und Sensitivität durchgeführt [16]. Die Präzision beschreibt den Anteil der richtigen Detektion (TP true positives) im Verhältnis zu den Detekti-onen von Stückgütern, die nicht real in dem Packszenario vorhanden sind (FP false positives). Die Sensitivität ist ein Maß für den Anteil an TP im Verhältnis zu den real vor-handenen und nicht durch die Methode detektierten Stückgütern (FN false negatives). Bei der Sensitivität wird zudem noch zwischen allen Stückgütern und den für ein automatisches Entladesystem greifbaren Stückgütern unterschieden. Zudem wurde für die Verbesserung der Laufzeit der Methode, die Einpassung der Oberflächen teilweise auf den Grafikkartenprozessor (GPU) mit Hilfe von CUDA ausgelagert. Tabelle 1 fasst die Ergebnisse der Evaluation zusammen. Bei den simulierten Daten konnten 83% der greifbaren Stückgüter korrekt erkannt werden. Insgesamt konnten 74% aller Stückgüter in den Packsze-narien korrekt erkannt werden. Zusätzlich war bei beiden Sensordaten in jeder Szene mindestens ein greifbares Stückgut korrekt detektiert worden. Der Einsatz von CUDA führte zu einer deutlichen Steigerung der Laufzeit der Methode. Auch der Anteil von FP war in beiden Test-datensätzen relativ gering.
5 Zusammenfassung
In diesem Beitrag wurde eine 3D Objekterkennungsme-thode für unterschiedliche Stückgüterformen in ungeord-neten Anordnungen vorgestellt. Die Methode detektiert unterschiedlich geformte Oberflächen in einer Punktwol-ke eines Packszenarios. Aus der Menge der Oberflächen wird mit Hilfe eines Graph die Stückgüter rekonstruiert. Die Evaluation der Methode bestätigte
das große Potenzial des Ansatzes. Optimierungspotenzial existiert bei der Laufzeit der Methode. Ein Ansatz wäre weitere Verarbeitungsschritte auf die GPU auszulagern, um die Taktzeit eines automatischen Entladesystems zu verbessern. Auch könnte durch die Hinzunahme weiterer Sensortechnologien, wie RFID oder Kamerabilder, die Segmentierung verbessert und damit die Güte der Ob-jekterkennung weiter optimiert werden.
6 Literatur
[1] Uriarte, C., Burwinkel, M., Gorldt, C.: Trends der Objekterkennung von Robotiksystemen in Lo-gistikfabriken - Von der zustandsbasierten Erken-nung zum Objekttracking. In: Michael, S.; Zadek, H.; Richter, K.; Seidel, H. (Hrsg.): 15. Magdebur-ger Logistiktagung - Effiziente und sichere Logis-tik., Magdeburg, 2010, S. 51-59.
[2] Echelmeyer, W., Kirchheim, A., Lilienthal, A.J., Akbiyik, H., Bonini, M.: Performance indicators for robotics systems in logistics applications. IROS Workshop on Metrics and Methodologies for Autonomous Robot Teams in Logistics, 2011.
[3] Echelmeyer, W., Wellbrock, E., Rohde, M.: Devel-opment and Optimisation of a Robot-based Sys-tem for Automated Unloading of Packages out of Transport Units and Containers. CIRP International Conference on Intelligent Compuation in Manu-facturing Engineering, 2008, S. 512-519.
[4] Thamer, H., Kost, H., Weimer, D., Scholz-Reiter, B.: A 3D-Robot Vision system for automatic un-loading of containers. IEEE 18th Conference on Emerging Technologies & Factory Automation, 2013, S.1–7.
[5] Kamagaew, A., ten Hompel, M.: Method of col-laborative detection of autonomous transport vehicles based on laser rangefinder data. Logistics Journal Nr. 10, 2013.
[6] Toben, T., Eilers, S., Kuka, C., Schweigert, S., Winkelmann, H., Ruehrup, S.: Safe Autonomous Transport Vehicles in Heterogeneous Outdoor Environments. Leveraging Applications of Formal methods, Springer Berlin-Heidelberg, 2012, S. 61-75.
Daten Sensitivität greifbar Sensitivität gesamt Präzision Laufzeit (s) Laufzeit CUDA (s) Simuliert 0.83 0.74 0.86 17.95 11.45 Laserscanner 0.81 0.65 0.77 10.83 7.12
Tabelle 1: Ergebnisse der Evaluation der Objekterkennungsmethode
139

[7] Weichert, F., Skibinski, S., Stenzel, J., Prasse, C.: Automated detection of euro pallet loads by interpreting PMD camera depth images. Logistics Research Nr.2-3, 2013, S. 99-118.
[8] Kleinert, S, Overmeyer, L.: Using 3D camera tech-nology on forklift trucks for detecting pallets, Distributed Intelligent Systems and Technologies, 2012, S. 55-62.
[9] Borstell, H., Cao, L., Richter, K.: Mobile Monitor-ing of Loading Space Using 3D-Sensors for Real Time Route Planning. Logistikmanagement, 2013.
[10] Kammergruber, F.: Mobiles Virtual-Reality-System zur Planung und Schulung in der Logistik, Disser-tation, Technische Universität München, 2013.
[11] Müller, C.A., Pathak, K., Birk, A.: Object Recogni-tion in RGBD Images of Cluttered Environments Using Graph-Based Categorization with unsuper-vised learning of shape-parts. IEEE International Conference on Intelligent Robots and Systems, 2013, S. 2248-2255.
[12] Stoyanov, T., Mojtahedzadeh, R. Andreasson, H., Lilienthal, A.J.: Comparative Evaluation of Range Sensor Accuracy for Indoor Mobile Robotics and Automated Logistics Applications. Robotics and Autonomous Systems, 61(10), 2013, S. 1094-1105.
[13] Rusu, R. B.: Semantic 3D Object Maps for Every-day Manipulation in Humand Living Environments, Dissertation, Technische Universität München, 2009.
[14] Felzenswalb, P.F., Huttenlicher, D.P.: Efficient Graph-Based Image Segmentation, International Journal of Computer Vision, 59, 2004, S. 167-181.
[15] Thamer, H., Weimer, D.: Software simuliert Senso-rik, 3D-Bildverarbeitung für die Logistikautomati-sierung, Hebezeuge + Fördermittel, Nr.5, 2013, S.252-254.
[16] Fawcett, T.: An introduction to ROC analysis, Pattern Recognition Letters, 27(8), S. 861-874.
140

NEUE TRENDS BEI LOGISTIK-3D-SOFTWARETOOLS FÜR DIE PLANUNG - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Ing. Herbert Beesten Dipl.-Ing. Klaus Hanisch tarakos GmbH, Magdeburg
141

Dipl.-Ing. Herbert Beesten
tarakos GmbH, Mitgründer und Geschäftsführender Gesellschafter
1973
1979
1979
1985
1991 – 1997
1998 – 2000
2000 – 2014
Facharbeiterabschluss als Starkstromelektriker an der Fahrleitungsmeisterei der Deutschen Bundesbahn in Münster
Abschluss als Dipl.-Ing Elektrotechnik / Automatisierungstechnik.an der FH-Münster, Preis für hervorragende Abschlussarbeit im Bereich neuer PC-Messtechnik für alternative Energieanlagen
Gründung und Mitinhaber der Firma GEEM GbR für Messtechnik für alternative Energieanlagen und Automatisierungstechnik in Havixbeck
Geschäftsführender Gesellschafter der Folgefirma Innotech Microelectronic GmbH für Prozessvisualisierung und Sensorik im Münsterland
Geschäftsführender Gesellschafter der Innotech Mikrolelektronik GmbH und Übernahme von Aufgaben im Konzern Windhoff AG, Rheine, Mitarbeit in VDE/VDI Arbeitskreisen für Visualisierungstechnik
Freier Berater für Vertrieb/Marketing im Bereich der Automatisierungstechnik
Mitgründer und Geschäftsführender Gesellschafter der tarakos GmbH in Magdeburg, Entwicklung und Vermarktung von Virtual-Reality-Softwaretools für Logistik- und Produktionsplanung sowie 3D-onlineVisualisierung in der Automatisierungstechnik
LEBENSLAUF
142

Dipl.-Ing. Klaus Hanisch
tarakos GmbH, Vertrieb und Projektleitung
1987
2000
2000 – 2007
2007 – 2012
Seit 2012
Abschluss der Berufsausbildung zum Maschinen- und Anlagenmonteur im VEB Waggonbau Dessau
Abschluss Maschinenbaustudium an der Otto-von-Guericke-Universität Magdeburg
Softwareentwicklung, tarakos GmbH
Softwareentwicklung und Projektleitung, tarakos GmbH
Vertrieb und Projektleitung, tarakos GmbH
LEBENSLAUF
143

1 Ausgangssituation 1.1 Anwender / Nutzer
Logistiksysteme werden von Fachleuten aus den Berei-chen Produktion, Materialfluss und Fabrikplanung konzi-piert. Zu einem frühen Zeitpunkt werden dazu bei kom-plexen Intralogistik-Projekten unterschiedliche Ideen für eine Lösung entwickelt, basierend auf Erfahrung und den konkreten Anforderungen. Neben den räumlichen Gege-benheiten sind dabei die Leistungsparameter, wie zum Beispiel die Durchsatzwerte, Lauf- und Kommissionie-rungszeiten, unter unterschiedlichen Belastungs- und Störungsszenarien zu untersuchen. Durch Veränderungen an dem zu planenden Logistik-System und der Ermittlung und Dokumentation der Ergebnisse erfolgt eine sukzessi-ve Annäherung an eine funktionell- und kostenoptimierte Anlage. Um diesen Planungsprozess effektiv zu unterstützen, werden Softwaretools eingesetzt, hier beispielhaft nach Verwendungszweck aufgeführt. In den Klammern sind einige dafür gebräuchliche Softwaretools genannt:
Präsentation: (PowerPoint) Layoutplanung: ( VISIO, AutoCAD) Visualisierung / Animation: (SketchUp, 3Dmax) 3D-Layoutplanung: (Mircostation, Inventor) Kosten- und Durchsatzberechnung: (Excel) Durchsatzsimulation: (DOSIMIS, AutoMOD, PlantSimulati-on)
Diese Softwaretools werden entlang folgender Projekt-entwicklungsstufen eingesetzt:
A: Grobe Anlagenvarianten werden im Ideenstadium entworfen, aus denen ein Konzept / eine Anlagenphilo-sophie entwickelt wird, die den Anforderungen gerecht werden könnte, um dann Raum- und Kostenbedarf abzu-schätzen.
B: Konzentration auf ein oder zwei Anlagentypen mit konkreter Planung hinsichtlich der Leistung, Überprüfung mit einfacher Kalkulation.
C: Fassung des endgültigen Konzeptes mit einfacher 2/3-D-Layoutplanung, konkrete Kostenberechnung und Zeit-planung.
D: Entscheidung zur Umsetzung/Investition ggfls. mit Aufbereitung der Entscheidungsgrundlagen in 3D-
Animationen und Simulation, Erstellen von Ausschreibun-gen und Angeboten.
E: Konkrete Ausführungsplanung für Mechanik, Elektrik, Gebäude und Software. ggfls. virtuelle Inbetriebnahme.
D: Realisierung des Gesamtprojektes, Inbetriebnahme, Abnahme.
Entlang dieser Projektstufen kommen die vorher genann-ten Softwaresysteme mehr oder weniger zum Einsatz. Je komplexer die logistische Aufgabenstellung, desto wichtiger ist der Logistikspezialist und mächtiger die Softwaretools, und umso mehr ist der CAD-Konstrukteur und/oder der Programmierer gefragt. Ideal wäre die Vereinigung dieser Kompetenzen in einer Person, um schnell zu einem Ergebnis zu kommen und Kommunikationsaufwand und -verluste zu vermeiden. Da logistisches Knowhow und Erfahrung für die Planung unumgänglich sind, sollte der Logistiker in die Lage ver-setzt werden, entlang den vorgenannten Projektentwick-lungsschritten mit möglichst einer Software zügig und wirtschaftlich zu arbeiten. Dies gilt umso mehr, wenn die Anteile der Projekte groß sind, die aus den verschiedensten Gründen nicht bis zur Ausführungsplanung gelangen.
1.2 Lösungsansatz
Software wird generell heutzutage mit vielen Funktion und hoher Leistungsfähigkeit immer breiter eingesetzt und kann von "Normalverbrauchern" angewendet wer-den. Beispiele dafür sind Smartphones, iPad, Office-Programme, genau so wie PC-Spiele oder Flugbuchungs-programme.
Dem Bediener helfen Technologien / Funktionen wie:
– Touchscreen mit intuitive Multitouch-Bedienung;– spezielle Apps mit vorbereitete Funktio-
nen/Bibliotheken;– Drag & Drop;– 3D-Darstellung als Animation;– Virtual Reality Technologie, auch bekannt aus
PC-Spielen;– stereoskopische 3D-Darstellung (3D-Brille);– Analyseprogramme;– anwenderspezifische Funktionen als Makro, für
Funktionen, die mehrfach genutzt werden.
NEUE TRENDS BEI LOGISTIK-3D-SOFTWARETOOLS FÜR DIE PLANUNG Dipl.-Ing. Herbert Beesten, Dipl.-Ing. Klaus Hanisch
144

Abbildung 1: Planungssoftware mit Touchscreen-Bedienung mit grafischen Buttons für intuitive Bedienung.
Foto: tarakos GmbH, Magdeburg
Es sind bei aktuellen Softwaretools Trends zu erkennen, wie diese Technologien/Funktionen innerhalb von Logis-tik-Planungssoftware sinnvoll verwendet werden, so dass es möglich ist, dem Logistikfachmenschen, der kein Pro-grammierer und 3D-Konstrukteur ist, eine effektive Un-terstützung zu bieten.
2 Trends in der Praxis
Ein deutlicher Trend ist die »dynamische 3D-Darstellung« in allen Spielarten. Der Anwender kann sich in seiner individuellen projektspezifischen virtuellen Anlage »frei« bewegen. Die Verwendung von 3D-Videos für Präsentati-onszwecke nimmt stark zu.
Die Adaption von Techniken aus dem Consumer- und PC-Entertainmentbereich, wie z.B. populäre Programmober-flächen, ist ein weiterer Trend bei gleichzeitiger Verwen-dung von handelsüblichen Spiele-Notebooks/PCs.
Beim »taraVRbuilder 2014« handelt es sich um ein 3D-Virtual-Realty-Programm, mit dem bis zu einem bestimm-ten Detaillierungs- und Simulationsgrad logistische Anla-gen geplant werden. Logistiker bevorzugen Software-tools, mit denen sie mit Hilfe einer Software schon viele Planungsaufgaben erledigen können, da in vielen Fällen bis zu einem bestimmten Planungsstand eine dezidierte finale Ausführungsplanung und Tiefensimulation nicht notwendig ist.
2.1 Apps – oder Zusatzprogramm
Kompatibilität und Interoperabilität mit anderen Pro-grammen ist wichtig, damit der Logistiker Daten von seinen Kollegen problemlos übernehmen oder an sie übergeben kann. Durch die Vielfalt der verwendeten Systeme ist die Nutzung von genormten Datenformaten oder Quasi-Standards immer mehr üblich, so dass direkte Importe z.B. im Virtual-Reality VRML-2 / X3D nach ISO oder im 3ds-Format möglich sind. Übernahme finden Daten z.B. aus den 3D-Programmen SketchUp oder Au-todesk-3Dmax.
Verwendung finden auch Zusatzprogramme, die neben der Formatkonvertierung durch Polygonreduzierung und Strukturoptimierung, die Größe des 3D-Files erheblich reduzieren, was wichtig ist, wenn man relativ große An-lagen noch performant zeigen möchte.
Wenn ein 3D-Modell schon existiert (im Hause des Pla-ners, bei einem Kunden oder Lieferanten), wird so Auf-wand gespart.
Werte, die z.B. schon in Tabellenform in Excel existieren, können übernommen (z.B. Quellen) und andererseits Ergebnisse, wie z.B. Durchsätze in Excel-Format, abge-speichert und in der »Officewelt« weiter verwendet wer-den. Dies gilt auch für die automatisch erstellten Bauteil-listen, die dann anschließend in einem ERP- oder Kalkula-tionssystem weiter Verwendung finden.
In den letzten Jahren wird die Datenübernahme in beiden Richtungen zunehmend im XML-Format oder für die virtuelle Inbetriebnahme in AutomationML realisiert.
2.2 Bedienung
Da die Anwender in der Vergangenheit oft unterschiedli-che Software-Sozialisierungen erfahren haben, geht trendige Software immer mehr auf diese verschiedenen Bedürfnisse ein.
Die Bedien- und Bibliothekselemente werden als Button mit detaillierten Grafiken angeboten, so dass hier die Sprache nicht mehr im Vordergrund steht.
Dass Sprachen trotzdem bei bestimmten Eingabedialogen wichtig sind, wird deutlich, da neben Deutsch, Englisch und Spanisch, der Logistiker auch mit Russisch/Kyrillisch und Chinesisch/Mandarin in der Sprache abgeholt wird, in der er arbeitet.
Neben der »traditionellen« Bedienung per Maus und Tastatur kommt der Touchscreen immer mehr in Mode. Durch Tipp- und Wischbewegungen direkt auf dem Moni-tor können z.B. per »Drag & Drop« Elemente positioniert werden und/oder Förderstrecken durch Fingerzeig ge-streckt werden. Snap-Funktionen, z.B. beim Anbau ver-schiedener Regalbediengeräte, sind sehr hilfreich, wenn die Feinmotorik und das taktile Empfinden noch nicht so ausgebildet sind.
Bei großen Touchscreens mit ca. 55" bis 60" sind die Handhabung und die Anforderungen an die Feinmotorik weniger hoch. Diese Art von Bedienung und Präsentation eignet sich sehr gut auf Messen und zur Ausbildung von Gruppen.
145

Die Umschaltmöglichkeit in den »Game-Mode« unter-stützt die Navigation in der 3D-Welt. Ein virtuelles Durch-wandern lassen 3D-Mäuse oder Gamepads zu. Aber auch virtuelle »Rendelrädchen« zur Navigation, die per Maus oder direkt auf dem Touchscreen »gedreht« werden können, sind hilfreich. Der Anwender sucht sich so seine »Lieblingsbedienungsart« aus.
2.3 Anzeigen – Präsentation
Eine eindrucksvolle Präsentation und erfolgreiche Vermitt-lung der Planungsergebnisse, ob für firmeninterne Zwe-cke, zur Kommunikation mit Planern oder Lieferanten, bis hin zur endgültigen Investitionsentscheidung, werden immer wichtiger.
Die wachsenden Ansprüche an die Darstellung der virtuel-len Welt werden mit der Verfügbarkeit von großen und hochauflösenden Monitoren erfüllt. FullHD mit 1920 x 1090 Pixel ist da schon fast »Pflicht«, am besten mit LCD-Technik und LED-Hintergrundbeleuchtung. In den Startlö-chern steht die 4K-Technik mit bis zu 4090 x 2304 Pixel. Dabei muss beachtet werden, dass bei Echtzeit-Rendering, bei dem sich der Betrachter in "Echtzeit durch eine virtuelle Szene bewegt, die Anforderungen an Rech-ner und Grafikkarte proportional steigt. Hierzu reicht ein »einfaches Spiele-Notebook« nicht mehr aus.
Abbildung 2: Ein großer Touchscreen-Monitor in FullHD (hier ca. 60"-Diagonale) bietet eine gute Bildqualität für eine Prä-
sentation vor Gruppen. Foto: tarakos GmbH, Magdeburg
Das gleiche gilt für die Darstellung über moderne Beamer, die zwar eine hohe Auflösung und Lichtstärke haben, allerdings nicht die Bildqualität wie die vorgenannten Monitore liefern, dafür deutlich weniger kosten.
Bieten Monitor und Beamer eine hohe Bildfrequenz (60 … 100 Hz), eine spezielle 3D-Anschaltung, und ermög-licht die 3D-Grafikkarte des Rechners eine stereoskopi-sche Ausgabe, ist das 3D-Erlebnis fast perfekt. Man benö-tigt dann eine Shutterbrille, die aktiv über ein Infrarotsig-
nal mit der Bildwiedergabe synchronisiert wird. Aber Achtung: Jeder Betrachter braucht eine Shutterbrille, die mit ca. 70 …90 EUR zu Buche schlägt. Der Raum / die Umgebung sollte möglichst abgedunkelt sein. So taucht der Logistiker in die von ihm geplante virtuelle Welt ein.
Abbildung 3: Mit dem Head-Display OCULUS Rift besteht die Möglichkeit, in virtuelle 3D-Logistikwelten einzutauchen.
Foto: tarakos GmbH, Magdeburg
Der neuste Trend, auf der letzten CeMAT 2014, der erst an zwei Ständen zu sehen war, ist das "Head-Display" OCULUS Rift. Zum Zeitpunkt der Erstellung dieses Artikels (Juni 2014) wird die OCULUS für Softwareentwickler als Development Kit I angeboten. Im Juli 2014 soll die OCU-LUS Rift DK II herauskommen und Ende 2014 als kosten-günstiges Consumer Produkt OCULUS Crystal bereitge-stellt werden.
Neben dem Preis(ca. 300 US $) ist die einfache Handha-bung beeindruckend, wenn auch die Auflösung (je Auge ca. 1000 x 500 Pixel) und Bildqualität nicht an die o.g. Flachbildschirme herankommt.
Dafür ist der Blickwinkel, also das, was das Auge beim Blick nach vorn erfasst, fast so wie »im wahren Leben«. Durch das integrierte Head- und Positions-Tracking (ent-sprechend den Kopfbewegungen wird das stereoskopi-sche Bild nach Blickrichtung für den Betrachter nachge-steuert, so dass er immer den richtigen perspektivischen Blick einnimmt) kann sich der Betrachter in der VR-Szene in alle Richtungen umschauen und bewegen. Er fühlt sich inmitten der geplanten Anlage, die Immersion, das Ein-
146

tauchen in die virtuelle Welt, wird durch den stereoskopi-schen 3D-Effekt noch zusätzlich verstärkt.
3 Zusammenfassung
Zur Unterstützung und Absicherung der Logistikplanung und deren Präsentation ist der Trend zu attraktiven dy-namischen 3D-Darstellungen ungebrochen.
Lag in der Vergangenheit die Einsatzschwelle hoch, weil es kompliziert und teuer war, projektspezifischen virtuel-len 3D-Logistic-Content zu erzeugen, so kann heute der Logistiker selbst seine Planungsideen umsetzen und über-prüfen und hat zugleich ein Medium, die Ergebnisse zu vermitteln.
Die Entwicklung geht dahin, dass der Logistiker bis zu einem bestimmten Planungsstand nur ein Softwaretool einsetzt, das leicht zu bedienen ist.
Dafür kommen bei der Erstellung moderne Software- und Bedienungstechnologien zum Einsatz, wie Drag & Drop, Touchscreen, diverse Eingabegeräte, wie 3D-Maus oder Joystick, die auch aus dem PC-Entertainment Bereich bekannt sind.
Abbildung 4: Neue3D- Perspektiven Foto: tarakos GmbH, Magdeburg
Bei den Darstellungen beindrucken große LCD-LED Bild-schirme mit hoher Auflösung und sehr guter Bildqualität und nicht zuletzt das Head-Display OCULUS Rift / Crystal, um tief in die 3D-Logistik-Welt einzutauchen.
Weitere Informationen unter: www.tarakos.de
4 Marken/Produktnamen
taraVRbuilder © tarakos GmbH PowerPoint, VISIO, Excel © . Microsoft OCULUS Rift / Crystal © OCULUS VR AutoCAD, Inventor, 3Dmax © Autodesk Microstation © Bentley
PlantSimulation © SIEMENS DOSIMIS3 © SDZ GmbH SketchUp © Trimble Navigation
147

STEIGERUNG VON EFFIZIENZ UND AGILITÄT IN LOGISTIK-PROZESSEN DURCH NEUE TECHNOLOGIEN AM BEISPIEL VON BERÜHRUNGSLOSEN ZUGANGSSYSTEMEN - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Prof. Dr.-Ing. Christian Butz Beuth Hochschule für Technik Berlin
Dr.-Ing. Claudia Nagel KIWI.KI GmbH, Berlin
149

Prof. Dr.-Ing. Christian Butz
Beuth Hochschule für Technik Berlin, Professor für Logistik
2002
2007
2007 – 2010
2008 – 2010
Seit 2010
Promotion, Technische Universität Berlin, Bereich Logistik
Habilitation, Technische Universität Berlin, Bereich Logistik
Privatdozent Technische Universität Berlin, Bereich Logistik
Senior Consultant und Leiter Forschung und Weiterbildung, 4flow AG, Berlin
Professor für Logistik, Beuth Hochschule für Technik, Berlin
LEBENSLAUF
150

Dr.-Ing. Claudia Nagel KIWI.KI GmbH, Gründerin und Geschäftsführerin Operations, Technik & Finanzen
1997 – 2002 2002 – 2003 2003 – 2004 2008 2004 – 2013 Seit 2013
Studium der Fachrichtung Wirtschaftsingenieurwesen an der Technischen Universität in Berlin Bombardier Transportation, Analyst im Bereich Group Strategic Initiatives DEA in Logistik und Organisation an der Université de la Méditerranée (Aix-Marseille II) in Frankreich Promotion an der Technischen Universität Berlin, Fachrichtung Verkehrs- und Maschinensysteme Unternehmensberaterin bei McKinsey & Company mit dem Branchenschwerpunkt Transport- und Logistik Geschäftsführerin der KIWI.KI GmbH für die Bereiche Operations, Technik & Finanzen
LEBENSLAUF
151

1 Abstract
Die Logistik hat sich mit ihrer zunehmenden Prozessorien-tierung in der jüngeren Vergangenheit von einer funktio-nalen und operationellen Aufgabe hin zu einem festen Bestandteil der strategischen Planung entwickelt.1 Haupt-aufgabe ist es nicht mehr ausschließlich, Waren möglichst schnell und effizient vom Versender zum Empfänger zu transportieren, sondern darüber hinaus Informationsströ-me zu organisieren, Netzwerke zu planen und Prozesse zu optimieren. Gleichzeitig kommt die Forderung nach einer höheren Agilität auf. Logistiksysteme müssen sich heute innerhalb kürzester Zeit flexibel an neue Nachfragesituati-onen und Bedarfsschwankungen anpassen können. Bedingt durch diese neuen Aufgaben haben vor allem im Handel, der Konsumgüterindustrie, der industriellen Ferti-gung und in der Distributionslogistik Identifikationsverfah-ren wie der Barcode und Prozessbeschleuniger wie auto-matisierte Lagertechnologien Einzug gehalten.2 Zukünftig liegt das Hauptaugenmerk zunehmend auf automatisier-ten Technologien zur Identifikation und Ortung von Per-sonen oder Gegenständen, um Prozesse exakter steuern und dokumentieren zu können. Eine besondere Stellung nimmt dabei zukünftig die Radio Frequency Identification (RFID) Technologie ein. Vorranging besteht in Produkti-ons- und Transportprozessen der Wunsch und auch zu-nehmend der Bedarf eine lückenlose Verfolgung der Waren zu ermöglichen.3 Die primären Ziele bei der Ein-führung von RFID in der Logistik sind die Automatisierung und Beschleunigung manueller Prozesse sowie die mögli-che Realisierung von Kostensenkungspotenzialen. Zusätzlich kann die lückenlose Verfolgung von Objekten und Personen den gestiegenen Sicherheitsanforderungen in Unternehmen Rechnung tragen. Systeme zur Identifika-tion von Personen dienen z. B. in der Mehrzahl der Zu-trittskontrolle zu Gebäuden oder Veranstaltungen. Bei aktuell eingesetzten Systemen spielen Themen wie Kom-fort und Zeit eine eher untergeordnete Rolle – es wird also nicht ausreichend betrachtet, wie durch eine intelli-gente Implementierung Zeit in der Ausführung von Lo-gistikprozessen reduziert und damit Kosten gesenkt wer-den können. Auch finden solche Systeme in Bereichen außerhalb der Zutrittskontrolle bisher kaum Anwendung.
1 Vgl. Stabenau, (2008), S. 26.2 Vgl. Finkenzeller (2008), S. 1.3 Vgl. IDTechEx, (2005).
Der Nachweis des Beitrages der RFID-Technologie zur Effizienzsteigerung von Prozessen oder zu einer höheren Agilität des Gesamtsystems konnte bisher nicht eindeutig quantifiziert und nachgewiesen werden – weder in kürze-ren Prozesszeiten noch in gesparten Euro.
2 Der RFID-Markt in Deutschland
Die hohe Wachstumsrate der letzten Jahre wurde vor allem durch die steigenden Bedarfe nach RFID-Produkten in der Logistikbranche, dem Transportwesen, dem öffent-lichen Bereich und dem Einzelhandel beeinflusst. Ihr An-teil wird mit rund 60 Prozent beziffert. In den vergange-nen Perioden war es vor allem die Automobilbranche, die als wichtigster Nachfragesektor im RFID-Bereich fungierte. Bis zum Jahr 2015 wird sie bei gleichbleibender Entwick-lung diese Position jedoch an den Einzelhandel abgeben.4 Insbesondere der hohe Bedarf an passiven RFID-Tags in der Textilbranche zeigt hier Wirkung. Dieser lag im Jahr 2012 bei etwa 1 Mrd. Stück, bei einem weltweiten Ge-samtabsatz von 3,98 Mrd. Tags. Damit wurden 1,05 Mrd. Tags mehr verkauft als noch im Jahre 2011 (2,93 Mrd.).5 Zu einem bedeutenden Wachstumstreiber könnte sich nach aktuellen Einschätzungen von IDTechEx Ltd. die Verbreitung von intelligenten Verpackungen (e-Verpackungen) mit integrierten passiven RFID-Trans-pondern entwickeln.6 Wie Abbildung 1 verdeutlicht, entfiel bereits im Jahr 2011 der weitaus größte Anteil am RFID-Gesamtmarkt auf den Absatz von passiven RFID-Tags.
Abbildung 1: Struktur des RFID-Marktes im Jahr 2011 in Anlehnung an Kalliwoda Research GmbH (2012), S. 9
4 Vgl. ABI Research (2012).5 Vgl. Kalliwoda Research GmbH (2012), S. 9 und IDTechEx Ltd. (2012).6 Vgl. IDTechEx Ltd. (2013).
STEIGERUNG VON EFFIZIENZ UND AGILITÄT IN LOGISTIKPROZESSEN DURCH NEUE TECHNOLOGIEN AM BEISPIEL VON BERÜHRUNGSLOSEN ZUGANGSSYSTEMEN Prof. Dr.-Ing. Christian Butz, Dr.-Ing. Claudia Nagel
152

Der deutsche RFID-Markt ist in seiner Gesamtheit sehr stark fragmentiert. So erfolgt die Herstellung der Mikro-chips durch eine geringe Anzahl sehr großer Unterneh-men wie Infineon, während Zulieferer z.B. für die Inlays zumeist mittelständisch geprägt sind. Im Segment RFID-bezogener Servicedienstleistungen und der Systemin-tegration (Hardware- und Softwareintegration) sind so-wohl Großunternehmen wie Siemens und die IBM Deutschland GmbH vertreten als auch zahlreiche KMU. Organisiert hat sich die Branche im Industrie- und Wirt-schaftsverband Association of Identification Manufac-turers für Deutschland, Österreich und Schweiz (AIM-D).7 In dem Verband sind neben einigen Großunternehmen vorwiegend KMU vertreten.8 Nachfolgend wird am Beispiel der Integration einer neuar-tigen RFID-basierten Zugangskontrolle in bestehende Logistikprozesse eines Entsorgungsunternehmens diese Lücke adressiert. Es wird nachgewiesen, wie der Einsatz dieser Technologie nicht nur die Prozesszeit senkt, son-dern gleichzeitig positiv auf die Prozessqualität und -sicherheit wirkt, sowie neuartige Möglichkeiten zur Pro-zessgestaltung in Hinblick auf eine gesteigerte Agilität eröffnet. 3 Vorstellung des neuartigen RFID-basierten
Zugangssystems der Firma KIWI.KI KIWI.KI hat eine Lösung geschaffen, die RFID-Technik mit moderner Software kombiniert und so das Öffnen von Türen in Wohnhäusern ohne Schlüssel einfach und kom-fortabel macht. Das Grundprinzip: Ein tragbarer Trans-ponder – genannt Ki – verbleibt in der Tasche des Trägers. Die Hauseingangstür erkennt diesen in einem Radius von 1 – 3 Metern und entriegelt das Schloss durch automati-sches Aktivieren des Türsummers. Im Zentrum des Ansatzes steht dabei die Anonymisierung der Schlüsselnutzung, um auszuschließen, dass über das KIWI-System nachvollziehbar ist, wer wann eine Tür ge-öffnet hat. Für die zugrundeliegende Technologie hat das Unternehmen ein Patent beantragt. Wichtig ist, dass alle bisherigen Schlüssel auch nach der Installation des Systems weiterhin funktionieren. Mieter und Dienstleister, die KIWI nicht nutzen möchten, können auch weiterhin ihre bisherigen Schlüssel verwenden. Das schlüssellose Zugangssystem KIWI besteht aus vier Komponenten: – RFID-Transponder (Produktname: »Ki«); – Türsensor als Lesegerät inklusive Antenne; – Gateway; – Infrastruktur zur Verwaltung der Zutritte und Daten.
7 Vgl. AIM-D e.V. (2013a). 8 Vgl. BMWi (2006), S. 6.
Abbildung 2: Transponder Ki
Den Ki trägt der Nutzer bequem in der Tasche. Dieser ersetzt den herkömmlichen Schlüssel. Befindet sich der Ki in Sensorreichweite, wird er für wenige Millisekunden aktiv und sendet eine Zufallszahl an den Türsensor. Er ist lediglich für den kryptografischen Handshake mit dem Türsensor zuständig. Der Türsensor wird im Klingelpaneel der Haustür installiert und über die Klingelanlage mit Strom versorgt. Der Sen-sor empfängt die Signale eines autorisierten Ki, sobald sich dieser in seiner Reichweite von etwa ein bis drei Metern („Ki-Zone“) befindet, und sendet wiederum eine Zufallszahl zurück.
Abbildung 3: Türsensor
Beide Zufallszahlen werden vom Sensor mit dem eigenen Secret Key verschlüsselt. Über die KIWI Infrastruktur liegt auf dem Sensor eine Liste der zulässigen Ki vor. Dadurch ist es technisch nicht möglich, dass Dritte zurückverfolgen können, welcher Ki zu einem bestimmten Zeitpunkt eine Tür geöffnet hat. Ist der Ki autorisiert, wird der Türöffner betätigt. Die Verbindung zur KIWI Infrastruktur wird mittels eines Gateways hergestellt, das in etwa jedem 5. Haus instal-liert wird. Über eine SIM-Karte erhält es regelmäßig die Ki-Listen und stellt diese den Türsensoren per 868 MHz Funkschnittstelle verschlüsselt zur Verfügung.
153

Abbildung 4: Gateway
Das Herzstück von KIWI.KI ist die Infrastruktur zur Verwal-tung der Zutritte im Gesamtsystem. KIWI.KI bietet Zugang als Service – den Service, die Haustür zu öffnen und dies bequem über zu verwalten. Über eine Webplattform können Berechtigungen für Ki für Türen vergeben wer-den. So kann beispielsweise die Hausverwaltung Entsor-gern zu deren üblichen Arbeitszeiten Zugang gewähren oder entziehen, oder ein Bewohner kann seinen Gästen oder der Putzkraft die Türöffnung ermöglichen. Die Platt-form wird als Cloudlösung angeboten, muss nirgendwo installiert oder verwaltet werden und bietet allen Teil-nehmern bequeme und nutzerfreundliche Interaktion. Der Türsensor ist so konzipiert, dass er mit nahezu allen Klingelanlagen kompatibel ist. Kompatibel sowohl vom Format her als auch im Hinblick auf die diversen – und oft unterbrechungsgeplagten – Stromversorgungen und Spannungen sowie für unterschiedliche Ansteuerungen.
4 Integration des Systems in bestehende Logistikprozesse am Beispiel eines Entsor-gungsunternehmens
Entsorgungsunternehmen haben in vielen größeren Städ-ten Schlüssel zu allen Häusern, da sie die Tonnen selbst aus den Höfen holen. Die Schlüsselverwaltung stellt dabei eine große Herausforderung dar. In Berlin ist bei Entsor-gungsunternehmen bei jeder Tour ein Mitarbeiter auf dem Wagen, der im Wesentlichen für das Türöffnen zuständig ist. Je routinierter dieser ist und je besser er seinen Schlüsselbund und seine Häuser kennt, desto schneller verläuft die Tour. Für die Entsorger ist zudem die Verwaltung der Schlüssel sehr aufwändig. Deshalb be-rechnen einige Entsorger eine jährliche Schlüsselgebühr in Höhe von 55,20 EUR je Schlüssel. Alternativ können Schlüsseltresore installiert werden, zu denen Entsorger Generalschlüssel besitzen, so z.B. für die BSR in Berlin. Das Öffnen der Tresore ist jedoch ebenfalls aufwendig: Öffnen, Schlüssel herausnehmen, Tür öffnen, Schlüssel zurücklegen, Tresor verschließen.
Abbildung 5: Vergleich der Schlüssellösungen für einen Entsorgungsdienstleister
Durch die Installation des kontaktlosen elektronischen Zugangssystems der Firma KIWI.KI auf einer Route des Entsorgungsunternehmens ALBA mit insgesamt mehr als 100 Ladestellen in Berlin werden folgende nachgewiese-nen Effizienzsteigerungen erzielt:
– Kürzere Entsorgunsgzeit je Verladestelle, da die Zeitfür Schlüsselsuchen und Aufschließen der Haustürentfällt;
– Höhere Sicherheit, da der Zugang zu Entsorgungs-zwecken nur temporär möglich ist, außerhalb dieserZeiten der elektronische Schlüssel jedoch gesperrtist;
– Wegfall des Schlüsselmanagements für diese Tour,da sämtliche 100+ physischen Schlüssel durch eineneinzigen elektronischen Schlüssel ersetzt werden;
– Flexible Routenanpassung, da die Abhängigkeit vonder Schlüsselübergabe aufgebrochen wurde. Dies er-laubt insbesondere eine hoch agile, tagesgenaueAnpassung und erhöht somit die Auslastung beigleichzeitiger Absenkung der verkehrlichen Belas-tung im urbanen Raum;
– Nachweis der Leistungserbringung für den Versorgerdurch Erfassung des Durchtrittszeitpunktes.
Wesentliche Herausforderung für die Realisierung dieser Prozessoptimierung ist die erfolgreiche Integration der neuen Zugangstechnologie in den bestehenden Logistik-prozess. Hierbei wurden insbesondere folgende Erfolgskri-terien identifiziert: eine positive Potentialbewertung hinsichtlich Zeit und Kosten, eine einfache Umsetzung und die methodische einwandfreie Erfolgsmessung der Integration. Dabei waren folgende Schritte erfolgskritisch:
– Analyse und Bewertung der Eignung der techni-schen Lösung für den Logistikprozess und die quali-tative Erstabschätzung der Nutzeneffekte;
– Entwicklung eines Prozessmodells für den Anwen-dungsbereich zur Visualisierung der Arbeitsschritteund Engpässe;
154

– Definition von Prozessszenarien und Entwicklungeines Katalogs zur Gewährleistung der Informations-sicherheit in den definierten Szenarien;
– Auswahl einer geeigneten Methode zur Identifikati-on der Potenziale und zum quantifizierbaren Nach-weis der Wirtschaftlichkeit und Effizienz hinsichtlichZeiten und Kosten der eingesetzten Technologie;
– Schrittweiser Einführungsprozess, der eine früheErfolgsmessung bei gleichzeitiger kontinuierlicherProzessadjustierung bietet.
Entlang dieser Schritte und der angewandten Methodik kann die neue Technologie zukünftig auf weitere logisti-sche Anwendungsfälle übertragen und deren Nutzen schnell bewertet werden. Naheliegende Anwendungsfälle sind hierbei die Nutzung des Zugangssystems durch wei-tere Dienstleister, wie Post- oder Paketzusteller, das Ge-bäudemanagement oder Lieferdienste sowie die Auswir-kungen auf die Notfalllogistik am Beispiel der Feuerwehr. Insbesondere für die Postzusteller ergibt sich ein erhebli-cher Mehrwert, da diese anders als die Entsorger jedes Haus nicht im wöchentlichen oder zweiwöchentlichen Rhytmus, sondern täglich betreten. Zudem birgt der He-bel der Routenflexibilität hier zusätzliches Potenzial, da das Briefvolumen unterwöchentlich stark schwankt, je-doch die Route im aktuellen Zustellprozess jeden Tag identisch ist, was nicht zuletzt der Notwendigkeit des physischen Schlüssels geschuldet ist. Hier ergeben sich in der Zukunft deutliche Opportunitäten durch neue Tech-nologien wie des beschriebenen Zugangssystems.
5 Datensicherheit und Datenschutz
Bedingt durch den sehr hohen informationstechnischen Vernetzungsgrad der RFID-Technologie ist ein gesonderter Fokus auf die Gewährleistung von Datensicherheit und Datenschutz zu richten.9 Als Datensicherheit wird in die-sem Zusammenhang die Fähigkeit „eines Systems […] Schutzziele [wie] Authentizität, Verfügbarkeit, Datenin-tegrität und Vertraulichkeit [zu] gewährleisten [defi-niert].“10 Das Fraunhofer-Institut für sichere Informations-technologie (SIT) ergänzt diese Aufzählung zusätzlich um die Aspekte der Funktionssicherheit und Verbindlichkeit. Authentizität umfasst die Herkunftssicherheit von Sys-temkomponenten, gespeicherten Daten und Datenüber-tragungen.11 Kennzeichen der Verfügbarkeit eines Sys-tems sind zum einen die Gewährleistung des Zugangs und der Nutzung der Systemdienste für berechtigte Nut-zer und zum anderen die Unterbindung der Systemnut-zung durch unautorisierte Instanzen oder Individuen. Sind unautorisierte oder zufällige Datenveränderungen und -löschungen ausgeschlossen, gilt die Datenintegrität als
9 Ähnlich SIT, MES, TZI (2007), S. 19 f. 10 Maasem et al. (2013), S. 41. 11 Vgl. SIT, MES, TZI (2007), S. 19.
sichergestellt.12 Vertraulichkeit definiert sich durch einen ausreichenden Schutz von Daten z.B. durch kryptologi-sche Verschlüsselungstechniken und hardwaretechnische Schutzmaßnahmen. Eine störungsfreie Funktionsausfüh-rung aller Systemkomponenten durch geeignete Maß-nahmen wird unter dem Begriff der Funktionssicherheit zusammengefasst. Letztlich beschreibt die Verbindlichkeit in diesem Zusammenhang Maßnahmen und Verfahren, durch die getätigte Aktionen bestimmten Personen oder einem eingeschränkten Personenkreis nachträglich zuord-enbar sind.13
12 Vgl. Maasem et al. (2013), S. 41. 13 Vgl. SIT, MES, TZI (2007), S. 19.
155


GROUND HANDLING MANAGEMENT SERVICES: PROZESSOPTIMIERUNG FÜR SPEZIALISIERTE FLUGZEUGABFERTIGER - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Ing. (FH) Adem Sürek Lufthansa Engineering and Operational Services GmbH, Frankfurt
157

Dipl.-Ing. (FH) Adem Sürek
Lufthansa Engineering and Operational Services GmbH, Referatsleiter IT
1987 – 1991
1994 – 1998
1998 – 2001
Seit 2001
Studium der Elektrotechnik an der FH Darmstadt Fachbereich Elektrotechnik/Datentechnik
Vertriebs- und Support-Ingenieur bei Computer 73 GmbH
Anwendungsberater und Leiter Information Systems bei Tetra Pak GmbH
Referatsleiter IT bei Lufthansa LEOS GmbH
LEBENSLAUF
158

1 Hintergrund und Umfeld In Deutschland existieren 22 Verkehrsflughäfen, welche den internationalen Luftverkehr bedienen. Davon erreich-ten in 2012 14 Flughäfen jeweils ein jährliches Passagier-aufkommen von über zwei Millionen. Die drei größten Flughäfen sind Frankfurt, München und Düsseldorf: An diesen Drehkreuzen agiert eine große Anzahl verschiede-ner Dienstleister als Flugzeugabfertiger, die über erhebli-che Personal- und Geräteressourcen verfügen. Auch werden von mehreren auf Flughäfen spezialisierte IT-Dienstleistern Planungs- und Steuerungssysteme einge-setzt, die einerseits auf den gesamten Abfertigungspro-zess ausgerichtet sind, die andererseits jedoch die Anfor-derungen eines spezialisierten Dienstleisters nicht hinrei-chend abdecken. Denn zur Abfertigung von Verkehrs-flugzeugen an Flughäfen bedarf es einer Vielzahl von Teilvorgängen, die es pünktlich, sicher und kostenoptimal auszuführen gilt.
2 Herausforderung Die Herausforderung liegt dementsprechend in der Opti-mierung von vorfeldseitigen Abfertigungsprozessen, insbesondere an Großflughäfen. Hier werden aufgrund hoher Prozesskomplexität und hohen Kapitaleinsatzes bestimmte Teilprozesse von spezialisierten Betrieben durchgeführt. Zu den wesentlichen bodenseitigen Prozes-sen zählen bspw. die Gepäckabfertigung, die Be- und Entladung, das Ein- und Aussteigen, das Parken, die Flug-zeuginnenreinigung, das Flugzeugschleppen, die Flug-zeugenteisung, die Betankung, das Catering und der Passagiertransport. Hier kommen zum Teil sehr hochwer-tige Betriebsmittel wie Flugzeugenteiser, Flugzeugschlep-per, Busse oder Hubfahrzeuge zum Einsatz. 3 Lösungsansatz und Umsetzung Lufthansa LEOS hat als spezialisierter Dienstleister für Flugzeugschleppen und Crewtransport spezifische Prozes-se eingeführt und diese mittels einer eigenentwickelten modularen Software-Lösung optimiert. Wesentliche Steu-
Abbildung 1: Deutsche Flughäfen und Beispiele von Ground Support Equipment Foto: Lufthansa LEOS
GROUND HANDLING MANAGEMENT SERVICES: PROZESSOPTIMIERUNG FÜR SPEZIALISIERTE FLUGZEUGABFERTIGER Dipl.-Ing. (FH) Adem Sürek
159

erungs- und Betriebsdaten können somit flexibel und aufgabenbezogen verwendet und ausgewertet werden, z.B. Task Status, Workflow Planning, Technical Status,Damage Report, Billing Report.
Abbildung 2: Kernelemente im Wertstrom Foto: Lufthansa LEOS
Lufthansa LEOS kommt die Nähe zum Endkunden und das Wissen um dessen individuelle Bedürfnisse zu Gute. Durch das Customizing der von IT-Dienstleistern bereitge-stellten Standardsoftware können eigene und kunden-spezifische Anforderungen in deutlich kürzeren Zeiträu-men und zu deutlich geringeren Kosten realisiert werden. Die seitens LEOS vermarkteten Steuerungssysteme verfü-gen zudem über Clients (auch mobil in Form von Tab-lets/iPads), die genau auf die jeweiligen Bedürfnisse zuge-schnitten sind. Zusätzliche Schnittstellen, wie z.B. zwi-schen operativem Abfertigungsbetrieb und Werkstatt, ermöglichen einen deutlich verbesserten Informations-stand sowie schnellere Bearbeitungszeiten, d.h. eine höhere Gerätenutzung und eine verbesserte Zuverlässig-keit.
Die übergeordnete Zielsetzung lautet:
– Optimierung der Kommunikation zwischen derProzessbeteiligten
– Einsatz neuester Technologien (z.B.: Tablets, Smart-phones, Cloud, LTE)
– Einsatz von Algorithmen/Tools zur Optimieren vonRessourcen
– Hohe Transparenz der Prozesse für alle Beteiligtenund Steigerung der Dienstleistungs-Qualität undKundenzufriedenheit.
Abbildung 3: Lufthansa LEOS Ground Operation System Foto: Lufthansa LEOS
Viele Rahmenbedingungen sowie die Anforderungen aus dem Umfeld haben Einfluss auf die resultierenden Lö-sungsansätze für spezialisierte Dienstleister. So führte die Einführung von IT-Steuerungssystemen in einem konkre-ten Fall zu einer Kostenreduzierung um ca. 20 Prozent.
Abbildung 4: Fallbeispiel Kostenoptimierung Foto: Lufthansa LEOS
4 Zusammenfassung
Die weitere Liberalisierung für den Markteintritt von Ab-fertigungsdienstleistern an europäischen Flughäfen be-günstigt für spezialisierte Anbieter Teilprozesse zu bün-deln, insbesondere wenn dadurch hohe Investitionskosten und damit Risiken vermeidbar sind. Für die Integration und Optimierung von Teilprozessen wurden bei LEOS eigene, weit über den Standard hinaus gehende IT-Lösungen entwickelt und erfolgreich einge-führt.
160

AUTOMATISCHES VEREINNAHMUNGSSYSTEM IN INDUSTRIEWÄSCHEREIEN - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Math. Annegret Brandau Otto-von-Guericke-Universität Magdeburg
Dr.-Ing. Frank Ryll Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF, Magdeburg
161

Dipl.-Math. Annegret Brandau
Otto-von-Guericke-Universität Magdeburg, Institut für Logistik und Materialflusstechnik
2002 – 2008
Seit 2008
2011 – 2013
Seit 2013
Diplomstudiengang Mathematik mit Nebenfach Physik an der Universität Konstanz
Wissenschaftliche Mitarbeiterin am Lehrstuhl Logistische Systeme des Instituts für Logistik und Materialflusstechnik der Otto-von-Guericke-Universität Magdeburg
Projektleiterin des AiF-Projektes: Entwicklung eines Gesamtkonzeptes für ein automatisiertes Sicherheitssystem in der Wäschereilogistik
Projektleiterin der OvGU für die Mitgliedschaft im Nemo-Netzwerk Laundry Robotics
LEBENSLAUF
162

Dr.-Ing. Frank Ryll Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF, Projektleiter
1988 1989 1992 1998 2008
Abschluss des Studiums der Betriebsgestaltung an der Technischen Universität Magdeburg. Schwerpunkte: Betriebsprojektierung, Instandhaltung, Produktionsplanung und -steuerung, Logistik Wissenschaftlicher Assistent an der Technischen Universität Magdeburg Projektant und Projektingenieur im Bereich Bautechnischer Brandschutz, Rauch- und Wärmeabzugsanlagen, Brandmelde- und Sicherheitsanlagen, verantwortlich für den technischen Service Wissenschaftlicher Mitarbeiter, Projektleiter und stellvertretender Geschäftsfeldleiter am Fraunhofer Institut für Fabrikbetrieb und -automatisierung IFF Magdeburg im Geschäftsfeld Logistik- und Fabriksysteme Promotion zum Doktoringenieur (Dr.-Ing.) an der Otto-von-Guericke-Universität Magdeburg mit dem Thema »Gestaltung einer zustandsorientierten Instandhaltungsstrategie auf der Grundlage einer erfahrungsbasierten Bewertung von Abnutzungsvorräten in technischen Anlagen«
LEBENSLAUF
163

1 Abstrakt
Hoher Marktdruck, Forderungen nach kundenindividuel-len Leistungsangeboten, steigende Preise für Rohstoffe und Energie, Lohnkosten sowie Auswirkungen der De-mografie zwingen Wäschereiunternehmen zu nachhaltig wirkenden Verbesserungen. Ein Weg ist die Informatisie-rung der klassischen Industrie, d.h. die Verbindung von Produktionstechnik und Informatik gemäß des Industrie 4.0-Leitgedankens zusammen mit integrierten Fähigkeiten zur Selbstorganisation, Selbstüberwachung und Kognition zur Erreichung von Unternehmenszielen. Industrielle Wäschereien sind in ihren Kernprozessen bereits heute hoch automatisiert (wie z.B. Taktwaschstra-ßen, Mangeln und Falt-Stapelmaschinen). Das enorme Leistungs-/ Effizienzsteigerungspotenzial in den Kernpro-zessen kann nur gehoben werden, wenn die logistischen Prozesse (wie z.B. Anlieferung, Handhabung, Lagerung, Kommissionierung und Expedition) adäquat weiterentwi-ckelt werden. Wesentliche technische Voraussetzungen zur Neugestaltung logistischer Prozesse sind in Form von Fördertechnik, Shuttle-Lager, Auto-ID-Technologien und Servicerobotern gegeben bzw. befinden sich in der Ent-wicklung zur Marktreife. Jedoch fehlt es hier immer noch an automatisierten Schnittstellen, die die verschiedenen Lösungen zu einer Gesamtheit verbinden. Speziell im Wareneingang einer Wäscherei sind einzelne Automati-sierungslösungen, wie Serviceroboter zum Transport und zur Sortierung in der Entwicklung und Erprobung. Auch die RFID-Technologie ist im Bereich der personifizierten Wäsche schon im Einsatz und im Flachwäschebereich erprobt und in der Marktreife, vgl. [1]. Deswegen ist Ziel des hier vorgestellten Projektes, die Automatisierung der händischen Logistikprozesse im Wareneingang durch Entwicklung eines automatischen Vereinnahmungssystem, welches in Echtzeit stückgenaue Informationen über den Bestand im Wareneingang liefert und eine Schnittstelle zu Servicerobotern darstellt. Die neu gewonnen Daten werden zu einer verbesserten pro-aktiven Produktionsplanung und -steuerung eingesetzt und bieten einen Mehrwert zur Steigerung der Effizienz in der Wäscherei. Das Projekt ist aus dem Nemo-Netzwerk »Laundry Robo-tics« heraus entstanden und befindet sich aktuell beim VDI/VDE Innovation + Technik in der Beantragungsphase. Partner des Projektes sind die Fa. Textilpflege Stralsund GmbH & Co. KG, die Fa. Quadus GmbH, die Fa. Pfahl Systemtechnik GmbH, die Fa. Provitec GmbH, das Fraun-hofer-Institut IFF Magdeburg und die Otto-von-Guericke-Universität Magdeburg.
2 Ausgangssituation
Unternehmen, die nicht wissen, welche und wie viele Rohstoffe sich im Wareneingang befinden, können ihre Produktion nur unzureichend planen. Hinzu kommt, dass der benötigte Rohstoff ein knappes Gut ist und nicht wie üblich bei einem Lieferanten bestellt, sondern vom Kun-den zur Aufbereitung zurückgegeben wird. Vor dieser Problemstellung stehen Industriewäschereien, deren Produktionsprozesse das Waschen, Mangeln bzw. Trock-nen, Falten und Stapeln und Rohstoffe verschmutzte Wäschestücke sind. Der Produktionsoutput sind kunden-spezifisch gefaltete und in Rollcontainern gestapelte saubere Wäschestücke. Durch das übliche Geschäftsmo-dell der Mietwäsche, ist die Wäscherei Eigentümer der Wäsche und somit immer in der Pflicht saubere Wäsche-stücke für ihre Kunden zur Verfügung zu haben. Um unter diesen Bedingungen bedarfsorientiert Waschen zu können, muss die Wäscherei den Bestand an ver-schmutzter Wäsche im Wareneingang stück- und sorten-genau kennen. Auf Grund der unzureichend automati-sierten Logistikprozesse im Wareneingang ist dies nur bedingt möglich. Die ganzheitliche Integration der RFID-Technologie in Flachwäsche hat dazu den ersten Schritt in die richtige Richtung getan, vgl. [1]. Waschaufträge werden meist nach Kunden sortiert gewa-schen und mit Erfahrungswissen der Mitarbeiter geplant und terminiert. Die ganzheitliche Einführung von RFID-Technologie im Rahmen des in 2013 erfolgreich abge-schlossenen AiF-KF-Projektes »Entwicklung eines Verfah-rens und der damit verbundenen logistischen Abläufe zum ganzheitlichen RFID-Einsatz im geschlossenen Wä-scherei-Kreislauf unter Einbeziehung der Prozessabläufe bei Großkunden« gefördert durch das Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlus-ses des Deutschen Bundestages »ZIM Zentrales Innovati-onsprogramm Mittelstand« macht es möglich, einzelne Wäschestücke zu verfolgen und die Wäschebestände im Wareneingang und im Lager zu überwachen. In Abbildung 1 ist der Wäschereikreislauf schematisch dargestellt und durch blau gekennzeichnete Antennen visualisiert, an welchen Stellen in der Wäscherei Identifi-kationspunkte für die RFID-Technologie einen Mehrwert an Daten über Wäschestücke liefert. Der Abschnitt zwi-schen der Sortierung und den Trocken- und Mangelberei-chen ist bis auf die Sortierungsstationen hoch automati-siert. Dieser lässt sich aber nur dann optimieren, wenn die
AUTOMATISCHES VEREINNAHMUNGS-SYSTEM IN INDUSTRIEWÄSCHEREIEN Dipl.-Math. Annegret Brandau, Dr.-Ing. Frank Ryll
164

Daten im Wareneingang aktuell und fehlerfrei sind. Der Prozess im Wareneingang ist geprägt durch einen niedri-gen Automatisierungsgrad und einer hohen Kontaminie-rungsgefahr. Durch die Vielzahl an händischen Prozessen, wie Entladung des LKW, Passieren des RFID-Gates (Identi-fikationspunkt 1), Einlagerung im Wareneingang, Ausla-gerung aus dem Wareneingang, Sortierung der Schmutzwäsche und Umschlag in die Taktwaschanlage (Identifikationspunkt 2), ist die Rate an fehlerhaften Handhabungen sehr hoch. Außerdem ist die zur Verfü-gung stehende Fläche sehr gering, so dass häufig Rollcon-tainer vor der Rampe auf dem Hof abgestellt werden. Auch ein optimiertes Lagerkonzept im Wareneingang fehlt völlig. Der Prozess des Passierens des RFID-Gates wird aktuell durch den LKW-Fahrer durchgeführt und darf nicht zu schnell erfolgen, da sonst die Leserate im Gate nicht mehr bei über 90% liegt. Auf Grund des Zeitdrucks der LKW-Fahrer während der Entladung, wird die Zeitvor-gabe für das Passieren nicht immer eingehalten und die Informationen über den Inhalt des Containers nicht aus-reichend erfasst. Dies führt zu einer schlechten Daten-grundlage für die Produktionsplanung und -steuerung. Außerdem wird auch keine Stellplatzoptimierung vorge-nommen, so dass häufig nicht klar ist, was in welchem Container wo steht. Dies ist aber gerade für Engpass-Artikel notwendig, wie z.B. Wärmedecken, da diese sehr teuer in der Anschaffung sind und bei dringendem Bedarf häufig als Eilaufträge vorgezogen werden.
3 Zielstellung
Ziel des Projektes ist die Entwicklung von Hard- und Soft-ware für ein vollautomatisch arbeitendes Vereinnah-mungssystems für Schmutzwäsche im Wareneingangsbe-reich industrieller Großwäschereien, verbunden mit der Entwicklung und Einführung neuer Werkzeuge für eine auf Kundenbedarfe und hohe Effizienz ausgerichtete
Produktionsplanung und -steuerung. Damit werden fol-gende Verbesserungen in der Wäscherei erreicht:
– Erhöhung des Automatisierungsgrades in der Logis-tik des Wareneingangs,
– Schaffung von Schnittstellen zu Servicerobotern fürden innerbetrieblichen Transport,
– Vereinfachung von Prozessen durch Zusammenfas-sen von Funktionen,
– Verbesserung der Produktionsplanung und-steuerung,
– Bedarfsgerechte Produktion durch Transparenz imAuftrags- und Lagerbestand,
– Bildung von Batch-Prozessen,– Verbesserung der Lieferfähigkeit bei Engpass-
Artikeln,– Steigerung der Effizienz in der Wäscherei,– Verbesserung der Auslastung der Waschstraßen,– Verkürzung der Durchlaufzeiten und– Reduzierung von Lager- und Umlaufbeständen.
Das automatische Vereinnahmungssystem ermöglicht die Generierung vorlaufender und vollständiger Informatio-nen über den Bestand an Schmutzwäsche hinsichtlich Kunden, Mengen und Sortimenten zusammen mit Anga-ben über die genaue Position von Containern im Waren-eingangsbereich und stellt diese der Produktionsplanung und -steuerung zur Verfügung. In Abbildung 1 ist der Bereich der Wäscherei rot gekennzeichnet in dem das Vereinnahmungssystem implementiert wird. Die blauen Pfeile kennzeichnen den Materialfluss, der die Entladung von Wäschecontainern, das automatische Fördern durch eine Vereinnahmungseinheit, die Übergabe der Wä-schecontainer an einen Transportroboter und deren au-tomatischen Transport in das Wareneingangslager bein-haltet. Die Informationsflüsse (rot dargestellt) ergeben sich in Richtung der Schmutzwäschesortierung (Anzahl
Materialfluss
Informationsfluss
Abbildung 1: Schematische Darstellung des Wäschereikreislaufs (eigene Darstellung)
165

und Reihenfolge der abzusortierenden Wäschecontainer) und zum Wäschelager und Kommissionierbereich (Be-stimmung der täglichen Produktionsmengen zur Befriedi-gung von Kundenbedarfen). Darüber hinaus existieren noch eine Reihe indirekter informeller Beziehungen, um die benötigten Kapazitäten an Maschinen, Personal und Ressourcen/Energie zur Abwicklung der Waschaufträge zu ermitteln.
4 Konzept des automatischen Vereinnah-mungssystems
Für die technische Ausführung des automatischen Ver-einnahmungssystems (Abbildung 2) existiert eine vorbe-reitende Konzeptstudie, die von den Projektpartnern im Zusammenhang mit der gemeinsamen Antragstellung erarbeitet wurde. Im Projekt sind die erforderlichen Hard- und Softwarekomponenten zu entwickeln und unter Praxisbedingungen zu erproben. In Anlehnung an den geplanten Materialfluss (Abbildung 2) von rechts hinten nach vorn links) sollen folgendeFunktionen realisiert werden:
– Tourenanmeldung,– Automatischer Transport von Wäschecontainern,– Automatische Vereinnahmung,– Identifikation des Containers,– Identifikation des Containerinhalts,– Stellplatzvergabe und –anzeige und– automatischer Weitertransport in das Warenein-
gangslager.
Zusätzlich dazu wird ein Management-Informations-system entwickelt, welches die Bildung optimierter Auf-tragsreihenfolgen von Waschaufträgen hinsichtlich meh-rerer Zielfunktionen unterstützt. Mittels mathematischer Optimierungsverfahren wird zunächst eine Reihenfolge (Szenario) vorgeschlagen und dann in einem Simulati-onsmodell eingelastet. Mittels Simulation werden die Ist-Kenngrößen des Szenarios ermittelt und mit den definier-ten Zielgrößen verglichen. In einem iterativen Prozess wird die Reihenfolge solange angepasst bis eine zufriedenstel-lende Zielerreichung gegeben ist. Zusätzlich wird das Reaktionsvermögen des Produktionssystems auf Störun-gen technischer Art (z.B. Ausfall einer Maschine) oder organisatorischer Art (z.B. zusätzliche Eilaufträge) ermit-telt und Vorschläge zu möglichen Maßnahmen unterbrei-tet.
4.1 Ereignisdiskrete Simulation zur Dimensionie-rung des automatischen Vereinnahmungssys-tem
Da das Vereinnahmungssystem in dieser Form noch nicht existiert, wurde als erster Schritt ein ereignisdiskretes Simulationsmodell erstellt. Mit Hilfe des Simulationsmo-dells ist es möglich die Dimensionierung der Pufferplätze vor und nach der Identifikationseinheit, sowie auch der Stellplätze im Lager vorzunehmen. In Abbildung 3 ist der erste Prototyp des Simulationsmodells abgebildet, bei dem die Rollcontainer als Material durch das System fließen. Die Anlieferung der Rollcontainer durch die LKW-Fahrer ist die Quelle des Modells und der Umschlag in die Waschmaschine bzw. Sortierung die Senke. Außerdem wird zusätzlich der Transport durch Serviceroboter zwi-
Container: 0130Stellplatz : 4
Abbildung 2: Konzept des automatischen Vereinnahmungssystem (eigene Darstellung)
166

schen dem automatischen Vereinnahmungssystem, dem Lager und dem Umschlag in die Waschmaschine abgebil-det. Dadurch kann zusätzlich die notwendige Anzahl an Transportrobotern bestimmt werden. Zur Verifizierung und Validierung des Modells wurden zusammen mit den Projektpartnern aggregierte Daten zur Anlieferung der Container pro Schicht, zum Durchsatz der Sortierung, zu den Entfernungen zwischen den Teilsyste-men und zur Geschwindigkeit und Batterieladezeit der Transportroboter ermittelt. Außerdem wurden Taktzeiten für die Vereinnahmungseinheit angenommen, die not-wendig sind, um den Tagesbedarf der Wäscherei zu erfül-len. Das Modell wurde mittels Analyse der Tracefiles und Vergleiche der Simulationsergebnisse mit den Ergebnissen der zuvor durchgeführten Überschlagsrechnungen verifi-ziert und validiert. Im nächsten Schritt werden zusammen mit der Wäscherei Textilpflege Stralsund reale Daten zur Dauer der Entladung der LKW, zum stündlichen Durch-satz der Rollcontainer an den verschiedenen Stationen und zu den Entfernungen der Teilsysteme vor Ort aufge-nommen. Damit kann die Validierung des Modells abge-schlossen und mit den Testszenarien zur Dimensionierung begonnen werden. Zur dynamischen Abbildung der Pro-zesse werden Wahrscheinlichkeitsverteilungen für die Abarbeitungszeiten und Durchsätze der einzelnen Prozes-se angenommen. Die Verteilungen werden mittels der real gemessenen Daten bestimmt.
4.2 Zusammenfassung
Durch die Entwicklung des hier vorgestellten automati-schen Vereinnahmungssystem wird die Informations-grundlage zur Produktionsplanung und -steuerung in der Wäscherei verbessert, die Automatisierung des Waren-eingangs in der Wäscherei vorangetrieben und eine Schnittstelle zu existierenden Automatisierungslösungen geschaffen. Dies führt zur Steigerung der Effizienz in der Wäscherei, der Verbesserung der Auslastung der Wasch-straßen, der Verkürzung der Durchlaufzeiten und der Reduzierung von Lager- und Umlaufbeständen. Durch das
Projekt wird die Vision Industrie 4.0 in klein- und mittel-ständische Unternehmen getragen und umgesetzt.
5 Literatur
[1] Brandau, Annegret, Ryll, Frank und Kühne, Lothar (2013). Ganzheitlicher RFID-Einsatz im Wä-schereikreislauf. WRP Wäscherei + Reinigungspra-xis, 12/2013, S. 50-52.
Vereinnahmungseinheit
Transport zum Lager Transport zur Sortierung
Lager SortierungAnlieferung
Abbildung 3: Ereignisdiskretes Simulationsmodell des automatischen Vereinnahmungssystem (eigene Darstellung)
167


FUTURETEX – EIN ZUKUNFTSMODELL FÜR TRADITIONSBRANCHEN IN DER VIERTEN INDUSTRIELLEN REVOLUTION - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Ing. Dirk Zschenderlein Sächsisches Textilforschungsinstitut e.V., Chemnitz
169

Dipl.- Ing. Dirk Zschenderlein
Sächsisches Textilforschungsinstitut e.V., Leiter Projektkoordination futureTEX
1983 – 1986
1988 – 1993
1993 – 2014
Seit 2014
Berufsausbildung zum Facharbeiter für Textiltechnik mit Abitur
Studium Technische Universität Chemnitz Fachrichtung Maschinenbau / Textiltechnologie
Textilforschungsinstitut Thüringen – Vogtland e.V. Greiz (TITV Greiz) Wissenschaftlicher Mitarbeiter
Seit 06 / 2001 Leiter Textiltechnologische Forschung Seit 07 / 2006 Leiter Forschung und Entwicklung
Sächsisches Textilforschungsinstitut e.V. Chemnitz (STFI Chemnitz) Leiter Projektkoordination futureTEX
LEBENSLAUF
170

1 Programm- und Projektziele 1.1 Förderprogramm des BMBF
»Zwanzig20 – Partnerschaft für Innovation«
futureTEX ist eines von zehn Konsortien, die im Rahmen des Förderprogrammes des BMBF »Zwanzig20 – Partner-schaft für Innovation« bis 2019 gefördert werden. Mit dem Programm werden folgende Ziele verfolgt:
– Bestimmung eines gesellschaftlich bedeutsamen undwissenschaftlich anspruchsvollen Zukunftsproblems,
– Bündelung wissenschaftlicher, technischer und un-ternehmerischer Kompetenzen zu neuen ostdeutsch-landweiten strategischen Allianzen,
– Umsetzung einer neuen Qualität der interdisziplinä-ren und branchenübergreifenden Kooperation.
1.2 Ziele von futureTEX
Im Projektkonsortium arbeiten wissenschaftliche Einrich-tungen, Unternehmen und Verbände an der Entwicklung wesentlicher Bausteine eines Zukunftsmodells für Traditi-onsbranchen. Die Bausteine des Zukunftsmodells werden in der Textilbranche, als eine dieser Traditionsbranchen in Sachsen, entwickelt und sollen hier zur Umsetzung ge-bracht werden. futureTEX verfolgt das Ziel, die führende Position bei der Umsetzung der vierten industriellen Revo-lution im Textilmaschinenbau und in der Textilindustrie zu erringen und damit bis 2030 das modernste textilindustri-elle Wertschöpfungsnetzwerk Europas aufzubauen. Dies wird durch die Entwicklung eines Zukunftsmodells für Traditionsbranchen unter Einbeziehung der Chancen und Möglichkeiten der vierten industriellen Revolution reali-siert. Es setzt sich aus verschiedenen Bausteinen zusam-men. Im Zukunftsmodell werden
– Ressourceneffiziente Prozesse und Kreislaufwirt-schaft,
– Kundenintegrierte Wertschöpfungsketten und– Textile Zukunftsproduktewesentliche Schwerpunkte darstellen.
Abbildung 1: Logo Projekt futureTEX
2 Organisation
Mit Beginn des Projektes futureTEX startete im Januar 2014 die 18-monatige Strategiephase um die grundle-gende Ausrichtung zu manifestieren. Daran schließt sich bis 2019 die Umsetzungsphase an, in der konkrete fachli-che Themen bearbeitet werden, ständig begleitet durch die Strategieweiterentwicklung. Entsprechend dem Programmcharakter versteht sich das Konsortium als ein offenes Netzwerk und ist interdiszipli-när zusammengesetzt, z.B. mit Partnern aus den Berei-chen Maschinenbau, Textilindustrie, Elektronik, Chemie, Umwelttechnik, Automobil, Informationstechnik. Das erste Treffen der Konsortialpartner fand im Februar 2014 in Chemnitz statt und widerspiegelte durch die Teilnahme von 240 Fachleuten verschiedenster Branchen das enorme Interesse am Projekt.
Abbildung 2: Plenum zur Auftaktveranstaltung von futureTEX am 18.02.14 in Chemnitz
Foto: STFI
Das Projektteam futureTEX unter Leitung von Dirk Zschenderlein bündelt zzt. alle Ideen und Maßnahmen zur Strategieentwicklung und erarbeitet die Roadmap. Entsprechend der Themenschwerpunkte wurden Fach-gruppen gebildet, die regelmäßig in Workshops und Meetings diskutieren. Resultierend daraus setzen die Partner im Rahmen von Verbundvorhaben Ideen um.
3 Vision
Nach der Vision von futureTEX, lässt sich der Stand nach Projektende 2020 wie folgt beschreiben: futureTEX hat eine führende Position bei der Umsetzung der vierten industriellen Revolution in der Textilindustrie
futureTEX - EIN ZUKUNFTSMODELL FÜRTRADITIONSBRANCHEN IN DER VIERTEN INDUSTRIELLEN REVOLUTION Dipl.-Ing. Dirk Zschenderlein
171

eingenommen und wird das modernste textilindustrielle Wertschöpfungsnetzwerk Europas aufbauen. Die Textilbranche gehört zu den Zukunftsindustrien der neuen Länder, insbesondere in Sachsen und Thüringen. In Umsatz- und Beschäftigungsentwicklung wurde eine Trendwende eingeleitet. Innovation, Qualität, Schnelligkeit, Service und Marken-vertrauen haben sich gegenüber dem früher bestimmen-den Faktor Preis durchgesetzt. Die Chancen der vierten industriellen Revolution wurden konsequent zur Flexibili-sierung und Individualisierung genutzt. Die Inbetriebnah-me der ersten Smart Factory in der deutschen Textilin-dustrie ist in vier bis fünf Jahren geplant. Der Wirtschafts-standort wurde für die Traditionsbranche gesichert und diese im Hochlohnland Deutschland attraktiv für junge Fachkräfte gestaltet.
4 Forschungsschwerpunkte 4.1 Ressourceneffizienz und Kreislaufwirtschaft
Ziel dieser Hauptforschungsrichtung ist es, entlang der textilen Kette neue energie- und materialsparende Tech-nologien zu entwickeln, Verschwendung in Herstellungs-prozessen zu minimieren bzw. zu eliminieren, den Recyc-linggrad und die Kreislaufführung durchgängig spürbar zu erhöhen, den Ausstoß umweltschädigender Gase und Flüssigkeiten zu senken, die Verwendung umweltschädi-gender Stoffe im Produkt zu vermeiden und die Nutzung nachwachsender Rohstoffe zu forcieren.
4.2 Kundenintegrierte flexible Wertschöpfungs-ketten
Hauptziel dieser Forschungslinie ist es, die Grundlagen für die Umgestaltung der textilindustriellen Wertschöpfungs-prozesse gemäß den Prämissen der vierten industriellen Revolution zu schaffen. Dabei erfolgt eine bewusste Kon-zentration auf die Schwerpunktthemen:
– Wege zu Smart Factories in der Textilindustrie, abge-leitet von speziell ausgesuchten Fallbeispielen;
– Durchsetzung des Fertigungsprinzips MassCustomization als Grundlage für kundenintegrierteWertschöpfungsprozesse;
– Entwicklung neuer Geschäftsmodelle.
4.3 Textile Zukunftsprodukte
Die größten Zukunftschancen für textile Werkstoffe liegen bei technischen Anwendungen. Die Aufgabe der Strate-gie-erarbeitung und -weiterleitung muss es sein, die am dynamischsten wachsenden Marktsegmente zu bestim-men. Aus heutiger Sicht bestehen in folgenden Bereichen außerordentlich hohe Wachstums- und Zukunftspotentia-le:
– Smart Textiles und gedruckte flexible Elektronik– Textile Systemlösungen für eHealth;– Textile Flächen als Funktionselement im Membran-
bau;– Hochleistungscomposites und Hybridwerkstoffe;– Technische Vliesstoffe;– Textilien für den Umweltschutz.
4.4 Wissens- und Ideenmanagement
Mit der Implementierung eines systematischen Wissens- und Innovationsmanagements soll der gesamte kreative Prozess von der Ideenfindung bis zum Forschungstransfer lebendiger, zielgerichteter und effektiver gestaltet wer-den. Die größte Herausforderung besteht dabei im Auf-bau eines professionellen Open-Innovation-Systems. Zugleich müssen die Maßnahmen und Methoden des Wissens- und Innovationsmanagements so entwickelt und in der Branche verankert werden, dass daraus auch neue Kompetenzen für eine wirksame und dauerhafte strategi-sche Arbeit entstehen.
– Effizienteres Ideenmanagement.– Offene Innovationskultur.– Erfolgreicher Ergebnistransfer.
4.5 Arbeitsorganisation und Nachwuchssicherung
Das Konzept „Industrie 4.0“ ist eng verbunden mit einem Paradigmenwechsel in der Mensch-Technik- und Mensch-Umgebungs-Interaktion. Dies führt zu neuen Formen der Arbeitsorganisation, die sich durch ein hohes Maß an selbstverantwortlicher Autonomie und dezentraler Füh-rung auszeichnen. Zugleich stellt der demografische Wandel völlig neue Anforderungen an die quantitative und qualitative Sicherung des beruflichen Nachwuchses. Schwerpunkte:
– Mensch-Technik-Interaktion;– Neue Organisationsmodelle;– Demografischer Wandel.
172


Prof. Dr.-Ing. habil. Wilhelm Dangelmaier, Heinz Nixdorf Institut, Universität Paderborn
Prof. Dr.-Ing. Bernd Hellingrath, Lehrstuhl für Wirtschaftsinformatik und Logistik, Westfälische Wilhelms-Universität Münster
Prof. Dr. habil. Béla Illés PhD, Lehrstuhl für Fördertechnik und Logistik, Universität Miskolc, Ungarn
Jun.-Prof. Dr.-Ing. André Katterfeld, Institut für Logistik und Materialflusstechnik, Otto-von-Guericke-Universität Magdeburg
Prof. E. h. Dr.-Ing. Gerhard Müller, Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF, Magdeburg
Hon.-Prof. Dr.-Ing. Klaus Richter, Institut für Logistik und Materialflusstechnik, Otto-von-Guericke-Universität Magdeburg, Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF, Magdeburg
Univ.-Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk, Institut für Logistik und Materialflusstechnik, Otto-von-Guericke-Universität Magdeburg, Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF, Magdeburg
Dipl.-Ing. Holger Seidel, Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF, Magdeburg
Univ.-Prof. Prof. eh. Dipl.-Wirtsch.-Ing. Dr.-Ing. Dr. h.c. Wilfried Sihn, Institut für Managementwissenschaften, Technische Universität Wien, Österreich
Prof. Dr.-Ing. habil. Zbigniew Antoni Styczynski, Institut für Elektrische Energiesysteme, Otto-von-Guericke-Universität Magdeburg
Prof. Dr.-Ing. Thomas Wimmer, Bundesvereinigung Logistik, Bremen
Univ.-Prof. Dr.-Ing. Hartmut Zadek, Institut für Logistik und Materialflusstechnik, Otto-von-Guericke-Universität Magdeburg
Prof. i. R. Dr.-Ing. h. c. Dietrich Ziems, Institut für Logistik und Materialflusstechnik, Otto-von-Guericke-Universität Magdeburg
Univ.-Prof. Dr. Helmut Zsifkovits, Lehrstuhl Industrielogistik, Montanuniversität Leoben, Österreich
PROGRAMMBEIRAT
174

AUTOREN
Beesten, Herbert, Dipl.-Ing.
tarakos GmbH
Werber-Heisenberg-Str. 1
39106 Magdeburg
Deutschland
Behrendt, Fabian, Dipl.-Wirtsch.-Ing.
Otto-von-Guericke-Universität
Magdeburg
Universitätsplatz 2
39106 Magdeburg
Deutschland
Beißert, Ulrike, Dr.-Ing.
Fraunhofer-Institut für Materialfluss und
Logistik IML
Joseph-von-Fraunhofer-Str. 2-4
44227 Dortmund
Deutschland
Brandau, Annegret, Dipl.-Math.
Otto-von-Guericke-Universität
Magdeburg
Universitätsplatz 2
39106 Magdeburg
Deutschland
Butz, Christian, Prof. Dr.-Ing.
Beuth Hochschule für Technik Berlin
Luxemburger Str. 10
13353 Berlin
Deutschland
Bücker, Carsten, Prof. Dr.-Ing.
BU Bücker Unternehmensgruppe GmbH
& Co. KG
Perkinsstraße 1
49479 Ibbenbüren
Deutschland
Cirullies, Jan, Dipl.-Logist. Dipl.-Kfm.
Fraunhofer-Institut für Materialfluss und
Logistik IML
Joseph-von-Fraunhofer-Str. 2-4
44227 Dortmund
Deutschland
Dittmer, Patrick, Dipl.-Wi.-Ing.
Pat.-Ing.
BIBA Bremer Institut für Produktion und
Logistik GmbH
Hochschulring 20
28359 Bremen
Deutschland
Dreier, Jörn, M. Eng., MBE
Universität Stuttgart
Holzgartenstraße 15B
70174 Stuttgart
Deutschland
Dreßler, Daniel, Dipl.-Logist.
Fraunhofer-Institut für Materialfluss und
Logistik IML
Joseph-von-Fraunhofer-Str. 2-4
44227 Dortmund
Deutschland
Fuss, Emanuel, Dipl. Wirt.-Ing.
Fraunhofer-Institut für Materialfluss und
Logistik IML
Joseph-von-Fraunhofer-Str. 2-4
44227 Dortmund
Deutschland
Gorldt, Christian, M.Sc.
BIBA Bremer Institut für Produktion und
Logistik GmbH
Hochschulring 20
28359 Bremen
Deutschland
Hanisch, Klaus, Dipl.-Ing.
tarakos GmbH
Werber-Heisenberg-Str. 1
39106 Magdeburg
Deutschland
Hinrichs-Stark, Wilko, Dipl.-Wirt.-
Ing.
Technische Universität Clausthal
Adolph-Roemer-Straße 2a
38678 Clausthal-Zellerfeld
Deutschland
Kaiser, Alexander, Dipl.-Wirtsch.-Ing.
Otto-von-Guericke-Universität
Magdeburg
Universitätsplatz 2
39106 Magdeburg
Deutschland
Keßler, Stephan, Dr.
Bayer Technology Services GmbH
Gebäude B610
51368 Leverkusen
Deutschland
Krause, Andreas, Dipl.-Wirtsch.-Ing.
(FH)
Technische Universität Chemnitz
Stauffenbergstraße 41
04600 Altenburg
Deutschland
Motta, Marco, Dipl.-Ing.
Fraunhofer-Institut für Materialfluss und
Logistik IML
Joseph-von-Fraunhofer-Str. 2-4
44227 Dortmund
Deutschland
Nagel, Claudia, Dr.-Ing.
KIWI.KI GmbH
Lehrter Strasse 17
10557 Berlin
Deutschland
Pflaum, Alexander, Prof. Dr. rer. pol.
Dipl.-Ing.
Fraunhofer-Institut für Integrierte
Schaltungen IIS
Nordostpark 93
90411 Nürnberg
Deutschland
Ramberg, Sebastian, Dipl.-Wirtsch.-
Ing.
BMW Group
Fürkhofstraße 12
81972 München
Deutschland
176

Ryll, Frank, Dr.-Ing.
Fraunhofer-Institut für Fabrikbetrieb
und -automatisierung IFF
Sandtorstraße 22
39106 Magdeburg
Deutschland
Sardesai, Saskia, Dipl.-Kffr.
Fraunhofer-Institut für Materialfluss und
Logistik IML
Joseph-von-Fraunhofer-Str. 2-4
44227 Dortmund
Deutschland
Schenk, Michael, Univ.-Prof. Dr.-Ing.
habil. Prof. E. h. Dr. h. c. mult.
Fraunhofer-Institut für Fabrikbetrieb und
-automatisierung IFF
Sandtorstraße 22
39106 Magdeburg
Deutschland
Schwede, Christian, Dipl.-Inf.
Fraunhofer-Institut für Materialfluss und
Logistik IML
Joseph-von-Fraunhofer-Str. 2-4
44227 Dortmund
Deutschland
Sürek, Adem, Dipl.-Ing. (FH)
Lufthansa Engineering and Operational
Services GmbH
60549 Frankfurt am Main
Deutschland
Sydow, Andre M. Sc., Dipl.-Wirt.-Ing.
Volkswagen AG
Konzernsteuerung IT
Kundenauftragsprozess
Brieffach 011/18130
38436 Wolfsburg
Deutschland
Thamer, Hendrik, Dipl.-Inform.
BIBA Bremer Institut für Produktion und
Logistik GmbH
Hochschulring 20
28359 Bremen
Deutschland
Veigt, Marius, Dipl.-Wi.-Ing.
BIBA Bremer Institut für Produktion und
Logistik GmbH
Hochschulring 20
28359 Bremen
Deutschland
Wehking, Karl-Heinz, Univ.-Prof.
Dr.-Ing. Dr. h. c.
Universität Stuttgart
Holzgartenstraße 15B
70174 Stuttgart
Deutschland
Wojanowski, Rico, Prof. Dr.-Ing.
Upside Invest GmbH & Co. KG
Anisweg 3
51109 Köln
Deutschland
Zadek, Hartmut, Prof. Dr.-Ing.
Otto-von-Guericke-Universität
Magdeburg
Universitätsplatz 2
39106 Magdeburg
Deutschland
Zschenderlein, Dirk, Dipl.- Ing.
Sächsisches Textilforschungsinstitut e.V.
Annabergstraße 240
09125 Chemnitz
Deutschland
177

IMPRESSUM
19. Magdeburger Logistiktage»Sichere und nachhaltige Logistik« 25. Juni – 26. Juni 2014, Magdeburg
Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Herausgeber: Univ.-Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk Sandtorstraße 22 | 39106 Magdeburg Telefon +49 391 4090-0 | Telefax +49 391 4090-596 [email protected] http://www.iff.fraunhofer.de
Umschlaggestaltung: Bettina Rohrschneider Redaktion: Dipl.-Wirt.-Inform. Oliver Meier, B.A. Annemarie Lunow, Iryna Kolomiichuk Titelfoto: Viktoria Kühne Fotos, Bilder, Grafiken: Soweit nicht anders angegeben, liegen alle Rechte bei den Autoren der einzelnen Beiträge.
Herstellung: Docupoint GmbH
Bibliografische Information der Deutschen Nationalbibliothek: Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.de abrufbar. ISSN 2196-7571
Alle Rechte vorbehalten Für den Inhalt der Vorträge zeichnen die Autoren verantwortlich. Dieses Werk ist einschließlich aller seiner Teile urheberrechtlich geschützt. Jede Verwertung, die über die engen Grenzen des Urheberrechtsgesetzes hinausgeht, ist ohne schriftliche Zustimmung des Verlages unzulässig und strafbar. Dies gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen sowie die Speicherung in elektronischen Systemen. Die Wiedergabe von Warenbezeichnungen und Handelsnamen in diesem Buch berechtigt nicht zu der Annahme, dass solche Bezeichnungen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und deshalb von jedermann benutzt werden dürften. Soweit in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien (z.B. DIN, VDI) Bezug genommen oder aus ihnen zitiert worden ist, kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen.
© 06/2014 Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Institut für Logistik und Materialflusstechnik an der Otto-von-Guericke-Universität Magdeburg