tai liieu huong dan su dung may han quang
TRANSCRIPT

Máy hàn cáp quang Type-37
TÀI LIỆU HƯỚNG DẪN SỬ DỤNG
Cảnh báo – Cho sự an toàn của người sử dụng
Đọc và làm theo quyển Hướng dẫn sử dụng để tránh các nguy hiểm như cháy , điện giật hoặc những tổn thương khác.
Chú ý quan trọng
Quyển sách này chứa đựng các thông tin quan trọng về giấy phép của chương trình phần mềm.
Đề nghị đọc kỹ trước khi sử dụng.
SUMITOMO ELECTRIC INDUSTRIES, LTD.
- 1 -

ĐỀ PHÒNG QUAN TRỌNG VỀ VẤN ĐỀ AN TOÀN
Sản phẩm này được thiểt kế và sản xuất theo các tiêu chuẩn đảm bảo an toàn cho người sử dụng. Sử dụng không đúng cách có thể gây ra cháy, điện giật hoặc các tổn thương khác cho người sử dụng. Đề nghị đọc thuộc những hướng dẫn cảnh báo trong quyển Hướng dẫn sử dụng này.
Chỉ sử dụng máy hàn cho những mục đích được chỉ định.
Ý nghĩa của những ký hiệu/biểu tượng
Trong quyến sách này, ký hiệu/biểu tượng được sử dụng để nhấn mạnh những cảnh báo hoặc đề phòng - nhằm mục đích giúp tránh những tai nạn có thể xẩy ra. Ý nghĩa của những ký hiệu/biểu tượng này là:
CẢNH BÁO
Ký hiệu/biểu tượng này dùng để thông báo khả năng nguy hiểm nghiêm trọng có thể xẩy ra. Nếu người sử dụng bỏ qua những cảnh báo này, sử dụng máy hàn không đúng theo hướng dẫn, có thể gây ra cháy, điện giật hoặc thậm chí gây tử vong.
ĐỀ PHÒNG
Ký hiệu/biểu tượng này dùng để thông báo khả năng nguy hiểm có thể xấy ra. Nếu người sử dụng bỏ qua những thông tin đề phòng này, sủ dụng máy hàn không đúng theo hướng dẫn, có thể gây ra tổn thương cho cơ thể hoặc làm hư hại máy hàn.
CẢNH BÁO
1. Không sử dụng nguồn điện có hiệu điện thế cao hơn hiệu điện thế chỉ định. Hiệu điện thế cao hơn có thể gây ra cháy hoặc điện giật.
2. Kiểm tra các thiết bị kết nối với máy hàn không vượt quá công suất cho phép. Máy hoạt động quá tải có thể gây ra cháy
3. Để tránh điện giật, nối dây nguồn của máy hàn vào ổ điện có dây nối đất.
4. Để tránh các rủi ro về cháy, điện giật hoặc hỏng máy, không để các chất lỏng như nước, các vật kim loại tiếp xúc bên trong máy hàn. Kiểm tra hơi nước ngưng tụ trong máy trước khi sử dụng. Nếu cần, làm khô máy hàn bằng máy sấy tóc trước khi sử dụng.
5. Không tự động thay đổi các chi tiết cơ khí/điện của máy hàn, việc thay đổi có thể gây ra nguy cơ như tiếp xúc với điện áp nguy hiểm hoặc những rủi ro khác.
6. Nếu phát hiện có nước, chất lỏng, các vật kim loại hoặc các chất lạ bên trong máy hàn, cần tắt máy, rút dây nguồn và liên hệ ngay với trung tâm/kỹ sư bảo hành của hãng.
- 2 -

7. Máy hàn khi vận hành có phóng điện hồ quang. Vì vậy cần tránh sử dụng máy tại những ví trí có nhiểu rủi ro như những nơi có những chất dễ cháy nổ.
8. Không tiếp xúc với thiết bị sấy hoặc điện cực. Bề mặt của các chi tiết này có nhiệt độ cao, dễ gây bỏng hoặc điện giật.
9. Trong trường hợp phát hiện các điều kiệnh không bình thường như tiếng ốn, mùi..ngay lập tức tắt máy, rút dây nguồn. Liên hệ ngay với trung tâm bảo hành của hãng.
10. Ắc quy hy-drô ni-ken có chứa dung dịch kiềm để làm chất điện phân. Nếu chất điện phân bắn vào da hoặc quần áo, cần rửa sạch da và quần áo bằng nước để tránh bị bỏng. Nếu vào mắt, cẩn rửa bằng nước sạch và đi khám bác sĩ ngay, tránh nguy cơ làm giảm thị lực.
11. Chỉ sử dụng bộ nạp ắc-quy được chỉ định. Sử dụng bộ nạp khác có thể làm hỏng ắc-quy.
12. Không để ắc-quy tiếp xúc trực tiếp với lửa vì có thể gây nổ.
13. Không tự động tháo dỡ ắc quy, vì các chất điện phân bên trong ắc-quy chẩy ra có thể gây bỏng cho da hoặc làm hỏng quần áo.
14. Không thử nối tắt mạch điện của ắc-quy. Không kết nối trực tiếp cực dương và cực âm của ắc-quy bằng vật liệu dẫn điện như dây điện. Việc kết nối không đúng có thể làm ắc-quy nóng lên hoặc cháy.
15. Thường xuyên quan sát những dấu hiệu không bình thường trong quá trình nạp ắc-quy. Dừng ngay việc nạp nếu thấy nạp không đầy cho dù đã đủ thời gian, nếu không có thể gây ra rò rỉ ắc-quy hoặc sinh nhiệt. Trong trường hợp nhiệt sinh ra quá cao, hoặc phát hiện những dấu hiệu không bình thường thì phải ngừng ngay việc nạp điện cho ắc-quy.
16. Không sử dụng máy hàn hoặc những thiết bị khác trong trường hợp phát hiện những dấu hiệu không bình thường như ắc-quy bị rò rỉ ắc-quy, biến mầu, biến dạng hoặc nhiệt độ cao.
17. Khôngg để ắc-quy ở những nơi kín gió. Ắc-quy có thể sinh ra khí ga dễ cháy có thể gây nổ.
18. Không tra dầu/mỡ vào các chi tiết của máy hàn. Dầu/mỡ bám vào rãnh-V, điện cực hoặc bàn cặp cáp quang có thể làm giảm hiệu lực của thiết bị.
19. Rút dây nguồn của máy hàn trước khi thực hiện bảo dưỡng phần điện của máy. Tránh tiếp xúc với điện cực có hiệu điện thế cao, dùng để phóng hồ quang.
20. Không sử dụng khí ga nén (hộp ga) để làm sạch máy hàn, vì chúng có thể làm bẩn rãnh-V, điện cực hay thấu kính. Hậu quả là làm suy giảm chất lượng hàn.
- 3 -

ĐỀ PHÒNG
1. Tránh những nơi bụi bẩn. Bẩn hoặc bụi bám vào máy hàn có thể làm ngắn mạch, giảm khả năng làm mát, có thể gây cháy, điện giật do máy hỏng.
2. Không để máy hàn tại những nơi nhiệt độ quá cao hoặc thấp, hoặc những nơi có độ ẩm cao.
3. Để tránh điện giật, không cắm hoặc rút dây nguồn hoặc tháo ắc-quy khi tay đang ướt.
4. Rút nguồn điện bằng cách nẳm tay vào phích-cắm, không rút bằng dây.
5. Ắc-quy làm việc tốt với nhiệt độ từ 10-40C. Nếu có thể, để bộ nạp vào những nơi có nhiệt độ thích hợp như trên. Không nạp ắc-quy khi nhiệt độ quá thấp (dưới 0C) để tránh làm ắc-quy bị hỏng hoặc rò rỉ.
6. Luôn luôn tắt nguồn của mày hàn và các thiết bị liên qua khác trước khi sử dụng.
7. Nếu không sư dụng máy hàn trong một thời gian, nên tháo ắc-quy ra khỏi máy.
8. Khi vận chuyển máy hàn, để máy ở trong vali (đi kèm với máy), để tránh bụi, bẩn, ẩm và va đập.
9. Khuyến cáo máy hàn cần được đại tu hàng năm để đảm bảo máy luôn trong tình trạng tốt.
10. Luôn đeo kính bảo vệ khi hàn để đảm bảo an toàn cho mắt khỏi khi tiếp xúc với sợi quang.
11. Không tiếp xúc với miếng măng sông trong quá trình/hoặc sau khi sấy. Nhiệt độ cao của miếng măng sông có thể gây tổn thương.
12. Không để máy hàn lên xe, bàn hoăc vật…bị lung lay. Máy có thể rơi gây hỏng máy hoặc làm tổn thương đến người sử dụng.
13. Chỉ sự dụng cồn để lau máy hàn. Để tránh làm trục trặc, hỏng máy, không sử dụng các loại hoá chất khác.
- 4 -

QUAN TRỌNG: TYPE-37 GIẤY PHÉP CỦA NGƯỜI SỬ DỤNG PHẦN MỀM
CHÚ Ý: Phần mềm được cài đặt trong máy hàn Type-37 (“phần mềm này”) là tài sản của Công ty Điện Sumitomo. Việc sử dụng phải được cấp phép. Đọc giấy phép này cẩn thận trước khi sử dụng.
Bản quyền và tất cả những quyền khác của phần mềm này, tài liệu và các hướng dẫn về phần mềm này (“các hướng dẫn”), được lưu trữ trong đĩa CD-ROM, tài liệu hướng dẫn sử dụng, bảng số liệu, bảng câu lệnh, các thông tin (ảnh chụp, hình ảnh, hình vẽ, chữ) gắn với các tài liệu in ấn, sẽ thuộc về Công ty Điện Sumitomo. Bằng việc bắt đầu sử dụng phần mềm này, người sử dụng đã tự xác nhận và được cho rằng đã đọc những hướng dẫn về giấy phép, cũng như đồng ý với các điều quy định của giấy phép. Trong trường hợp không nhất trí, đề nghị liên hệ với Công ty Điện Sumitomo hoặc nhà cung cấp.
THOẢ THUẬN VỀ GIẤY PHÉP
Giấy phép này là toàn bộ thoả thuận giữa Công ty Điện tử Sumitomo và Người Sử dụng.
1. GIẤY PHÉP:
Các quyền giới hạn sau đây được cấp. Người Sử dụng có thể:
a) sử dụng tại chính chiếc máy hàn có cài đặt chương trình phần mềm này
b) lập, phân phát một bản giải thích dựa trên các thông tin đã được viết với điều kiện nêu rõ nguồn của các thông tin đó.
c) lập một bản báo cáo công việc dựa trên các thông tin được hiển thị, văn bản
d) lập một bản tài liệu (hướng dẫn sử dụng hoặc báo cáo công việc) về việc bảo dưỡng máy hàn, có cài đặt phần mềm này, hoặc kiểm tra chất lượng hàn dựa trên các thông tin được hiển thị, văn bản
e) lập một bản sao các văn bản dùng vào việc lưu trữ hoặc dự phòng
2. GIỚI HẠN:
Các hành động sau được coi là bị cấm trong phạm vi của giấy phép, trừ khi được Sumi cho phép bằng văn bản.
1) bán, phân phát, cho thuê, chuyển đổi hoặc tiết lộ toàn bộ các văn bản cho công chúng, hoặc một bên thứ ba không được xác nhận và truyền, tiết lộ các văn bản dưới dạng file dữ liệu thông qua các phương tiện truyền thông trực tuyến
2) sao chép các văn bản này trừ khi được cho phép trong giấy phép này
3) phân tích, dịch ngược để tìm mã nguồn, hoặc sửa đổi/ghép chương trình phần mềm
- 5 -

3. CÁC BÊN THAM GIA HỢP ĐỒNG
Nếu Người Sử dụng cho thuê, chuyển đổi, hoặc bán lại máy hàn đã có cài đặt chương trình phần mềm này, cho một công ty hoặc cá nhân, thì thoả thuận này được xây dựng bởi và giữa Công ty Điện tu Sumitomo và công ty/cá nhân kia. Người Sử dụng sẽ chịu trách nhiệm thay công ty/cá nhân kia trong việc đồng ý/tuân thủ các điều kiện trong giấy phép này.
4. THỜI HẠN VÀ KẾT THÚC
Thoả thuận này sẽ tiếp tục có hiệu lực cho đến khi kết thúc. Người Sử dụng có thể kết thúc thoả thuận này bất ký lúc nào bằng việc ngừng sử dụng máy hàn có cài đặt phần mềm này. Nếu Người Sử dụng không tuân thủ với bất kỳ điều khoản nào cuả thoả thuận này, giấy phép sẽ tự động kết thúc. Trong trường hợp kết thúc, Người Sử dụng có thể chuyển lại các văn bản này cho Người Sử dụng mới (công ty/cá nhân) hoặc chuyển lại cho Sumitomo, nếu không thì phải xoá huỷ hoàn toàn. Người Sử dụng có thể hoàn toàn tin tưởng vào sự giữ bí mật về các giao dịch thương mại quy định trong giấy phép này. Ngoài ra Người Sử dụng cam kết không tiết lộ các thông tin cho bên thứ ba.
5. GIỚI HẠN CỦA TRÁCH NHIỆM PHÁP LÝ
Công ty Điện tử Sumitomo và nhà cung cấp của chúng tôi sẽ không chịu trách nhiệm về mặt pháp lý cho những thiệt hại có tính hệ quả hoăch tình cờ, ngẫu nhiên trong việc sử dụng phần mềm này hoặc thoả thuận này hoặc trong trường hợp chương trình không đáp ứng được một số yêu cầu đặc biệt nào đó cuả Người Sử dụng, nằm ngoài các chức năng được mô tả trong quyển hướng dẫn sử dụng.
6. CÁC ĐIỀU KHOẢN CHUNG
Nếu có bất kỳ điều khoản nào của bản thoả thuận này theo thông báo của toà án có đầy đủ thẩm quyền pháp lý, là không có hiệu lực, không hợp pháp, hoặc không có khả năng thi hành, thì điều khoản đó coi như không tính đến trong thoả thuận, còn các điều khoản khác vẫn có đầy đủ hiệu lực.
GIẤY PHÉP SẼ ĐƯỢC CẤP BẰNG VIỆC THOẢ THUẬN
Thông tin về giấy phép sẽ được hiện thị trên màn hình LCD của máy hàn đã có cài đặt chương trình phần mềm, trong lần đầu tiên bật máy “ON”. Dịch chuyển con trỏ đến “AGREE” sử dụng phím mũi tên lên/xuống để lựa chọn thoả thuận và ấn “SELECT”. Sau đó Người Sử dụng có thể bắt đầu sử dụng máy hàn và phần mềm. Thoả thuận sẽ được ghi lại trong bộ nhớ của máy và màn hính này sẽ không lặp lại lần thứ Hai. Người Sử dụng không được phép sử dụng máy khi chưa có thoả thuận. Trong trường hợp này, đề nghị liên hệ ngay với Công ty Điện Sumitomo hoặc nhà phân phối sản phẩm.
- 6 -
CHỨNG THỰC
Tên công ty, nhãn hiệu hoặc tên sản phẩm của cáp quang trên dữ liệu lưu trữ trong phần mềm là thương hiệu hoặc thương hiệu đã được đăng ký bởi các công ty tương ứng. Đề nghị chứng thực rằng không thể viết đầy đủ các tên trên một cách đầy đủ vì độ dài các ký tự bị giới hạn.
MicroCore™ là thương hiệu của Công ty Điện Sumitomo.
- 7 -

NỘI DUNG MÁY HÀN TYPE-37
1. Mở đầu ........................................................................................................................... 1
1-1 Tháo máy hàn ................................................................................................... 2
1-2 Đặc tính ............................................................................................................ 2
1-3 Cấu trúc ............................................................................................................ 4
2. Các tài liệu tham khảo ................................................................................................. 6
3. Linh kiện và các thông tin để đặt hàng ....................................................................... 7
3-1 Các thiết bị chuẩn ............................................................................................. 7
3-2 Dụng cụ ............................................................................................................ 7
3-3 Thiết bị tuỳ chọn ............................................................................................... 7
3-4 Linh kiện tuỳ chọn ............................................................................................ 8
3-5 Vật tư/phụ kiện ................................................................................................. 8
4. Hướng dẫn về đóng gói và cất giữ ............................................................................... 8
5. Chuẩn bị cho việc hàn .................................................................................................. 9
5-1 Linh kiện hàn .................................................................................................... 9
5-2 Điều chỉnh màn hình LCD ............................................................................... 9
5-3 Hoạt động với nguồn điện xoay chiều .............................................................. 10
5-4 Hoạt động với nguồn điện một chiều ............................................................... 10
6. Sử dụng khối nguồn ...................................................................................................... 12
6-1 Mô tả ................................................................................................................. 12
6-2 Nạp điện cho ắc-quy ......................................................................................... 13
7. Giao diện phần mềm .................................................................................................... 14
7-1 Sử dụng bàn phím ............................................................................................. 14
7-2 Soạn thảo khối chức năng ................................................................................. 15
7-3 Cập nhật số học ................................................................................................ 15
8. Thông tin khởi tạo ........................................................................................................ 16
8-1 Màn hình giấy phép .......................................................................................... 16
8-2 Tự động kiểm tra .............................................................................................. 16
9. Các bước thao tác ......................................................................................................... 17
- 8 -

9-1 Tóm tắt các bước hàn ....................................................................................... 17
9-2 Bảng lựa chọn chế độ hàn ................................................................................. 17
9-3 Lựa chọn loại sợi quang ................................................................................... 18
9-4 Chuẩn bị miếng măng-sông .............................................................................. 18
9-5 Chuẩn bị sợi quang ........................................................................................... 19
9-6 Đưa sợi quang vào máy hàn ............................................................................. 20
10. Thao tác kiểm tra hồ quang ....................................................................................... 22
10-1 Thời điểm thực hiện kiểm tra hồ quang ............................................................ 22
10-2 Thực hiện kiểm tra hồ quang ............................................................................ 22
11. Bắt đầu hàn tự động ................................................................................................... 24
11-1 Đánh giá chất lượng mối hàn ............................................................................ 25
12. Bảo vệ mối hàn ............................................................................................................ 26
12-1 Đặt mối hàn vào máy sấy ................................................................................. 26
12-2 Sấy/co nhiệt miếng măng-sông ......................................................................... 27
13. Phần mềm và Bảng lựa chọn chức năng ................................................................... 28
13-1 Bảng lựa chọn chế độ hàn ................................................................................. 28
13-1-1 Kiểm tra hồ quang ............................................................................. 28
13-1-2 Hàn .................................................................................................... 28
13-1-3 Chọn sợi quang .................................................................................. 29
13-1-4 Hiển thị/hiệu chỉnh điều kiện hàn ...................................................... 30
13-1-5 Cài đặt điều kiện hàn ......................................................................... 31
13-2 Màn hình lựa chọn chế độ ................................................................................ 32
13-3 Chức năng lưu chữ thông tin mối hàn .............................................................. 32
13-4 Chế độ điện cực ................................................................................................ 35
13-5 Chế độ sấy ........................................................................................................ 36
13-5-1 Lựa chọn điều kiện sấy ...................................................................... 36
13-5-2 Hiệu chỉnh điều kiện sấy ................................................................... 37
13-5-3 Điều chỉnh điều kiện sấy ................................................................... 37
13-6 Thay đổi các hệ thống điều chỉnh của máy hàn ................................................ 38
13-6-1 Thông báo về việc hàn ....................................................................... 38
13-6-2 Chức năng quản lý năng lượng (chế độ đợi) ..................................... 39
- 9 -

13-6-3 Thay đổi thao tác chế độ hàn ............................................................. 40
13-6-4 Tạm dừng phóng hồ quang ................................................................ 40
13-6-5 Cài đặt hàn ......................................................................................... 41
13-6-6 Phân tích loại sợi quang ..................................................................... 43
13-7 Soạn thảo tên chương trình hàn ........................................................................ 44
13-8 Soạn thảo tham số ............................................................................................. 45
13-9 Chế độ kết nối thông tin ................................................................................... 47
14. Bảo dưỡng, Bảo trì ...................................................................................................... 48
14-1 Làm sạch rãnh chữ V và bộ ghá sợi quang ....................................................... 48
14-2 Làm sạch gương ............................................................................................... 49
14-3 Thay điện cực ................................................................................................... 50
14-4 Làm sạch ống kính của thấu kính ..................................................................... 52
15. Chẩn đoán lỗi .............................................................................................................. 53
15-1 Lỗi hồ quang ..................................................................................................... 53
15-2 Gẫy sợi quang ................................................................................................... 53
15-3 Máy hàn không bật điện được .......................................................................... 53
15-4 Quá trình hàn bị lỗi ........................................................................................... 54
16. Bảo hành và dịch vụ sửa chữa ................................................................................... 55
Phụ lục ............................................................................................................................... 56
Danh sách các thông báo lỗi ......................................................................................... 56
- 10 -

1. GIỚI THIỆU CHUNG
(1). Quyển sách hướng dẫn này có đầy đủ các thông tin về cách tháo, cài đặt và sử dụng máy hàn loại Type-37 để có thể hàn cáp quang với suy hao thấp nhất tại công trường. Loại Type-37 có thể hàn những sợi quang đơn lẻ có đường kính lớp phản xạ từ 80 đến 120 m.
Ghi chú: Trước khi sử dụng máy hàn lần đầu tiên, nên đọc kỹ hướng dẫn sử dụng và hàn thử một vài lần trong điều kiện được kiểm tra.
(2). Loại Type-37 được thiết kế để hàn nhiều loại sợi quang khác nhau bao gồm:
• Đơn mốt (SMF)
• Đơn mốt với lõi silica (PSCF)
• Đa mốt (MMF)
• ………..
(3). Máy hàn sẽ tự động đồng chỉnh thẳng hàng 2 sợi quang theo trục X và Y (dọc và ngang) sau đó gắn chúng lại với nhiệt độ của hồ quang tạo ra mối hàn có suy hao thấp. Phần mềm xử lý ảnh HDCM (hiển thị lõi sợi quang với độ phân giải cao) được sử dụng trong việc đồng chỉnh lõi sợi quang và ước tính suy hao. Một bước kiểm tra được thực hiện để tính toán lực căng và tính toàn vẹn vật lý của mối nối. Cuối cùng, miếng măng sông được sử dụng để bảo vệ mối hàn sau khi được co nhiệt hoàn toàn.
Hình 1. Máy hàn Type-37
- 1 -

1-1 Tháo máy hàn:
Kiểm tra các linh phụ kiện đi kèm:
Cấu hình chuẩn
• Thân máy hàn
• Nguồn (nạp ắc-quy và bộ chuyển đổi AC)
• Dây nguồn AC
• Khay làm nguội
• Dây nạp ắc-quy
• Điện cực dự phòng
• Gương bảo vệ
• Sách hướng dẫn sử dụng
• Chổi lau rãnh-V
• Va-li đựng máy
1-2 Đặc tính
(1). Các yêu cầu về sợi quang
Vật liệu Silica Glass Loại SMF, MMF, DSF, NZ-DSF, Er-doped Fiber Đường kính 80-100 Đường kính lớp áo 100-1,000 Số sợi Sợi đơn Độ dài đoạn cắt 8-16
(2) Kích thước và trọng lượng
Kích thước 150WX150DX176H mm Trọng lượng 4.1kg Màn hình 5.6” TFT Color Monitor
(3) Nguồn
Xoay chiều 100 – 240V 50/60 Hz, PS-65 Một chiều 10.5 – 14.0 V, BU-65 Ắc-quy Khoảng 30 mối hàn/sấy nếu nạp đầy điện (với BU-65)
(4) Điều kiện môi trường
Nhiệt độ làm việc -10 đến +50 Độ ẩm làm việc 95% RH không-ngưng tụ
- 2 -
Nhiệt độ cất giữ -40 đến +70 Độ cao 0-4,000 mét
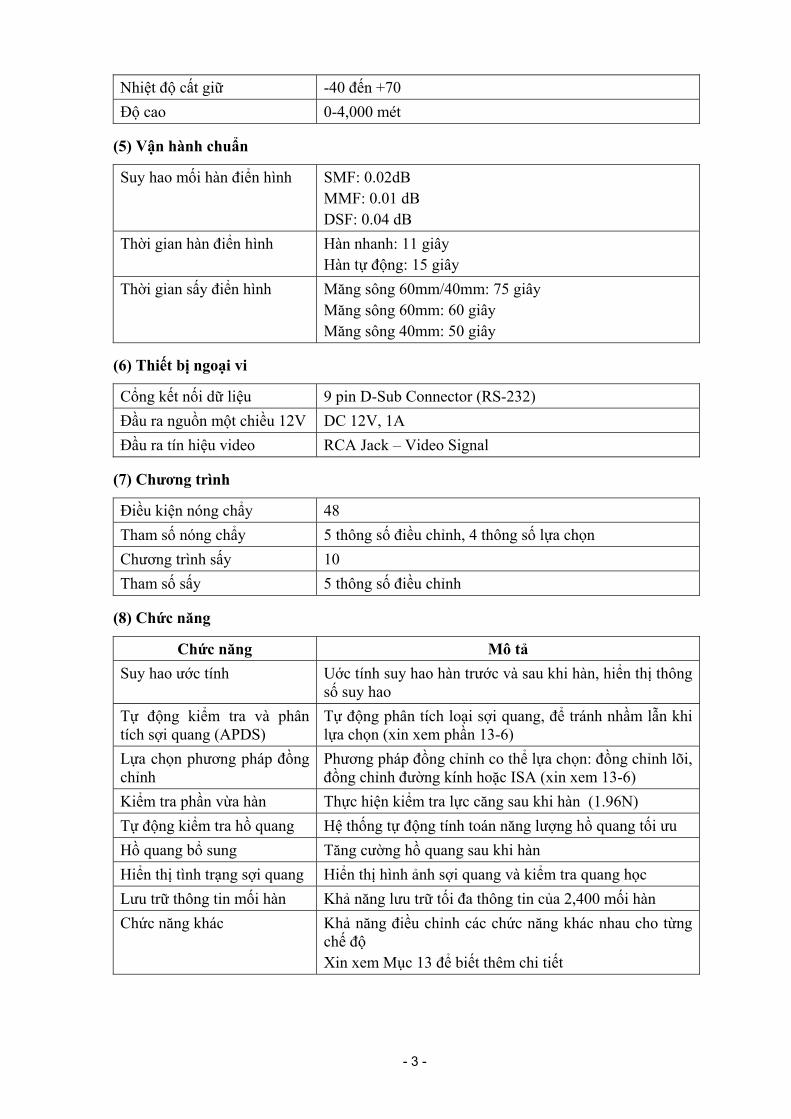
(5) Vận hành chuẩn
Suy hao mối hàn điển hình SMF: 0.02dB MMF: 0.01 dB DSF: 0.04 dB
Thời gian hàn điển hình Hàn nhanh: 11 giây Hàn tự động: 15 giây
Thời gian sấy điển hình Măng sông 60mm/40mm: 75 giây Măng sông 60mm: 60 giây Măng sông 40mm: 50 giây
(6) Thiết bị ngoại vi
Cổng kết nối dữ liệu 9 pin D-Sub Connector (RS-232) Đầu ra nguồn một chiều 12V DC 12V, 1A Đầu ra tín hiệu video RCA Jack – Video Signal
(7) Chương trình
Điều kiện nóng chẩy 48 Tham số nóng chẩy 5 thông số điều chỉnh, 4 thông số lựa chọn Chương trình sấy 10 Tham số sấy 5 thông số điều chỉnh
(8) Chức năng
Chức năng Mô tả Suy hao ước tính Uớc tính suy hao hàn trước và sau khi hàn, hiển thị thông
số suy hao Tự động kiểm tra và phân tích sợi quang (APDS)
Tự động phân tích loại sợi quang, để tránh nhầm lẫn khi lựa chọn (xin xem phần 13-6)
Lựa chọn phương pháp đồng chỉnh
Phương pháp đồng chỉnh co thể lựa chọn: đồng chỉnh lõi, đồng chỉnh đường kính hoặc ISA (xin xem 13-6)
Kiểm tra phần vừa hàn Thực hiện kiểm tra lực căng sau khi hàn (1.96N) Tự động kiểm tra hồ quang Hệ thống tự động tính toán năng lượng hồ quang tối ưu Hồ quang bổ sung Tăng cường hồ quang sau khi hàn Hiển thị tình trạng sợi quang Hiển thị hình ảnh sợi quang và kiểm tra quang học Lưu trữ thông tin mối hàn Khả năng lưu trữ tối đa thông tin của 2,400 mối hàn Chức năng khác Khả năng điều chỉnh các chức năng khác nhau cho từng
chế độ Xin xem Mục 13 để biết thêm chi tiết
- 3 -

1-3 Cấu trúc
(1). Thân máy
Hình 2. Hình chiếu của máy hàn
No. Chi tiết 1 Màn hình 2 Tấm che gió 3 Sấy 4 Tấm in/out 5 Khối nguồn
Hình 3. Nhìn từ trên xuống
(2) Dây cáp nguồn AC
Chân tiếp địa
[PC-AC2] [PC-AC3]
- 4 -
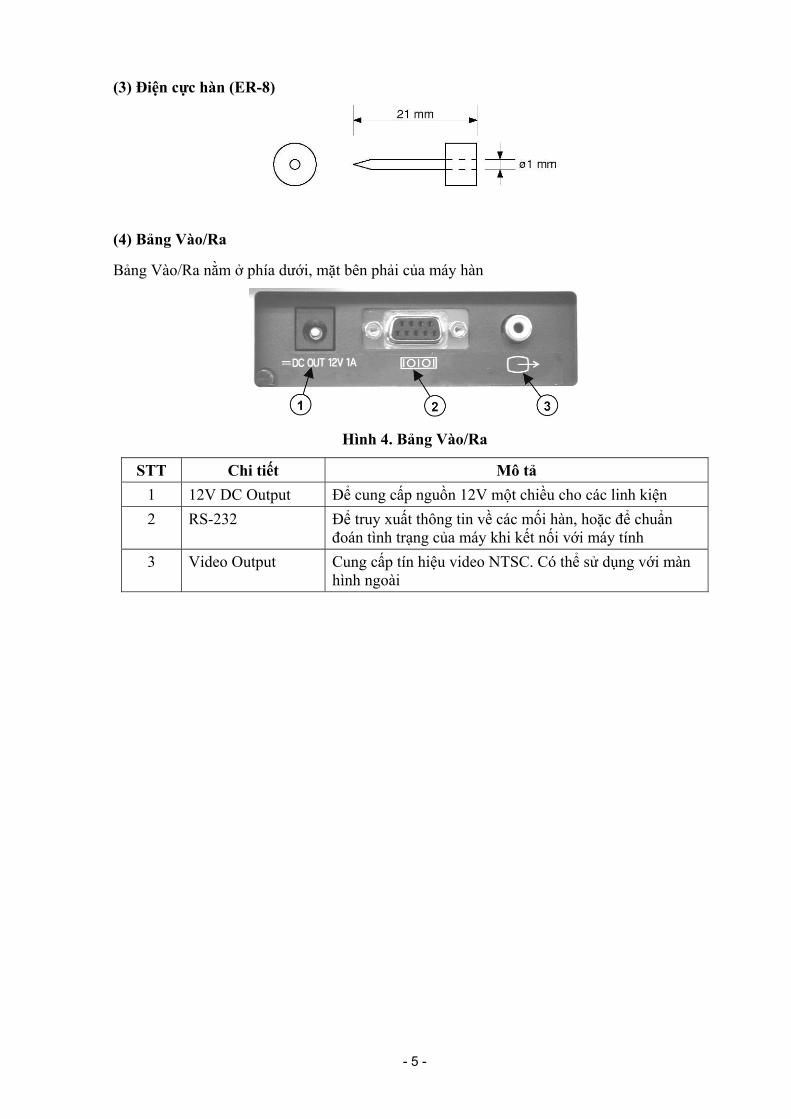
(3) Điện cực hàn (ER-8)
(4) Bảng Vào/Ra
Bảng Vào/Ra nằm ở phía dưới, mặt bên phải của máy hàn
Hình 4. Bảng Vào/Ra
STT Chi tiết Mô tả 1 12V DC Output Để cung cấp nguồn 12V một chiều cho các linh kiện 2 RS-232 Để truy xuất thông tin về các mối hàn, hoặc để chuẩn
đoán tình trạng của máy khi kết nối với máy tính 3 Video Output Cung cấp tín hiệu video NTSC. Có thể sử dụng với màn
hình ngoài
- 5 -

2. TÀI LIỆU THAM KHẢO
Máy hàn cần có những dụng cụ bổ sung dùng cho việc chuẩn bị sợi quang và hàn. Xin xem hướng dẫn sử dụng để biết thêm chi tiết về linh kiện
- 6 -
3. LINH KIỆN VÀ THÔNG TIN ĐẶT HÀNG
Để đặt hàng thiết bị chuẩn, linh kiênh tuỳ chọn hoặc vật tư/phụ kiên hàn, đề nghi liên hệ với nhân viên kinh doanh của Sumitomo
Để sửa chữa, xin xem chương 16 giới thiệu về dịch vụ bảo trì, địa chỉ liên hệ.
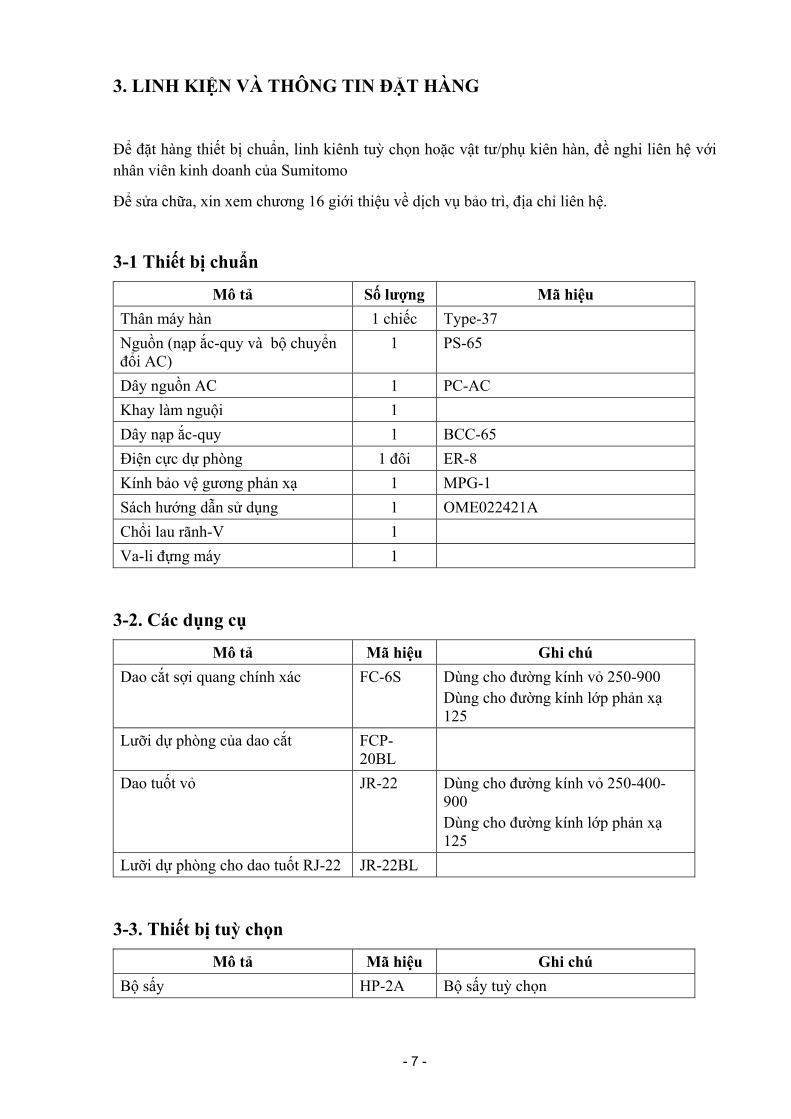
3-1 Thiết bị chuẩn
Mô tả Số lượng Mã hiệu Thân máy hàn 1 chiếc Type-37 Nguồn (nạp ắc-quy và bộ chuyển đổi AC)
1 PS-65
Dây nguồn AC 1 PC-AC Khay làm nguội 1 Dây nạp ắc-quy 1 BCC-65 Điện cực dự phòng 1 đôi ER-8 Kính bảo vệ gương phản xạ 1 MPG-1 Sách hướng dẫn sử dụng 1 OME022421A Chổi lau rãnh-V 1 Va-li đựng máy 1
3-2. Các dụng cụ
Mô tả Mã hiệu Ghi chú Dao cắt sợi quang chính xác FC-6S Dùng cho đường kính vỏ 250-900
Dùng cho đường kính lớp phản xạ 125
Lưỡi dự phòng của dao cắt FCP-20BL
Dao tuốt vỏ JR-22 Dùng cho đường kính vỏ 250-400-900 Dùng cho đường kính lớp phản xạ 125
Lưỡi dự phòng cho dao tuốt RJ-22 JR-22BL
3-3. Thiết bị tuỳ chọn
Mô tả Mã hiệu Ghi chú Bộ sấy HP-2A Bộ sấy tuỳ chọn
- 7 -
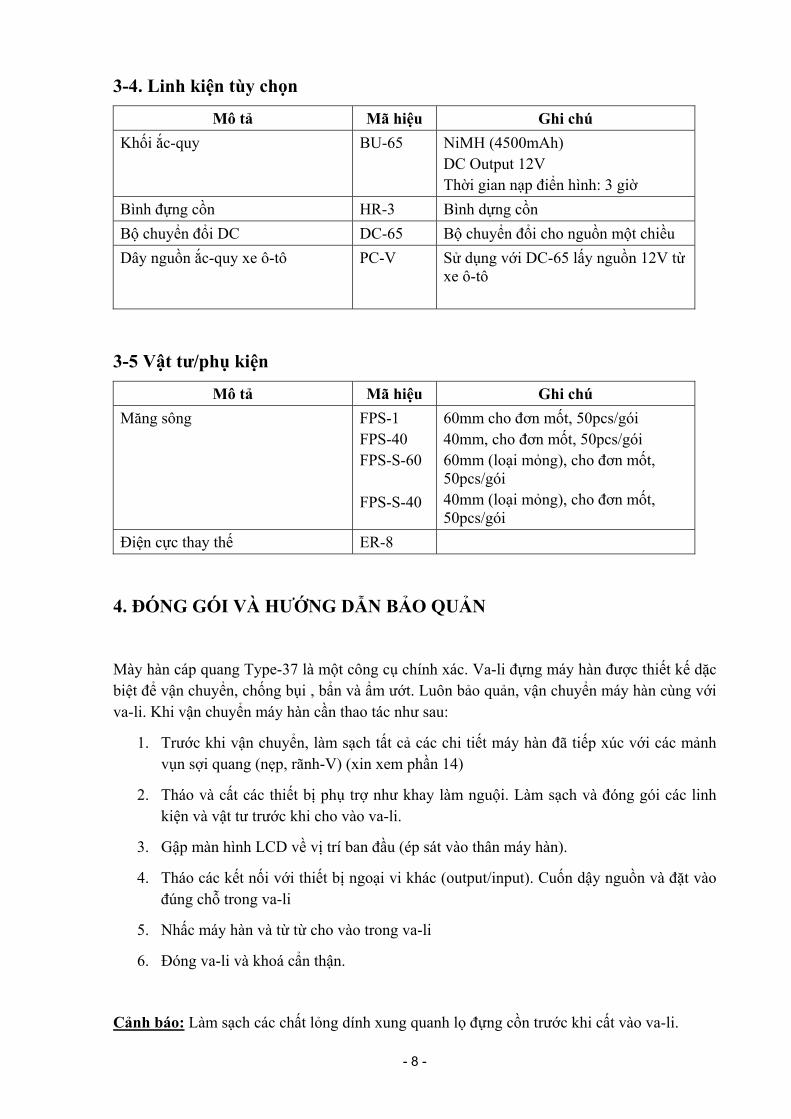
3-4. Linh kiện tùy chọn
Mô tả Mã hiệu Ghi chú Khối ắc-quy BU-65 NiMH (4500mAh)
DC Output 12V Thời gian nạp điển hình: 3 giờ
Bình đựng cồn HR-3 Bình dựng cồn Bộ chuyển đổi DC DC-65 Bộ chuyển đổi cho nguồn một chiều Dây nguồn ắc-quy xe ô-tô PC-V Sử dụng với DC-65 lấy nguồn 12V từ
xe ô-tô
3-5 Vật tư/phụ kiện
Mô tả Mã hiệu Ghi chú Măng sông FPS-1
FPS-40 FPS-S-60 FPS-S-40
60mm cho đơn mốt, 50pcs/gói 40mm, cho đơn mốt, 50pcs/gói 60mm (loại mỏng), cho đơn mốt, 50pcs/gói 40mm (loại mỏng), cho đơn mốt, 50pcs/gói
Điện cực thay thế ER-8
4. ĐÓNG GÓI VÀ HƯỚNG DẪN BẢO QUẢN
Mày hàn cáp quang Type-37 là một công cụ chính xác. Va-li đựng máy hàn được thiết kế dặc biệt để vận chuyển, chống bụi , bẩn và ẩm ướt. Luôn bảo quản, vận chuyển máy hàn cùng với va-li. Khi vận chuyển máy hàn cần thao tác như sau:
1. Trước khi vận chuyển, làm sạch tất cả các chi tiết máy hàn đã tiếp xúc với các mảnh vụn sợi quang (nẹp, rãnh-V) (xin xem phần 14)
2. Tháo và cất các thiết bị phụ trợ như khay làm nguội. Làm sạch và đóng gói các linh kiện và vật tư trước khi cho vào va-li.
3. Gập màn hình LCD về vị trí ban đầu (ép sát vào thân máy hàn).
4. Tháo các kết nối với thiết bị ngoại vi khác (output/input). Cuốn dậy nguồn và đặt vào đúng chỗ trong va-li
5. Nhấc máy hàn và từ từ cho vào trong va-li
6. Đóng va-li và khoá cẩn thận.
Cảnh báo: Làm sạch các chất lỏng dính xung quanh lọ đựng cồn trước khi cất vào va-li.
- 8 -

5. CHUẨN BỊ CHO VIỆC HÀN
5-1. Linh kiện hàn
Trước khi hàn cần tập hợp đủ các thiết bị sau:
• Dao cắt
• Dao tuốt vỏ
• Cồn 90 độ và miếng gạc sạch
• Măng sông
5-2 Điều chỉnh màn hình LCD
(1) Màn hình máy hàn có thể điều chỉnh thấp hoặc cao cho phép có được góc nhìn tối ưu. Có hai vị trí tuỳ chọn:
• Vị trí mở khi hoạt động
• Vị trí đóng khi không hoạt động
(2) Điều chỉnh góc màn hình cho phép lựa chọn độ mở thích hợp, nằm giữa vị trí mở và đóng
Ghi chú: Màn hình LCD được thiết kế cho phép góc điều chỉnh 90 độ, không chỉnh vượt quá giới hạn cho phép
Vị trí Type-37 Type-37B
Ví trí đóng
Vị trí tùy chọn
Góc mở cực đại
- 9 -

5-3. Sử dụng nguồn xoay chiều AC
Hình 6. Sử dụng nguồn AC
1. Đưa khối nguồn AC vào khe trong máy hàn. Một đầu dây nối với nguồn điện bên ngoài, đầu kia nối vào máy hàn.
2. Trên bàn điều khiển phía bên phải, ấn nút “ON”. Sau khi tự khởi tạo, máy hàn sẽ bật.
5-4. Sử dụng nguồn một chiều DC
Máy hàn sử dụng nguồn một chiều sẽ hoạt động tối đa cho phép 30 mối hàn trong trường hợp ắc-quy nạp đầy điện. Mức lưu điện của ắc-quy được hiển thị tại góc dưới bên trái của màn hình LCD (xem Hình 7). Muốn sử dụng với ắc-quy ngoài, xem thêm phần 13-6-2, Chức năng Quản lý Nguồn.
Ghi chú: Tháo ắc-quy khỏi máy hàn khi không sử dụng
Hình 7. Chỉ báo về nguồn Ắc-quy
- 10 -
Lắp đặt
1. Đưa khối ắc-quy vào khe bên cạnh máy hàn, từ từ ẩn về phía trước cho đến khi vào hoàn toàn
2. Góc trên bên phải của bàn điều khiển, ấn nút “ON”. Sau khi khởi tạo, máy hàn sẽ bật
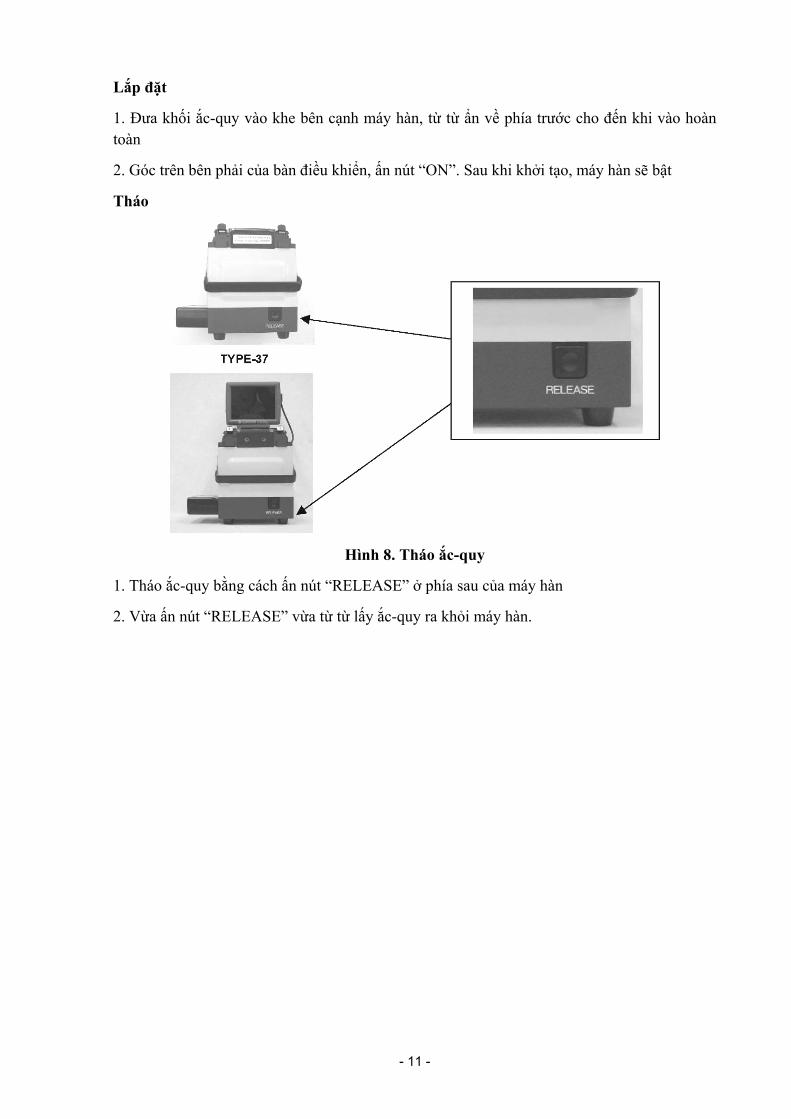
Tháo
Hình 8. Tháo ắc-quy
1. Tháo ắc-quy bằng cách ấn nút “RELEASE” ở phía sau của máy hàn
2. Vừa ấn nút “RELEASE” vừa từ từ lấy ắc-quy ra khỏi máy hàn.
- 11 -

6. SỬ DỤNG KHỐI CUNG CẤP NGUỒN.
6-1. Mô tả
BU-65 là có thể nạp được, sử dụng khối nguồn PS-65. Bộ nạp có 3 trạng thái hiện thị bằng đèn LED trên tấm phía trước của máy hàn, cho biết các trạng thái của quá trình nạp. Hình 9 mô tả đèn LED ở các chế độ khác nhau.
Hình 9. Đèn LED hiển thị trạng thái nạp ắc-quy
STT Hạng mục Mô tả 1 Làm mới
Dùng để xả hết điện năng còn lưu lại trong ắc-quy trước khi nạp. Khi đã xả hết, quá trinh nạp điện bắt đầu. Thời gian tiêu hao: xấp xỉ 5 giờ (với ắc-quy hết sạch điện). Để tăng tuổi thọ ắc-quy, cần xả ít nhất 1 lần/tháng.
2 Nạp (đèn LED) Đèn sáng cho biết ắc-quy đang được nạp 3 Đầy (đèn LED) Đèn sáng cho biết ắc-quy đã nạp đầy 4 Nguồn (đèn LED) Đèn sáng chi biết máy đang bật 5 Làm mới (đèn LED) Đèn sáng cho biết ắc-quy đang được làm mới 6 Nạp bên ngoài Kết nối ắc-quy với thiết bị ngoại vi để nạp
Ghi chú: Nếu đèn báo hiệu Nạp đầy hoặc Đang nạp nhấp nháy, cho biết chế độ nạp nhanh không đảm bảo việc nạp ắc-quy được hiệu quả. Khi đó cần thực hiện lại việc làm mới ắc-quy rồi nạp điện lại.
- 12 -
6-2. Nạp ắc-quy
Để tăng tuổi thọ, ắc-quy cần được xả định kỳ trước khi nạp. Vì việc này không phải lúc nào cũng thực hiện được, ân nút “REFRESH” để xả hết điện còn thừa trong bính ắc-quy. Thời gian để xả trung bính cho ắc-quy BU-65 khoảng 2.5-3 giờ. Để nạp ắc-quy, thực hiện các bước sau:
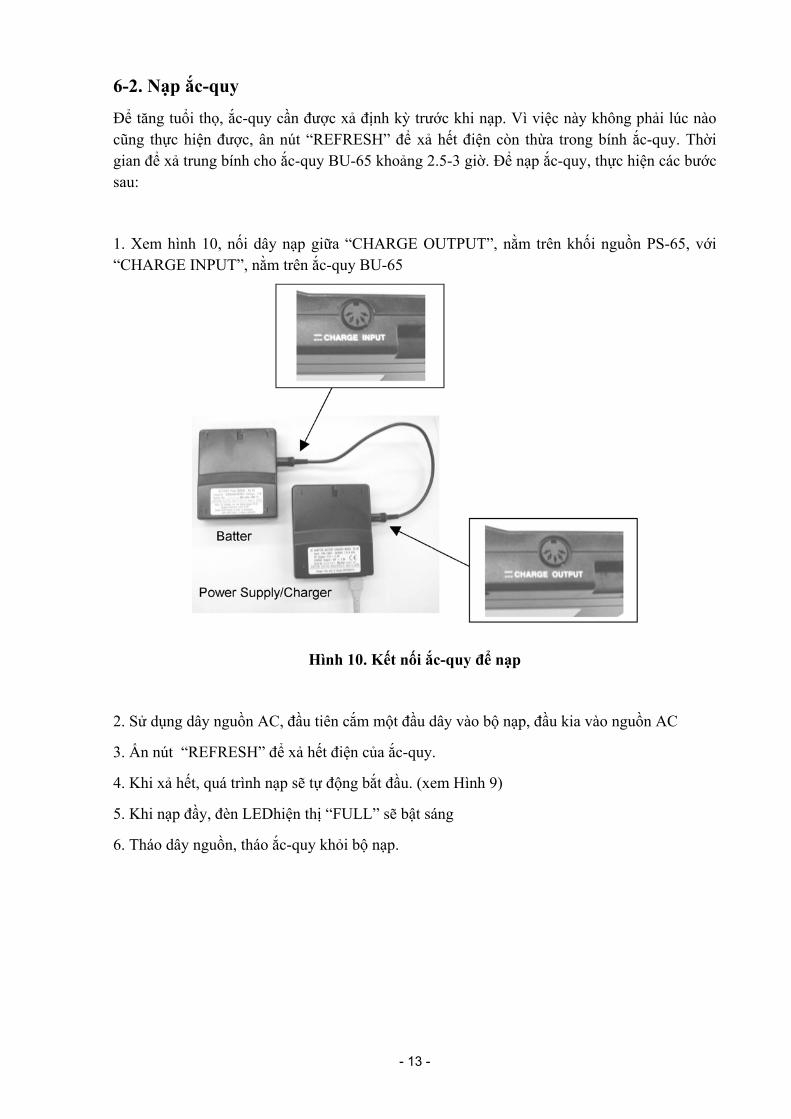
1. Xem hình 10, nối dây nạp giữa “CHARGE OUTPUT”, nằm trên khối nguồn PS-65, với “CHARGE INPUT”, nằm trên ắc-quy BU-65
Hình 10. Kết nối ắc-quy để nạp
2. Sử dụng dây nguồn AC, đầu tiên cắm một đầu dây vào bộ nạp, đầu kia vào nguồn AC
3. Ấn nút “REFRESH” để xả hết điện của ắc-quy.
4. Khi xả hết, quá trình nạp sẽ tự động bắt đầu. (xem Hình 9)
5. Khi nạp đầy, đèn LEDhiện thị “FULL” sẽ bật sáng
6. Tháo dây nguồn, tháo ắc-quy khỏi bộ nạp.
- 13 -

7. GIAO DIỆN PHẦN MỀM
7-1. Sử dụng bàn phím
Bàn phím nằm tại phía bên trên của máy hàn. Các phím bấm được sủ dụng để lựa chọn bảng chức năng hiển thị trên màn hình hoặc để thực hiện các thao tác hàn.
Hình 11. Bàn phím
Phím Mô tả
Chuyển con trỏ lên Khi lựa chọn khối chức năng, sử dụng phím này để đánh dấu khối chức năng cần chọn
Chuyển con trỏ xuống Khi lựa chọn khối chức năng, sử dụng phím này để đánh dấu khối chức năng cần chọn
MENU Dùng để lựa chọn chế độ màn hình. Khi đang ở chế độ MODE phím này có thể sử dụng như phím lùi (ví dụ khi nhập số)
ARC Sử dụng để thực hiện lại việc ra hồ quang để hoàn thiện mối hàn. SELECT Chọn chức năng và chuyển sang màn hình tiếp theo
Tắt máy hàn. Luôn luôn tắt máy trước khi bắt đầu lại
I Bật máy hàn
SET Bắt đầu hàn, và kiểm tra hồ quang RESET Chuyển máy hàn về chế độ màn hình đầu tiên. Dùng để huỷ thao tác hàn
HEAT Bắt đầu sấy miếng măng sông. Đèn LED chuyển sang màu cam trong suốt quá trình sấy
Chú ý: Không tắt máy hàn khi dữ liệu đang được ghi vào bộ nhớ. Dưới đáy màn hình sẽ hiển thị một vệt màu vàng ngay bên phải các thông tin về ắc-quy, cho biết bộ nhớ đang ghi chép dữ liệu. Tắt máy hàn vào lúc này có thể gây mất dữ liệu.
Ghi chú: Đèn báo hiệu chế độ “SLEEP” nằm ở góc trên bên phải bàn phím sẽ hiển thị màu xanh khi máy hàn đang ở chế độ “tiết kiệm”. Ấn bẩt kỳ phím nào để khởi động lại máy hàn.
- 14 -

7-2 Soạn thảo khối hành động. Khối hành động dùng để soạn thảo các chức năng khác nhau cũng như cập nhật các chứ số thông qua bảng tuỳ chọn của máy hàn. Các khối này được miêu tả trên màn hình bằmg một dấu ngoặc kép trên hình 12. Ví dụ, để thay đổi chức năng hiện thời thuộc về ĐIỀU KIỆN SẤY, cần thực hiện những thao tác sau: 1. Ấn nút “MENU” để đánh dấu khối hành động 2. Dùng phím lên/xuống để duyệt từng chức năng 3. Ấn nút “SELECT” để chấp nhận thay đổi hoặc nút “MENU” để quay lại mà hình trước.
Hình 12. Soạn thảo Khối hành động
Ghi chú: Khi soạn thảo khối hành động hoặc nhập liệu số, ấn phím “RESET” bất kỳ lúc
nào để huỷ và quay lại trạng thái trước của việc tuỳ chọn chế độ hàn. 7-3. Nhập liệu số Nhập liệu số tương tự như việc soạn thảo một khối hành động chuẩn. Ví dụ, để soạn thảo một giá trị tham số, thực hiện những bước sau: 1. Như trên hình 13, đánh dấu khối chỉ rõ các chứ số đang được lựa chọn 2. Sử dụng phím lên/xuống để tăng hoặc giảm gí trị để lựa chọn số cần thiết 3. Ấn “SELECT” để xác nhận sự thay đổi và chuyển sang số tiếp theo. Lập lại bước 2 và 3 cho đến khi chữ số cuối cùng được chọn. 4. Khi chữ số cuối cùng được chọn, ấn “SELECT” để chuyển sang việc duyệt lại các tham số được lựa chọn
Hình 13. Soạn thảo chữ số
Mẹo nhỏ: Nếu số bị chọn sai, ấn phím “MENU” để quay lại vị trí trước.
- 15 -

8. THÔNG TIN KHỞI TẠO
8-1. Màn hình cấp phép
Trước khi sử dụng máy hàn lần đầu tiên, thoả thuận về giấy phép sử dụng phần mềm sẽ được yêu cầu thực hiện. NGƯỜI SỦ DỤNG KHÔNG THỂ SỬ DỤNG MÁY HÀN NẾU KHÔNG CAM KẾT THOẢ THUẬN SỬ DỤNG PHẦN MỀM. Đọc kỹ các điệu kiện về sủ dụng máy hàn trong trang đầu tiên của quyển hướng dẫn sử dụng. Nếu đồng ý, chuyển cỏn trỏ xuông “AGREE”, dùng phím lên/xuống để chọn “SELECT”. Màn hình này sẽ không hiển thị lại. Nếu không đồng ý, chyển con trỏ đến “NOT AGREE” và chọn “SELECT”, sau đó tắt máy.
8-2. Quá trình tự kiểm tra
Sau khi bật nguồn máy hàn, trước khi máy hàn có thể hoạt động nó thực hiện việc tự kiểm tra về trạng thái của các phần cứng, như trong hình 14. Mỗi ô vuông trống tương ứng với 1 mục cần kiểm tra và các tiến trình đã thực hiện sẽ được đánh dấu bằng ô vuông mầu trắng. Không mở lắp máy hàn cho đến khi bước kiểm tra này hoàn thành. Nếu máy hàn phát hiện bất kỳ 1 lỗi nào, việc tự kiểm tra sẽ bị dừng lại và máy hiển thị thông báo lỗi có đánh dấu mầu đỏ, như trong hình 15. Để bỏ qua tiến trình này, ấn nút “RESET”.
Ghi chú: Nếu nắp máy hàn đang mở, sẽ không thực hiện được việc kiểm tra các chi tiết quang học, màn hình sẽ hiển thị lỗi. Đóng nắp máy hàn và làm lại.
Hình 14. Màn hình của tiến trình Tự kiểm tra
Hình 15. Phát hiện lỗi khi Tự kiểm tra
Ghi chú: Việc kiểm tra sẽ đánh giá lỗi và gửi thông báo. Tra cứu phần danh sách lỗi trong phần cuối của tài liệu này để biết thêm thông tin.
- 16 -

9. CÁC BƯỚC THAO TÁC
9-1. Tóm tắt các bước hàn
Các bước thao tác hàn được bắt đầu được tính khi cáp quang đã được làm sạch. Dưới đây là bảng tóm tắt các bước thao tác để hàn một mối hàn với máy hàn:
• Bật máy
• Kiểm tra và lựa chọn chương trình hàn và sấy thích hợp với sợi quang cần hàn
• Thực hiện kiểm tra hồ quang
• Lồng ống măng sông vào sợi quang
• Tuốt vỏ sợi quang
• Làm sạch sợi quang
• Cắt sợi quang tại độ dài thích hợp
• Đưa sợi quang vào máy hàn.
• Thực hiện lại các bước trên cho sợi quang thứ hai
• Đóng nắp đậy và bắt đầu hàn
• Lấy sợi quang khỏi bàn kẹp
• Đưa dẫn ống măng sông bảo vệ vào chố có mối hàn
• Đưa mối hàn, măng sông vào bộ phận sấy, sau đó gia cố mối hàn
• Lấy mối hàn đã được bảo vệ ra.
9-2. Chức năng lựa chọn chế độ hàn
Màn hình “SPLICE MODE” sẽ được hiện thị đầu tiên ngay khi bật máy hàn, hoặc khi ấn phím “RESET”. Màn hình này cho phép lựa chọn chương trình hàn đa năng cho các loại sợi quang khác nhau. Tối đa cho phép 48 chương trình hàn tối ưu phù hợp với các ngữ cảnh hàn khác nhau. Mỗi chương trình sẽ xac định năm (05) tham số hồ quang cơ bản: năng lượng hồ quang, thời gian nóng chẩy, thời gian tiến nóng chẩy, quãng hở và trung lặp hồ quang. Chương trình đã được chọn sẽ được bảo lưu ngay cả khi tắt máy.
• ARC TEST: Để bổ sung cho những thay đổi của môi trường bằng việc tín toán bề mặt sợi quang để đảm bảo năng lượng hồ quang thích hợp
• SPLICE (Automatic): Bắt đầu hàn tự động và tinh toán suy hao
• FIBER SELECT: Lựa chọn chương trình hàn từ 1 đến 48.
- 17 -

9-3. Lựa chọn loại sợi quang
Chương trình hàn hiện tại cần phù hợp với loại sợi quang đem hàn. Chương trình được sử dụng cho lần hàn gần nhất sẽ được hiển thị khi bật máy hoặc ấn phím “RESET”. Để lựa chọn hoặc duyệt các chương trình (SMF, MMF, DSF…) cần thực hiện các bước sau:
1. Sử dụng phím lên/xuống chuyển con trỏ đến “FIBER SELECT” và ấn “SELECT”.
2. Sử dụng phím lên/xuống để chọn đúng loại sợi quang đem hàn và ấn “SELECT”
Hình 16. Lựa chọn loại sợi quang
Ghi chú: Tên của chương trình hàn do ngưởi sử dụng đặt. Xem phần 13-7 Soạn thảo tên Chương trình hàn.
9-4. Lắp ống măng sông bảo vệ
Lồng ông măng sông vào một đầu sợi quang cần hàn. Việc này cần được làm trước khi tuốt vỏ và cắt sợi quang.
Hình 17. Ống măng sông bảo vệ loại FPS-1
- 18 -

9-5. Chuẩn bị sợi quang
(1) Dùng dao tuốt vỏ tuốt một đoạn dài 40mm, thao tác dứt khoát một lần
(2) Làm sạch sợi quang bằng một miếng gạc thẩm cồn nguyên chất, lau 1-2 lần để làm sạch bụi bẩn
(3) Dùng dao cắt sợi quang để cắt. Đoạn cắt cho phép từ 8-16mm
Ghi chú: Không được lau sợi quang sau khi đã cắt. Để tránh sợi quang có thể bị dây bẩn, đưa sợi quang vào vị trí hàn ngay sau khi cắt.
(4) Thu gom các mảnh vụn sợi thủ tinh. Dùng một tờ giấy bóng kính cuộn lại để thu gom các mảnh vụn và bỏ vào nơi chứa an toàn
Cảnh báo: Các mảnh vụn sợi thủy tinh rất sắc và có thể làm đứt tay.
Hình 18. Quá trình chuẩn bị.
- 19 -

9-6. Đưa sợi quang vào máy hàn
(1) Với điều kiện là chương trình hàn đã được lựa chọn, và sợi quang đã được chuẩn bị sẵn sàng. Phần này sẽ giới thiệu một quá trình hàn điển hỉnh, thực tế có thể có những thay đổi.
(2) Mở nắp máy hàn, đặt vào vị trí giữa trên đỉnh của khay hàn.
(3) Để tháo các néo sợi quang, kéo cần kích hoạt về phía trước hướng lên trên ở phía sau của máy hàn. Khi nâng thước néo, cả hai néo sợi quang và bộ kẹp đều được nâng lên đồng thời.
(4) Xem thêm hình 19, hạ sợi quang xuống rãnh-V sao cho đầu bị cắt nằm lên trên rãnh-V và phần lõi sợi quang trần nằm ở trong vùng hồ quang
Xem thêm hình 20, đầu sợi quang nằm ở giữa điện cực và gờ của rãnh-V.
Hình 19. Đưa sợi quang vào rãnh-V
Ghi chú: Không được phép để đầu sợi quang tiếp xúc với các vật khác, hoặc không ẩn trượt sợi quang trong lòng rãnh-V. Làm như vậy sẽ làm bẩn đầu sợi quang dẫn đến chất lượng hàn kém.
- 20 -

(5) Ẩn thước néo xuống, hạ thấp néo vỏ phản xạ. Tiếp tục hạ thấp cho đến khi khoá chặt. Sợi quang bây giờ sẽ nằm khít trong rãnh-V với đầu bị cắt nằm tính từ phía bên trong của rãnh-V và đỉnh của điện cực.
Hình 20. Vị trí của các sợi quang
(6) Chuẩn bị tương tự cho sợi quang thứ hai, néo và đưa vào máy hàn
(7) Đóng nắp. Đặt sợi quang đúng chỗ trên rãnh thoát bên cạnh nắp.
- 21 -

10. QUI TRÌNH KIỂM TRA HỒ QUANG
10-1. Khi thực hiện việc kiểm tra hồ quang Tính năng kiểm tra hồ quang cài đặt sẵn trong máy hàn nhằm đảm bảo các mối hàn có chất
lượng cao nhất. Các trạng thái cần thực hiện kiểm tra hồ quang gồm:
• Có sự thay đổi loại sợi quang.
• Thay đổi về địa điểm hàn.
• Thiết lập hàn lần đầu tiên
• Có sự thay đổi lớn về nhiệt độ, độ ẩm hay áp suất không khí
• Chất lượng mối hàn kém.
• Các điện cực bị bẩn hoặc bị mòn.
• Sau khi thay thế các điện cực.
Việc thực hiện kiểm tra hồ quang cho phép máy tự động điều chỉnh lượng hồ quang phù hợp
với chương trình hàn đã lựa chọn, và căn giữa các đầu sợi quang tương xứng với vùng hồ
quang hiệu quả. Các trạng thái hồ quang đã điều chỉnh sẽ được lưu lại khi tắt máy hàn.
10-2 Thực hiện kiểm tra hồ quang Việc này đòi hỏi có 2 mẩu sợi quang cùng loại dùng để hàn. Dưới đây là quy trình thực hiện
việc kiểm tra hồ quang:
1. Tuốt lớp áo ngoài, làm sạch, cắt sợi quang, và đưa vào trong khay hàn.. Xem thêm
phần 9-5, các bước chuẩn bị sợi quang để hàn.
2. Lựa chọn chương trình hàn phù hợp với loại sợi quang cần hàn. Tham khảo trong
phần 9-3.
3. Từ màn hình trình đơn SPLICE MODE, di chuyển con trỏ đến mục ARC TEST, và
nhấn nút “SET” để bắt đầu thực hiện khiểm tra, như được minh hoạ trong hình 21.
Hình 21. Bắt đầu kiểm tra hồ quang
- 22 -

4. Máy hàn sẽ tự động đo sự nóng chảy của sợi quang (như được minh hoạ trong hình
22) và xác định nếu năng lượng hồ quang đúng.
5. Nếu sau khi kiểm tra hồ quang mà máy hàn hiện những dòng thông báo “TOO
WEAK”, “TOO STRONG” or “ARC CENTER CHANGED”, thì khi đó máy hàn sẽ
tự đIều chỉnh đến mức tối ưu nhất. Lặp lại việc khiểm tra cho đến khi xuất hiện thông
báo “ARC OK”.
6. Khi xuất hiện thông báo “ARC OK” , máy hàn sẽ tự động khởi động lại và sẵn sàng
cho việc bắt đầu thực hiện mối hàn.
(a) TOO STRONG (b) TOO WEAK (c) ARC OK
Hình 22. Thực hiện kiểm tra hồ quang
- 23 -
KHỞI ĐỘNG CHẾ ĐỘ HÀN TỰ ĐỘNG Xin vui lòng đọc mô tả các bước thực hiện trong phần 8 trước khi thực hiện chế độ hàn tự
động.
11. KHỞI ĐỘNG CHẾ ĐỘ HÀN TỰ ĐỘNG
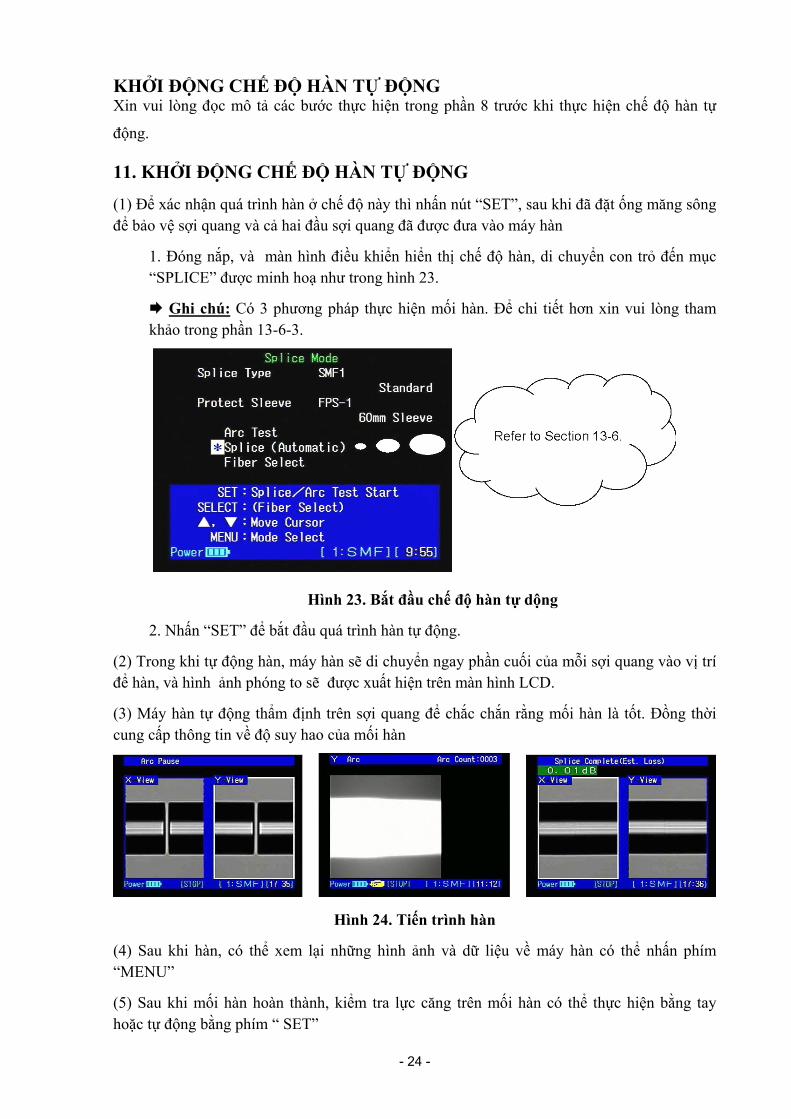
(1) Để xác nhận quá trình hàn ở chế độ này thì nhấn nút “SET”, sau khi đã đặt ống măng sông để bảo vệ sợi quang và cả hai đầu sợi quang đã được đưa vào máy hàn
1. Đóng nắp, và màn hình điều khiển hiển thị chế độ hàn, di chuyển con trỏ đến mục “SPLICE” được minh hoạ như trong hình 23.
Ghi chú: Có 3 phương pháp thực hiện mối hàn. Để chi tiết hơn xin vui lòng tham khảo trong phần 13-6-3.
Hình 23. Bắt đầu chế độ hàn tự dộng
2. Nhấn “SET” để bắt đầu quá trình hàn tự động.
(2) Trong khi tự động hàn, máy hàn sẽ di chuyển ngay phần cuối của mỗi sợi quang vào vị trí để hàn, và hình ảnh phóng to sẽ được xuất hiện trên màn hình LCD.
(3) Máy hàn tự động thẩm định trên sợi quang để chắc chắn rằng mối hàn là tốt. Đồng thời cung cấp thông tin về độ suy hao của mối hàn
Hình 24. Tiến trình hàn
(4) Sau khi hàn, có thể xem lại những hình ảnh và dữ liệu về máy hàn có thể nhấn phím “MENU”
(5) Sau khi mối hàn hoàn thành, kiểm tra lực căng trên mối hàn có thể thực hiện bằng tay hoặc tự động bằng phím “ SET”
- 24 -

11-1. Đánh giá chất lượng mối hàn
(1) Sau khi mối hàn hoàn thành, để kiểm tra chất lượng mối hàn thực hiện cả hai hình ảnh bằng cách sử dụng phím “ARROW”.
(2) Đối với đánh giá những lỗi lớn, những bong bóng, hoặc những chỗ phình lên thì sẽ luôn luôn thực hiện lại mối hàn.
(3) Tại mối hàn đối với những đường xám và trắng: việc lặp lại phóng hồ quang có thể nâng cao kết quả, đặc biệt tại những nơI khuyết lớp sơn phủ. Lưu ý không phóng hồ quang lại tại một mối hàn không quá hai lần. Thay vì, thực hiện bươc kiểm tra hồ quang, sau đó thử hàn lại.
Ghi chú: Xuất hiện những đường màu xám/trắng tại mối hàn là bình thường và chấp nhận được, khi hàn những loại sợi quang không giống nhau
Mẹo nhỏ: Bằng cách nhấn phím “MENU” dữ lịêu mối hàn sẽ được hiển thị như trong hình 25.
(a) (b)
(c) (d) (e)
Hình 25. Các dữ liệu về mối hàn
Ghi chú: phần chú giải của mối hàn (tối đa là 18 ký tự) có thể lưu vào bộ nhớ sau khi đã hoàn thành mối hàn.
Hình 26. Nhập chú giải cho mối hàn
- 25 -

12. BẢO VỆ MỐI HÀN
12-1. Vị trí mối hàn tại khay nung
Bộ phận nung, xem hình 27, được đặt ở trên, phía sau của máy hàn. Bộ kẹp phía bên phải bao gồm sẵn một bộ làm căng cơ học, nó được sử dụng để duy trì một lực căng khoảng 0.49 N (50 gf) trên mối hàn trong suốt quá trình nung ống bảo vệ.
Hình 27. Bộ phận nung
1. Mở bộ kẹp ở cả hai phía của bộ phận nung. Có một bàn kẹp gắn cùng với nắp của bộ nung do vậy nắp sẽ mở cùng với bàn kẹp.
2. Mở nắp đậy máy hàn và bàn kẹp máy hàn để lấy sợi quang ra ngoài.
3. Đặt ống măng sông vào giữa dựa vào vị trí của điểm hàn trên sợi quang.
Ghi chú: Cố gắng giữ thẳng sợi quang. Không làm nó bị cong ở phía sau .
4. Phải đảm bảo rằng ống măng sông bảo vệ sợi quang đã được nằm giữa mối hàn trên sợi quang, duy trì lực căng nhẹ trên phần còn lại của mối hàn sợi quang, đẩy sợi quang xuống thấp hơn bàn kẹp của bộ nung. Nên kéo căng sợi quang rồi đóng bàn kẹp bộ nung. Xem hình 28.
Figure 28. Đóng bộ kẹp của phần nung
5. Phía bàn kẹp bên phải (B: bàn kẹp bên trái) gắn bên trong có một độ đàn hồi sử dụng để giữ chặt sợi quang trong suốt quá trình ống măng sông co rút lại. Tham khảo hình 29, mở bàn kẹp bên trái (B : bàn kẹp bên phải) và kéo sợi quang sang bên trái để tạo ra môt lực căng rồi đóng lại.
- 26 -
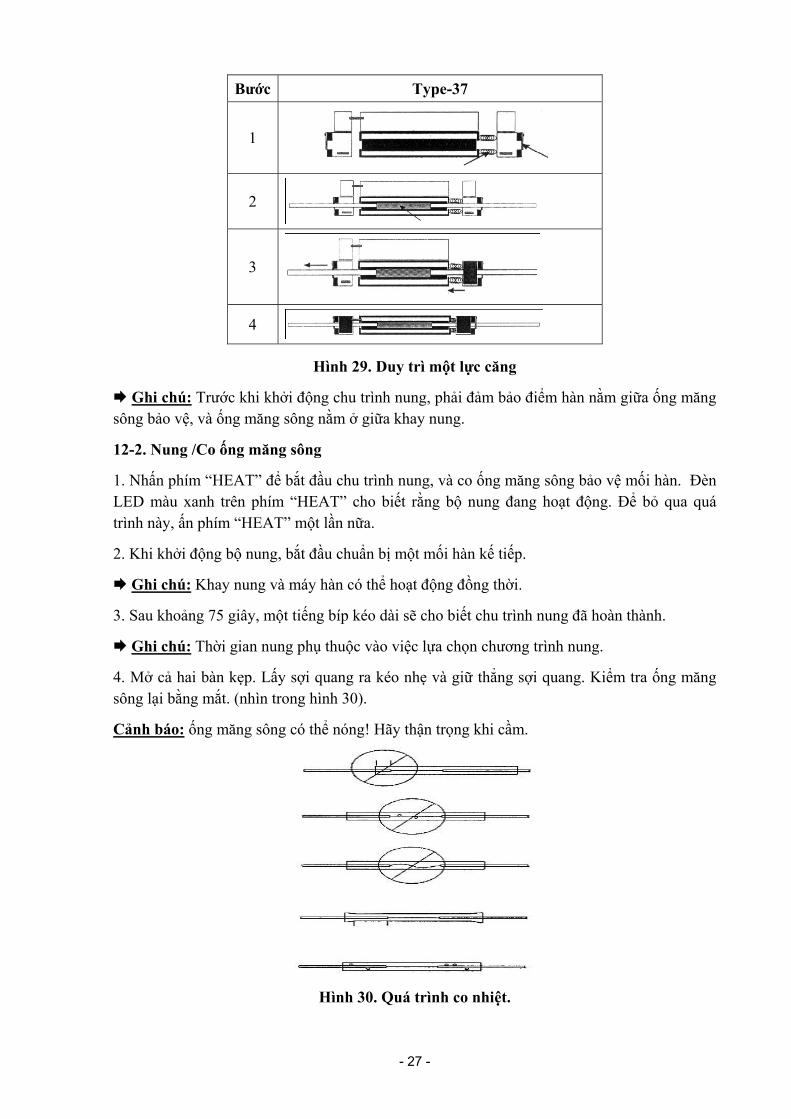
Bước Type-37
1
2
3
4
Hình 29. Duy trì một lực căng
Ghi chú: Trước khi khởi động chu trình nung, phải đảm bảo điểm hàn nằm giữa ống măng sông bảo vệ, và ống măng sông nằm ở giữa khay nung.
12-2. Nung /Co ống măng sông
1. Nhấn phím “HEAT” để bắt đầu chu trình nung, và co ống măng sông bảo vệ mối hàn. Đèn LED màu xanh trên phím “HEAT” cho biết rằng bộ nung đang hoạt động. Để bỏ qua quá trình này, ấn phím “HEAT” một lần nữa.
2. Khi khởi động bộ nung, bắt đầu chuẩn bị một mối hàn kế tiếp.
Ghi chú: Khay nung và máy hàn có thể hoạt động đồng thời.
3. Sau khoảng 75 giây, một tiếng bíp kéo dài sẽ cho biết chu trình nung đã hoàn thành.
Ghi chú: Thời gian nung phụ thuộc vào việc lựa chọn chương trình nung.
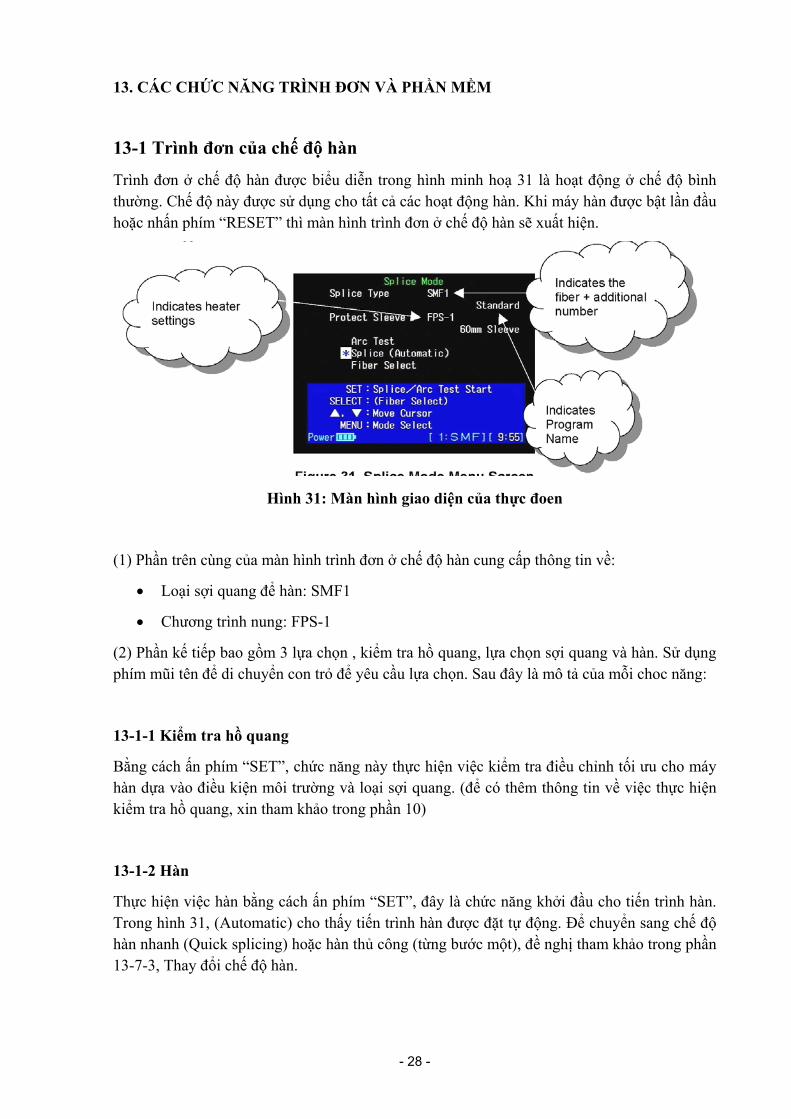
4. Mở cả hai bàn kẹp. Lấy sợi quang ra kéo nhẹ và giữ thẳng sợi quang. Kiểm tra ống măng sông lại bằng mắt. (nhìn trong hình 30).
Cảnh báo: ống măng sông có thể nóng! Hãy thận trọng khi cầm.
Hình 30. Quá trình co nhiệt.
- 27 -
13. CÁC CHỨC NĂNG TRÌNH ĐƠN VÀ PHẦN MỀM
13-1 Trình đơn của chế độ hàn
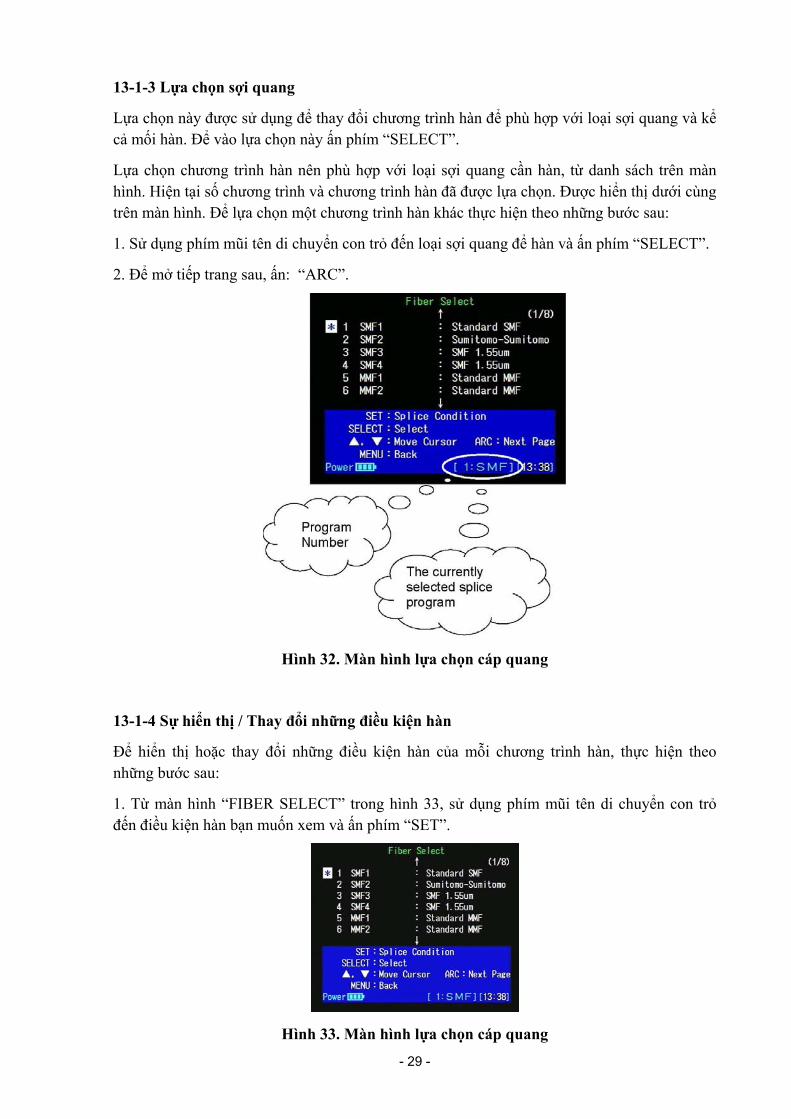
Trình đơn ở chế độ hàn được biểu diễn trong hình minh hoạ 31 là hoạt động ở chế độ bình thường. Chế độ này được sử dụng cho tất cả các hoạt động hàn. Khi máy hàn được bật lần đầu hoặc nhấn phím “RESET” thì màn hình trình đơn ở chế độ hàn sẽ xuất hiện.
Hình 31: Màn hình giao diện của thực đoen
(1) Phần trên cùng của màn hình trình đơn ở chế độ hàn cung cấp thông tin về:
• Loại sợi quang để hàn: SMF1
• Chương trình nung: FPS-1
(2) Phần kế tiếp bao gồm 3 lựa chọn , kiểm tra hồ quang, lựa chọn sợi quang và hàn. Sử dụng phím mũi tên để di chuyển con trỏ để yêu cầu lựa chọn. Sau đây là mô tả của mỗi choc năng:
13-1-1 Kiểm tra hồ quang
Bằng cách ấn phím “SET”, chức năng này thực hiện việc kiểm tra điều chỉnh tối ưu cho máy hàn dựa vào điều kiện môi trường và loại sợi quang. (để có thêm thông tin về việc thực hiện kiểm tra hồ quang, xin tham khảo trong phần 10)
13-1-2 Hàn
Thực hiện việc hàn bằng cách ấn phím “SET”, đây là chức năng khởi đầu cho tiến trình hàn. Trong hình 31, (Automatic) cho thấy tiến trình hàn được đặt tự động. Để chuyển sang chế độ hàn nhanh (Quick splicing) hoặc hàn thủ công (từng bước một), đề nghị tham khảo trong phần 13-7-3, Thay đổi chế độ hàn.
- 28 -
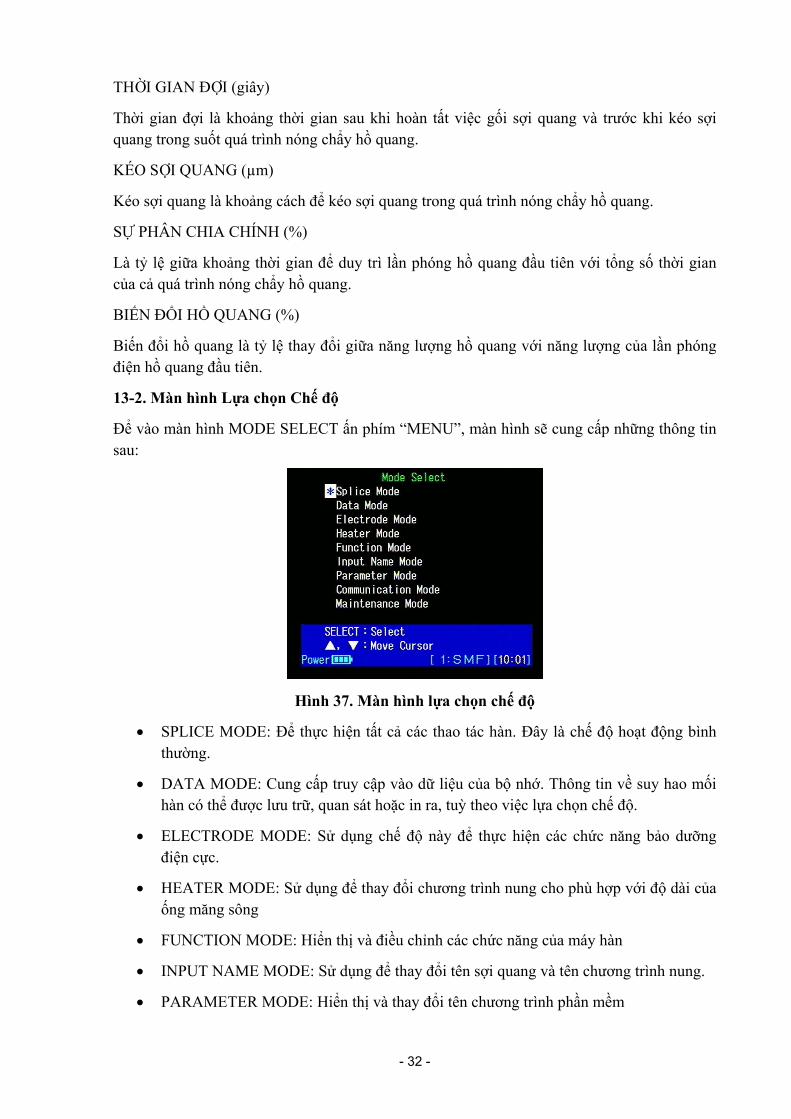
13-1-3 Lựa chọn sợi quang
Lựa chọn này được sử dụng để thay đổi chương trình hàn để phù hợp với loại sợi quang và kể cả mối hàn. Để vào lựa chọn này ấn phím “SELECT”.
Lựa chọn chương trình hàn nên phù hợp với loại sợi quang cần hàn, từ danh sách trên màn hình. Hiện tại số chương trình và chương trình hàn đã được lựa chọn. Được hiển thị dưới cùng trên màn hình. Để lựa chọn một chương trình hàn khác thực hiện theo những bước sau:
1. Sử dụng phím mũi tên di chuyển con trỏ đến loại sợi quang để hàn và ấn phím “SELECT”.
2. Để mở tiếp trang sau, ấn: “ARC”.
Hình 32. Màn hình lựa chọn cáp quang
13-1-4 Sự hiển thị / Thay đổi những điều kiện hàn
Để hiển thị hoặc thay đổi những điều kiện hàn của mỗi chương trình hàn, thực hiện theo những bước sau:
1. Từ màn hình “FIBER SELECT” trong hình 33, sử dụng phím mũi tên di chuyển con trỏ đến điều kiện hàn bạn muốn xem và ấn phím “SET”.
Hình 33. Màn hình lựa chọn cáp quang
- 29 -

2. Như trong hình 34 (a),(b), 5 tham số về hồ quang (Fusion time, Prefusion time, Arc Gap, Over Lap và Arc Power) được hiển thị trên màn hình đầu tiên và 4 lựa chọn các tham số hồ quang (Staying Time, Fiber Pulling, Prime Division và Arc Alteration) được hiển thị trên màn hình thứ hai.
3. Từ màn hình “SPLICE CONDITION”, sử dụng phím mũi tên di chuyển con trỏ đến thông số mà bạn muốn thay đổi và ấn phím “SELECT”.
4. Bạn sẽ thấy trên màn hình dòng chữ “PASS CODE“, xem hình hình 34 (c).. Để nhập “Pass Code” bằng cách ấn các phím dưới đây:
• UP ARROW
• ARC key
• DOWN ARROW
• SELECT key
5. Bạn sẽ thấy màn hình “SPLICE CONDITION “, như trong hình 34(d), khối đánh dấu sáng chính là Gia trị tham số.
6. Tham khảo phần 7-3 để thay đổi các tham số bạn muốn rồi ấn phím “SELECT” để chấp nhận sự thay đổi.
Mẹo nhỏ:
• Ghi chú các tham số hiện tại trước khi thay đổi
• Nếu một tham số bị chọn nhầm, ấn “MENU” để xóa và chọn lại
• Để kết thúc và thoát ra, không ghi lại các tham số, ấn “RESET”
(a) (b)
(c) (d)
Hình 34. Điều khiện hàn
- 30 -

13-1-5 Thiết lập điều kiện hàn
Có 5 tham số có thể thay đổi dùng cho việc hồ quang:
THỜI GIAN NÓNG CHẨY (giây)
Thời gian nóng chẩy là khoảng thời gian phóng điện của hồ quang
THỜI GIAN TIỀN NÓNG CHẨY (giây)
Thời gian tiền nóng chẩy là thời gian chờ của hai đầu sợi quang, sau khi phóng điện hồ quang bắt đầu và trước khi sợi quang gối lên nhau
KHE HỞ HỒ QUANG (một phần nghìn mét, μm)
Khe hở hồ quang là khoảng cách giữa sợi quang trái và phải trước khi nóng chẩy
Hình 35. Khe hở hồ quang
GỐI SỢI QUANG (một phần nghìn mét, µm)
Gối sợi quang là độ dài phần gối lên nhau của sợi quang trái và phải, xuất hiện khi sợi phải chuyển dịch về bên trái trong quá trình nóng chẩy.
OVER LAP
ARC GAP
Hình 36. Gối sợi quang
NĂNG LƯỢNG HỒ QUANG (bước giá trị)
Được tính theo những bước giá trị phi đơn vị, năng lượng hồ quang điều khiển lượng nhiệt truyền cho sợi quang trong quá trình nóng chẩy.
Bốn tham số để lựa chọn năng lượng hồ quang:
- 31 -
THỜI GIAN ĐỢI (giây)
Thời gian đợi là khoảng thời gian sau khi hoàn tất việc gối sợi quang và trước khi kéo sợi quang trong suốt quá trình nóng chẩy hồ quang.
KÉO SỢI QUANG (µm)
Kéo sợi quang là khoảng cách để kéo sợi quang trong quá trình nóng chẩy hồ quang.
SỰ PHÂN CHIA CHÍNH (%)
Là tỷ lệ giữa khoảng thời gian để duy trì lần phóng hồ quang đầu tiên với tổng số thời gian của cả quá trình nóng chẩy hồ quang.
BIẾN ĐỔI HỒ QUANG (%)
Biến đổi hồ quang là tỷ lệ thay đổi giữa năng lượng hồ quang với năng lượng của lần phóng điện hồ quang đầu tiên.
13-2. Màn hình Lựa chọn Chế độ
Để vào màn hình MODE SELECT ấn phím “MENU”, màn hình sẽ cung cấp những thông tin sau:
Hình 37. Màn hình lựa chọn chế độ
• SPLICE MODE: Để thực hiện tất cả các thao tác hàn. Đây là chế độ hoạt động bình thường.
• DATA MODE: Cung cấp truy cập vào dữ liệu của bộ nhớ. Thông tin về suy hao mối hàn có thể được lưu trữ, quan sát hoặc in ra, tuỳ theo việc lựa chọn chế độ.
• ELECTRODE MODE: Sử dụng chế độ này để thực hiện các chức năng bảo dưỡng điện cực.
• HEATER MODE: Sử dụng để thay đổi chương trình nung cho phù hợp với độ dài của ống măng sông
• FUNCTION MODE: Hiển thị và điều chỉnh các chức năng của máy hàn
• INPUT NAME MODE: Sử dụng để thay đổi tên sợi quang và tên chương trình nung.
• PARAMETER MODE: Hiển thị và thay đổi tên chương trình phần mềm
- 32 -
• COMMUNICATION MODE: Cho phép nhân viên bảo dưỡng điều khiển được các chức năng máy hàn thông qua một thiết bị tin học ngoại vi khác.
• MAINTENANCE MODE: Dùng để chuẩn đoán lỗi và nâng cấp máy hàn
13-3. Chức năng Lưu trữ Dữ liệu về Mối hàn
Type-37 có khả năng lưu trữ các thông tin về suy hao hàn cho từng mối hàn. Tổng số có thể lưu trữ thông tin của 2,400 mối hàn. Các thông tin này có thể được in ra hoặc truyền sang một máy tính cá nhân phục vụ cho việc kiểm tra và phân tích. Để vào được DATA MODE cần thực hiện các bước sau:
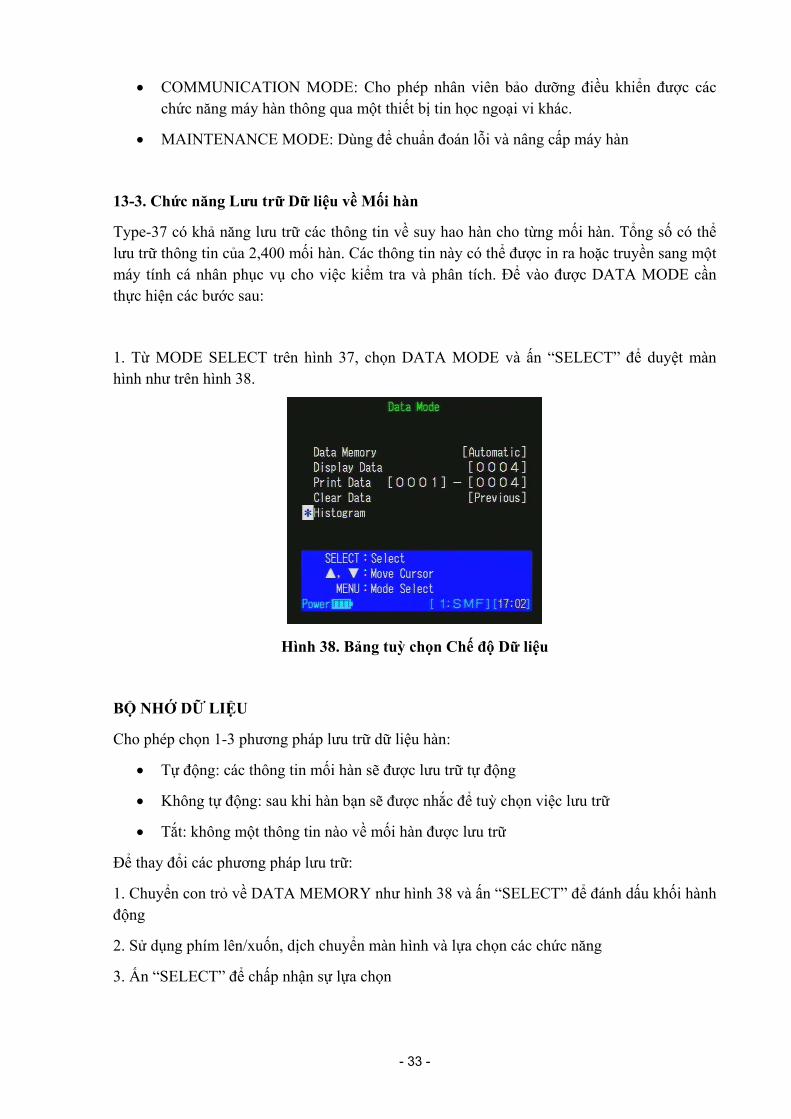
1. Từ MODE SELECT trên hình 37, chọn DATA MODE và ấn “SELECT” để duyệt màn hình như trên hình 38.
Hình 38. Bảng tuỳ chọn Chế độ Dữ liệu
BỘ NHỚ DỮ LIỆU
Cho phép chọn 1-3 phương pháp lưu trữ dữ liệu hàn:
• Tự động: các thông tin mối hàn sẽ được lưu trữ tự động
• Không tự động: sau khi hàn bạn sẽ được nhắc để tuỳ chọn việc lưu trữ
• Tắt: không một thông tin nào về mối hàn được lưu trữ
Để thay đổi các phương pháp lưu trữ:
1. Chuyển con trỏ về DATA MEMORY như hình 38 và ấn “SELECT” để đánh dấu khối hành động
2. Sử dụng phím lên/xuốn, dịch chuyển màn hình và lựa chọn các chức năng
3. Ấn “SELECT” để chấp nhận sự lựa chọn
- 33 -

HIỂN THỊ DỮ LIỆU
Cho phép hiển thị các dữ liệu về suy hao mối hàn. Để xem các dữ liệu đã được lưu trữ:
1. Từ DATA MODE như trên hình 38, chuyển con trỏ đến “Display data” và ấn “SELECT” để đánh dấu khối hành động số
2. Xem phần 7-3, nhập vị trí bộ nhớ bạn muốn xem và ấn “SELECT” để hiển thị các thông tin về suy hao mối hàn
3. Hình 39 hiển thị các thông tin suy hao của một mối hàn điển hình
4. Dùng phím lên/xuống để duyệt bộ nhớ dữ liệu và xem các vị trí khác nhau của bộ nhớ.
Hình 39. Dữ liệu về mối hàn
MÔ TẢ DỮ LIỆU:
• CUT (L/R): Góc cắt của lõi sợi quang trái và phải
• OFFSET: Khoảng cách thẳng góc của trục lõi sợi quang
• DEFORM: Độ dịch thẳng góccủa trục lõi sợi quang gây ra bởi biến dạng
• ECT (L/R): Độ lệch tâm của lõi sợi quang trái và phải
• CORE OFF: Bước dịch thẳng góc của lõi sợi quang gây ra bởi biến dạng
• ARC COUNT: Số lần phóng hồ quang kể từ lần thay đổi điện cực.
IN DỮ LIỆU
Cho phép in hoặc tryền dữ liệu lưu trữ sang một máy tính cá nhân. Con số trên hình dưới hiển thị miền dữ liệu lưu trữ. Để in dữ liệu:
1. Từ DATA MODE trên hình 38, chọ PRINT DATA và ấn “SELECT” để chọn phần bắt đầu và kết thúc của phần muốn in.
2. Xem phần 7-3, cập nhật phần đầu và cuối của miền bạn muốn in ra.
3. Sau khi lựa chọn phần cuối của miền in, màn hìn sẽ hiển thị hình 40
- 34 -
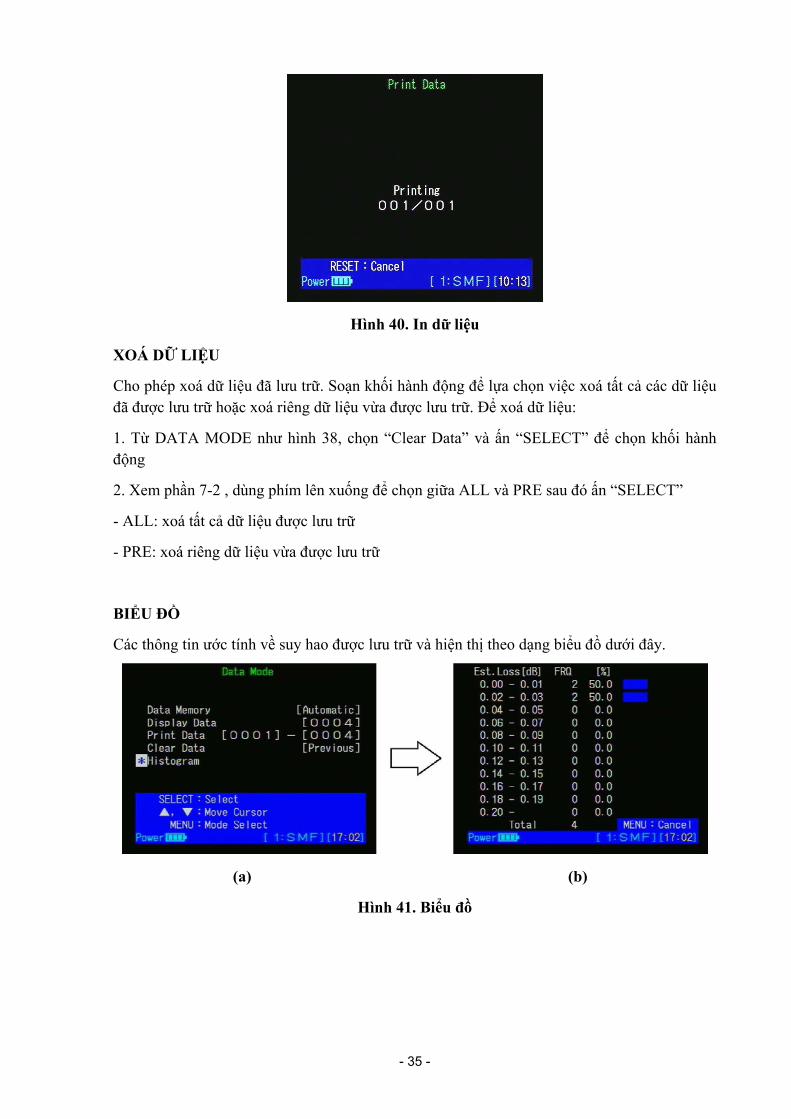
Hình 40. In dữ liệu
XOÁ DỮ LIỆU
Cho phép xoá dữ liệu đã lưu trữ. Soạn khối hành động để lựa chọn việc xoá tất cả các dữ liệu đã được lưu trữ hoặc xoá riêng dữ liệu vừa được lưu trữ. Để xoá dữ liệu:
1. Từ DATA MODE như hình 38, chọn “Clear Data” và ấn “SELECT” để chọn khối hành động
2. Xem phần 7-2 , dùng phím lên xuống để chọn giữa ALL và PRE sau đó ấn “SELECT”
- ALL: xoá tất cả dữ liệu được lưu trữ
- PRE: xoá riêng dữ liệu vừa được lưu trữ
BIỂU ĐỒ
Các thông tin ước tính về suy hao được lưu trữ và hiện thị theo dạng biểu đồ dưới đây.
(a) (b)
Hình 41. Biểu đồ
- 35 -

13-4. Chế độ Điện cực
Chế độ điện cực được chọn qua MODE SELECT như hình 42
Hình 25. Bảng tuỳ chọn Chế độ Điện cực
HỒ QUANG KHÔNG TỰ ĐỘNG
Dùng để phóng điện điện cực mới và điều chỉnh đỉnh điện cực cho phép tối ưu hồ quang.
CÀI ĐẶT ĐẾM HỒ QUANG VỀ KHÔNG
Dùng để cài đặt lại bộ đếm hồ quang về không. Sau mỗi lần phòng điện, đồng hồ sẽ được đếm thêm 1: cho phép theo dõi số lần phóng hồ quang của đôi điện cực. Trung bình cần thay điện cực sau 1,000 lần phóng điện.
1. Từ màn hình ELECTRODE MODE như hình 42, chọn RESET ARC COUNT
2. Ấn “SELECT” để cài đặt đồng hồ về không.
Ghi chú: Khi ấn phím “SELECT” đồng hồ sẽ chuyển về không ngay, không gửi thêm thông báo gì việc này.
13-5. Chế độ nung
Chế độ sấy dùng để lựa chọn các tham số nung như hình 43. Để vào chế độ sấy, thực hiện các thao tác: 1. Ấn phím “Menu” để hiện thị MODE SELECT 2. Chọn HEATER MODE và ấn “SELECT”
Hình 43. Vào Chế độ Nung
- 36 -

13-5-1. Lựa chọn Điều kiện Nung
Việc sấy ống măng sông bảo vệ được điều chỉnh để tối ưu hoá việc co nhiệt của các ống măng sôn với đường kính và độ dài khác nhau. Máy đã được cài đặt sẵn một số chương trình sau: FPS-1 (60mm, cho sợi quang đơn), FPS-40 (40mm, cho sợi quang đơn). Có thể cho phép lựa chọn 10 chương trình khác nhau. Để lựa chọn chương trình sấy phù hợp với ống măng sông bảo về, thực hiên các bước sau:
1. Ấn “SELECT” để soạn thảo khối hành động và dùng phím “ARROW” để dịch chuyển màn hình qua các chương trình sẵn có như trên hình 44
2. Ấn “SELECT” để chấp nhận thay đổi
3. Chương trình đang được lựa chọn sẽ được chỉ ra trên màn hình SPLICE MODE MENU như trên hình 45.
Hình 44. Chọn Chương trình Nung
Hình 45. Chương trính Nung hiện thời
13-5-2 Thay đổi Điều kiện nung
Để thay đổi điều kiện sấy, thực hiện các bước sau:
1. Như trên hình 46, 5 tham số sấy (nhiệt độ A, nhiệt độ B, nhiệt độ kết thúc, khoảng thời gian sấy A, khoảng thời gian sấy B) sẽ được hiển thị trên màn hình.
2. Ấn “SET” để thay đổi tham số và con trỏ sẽ hiện lên màn hình
3. Dùng phím lên xuông để dịch chuyển con trỏ đến các tham số cần thay đổi và ấn phím “SELECT”.
- 37 -

4. Màn hình sẽ hiển thị PASS CODE. Vào Pass Code bằng việc ấn các phím:
“UP ARROW”
“ARC”
“DOWN ARROW”
“SELECT”
5. Màn hình sẽ hiển thị HEATER MODE CONDITION với các khối hành động số được đánh dấu trên giá trị tham số
6. Xem phần 7-3 Giá trị Số học, thay đổi tham số và ấn “SELECT” để chấp nhận thay đổi
Hình 46. Màn hình Chế độ Sấy
Mẹo nhỏ:
• Ghi chú các tham số hiện tại trước khi thay đổi
• Nếu một tham số bị chọn nhầm, ấn “MENU” để xoá và chọn lại
• Để kết thúc và thoát ra, không ghi lại các tham số, ấn “R ESET”
13-5-3 Cài đặt Điều kiện Sấy
Bộ phận sấy có cấu trúc tích hợp kép. Có 5 tham số để thay đổi
Nhiệt độ sấy A (độ)
Máy sấy sẽ tăng nhiệt đố đến nhiệt độ này, giữ ở mức này cho mẫu A, mẫu quy định vùng sấy sẽ tập trung ở v ùng trung tâm
Nhiệt độ sấy B (độ)
Máy sấy sẽ tăng nhiệt đố đến nhiệt độ này, giữ ở mức này cho mẫu A, mẫu quy định vùng sấy sẽ lan toả một vùng lớn.
Nhiệt độ kết thúc (độ)
Nhiệt độ sấy tại thời điểm kết thúc việc sấy, lấy ống măng sông ra. Đèn nháy trên bàn phím dừng ở nhiệt độ này
- 38 -

Khoảng thời gian sấy A (giây)
Khoảng thời gian sấy theo mẫu A
Khoảng thời gian sấy B (giây)
Khoảng thời gian sấy theo mẫu B
13-6. Thay đổi việc cài đặt tham số hệ thống của máy hàn
Các đặc tính và chức năng khác nhau co thể được kích hoạt/không hoạt động hoặc thay đổi qua việc bảng tuỳ chọn FUNCTION MODE. Để thay đổi tham số hệ thống:
1. Vào bảng tuỳ chọn FUNCTION MODE từ màn hình MODE SELECT
2. Duyệt qua 3 trang hiển thị các đặc tính và thay đổi sử dụng kỹ thuật mô tả ở Phần 7-2, Soạn thảo Khối Hành động
Hình 47. Chức năng thể hiện trong các màn hình
13-6-1 Các thông báo về quá trình hàn
Trong suốt quá trình hàn, có thể yêu cầu hiển thị các thông báo chỉ rõ từng tình trạng và giai đoạn mà máy đang thao tác. Hình 48 chi thấy ví dụ thông tin được hiển thị trong khi đang hàn. Để xem các thông báo, thực hiện các bước sau:
1. Xem hình 47, vào màn hình FUNCTION MODE
2. Chọn MESSAGE DISPLAY và ấn “SELECT”
3. Xem Phần 7-2, soạn thảo khối hành động, dùng phím lên/xuống để chọn giữa, OFF and ON
4. Ấn “SELECT” để chấp nhận thay đổi
Hình 48. Thông báo về quá trình hàn
- 39 -

13-6-2 Chức năng quản lý nguồn (Chế độ ngủ)
Khi máy hàn hoạt động sử dụng nguồn từ ắc-quy, để tiết kiêm điện năng, máy hàn Type-37 có một chương trình cài đặt sẵn gọi là chế độ ngủ, cho phéo tự động giảm điện năng. Nếu sau 10 phút mà không có phím nào được ấn, máy sẽ chuyển từ trạng thái lam việc sang trang thái ngủ. Để vào phần chức năng quản lý năng lượng cần:
1. Xem Hình 25, từ màn hình MODE SELECT chọn FUNCTION MODE và ấn “SELECT”
2. Dùng phím “ARROW” để cuộn màn hình lên trang thứ hai
Hình 49. Các tính năng quản lý nguồn
CHẾ ĐỘ NGỦ
Trong hình 49, chế độ ngủ được cài đặt ở mức 10 phút. Nếu sau 10 phút mà không có một hoạt động gì (không ấn phím, không hàn, không sấy) máy hàn sẽ tự động chuyển sang chế độ ngủ để giảm tiêu hao năng lượng. Khi đang ở chế độ NGỦ:
• Màn hình LCD sẽ tắt
• Đèn xanh SLEEP MODE sẽ hiển thị tại góc trên bên phải
• Bàn phím sẽ được chiếu sáng
• Đầu ra một chiều 12V sẽ tắt (các thiết bị sử dụng nguồn này sẽ không hoạt động)
Ghi chú: Để trở về chế độ bình thường, ấn một phím bất kỳ trừ OFF/ON
Để thay đổi hoặc kích hoạt đồng hồ của chế độ NGỦ:
1. Ấn phím “MENU” và chọn FUNCTION MODE
2. Từ bảng tuỳ chọn của FUNCTION MODE chọn SLEEP và ấn “SELECT”
3. Xem Phần 7-2 Soạn thảo Khối Hành động, dúng phím “ARROW” để chọn.
Ghi chú: OFF sẽ được tìm thấy sau 010 và trước 001
4. Ấn “SELECT” để xác nhận sự thay đổi
- 40 -

CHẾ ĐỘ TỰ ĐỘNG TẮT MÁY
Xem Hình 49, chế độ tự động tăt máy chưa được kích hoạt. Đồng hồ tự động tắt sẽ bắt đầu tính từ lúc chế độ ngủ được kích hoạt. Nếu SLEEP đang bật, tự động tắt sẽ được kích hoạt sau một khoảng thời gian đã định.
Ví dụ: SLEEP TIMER = 1 phút và AUTO POWER OFF = 2 phút
Có nghĩa là sau 1 phút máy sẽ chuyển sang chế độ ngủ, 2 phút sau đó máy hàn sẽ tắt.
13-6-3 Thay đổi Chế độ Hàn
Máy hàn Type-37 có khả năng lựa chọn chế độ hàn theo 1 trong 3 cách, tự động, nhanh hoặc từng bước. Trong bảng tuỳ chọn SPLICE MODE như trên hình 49, chế độ hàn được hiển thị bên cạnh chữ SPLICE ở trong dấu ngoặc kép.
Hình 50. Chế độ Hàn
Để thay đổi chế độ hàn, thực hiện theo các bước sau:
1. Ấn phím “MENU”
2. Vào FUNCTION MODE (Hình 37)
3. Chọn SPLICE SELECT và ấn phím “SELECT” (Hình 47)
4. Xem Phần 7-2 Soạn thảo Khối Hành động, dùng phím “ARROW” để chọn Tự động, Nhanh hoặc Từng bước
Ghi chú: “Step splice”: sau mỗi thao tác, máy hàn dừng lại để kiểm tra
“Quick splice”: APDS không được sử dụng, việc kiểm tra sẽ được đơn giản hoá và máy sẽ hàn tự động
“Automatic splice”: APDS được sử dụng và máy sẽ hàn tự động.
5. Ấn “SELECT” để chấp nhận thay đổi. Chế độ hàn hiển thị trên SPLICE MODE như trên hình 50 sẽ thay đổi theo sự lựa chọn mới
- 41 -
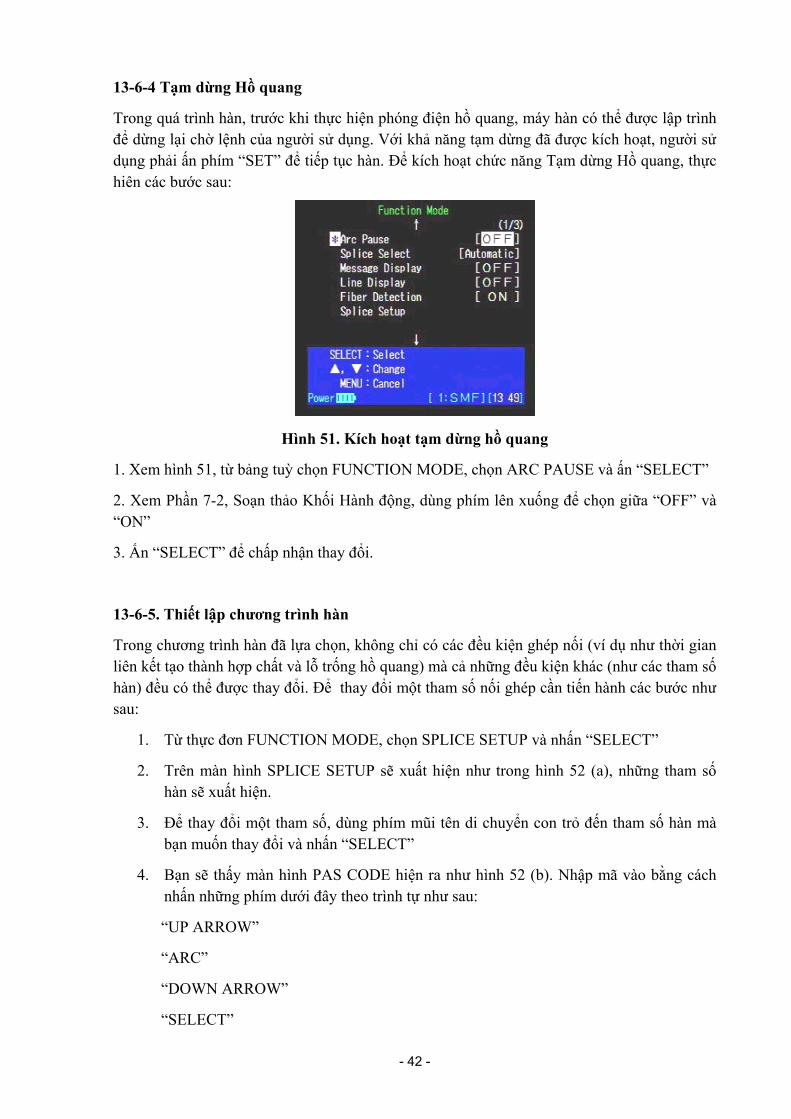
13-6-4 Tạm dừng Hồ quang
Trong quá trình hàn, trước khi thực hiện phóng điện hồ quang, máy hàn có thể được lập trình để dừng lại chờ lệnh của người sử dụng. Với khả năng tạm dừng đã được kích hoạt, người sử dụng phải ấn phím “SET” để tiếp tục hàn. Để kích hoạt chức năng Tạm dừng Hồ quang, thực hiên các bước sau:
Hình 51. Kích hoạt tạm dừng hồ quang
1. Xem hình 51, từ bảng tuỳ chọn FUNCTION MODE, chọn ARC PAUSE và ấn “SELECT”
2. Xem Phần 7-2, Soạn thảo Khối Hành động, dùng phím lên xuống để chọn giữa “OFF” và “ON”
3. Ấn “SELECT” để chấp nhận thay đổi.
13-6-5. Thiết lập chương trình hàn
Trong chương trình hàn đã lựa chọn, không chỉ có các đều kiện ghép nối (ví dụ như thời gian liên kết tạo thành hợp chất và lỗ trống hồ quang) mà cả những đều kiện khác (như các tham số hàn) đều có thể được thay đổi. Để thay đổi một tham số nối ghép cần tiến hành các bước như sau:
1. Từ thực đơn FUNCTION MODE, chọn SPLICE SETUP và nhấn “SELECT”
2. Trên màn hình SPLICE SETUP sẽ xuất hiện như trong hình 52 (a), những tham số hàn sẽ xuất hiện.
3. Để thay đổi một tham số, dùng phím mũi tên di chuyển con trỏ đến tham số hàn mà bạn muốn thay đổi và nhấn “SELECT”
4. Bạn sẽ thấy màn hình PAS CODE hiện ra như hình 52 (b). Nhập mã vào bằng cách nhấn những phím dưới đây theo trình tự như sau:
“UP ARROW”
“ARC”
“DOWN ARROW”
“SELECT”
- 42 -
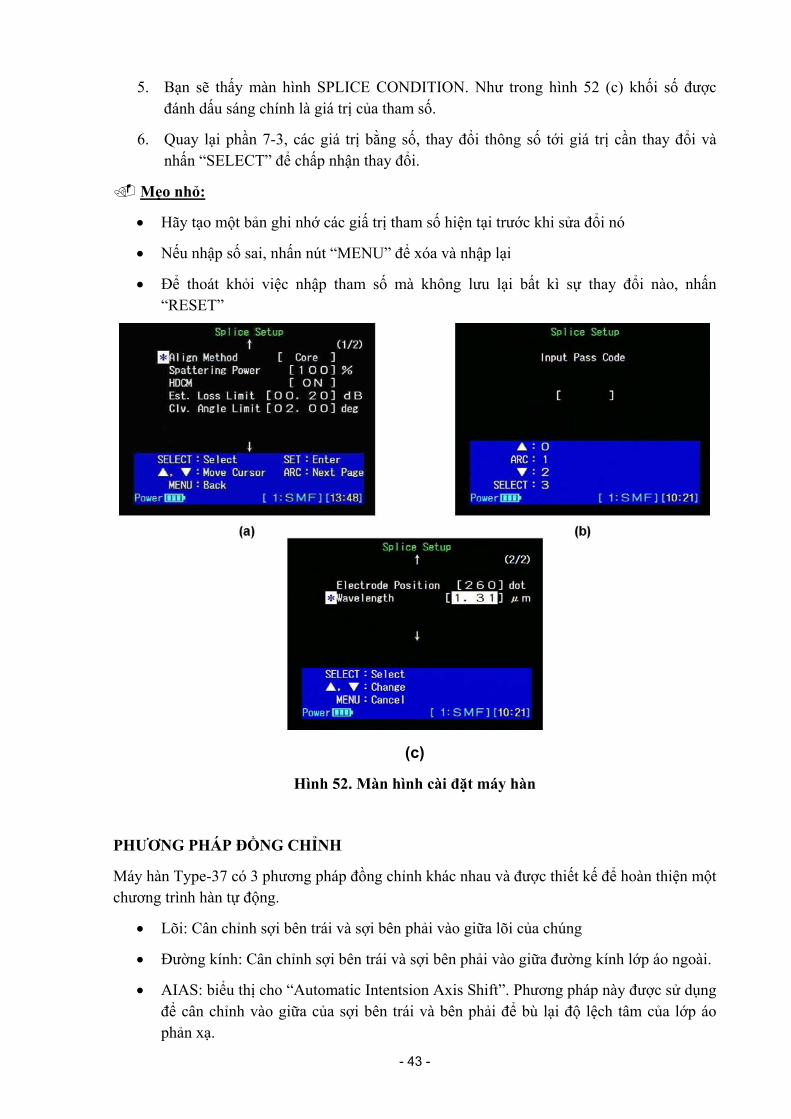
5. Bạn sẽ thấy màn hình SPLICE CONDITION. Như trong hình 52 (c) khối số được đánh dấu sáng chính là giá trị của tham số.
6. Quay lại phần 7-3, các giá trị bằng số, thay đổi thông số tới giá trị cần thay đổi và nhấn “SELECT” để chấp nhận thay đổi.
Mẹo nhỏ:
• Hãy tạo một bản ghi nhớ các giấ trị tham số hiện tại trước khi sửa đổi nó
• Nếu nhập số sai, nhấn nút “MENU” để xóa và nhập lại
• Để thoát khỏi việc nhập tham số mà không lưu lại bất kì sự thay đổi nào, nhấn “RESET”
(c)
Hình 52. Màn hình cài đặt máy hàn
PHƯƠNG PHÁP ĐỒNG CHỈNH
Máy hàn Type-37 có 3 phương pháp đồng chỉnh khác nhau và được thiết kế để hoàn thiện một chương trình hàn tự động.
• Lõi: Cân chỉnh sợi bên trái và sợi bên phải vào giữa lõi của chúng
• Đường kính: Cân chỉnh sợi bên trái và sợi bên phải vào giữa đường kính lớp áo ngoài.
• AIAS: biểu thị cho “Automatic Intentsion Axis Shift”. Phương pháp này được sử dụng để cân chỉnh vào giữa của sợi bên trái và bên phải để bù lại độ lệch tâm của lớp áo phản xạ.
- 43 -
NĂNG LƯỢNG GIẢI PHÓNG
Cho phép bạn cài đặt độ mạnh của năng lượng hồ quang để làm sạch bề mặt liên kết của sợi. Nó cũng cho phép bạn cài đặt giá trị phần trăm vào giấ trị năng lượng hồ quang đã được cài đặt trong thực đơn “Điều kiện hàn”.
HDCM (HỆ THỐNG GIÁM SÁT LÕI TRỰC TIẾP)
Giám sát và kiểm tra lõi sợi với mức độ chính xác cao trong sự kiểm soát của các phần được hàn. Bạn có thể lựa chọn ON hay OFF. Chọn OFF trong việc hàn sợi đặc biệt.
GIỚI HẠN SUY HAO ƯỚC TÍNH
Cho phép bạn thay đổi và cài đặt giới hạn của suy hao ước tính. Nếu suy hao ước tính vượt quá giới hạn cho phép, máy hàn sẽ báo động cho bạn biết.
GIỚI HẠN GÓC CẮT
Cho phép bạn thay đổi và cài đặt giới hạn của góc cắt trong sự kiểm soát về góc cắt trước khi hàn. Nếu góc cắt vượt quá giới hạn cho phép, máy hàn sẽ báo động cho bạn biết.
VỊ TRÍ ĐIỆN CỰC
Cho phép bạn thay đổi và cài đặt tâm hồ quang. Thông thường thì nó được cài đặt tự động. Nếu bạn muốn thay đổi tâm hồ quang, bằng cách làm bằng tay, cho việc ghép nối sợi đặc biệt, tự bạn có thể cài đặt số của tâm hồ quang. Số nhỏ hơn sẽ cho phép tâm dịch sang trái.
BƯỚC SÓNG
Cho phép bạn lựa chọn bước sóng truyền để tính toán suy hao ước tính. Bước sóng có thể được lựa chọn trong những loại sau: 1.31, 1.55, 1.58, 1.48, hoặc 1.98μm .
- 44 -

13-6-6. Phân tích loại sợi quang
APDS: Hệ thống tự động kiểm tra và nhận diện sợi quang
Phân tích một cách tự động loại sợi quang được hàn từ hình ảnh của sợi, so sánh chương trình hàn được phân tích với chương trình hàn đã lựa chọn và hiển thị kết quả trên màn hình, như trong hình 53. Hệ thống này ngăn chặn chương trình hàn và loại sợi khỏi bị lựa chọn nhầm. Khi loại sợi đã được phân tích khác loại sợi đã được cài đặt, màn hình kết quả xuất hiện và máy hàn sẽ ngừng lại. Để tiếp tục việc hàn, nhấn nút “SET” và để dừng việc hàn, nhấn nút “RESET”
• Các loại sợi được phân tích là: SMF/PSCF, MMF, DSF/NZDS, LCF và EDF/CSF.
• Sợi trái và sợi phải được phân tích lần lượt.
• Khi hai loại sợi được phân tích là một loại, loại sợi được phân tích thứ hai được chỉ ra ở dưới loại sợi được phân tích đầu tiên.
• Loại “EPSC” là “Tăng cường hiệu quả vùng lõi Thạch anh nguyên chất”
• Trong trường hợp loại sợi được mô tả không được xác định, máy hàn sẽ hiển thị loại “OTHER”
Ghi chú: Máy hàn Type-37 lưu trữ và mô tả sơ lược các loại sợi đại diện. Bởi vậy, máy hàn có thể gây ra sự phân tích nhầm lẫn đối với loại sợi do các hãng khác sản xuất và các loại sợi mới. Để thay đổi các dứ liệu mô tả có sẵn và sửa đổi các loại sợi được phân tích, xin hãy liên lạc với Trung tâm dịch vụ bảo trì hoặc các Đại diện bán hàng của chúng tôi.
Hình 53. Kết quả kiểm tra sợi
Mẹo nhỏ: Bạn có thể bỏ qua việc sử dụng APDS bằng cách cài đặt FIBER SELECT trong FUNCTION MODE là OFF
- 45 -

13-7. Sửa đổi tên chương trình hàn
Tên của mỗi chương trình hàn và gia nhiệt có thể được thay đổi từ cài đặt mặc định của nhà sản xuất sang một cái tên có ý nghĩa hơn với người sử dụng. Sau khi ấn định các tham số hàn đặc trưng của một chương trình hàn, một cái tên mới có thể được ấn định để dễ nhận diện hơn. Tên vừa được thiết lập sẽ xuất hiện trong thực đơn “FIBER SELECT” khi chọn các chương trình hàn. Để thay đổi tên chương trình hàn cần tiến hành những bước sau:
1. Xem hình 54, chọn INPUT NAME MODE và nhấn SELECT
Hình 54. Nhập tên chương trình
2. Xem hình 55, chọn chương trình hàn mà bạn muốn đổi tên.
Hình 55. Nhập tên chương trình
- 46 -
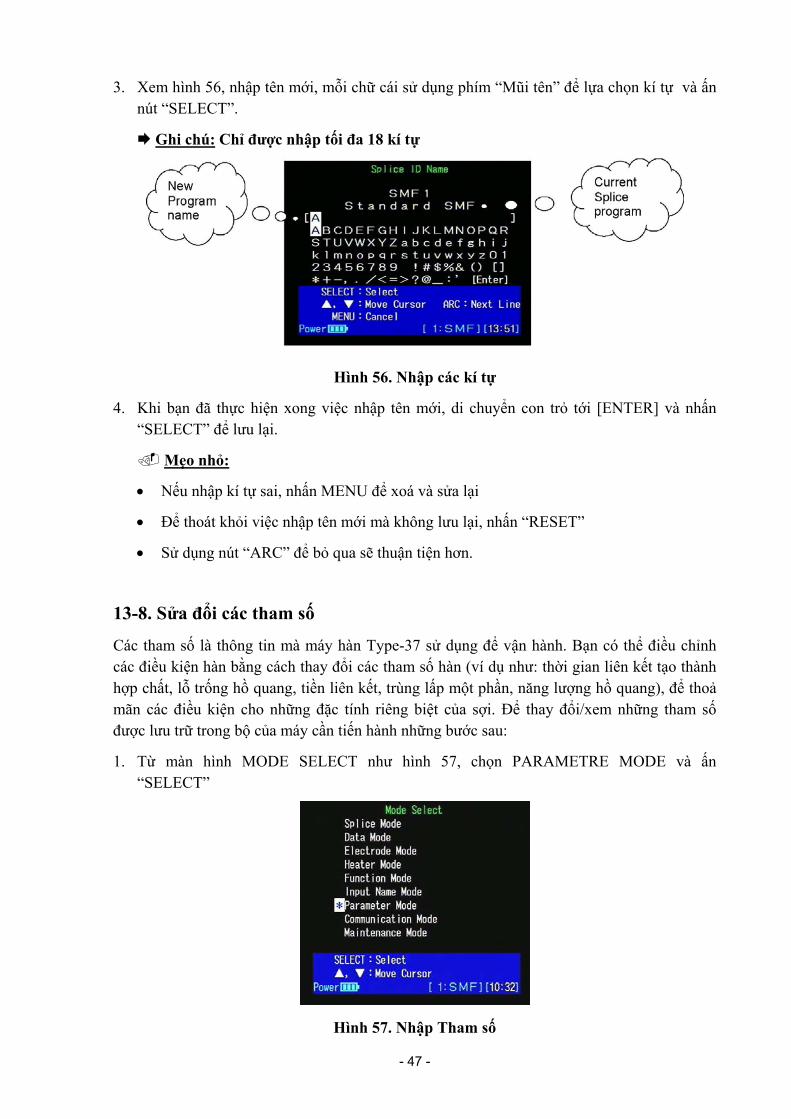
3. Xem hình 56, nhập tên mới, mỗi chữ cái sử dụng phím “Mũi tên” để lựa chọn kí tự và ấn nút “SELECT”.
Ghi chú: Chỉ được nhập tối đa 18 kí tự
Hình 56. Nhập các kí tự
4. Khi bạn đã thực hiện xong việc nhập tên mới, di chuyển con trỏ tới [ENTER] và nhấn “SELECT” để lưu lại.
Mẹo nhỏ:
• Nếu nhập kí tự sai, nhấn MENU để xoá và sửa lại
• Để thoát khỏi việc nhập tên mới mà không lưu lại, nhấn “RESET”
• Sử dụng nút “ARC” để bỏ qua sẽ thuận tiện hơn.
13-8. Sửa đổi các tham số
Các tham số là thông tin mà máy hàn Type-37 sử dụng để vận hành. Bạn có thể điều chỉnh các điều kiện hàn bằng cách thay đổi các tham số hàn (ví dụ như: thời gian liên kết tạo thành hợp chất, lỗ trống hồ quang, tiền liên kết, trùng lấp một phần, năng lượng hồ quang), để thoả mãn các điều kiện cho những đặc tính riêng biệt của sợi. Để thay đổi/xem những tham số được lưu trữ trong bộ của máy cần tiến hành những bước sau:
1. Từ màn hình MODE SELECT như hình 57, chọn PARAMETRE MODE và ấn “SELECT”
Hình 57. Nhập Tham số
- 47 -

2. Nhập khoá mã vào bằng cách nhấn những phím dưới đây theo trình tự như sau:
“UP ARROW” “ARC” “DOWN ARROW” “SELECT”
3. Như trong hình 58, nhập số tham số mà bạn muốn thay đổi/xem và ấn SELECT (xem phần 7.3 để biết thêm chi tiết về việc nhập giá trị bằng số)
Hình 58. Nhập số tham số
4. Để thay đổi giá trị tham số, ấn SELECT để sửa đổi khối chỉ ra như trong hình 58.
Ghi chú: Để biết thông tin về giá trị lớn nhất và nhỏ nhất, hãy nhờ sự tư vấn của trung tâm dịch vụ bảo trì của chúng tôi.
Hình 59. Sửa đổi tham số
5. Xem phần 7.3, giá trị bằng số, thay đổi tham số tới giá trị cần thay đổi và ấn nút “SELECT” để chấp nhận.
Mẹo nhỏ:
• Hãy tạo một bản ghi nhớ các giấ trị tham số hiện tại trước khi sửa đổi nó
• Nếu nhập số sai, nhấn nút “MENU” để xóa và nhập lại.
• Để thoát khỏi việc nhập tham số mà không lưu lại bất kì sự thay đổi nào, nhấn “RESET”
- 48 -

13-9. Phương thức liên kết
Trong phương thức này, nhập từ màn hình MODE SELECT, một máy tính bên ngoài kiểm soát máy hàn thông qua sợi cáp RS-232C. Màn hình máy hàn sẽ xuất hiện như trong hình 60. Để thoát khỏi chế độ này bạn phải ấn nút “RESET”
Hình 60. Phương thức liên kết
Ghi chú: Phương thức liên kết yêu cầu sử dụng các lệnh của máy thuộc độc quyền của Sumitomo để truy suất vào CPU và bộ nhớ. Phương thức này được sử dụng một cách cơ bản bởi các kĩ thuật viên chuyên nghiệp của nhà máy để chẩn đoán thiết bị.
Giao diện RS-232C
Dưới đây là các tham số của giao diện RS-232C:
Tốc độ Bít trên Giây 19200 Bít dữ liệu 8 Kiểm tra bít chẵn, lẻ None Bít dừng 1 Kiểm soát lưu thông None
Một ví dụ về sự kết nối giữa TYPE-37 và PC (máy tương thích với IBM) được chỉ ra dưới đây:
PC D-Sub 9pin Jack
Type-37 D-Sub 9pin Plug
Hình 61. Tín hiệu truyền
- 49 -

14. BẢO TRÌ, BẢO DƯỠNG THIẾT BỊ
Nếu bạn có yêu cầu dịch vụ bảo trì cho máy hàn của bạn, hãy liên lạc với trung tâm dịch vụ bảo trì theo địa chỉ được ghi phía sau vỏ máy hoặc với đại diện bán hàng của chúng tôi.
1. Xem phần 3, Các bộ phận và thông tin đặt hàng, để biết thêm thông tin về việc đặt hàng các bộ phận, các thiết bị phụ trợ, và những thông tin về việc hoàn trả thiết bị cho nhà máy.
2. Có hai loại bảo trì như sau:
• Các tiến trình vệ sinh để đảm bảo thiết bị hoạt động tốt nhất khi sử dụng thông thường.
• Thay thế các bộ phận bị hỏng như các điện cực
Cảnh báo: Không được sửa chữa những phần mà bạn không có đủ khả nămg. Những sửa chữa không được sự chấp nhận chính thức có thể làm mất hiệu lực bảo hành thiết bị của bạn.
Cảnh báo: Không tra dầu mỡ lên bất cứ bộ phận nào của máy.
Ghi chú: Trước khi thực hiện bất cứ sự bảo trì nào về máy hàn, phải đảm bảo là nguồn điện đã được ngắt.
14-1. Làm sạch rãnh chữ V và phần rãnh đặt sợi quang
Phần này mô tả quy trình làm sạch rãnh chữ V và bàn kẹp sợi quang. Quá trình này yêu cầu sử dụng cồn (99.5% nguyên chất hoặc hơn), chổi làm sạch rãnh chữ V (được cung cấp kèm với máy ), các miếng bông.
Hình 62. Chổi làm sạch rãnh chữ V
Các đường rãnh chữ V là những đường dẫn chính xác giữ cho các sợi quang được liên kết với nhau để hàn. Những bàn kẹp sợi quang giữ những sợi quang nằm trong các đường rãnh. Các phần tử bụi rất nhỏ hoặc cặn bã bám trong các đường rãnh hoặc trên bệ của bàn kẹp có thể làm cho đường kính sợi bị đắp lên và sẽ tạo ra mối hàn không tốt.
Quy trình:
1. Làm ẩm chổi làm sạch rãnh chữ V bằng cồn và chải bên ngoài đường rãnh từ các điện cực để ngăn cho bụi không rơi xuống thấu kính.
- 50 -

Hình 63. Làm sạch các rãnh chữ V
2. Làm sạch bàn kẹp sợi bằng que bông đã tẩm cồn.
Hình 64. Làm sạch bàn kẹp sợi quang
3. Làm sạch lại các vùng đó bằng que bông khô để lau sạch cồn còn đọng lại.
Cảnh báo: “canner air” – loại khí đóng trong hộp – sẽ làm bẩn các điện cực, do đó không dùng những sản phẩm như vậy để làm sạch máy hàn.
14-2. Làm sạch kính bảo vệ gương
Phần này miêu tả quy trình làm sạch kính bảo vệ gương bên trong nắp đậy. Quy trình này yêu cầu phải có cồn 99.5% và các que bông.
(1) Nếu kính bảo vệ gương bên trong phần nắp chắn gió bị bẩn, đen mờ hoặc không sáng có thể làm cho máy vận hành không tốt. Để làm sạch kính bảo vệ gương, làm ẩm bông với cồn 99.5% hoặc cồn nguyên chất hơn và lau chùi nhẹ nhàng bề mặt gương. Dùng que bông khô lau cồn thừa còn lại
(2) Nếu bạn không thể làm sạch bằng cách lau chùi, vặn 4 đinh ốc bằng dụng cụ vặn đinh ốc và thay tấm kính bảo vệ khác.
- 51 -

Hình 65. Làm sạch kính bảo vệ gương
14-3. Thay thế các điện cực
Phần này miêu tả việc thay thế các điiện cực. Các điiện cực sẽ cần thay thế sau khoảng 1000 lần phóng hồ quang.
(1) Máy hàn duy trì một số lượng lần phóng hồ quang. Quy trình này bao gồm sự chỉ dẫn về việc thiết lập lại bộ đếm về 0 sau khi thay thế các điện cực.
Quy trình thay thế điện cực
Ghi chú: để thay thế điện cực, chỉ dùng các điện cực của hãng Sumitomo, mã hiệu ER-8
1. Để xem số lần phóng điện hiện tại của các điện cực, ấn nút “MENU” để truy suất vào màn hình MODE SELECT và chọn ELECTRODE MODE
Hình 66. Giao diện trình đơn điện cực
2. Trước khi bắt đầu thay thế, ấn nút “RESET “ và đợi máy khởi động lại, sau đó tắt máy và rút nguồn điện.
3. Dùng ngón tay, tháo đinh ốc để tháo bỏ gá điện cực.
- 52 -
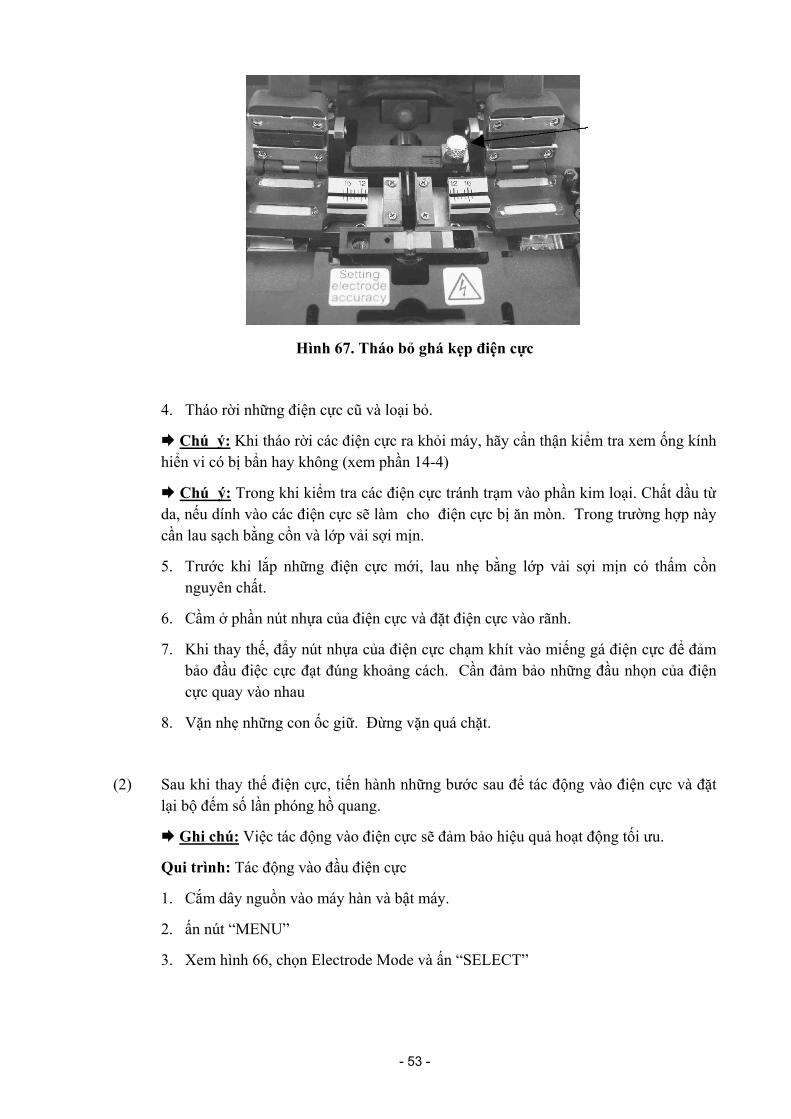
Hình 67. Tháo bỏ ghá kẹp điện cực
4. Tháo rời những điện cực cũ và loại bỏ.
Chú ý: Khi tháo rời các điện cực ra khỏi máy, hãy cẩn thận kiểm tra xem ống kính hiển vi có bị bẩn hay không (xem phần 14-4)
Chú ý: Trong khi kiểm tra các điện cực tránh trạm vào phần kim loại. Chất dầu từ da, nếu dính vào các điện cực sẽ làm cho điện cực bị ăn mòn. Trong trường hợp này cần lau sạch bằng cồn và lớp vải sợi mịn.
5. Trước khi lắp những điện cực mới, lau nhẹ bằng lớp vải sợi mịn có thấm cồn nguyên chất.
6. Cầm ở phần nút nhựa của điện cực và đặt điện cực vào rãnh.
7. Khi thay thế, đẩy nút nhựa của điện cực chạm khít vào miếng gá điện cực để đảm bảo đầu điệc cực đạt đúng khoảng cách. Cần đảm bảo những đầu nhọn của điện cực quay vào nhau
8. Vặn nhẹ những con ốc giữ. Đừng vặn quá chặt.
(2) Sau khi thay thế điện cực, tiến hành những bước sau để tác động vào điện cực và đặt lại bộ đếm số lần phóng hồ quang.
Ghi chú: Việc tác động vào điện cực sẽ đảm bảo hiệu quả hoạt động tối ưu.
Qui trình: Tác động vào đầu điện cực
1. Cắm dây nguồn vào máy hàn và bật máy.
2. ấn nút “MENU”
3. Xem hình 66, chọn Electrode Mode và ấn “SELECT”
- 53 -

Hình 68. Chế độ điện cực
4. Từ giao diện trình đơn ELECCTRODE MODE chọn mục RERSET ARC COUNT và ấn nút “ SELECT” khởi tạo lại hệ đếm.
5. Như đã được chỉ ra trong hình 68, chọn CONDITIONING ARC và ấn “ SELECT” để bắt đầu quá trình.
6. Các điện cực sẽ tự động phóng hồ quang 30 lần. Khi quá trình này hoàn thành, máy hàn sẽ quay lại giao diện trình đơn ELERTRODE MODE như ở hình 68.
7. Xem phần 10 - quy trình kiểm tra hồ quang, việc thực hiện kiểm tra hồ quang để điều chỉnh trạng thái của hồ quang khi lắp đặt những điện cực mới.
14-4. Làm sạch ống kính hiển vi
Phần này mô tả qui trình làm sạch cho các thấu kính hiển vi. Để làm tốt bước này cần có cồn 99.5 % và các que bông.
Có hai ống kính nằm giữa các rãnh chữ V trong khu vực hàn của máy, được dùng cho việc quan sát những sợi quang được hàn. Những vết bẩn lớn trên thấu kính có thể làm giảm khả năng của phần mềm kiểm tra các sợi và sẽ cho kết quả không chính xác.
Qui trình:
1. Tắt máy hàn và mở nắp đậy của khu vực hàn
- 54 -
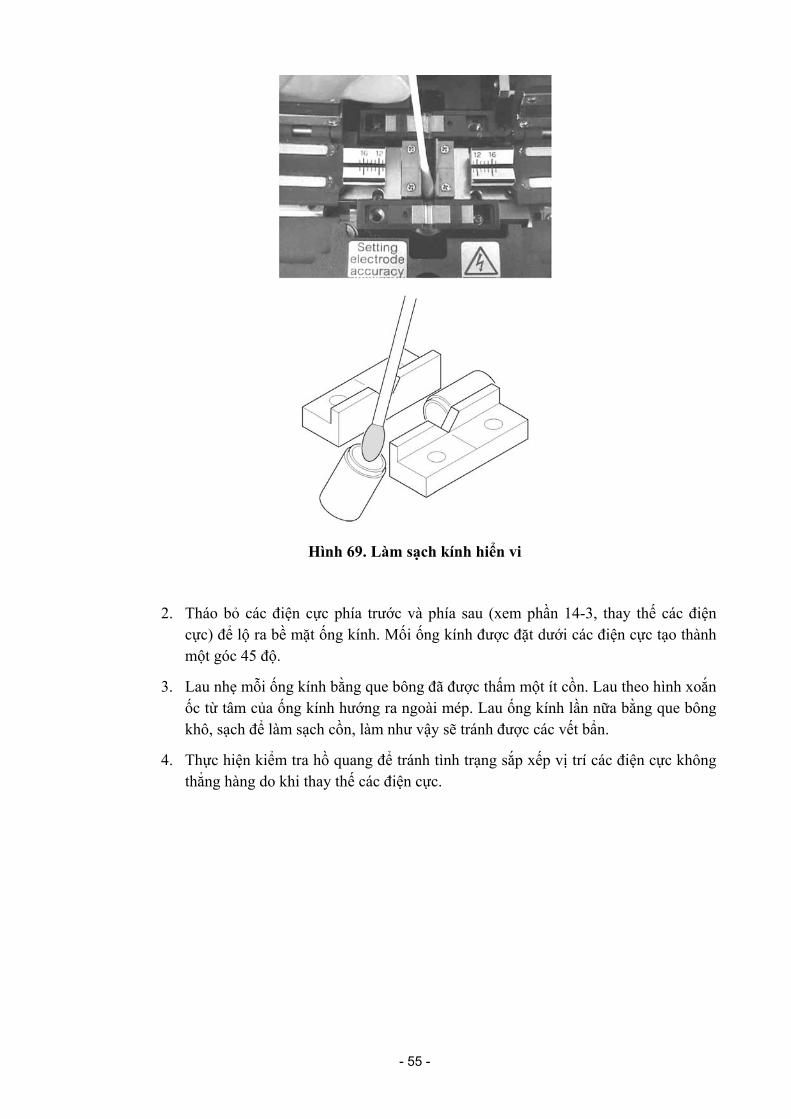
Hình 69. Làm sạch kính hiển vi
2. Tháo bỏ các điện cực phía trước và phía sau (xem phần 14-3, thay thế các điện cực) để lộ ra bề mặt ống kính. Mối ống kính được đặt dưới các điện cực tạo thành một góc 45 độ.
3. Lau nhẹ mỗi ống kính bằng que bông đã được thấm một ít cồn. Lau theo hình xoắn ốc từ tâm của ống kính hướng ra ngoài mép. Lau ống kính lần nữa bằng que bông khô, sạch để làm sạch cồn, làm như vậy sẽ tránh được các vết bẩn.
4. Thực hiện kiểm tra hồ quang để tránh tình trạng sắp xếp vị trí các điện cực không thẳng hàng do khi thay thế các điện cực.
- 55 -

15. XỬ L Ý SỰ CỐ
Để sửa chữa và hỗ trợ kỹ thuật, hãy liên hệ với bộ phận dịch vụ bảo trì theo địa chỉ được in ở bìa sau.
15-1. Những sự cố về hồ quang
(1) Thông thường các điện cực cần thay thế sau 1000 lần hàn. Các dấu hiệu chung cho thấy điện cực cần thay thế như sau:
• Quan sát trên màn hình LCD thấy hồ quang dao động hoặc không ổn định
• Có tiếng xèo xèo khi phóng hồ quang
• Có bọt ở các sợi quang sau khi hàn
• Sợi quang chỉ nóng chảy một nửa
• Gặp lỗi khi phóng đại sợi quang
• Suy hao lớn hoặc không nhất quán.
Xem phần 14-3, Thay thế các điện cực. Luôn luôn thực hiện bước thử hồ quang sau khi thay thế điện cực. Các sự cố về điện cực thường gặp có nguyên nhân như sau:
• Quá trông cậy vào hồ quang để làm sạch các sợi quang
• Điện cực mòn hoặc bị rỗ do quá khả năng sử dụng.
• Hàn với lượng hồ quang quá lớn hoặc không đủ mạnh.
• Sử dụng loại khí đóng hộp trong việc bảo dưỡng máy.
• Các điện cực bị cong
• Dùng tay không khi thay thế điện cực (mồ hôi từ da).
(2) Do bản chất hình dạng của điện cực, việc làm sạch điện cực không theo chỉ dẫn. Việc làm sạch các điện cực cũ có thể làm chúng hư hại thêm và sẽ không khắc phục được những sự cố về hồ quang .
15-2. Sợi quang bị gẫy
Khi hoàn tất tiến trình hàn, thử kéo căng sợi quang đồng thời rung nhẹ. Nếu sợi bị gẫy, cần chú ý các điểm dưới đây:
• Nguồn hồ quang chưa tối ưu – cần thực hiện kiểm tra hồ quang
• Lựa chọn chương trình hàn chưa tối ưu – cần chọn lựa chương trình hàn phù hợp.
• Sợi quang bị bẩn – cần làm sạch
• Lưỡi của dao tuốt vỏ cáp đã bị mòn – cần thay thế lưỡi mới.
- 56 -
15-3. Máy hàn không hoạt động
Nếu máy hàn không hoạt động khi nhấn nút ON, kiểm tra theo những điều dưới đây:
• Kiểm tra lại phích cắm nguồn đã cắm đúng chưa.
• Kiểm tra nguồn điện có bị tác động bởi một thiết bị khác cắm cùng ổ điện không.
• Nếu sử dụng ắc qui phải đảm bảo ắc qui đã được nạp đầy.
15-4. Lỗi trong quá trình hàn
Khi quá trình hàn tự động đang được thực hiện, nếu xuất hiện lỗi, các thông báo lỗi có thể hiển thị để giúp bạn phát hiện tình trạng của lỗi. Đối với một số lỗi đã được xác định, có thể bỏ qua và tiếp tục với tiên trình hàn bằng cách ấn phím “ SET”
Ghi chú: Bỏ qua các lỗi đã phát hiện có thể làm giảm hiệu quả của mối nối.
LỖI VỀ GIỚI HẠN GÓC CẮT (THEO ĐỘ)
• Góc cắt tại mặt cắt của đầu sợi quang đã vượt quá giới hạn tối đa cho phép
Hình 70. Lỗi góc cắt
• Cắt lại sợi quang. Nếu sự cố vẫn còn, có thề cần phải làm sạch hoặc điều chỉnh dao cắt sợi quang. Xem tài liệu hướng dẫn.
GIỚI HẠN TRƯỚC/SAU
• Sợi quang có thề bị đặt sai vị trí trong rãnh chữ V hoặc bộ kẹp sợi bị bẩn.
CHỒNG LẤP SỢI QUANG
• Đầu cuối sợi quang đưa vào khay hàn không đủ dài
KIỂM TRA ĐỘ SÁNG (PHẦN NHÔ RA)
• Đầu cuối sợi quang đưa vào khay hàn nhô ra quá nhiều
KIỂM TRA ĐỘ SÁNG (ĐIỀU CHỈNH)
• Thấu kính, đèn LED hoặc tấm kính bảo vệ gương phản xạ bị bẩn.
TIÊU CỰ (BẨN)
- 57 -

• Sợi quang, thấu kính, đèn LED hoặc tấm kính bảo vệ gương phản xạ bị bẩn. Mặt cắt của sợi không đạt hoặc lỗi cấu hình cũng có khả năng gây ra lỗi này.
TÌNH TRẠNG HÀN
• Các sợi quang có thể bị bẩn, hoặc máy hàn cấu hình máy hàn không phù hợp.
- 58 -
16. DỊCH VỤ BẢO HÀNH VÀ SỬA CHỮA
BẢO HÀNH
Chúng tôi bảo hành sản phẩm này (Máy hàn Type-37, phần mềm cài sẵn, và các thiết bị đồng bộ khác) về bất cứ lỗi gì do vật liệu và tay nghề, trong 1 năm kể từ ngày mua sản phẩm. Nếu có hỏng hóc xảy ra, xin hãy báo cho bộ phận dịch vụ bảo trì của chúng tôi theo địa chỉ ở bìa sau, chúng tôi sẽ sửa chữa hoặc thay thế miễn phí. Phương thức bảo hành này không áp dụng cho những khách hàng vi phạm các điều khoản trong giấy bảo hành. Điều này cho phép khách hàng được hưởng một số quyền lợi và có thể lựa chọn phương án khác ngoài việc nhờ đến pháp luật.
GIỚI HẠN BẢO HÀNH
Chúng tôi cũng như các đại lý cung cấp sản phẩm của chúng tôi không chịu trách nhiệm với khách hàng, bất cứ bên nào, hay pháp nhân nào khác cho bất cứ thiệt hại xảy ra sau đó, những thiệt hại có nguyên nhân đặc biệt, vô ý, gián tiếp gây ra, bao gồm cả thiệt hại về doanh thu, lợi nhuận hay mất số liệu cũng như các thiệt hại về kinh tế, thương mại, thậm chí cả khi chúng tôi
được thông báo về khả năng xảy ra những thiệt hại này, hoặc những thiệt hại là có thể thấy trước được. Các đại lý của chúng tôi và chúng tôi sẽ không bồi thường vượt quá số tiền khách hàng phải chi cho việc mua sản phẩm. Và chúng tôi không chịu trách nhiệm sửa chữa cũng như thay thế sản phẩm trong những trường hợp dưới đây.
• Thiệt hại hoặc trục trặc gây ra do khách hàng vận hành sai qui cách
• Thiệt hại hoặc trục trặc gây ra do sửa chữa kém chất lượng, lắp ráp sai, chỉnh sửa, hoặc bất cứ sự xử lý bất thường nào.
• Thiệt hại hoặc trục trặc gây ra do đánh rơi, đổ, hay bất cứ việc vận hành không đúng nào như đã được giải thích trong quyển hướng dẫn này.
• Thiệt hại hay trục trặc xảy ra do cháy, lụt, tai hoạ, hay bất cứ trường hợp tương tự nào khác
• Ngày khách hàng có được sản phẩm không được xác định rõ
SỬA CHỮA SAU THỜI HẠN BẢO HÀNH
Chúng tôi sẽ cố gắng sửa chữa theo yêu cầu của khách hàng với khả năng tối đa. Khách hàng phải thanh toán toàn bộ chi phí này. Xin hãy liên hệ với bộ phận dịch vụ bảo trì của chúng tôi. Thông tin chi tiết được trình bày trong chương 3.
- 59 -
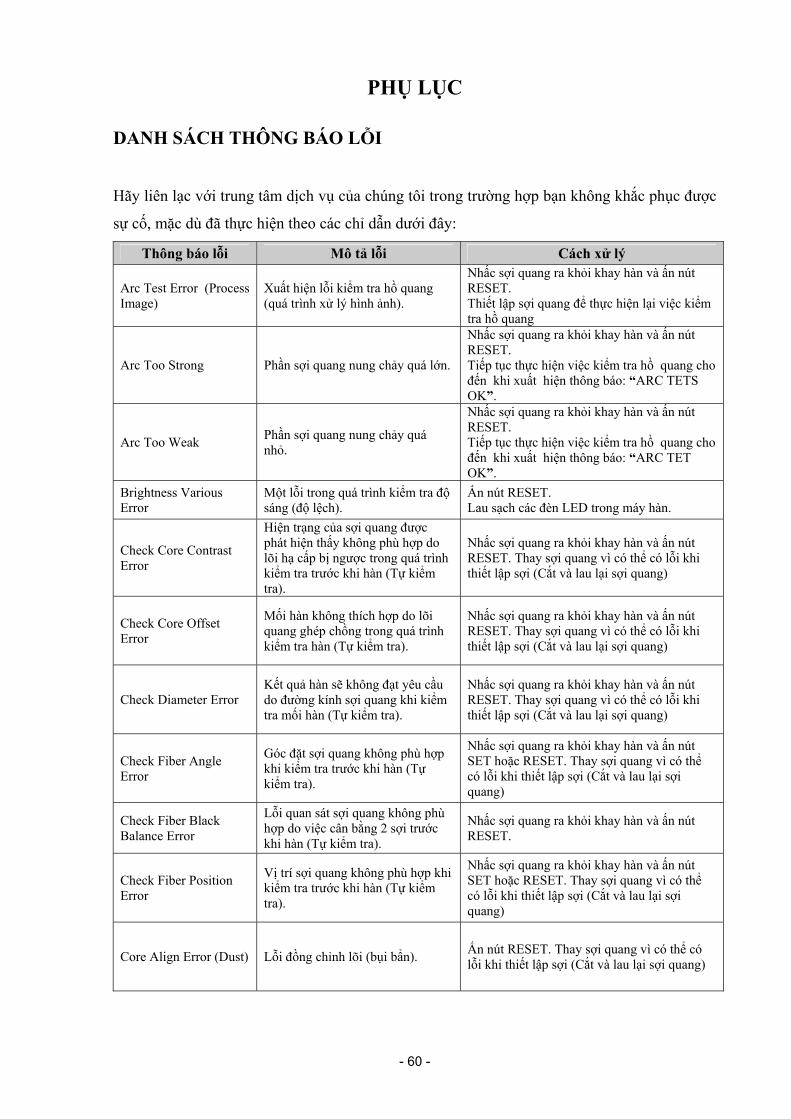
PHỤ LỤC
DANH SÁCH THÔNG BÁO LỖI
Hãy liên lạc với trung tâm dịch vụ của chúng tôi trong trường hợp bạn không khắc phục được
sự cố, mặc dù đã thực hiện theo các chỉ dẫn dưới đây:
Thông báo lỗi Mô tả lỗi Cách xử lý
Arc Test Error (Process Image)
Xuất hiện lỗi kiểm tra hồ quang (quá trình xử lý hình ảnh).
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET. Thiết lập sợi quang để thực hiện lại việc kiểm tra hồ quang
Arc Too Strong Phần sợi quang nung chảy quá lớn.
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET. Tiếp tục thực hiện việc kiểm tra hồ quang cho đến khi xuất hiện thông báo: “ARC TETS OK”.
Arc Too Weak Phần sợi quang nung chảy quá nhỏ.
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET. Tiếp tục thực hiện việc kiểm tra hồ quang cho đến khi xuất hiện thông báo: “ARC TET OK”.
Brightness Various Error
Một lỗi trong quá trình kiểm tra độ sáng (độ lệch).
Ấn nút RESET. Lau sạch các đèn LED trong máy hàn.
Check Core Contrast Error
Hiện trạng của sợi quang được phát hiện thấy không phù hợp do lõi hạ cấp bị ngược trong quá trình kiểm tra trước khi hàn (Tự kiểm tra).
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Check Core Offset Error
Mối hàn không thích hợp do lõi quang ghép chồng trong quá trình kiểm tra hàn (Tự kiểm tra).
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Check Diameter Error Kết quả hàn sẽ không đạt yêu cầu do đường kính sợi quang khi kiểm tra mối hàn (Tự kiểm tra).
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Check Fiber Angle Error
Góc đặt sợi quang không phù hợp khi kiểm tra trước khi hàn (Tự kiểm tra).
Nhấc sợi quang ra khỏi khay hàn và ấn nút SET hoặc RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Check Fiber Black Balance Error
Lỗi quan sát sợi quang không phù hợp do việc cân bằng 2 sợi trước khi hàn (Tự kiểm tra).
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET.
Check Fiber Position Error
Vị trí sợi quang không phù hợp khi kiểm tra trước khi hàn (Tự kiểm tra).
Nhấc sợi quang ra khỏi khay hàn và ấn nút SET hoặc RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Core Align Error (Dust) Lỗi đồng chỉnh lõi (bụi bẩn). Ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
- 60 -

Thông báo lỗi Mô tả lỗi Cách xử lý
Core Align Error (Process Image) Lỗi đồng chỉnh lõi (xử lý ảnh). Ấn nút RESET. Thay sợi quang vì có thể có
lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Core Align Error (Time Out)
Lỗi đồng chỉnh lõi. Cơ chế đồng chỉnh đã vượt quá phạm vi cho phép.
Ấn nút RESET. Sau đó bật và tắt nguồn cấp, thiết lập sợi quang phù hợp và thực hiện hàn lại.
Core Align Error (V groove)
Lỗi đồng chỉnh lõi (rãnh chữ V). Cơ chế đồng chỉnh đã vượt quá phạm vi cho phép.
Ấn nút RESET.
Cut Error L (Angle) R (Angle) LR (Angle)
Lỗi khi kiểm tra mặt cắt của lõi sợi quang (góc cắt).
Ấn nút SET để tiếp tục. Ấn nút RESET để bỏ qua việc hàn. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang). Ấn nút SET để tiếp tục tiến trình.
Cut Error L (Crack) R (Crack) LR (Crack)
Lỗi khi kiểm tra mặt cắt của lõi sợi quang (bị mẻ, vỡ).
Ấn nút RESET để bỏ qua việc hàn. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang).
Cut Error L (Projection) R (Projection) LR (Projection)
Lỗi khi kiểm tra mặt cắt của lõi sợi quang (mặt chiếu).
Ấn nút SET để tiếp tục tiến trình. Ấn nút RESET để bỏ qua việc hàn. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang).
Data Full Data Over Flow
Dữ liệu của 750 mối hàn đã được lưu trữ và đầy.
Clear the splice data in the DATA MODE. Select OFF from the Data Memory in the Data Mode, or splice loss data will not be stored.
DEVICE ERROR Lỗi ở bo mạch điều khiển. Hãy liên hệ với chúng tôi
Diameter Align Error (Dust)
Lỗi đồng chỉnh đường kính (bụi bẩn).
Ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Diameter Align Error (Process Image)
Lỗi đồng chỉnh đường kính (xử lý ảnh).
Ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Diameter Align Error (Time Out)
Lỗi đồng chỉnh đường kính. Xuất hiện lỗi vượt quá thời gian (Cơ chế đồng chỉnh hoặc cơ chế quang học có vấn đề).
Ấn nút RESET. Sau đó bật và tắt nguồn cấp, thiết lập sợi quang phù hợp và thực hiện hàn lại.
Diameter Align Error (V Groove)
Lỗi đồng chỉnh đường kính (rãnh chữ V). Cơ chế đồng chỉnh đã vượt quá phạm vi cho phép.
Ấn nút RESET.
- 61 -

Thông báo lỗi Mô tả lỗi Cách xử lý
Fiber Detection Error Có thể sợi quang và chương trình lựa chọn chưa phù hợp.
Ấn nút SET để tiếp tục. Ấn nút RESET để thử lại. Thay sợi quang khác hoặc chọn 1 chương trình phù hợp
Fiber End Check Error (Process image)
Xuất hiện lỗi trong việc kiểm tra mặt cắt của sợi quang (xử lý ảnh).
Ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang).
Focus Error (Diameter) Lỗi tiêu cự (bụi bẩn). Ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Focus Error (Microscope)
Lỗi tiêu cự. Cơ chế đồng chỉnh lõi đã vượt quá phạm vi cho phép. Ấn nút RESET.
Focus Error (Process Image) Lỗi tiêu cự (xử lý ảnh). Ấn nút RESET. Thay sợi quang vì có thể có
lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Focus Error (Time Out) Lỗi tiêu cự. Xuất hiện lỗi vượt quá thời gian (Cơ chế đồng chỉnh lõi có vấn đề).
Ấn nút RESET. Thực hiện hàn lại.
Gap Adjust Error (Process Image)
Lỗi điều chỉnh khoảng trống không tốt. (xử lý ảnh)
Ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang).
Gap Adjust Error (Time Out)
Lỗi điều chỉnh khoảng trống không tốt. Xuất hiện lỗi vượt qúa thời gian (Cơ chế đồng chỉnh lõi hoặc cơ chế quang học có vấn đề).
Ấn nút RESET.
Gap Adjust Error (ZL) (ZR) (Left) (Right)
Lỗi điều chỉnh khoảng trống không tốt. Cơ chế đồng chỉnh lõi đã vượt quá phạm vi cho phép.
Ấn nút RESET. Liên hệ với kỹ sư có chuyên môn của trung tâm dịch vụ khi xuất hiện lỗi về cảm biến.
Initialize Error (XXX)
Lỗi XXX của mô tơ do lỗi quá thời gian. (cơ chế đồng chỉnh lõi có vấn đề) Lỗi XXX của mô tơ do một lỗi khởi tạo.
Ấn nút RESET. Tắt nguồn cấp và thực hiện lại việc hàn.
Inserting Fiber Error L Lỗi khi đặt sợi quang bên trái vào. Ấn nút RESET. Đặt lại sợi quang bên trái cho đúng đắn.
Inserting Fiber Error R Lỗi khi đặt sợi quang bên phải vào. Ấn nút RESET. Đặt lại sợi quang bên phải cho đúng đắn.
LED Error/Brightness Error
Máy hàn gặp lỗi trong việc điều chỉnh độ sáng của đèn LED. Ấn nút RESET. Làm sạch đèn LED.
MDT Motor Z Error Lỗi xuất hiện trong MDT (kiểm tra chuyển động mô tơ). Ấn nút RESET.
- 62 -

Thông báo lỗi Mô tả lỗi Cách xử lý
Overlap Test Error (Process Image)
Lỗi gặp phải trong khi thử xếp chồng. Ấn nút RESET.
Overlap Too Long Đoạn xếp chồng quá lớn. Đợi cho đến khi MTD hoàn thành. Overlap Too Short Đoạn xếp chồng quá nhỏ. Đợi cho đến khi MTD hoàn thành.
Preadjust Error (Process Image)
Máy hàn lỗi trong việc đồng chỉnh sợi quang (xử lý ảnh).
Ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang).
Preadjust Error (Time Out)
Máy hàn lỗi trong việc đồng chỉnh sợi quang. Xuất hiện lỗi vượt quá thời gian cho phép (cơ chế đồng chỉnh gặp vấn đề).
Ấn nút RESET. Thực hiện hàn lại
Preadjust Error (V Groove)
Máy hàn lỗi trong việc đồng chỉnh sợi quang. Cơ chế đồng chỉnh lõi đã vượt quá phạm vi cho phép.
Ấn nút RESET. Đặt lại sợi quang bên phải cho đúng đắn.
Protrusion Error Lỗi (phần sợi quang nhô ra) gặp phải trong quá trình kiểm tra độ sáng .
Dịch chuyển phần nhô ra của sợi quang và ấn nút RESET. Đặt lại sợi quang cho đúng đắn
Self Inspection Error (Simple Inspection/Initial Inspection)
Đã phát hiện một lỗi về phần cứng. Ấn nút RESET. Đóng nắp chắn gió lại. Chuyển các thiết bị hàn lên bệ hàn. Làm sach các thiết bị quang học.
Splice Error (Core) Lỗi (bụi bẩn) xuất hiện trong quá trình kiểm tra sau khi hàn.
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Splice Error (Diameter) Lỗi (bụi bẩn) xuất hiện trong quá trình kiểm tra sau khi hàn.
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Splice Error (Process Image)
Lỗi (xử lý ảnh) xuất hiện trong quá trình kiểm tra sau khi hàn.
Nhấc sợi quang ra khỏi khay hàn và ấn nút RESET. Thay sợi quang vì có thể có lỗi khi thiết lập sợi (Cắt và lau lại sợi quang)
Các lỗi khác Mô tả lỗi Cách xử lý
An appearance defect is detected by visual evaluation. (bulging, neck-down)
Trạng thái mối hàn không tốt
Đặt chồng lên nhau không phù hợp giảm mức độ xếp chồng. Hình ảnh sợi quang phồng lên. Tăng mức chồng lấp khi hình ảnh sợi quang bị đứt.
Estimated loss exceeds the limit. (Estimated loss is indicated in red)
Trạng thái mối hàn không tốt Hiện trạng năng lượng hồ quang là không phù hợp. Em thử thực hiện lại việc hàn.
- 63 -