tasman 3dprinters presentation - avalon airshow 2015
TRANSCRIPT

We're 3D printing's biggest fans.• 40 Years Supplying & servicing the
Australian & NZ Manufacturers
• Major Supplier of Machinery to Plastics
Processing industries.
• Sales & Service located across Australia
& NZ.
• Largest install base of industrial grade 3D
Printers in Australia & NZ.

1984 SLA 3D Printer
1988 FDM 3D Printer
1999 Polyjet 3D Printer
2007 RepRap
2012 Objet/Stratasys
Chuck Hull
Scott Crump
Adrian Bowyer
Development of 3D Printing

Processes
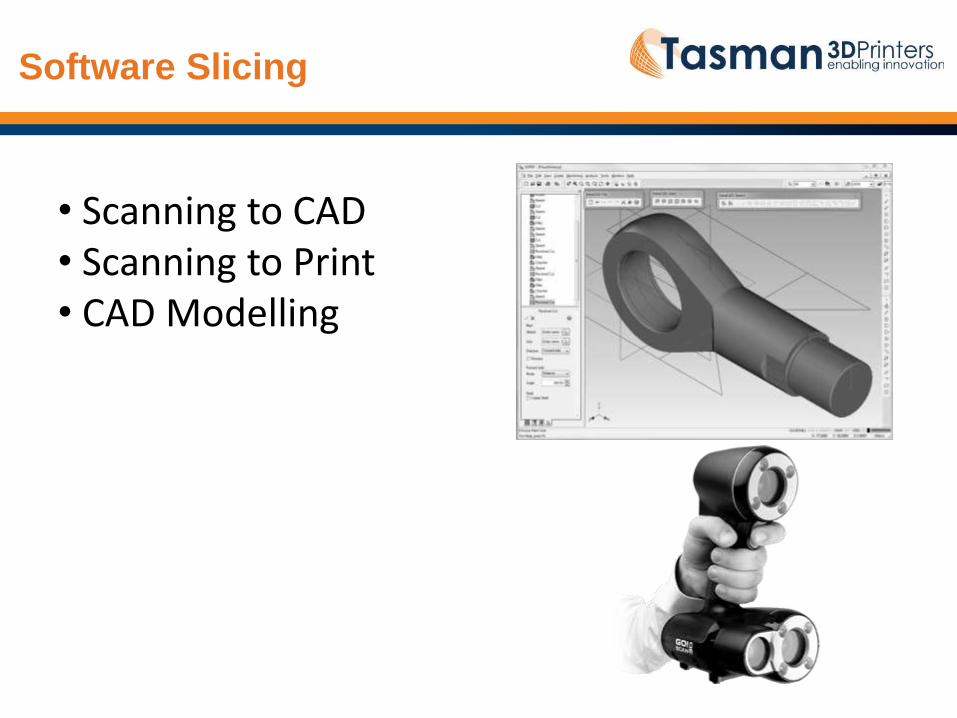
• Scanning to CAD• Scanning to Print• CAD Modelling
Software Slicing

Software Slicing

FDM

Polyjet

Applications
How is 3D Printing being implemented?
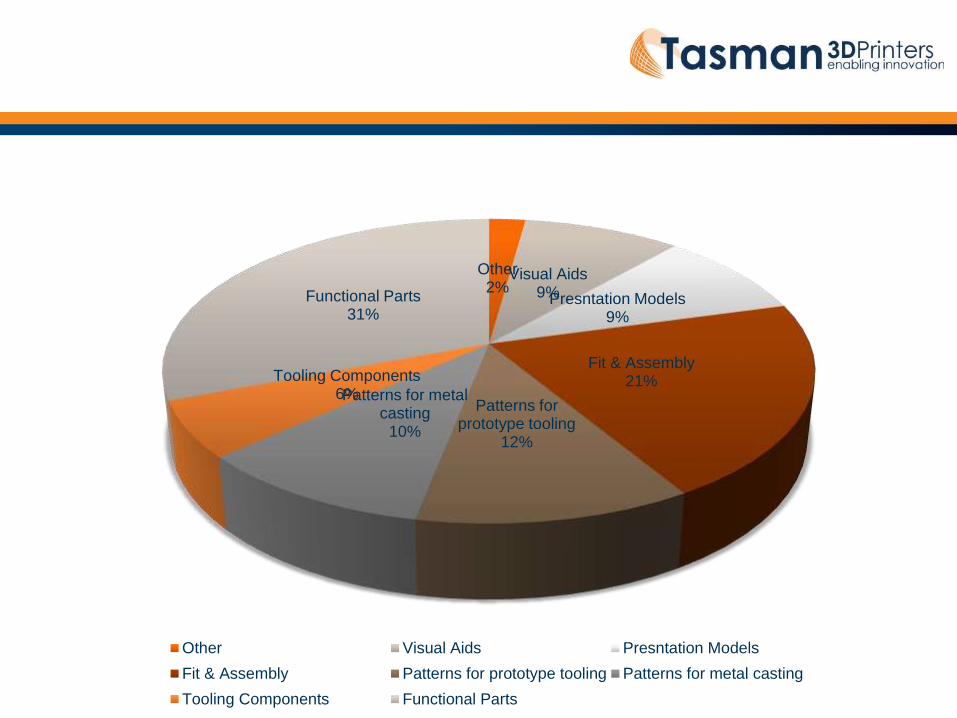
Other2%
Visual Aids9%Presntation Models
9%
Fit & Assembly21%
Patterns for prototype tooling
12%
Patterns for metal casting
10%
Tooling Components6%
Functional Parts31%
Other Visual Aids Presntation Models
Fit & Assembly Patterns for prototype tooling Patterns for metal casting
Tooling Components Functional Parts

End-Use Parts:
Candidate Profile
•Manufacturers needing plastic
components for finished goods
•Need low-volume production alternative
• Pilot, bridge, production or end-of-life
•Current methods limit what’s possible
(considering time, cost)
• Design optimization isn’t practical
•Need efficiency, flexibility
• With low-volume, high-complexity parts
•Open to change
• Or seeking innovation

Camera Housing: EUP – Military Application
Digital camera enclosure
Low volume – Qty 3,000
PC/ABS
High design iteration
Complex geometry
DDM chosen over injection molding
Not moldablePC-ABS
8” x 1/4” x 1/2”
1 undercut per top & bottom

Unmanned Systems
Unmanned Vehicles
• FDM viewed as key to “mass customization”
• Easier adoption because of limited risks
• Overnight production reduces cycle time
• Direct build eliminates tooling needs
Success Stories
• Draganfly: Surveillance UAV
• Leptron: Rapid Deployable Aerial Surveillance
System (RDASS)
• Embry-Riddle: Monocopter
• Swiss UAV: Operational UAV Helicopter
• Boeing UAV: AFRL Study Picture courtesy of NEO S-
300 VTOL UAV Swiss UAV
GmbH
Pictures courtesy of Draganfly
Pictures courtesy of
LeptronPictures courtesy of
Embry-Riddle

End Use Parts – Light Aircraft

Injection Molding:
Application Overview
Thermoplastic parts
• Injected into tool/mold
• High volume, Best repeatability
• Most common method of plastic
manufacturing
Tooling
• Mold cavity
• Gates, runners, shut-offs
• Cams, sliders, ejection system

Injection Molding:
Where Used
High-volume plastic part
production
• Consumer products
• Packaging.
• Consumer electronics
• Automotive
• Aerospace
• Electronics
• Toys
• Household goods
• And many more

Injection Molding:
Candidate Profile
Company type:
• Custom molders
• OEMs
• Tool/die, model, services shops
Industries:
• Consumer electronics
• Consumer products
• Medical device
That need:
• Early, rapid product confirmation
• Design, function, standards
(e.g., UL, CE)
• Early, rapid assessment of design
for manufacturability

Injection Molding:
Process Overview
Part design
Tool design
Tooling making
Molding machine setup
• Mount tool
• Adjust injection settings
•Sample (first article) run
•Production run
• Automated

Injection Molding:
Traditional Processes
Tooling Manufacturing
• Design
• CNC setup
• Milling
• EDM
•Considerations
• High skilled labour intensive
• Lead times – weeks to months
• Costs – $1,000s to $100,000s

Injection Molding:
PolyJet’s Role
Alternative to:
• Machined soft tooling -
Aluminium
Process
• Design tool or tooling insert
• Assemble tool
• Fit inserts, add ejection
system
• Mount on press
• Adjust injection parameters
Advantages
• Quick, cost effective and
efficient

PolyJet - Best Fit for
Injection Molding When:
•Thermoplastics with:
• Reasonable molding temperatures
• < 300 °C (570 °F)
• Good flowability
• Candidates:
• PE, PP, PS, ABS, TPE, PA,
POM, PC-ABS
• Glass filled resins
•Low quantities (5 to 100)
•Mid-sized parts (< 165 cc [10 cu. in.])
• 50 - 80 ton press
•Confirmation desired
• Before cutting soft/hard tool

PolyJet Benefits for
Injection Molding:
•Spec resins, production process
• True functional evaluation
•50% to 90% savings
• Time & cost
•Efficient
• Automated with few steps
•Early detection
• Flaws in part & tool design
• Thermoplastic’s performance
Customer Success Story
Robert Seuffer GmbH & Co

Seuffer video

Success Story:
Robert Seuffer GmbH
•PWM housing (automotive control)• Performance verification
• Under thermal/mechanical loads
•Machined soft tooling (aluminum)
• 8 week delivery
• $52,725.00
• Inserts for challenging geometry
•PolyJet soft tooling
• Molded polyethylene housings
• Performed well & streamlined process
•Results
• Saved $51,407 and 7 weeks
• Now an element of product development
Method Cost Time
Machined AL Tool
PolyJet Tool $1,400 1 day
Savings $ (%) (

Sample Part Detail
System Connex500
Material Digital ABS
Print mode DM
Print finish glossy
Build time 9:00 hr
Model material
amount
RGD515: 860gr; RGD535:515gr
Support material
amount
96 gr
Size Core
X:140 Y:100 Z:45
Cavity
X:140 Y:100 Z:45 (all in mm)
orientation
Injection Molding: housing for a PWM (pulse-width modulation)

Sample Part Detail
Material PP
Melt temperature [C] 210
Actual injection pressure
[bar]
200
Clamp force [kN] 300
Cooling time [s] 180
Hold pressure [bar] 200
Hold time [s] 2