tecnología para incrementar la capacidad de transporte de...
TRANSCRIPT

1
Tecnología para Incrementar la Capacidad de Transporte de Crudos Extra Pesados
Lorena Torrado Jácomea, Yulman Agustín Pérez Clarob, Watson Lawrence Vargas Escobarc
a,b,c Departamento de Ingeniería Química, Universidad de los Andes, Bogotá, Colombia. Sustentado el 3 de Diciembre de 2014
Temática: Transporte y Logística de Hidrocarburos Sub-temática: Transporte de Crudos Extra Pesados Palabras Claves Crudos Pesados, Nafta, Oleoducto, Costos, Viscosidad, Asfaltenos, Parámetros de Solubilidad. OBJETIVO GENERAL
Evaluación de una nueva tecnología para incrementar la eficiencia y reducir costos en el transporte de crudos extra pesados por oleoducto.
OBJETIVOS ESPECÍFICOS i) Implementar los parámetros de solubilidad en las operaciones midstream de crudos extra
pesados para aumentar la capacidad de flujo transportado. ii) Reducir la viscosidad del fluido mediante la modificación molecular en las propiedades
reológicas de los asfaltenos. iii) Reducir costos asociados al uso de diluyente a partir de la reducción de su porcentaje
requerido para alcanzar las especificaciones técnicas. 1. INTRODUCCIÓN La principal fuente de energía a nivel mundial está conformada por hidrocarburos convencionales y no convencionales [1]. Los hidrocarburos no convencionales como los crudos pesados y extra pesados se han convertido en recursos estratégicos por sus reservas globales y por la posibilidad cada vez menor de encontrar yacimientos de crudos livianos. Sin embargo, presentan retos tecnológicos asociados a la reducción de su alta viscosidad para ser tratados y transportados por oleoductos. Los crudos extra pesados tienen una viscosidad cercana al millón de centipoise (cP) a temperatura ambiente. La anterior propiedad reológica genera grandes desafíos y retos en las etapas del transporte por oleoducto. Con el objetivo de lograr transportar los crudos extra pesados por oleoducto, la viscosidad puede ser reducida mediante varias técnicas donde se destaca: (1) mejoramiento en sitio, (2) calentamiento, (3) desasfaltización, (4) emulsificación o por (5) la dilución convencional con solventes como la nafta o por dilución no convencional con Gas Licuado del Petróleo (GLP) o condensados. Así mismo, la cantidad de diluyente requerido en el proceso de la dilución depende de dos factores: (i) la viscosidad original de los crudos extra pesados y (ii) el requerimiento mínimo de viscosidad para lograr transportarse. Generalmente, los crudos extra pesados utilizan un porcentaje entre el 20-30% [2] de nafta sobre el volumen transportado. Los crudos pesados juegan un papel fundamental en la producción de hidrocarburos en Colombia dado que representan el 60% [3] del total producido (año 2015). Lo anterior genera grandes retos para el transporte y la logística en toda la operación, pues los costos asociados a la cantidad de diluyente reducen la rentabilidad de la operación. Adicionalmente, se debe coordinar el transporte del diluyente desde el puerto de importación hasta la zona de evacuación de los crudos [4]. Por ello, es de vital importancia explorar estrategias de potencializar la función de los diluyentes en la reducción de la viscosidad.
2
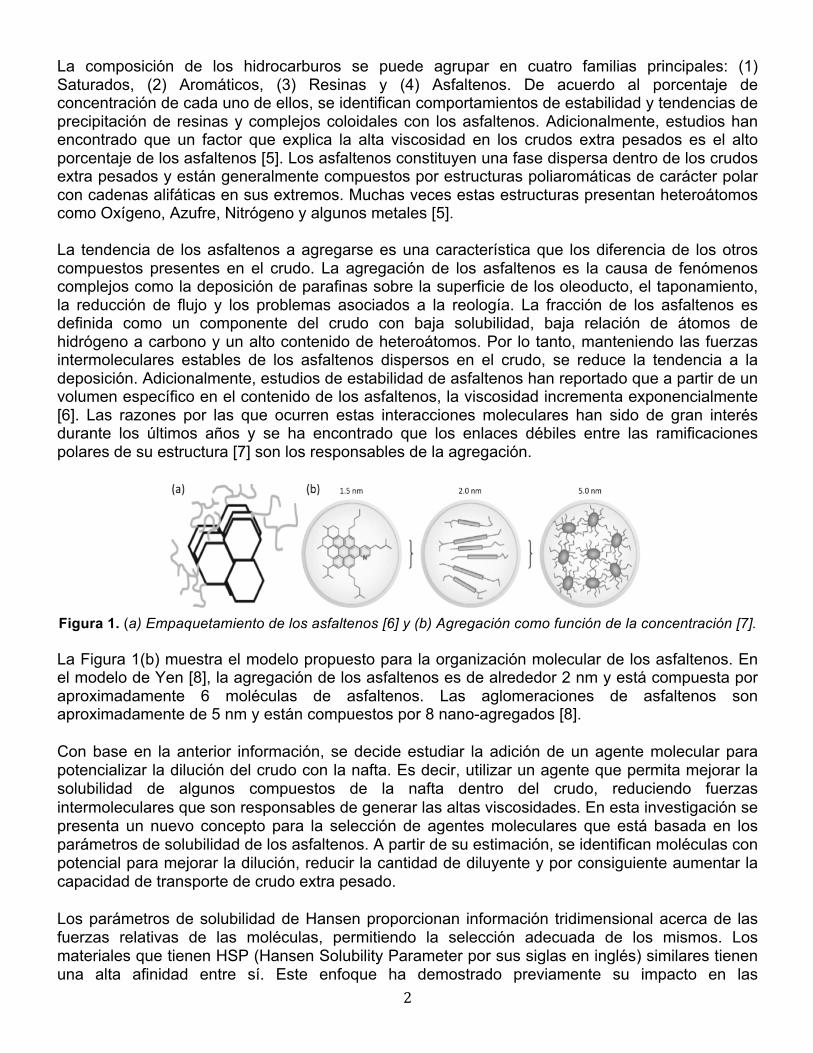
La composición de los hidrocarburos se puede agrupar en cuatro familias principales: (1) Saturados, (2) Aromáticos, (3) Resinas y (4) Asfaltenos. De acuerdo al porcentaje de concentración de cada uno de ellos, se identifican comportamientos de estabilidad y tendencias de precipitación de resinas y complejos coloidales con los asfaltenos. Adicionalmente, estudios han encontrado que un factor que explica la alta viscosidad en los crudos extra pesados es el alto porcentaje de los asfaltenos [5]. Los asfaltenos constituyen una fase dispersa dentro de los crudos extra pesados y están generalmente compuestos por estructuras poliaromáticas de carácter polar con cadenas alifáticas en sus extremos. Muchas veces estas estructuras presentan heteroátomos como Oxígeno, Azufre, Nitrógeno y algunos metales [5]. La tendencia de los asfaltenos a agregarse es una característica que los diferencia de los otros compuestos presentes en el crudo. La agregación de los asfaltenos es la causa de fenómenos complejos como la deposición de parafinas sobre la superficie de los oleoducto, el taponamiento, la reducción de flujo y los problemas asociados a la reología. La fracción de los asfaltenos es definida como un componente del crudo con baja solubilidad, baja relación de átomos de hidrógeno a carbono y un alto contenido de heteroátomos. Por lo tanto, manteniendo las fuerzas intermoleculares estables de los asfaltenos dispersos en el crudo, se reduce la tendencia a la deposición. Adicionalmente, estudios de estabilidad de asfaltenos han reportado que a partir de un volumen específico en el contenido de los asfaltenos, la viscosidad incrementa exponencialmente [6]. Las razones por las que ocurren estas interacciones moleculares han sido de gran interés durante los últimos años y se ha encontrado que los enlaces débiles entre las ramificaciones polares de su estructura [7] son los responsables de la agregación.
Figura 1. (a) Empaquetamiento de los asfaltenos [6] y (b) Agregación como función de la concentración [7]. La Figura 1(b) muestra el modelo propuesto para la organización molecular de los asfaltenos. En el modelo de Yen [8], la agregación de los asfaltenos es de alrededor 2 nm y está compuesta por aproximadamente 6 moléculas de asfaltenos. Las aglomeraciones de asfaltenos son aproximadamente de 5 nm y están compuestos por 8 nano-agregados [8].
Con base en la anterior información, se decide estudiar la adición de un agente molecular para potencializar la dilución del crudo con la nafta. Es decir, utilizar un agente que permita mejorar la solubilidad de algunos compuestos de la nafta dentro del crudo, reduciendo fuerzas intermoleculares que son responsables de generar las altas viscosidades. En esta investigación se presenta un nuevo concepto para la selección de agentes moleculares que está basada en los parámetros de solubilidad de los asfaltenos. A partir de su estimación, se identifican moléculas con potencial para mejorar la dilución, reducir la cantidad de diluyente y por consiguiente aumentar la capacidad de transporte de crudo extra pesado.
Los parámetros de solubilidad de Hansen proporcionan información tridimensional acerca de las fuerzas relativas de las moléculas, permitiendo la selección adecuada de los mismos. Los materiales que tienen HSP (Hansen Solubility Parameter por sus siglas en inglés) similares tienen una alta afinidad entre sí. Este enfoque ha demostrado previamente su impacto en las

3
propiedades de resistencia del asfalto y también en la selección de solventes adecuados para diluir polímeros en el proceso de extrusión a nivel industrial [10]. Un parámetro de solubilidad es una medida de la energía de cohesión que tienen los átomos en un compuesto específico. El parámetro de solubilidad es definido inicialmente como el parámetro de Hildebrand [8].
𝛿! =∆𝐸!𝑣 =
∆𝑈!"#𝑣 =
∆𝐻!"# − 𝑅𝑇𝑣 𝐸𝑞. 1
Donde 𝛿 es el parámetro de solubilidad de Hildebrand, ∆𝐸! denota la energía de cohesión, la cual es definida como la energía requerida para separar una molécula de sus alrededores, 𝑣 es el volumen molar, ∆𝑈!"# representa el cambio en la energía de vaporización de líquido saturado a gas ideal, 𝑅 representan la constante universal de los gases, 𝑇 la temperatura y ∆𝐻!"# la entalpía estándar de vaporización [9]. Sin embargo, el parámetro de solubilidad de Hildebrand estaba definido para compuestos no polares sin considerar las interacciones de London (dipolo-dipolo) ni las interacciones de los puentes de hidrógeno. Dado lo anterior, Charles Hansen introdujo en 1968 una modificación que contemplaría los tres aspectos (Parámetro Polar, Enlace de Hidrógeno y Fuerzas Dispersivas). Los Parámetros de Solubilidad de Hansen (HSP Hansen Solubility Parameters por sus siglas en inglés) han generado un gran desarrollo en la interpretación de los agregados de asfaltenos. 𝛿! = 𝛿!! + 𝛿!! + 𝛿!! 𝐸𝑞. (2)
Donde 𝛿!!, 𝛿!! y 𝛿!! son los componentes de solubilidad dispersiva, polar y de enlace de hidrógeno. El alcance del presente proyecto incluye la selección de los agentes moleculares a partir de la estimación de los parámetros de solubilidad, la evaluación del impacto del proceso convencional y de la alternativa propuesta. Finalmente, se simula un tramo de oleoducto bajo condiciones reales de operación con el objetivo de identificar patrones a escala industrial.
2. METODOLOGÍA La metodología se ha dividido en secciones para generar una descripción puntual y acertada sobre el desarrollo del trabajo. Primero, se presenta el proceso para determinar los parámetros de solubilidad. En segundo lugar, se describe el procedimiento experimental realizado con crudo extra pesado, diluyente comercial y agentes moleculares con potencial para reducir la viscosidad de acuerdo a los resultados de los parámetros de solubilidad. Finalmente, se hace hincapié en la simulación de un tramo de oleoducto bajo condiciones reales de operación. 2.1 PARÁMETROS DE SOLUBILIDAD HSP Los parámetros de solubilidad se calculan mediante el software de licencia libre CORAL SEA [11], este permite la interacción de la estructura fundamental de los compuestos y su impacto en la variable macroscópica que se quiere analizar. En ese orden de ideas, primero se estiman los parámetros de solubilidad del crudo extra pesado, los asfaltenos y los maltenos. Finalmente, se presentan los resultados en superficies 3D (x-Polaridad, y-Enlace de Hidrógeno, z-Dispersión) y sobre estás figuras se presenta los parámetros de agentes moleculares con potencial para reducir la fuerza intermolecular de los asfaltenos y por consiguiente mejorar las propiedades reológicas de los crudos extra pesados. 2.2 SECCIÓN EXPERIMENTAL En esta sección, se presenta una descripción sobre cada una de las etapas experimentales realizadas. Primero, se presentan los materiales y reactivos utilizados durante la experimentación. Seguido, se detalla el diseño experimental implementado. Por último, se detallan los equipos implementados durante el proyecto.

4
2.2.1 Materiales. La muestra de crudo extra pesado para realizar el diseño experimental, es tomado del campo Chichimene y específicamente de la formación productora San Fernando (7.58 ºAPI) ubicado en el departamento del Meta. Adicionalmente, se utiliza nafta comercial (44.53 ºAPI) como diluyente para la caracterización de las curvas de dilución. Tolueno (99%), n-heptano (99%), aromático aniónico con grupos hidroxilos (A1: 99%), alquil-fenol (A2: 99%), aromático alquílico (A3: 99%) y poli-aromático (A4: 99%) se adquieren de la casa matriz Sigma Aldrich en grado analítico. La Tabla 1, presenta el análisis SARA del crudo San Fernando utilizado en este trabajo.
Tabla 1. Análisis SARA para el Crudo San Fernando (7.58 ºAPI) SARA San Fernando
Saturados (%w) 15.19 Aromáticos (%w) 40.55
Resinas (%w) 19.40 Asfaltenos (%w) 16.24 Conversión (%w) 91.38
2.2.2 Diseño Experimental. Las muestras de crudo extra pesado se diluyen con nafta comercial en diferentes porcentajes v/v (5, 10, 15, 20, 25 y 30 %) y se les realiza una rampa de temperatura [20-100 ºC]. Adicionalmente, la curva a 30 ºC se ajusta al modelo de Lederer [13] en todos los porcentajes de dilución. Una vez se define un porcentaje específico de nafta, se evalúan cuatro agentes (A1, A2, A3 y A4) potenciales para reducir la fuerza intermolecular de los asfaltenos de acuerdo a los resultados de los parámetros de solubilidad. Finalmente, se evalúa el desempeño del mejor agente en el tiempo y se compara con el proceso convencional. 2.2.3 Equipos y Caracterización. Un reómetro AR-G2 de TA Instruments con una geometría de platos paralelos de 20mm se utiliza para evaluar las propiedades reológicas del proceso convencional y el impacto de la tecnología propuesta. El tamaño de la distribución de los agregados asfalténicos se mide utilizando el equipo Zetasizer de Malvern Instrument y la norma ASTM D6560 (Standard Test Method for Determination of Asphaltenes in Crude Petroleum and Petroleum Products). 2.3 SECCIÓN COMPUTACIONAL El modelamiento matemático basado en principios físicos y químicos expresa el comportamiento de sistemas en ingeniería. Dinámica Computacional de Fluidos (CFD por sus siglas en inglés Computational fluid dynamics) simula fenómenos tales como perfiles hidrodinámicos, flujos multifásicos y caídas de presión mediante la iteración de modelos matemáticos. Los métodos numéricos son la herramienta implementada para su estimación. 2.3.1 Ecuaciones del Modelo La ecuaciones de la conservación de masa y de la conservación de momentum se utilizan en el modelo.
𝜕𝜌𝜕𝑡 + ∇ ∙ 𝜌𝑣 = 0 𝐸𝑞. (3)
𝜌𝐷𝑣𝐷𝑡 = −∇p− ∇ ∙ 𝜏 + 𝜌𝑔 𝐸𝑞. (4)
Donde, 𝜌 es la densidad, 𝑣 la velocidad, p la presión, 𝜏 el tensor de deformación, t el tiempo y 𝑔 la gravedad.

5
2.3.1 Geometría del Modelo El diseño y los parámetros para simular el oleoducto, se adquieren del Oleoducto de los Llanos (ODL) [12]. En el cual 319600 BPD de crudo extra pesado que ha sido diluido hasta 18 API, son transportados por un ducto de veinticuatro pulgadas 24” de diámetro. Con el objetivo de brindar mayor información sobre la simulación, en la Figura 2 se detalla la geometría implementada. En esta, se observan 3 secciones, las cuales tienen diámetros de 24”, 20” y 24” pulgadas de izquierda a derecha. El cambio en el área de la sección transversal obedece a perturbaciones sobre la evaluación de la caída de presión y la precipitación de los asfaltenos. El software utilizado para la simulación es el paquete multifísica de COMSOL®.
Figura 2. Geometría del oleoducto simulado
3. RESULTADOS Los resultados obtenidos después de implementar la metodología de la investigación se encuentran en la siguiente sección. Primero, se presentan los resultados de los parámetros de solubilidad. En segundo lugar, se desarrolla el diseño experimental con el crudo extra pesado San Fernando. Finalmente, se muestran los resultados de la simulación del oleoducto. 3.1 SECCIÓN TEÓRICA En la siguiente figura, se observan las elipses de solubilidad para el crudo extra pesado y para los asfaltenos. La elipse azul corresponde a los asfaltenos y la elipse de color negro al crudo. La interacción entre ellas indica la fuerte relación entre los dos componentes. El parámetro global de solubilidad de los asfaltenos es 20.12 MPa1/2.
Figura 3. (a) Gráficas de solubilidad en 3D y (b) 2D para el crudo y los asfaltenos.
Adicionalmente, en las gráfica también se observa un cuadrado negro correspondiente a la solubilidad del n-heptano. El anterior criterio es de gran importancia dado que permite explicar que los compuestos que se encuentran por fuera de la elipse de los asfaltenos generan una alta tendencia a la precipitación. Así mismo, los compuestos que se acercan a la elipse de los asfaltenos generan una alta compatibilidad y permiten reducir las fuerzas intermoleculares y aumentar la solubilidad de estos componentes. Los compuestos se han definido como agentes moleculares.
(b) (a)
n-heptano n-heptano
solventes Agentes
Moleculares
solventes
Agentes Moleculares
6
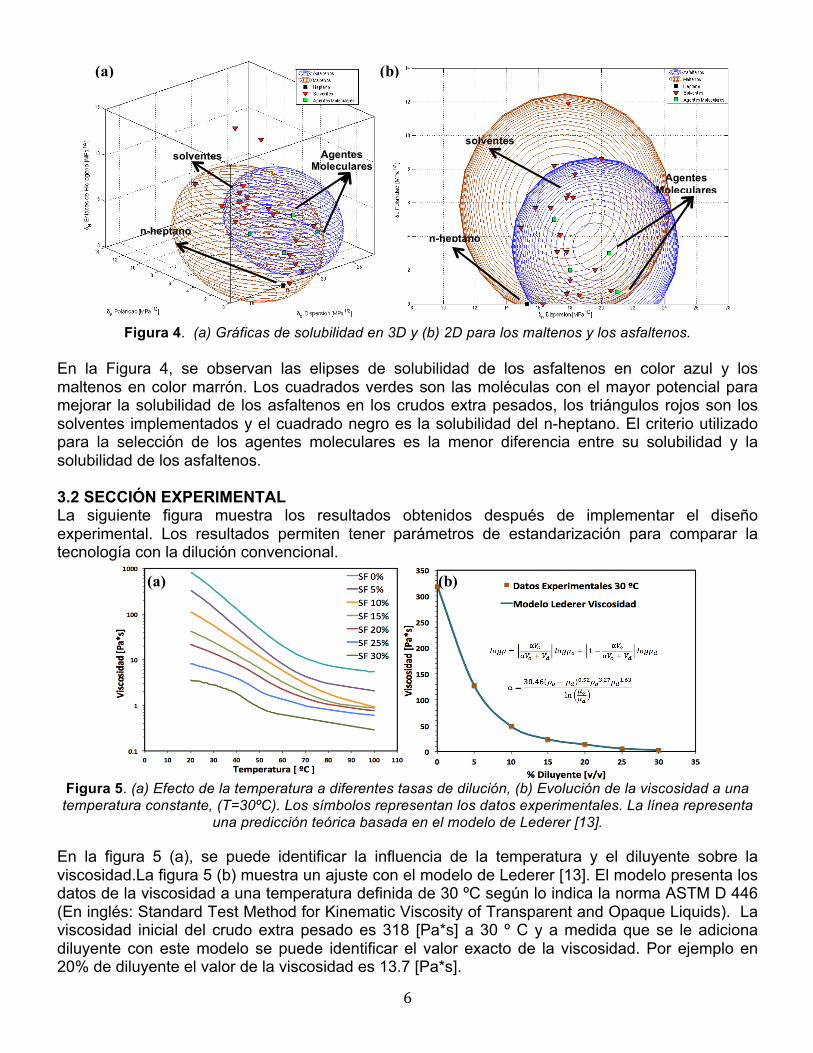
Figura 4. (a) Gráficas de solubilidad en 3D y (b) 2D para los maltenos y los asfaltenos.
En la Figura 4, se observan las elipses de solubilidad de los asfaltenos en color azul y los maltenos en color marrón. Los cuadrados verdes son las moléculas con el mayor potencial para mejorar la solubilidad de los asfaltenos en los crudos extra pesados, los triángulos rojos son los solventes implementados y el cuadrado negro es la solubilidad del n-heptano. El criterio utilizado para la selección de los agentes moleculares es la menor diferencia entre su solubilidad y la solubilidad de los asfaltenos. 3.2 SECCIÓN EXPERIMENTAL La siguiente figura muestra los resultados obtenidos después de implementar el diseño experimental. Los resultados permiten tener parámetros de estandarización para comparar la tecnología con la dilución convencional.
Figura 5. (a) Efecto de la temperatura a diferentes tasas de dilución, (b) Evolución de la viscosidad a una temperatura constante, (T=30ºC). Los símbolos representan los datos experimentales. La línea representa
una predicción teórica basada en el modelo de Lederer [13]. En la figura 5 (a), se puede identificar la influencia de la temperatura y el diluyente sobre la viscosidad.La figura 5 (b) muestra un ajuste con el modelo de Lederer [13]. El modelo presenta los datos de la viscosidad a una temperatura definida de 30 ºC según lo indica la norma ASTM D 446 (En inglés: Standard Test Method for Kinematic Viscosity of Transparent and Opaque Liquids). La viscosidad inicial del crudo extra pesado es 318 [Pa*s] a 30 º C y a medida que se le adiciona diluyente con este modelo se puede identificar el valor exacto de la viscosidad. Por ejemplo en 20% de diluyente el valor de la viscosidad es 13.7 [Pa*s].
(b) (a)
Agentes Moleculares
Agentes Moleculares
n-heptano n-heptano
solventes solventes
(b) (a)

7
Figura 6. (a) Viscosidad y (b) Porcentaje de reducción de viscosidad de los agentes A1, A2, A3, y A4 en
diferentes concentraciones químicas y una tasa del 20% en diluyente. La Figura 6, presenta los resultados después de implementar 4 agentes moleculares con potencial para reducir la fuerza intermolecular de las capas asfalténicas y reducir la viscosidad. La viscosidad inicial es 13.7 [Pa*s] a 30 ºC para todas las muestras. El agente A1 con 22 % en la reducción de viscosidad es el compuesto con el mayor desempeño a una concentración química de 500 ppm (partes por millón).
Figura 7. (a) Viscosidad y (b) Porcentaje de reducción de la viscosidad con el agente molecular A1 en
diferentes concentraciones y una tasa de diluyente del 10%.
Después de identificar el potencial que presenta el agente A1 para reducir la viscosidad, se decide darle mayor estudio a este compuesto bajo otras condiciones (Figura 7). Se decide replicar el experimento bajo condiciones diferentes en el porcentaje de dilución. Lo anterior es, utilizar otro porcentaje de diluyente y observar el desempeño que el agente puede tener. El porcentaje de diluyente se define en 10% y bajo las mismas concentraciones en ppm de química se evalúa la viscosidad a 30 ºC. Los porcentajes en reducción incrementan significativamente hasta 45% en su reducción. Los anteriores resultados, corroboran la fuerte relación entre los parámetros de solubilidad y su expresión en la variable viscosidad.
(b) (a)
A1 A1

8
Figura 8. (a) Viscosidad en función del tiempo y (b) Porcentaje dinámico de diferencia en la viscosidad
sobre la alternativa propuesta y el método convencional a una tasa del 10%.
En la figura 8, se presentan los cambios de viscosidad de la alternativa convencional y la tecnología propuesta en función del tiempo. El anterior estudio es de gran impacto sobre el comportamiento del fluido en el oleoducto. La figura 8 (a), muestra la inestabilidad en la viscosidad de la tecnología convencional. Esto se explica dado las fuertes interacciones que presentan los asfaltenos y su tendencia a aglomerarse. Por otro lado, la alternativa propuesta presenta mayor estabilidad en el comportamiento de la viscosidad como función del tiempo. Lo anterior se debe al efecto del compuesto molecular para mejorar la solubilidad y estabilidad del fluido. Finalmente, en la figura 8 (b), se grafica el porcentaje de diferencia de la viscosidad convencional y la propuesta en un rango de tiempo de 0 a 45 días. Los resultados muestran una ganancia de 65% en la estabilidad de la alternativa propuesta.
Figura 9. Distribución de tamaño en la agregación de los asfaltenos.
En la anterior figura, se presentan la distribución del tamaño de los agregados de asfaltenos en diferentes escenarios. La línea negra representa el elevado tamaño que tienen los agregados en el crudo extra pesado. Así mismo, se corrobora que el agente A1 es el compuesto que tiene el mejor desempeño para reducir las agregaciones. En este escenario el tamaño es de alrededor de 2 nm. Lo anterior tiene alta relación con los resultados presentados en las gráficas de viscosidad, pues a menor tamaño de agregado menor es la viscosidad.
(b) (a)
9
3.3 SECCIÓN COMPUTACIONAL Después de entender el comportamiento de la viscosidad y de los agregados de asfaltenos, se implementa una simulación sobre un tramo de oleoducto para analizar el efecto de la nueva tecnología sobre la caída de presión. La anterior variable es muy importante porque permite generar ahorros de energía significativos.
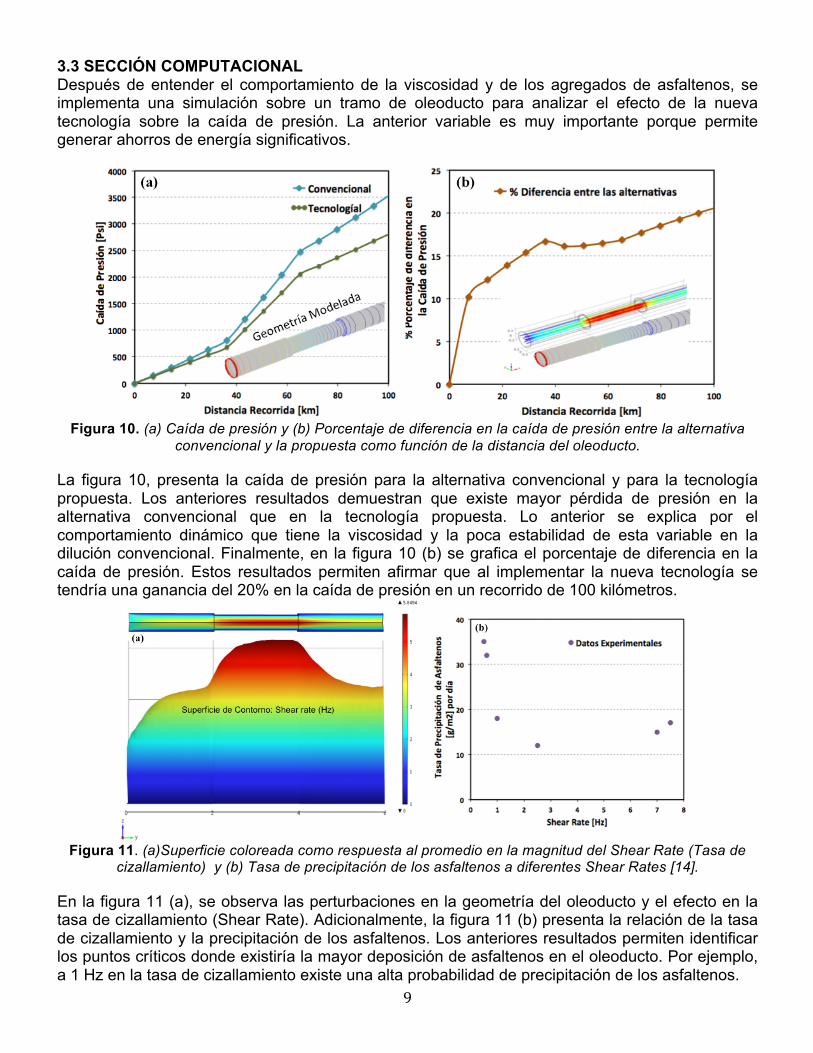
Figura 10. (a) Caída de presión y (b) Porcentaje de diferencia en la caída de presión entre la alternativa
convencional y la propuesta como función de la distancia del oleoducto. La figura 10, presenta la caída de presión para la alternativa convencional y para la tecnología propuesta. Los anteriores resultados demuestran que existe mayor pérdida de presión en la alternativa convencional que en la tecnología propuesta. Lo anterior se explica por el comportamiento dinámico que tiene la viscosidad y la poca estabilidad de esta variable en la dilución convencional. Finalmente, en la figura 10 (b) se grafica el porcentaje de diferencia en la caída de presión. Estos resultados permiten afirmar que al implementar la nueva tecnología se tendría una ganancia del 20% en la caída de presión en un recorrido de 100 kilómetros.
Figura 11. (a)Superficie coloreada como respuesta al promedio en la magnitud del Shear Rate (Tasa de
cizallamiento) y (b) Tasa de precipitación de los asfaltenos a diferentes Shear Rates [14].
En la figura 11 (a), se observa las perturbaciones en la geometría del oleoducto y el efecto en la tasa de cizallamiento (Shear Rate). Adicionalmente, la figura 11 (b) presenta la relación de la tasa de cizallamiento y la precipitación de los asfaltenos. Los anteriores resultados permiten identificar los puntos críticos donde existiría la mayor deposición de asfaltenos en el oleoducto. Por ejemplo, a 1 Hz en la tasa de cizallamiento existe una alta probabilidad de precipitación de los asfaltenos.
10
4. CONCLUSIONES En este estudio se muestra que la estimación del parámetro de solubilidad de los asfaltenos implementando el software CORAL SEA genera una excelente aproximación. El valor del parámetro de solubilidad de los asfaltenos es de 20,12 MPa1/2. Las diferencias con los valores reportados en la literatura es de 2,4% [15]. Con base en los resultados de los parámetros de solubilidad, cuatro agentes moleculares se evaluaron acertadamente para reducir la viscosidad del crudo extra pesado San Fernando. La viscosidad del crudo extra pesado San Fernando diluido con el mejor agente en 500 ppm se redujo en un 44,72% y su gravedad API se incrementa en alrededor de 2 grados API. De acuerdo con la reducción de la viscosidad y la curva de dilución para el enfoque actual mediante dilución solamente (Fig. 5b), la cantidad de ahorro esperada de diluyente para esta aplicación específica se estima entre [3-10%] con respecto al proceso de dilución convencional . Por lo tanto, estos resultados son altamente prometedores para una aplicación industrial debido a (i) una reducción de la cantidad de diluyente para cumplir los requerimientos de transporte por oleoducto de crudo extra pesado y a (ii) un aumento en la capacidad de transporte. Adicionalmente, la reducción en los tamaños de los agregados asfalténicos indican un fuerte potencial para (iii) reducir la deposición de asfaltenos en el oleoducto y (iv) brindarle mayor estabilidad al fluido. Por último, con la simulación realizada se identifica un ahorro potencial en la energía requerida para transportar el crudo extra pesado. Lo anterior se debe a la disminución en la caída de presión a lo largo del oleoducto. Finalmente, es importante mencionar que se requieren estudios adicionales en un circuito piloto para determinar el desempeño de la tecnología con flujos volumétricos mayores y evaluar variables a las condiciones reales de operación. 5. REFERENCIAS [1]. British Petroleum Company. BP statistical review of world energy. British Petroleum Co., 2013. [2]. Rafael Martínez-Palou, et all. Transportation of heavy and extra-heavy crude oil by pipeline: A
review. Journal of Petroleum Science and Engineering, 75(3): 274{282, 2011. [3]. Reporte Integrado de Gestión Sostenible. (Mayo, 2016). ECOPETROL.
http://www.ecopetrol.com.co/documentos/Ecopetrol_IA_2015_29marzo.pdf [4].e+. (August, 2013). ECOPETROL. http://www.ecopetrol.com.co/especiales/revista-
emas01/AGOSTO_2013_ecopetrol/contenido_12.html [5]. Eric Y et all. Asphaltenes: fundamentals and applications. Plenum Publishing C, 1995. [6]. Pierre, C., et all. (2004). Composition and heavy oil rheology. 59(5), 489-501. [7]. Sheu, E. Y., et all (2007). Asphaltenes, heavy oils. (Vol.1). New York: Springer. [8]. Mullins, O. C., et all. (2012). Advances in asphaltene science and the Yen–Mullins
model. Energy & Fuels, 26(7), 3986-4003. [9]. Lee, S. H., & Lee, S. B. (2005). The Hildebrand solubility parameters, cohesive energy
densities and internal energies of 1-alkyl-3-methylimidazolium-based room temperature ionic liquids. Chemical C, (27), 3469-3471.
[10]. Hansen, C. M., & Skaarup, K. (1967). The three dimensional solubility parameter. J. Paint Technol, 39(511), 511-514.
[11]. (Septiembre, 2014). CORAL, CORrelations And Logic. http://www.insilico.eu/coral [12]. (Agosto, 2014). Oleoducto de los Llanos. https://www.odl.com.co/odl/ [13] Lederer, E. L. (1933). Viscosity of mixtures with and without diluents. Proc World Pet Cong 2,
526-528. [14] AKBARZADEH, K., ET ALL. (2010). Flow-through tests understanding of asphaltene
deposition. World oil,231(2), 105-107. [15] Redelius,P. (2006). The structure of asphaltenes in bitumen.Road Materials and Pavement
Design, 143-162.