textile dyebath additives - p2 infohouse
TRANSCRIPT
Textile Dyebath
By Edward G. Hochberg, Hochberg and Company, Inc., Chester, NJ
(Adapted lrom a paper presenfed e f fhe 1984 Wintar Neflonel Meellng of fhe Amarlcen lnsfifote of Chemlcel Engineers, Atlmfa, OA I
Dyeing of textiles has been practiced by mankind for tkousands of years. Among the earliest peoples who j jed their garments were the Chinese and the 4merican Indians, The dyes that were available to the mcient peoples were produced naturally from plants Ind animal matter. There were two principal colors: :lue indigo which originated from a plant, and red tcrmas obtained from the dried bodies of a particular
mportant industries in Europe and the United States. roward the last half of the 19th century, the increasing nechanization of the textile industry created an ever lreater demand for detergents, bleaches, dye-stuffs ind surfactants of various kinds.
The continuing and rapid progress made in organic :hemistry and th’e systematic study by large groups of esearch chemists mobilized in Germany, Switzerland, 3ritain and the United States brought new achieve- ments in the synthesis of surface active chemicals for dyeing textiles.
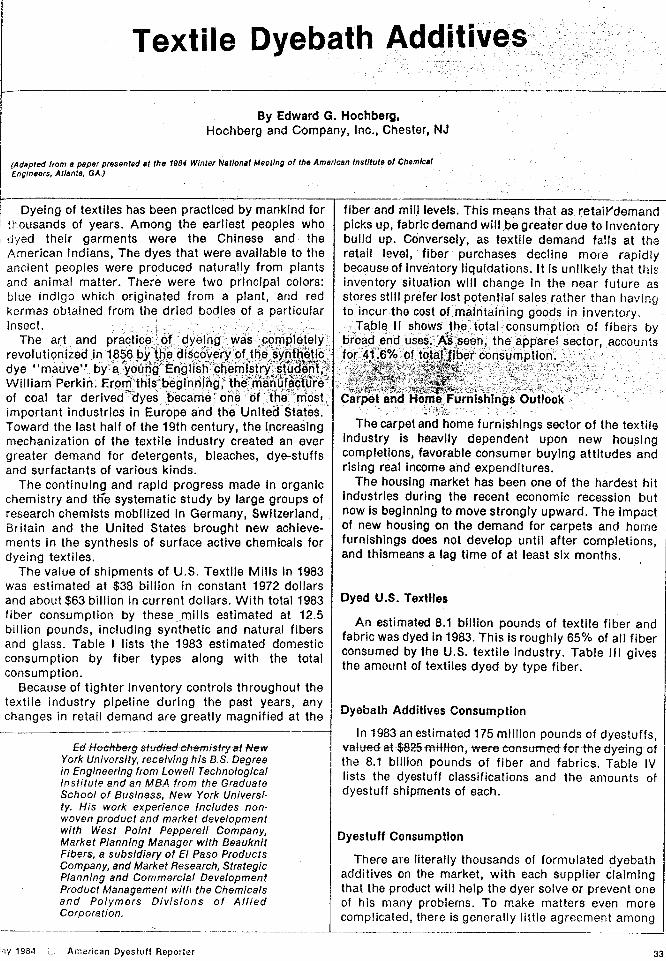
The value of shipments of U.S. Textile Mills in 1983 was estimated at $38 billion in constant 1972 dollars and about $63 billion in current dollars. With total 1983 fiber consumption by these_.mills estimated at 12.5 billion pounds, including synthetic and natural fibers and glass. Table I lists the 1983 estimated domestic consumption by fiber types along with the total consumption.
Because of tighter inventory controls throughout the textile industry pipeline during the past years, any changes in retail demand are greatly magnified at the
Ed Hoettttefg stu$ied chemistry et New York University, receiving his B.S. Degree in Engineering from Lowell Technological Inst i tute sod ao MPA from the Graduate School of Business, New York Universi- ty. His work experience includes non- woven product and market development with West Point Pepperell Company, Market Planning Manager wi th Beauknit Flbers, a subsidlary of El Paso Products
Planning and Commercial Development Product Management with the Chemicals and Polymers D iv is ions of A l l ied Corporation.
1 Company, and Market Research, Strategic
.-__ - fiber and mill levels. This means that as retaiydemand picks up, fabricdemand will be greater due to inventory build up. Conversely, as textile demand falls at the retail level, fiber purchases decline mote rapidly because of inventory liquidations. I t i s unlikely that this inventory situation wil l change in the near future as stores still prefer lost potential sales ra?her than having to incur the cost of maintaining goods in inventory.
mption of fibers by are1 sector accounis
Thecarpet and home furnishings sector of the textile industry Is heavily dependent upon new housing completions, favorable consumer buying attitudes and rising real income and expenditures.
The housing market has been one of the hardest hit industries during the recent economic recession but now is beginning to move strongly upward. The impact of new housing on the demand for carpets and hornc furnishings does not develop until after completions, and thismeans a lag time of at least six months.
Dyed U.S. Textiles
An estimated 8.1 billion pounds of textile fiber and fabric was dyed in 1983. This is roughly 65% of all fiber consumed by the U.S. textile industry. Table Ill gives the amount of textiles dyed by type fiber.
Dyebath Additives Consumption
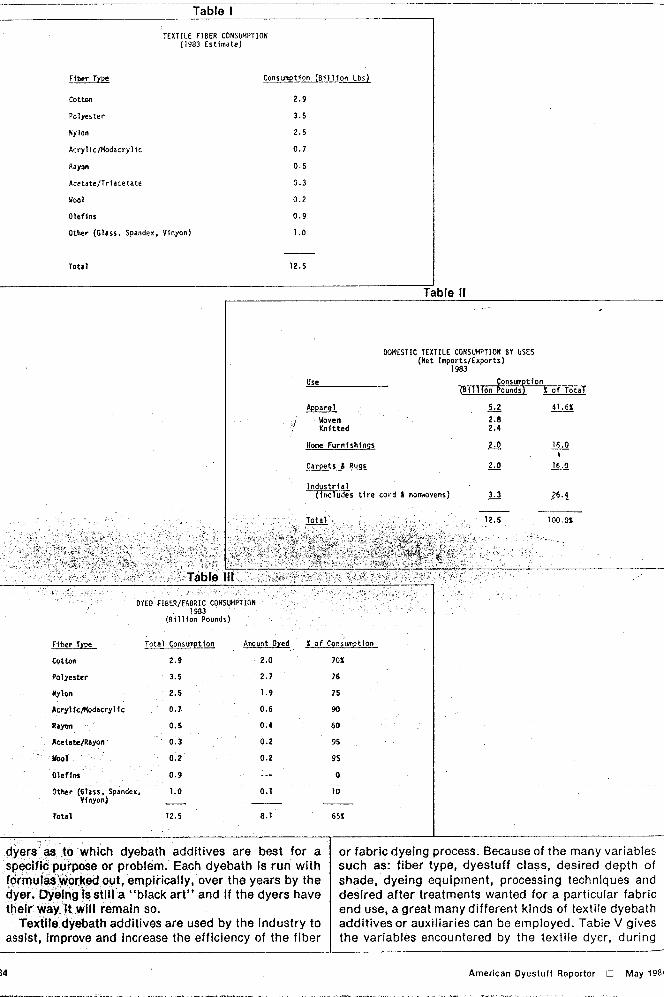
In 5983 an estimated 175 million pounds of dyestuffs, vatu& at $825mittisn, were eonsmed fer the dyeing of the 8.1 billion pounds of fiber and fabrics. Table IV lists the dyestuff classifications and the amounts of dyestuff shipments of each.
Dyestuff Consumptlon
There are literaliy thousands of formulated dyebath additives on the market, with each supplier claiming that the product will help the dyer solve or prevent one of his many problems. To make matters even more complicated, there is generally little agreement among
__ -___ -- -
‘*?y 1984 . Atnerican Dyestuff Reportor 33
34
\ __-_ _____ ____ __._____ . ___ Table I
______I___ -
TEXTILE FIBER CONSUMPlION (1983 Estimate)
Fiber Type Consraptian ( B i l l i o n L b s l
cotton 2.9
Polyester 3 .5
hylan 2 . 5
kcry I i c fiodacry 1 1 c 0.7
Rayon 0 . 5
AcetateITriacetate 0.3
YWl 0.2
Oleflns
Other (Glass, Spandex, Vinyon)
Total
0.9
I .o
- 12.5
I Table II --
DCmESTlC TEXTILE CONSWPTIOII BY USES (Net Imports/Exports)
1 983 Use Conrunption
Apparel - 5.2 Woven 2.8
I Knitted 2.4
2.0 Hane Furnlrhinqs - Carpets 8 Rum - 2.0 E
.(inclu& t i r e cord 1 nonwovens)
p $ l l I o n PoundsL X of T o t a r
41.6% __
16.0 4
__
Industrial 26.4 I
- 3 . 3
(Billion-Pounds)
Fiber Type Total Consunption
cotton 2.9
Palyester 3.5
ttylon 2.5
Acrylk/Wodacryl i c 0.7
R a m 0.5
hceotatc/Rdyon 0.3
1 0.2
Olefim 0.9
Other &lass. Siandex. 1.0
Total 12.5
Vinyon) __
h u n t Dyed
2.0
2 . 7
1.9
0.6
0.4
0.2
0.2
- _- 0.1
8.1
-
X o f Consumption
70s
76
75
90
60
95
9s
0
10
651
--
o which dyebath additives are best for a or problem. Each dyebath is run with out, empirically, over the years by the ti i l a “black art” and if the dyers have
ebath additives are used by the industry to assist, improve and increase the efficiency of the fiber -
or fabric dyeing process. Because of the many variables such as: fiber type, dyestuff class, desired depth of shade, dyeing equipment, processing techniques and desired after treatments wanted for a particular fabric end use, a great many different kinds of textile dyebath additives or auxiliaries can be employed. Table V gives the variables encountered by the textile dyer, during ___--
American Dyeslull Reporter C May 1984
DIESPLFF S H I P X M S FOR TEXTILE USE (Net Inportr/Exportr)
1983
Dye Class
Disperse
Acid
Basic
Direct
Vats (50% strength)
Fiber Reactive
Sulfer
Azoics
Other (Hordants)
Total
Market Value (U(il1ioor)
Shipnent (mlbs)
39
3?
1 1
12
43
9
18
4
2
175
$825
-
. ,le V
VAFtIAaiES FACED IN T i X i I i E D Y E i E i t P R X i S S (Yarn, Flber. Fabric)
1. 2. Textile Form
A. Woven: type of woven fabric - raised o r flat 8. Knit: warp - double - single C. Fiber (stock) 0. Yarn'or package
Fiber Type o r Blend composition
3. Dyestuff Class or Pigment Used 4. Dye Equipment Used and Processing Conditions
A. Batch or Continuous B. Atmospheric, Pressure or Thennosol (heat) C. Conditions t
1. P H of bath 2. Speed 3. Temperature
5. Dyeing Medium (llquor) A. Water
TEXTILES DYED BY PROCESS
Dye Process
Continuous - T h e m s o l and Pad Becks Package Dye (Yarns.] Jets Bean Jig Paddle Stock Others
f o t a 1
Production ( X of Poundage1
29.0s
25.5 13.0 11.0 4.0 4.0 4.0 4.0 5.5
1m.m
e dyeing process. of dyeing equipment used
influence on the selection of the ditive. Table VI shows the amount of 2 by type of equipment.
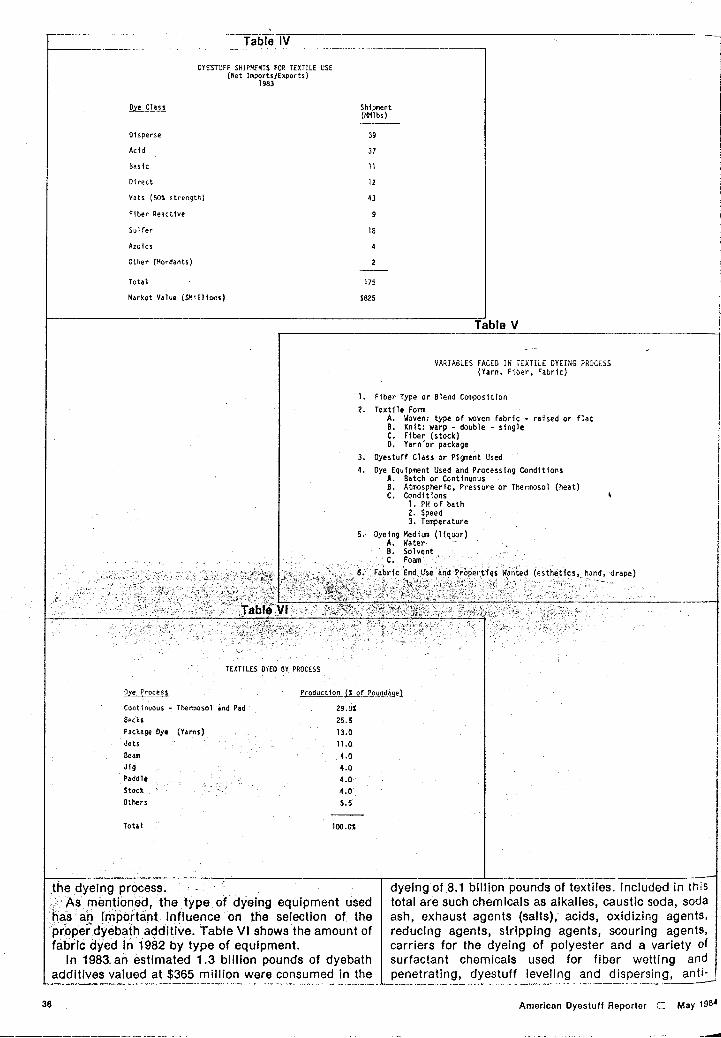
In 1983 an estimated 1.3 billion pounds of dyebath additives valued at $365 million were consumed in the
es Wanted (esthetics, hand, drape)
dyeing of 8.1 billion pounds of textiles. Included in this total are such chemicals as alkalies, caustic soda, soda ash, exhaust agents (salts), acids, oxidizing agents, reduclng agents, stripping agents, scouring agents, carriers for the dyeing of polyester and a variety of surfactant chemicals used for fiber wetting and penetrating, dyestuff leveling and dispersing, anti-
American Dyestuff Reporter c; May 19@
1
tuff rPer
Surfactants In Textile Processing, Volume 14, April, 1983, 232 pages, Illustrated S4f.50, plus $2.00 postage. Price 20% higher ($61.80) outside of U S . and Canada.
ctants In ~~~~~~~
By Arvcci Datyner
The book reportedly presents the firs reference to fully examine the underlying principl j a y to-dzy applications of surfactants in textile pro- zesses. Bringing together up-to-date material previous- y available only in scattered sources, this book discusses l ie various typcs of surfactants and their individual pro- i e r t i e s ... numerous functions of surfactants-from .enoval of impuritieSand water repellency to production ) f antistatic properties, prevention of soiling, and $!$rinkproofing ... biodegradable aspects of anionic, no- 7 3nic, and cationic surfactants.
I b i s self-contained work may provide R 8, D chemists, echnologists, and technicians involved in the manufac- dre of surfactants; textile chemicals; dyestuffs; man- Tdde fibers, textile processors; with a convenient, Jrllfied source for on-the-job consultation. In additbn, his unique volume offers undergraduate and graduate jtudcnts in chemistry, chemical technology, and textile echnoloyy a primary text for courses dealing with sur- actants in textile processing.
To order books, write to: Edward Fex, Editor Amcrican Dyestuff Reporter 50 West 23rd Street Mew Yo&, NY 10810
- L'elivery on all orders may take up to eight weeks -Ai / orders must be prepaid, in full, before they can be
- A DR not responsible for lost or stolen books, nor for delays
--Prices subject to chaoge without notice
Processed
caused by depleted inventories
foam, retarding and other functions. Table VI1 list the chemicals consumed as dyebath additives b y their functional categories .
The largest poundage additives consumed by the dyehouses in 1983 were alkalies such as caustic and soda ash and acids, including acetic and formic. Next in importance were the exhaust agents used f ing dyestuff onto the fibers. For this purpose sodium chloride and sodium sulfate are used. An estimated 81 million pounds of such oxidizing agents as hydrogen peroxide, sodium bromate! iodate mixtures and sodium hypochlorite were used for bleaching, scouring and dyeing ap p I ica t ions.
Because textile dyeing involves the movement of dyestuffs from the bath onto and into the fiber, it is truly a science of surface chemistry. Required are wetting and penetrating agents, leveling agents and dispersing agents to achieve uniform and permanent dyeing of the fibers. An estimated 61.5 million Rounds of such surfactant chemicals valued at $37.5 million were consumed in 1983.
When we completed our first study in 1975 an estimated 68 million pounds of carriers were consumed for the dyeing of polyester fiber. In 1983 only 40 niilliun pounds were consumed. This reflected the impact of
1. low foaming 2. biodegradable and nontoxic
C BOTH WET and DRY CONDITIONS
with new type of teasel with protected pins
ALSO AVAILABLE: 0 Crimping Machines 0 Fringing Machines
Tacking Machines and
Automatic Tail-End Sewing Ranges For Free Literature Contact ir
EIl~A"Evna@~ ONGO _- P.0 BOX 926, DENVILLE, NEW JERSEY 07831 U S.A "..,------
Circie $ 6 uli i i e a d e i Seivice Card
American D y e s t u f f Reportei 37
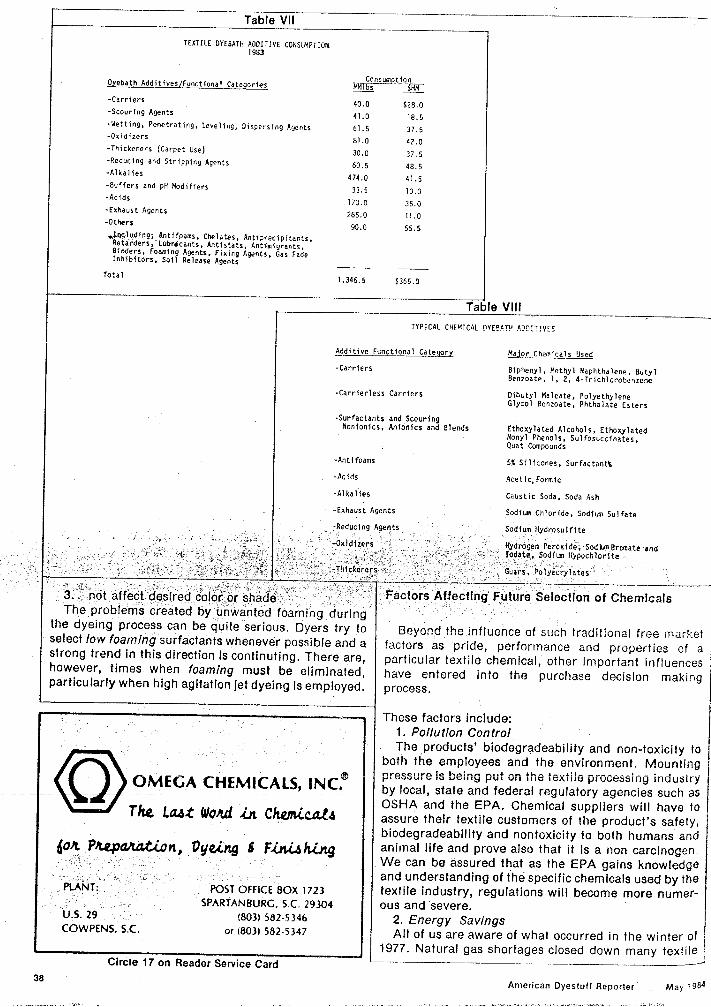
-Carriers -Scouring Agents -Yetting, Penetrating, Leveling. Dispersing Agents -Oxidizers -Thickeners (Carpet Use) -Reducing and Stripping Agents -A1 kal ies -Buffers and pH Modifiers -Acids -Exhaust Agents
40.0 41.0 61.5 81 .o 30.0 60.5
474.0 33.5
170.0 265.0
$28.0 18.5 37.5 42.0 37.5 48.5 41.5 10.0 35.0 11.0
TEXTILE DYEBATH ADDITIVE COHSLMPTION 1953
ConsuT&on Dyeba th Addi t iveslfunct ional Categories m m - bs __
90.0 5 5 . 5 -Others
Jqcludi ng; Ant 1 fDams . Cheldtes Anti preci pi tants , Retarders, Lubrdcantr, Antista;s, Antimigrants. Binders, Foaming Ageits. Fixing Agents, Gas Fade Inhibttors. So11 Release Aqents
To?al - __ 1,346.5 $365.0
Tal - e Vlll lYPlCAl CHEMICAL OVE9bTu A??!T!\'ES
- Additive Functional Category
-Carriers
-Carrierless Carriers
-Surfactants and Scouring Nonionicr, Anianics and Blends
-Antlfoams
-Acids
-A1 kalies
-Exhaust Agents
the dyeing process can be select low foaming surfacta strong trend in this direction is continuting. There arc however, times when foaming must be eliminate( particularly when high agitation Jet dyeing is employe(
OMEGA CHEMICALS, INC?
r h LW W Q ~ ch4nricrtc4
FJCE BOX 1723 SPARTANBURG. S C. 29304
(803) S82-5346 COWPENS. S.C. Or (803) 582-5347
Circle 17 on Reader Service Card
M o r Chemicals Used
Biphenyl, !!ethyl Naphthalene. Butyl Benzoate, 1, 2, 4-Trichlorobenzene
Dibutyl Maleate, Polyethylene Glycol Benzoate, Phthalate Esters
Ethoxylated Alcohols, Ethoxylated Nonyl Phenols. Sulfosuccinates, Quat Compounds
5% Sillcones, Surfactantf
Acetic, F o n i c
Caustic Soda, Soda Ash
S o d i m Chloride. Sodtm Sulfate
Beyond the influence of such traditional free market factors as pride, performance and properties of a particular textile chemical, other important influences have entered into the purchase decision making process.
These factors include: 1. Pollution Control The products' biodegradeability and non-toxicity to
both the employees and the environment. Mounting
by local, state and federal regulatory agencies such as OSHA and the EPA. Chemical suppliers will have to assure thelr textile customers of the product's safety, , biobegrau'eabiiiiy and nonioxiciiy i o both numans and I
nreccnrva [e hninn a t + n- 4 k n I - . , -------.-- ,, vuulu e u w t l t y pus 1 1 1 0 ~ ~ ~ t i l e pIwbeaairly indusiry
sniinal life and pro-ve aiso that ii is a non carcinogen rNe can be assured that as the EPA gains knowledge 2nd understanding of the specific chemicals used by the 'extile industry, regulations will become more numer- IUS and severe.
2. Energy Savings All of us are aware of what occurred in the winter of
1977. Natural gas shortages closed down many textile ~- -~
American Dyestuff Reporter Z May 1984

i DYEBATH ADDITIVE ENVIRONMENTAL PROPERTIES I i . Siodegradability - Non Polluting to Air and Water i i I . Consumer Safe ty - Non Carcinogen, Fire Retardancy
I
Nontoxicity to Wildlife and Humans
I 1 __--
PRCX:ESING TRENDS AT WORK Less Additive Consumplion bccduse of--
. Hixler dyeing temper-tures and pressures
\
. -------____
dyeing and finishing operations, and now the high cost of energy has made the dyer extremely aware of energy requirements.
Dyers and finishers are seeking new products that can reduce their energy requirements by;
a. using resins which cure at lower temperatures b. reducing the number of baths and drying cycles c. reducing the liquor or dyebath to fabric ratio
3. Consumer Safety Safety for the user of the fabricated end product,
including adults as well as children. This particularly included textile additives that are effective and offer flame retardance for garments, carpets, draperies and upholstery. They must also be noncancer causing.
All of ttie influences mentioned present real prob- lems to the chemical industry, but also present new opportunities for increasing market share and profit- ability for the chemical dyebath additive supplier. In Table I X we summarize those dyebath additive properties emerging in importance.
(foams, etc.) . -
Marketing Channels ' There are at least 300 companies in the United States i involved in some part of the textile chemical market pipeline from manufacturer of basic materials and
1 intermediates, to ttie formulator-compounder, to the
I ____---___.I______ _________ distributor, and to the local jobber (usually handles commodity type products).
Many of the additives sold are similar to each other and merely given different names and prices by the suppliers. Some are periodically pulled from the marketplace, repackaged, renamed and sold as new products.
In most cases dyers have only a limited knowledge of what chemical ingredients are in the dyebath additives they use, just as long as it does the job for them. The chemical formulator-compounder reveals as little as possible to protect his position, and even his basic material suppliers keep him in the dark. Overall, the chemical additive situation for the dyer is shrouded in mystery except for the more enlightened textile companies who make use of bright analytical chemists and t h ei r tech n i q u es .
Dyebath additive marketing to the dyehouse has not changed much over the years. The relatively small formulator-compounder (with average ips I p s t h a n $5MM) still controls the business with an 8045% Share of the dollar volume.
The market domination by the small chemical formulator exists because he performs valuable market- ing functions. These include: the ability to tailor make a specific compound for a dyer's unique problem; quick delviery of small quantities when required; inventory products nearby for the dyehouse; and credit terms when needed. O n 0
Mdy 1984 L: American Dyestuff Reporter 39