the magazine for materials inspection and …asnt level ii certifications in radiography,...
TRANSCRIPT

•Shear Wave UT•Soundness Testing
www.aws.org
January 2013 / Vol. 16 / No. 1
THE MAGAZINE FOR MATERIALS INSPECTION AND TESTING PERSONNEL
•InspectorResponsibilities
Cover January 2013_IT Spring 4/06 12/20/12 1:32 PM Page C1

awo.aws.org
Mathematics is a necessary part of a welding professional’s activities. However, math can be complicated and confusing for beginners, and difficult for adults who haven’t used math principles awhile. This course provides a combination of clear step-by-step verbal and visual explanations that
make each mathematical concept easy to understand and remember. Topics include place value, simplification, estimation, measurement, and the addition, subtraction, multiplication and division of whole numbers, fractions, decimals and mixed numbers. Practical exercises allow welders, welding
students, supervisors and inspectors to apply basic math skills to various aspects of the welding process. Eighteen PDHs are provided through this course toward AWS recertification.
Online Math for Welders Course
Sample seminar at awo.aws.org/seminars/math-for-welders-level-1
Online Math for W
Online Math for W
elders CourseOnline Math for W
elders Course
whole numbers, fractions, decimals and mixedsimplification, estimation, measurement, and themake each mathematical concept easy to unde
This course provides a combination of clawhile. complicated and confusing for beginners, and di
Mathematics is a necessary part of a weldin
whole numbers, fractions, decimals and mixedsimplification, estimation, measurement, and themake each mathematical concept easy to unde
This course provides a combination of clcomplicated and confusing for beginners, and di
Mathematics is a necessary part of a weldin
numbers. Practical exercises allow welders, welding whole numbers, fractions, decimals and mixed addition, subtraction, multiplication and division of simplification, estimation, measurement, and therstand and remembermake each mathematical concept easy to unde
ear step-by-step verbal and visual explanations that This course provides a combination of clficult for adults fffcomplicated and confusing for beginners, and di
s activities. Howeverg professional’Mathematics is a necessary part of a weldin
numbers. Practical exercises allow welders, welding addition, subtraction, multiplication and division of
opics include plaTTo. rstand and rememberear step-by-step verbal and visual explanations that ficult for adults who haven’t used math principles
, math can be s activities. However
numbers. Practical exercises allow welders, welding addition, subtraction, multiplication and division of
opics include place value, ear step-by-step verbal and visual explanations that ficult for adults who haven’t used math principles
, math can be
ample seminar aS
process. Eighteen PDHs are provided throstudents, supervisors and inspectors to apply
whole numbers, fractions, decimals and mixed
.awoawwot ample seminar a
process. Eighteen PDHs are provided throstudents, supervisors and inspectors to apply
whole numbers, fractions, decimals and mixed
rs/mag/semina.orrgsawws
ugh this course toward process. Eighteen PDHs are provided throbasic math skills to various aspects of the welding students, supervisors and inspectors to apply
numbers. Practical exercises allow welders, welding whole numbers, fractions, decimals and mixed
el-vve-leelderswwe-th-forr-rs/ma
WS recertification. Augh this course toward basic math skills to various aspects of the welding
numbers. Practical exercises allow welders, welding
el-1
WS recertification. basic math skills to various aspects of the welding
numbers. Practical exercises allow welders, welding
aws educ aws math_FP_TEMP 12/20/12 7:51 AM Page C2

Vol. 16 / No. 1
Features
19
What Are the Inspectors’ Roles and Responsibilities?by Neal A. Chapman and Jacqueline Mansfield/ Two inspectors — one
with plenty of experience and another just starting out — offer their
perspectives on inspectors’ roles and responsibilities / 15
What You Should Know about Soundness Testingby Albert J. Moore Jr. / Soundness testing is necessary whether the
inspector is qualifying a welder or a welding procedure / 19
What Is Your Role in Monitoring Shear Wave UT?by David J. Reid / These tips will help you better understand what takes
place during shear wave ultrasonic testing / 22
DepartmentsEditor’s Note................................6
News Bulletins .............................8
Print and Product Showcase ......12
Just the Facts ..............................14
Technology Notes ......................14
The Answer Is ............................24
Mark Your Calendar...................26
Certification Schedule................27
Advertiser Index ........................28
Inspection Trends / Winter 2013 5
INSPECTION TRENDS (ISSN 1523-7168) is
published quarterly by the American Welding
Society. Editorial and advertising offices are located
at 8669 Doral Blvd., Ste. 130, Doral, FL 33166;
telephone (305) 443-9353. Printed by R. R.
Donnelley & Sons Co., Senatobia, Miss.
Subscriptions $30.00 per year for noncertified,
nonmembers in the United States and its
possessions; $50.00 per year in foreign countries;
$20.00 per year for noncertified members and
students; $10.00 single issue for nonmembers and
$7.00 single issue for members. American Welding
Society is located at 8669 Doral Blvd., Ste. 130,
Doral, FL 33166; telephone (305) 443-9353.
Periodicals postage paid in Miami, Fla., and
additional mailing offices.
POSTMASTER: Send address changes to
Inspection Trends c/o American Welding Society,
8669 Doral Blvd., Ste. 130, Doral, FL 33166.
Readers of Inspection Trends may make copies of
articles for personal, archival, educational, or
research purposes, and which are not for sale or
resale. Permission is granted to quote from articles,
provided customary acknowledgment of authors
and sources is made. Starred (*) items excluded from
copyright.
AWS MISSION STATEMENT
The mission of the American Welding Society is to advance the science, technology, and application of welding and allied processesworldwide, including joining, brazing, soldering,cutting, and thermal spraying.
TOC Layout January 2013_Layout 1 12/20/12 3:56 PM Page 5

Editor’s NoteBy Mary Ruth Johnsen
Dear Readers,
Welcome to a new calendar year and
a new year of Inspection Trends. I hope
you survived the frenzy of the holiday
season and the end of the work year
without too much stress.
I bet you’re among those people
who say they never make new year’s
resolutions, and I also bet that, in fact, you
do, even if you don’t say them out loud.
Now I’m not talking about the
personal eat more healthfully, lose weight, exercise more type
resolutions. I’m talking about the ones that relate to our work lives.
There’s just something about coming back to work after New Year’s
Day or opening up a blank calendar that compels us to say to ourselves,
“This is the year things will be different. This is the year I will
• meet all my deadlines
• keep all my paperwork in order and up to date
• keep my office/cubicle/desk/vehicle clutter free
• take that training class I’ve been putting off.”
I know I make those kinds of resolutions all the time, not just at the
new year, but whenever there’s some sort of big change that occurs.
Sometimes I even keep them. For instance, I’m not a clean desk kind of
girl. If I haven’t finished something I’m working on by the end of the
day and I know I’ll start on it again in the morning, I just leave
everything where it lies. But when we moved into the new AWS World
Headquarters Building in late August, I told myself I would tidy up my
desk every night before I left. Because truth be told, seeing the mess
each morning bothered me, and I’d end up with piles of stuff that I’d
lose track of. So far I accomplish it about eight nights out of ten, and
I’ve found I keep track of my paperwork much better because of it.
So what does all that have to do with Inspection Trends? Well, as I
was working on this issue and reexamining this year’s editorial calendar,
I realized a lot of the articles and topics center on the business of being a
CWI and offer advice on how to do the job better. Here’s the schedule
and the editorial deadlines.
January (Winter)
• The CWI’s Roles and Responsibilities
April (Spring)
• Tips for Working Overseas
• Inspection of Pipes, Vessels, and Tanks. Editorial deadline: Feb. 19
July (Summer)
• The Benefits of the AWS Senior Certified Welding Inspector Program
• Aids to Visual Inspection. Editorial deadline: May 15
October (Fall)
• Profiles of Top CWIs
• Update on Radiography and Radiographic Interpretation. Editorial
deadline: Aug. 19
I’m excited about this year. It contains some new topics, and we
have some new authors submitting articles. My resolution for 2013 is to
provide an even more useful magazine. You’ll have to let me know in
December whether I succeeded.
PublisherAndrew [email protected]
EditorMary Ruth [email protected]
Associate EditorHoward [email protected]
Associate EditorKristin [email protected]
Production EditorZaida [email protected]
Senior Production CoordinatorBrenda [email protected]
National Sales DirectorRob [email protected]
Advertising Sales RepresentativeLea [email protected]
Senior Advertising Production ManagerFrank [email protected]
Subscriptions RepresentativeTabetha [email protected]
American Welding Society8669 Doral Blvd., Ste. 130Doral, FL 33166(800/305) 443-9353
Copyright
Copyright © 2013 by American Welding Society in bothprinted and electronic formats. The Society is not responsible for any statement made or opinion expressedherein. Data and information developed by the authors ofspecific articles are for informational purposes only andare not intended for use without independent, substantiating investigation on the part of potential users.
Inspection Trends / January 20136
Editor's Note Winter IT 2013_Layout 1 12/20/12 3:38 PM Page 6

AWS Conferences & Exhibitions:
AWS invites you to join us in Las Vegas to expand your weld cracking knowledge! Our featured presenters will explore the many causes of weld cracking as well as provide information on preventive measures.
Gain practical knowledge on the types and causes of weld cracking.
Network with industry peers to discuss the best solutions for business growth.
AWS Conference attendees are awarded 1 PDH (Professional Development Hour) for each hour of conference attendance. These PDHs can be applied toward AWS recertifications and renewals.
Weld Cracking ConferenceMarch 26-27, 2013 / Las Vegas
For the latest conference information and registration visit our web site at www.aws.org/conferences or call 800-443-9353, ext. 264.
cracking as well as provide information on preventive measures. knowledge! Our featured presenters will explore the many causes of weld
WS inviteAAW
cracking as well as provide information on preventive measures. knowledge! Our featured presenters will explore the many causes of weld
WS invites you to join us in Las
cracking as well as provide information on preventive measures. knowledge! Our featured presenters will explore the many causes of weld
egas to expanVVeWS invites you to join us in Las
cracking as well as provide information on preventive measures. knowledge! Our featured presenters will explore the many causes of weld
egas to expand your weld cracking
knowledge! Our featured presenters will explore the many causes of weld egas to expand your weld cracking
recertifications and renewals.
for each hour of conference attendance. WS ConfAAW
Network with industry peers to discuss the best solutions for business growth.
Gain practical knowledge on the types and causes of weld cracking.
recertifications and renewals.
for each hour of conference attendance. WS Conference attendees are awarded 1 PDH (Professional Development Hour)
Network with industry peers to discuss the best solutions for business growth.
Gain practical knowledge on the types and causes of weld cracking.
These PDHs can be applied toward for each hour of conference attendance. WS Conference attendees are awarded 1 PDH (Professional Development Hour)
Network with industry peers to discuss the best solutions for business growth.
Gain practical knowledge on the types and causes of weld cracking.
AThese PDHs can be applied toward WS Conference attendees are awarded 1 PDH (Professional Development Hour)
Network with industry peers to discuss the best solutions for business growth.
Gain practical knowledge on the types and causes of weld cracking.
WSAAWWS Conference attendees are awarded 1 PDH (Professional Development Hour)
Network with industry peers to discuss the best solutions for business growth.
or the latest conference information and registrF
ws.org/conferences.awwww.at or the latest conference information and registr
800-443-9353, ext. 264 or call ws.org/conferencesation visit our web site or the latest conference information and registr
.800-443-9353, ext. 264ation visit our web site
aws educ cracking conf_FP_TEMP 12/20/12 7:36 AM Page 7
News Bulletins
Inspection Trends / January 20138
TÜV Rheinland Opens NDE ServicesOperation in Mississippi
TÜV Rheinland Industrial Solutions, Inc. (TRIS), recentlyopened a new testing operation in Richland, Miss. The 3000-sq-ft facility provides testing, inspection, and certification ofmaterials, components, and structures. The services feature afull range of NDE tests, including computed radiography, filmradiography, ultrasonic, magnetic particle, visual, phased array,and positive material identification tests.
The new facility is located at 199 Interstate Dr., Suite A,Richland, Miss., and is managed by Daniel Britt. Britt has 11years of experience in NDE. He is an AWS CWI and holdsASNT Level II certifications in radiography, ultrasonic,magnetic particle, penetrant, and phased array testing.Additional information is available by calling (601) 932-3830.
In other news, the company has named Denny A. Stapp,CEO at its Caledonia, Mich., facility. He will be responsible forall operational aspects of TRIS. Most recently, Stapp served asvice president of TRIS where, in addition to operationsmanagement, he worked as a senior member of the acquisitionteam to integrate Woodstock, Ala., based Unified Testing &Engineering Services, Inc., into TÜV Rheinland.
Laboratory Testing Names Director of Quality
Frank Peszka of Erdenheim, Pa., was recently promoted tothe newly created position of director of quality at LaboratoryTesting, Inc., Hatfield, Pa. For the past six years, Peszka hasheld the position of quality assurance manager.
This new position was created to oversee the expandingoperations of the Quality Assurance and CertificationDepartments. In his new position, Peszka will continue toimplement and maintain the quality management system,oversee preparation of certified test reports and certificates of
AWS agreement with ASNT offers ACCP toqualified CWIs & SCWIs.
Do you need visual testing certification which meets the guidelines for Recommended Practice No. SNT-TC-1A as required by somesections of the ASME Code? Through this agreement, qualified SCWIs and CWIs can obtain ACCP Level II VT certification without examination.
Enhance your credentials and satisfy work requirements with the addition of an ACCP credential.
To apply and for more details visitwww.asnt.org or call 614.274.6003 or 800.222.2768 US/Canada.
Opportunity Knocks.
Image © Longview Inspection
TÜV Rheinland Industrial Solutions’ new 3000-sq-ftfacility provides testing, inspection, and certification ofmaterials, components, and structures.
For info go to www.aws.org/ad-index
News Bulletins IT Winter 2013_Layout 1 12/20/12 3:57 PM Page 8
Inspection Trends / Winter 2013 9
calibration, and administer the company’s new program
designed to manage industry specifications for testing and
calibration.
CWI Recertification Group Tours Cowboys Stadium
Members of a CWI nine-year recertification class in New
Orleans had the opportunity to travel to Arlington, Tex., to
tour the Dallas Cowboys Stadium, the largest domed stadium
in the world. It is also the world’s largest column-free room.
The expansive retractable roof is the largest of its kind in
the world and measures approximately 661,000 sq ft. When
closed, the roof encompasses 104 million ft3 of volume,
making it the largest enclosed NFL stadium.
The CWI seminar class included three 36th-year
recertification inspectors, John B. Moore, Bob Johnson, and
Michael Carciere. The class was facilitated by Ed Bohnart, an
AWS past president and SCWI.
ASNT,Bringing Thousands of MindsTo NDT Matters, Including Yours.
Join the Professional SocietyThat Brings the NDT Community & Its Resources To You.
The American Society for Nondestructive Testing
Serving the Profession,
Creating a Safer World. www.asnt.org
For info go to www.aws.org/ad-index
For info go to www.aws.org/ad-index
The members of a nine-year CWI recertification class areshown during their tour of Dallas Cowboys Stadium inArlington, Tex.
News Bulletins IT Winter 2013_Layout 1 12/20/12 3:58 PM Page 9
Inspection Trends / January 201310
Survey Shows Quality Professionals’ SalariesFlat for First Time in More than 25 Years
The average salaries for quality professionals remainedsteady in 2012, showing no significant change compared to2011, according to Quality Progress magazine’s annual salarysurvey. This was the first time since the magazine began theannual survey 26 years ago that salaries remained flat fromthe previous year.
The magazine, published by the American Society of Quality(ASQ), conjectured the flat salaries could be a result of lingeringeffects of the recession. This was the first year since therecession began in December 2007 and ended in June 2009 thatquality professionals’ salaries didn’t increase in the UnitedStates. From 2008 to 2011, salaries increased an average of2.24% per year.
Like salaries, the number of unemployed qualityprofessionals remained steady. In 2012, 2.5% of respondentssaid they were unemployed, retired, or laid off; in 2011, 2.7%claimed the same employment status.
Quality professionals in the United States made an averageof $86,743 in 2012, down from $87,086 in 2011.
“While quality professionals fared well during the recession,the flat salaries are likely indicative of the still-recoveringeconomy,” said ASQ CEO Paul Borawski. “And even thoughsalary increases slowed this year, there are factors qualityprofessionals can control to earn a higher salary, like earningcertifications or pursuing further education.
The salary survey ran in the magazine’s December issue.ASQ members can view the entire salary survey results byvisiting qualityprogress.com/salarysurvey.
For info go to www.aws.org/ad-index — continued on page 28
News Bulletins IT Winter 2013_Layout 1 12/21/12 8:21 AM Page 10
www.AmericanWeldingOnline.com
Online Welding Safety Certificate Course
Earn PDHs and increase your ability to improve safety and health of your welding operations.Three-hour self-paced course covers electric shock, vision and skin protection,
ventilation, fire protection, handling of gases, and much more.
Sample seminar at awo.aws.org/seminars/safety
OSHA estimates that4 out of every 1,000welders willexperience a fatalinjury or accident overtheir working lifetime
Online W g Safety Certificate CourseeldinOnline W g Safety Certificate Course
injury or accident overexperience a fatalwelders will4 out of every 1,000
estimates thatOSHA
g Safety Certificate Courseg Safety Certificate Course
Three-hour self-paced course covers electric shock, vision and skin protection, Earn PDHs and increase your ability to improve safety and health of your welding operations.
their working lifetime
Three-hour self-paced course covers electric shock, vision and skin protection, Earn PDHs and increase your ability to improve safety and health of your welding operations.
their working lifetime
Three-hour self-paced course covers electric shock, vision and skin protection, Earn PDHs and increase your ability to improve safety and health of your welding operations.
their working lifetimeinjury or accident overtheir working lifetime
Three-hour self-paced course covers electric shock, vision and skin protection, Earn PDHs and increase your ability to improve safety and health of your welding operations.
Three-hour self-paced course covers electric shock, vision and skin protection, Earn PDHs and increase your ability to improve safety and health of your welding operations.
Sample seminar at awo.aws.org/seminars/safetySample seminar at awo.aws.org/seminars/safetySample seminar at awo.aws.org/seminars/safety
aws educ awo safety_FP_TEMP 12/20/12 7:34 AM Page 11

Print and Product Showcase
Inspection Trends / January 201312
Software Documents PipeInspections Using Tablet
Designed for touch-screen dataentry on a tablet PC, WinCan ProTouchsoftware includes everything anoperator needs to document pipeinspections with a video crawler, pushcamera, or zoom survey camera. Thedata are fully compatible with thecompany’s WinCan v8 software. The
software generates reports that includeschematics and captured images. It canalso export inspections to freelydistributable viewer software, soclients can review video along withsection detail. It works with allcommon video inspection hardware.
Pipeline Analyticswww.pipelineanalytics.com(877) 626-8386
Image Processing SystemsAutomate Surface Inspections
The company’s VINSPECmachine vision systems detect surfaceflaws such as scratches, notches, dents,bubbles, pores, cavities, spots, andchanges in transparency, as well asedge defects such as cracks, burrs,bevel, rounding, and leveling errors.
The 2D and 3D camera-based systemsare generally installed inline andinspect surfaces at production speed.The software learns on the basis ofrelevant defect patterns and CAD files,and records parts even when they arenot properly positioned. Defectiveparts can be detected automatically anddischarged in a timely manner.
VITRONIC Machine Vision Ltd.
www.vitronic.com
(502) 266-2699New
Print & Product IT Winter 2013_Layout 1 12/21/12 9:23 AM Page 12

Inspection Trends / Winter 2013 13
New Hardware and SoftwareEnhance Flaw Detector
New phased array and ultrasoundmodules extend the capabilities of theOmniScan MX2 flaw detector.Included are the PA2 second-generation phased array module with aUT channel, UT2 two-channelconventional ultrasound module thatcan be used for time-of-flightdiffraction, NDT SetupBuildersoftware program specifically designedfor the company’s line of automatedand semiautomated ultrasonic testinginstruments, and OmniPC softwarerevision. The SetupBuilder softwareallows users to simulate an inspection
strategy to determine the appropriatenumber of UT, PA, or TOFD beamsand angles for a given test. OmniPC isa computer-based software programthat provides comprehensive dataanalysis capabilities for data acquiredwith the flaw detector. It provides cost-saving advantages because analysis ofthe inspection data can be conductedon a computer rather than on the flawdetector.
Olympus NDT
www.olympus-ims.com
(781) 419-3900
Flashlights Useful for aVariety of NDE Applications
The company offers four models of
its OPTI-LUX 365 Series UV-A (365-
nm) LED flashlights. High-intensity and
standard intensity versions are available,
each with or without an internal black
light filter. The black light filter reduces
the output of wavelengths longer than
400 nm. The high-intensity versions
produce a nominal steady-state UV-A
intensity of 10,000 μW/cm2 at 15 in.
The standard intensity versions produce
a maximum UV-A intensity of 4500
μW/cm2. The lightweight flashlights
come with a lanyard, belt holster, two
rechargeable batteries, two-position
charging cradle with AC power cord,
UV-absorbing spectacles, and padded
carrying case. They are useful for a
wide variety of inspection applications.
Spectronics Corp.
www.spectroline.com
(800) 274-8888
Www.FlawTech.com
Manufacturer of Flawed Specimens
DESIGN SPECIFICATIONS BASED ON AWS D1.1
10 SPECIMENS - 2 FLAWS EACH
CARBON STEEL SPECIMENS
w
ww.FlawTech.co
m
FlawTech
EST. 1982
Concord
North Carolina
USA
T 704-795-4401
F 704-795-4403
AWS / CWI VISUAL
SPECIMEN KIT
OFFERING THE:
USE FOR TRAINING & TESTING CWI’s
CONTACT FLAWTECH FOR MORE DETAILS
In hydrotesting, time is money.We save you both.
The GripTight® high pressure test plug uses proven self gripping features to safely, quickly, and effectively test pipe — whether it’s pipe spools, pipe rack modules or process modules. The greater the test pressure, the greater the grip. Available to ANSI N45.2 and 10CFR50 Appendix B quality requirements. EST Group is ISO-9001 certified. When time equals money, add GripTight to the equation.
We invite you to see all that we can do for you at http://estgroup.cwfc.com
For info go to www.aws.org/ad-index For info go to www.aws.org/ad-index
Print & Product IT Winter 2013_Layout 1 12/20/12 3:33 PM Page 13
Just the FactsBy Lyndsey Deckard
Inspection Trends / January 201314
I recently reviewed welding
procedures for a fabricator who used
constant voltage welding machines.
The Welding Procedure Specifications
(WPSs) called for multiple passes
using rather widely varied voltages,
and consequently even more widely
varied amperages, in the passes of the
same weld. The WPS indicated the
weld joint configuration to be
prequalified, and the welders were
qualified by radiographic testing (RT)
of their test weldment coupons.
The review of the WPS and its
supporting Procedure Qualification
Record (PQR) indicated voltages and
currents for some passes to be below
the globular/short circuit transition
range. A change in mode of metal
transfer is an essential variable,
requiring requalification of the welding
procedure.
Since short circuit gas metal arc
welding (GMAW-S) is not a
prequalified process, dropping into the
GMAW-S volt/amp range required
requalification of both the welds.
Welders may not be qualified by RT
alone using the GMAW-S process.
It is very important to review WPSs
for changes in mode of transfer.
Following are some excerpts from
AWS D1.1/D1.1 M:2010, StructuralWelding Code — Steel, related to this
topic.
3.2.1 Prequalified Processes.SMAW, SAW, GMAW (except GMAW-S), and FCAW WPSs which conform toall of the provisions of Clause 3 shallbe deemed as prequalified and aretherefore approved for use withoutperforming WPS qualification tests forthe process. For WPS prequalification,conformance with all of the applicableprovisions of Clause 3 shall berequired (see 3.1).
4.16.1 ESW, EGW, GTAW, andGMAW-S. ESW, EGW, GTAW, andGMAW-S may be used, provided theWPSs are qualified in conformancewith the requirements of Clause 4. Notethat the essential variable limitationsin Table 4.5 for GMAW shall alsoapply to GMAW-S.
4.20.1.1 Substitution of RT forGuided Bend Tests. Except for jointswelded by GMAW-S, radiographicexamination of a welder or weldingoperator qualification test plate or testpipe may be made in lieu of bend testsdescribed in 4.20.1(2) (see 4.31.3 forRT requirements).
In lieu of mechanical testing or RTof the qualification test assemblies, awelding operator may be qualified byRT of the initial 15 in. [380 mm] of aproduction groove weld. The materialthickness range qualified shall be thatshown in Table 4.11.
LYNDSEY DECKARD([email protected]) is quality man-ager of the Vehicle Division of Parsons
Brinckerhoff Transit & Rail Systems, Inc.He is an AWS Senior Certified Welding
Inspector, an ASQ Certified Quality Audi-tor, and a member of the AWS
Certification Committee, ExaminationQuestion Bank Subcommittee, and Ethics
Subcommittee.
GMAW-S: A Little Different Kind of Animal
Errata AWS D3.6M:2010Underwater Welding Code
The following errata, in addtion to previously announced corrections (visit www.aws.org), have been identified and will
be incorporated into the next reprinting of this document.
Page 60, Figure 7.2, note 2b. Correct “≤” to “≥”.
Page 63, Figure 7.3, note a. Correct “≥” to “≤”.
Page 63, Figure 7.3, note b. Correct “≤” to “≥”.
Page 75, Figure 8.2, note 3b. Correct “≤” to “≥”.
Page 77, Figure 8.3, note b. Correct “≤” to “≥”.
Technology Notes
Just the Facts Winter IT 2013_Layout 1 12/20/12 3:43 PM Page 14

FeatureBy Neal A. Chapman and Jacqueline Mansfield
What are the roles andresponsibilities of the participants inthe AWS Certified Welding Inspectorprograms? You may be surprised tolearn that those two terms — roles andresponsibilities — are not found in theAWS documents associated withSenior Certified Welding Inspectors(SCWIs), Certified Welding Inspectors(CWIs), or Certified Associate WeldingInspectors (CAWIs). However, thoseare the terms we use every day whentalking about inspectors’ duties.Therefore, we will describe some ofour personal experiences regarding ourroles and subsequent responsibilitiesthat we believe are typical of others inthis field.
Jacqui and Neal are at theopposite ends of the spectrumregarding this certification. Whileboth are employed as weldingengineers, she is a newly testedCAWI, and he is a very experiencedinspector first certified in 1981.
We see the role of weldinginspectors much like that of a localjustice or judge. Inspectors ensure thatwelds are inspected to a knownstandard and that the variables used tomake them have been verified anddocumented. This is much like at a trialpresided over by a judge: The evidenceis presented, evaluated, and ruled upon.
What Do We Mean by Role?
In looking for an officialdefinition, we found that Wikipediadistinguishes between two types ofroles: social and achieved. The“achieved” role is a position a personassumes voluntarily that reflectspersonal skills, abilities, and effort.
This definition fits nicely into ourunderstanding as no one is conscripted
into being an inspector; one chooses tobecome one. Typically, a person ishired to perform this role and the dutiesnecessary to accomplish it.
Many of us have the inspector roleas a part of a larger occupation. Someinspectors are also qualified welders;others may be engineers, managers,NDE examiners, educators, andconsultants in welding production. Infact, most certified inspectors do muchmore in their daily jobs than justinspect welds.
Fortunately, for our society, thereis a level of qualification needed forthe role of welding inspector. Thesequalifications are addressed in AWSB5.1:2003, Specification for theQualification of Welding Inspectors,and QC-1:2007, Standard for AWSCertification of Welding Inspectors.Both of these documents can bedownloaded for free from the AWSWeb site, www.aws.org.
Neal gained his initial experienceas a visual inspector and a NDEexaminer with a testing company thatserved industries such as petrochemical,energy, power, and Dept. ofTransportation bridges in numerousstates. Currently, he is a leader innuclear welding programs within hiscompany and through the industry viahis positions on the EPRI WeldingResearch Steering Committee and theAWS Certification Committee.
In that experience of more than30 years, Neal has seen a fewinspectors who were of no value totheir employers or the public ingeneral. In the same breath, he canstate that he has seen inspectors whowere nothing less than heroic in theirdedication to their products,employers, and the public. Accordingto Neal, “I can honestly say that thegood outweigh the bad 99 to 1.”
A common theme among thesegood inspectors is that they can talkabout all aspects of a job and to all ofthe personnel involved. As an example,good inspectors will not only validatethe E7018 used on the job has beenproperly stored and maintained, butwill also inform the welders andforemen why that is a needed practice.This level of involvement ensures thecurrent products are good and alsoprovides tools for all involved as theygo forward.
Neal’s experience in the last 20years has been to ensure only the bestwelders are assigned to make weldsdeemed high risk and high value. Thisis based on inspection results from hisown work and, more typically, that ofother inspectors.
His inspections are typically madeafter another inspector has foundsomething and the company needs toevaluate for an engineering assessmentto determine if a weld is fit for service(accept as is) or to determine a repairplan.
Welding inspections are a part of acompany’s welding program — andyes, an essential part — but ofteninspection does not stand alone in ourindustry. Neal uses himself as anexample as how many people with aCWI credential use it as only part oftheir job.
Jacqui’s experience is newlygained, and she works with Neal in amentor/protégé relationship at anuclear power plant. She is an AWSCAWI who achieved a high score onthe exam and now waits out her time ingrade. However, she is also qualified toinspect welds on her own under ANSIN45.2 rules at the plant.
According to Jacqui, “I have foundone of the most difficult-to-graspaspects of being a welding inspector is
Inspection Trends / Winter 2013 15
What Are the Inspectors’ Roles and Responsibilities?
Inspectors’ duties are outlined both in respect to what’s called for in the standards andwhat happens in practice
Chapman Feature IT Winter 2013_Layout 1 12/20/12 1:16 PM Page 15
when to reject a weld and when toaccept it. Under time pressure, if youdo not correctly interpret the code youare working with, you may make thewrong call. I feel this is why so manystruggle with the Part B portion of theAWS CWI exam. I was told one time,‘It doesn’t have to be pretty to pass.’This may be true depending on thecode you are inspecting to.
“Learning the steps to aninspection can be challenging at firstdepending on the industry. It could beas simple as checking the inside andoutside surfaces of the weld, and ifthose elements are satisfactory, then theweld is acceptable. In some industries,it’s not just the size and quality of theweld that must meet a particular codethat the inspector must examine, but
was all appropriate paperworkincluded, were the referencedprocedure(s) followed, and were thebase material and filler metal slipschecked. In particular, some industriesand companies use software andstandardized forms to specify the weldcriteria. If these procedures and formsare not kept up to date with the codes,mistakes on weld size can be missed.In cases such as this, the SCWI and/orCWI must stay up to date on thechanges to codes.
“Code hierarchy in someindustries is a challenge the first fewyears as a new-to-the-industry CAWI.The question of ‘how did they choosethat specific code’ is always floating inour heads. Just when we think we’vegot the majority of it down, there is an
exception to the rule or a code change.For CAWIs who are not provided acode to follow by the owner, thequestion is then ‘what do I do if theydon’t provide a code?’
“So far, in my experience as aCAWI in the nuclear industry, I noticethe minor mistakes such as preheat andpurge hold points. Neal will direct us touse ASME Section VIII because thewelding is on a pressure vessel, notASME B31.1, which is applied to pipe.Learning this demarcation is especiallyimportant in the transition areas.”
Responsibilities
The definition of responsibilityaccording to dictionary.com is “a
Inspection Trends / January 201316
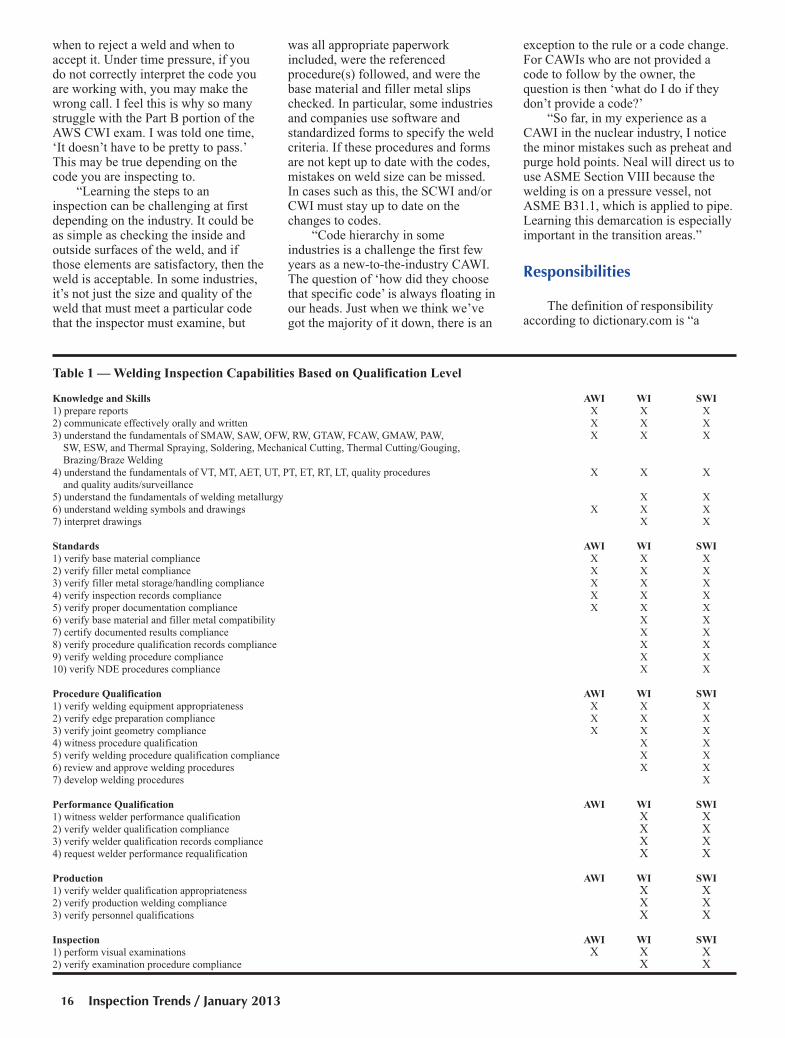
Table 1 — Welding Inspection Capabilities Based on Qualification Level
Knowledge and Skills AWI WI SWI
1) prepare reports X X X
2) communicate effectively orally and written X X X
3) understand the fundamentals of SMAW, SAW, OFW, RW, GTAW, FCAW, GMAW, PAW, X X X
SW, ESW, and Thermal Spraying, Soldering, Mechanical Cutting, Thermal Cutting/Gouging,
Brazing/Braze Welding
4) understand the fundamentals of VT, MT, AET, UT, PT, ET, RT, LT, quality procedures X X X
and quality audits/surveillance
5) understand the fundamentals of welding metallurgy X X
6) understand welding symbols and drawings X X X
7) interpret drawings X X
Standards AWI WI SWI
1) verify base material compliance X X X
2) verify filler metal compliance X X X
3) verify filler metal storage/handling compliance X X X
4) verify inspection records compliance X X X
5) verify proper documentation compliance X X X
6) verify base material and filler metal compatibility X X
7) certify documented results compliance X X
8) verify procedure qualification records compliance X X
9) verify welding procedure compliance X X
10) verify NDE procedures compliance X X
Procedure Qualification AWI WI SWI
1) verify welding equipment appropriateness X X X
2) verify edge preparation compliance X X X
3) verify joint geometry compliance X X X
4) witness procedure qualification X X
5) verify welding procedure qualification compliance X X
6) review and approve welding procedures X X
7) develop welding procedures X
Performance Qualification AWI WI SWI
1) witness welder performance qualification X X2) verify welder qualification compliance X X3) verify welder qualification records compliance X X4) request welder performance requalification X X
Production AWI WI SWI
1) verify welder qualification appropriateness X X2) verify production welding compliance X X3) verify personnel qualifications X X
Inspection AWI WI SWI
1) perform visual examinations X X X2) verify examination procedure compliance X X
Chapman Feature IT Winter 2013_Layout 1 12/20/12 1:16 PM Page 16

particular burden of obligation uponone who is responsible.”
The welding inspector’sresponsibilities are to perform thefollowing listed duties to reach his orher conclusion regarding theacceptance of a weld.
Activities of the CAWI
Remember that CAWIs are limitedin responsibility; therefore, one of theCAWI’s main responsibilities is tolearn from CWIs and SCWIs. Learningfrom other resources such as welders,foremen, engineers, and otherprofessionals they work with isimportant as well. Some of the CAWI’sother responsibilities follow:
• Perform visual inspections under thedirection of a CWI or SWCI
• Learn the logic behind how to maketheir decisions and the process todocument the results
• Learn their rights as an inspector• Understand code hierarchy• Understand welding in general and
WPS compliance• Learn the differences between the
various NDE and weldingtechniques and processes.
Activities of the CWI
Following are some of theresponsibilities of a CWI:• Perform visual inspections• Supervise CAWIs
• Learn from and question the SCWI• Share knowledge by serving as a
mentor• Model ethical behavior.
Activities of the SCWI
Following are some of the duties ofSCWI:• Supervise CWIs and CAWIs• Assist CWIs and CAWIs with regard
to their questions and concerns• Perform visual inspection• Share knowledge as a mentor• Model ethical behavior.
Different industries utilize weldinginspectors in a variety of positions and invarious ways. In some code fabricationshops, the CWI may be the entire quality
Inspection Trends / Winter 2013 17
(Table 1 Continued)
(Inspection continued) AWI WI SWI
3) review examination results compliance X X4) develop visual inspection procedures (before, during, and after welding X X5) provide NDE inspection planning and scheduling (before, during, and after a project) X X6) review welding inspection reports X X7) verify implementation of nondestructive and destructive evaluation methods X X8) prepare visual inspection requirements X9) prepare NDE requirements X10) report investigation results of quality inspection disputes X11) prepare destructive testing requirements X
Safety AWI WI SWI
1) verify safety requirements compliance X X X2) develop safety procedures and policies X
Quality Assurance AWI WI SWI
1) perform audits and surveillance X X2) develop quality assurance plans X3) prepare base material control requirements X4) prepare weld consumable control requirements X5) prepare audit and surveillance plans X6) prepare documentation control requirements X
Project Management AWI WI SWI
1) review contract requirements X X2) review vendor proposal compliance X X3) prepare weld inspection bid specifications X4) prepare purchase specifications X5) determine vendor capacity and capability X
6) select vendor X
Training AWI WI SWI
1) develop and provide a training program for the AWI X X
2) develop visual inspection training X X
3) verify implementation of visual inspection training X X
4) develop and provide a training program for the WI X
5) provide technical leadership for welding inspectors X
6) develop quality assurance training program X
7) verify implementation of quality assurance training X
8) provide guidance and direction to inspectors for maintaining and upgrading their individual qualifications X
Evaluation AWI WI SWI
1) evaluate AWI’s performance X X
2) evaluate WI’s performance X
3) perform inspection results trend analysis X
Chapman Feature IT Winter 2013_Layout 1 12/20/12 1:16 PM Page 17

control department. In other industries, aCWI certification is the entry-levelrequirement along with possible NDEqualifications. None of these is wrong orbetter; they are just different.
Responsibilities or duties are well-defined in AWS B5.1, Specification forthe Qualification of Welding Inspectors.Following is an excerpt from thatdocument.
4.1 Duties. The employer shalldefine the welding inspector’s specificduties.
4.1.1 AWI. The AWI shall be ableto perform inspections, under theactive supervision of a SWI or WI.Supervision should be within visibleand audible range. The SWI or WIshall maintain the responsibility fordetermining if welded assembliesconform to workmanship andacceptance criteria.
4.1.2 WI. The WI shall be able tosupervise and train AWIs. The WI shallbe able to perform inspections toapplicable procedures and processes.The WI shall be able to conduct audits ofsuppliers and organizations providing
materials or services to the project. TheWI shall ensure the work performed andassociated records are maintained andconform to the requirements of theapplicable standards or other contractdocuments.
4.1.3 SWI. The SWI shall be able totrain, supervise, and evaluate WIs andAWIs. In addition to being able toperform the duties of the WI, the SWIshall be able to develop inspectionrequirements, safety procedures, qualityassurance plans, project plans, andtraining programs.
4.2 Capabilities. As specified byqualification level, the welding inspectorshall be able to perform the tasks listedin Table 1.
Conclusions
CWIs and SCWIs need to sharetheir experiences — including mistakesthey have made and how they learnedfrom them — openly with theirsubordinates. These individuals shouldtake their mentorship seriously and teach
the succeeding generations of inspectorsthe how and why of performing the stepstoward a good inspection. SCWIs andCWIs must also have patience with newCAWIs. Weld inspection is not aneveryday practice; it takes time tothoroughly understand the codes andacceptance criteria.
All levels of inspectors need tomaintain a strong conviction that theirreal responsibility is to ensure thewelds they inspect meet all of theapplicable standards, knowing that thesafety of the public depends on them.
Inspection Trends / January 201318
NEAL A. CHAPMAN (weldin-
[email protected]) is lead weldingengineer, Entergy Nuclear Northeast, andJACQUELINE MANSFIELD is site weld-ing engineer, Entergy Nuclear, Oswego,
N.Y. CHAPMAN is an AWS CWI, a mem-ber of the AWS Certification Committee,
and chair of the Subcommittee on theCode of Ethics and the Subcommittee onSupplemental CWI Inspection Programs.
Chapman Feature IT Winter 2013_Layout 1 12/20/12 1:16 PM Page 18
FeatureBy Albert J. Moore Jr.
Soundness tests verify that weldedsamples are free of unacceptablesurface-breaking and subsurfacediscontinuities such as incompletefusion, incomplete joint penetration,inclusions, cracks, porosity, etc.Nondestructive or mechanical tests canbe used to verify soundness.
Soundness tests are requiredwhether the inspector is involved inqualifying a welder or a weldingprocedure. These tests can consist ofnondestructive or destructive tests; theapplicable welding standard willstipulate what tests are required. It ispresupposed that the test sample hasalready passed the requisite visualexamination.
Radiographic testing (RT), or insome cases ultrasonic testing (UT), canbe used when permitted by the weldingstandard, but most standards requiremechanical (destructive) tests forevaluation of test coupons. Mechanicaltests include guided bend and filletbreak tests. If testing is per API 1104,Welding of Pipelines and RelatedFacilities, the nick break, tensile, andguided bend tests may be required.
It is important to review theapplicable welding standard to verifywhat soundness tests are required.Different welding standards requiredifferent tests, different specimendimensions, and possibly differentnumbers of test specimens.
Welder PerformanceQualification
Welding standards often list bothRT and guided bend testing as optionsthat can be used to evaluate a welderperformance test coupon consisting ofa grooved butt joint in either plate orpipe. Once a test method has beenselected, only that method is used toevaluate the test coupon. Weldingstandards do not offer provisions for
Inspection Trends / Winter 2013 19
What You Should Know about Soundness TestingReview the applicable welding standard before performing soundness tests because thevarious standards may require different tests, specimen dimensions, and number of specimens
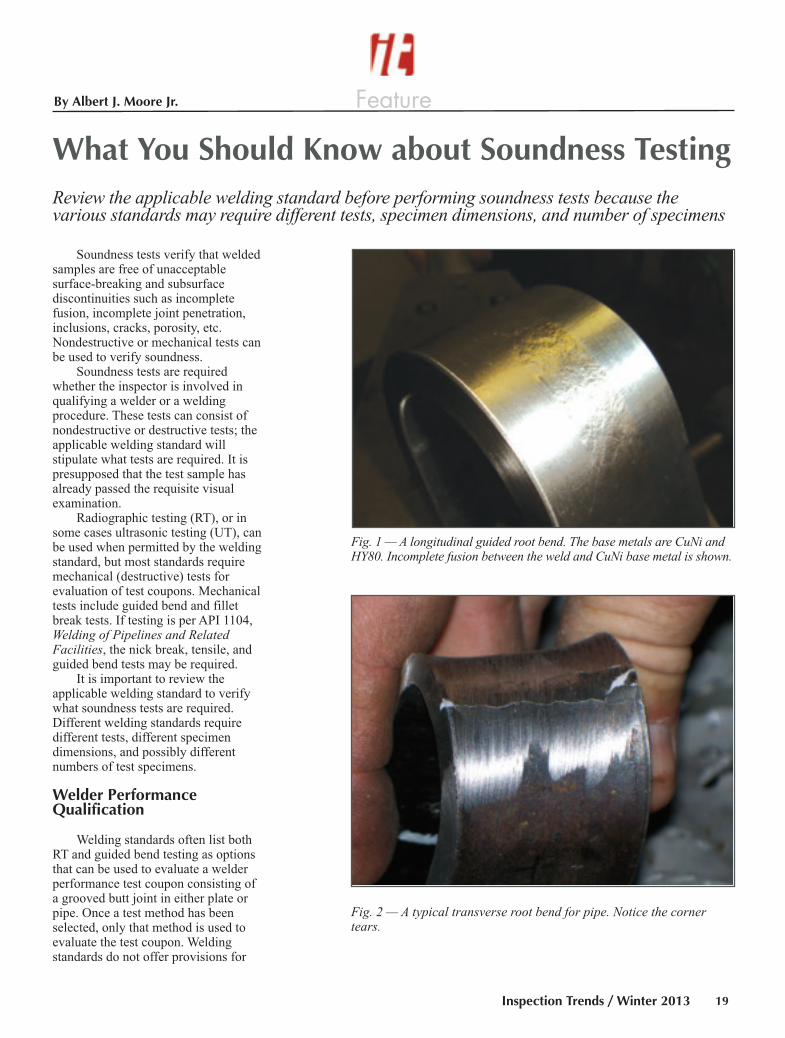
Fig. 1 — A longitudinal guided root bend. The base metals are CuNi andHY80. Incomplete fusion between the weld and CuNi base metal is shown.
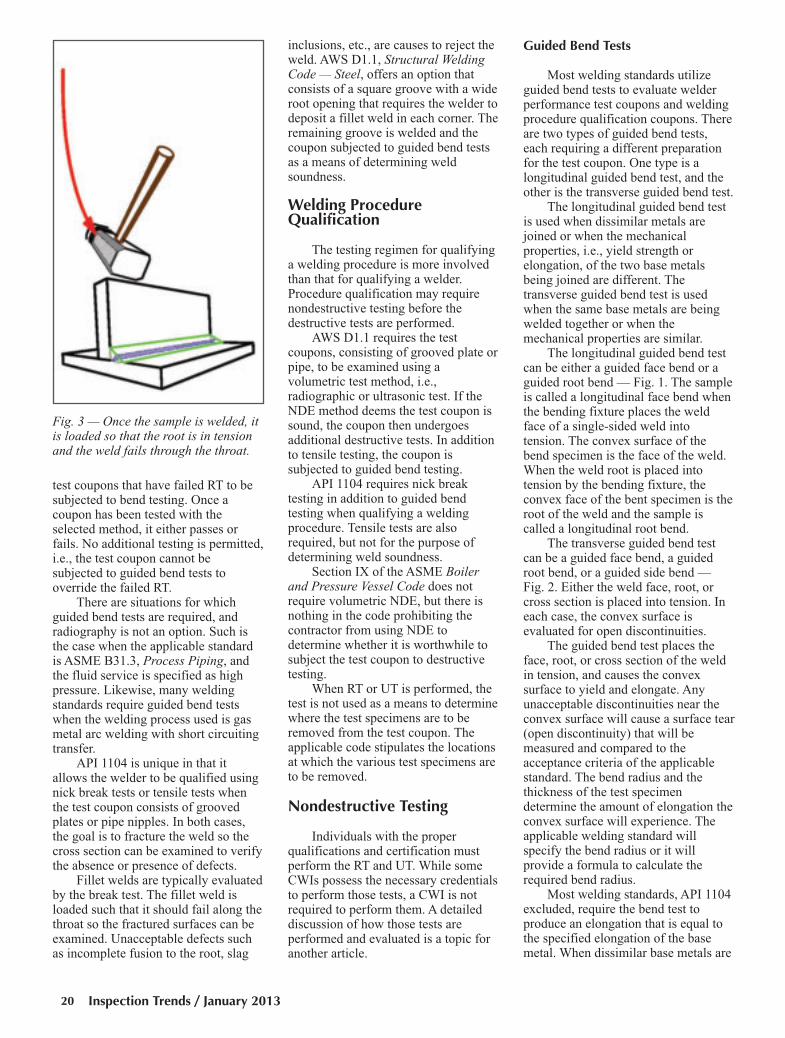
Fig. 2 — A typical transverse root bend for pipe. Notice the cornertears.
Moore Feature Winter 2013_Layout 1 12/20/12 1:14 PM Page 19
test coupons that have failed RT to besubjected to bend testing. Once acoupon has been tested with theselected method, it either passes orfails. No additional testing is permitted,i.e., the test coupon cannot besubjected to guided bend tests tooverride the failed RT.
There are situations for whichguided bend tests are required, andradiography is not an option. Such isthe case when the applicable standardis ASME B31.3, Process Piping, andthe fluid service is specified as highpressure. Likewise, many weldingstandards require guided bend testswhen the welding process used is gasmetal arc welding with short circuitingtransfer.
API 1104 is unique in that itallows the welder to be qualified usingnick break tests or tensile tests whenthe test coupon consists of groovedplates or pipe nipples. In both cases,the goal is to fracture the weld so thecross section can be examined to verifythe absence or presence of defects.
Fillet welds are typically evaluatedby the break test. The fillet weld isloaded such that it should fail along thethroat so the fractured surfaces can beexamined. Unacceptable defects suchas incomplete fusion to the root, slag
inclusions, etc., are causes to reject theweld. AWS D1.1, Structural WeldingCode — Steel, offers an option thatconsists of a square groove with a wideroot opening that requires the welder todeposit a fillet weld in each corner. Theremaining groove is welded and thecoupon subjected to guided bend testsas a means of determining weldsoundness.
Welding ProcedureQualification
The testing regimen for qualifyinga welding procedure is more involvedthan that for qualifying a welder.Procedure qualification may requirenondestructive testing before thedestructive tests are performed.
AWS D1.1 requires the testcoupons, consisting of grooved plate orpipe, to be examined using avolumetric test method, i.e.,radiographic or ultrasonic test. If theNDE method deems the test coupon issound, the coupon then undergoesadditional destructive tests. In additionto tensile testing, the coupon issubjected to guided bend testing.
API 1104 requires nick breaktesting in addition to guided bendtesting when qualifying a weldingprocedure. Tensile tests are alsorequired, but not for the purpose ofdetermining weld soundness.
Section IX of the ASME Boilerand Pressure Vessel Code does notrequire volumetric NDE, but there isnothing in the code prohibiting thecontractor from using NDE todetermine whether it is worthwhile tosubject the test coupon to destructivetesting.
When RT or UT is performed, thetest is not used as a means to determinewhere the test specimens are to beremoved from the test coupon. Theapplicable code stipulates the locationsat which the various test specimens areto be removed.
Nondestructive Testing
Individuals with the properqualifications and certification mustperform the RT and UT. While someCWIs possess the necessary credentialsto perform those tests, a CWI is notrequired to perform them. A detaileddiscussion of how those tests areperformed and evaluated is a topic foranother article.
Guided Bend Tests
Most welding standards utilizeguided bend tests to evaluate welderperformance test coupons and weldingprocedure qualification coupons. Thereare two types of guided bend tests,each requiring a different preparationfor the test coupon. One type is alongitudinal guided bend test, and theother is the transverse guided bend test.
The longitudinal guided bend testis used when dissimilar metals arejoined or when the mechanicalproperties, i.e., yield strength orelongation, of the two base metalsbeing joined are different. Thetransverse guided bend test is usedwhen the same base metals are beingwelded together or when themechanical properties are similar.
The longitudinal guided bend testcan be either a guided face bend or aguided root bend — Fig. 1. The sampleis called a longitudinal face bend whenthe bending fixture places the weldface of a single-sided weld intotension. The convex surface of thebend specimen is the face of the weld.When the weld root is placed intotension by the bending fixture, theconvex face of the bent specimen is theroot of the weld and the sample iscalled a longitudinal root bend.
The transverse guided bend testcan be a guided face bend, a guidedroot bend, or a guided side bend —Fig. 2. Either the weld face, root, orcross section is placed into tension. Ineach case, the convex surface isevaluated for open discontinuities.
The guided bend test places theface, root, or cross section of the weldin tension, and causes the convexsurface to yield and elongate. Anyunacceptable discontinuities near theconvex surface will cause a surface tear(open discontinuity) that will bemeasured and compared to theacceptance criteria of the applicablestandard. The bend radius and thethickness of the test specimendetermine the amount of elongation theconvex surface will experience. Theapplicable welding standard willspecify the bend radius or it willprovide a formula to calculate therequired bend radius.
Most welding standards, API 1104excluded, require the bend test toproduce an elongation that is equal tothe specified elongation of the basemetal. When dissimilar base metals are
Inspection Trends / January 201320
Fig. 3 — Once the sample is welded, itis loaded so that the root is in tensionand the weld fails through the throat.
Moore Feature Winter 2013_Layout 1 12/20/12 1:14 PM Page 20

welded, the elongation must typicallymatch that of the weaker component,i.e., base metal or filler metal. As such,the individual performing the bend testmust know the following:• Base metals• Minimum elongation• Coupon thickness• Filler metal.
The thickness of the test couponand bend diameter used have beenstandardized in some weldingstandards. This is the case with theAWS Structural Welding Codes andASME Section IX. However, theymake provisions for job-sized pipe orplate having different thicknesses.When nonstandard thicknesses areused, the standard bend diameter isinappropriate. The applicable weldingstandard will usually provide a formula
that can be used to determine therequired bend diameter. The followingformula is typical:
where t is the thickness of the testspecimen, E is elongation as apercentage, and Diameter is thediameter of the bend mandrel. Forexample, given the following,Base metal: carbon steelElongation: 20%Thickness: 3⁄8 in.Diameter = ((100 × 3⁄8)/20) – 3⁄8 = 1½in.
As shown by the example, thediameter of the bending fixture variesfor different materials with differentelongation properties and materialthicknesses. The testing facility musthave the proper bend mandrel or haveit made if the test is to meet theapplicable welding standard. A word ofcaution is warranted before continuing.If AWS B4.0, Standard Methods forMechanical Testing of Welds, is the
working document, an elongation of20% is the maximum required unlessthe customer specifies an elongationthat is greater.
API 1104 is an exception to theprotocol given in the preceding. Itspecifies one bend mandrel diameter forall thicknesses and all carbon steel andhigh-strength, low-alloy-steel line pipe.
Evaluation
When guided bend tests areevaluated, only the convex face isexamined. Different welding standardslist different acceptance criteria. Theinspector should always review theacceptance criteria provided by theappropriate welding standard.
A case in point is the differencebetween ASME Section IX and AWSD1.1. ASME limits the maximum opendiscontinuity on the convex face of thebent sample to 1⁄8 in. or less. There is nomaximum to the number of opendefects. In comparison, AWS D1.1limits the maximum open discontinuityto 1⁄8 in., and the sum of discontinuitiescannot exceed 3⁄8 in. This difference inacceptance criteria means a guidedbend sample that is acceptable perASME Section IX may not beacceptable per AWS D1.1. Cracksextending from the corners of the bentsample are more liberal provided thereis no evidence of incomplete fusion orslag inclusions. Discontinuitiesobserved on the concave face of thebend samples are not subject toevaluation.
When a fillet weld is evaluated byfracturing the weld, the method ofbreaking the weld is not specified. Thewelded T-joint can be clamped to acolumn and the butting member struckseveral times with a sledge hammer —Fig. 3. An alternative is to break thecoupon in a press, but be forewarned:The press may fail before the fillet
weld fails if the capacity is insufficient.A third method for breaking the weldedcoupon is to fabricate a robust hickeybar to apply a load to the buttingmember while securing the nonbuttingmember to a strong work bench orcolumn. The fractured surfaces of thetwo pieces (butting and nonbuttingmembers) are examined to see thefollowing:
• Evidence of incomplete fusion tothe root (but not necessarily beyond theroot)
• Incomplete fusion, especiallywhere the welder stops and restarts theweld bead near the middle of the weld
• Porosity, etc.Of all the soundness tests used to
evaluate welds, the fillet break test isprobably the easiest and fastest toperform. When the weld couponconsists of plates, the ends of the weldare trimmed back an inch. One of theends removed from the weld is groundsmooth and subjected to macroetchingwith a suitable etchant.
Of the soundness tests described,the transverse guided bend test isperformed more frequently than thefillet break test or the nick break test.However, keep in mind that theinspector should check therequirements of the specific weldingstandard to verify the welded couponhas been prepared properly and thecorrect procedures are followed whenevaluating the samples.
( )=
×⎛
⎝⎜⎜
⎞
⎠⎟⎟ −Diameter
tE
t100
Inspection Trends / Winter 2013 21
ALBERT J. MOORE JR.([email protected]) is vice presi-
dent, Marion Testing & Inspection, Canton,Conn. He is an AWS Senior Certified Weld-
ing Inspector and an ASNT ACCP NDTLevel III. He is also a member of the AWS
Certification Committee and the Committeeon Methods of Inspection of Welds.
AWS Expands International Services
With international membership on the rise, the American Welding Society (AWS) launched a series of country-specific Web sites known as microsites for members to access information in their native languages.
Multilingual microsites are now live for Mexico at www.aws.org/mexico, China at www.aws.org/china, and Canada (English/French) at www.aws.org/canada. They feature information on services offered by AWS in each country, membership bene-fits, exposition information, online education, and access to AWS publications and technical standards.
Other countries will be added later.
Moore Feature Winter 2013_Layout 1 12/20/12 1:14 PM Page 21

FeatureBy David J. Reid
Inspection Trends / January 201322
One of the responsibilities of AWSCertified Welding Inspectors is tomonitor nondestructive examinations(NDE). Most CWIs know enough aboutmagnetic particle testing (MT) andliquid penetrant testing (PT) to feelcomfortable monitoring these NDEmethods. And some know enough aboutradiographic testing (RT) that they canreview X-ray film. But how many CWIsknow enough about ultrasonic shearwave inspections (UT SW) to have thatsame warm fuzzy feeling of confidence?
“Ultrasonic shear wave inspectionsare voodoo and witchcraft. I don’t carewhat your magic box says, show mesomething I can believe in like an X-ray film or a red line from a PTindication.” How many times have youheard someone say that or even saidsomething like it yourself? With that inmind, the goal of this article is to giveyou a little inside information aboutultrasonic shear wave inspections. Thisis not going to be another rehash ofbasic ultrasonic theory — there areplenty of other resources for that — butsome practical information from apracticing CWI and UT technician.
Most of the rejectable indications Ihave seen were incomplete fusion orslag inclusions just above the root pass,along the square edge of a single-bevelgroove weld. I recommend making thispart of a complete-joint-penetration(CJP) weld a quality control (QC) holdpoint to minimize welds being rejected.
What about that equipment the UTSW tech is using? If inspection is toAWS D1.1, Structural Welding Code— Steel, make sure the technician isusing code-approved equipment. Sheartransducers typically are rectangularand are attached to a wedge thattogether makes the search unit (Ref. 1).Straight beam transducers typically are
round (Ref. 2). They do make roundtransducers that can be attached to awedge, but they are not AWS D1.1Code approved. Don’t let the UT SWtech try to tell you that his or her roundtransducer is prequalified for AWSD1.1 shear wave inspections.
If the inspection is to therequirements of the ASME Boiler andPressure Vessel Code, make sure thetechnician is using the code-approvedcalibration block (Ref. 3). Make surean IIW (Ref. 4) or DSC block (Ref. 5)is not going to be used instead.
How clean is the inspection area?You can get by with minimal surfaceprep and a bucket of dirty, nastycouplant (a.k.a. gel) when takingthickness measurements, but I wouldnot recommend it for shear waveinspections.
Ask the shear wave UT tech to doa straight beam examination of the basemetal next to the weld (Ref. 6). Ask thetechnician to do this after the normalsurface prep and using that bucket ofdirty, nasty gel. Take note of how muchgain had to be used to get a good signalat 75% full screen height (Ref. 7) and
what it took to keep it up there duringscanning.
Now, ask the technician to do thesame examination on a surface wipedclean with a solvent such as acetoneand using clean couplant. You shouldnotice a difference in the amount ofgain that is needed and that it is mucheasier to keep it up there duringscanning.
So, what do you think happenswhen the technician calibrates for theshear wave exam on a clean calibrationblock but does an inspection on a dirtysurface? If you guessed that somesensitivity was lost, you are right.
The D1.1 Code mentions “legs”and “faces” (Ref. 8). I address legs firstsince they also apply to inspectionsdone according to the ASME Code —Fig. 1.
Most of the rejectable indications Ihave seen were in Leg I, although therehave been a few in Leg II. However, ifyou hear something said about Leg III(Ref. 8), you may want to questionwhy it could not be seen in Legs I or II.This might be something that should beinspected using a different test angle
What Is Your Role in Monitoring Shear Wave UT?Here’s advice from an experienced CWI to help you understand what’s happening duringshear wave ultrasonic testing
Fig. 1 — UT shear wave legs. What are you going to see in the third leg that couldnot be seen in the first or second leg?
Reid Feature IT Winter 2013_Layout 1 12/20/12 1:18 PM Page 22
Inspection Trends / Winter 2013 23
than what is called for (Ref. 8) or usinga transducer that is not prequalified bythe code (Ref. 1).
What can be done once anindication has been identified withouttrying to second guess the UT SW tech?The following is a reasonable question toask: “Can it be identified as being in thesame location from two differentdirections or angles?” AWS D1.1 states,“It is intended, as a minimum, all weldsbe tested by passing sound through theentire volume of weld and the heat-affected zone (HAZ) in two crossingdirections, whenever practical” (Ref. 9).The ASME code book contains a similarstatement (Ref. 10).
My experience has been that ifscanning from one direction shows anindication is here, but from the otherdirection it shows the indication is overthere or there is no indication at all, Iam inclined to dismiss it as anonrelevant indication. That is ajudgment call only the UT SW tech canmake. But when scanning from twodifferent directions points to the samelocation, it is a rejectable indicationyou can take to the bank.
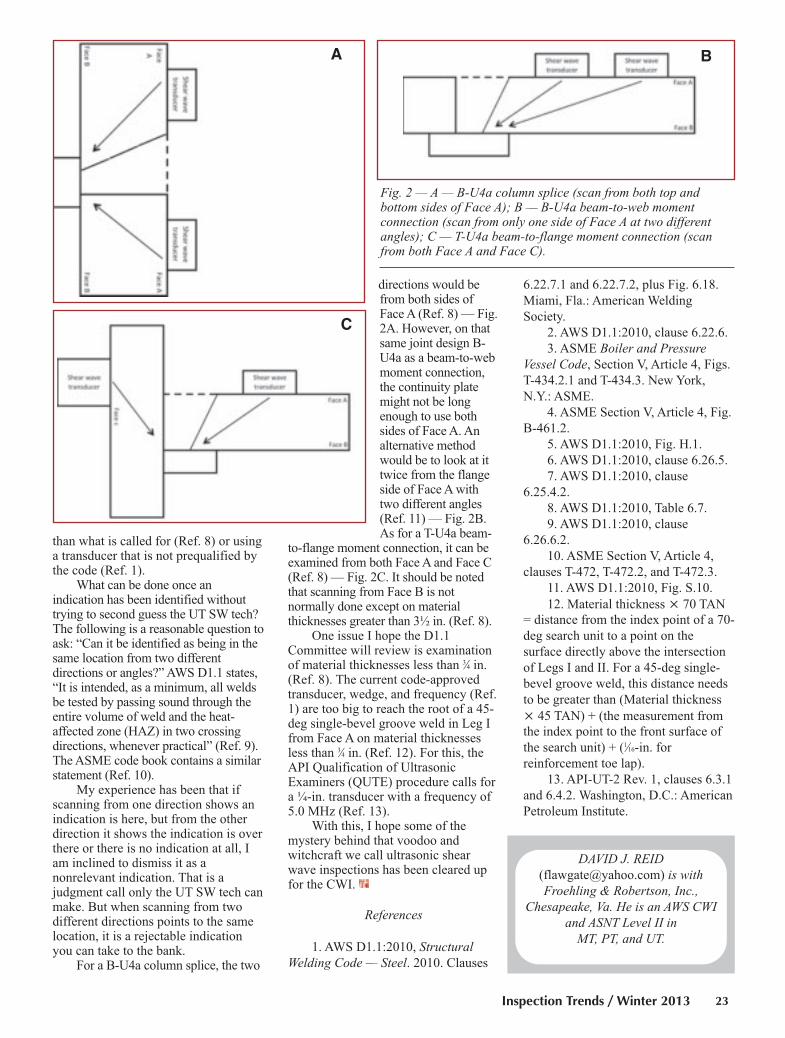
For a B-U4a column splice, the two
directions would befrom both sides ofFace A (Ref. 8) — Fig.2A. However, on thatsame joint design B-U4a as a beam-to-webmoment connection,the continuity platemight not be longenough to use bothsides of Face A. Analternative methodwould be to look at ittwice from the flangeside of Face A withtwo different angles(Ref. 11) — Fig. 2B.As for a T-U4a beam-
to-flange moment connection, it can beexamined from both Face A and Face C(Ref. 8) — Fig. 2C. It should be notedthat scanning from Face B is notnormally done except on materialthicknesses greater than 3½ in. (Ref. 8).
One issue I hope the D1.1Committee will review is examinationof material thicknesses less than 3⁄4 in.(Ref. 8). The current code-approvedtransducer, wedge, and frequency (Ref.1) are too big to reach the root of a 45-deg single-bevel groove weld in Leg Ifrom Face A on material thicknessesless than 3⁄4 in. (Ref. 12). For this, theAPI Qualification of UltrasonicExaminers (QUTE) procedure calls fora ¼-in. transducer with a frequency of5.0 MHz (Ref. 13).
With this, I hope some of themystery behind that voodoo andwitchcraft we call ultrasonic shearwave inspections has been cleared upfor the CWI.
References
1. AWS D1.1:2010, StructuralWelding Code — Steel. 2010. Clauses
6.22.7.1 and 6.22.7.2, plus Fig. 6.18.
Miami, Fla.: American Welding
Society.
2. AWS D1.1:2010, clause 6.22.6.
3. ASME Boiler and PressureVessel Code, Section V, Article 4, Figs.
T-434.2.1 and T-434.3. New York,
N.Y.: ASME.
4. ASME Section V, Article 4, Fig.
B-461.2.
5. AWS D1.1:2010, Fig. H.1.
6. AWS D1.1:2010, clause 6.26.5.
7. AWS D1.1:2010, clause
6.25.4.2.
8. AWS D1.1:2010, Table 6.7.
9. AWS D1.1:2010, clause
6.26.6.2.
10. ASME Section V, Article 4,
clauses T-472, T-472.2, and T-472.3.
11. AWS D1.1:2010, Fig. S.10.
12. Material thickness × 70 TAN
= distance from the index point of a 70-
deg search unit to a point on the
surface directly above the intersection
of Legs I and II. For a 45-deg single-
bevel groove weld, this distance needs
to be greater than (Material thickness
× 45 TAN) + (the measurement from
the index point to the front surface of
the search unit) + (1⁄16-in. for
reinforcement toe lap).
13. API-UT-2 Rev. 1, clauses 6.3.1
and 6.4.2. Washington, D.C.: American
Petroleum Institute.
Fig. 2 — A — B-U4a column splice (scan from both top andbottom sides of Face A); B — B-U4a beam-to-web momentconnection (scan from only one side of Face A at two differentangles); C — T-U4a beam-to-flange moment connection (scanfrom both Face A and Face C).
DAVID J. REID([email protected]) is withFroehling & Robertson, Inc.,
Chesapeake, Va. He is an AWS CWIand ASNT Level II in
MT, PT, and UT.
A
C
B
Reid Feature IT Winter 2013_Layout 1 12/20/12 1:18 PM Page 23

The Answer IsBy
Inspection Trends / January 201324
The Society is not responsible for any statements made or opinion expressed herein. Data and information developed by the authors are for specificinformational purposes only and are not intended for use without independent, substantiating investigation on the part of potential users.
By K. Erickson and A. Moore
Q: I have to qualify a weldingprocedure for a fillet weld onaluminum alloy. My employer hasnever qualified a welding procedurefor aluminum before. The codespecified by the customer is AWSD1.2:2003, Structural Welding Code— Aluminum. After reading D1.2, itis not clear to me what I have to do.Help!
A: (from A. Moore) You are not alonein your confusion: They don’t call it acode for no reason. Unfortunately, adecoder ring is not supplied with anyof the AWS Structural Welding Codes,so I can only offer my opinion andrationale of why I do what I do.
The reason for qualifying a
Welding Procedure Specification(WPS) is to demonstrate that it willproduce the required mechanicalproperties and meet the soundnessrequirements of the applicable weldingstandard. How is the WPS qualified?We weld a test coupon, typically a buttjoint, replicating the weldingparameters we expect to use whenmaking the production welds.
First, the welded coupon isexamined to verify the weld meets thevisual requirements. The coupon isthen subjected to a volumetric test, i.e.,radiographic testing (RT) or ultrasonictesting (UT), to verify the weld issound and it is worthwhile to slice anddice the sample for the mechanicaltests required to verify the minimum
ultimate tensile strength is achieved.Guided bend tests are performed toverify the welded joint is sound.
The weld joint is comprised of thealuminum alloy and filler metal weexpect to use in production. Couponsare selected to provide a range ofthicknesses that will include thethickest and thinnest sections that willbe used in production. Judiciousselection of the base metal, filler metal,and coupon thicknesses will maximizethe return on your investment.
Table 3.3 defines what positions andproduct forms can be welded inproduction based on the test positionused when the coupon was welded.Simply stated, the table indicatesseparate test coupons do not need to be
Statement of Ownership, Management, and Circulation for U.S. Postal Service (Required by U.S.C. 3685)
1. TITLE OF PUBLICATION: Inspection Trends 2. PUBLICATION NO.: ISSN 1523-71683. DATE OF FILING: September 26, 2012 4. FREQUENCY OF ISSUE: Quarterly5. NO. OF ISSUES PUBLISHED ANNUALLY: 4 6. ANNUAL SUBSCRIPTION: $30.007. MAILING ADDRESS OF KNOWN OFFICE OF PUBLICATION: 8669 Doral Blvd., Suite 130, Doral, Miami-Dade County, Florida 331668. MAILING ADDRESS OF THE HEADQUARTERS OR GENERAL BUSINESS OFFICES OF THE PUBLISHERS:
8669 Doral Blvd., Doral, Fl 331669. NAMES AND COMPLETE ADDRESS OF PUBLISHER, EDITOR, AND MANAGING EDITOR:
PUBLISHER: Andrew Cullison, AWS, 8669 Doral Blvd., Doral, FL 33166EDITOR: Mary Ruth Johnsen, AWS, 8669 Doral Blvd., Doral, FL 33166
10. OWNER: NAME: American Welding Society, Inc. ADDRESS: 8669 Doral Blvd., Doral, Fl 3316611. KNOWN BONDHOLDERS, MORTGAGEES, AND OTHER SECURITY HOLDERS OWNING OR HOLDING 1 PERCENT OR MORE
OF TOTAL AMOUNT OF BONDS, MORTGAGES, OR OTHER SECURITIES: None12. The purpose, function, and nonprofit status of this organization and the exempt status for federal income tax purposes:
Has not changed during preceding 12 months13. Publication Title: Inspection Trends 14. Issue Date for Circulation Data Below: Fall October 201215. EXTENT AND NATURE OF CIRCULATION:
Average No. Copies Each Actual No. Copies of Issue during Preceding Single Issue Published
12 Months Nearest to Filing Date
A. Total No. Copies Printed (Net Press Run) 24,085 24,740B. Paid and/or Requested Circulation
1. Paid/Requested Outside-County Mail Subscriptions Stated on Form 3541 23,444 23,7732. Paid In-County Subscriptions Stated on Form 3541 None None3. Sales through Dealers and Carriers, None None
Street Vendors, Counter Sales, and Other Non-USPS Paid Distribution4. Other Classes Mailed through the USPS None None
C. Total Paid/Requested Circulation 23,444 23,444D. Free Distribution by Mail (Samples, Complimentary and Other Free)
1. Outside-County as Stated on Form 3541 71 742. In-County as Stated on Form 3541 None None3. Other Classes Mailed through the USPS None None4 Free Distribution Outside the Mail (Carriers or Other Means) None None
E. Total Free Distribution 71 74F. Total Distribution 23,515 23,847G. Copies Not Distributed 570 893H. Total 24,805 24,740I. Percent Paid and/ or Requested Circulation 99.6% 99.6%
16. Statement of Ownership will be printed in the Winter January 2013 issue of this publication.I certify that the statements made by above are correct and complete:Andrew Cullison, Publisher
The Answer Is IT Winter 2013_Layout 1 12/20/12 9:33 AM Page 24

Inspection Trends / Winter 2013 25
welded for each position required forproduction.
I do not believe the table indicatesthe WPS qualified by the groove weldis also qualified for fillet welds withoutfurther testing. The butt jointpreviously qualified does notdemonstrate the contractor can depositsound fillet welds. AWS D1.2:2003requires the contractor to weld what Iwould describe as a “mock-up” of a T-joint. In addition to the butt joint that isrequired by AWS D1.2 to verify themechanical properties are acceptable, aT-joint must be welded using thelargest single-pass fillet weld that willbe used in production. If multiple-passfillet welds are also required forproduction, a T-joint with the smallestmultiple-pass fillets welds must also bewelded. The T-joints are then slicedand diced once the completed filletwelds have passed the required visualexamination. The fillet welds aresubjected to macroexamination toverify the weld size requirements aremet, fusion to the root is achieved, andthe cross section is free of unacceptabledefects. The remaining portions of theT-joint are then fractured so the failedweld can be examined for fusiondefects, inclusions, etc. These tests donot verify the mechanical propertiesare met; that was done using the buttjoint. This test, i.e., T-joint fillet breaktest, only demonstrates the weldingvariables used are capable ofdepositing sound fillet welds.
In conclusion, two or more tests arerequired to qualify fillet welds. The firsttest, a butt joint, demonstrates thecombination of welding process, basemetal, and filler metal using theprescribed parameters and techniquesare capable of producing the requiredmechanical properties. The second test,consisting of the T-joint(s), demonstratesthe welding procedure is capable ofdepositing sound fillet welds.
Q: Our shop uses the short circuitgas metal arc welding (GMAW-S)process for complete-joint-penetration groove welds on 3⁄16- and1⁄4-in. A36 plate. We currently do notuse welders qualified to D1.1;however, we have been getting moreand more pushback from customersabout not using qualified welders.Table 4.11 of AWS D1.1, StructuralWelding Code — Steel, lists 3⁄8-in.-thick plate as the thinnest testsample for qualification on plate but
since the thickest material we weldwith that process is 1⁄4 in., can we use1⁄4-in. plate for the testing? If so, whatrange of thicknesses would they bequalified for?
A: (from K. Erickson) Since you arequalifying welders to complete-joint-penetration welds in nontubularapplications in accordance with AWSD1.1, 3⁄8-in. plate is the thinnest platematerial thickness for which thewelders can be tested. If the welderswere being qualified for fillet welds,you would then have the option ofusing less than 3⁄8-in.-thick basematerials but this test would not qualifythe welders to complete-joint-penetration weldments.
Upon successful completion of the3⁄8-in. test, the welders shall then bequalified from 1⁄8- to 3⁄4-in. thickness ofbase materials.
Also, keep in mind that you cannotuse a prequalified WPS for theGMAW-S process.
Inspection Trends encouragesquestion and answer submissions. Pleasemail to the editor ([email protected]).
KENNETH ERICKSON is manager of qual-ity at National Inspection & Consultants,Inc., Ft. Myers, Fla. He is an AWS SeniorCertified Welding Inspector, an ASNT Na-
tional NDT Level III Inspector in four meth-ods, and provides expert witness reviewand analysis for legal considerations.
ALBERT J. MOORE JR. is vice president,Marion Testing & Inspection, Canton,Conn. He is an AWS Senior Certified
Welding Inspector and an ASNT ACCPNDT Level III. He is also a member of the
AWS Certification Committee and theCommittee on Methods of Inspection of
Welds.
Looking for a Welding Job?
The American Welding Society has enhanced its Jobs In WeldingWeb site at www.jobsinwelding.com.
The redesigned career portal includes additional capabilities forcompanies seeking workers and individuals looking for jobs.
Through relationships with many job boards and distributors, itoffers direct access to more than 88% of the welding-related jobsposted on the Internet.
Users may search various openings for welders, Certified Weld-ing Inspectors, engineers, technicians, and managers/supervisors.
In addition, the Web site contains the following highlights:• The home page displays featured welding jobs along with the com-
panies looking to fill them and city/state locations.• The job seeker section connects individuals to new career oppor-
tunities by allowing them to post an anonymous résumé, view jobs,and make personal job alerts. This area has résumé tips, certifica-tion information, and a school locator.
• The employer area enables association with qualified applicants.Résumés, job postings, and products/pricing options may beviewed here.Visit the Web site to create or access job seeker and employer
accounts.
The Answer Is IT Winter 2013_Layout 1 12/20/12 9:33 AM Page 25
Mark Your Calendar
Inspection Trends / January 201326
ASNT 22nd Annual Research Symposium. March 18–21.The Peabody Memphis, Memphis, Tenn. Contact AmericanSociety for Nondestructive Testing, (800) 222-2768 orwww.asnt.org.
◆ AWS Weld Cracking Conference. March 26, 27. J.W.Marriott Las Vegas Resort, Las Vegas, Nev. ContactAmerican Welding Society, (800) 443-9353, ext. 223, e-mailAlina Blanco at [email protected], or visitwww.aws.org/conferences.
World Conference on Quality and Improvement. May6–8. Indiana Convention Center, Indianapolis, Ind. ContactAmerican Society for Quality (ASQ), (800) 248-1946 orhttp://wcqi.asq.org/.
◆ AWS Codes and Standards Conference. July 16, 17.Orlando, Fla. Contact American Welding Society, (800) 443-9353, ext. 223, e-mail Alina Blanco at [email protected], orvisit www.aws.org/conferences.
QNDE Conference (Review of Progress in Quantitative
Nondestructive Evaluation). July 21–26. Hilton Baltimore,Baltimore, Md. Contact QNDE, Sarah Kallsen,[email protected], (515) 294-9749; FAX (515) 294-7771;or www.qndeprograms.org/QNDE.html.
ASNT Annual Conference and Quality Testing Show. Nov.4–7. Rio Hotel, Las Vegas, Nev. Contact American Societyfor Nondestructive Testing, (800) 222-2768 or www.asnt.org.
◆ FABTECH 2013. Nov. 18–21. McCormick Place,Chicago, Ill. Contact American Welding Society, (800) 443-9353, or www.fabtechexpo.com.
Educational Opportunities
NDE Classes. Moraine Valley Community College, Palos
Hills, Ill., offers NDE classes in PT, MT, UT, RT, Radiation
Safety, and Eddy Current, as well as API 510 exam prep and
weld inspection. For more information, contact (708) 974-
5735; [email protected]; morainevalley.edu/NDE.
EPRI NDE Training Seminars. EPRI offers NDE technicalskills training in visual examination, ultrasonic examination,ASME Section XI, UT operator training, etc. Contact SherrylStogner, (704) 547-6174, e-mail: [email protected].
Nondestructive Examination Courses. A course schedule isavailable from Hellier, 277 W. Main St., Ste. 2, Niantic, CT06357, (860) 739-8950, FAX (860) 739-6732.
NDE Training Courses. GE Inspection Technologies offerstraining on topics such as eddy current, digital radiography,and remote visual inspection. For the complete schedule,contact (866) 243-2638; [email protected];www.ge.com/inspectiontechnologies.
Preparatory and Visual Weld Inspection Courses. One- andtwo-week courses presented in Pascagoula, Miss., Houston,Tex., and Houma and Sulphur, La. Contact Real EducationalServices, Inc., (800) 489-2890; [email protected].
CWI/CWE Course and Exam. A ten-day program presentedin Troy, Ohio. Contact Hobart Institute of Welding Technology(800) 332-9448; www.welding.org; [email protected].
T.E.S.T. NDT, Inc., Courses. CWI preparation, NDEcourses, including ultrasonic thickness testing and advancedphased array. On-site training available. T.E.S.T. NDT, Inc.,193 Viking Ave., Brea, CA 92821; (714) 255-1500; FAX(714) 255-1580; [email protected]; www.testndt.com.
NDE Training. NDE training at the company’s St. Louis-area facility or on-site. Level III services available. For aschedule of upcoming courses, contact Quality TestingServices, Inc., 2305 Millpark Dr., Maryland Heights, MO63043; (888) 770-0103; [email protected];www.qualitytesting.net.
CWI/CWE Prep Course and Exam and NDT Inspector
Training Courses. An AWS Accredited Testing Facility.Courses held year-round in Allentown, Pa., and at customers’facilities. Contact: Welder Training & Testing Institute (WTTI).Call (800) 223-9884, [email protected], or visit www.wtti.edu.
Note: A diamond (◆) denotes an AWS-sponsored event.
An Important Eventon Its Way?
Send information on upcoming events to Inspection Trends, 8669 Doral Blvd., Suite 130, Miami, FL 33166. Items canalso be sent via FAX to (305) 443-7404 or by e-mail to [email protected].
Mark Your Calendar IT Winter 2013_Layout 1 12/20/12 9:24 AM Page 26

Certification ScheduleCertified Welding Inspector (CWI)LOCATION SEMINAR DATES EXAM DATE
New Orleans, LA Feb. 10–15 Feb. 16
Waco, TX Feb. 10–15 Feb. 16
San Diego, CA Feb. 24–March 1 March 2
Atlanta, GA Feb. 24–March 1 March 2
Mobile, AL March 3–8 March 9
Kansas City, MO March 3–8 March 9
Houston, TX March 3–8 March 9
Norfolk, VA March 3–8 March 9
Milwaukee, WI March 3–8 March 9
Birmingham, AL March 10–15 March 16
Indianapolis, IN March 10–15 March 16
Portland, OR March 10–15 March 16
Miami, FL March 17–22 March 23
Chicago, IL March 17–22 March 23
Boston, MA March 17–22 March 23
Mobile, AL Exam only March 23
Rochester, NY Exam only March 23
York, PA Exam only March 23
Corpus Christi, TX Exam only April 6
Springfield, MO April 7–12 April 13
Dallas, TX April 7–12 April 13
Miami, FL Exam only April 18
Minneapolis, MN April 14–19 April 20
Las Vegas, NV April 14–19 April 20
Syracuse, NY April 14–19 April 20
San Francisco, CA April 21–26 April 27
New Orleans, LA April 21–26 April 27
Nashville, TN April 21–26 April 27
Annapolis, MD April 28–May 3 May 4
Detroit, MI April 28–May 3 May 4
St. Louis, MO Exam only May 4
Fresno, CA May 5–10 May 11
Miami, FL May 5–10 May 11
Albuquerque, NM May 5–10 May 11
Oklahoma City, OK May 5–10 May 11
Corpus Christi, TX May 5–10 May 11
Knoxville, TN Exam only May 18
Birmingham, AL June 2–7 June 8
Hutchinson, KS June 2–7 June 8
Spokane, WA June 2–7 June 8
Miami, FL Exam only June 13
Bakersfield, CA June 9–14 June 15
Pittsburgh, PA June 9–14 June 15
Beaumont, TX June 9–14 June 15
Corpus Christi Exam only June 29
Hartford, CT June 23–28 June 29
Orlando, FL June 23–28 June 29
Memphis, TN June 23–28 June 29
Certified Welding Supervisor (CWS) LOCATION SEMINAR DATES EXAM DATE
New Orleans, LA April 15–19 April 20
CWS exams are also given at all CWI exam sites.
9-Year Recertification Seminar for CWI/SCWI No exam given. For current CWIs and SCWIs needing to meet edu-cation requirements without taking the exam. The exam can be takenat any site listed under Certified Welding Inspector.LOCATION SEMINAR DATES
Denver, CO Feb. 10–15
Dallas, TX March 10–15
Miami, FL April 7–12
Sacramento, CA April 28–May 3
Charlotte, NC May 5–10
Pittsburgh, PA June 2–7
Certified Radiographic Interpreter (CRI) LOCATION SEMINAR DATES EXAM DATE
Seattle, WA Feb. 25–March 1 March 2
Houston, TX April 15–19 April 20
Las Vegas, NV May 6–10 May 11
Miami, FL June 3–7 June 8
The CRI certification can be a stand-alone credential or can exemptyou from your next 9-Year Recertification.
Certified Welding Sales Representative (CWSR)CWSR exams will be given at CWI exam sites.
Certified Welding Educator (CWE)Seminar and exam are given at all sites listed under Certified Weld-ing Inspector. Seminar attendees will not attend the Code Clinicportion of the seminar (usually the first two days).
Certified Robotic Arc Welding (CRAW)The course dates are followed by the location and phone number
Feb. 2–6; June 17–21, Dec. 9–13 at
ABB, Inc., Auburn Hills, MI; (248) 391–8421
Feb. 25–March 1; May 20–24, Aug. 19–23, Dec. 2–6 at
Genesis-Systems Group, Davenport, IA; (563) 445-5688
March 4, Oct. 14 at
Lincoln Electric Co., Cleveland, OH; (216) 383-8542
Feb. 11–15, April 22–26, July 15–19, Oct. 21–25 at
OTC Daihen, Inc., Tipp City, OH; (937) 667-0800
Jan. 21, March 25, May 20, July 22, Sept. 23, Nov. 18 at
Wolf Robotics, Fort Collins, CO; (970) 225-7736
On request at:
MATC, Milwaukee, WI; (414) 297-6996
Certified Welding Engineer; Senior Certified Welding Inspector Exams can be taken at any site listed under Certified Welding Inspector. No preparatory seminar is offered.
International CWI Courses and Exams SchedulesPlease visit www.aws.org/certification/inter_contact.html.
Inspection Trends / Winter 2013 27
IMPORTANT: This schedule is subject to change without notice. Applications are to be received at least six weeks prior to the sem-
inar/exam or exam. Applications received after that time will be assessed a $250 Fast Track fee. Please verify application deadline dates by
visiting our Web site www.aws.org/certification/docs/schedules.html. Verify your event dates with the Certification Dept. to confirm your
course status before making travel plans. For information on AWS seminars and certification programs, or to register online, visit
www.aws.org/certification or call (800/305) 443-9353, ext. 273, for Certification; or ext. 455 for Seminars. Apply early to avoid paying the
$250 Fast Track fee.
Cert Schedule IT Winter 2013_Layout 1 12/20/12 4:29 PM Page 27
American Society for Nondestructive Testing . . . . . . . . . . . . . . .8, 9www.asnt.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .(800) 222-2768
AWS Certification Services . . . . . . . . . . . . . . . . . . . . . . . . . . . .OBCwww.aws.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .(800) 443-9353
AWS Education Services . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7, 11www.aws.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .(800) 443-9353
AWS Member Services . . . . . . . . . . . . . . . . . . . . . . . . . . .10, 12, 18www.aws.org . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .(800) 443-9353
EST Group/Curtis Wright Flow Control Co. . . . . . . . . . . . . . . . . .13www.estgroup.cwfc.com . . . . . . . . . . . . . . . . . . . . . .(800) 355-7044
FlawTech . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13www.FlawTech.com . . . . . . . . . . . . . . . . . . . . . . . . .(704) 795-4401
G.A.L. Gage Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9www.galgage.com . . . . . . . . . . . . . . . . . . . . . . . . . . .(269) 465-5750
NDT Seals, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10www.ndtseals.com . . . . . . . . . . . . . . . . . . . . . . . . . . .(800) 261-6261
Olympus NDT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .IBCwww.olympusNDT.com . . . . . . . . . . . . . . . . . . . . . .(781) 419-3900
IFC = Inside Front CoverIBC = Inside Back CoverOBC = Outside Back Cover
Visit Our Interactive Ad Index: www.aws.org/ad-index
Business Cards
Business Products
Inspection Trends / January 201328
Stork Technical Services AwardedSubsea 7 Inspection Agreement
Stork Technical Services, Aberdeen,Scotland, recently secured a global frameagreement with Subsea 7 to deliver a variety ofinspection and expediting services. Storkprovides knowledge-based asset integritymanagement services for the oil and gas,chemical, and power sectors.
The company will deliver its services on aglobal basis in line with Subsea 7’s keyoperating regions: Africa and Gulf of Mexico,Asia Pacific and Middle East, Brazil, andNorth Sea and Canada. The company held asimilar seven-year agreement for Subsea 7’sNorth Sea and Canada region.
The company’s Quality Services divisionwill provide qualified discipline engineers,auditors, and inspection personnel to representSubsea 7 at its approved suppliers.
Professional Service IndustriesAcquires Hi-Tech Testing
Professional Service Industries, Inc. (PSI),Oakbrook Terrace, Ill., recently acquired Hi-Tech Testing, a full-service nondestructiveexamination, inspection, and consultingorganization.
Founded in 1996, Hi-Tech Testing employsmore than 300 people and has annual revenuesof approximately $55 million. It isheadquartered in Longview, Tex.
— continued from page 10
News Bulletins
Advertiser Index
JAN 2013 it classified index_Layout 1 12/20/12 4:09 PM Page 28

Nondestructive Testing of WeldsOlympus NDT offers a wide range of innovative testing products and technologies
to meet all requirements related to the following technologies and inspection
techniques: pulse-echo (PE), TOFD, combined TOFD/PE, phased array UT, linear
and sectorial scans, and X-ray fluorescence.
DELTA Handheld XRF for Welding Inspections
Positive material ID with Welding Grade Library
Grade Match Messaging provides specifications and weld
instructions for common weld materials and substrates
Fully customizable messages allow for refinery-specific
weld coding
The small spot collimator allows for analysis of thin weld
beads independent from substrate materials
Nondestructive TOlympus NDT of
to meet all requir
techniques: pulse-echo (PE), TOFD, combined TOFD/PE, phased array UT
and sectorial scans, and X-ray fluor
ff
Nondestructive TT offers a wide range
equirements related to the following technologies and inspection
techniques: pulse-echo (PE), TOFD, combined TOFD/PE, phased array UT
and sectorial scans, and X-ray fluor
Teve Testinfers a wide range of innovative testing pr
elated to the following technologies and inspection
techniques: pulse-echo (PE), TOFD, combined TOFD/PE, phased array UT
and sectorial scans, and X-ray fluorescence.
esting of Weldsfers a wide range of innovative testing products and technologies
elated to the following technologies and inspection
techniques: pulse-echo (PE), TOFD, combined TOFD/PE, phased array UT
eldsoducts and technologies
elated to the following technologies and inspection
T,T, linear
and sectorial scans, and X-ray fluor
and sectorial scans, and X-ray fluor
and sectorial scans, and X-ray fluorescence.
w.www.olym
.olympus-ims.comFor Info go to www.aws.org/ad-index
olympus ndt_FP_TEMP 12/20/12 7:52 AM Page C3
Expand your credentials with an endorsement that fulfills your recertification requirements. Recertification every nine years requires either 80 hours of documented continuing education, retaking the “Part B” Practical Exam, or an endorsement to your certification. You can do this at any time, so why not do it now and secure the prestige and enhanced career potential of a credential in an additional welding code or skill?
www.aws.org/certification(800) 443-9353 ext 273
A CWI or SCWI can take a Supplemental Inspection Exam anytime during the nine-year cycle. Qualifying for and passing one of these exams meets the requirements for recertification. Endorsements are listed on your endorsement card. Endorsements require passing a two-hour exam on one of the following:
Seminars to prepare you for the two-hour exam on D1.1 or API 1104 are available at numerous seminar sites across the country.
One other stand-alone credential can serve as an endorsement credit and also fulfills your recertification requirement. At any time during your nine-year cycle, if you meet the prerequisites, you can apply to become certified as an AWS Certified Radiographic Interpreter (CRI).The five-day CRI seminar is designed to ensure that you have the knowledge to properly assess indications produced on radiographic media. It will prepare you for the CRI certification exam, which is given at the end of each seminar week. This is a valuable certification that fulfills your nine-year requirement. Upcoming seminars and exams for CRI are:
Seattle – Feb. 25 - Mar. 2 Houston – Apr. 15-20 Las Vegas – May 6-11
If you don’t want to take any exams at all, you can fulfill the 80-hour education requirement by attending a six-day AWS 9-Year Recertification Course. Courses are scheduled for:
New Orleans – Jan. 6-11Denver – Feb. 10-15Dallas – Mar. 10-15Miami – Apr. 7-12
One more option is to recertify by taking the “Part B” CWI Practical Exam. This exam and refresher Visual Inspection Workshop seminars, are offered at convenient CWI seminar/exam sites across the country.
ASME Section IX, B31.1 & B31.3 Boiler & Pressure Vessel
ASME Section VIII, Div. 1 & Section IX Boiler & Pressure Vessel
Structural Drawing Reading
AWS D1.1 Structural WeldingAWS D1.2 AluminumAWS D1.5 BridgeAWS D15.1 RailroadAPI 1104 Pipeline
Even if your nine-year recertification deadline is years away, you can fulfill it now with a CWI® endorsement.
Plan ahead.
Endorsements are listed on your endorsement card. Endorsements require passing a Qualifying for and passing one of these exams meets the requirements for recertification.
CWI or AA
Endorsements are listed on your endorsement card. Endorsements require passing a Qualifying for and passing one of these exams meets the requirements for recertification.
CWI or SCWI can take a Supplemental Inspection Exam anytime during the nine-year cycle.
Endorsements are listed on your endorsement card. Endorsements require passing a Qualifying for and passing one of these exams meets the requirements for recertification.
CWI or SCWI can take a Supplemental Inspection Exam anytime during the nine-year cycle.
Endorsements are listed on your endorsement card. Endorsements require passing a Qualifying for and passing one of these exams meets the requirements for recertification.
CWI or SCWI can take a Supplemental Inspection Exam anytime during the nine-year cycle.
CWI or SCWI can take a Supplemental Inspection Exam anytime during the nine-year cycle.
API 1AAAA
seminar sites across the countrySeminars to prepare you for the two-hour exam on D1.1 or
two-hour exam on one of the following:Endorsements are listed on your endorsement card. Endorsements require passing a
104 PipelineAPI 1
WS D15.1 RailroadAWS D1.5 BridgeA
D1.2 AluminumWS AeldingWS D1.1 Structural WA
.seminar sites across the countrySeminars to prepare you for the two-hour exam on D1.1 or
two-hour exam on one of the following:Endorsements are listed on your endorsement card. Endorsements require passing a
elding
Structural Drawing ReadingSection IX Boiler & Pressure V
ASME Section VIII, DivB31.3 Boiler & Pressure V
ASME Section IX, B31.1 &
104 are available at numerous API 1Seminars to prepare you for the two-hour exam on D1.1 or
two-hour exam on one of the following:Endorsements are listed on your endorsement card. Endorsements require passing a
Structural Drawing Reading
esIX Boiler & Pressure VVe. 1 & ASME Section VIII, Div
esseloiler & Pressure VVeASME Section IX, B31.1 &
104 are available at numerous
Endorsements are listed on your endorsement card. Endorsements require passing a
essel
104 are available at numerous
Seattle – Feb. 25 - Mar
is given at the end of each seminar week. indications produced on radiographic media. It will prepare you for the CRI certification exam, which The five-day CRI seminar is designed to ensure that you have the knowledge to properly assess you can apply to become certified as an recertification requirement. One other stand-alone credential can serve as an endorsement credit and also fulfills your
. 2 Seattle – Feb. 25 - Mar
is given at the end of each seminar week. indications produced on radiographic media. It will prepare you for the CRI certification exam, which The five-day CRI seminar is designed to ensure that you have the knowledge to properly assess you can apply to become certified as an
At any time during your nine-year cycle, if you meet the prerequisites, recertification requirement. One other stand-alone credential can serve as an endorsement credit and also fulfills your
. 15-20Aprr.Houston –
This is a valuable certification that fulfills your is given at the end of each seminar week. indications produced on radiographic media. It will prepare you for the CRI certification exam, which The five-day CRI seminar is designed to ensure that you have the knowledge to properly assess
WS Certified Radiographic InterpreterAyou can apply to become certified as an At any time during your nine-year cycle, if you meet the prerequisites,
One other stand-alone credential can serve as an endorsement credit and also fulfills your
1egas – May 6-1Las VVe
This is a valuable certification that fulfills your indications produced on radiographic media. It will prepare you for the CRI certification exam, which The five-day CRI seminar is designed to ensure that you have the knowledge to properly assess
(CRI).aphic Interpreterr At any time during your nine-year cycle, if you meet the prerequisites,
One other stand-alone credential can serve as an endorsement credit and also fulfills your
indications produced on radiographic media. It will prepare you for the CRI certification exam, which The five-day CRI seminar is designed to ensure that you have the knowledge to properly assess
At any time during your nine-year cycle, if you meet the prerequisites,
the countryisual Inspection WV
One more option is to recertify by taking the “Part B” CWI Practical Exam.
attending a six-day If you don’t want to take any exams at all, you can fulfill the 80-hour education requirement by
the countryorkshop seminarspection Wo
One more option is to recertify by taking the “Part B” CWI Practical Exam.
New Orleans – Jan. 6-1
ear Recertification Course. WS 9-YAattending a six-day If you don’t want to take any exams at all, you can fulfill the 80-hour education requirement by
fered at convenient Cs, are offfOne more option is to recertify by taking the “Part B” CWI Practical Exam.
. 7-12Aprr.Miami – . 10-15Dallas – Marr.
Denver – Feb. 10-151New Orleans – Jan. 6-1
Courses are scheduled for:ear Recertification Course. If you don’t want to take any exams at all, you can fulfill the 80-hour education requirement by
fered at convenient CWI seminar/exam sites across This exam and refresher One more option is to recertify by taking the “Part B” CWI Practical Exam.
Courses are scheduled for:If you don’t want to take any exams at all, you can fulfill the 80-hour education requirement by
fered at convenient CWI seminar/exam sites across This exam and refresher
If you don’t want to take any exams at all, you can fulfill the 80-hour education requirement by
the country
.the country
aws cert (9 yr)_FP_TEMP 12/20/12 7:41 AM Page C4