the manufacturer magazine - bae systems submarine solutions profile - october 2008
DESCRIPTION
A feature on BAE Systems Submarine Solutions in Barrow-on-Furness, as featured in the October 2008 edition of The Manufacturer.TRANSCRIPT

1
www.themanufacturer.com October 2008 Vol 11 Issue 9
Defending
Collaborative designInnovation by partnership
SustainabilityCarbon reduction
World classToyota and TPS today
AppointmentsThe sector’s top jobs
InterviewDavid SmithCEO of Jaguar Land Rover
Astute production continues at BAE Systems Submarine Solutions
the realm
Manufacturer
LIVE 2
008
preview in
side p
age 42
2
killer Hunter
BAE Systems Submarine Solutions is diving deep into its processes and structures to ensure the UK’s Astute submarines programme delivers affordable capability and the most advanced submarines ever operated by the Royal Navy. Ruari McCallion went swimming with the tide
3
Factory of the monthBAE Systems Submarine Solutions
This time, access to the submarine would be different. The contortions of getting into and around the bridge fin – the bit that sticks up from the middle of the boat – were not on the agenda. The tour was to be of the whole boat, if required – the huge, dark, cigar shape of Astute, ‘boat one’ of the Royal Navy’s Astute class of submarines. It has been largely fitted out, although you can’t tell from the outside, which is covered with dark rubbery material. “Acoustic deadening,” said Aaron Iddon, my guide and area manager on Astute’s construction. We watched a worker doing something to the cladding. “Finishing off,” said Iddon, and that’s all the information that was to be forthcoming.
That’s the strange thing about touring a submarine construction facility. Almost everything you look at is secret, confidential or innovative in some way. The planned seven submarines of the Astute class will be the UK’s defence spearhead in the first half of the 21st century, and secrecy is part of the edge – but here was BAE Systems conducting a tour. It’s a bit of a contradiction but there is a message to convey: BAE is on an improvement journey to ensure that these boats are being built better, progressively faster and more effectively than any of their predecessors. There have been hiccups along the way, which
I suppose one would expect on probably the most complex engineering task being undertaken in the UK, but importantly, the lessons are being learned and applied to the following boats, and each one is getting better. We will hear more about efficient production but for now, back to Astute. At the back was something very interesting – so interesting, it was covered with a shroud. It was possible to see just a little bit of it and I remarked that it looked like a very interesting propeller.
“Propulsor,” Iddon corrected me. “We can’t show you that because it’s a brand new design – very innovative. I can’t tell you anything about it, sorry.” Or if he did tell me anything, then the trip back home could have been curtailed by excessively fit men with bulges under their arms. What little that could be discerned indicated that Gerry Anderson may not have been completely off the beat when he designed the back end of Stingray for his adventure puppet show in the 1960s.
Astute is not yet completed so access is not by conventional means – the promise to avoid the bridge fin was kept. This time, we went in through the torpedo and armaments loading point, a tube angled downwards that delivers the business material to the store. Having arrived like a torpedo, I was assured that I would not be leaving like one, which was a relief. Being fired out of a tube at high pressure isn’t anyone’s idea of fun.
Before boarding, I’d been given a small device that would react to excessive carbon dioxide in the air and, on board, it was easy to see why such a precaution was necessary, even on dry land. The overwhelming impression is claustrophobic. Space for the
Space for the personnel who will crew and operate Astute is minimal. Forget the comfortable quarters of the Starship Enterprise or even the Red October: submarines are cramped. At best, you have to bob your head at each door

4
5
Factory of the monthBAE Systems Submarine Solutions
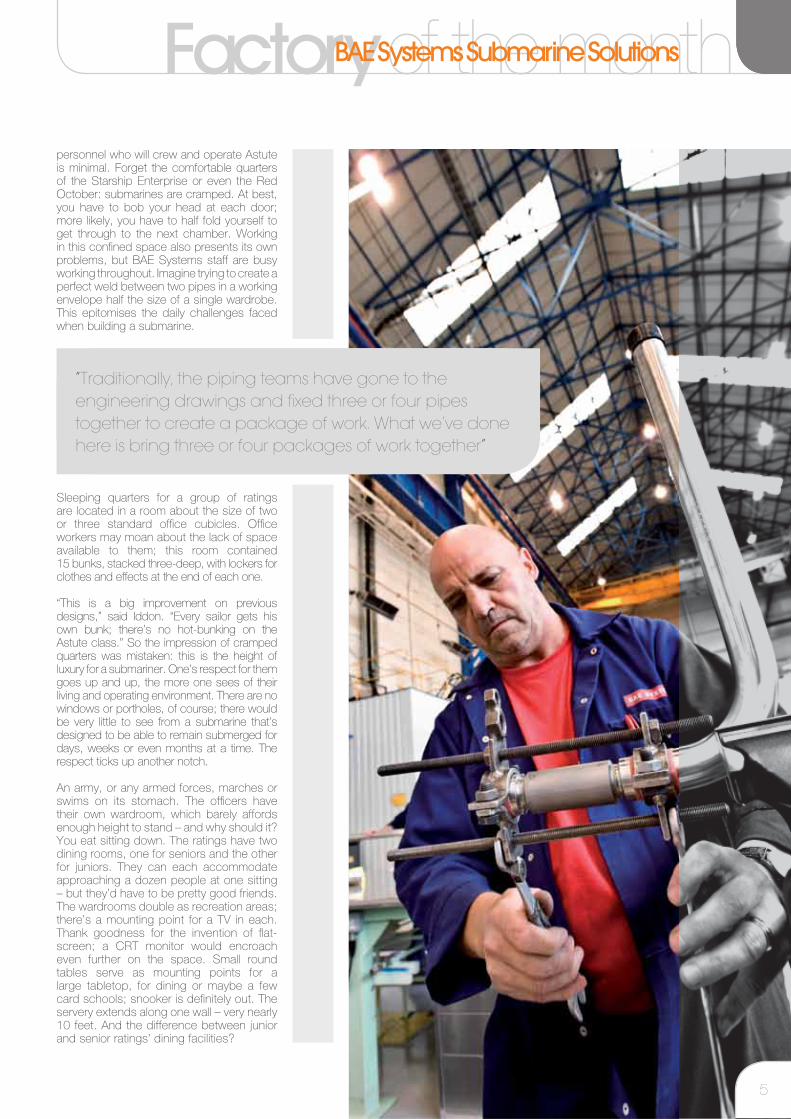
personnel who will crew and operate Astute is minimal. Forget the comfortable quarters of the Starship Enterprise or even the Red October: submarines are cramped. At best, you have to bob your head at each door; more likely, you have to half fold yourself to get through to the next chamber. Working in this confined space also presents its own problems, but BAE Systems staff are busy working throughout. Imagine trying to create a perfect weld between two pipes in a working envelope half the size of a single wardrobe. This epitomises the daily challenges faced when building a submarine.
Sleeping quarters for a group of ratings are located in a room about the size of two or three standard office cubicles. Office workers may moan about the lack of space available to them; this room contained 15 bunks, stacked three-deep, with lockers for clothes and effects at the end of each one.
“This is a big improvement on previous designs,” said Iddon. “Every sailor gets his own bunk; there’s no hot-bunking on the Astute class.” So the impression of cramped quarters was mistaken: this is the height of luxury for a submariner. One’s respect for them goes up and up, the more one sees of their living and operating environment. There are no windows or portholes, of course; there would be very little to see from a submarine that’s designed to be able to remain submerged for days, weeks or even months at a time. The respect ticks up another notch.
An army, or any armed forces, marches or swims on its stomach. The officers have their own wardroom, which barely affords enough height to stand – and why should it? You eat sitting down. The ratings have two dining rooms, one for seniors and the other for juniors. They can each accommodate approaching a dozen people at one sitting – but they’d have to be pretty good friends. The wardrooms double as recreation areas; there’s a mounting point for a TV in each. Thank goodness for the invention of flat-screen; a CRT monitor would encroach even further on the space. Small round tables serve as mounting points for a large tabletop, for dining or maybe a few card schools; snooker is definitely out. The servery extends along one wall – very nearly 10 feet. And the difference between junior and senior ratings’ dining facilities?
“Traditionally, the piping teams have gone to the engineering drawings and fixed three or four pipes together to create a package of work. What we’ve done here is bring three or four packages of work together”

machining facilities and with state-of-the-art CNC technology, which means that we are able to provide a service regardless of quantity.
Our manufacturing capability includes all types of machining work, as well as fabrication and welding, to your requirements.
Our stockist and distribution division specialises in the supply of a complete range of consumables for all types of industry; we currently stock a wide range of engineers’ tools and consumables for delivery to you, using our own fleet of vehicles.We are able to source even those difficult to find items, using our network of suppliers – if we don’t have it we will get it.
Founded to support the shipbuilding activities in Barrow-in-Furness, Joss Engineering has developed and grown to its current stature supplying companies both home and abroad, with products that demand high quality and quick turnaround.
This development trail has also led to the development of a stockist and distribution arm of the company, supplying a wide range of consumable items to all types of industry. These include hand tools, power tools, cutting and threading tools, carbide inserts, lubricants, welding equipment, safety and protective wear and much more.
Our comprehensive manufacturing unit is fully equipped with both conventional
Engineered solutions
Founded in 1982, Joss Engineering is now recognised as one of the premier precision machinists in the north west of England
Our welding and fabricating division is equally well equipped to manufacture high quality fabrications to customer drawings and specifications. Fabrications in steel, stainless steel and aluminium are all manufactured by qualified welders and fabricators to exacting standards. These disciplines are backed up by a 24-hour call-out emergency breakdown service that is available to all of our customers.
At Joss Engineering we understand fully the importance of customer satisfaction, quick turnaround and response, coupled with a competitive price. At Joss Engineering we specialise in tailor-making engineering solutions to your problems and requirements.
Published in association with:JOSS ENGINEERING LTD
Units 3-5 Meetings Industrial Estate, Park Road, Barrow-in-Furness, LA14 4TL
Tel: 01229 825445www.josseng.com
6

7
Factory of the monthBAE Systems Submarine Solutions
“The senior ratings have their own toaster. The juniors have to wait until chef delivers for them,” said Iddon. Of such small things are promotions made.
The nerve nexus of the submarine is its control room, and it’s a welcome glimpse of slightly more open space. On the previous visit, the command centre for Ambush was a mass of exposed wires with various electronic units in polystyrene and plastic waiting to be fitted. Astute’s control room is populated with viewscreens and control panels, each with a chair in front of it. They are like games consoles, with joysticks, rollerballs and buttons for functions that are second nature to submarine controllers but remain a mystery to visitors. The joystick is exactly like an advanced game, damped and offering resistance to give the pilot feel. The captain sits in a raised chair, with all screens and stations – there are quite a few – immediately visible, even though the periscope dominates the room. In those old movies, it’s the periscope cutting through the waves that gives away the presence of a hunter-killer sub; today’s surface ships would be very lucky if they got that amount of warning as
the function of the periscope is to shoot up, take 360-degree photo and then shoot down again. It will cut the surface for merely a second or so. Even at the speeds Astute is capable of, the bow wave of a periscope would be extremely hard to spot in the time available.
Down a short corridor, one encounters a door that looks like the innards of a well-protected safe. It leads to the area that houses ‘the kettle’, as the BAE staff call the nuclear reactor that provides power to the sub. It’s lying open, so presumably the reactor hasn’t been installed yet?
“Oh, it’s in there,” said Iddon. Noticing a look of alarm, he continued: “but it hasn’t been turned on yet.” In the room, the operators come and go, talking of nuclear isotopes. He offers the chance to go deeper into the bowels of the boat, maybe to inspect the armaments store. No thanks – the cramped nature of the boat is having an effect, and one remembers the
“The support received from our board and the customer in developing an improvement philosophy is a clear demonstration of their commitment”

9
Factory of the monthBAE Systems Submarine Solutions
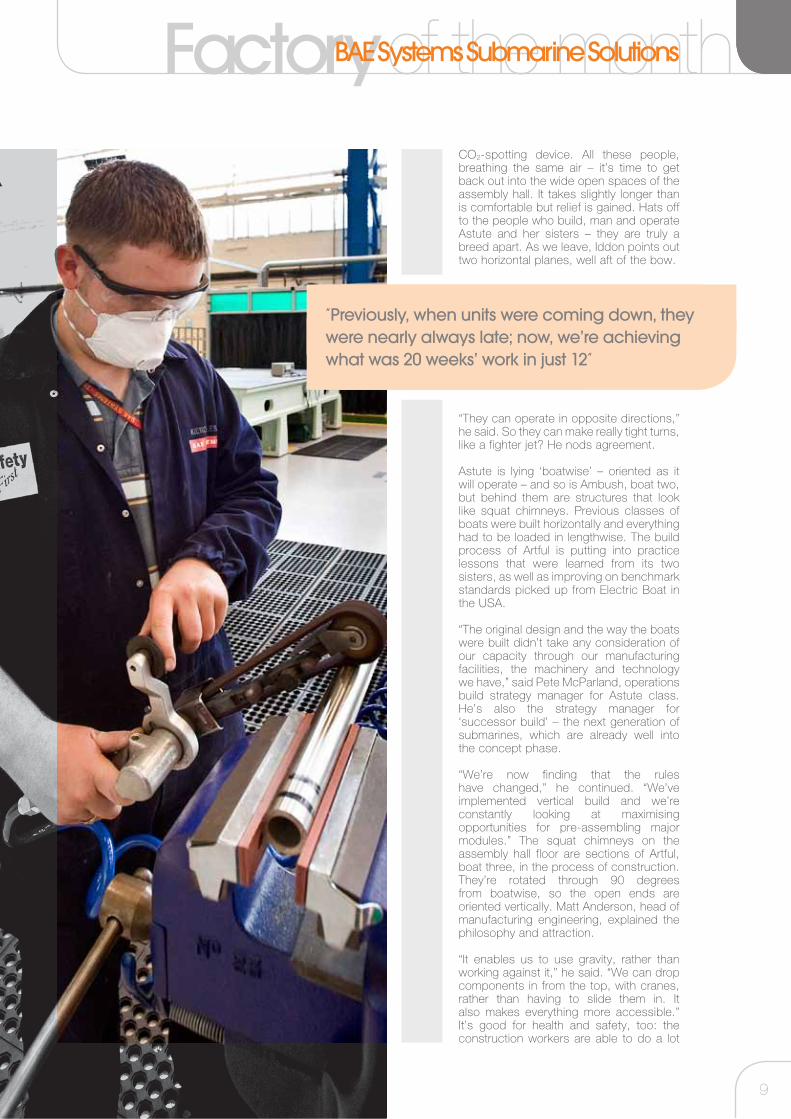
CO2-spotting device. All these people, breathing the same air – it’s time to get back out into the wide open spaces of the assembly hall. It takes slightly longer than is comfortable but relief is gained. Hats off to the people who build, man and operate Astute and her sisters – they are truly a breed apart. As we leave, Iddon points out two horizontal planes, well aft of the bow.
“They can operate in opposite directions,” he said. So they can make really tight turns, like a fighter jet? He nods agreement.
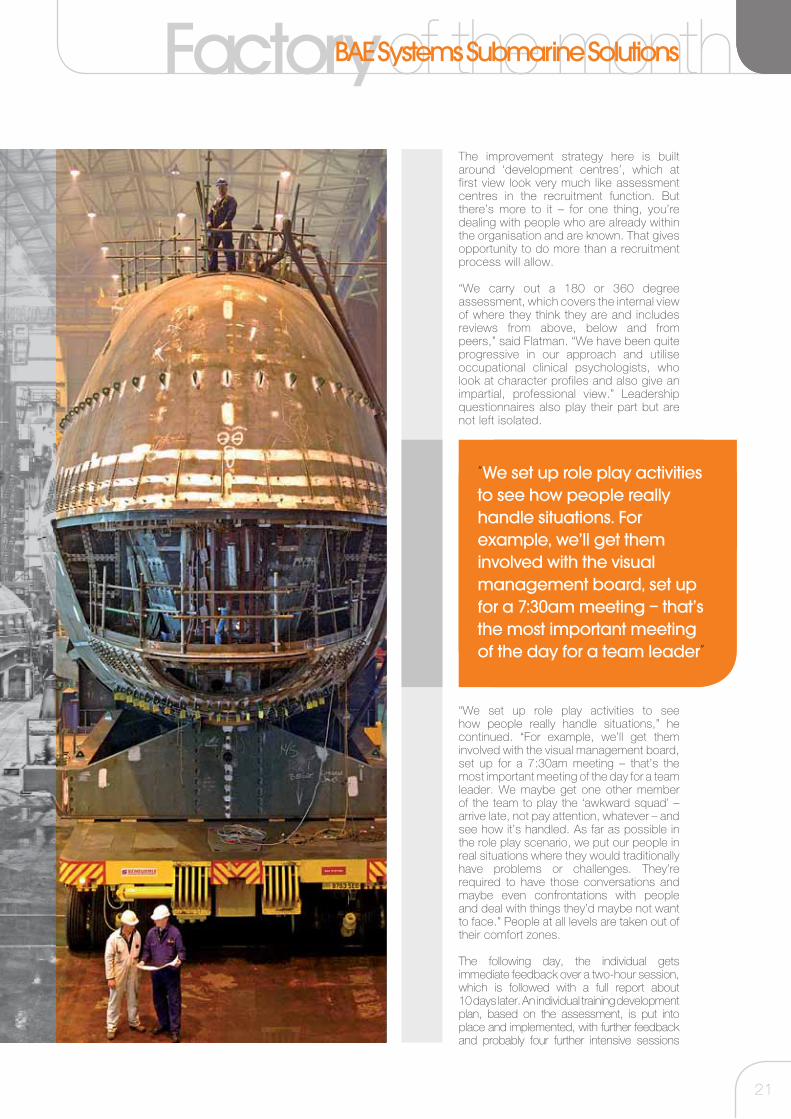
Astute is lying ‘boatwise’ – oriented as it will operate – and so is Ambush, boat two, but behind them are structures that look like squat chimneys. Previous classes of boats were built horizontally and everything had to be loaded in lengthwise. The build process of Artful is putting into practice lessons that were learned from its two sisters, as well as improving on benchmark standards picked up from Electric Boat in the USA.
“The original design and the way the boats were built didn’t take any consideration of our capacity through our manufacturing facilities, the machinery and technology we have,” said Pete McParland, operations build strategy manager for Astute class. He’s also the strategy manager for ‘successor build’ – the next generation of submarines, which are already well into the concept phase.
“We’re now finding that the rules have changed,” he continued. “We’ve implemented vertical build and we’re constantly looking at maximising opportunities for pre-assembling major modules.” The squat chimneys on the assembly hall floor are sections of Artful, boat three, in the process of construction. They’re rotated through 90 degrees from boatwise, so the open ends are oriented vertically. Matt Anderson, head of manufacturing engineering, explained the philosophy and attraction.
“It enables us to use gravity, rather than working against it,” he said. “We can drop components in from the top, with cranes, rather than having to slide them in. It also makes everything more accessible.” It’s good for health and safety, too: the construction workers are able to do a lot
“Previously, when units were coming down, they were nearly always late; now, we’re achieving what was 20 weeks’ work in just 12”
10
both in fabrication and machining.Handmark is fortunate to be in the same location with a world class company – BAE Systems Marine in Barrow-in-Furness.
It never ceases to amaze us that a company producing such a complex product, in many ways more complex than the space shuttle, is situated just a short bike ride away from our works.
Making exacting components for such mind-blowing construction as a nuclear submarine is a privilege we treasure. To have fabricators, welders and machine operators with the skills to support such a craft, in view of the national shortage, is very uplifting.
A further privilege is to be asked to participate in the drive to speed up production and cut costs with the fabrication of the work, office modules with access towers to be placed alongside the submarines in the Devonshire Dock Build Hall.
One of Handmarks’ strengths is its ability to manufacture fabricated and machined assemblies. More and more, the company is being asked to produce specialised assemblies for clients. Further enhancing the company’s position is its ability to apply coating and protection to its manufactured items.
Handmark Engineering was incorporated in 1983, although it traded as a private company from 1978. Inspired by its surroundings, and motivated by its young management team and workforce, Handmark’s aim and mission is to be the principle supplier of engineering services in the form of CNC and conventional machining, general fabrication and specialised pipe structures in most metals in Cumbria and North Lancashire.
Handmark is a lean, healthy, competitive manufacturing company able to provide QA support (ISO 9001:2000) for its varied products ranging from CNC machining up to 700 swing to 40 tonne fabrications. Principally, Handmark provides services to a number of blue chip and many solid, vibrant, growing companies in the northwest. These include companies in the nuclear, marine, oil and gas, offshore and paper industries.
Progressive investment in machine tools in both the fabrication and machine shop and training, has seen the company’s turnover double in three years. This investment is not only in machine tools but also in the skills that this country has sadly seen slip away. Currently, of the company’s 55 personnel, nine are apprentices
Channelling inspirationHandmark Engineering is situated between what is now termed ‘The Energy Coast’ and BAE Systems Submarines on the west coast of Cumbria, under the beautiful backdrop of the Lake District mountains, and only a mile away from the golden beaches of Roan Head and Walney Island
Thanks to its dedicated management team and workforce, Handmark is in a strong financial position, enabling it to invest in the erection of a new fabrication facility on the north side of the machine shop in Park Road. This 16,000 square foot high building, with two bays supporting overhead cranes, will give the company the means to attract and increase work in the years ahead.
With all the above, and a strong QA and QC structure producing comprehensive quality packages, Handmark is able to supply a product that satisfies its clients.
Published in association with:HANDMARK ENGINEERING Co LTD
Unit 4 Park Road Industrial Estate, Park Road, Barrow-in-Furness, Cumbria LA14 4EQ
Tel: 01229 835922Email: [email protected]
www.handmarkengineering.co.uk

11
Factory of the monthBAE Systems Submarine Solutions
more standing up. Our conversation was interrupted from time to time by a couple of guys enthusiastically hammering ingots of metal ballast into the hull. Previously, they would have had to do so either kneeling down or leaning back; with vertical build, wherever in the hull they’re working, they are doing so standing up, with the work at the optimum height. It’s much less tiring, safer and much more efficient.
“We look to do the maximum amount of outfitting we can at this stage, in vertical build,” McParland explained. “On previous submarine design, the pressure hull would come together and everything would be fed through access points cut in the hull. Pipes would come down in short lengths; small items would be fed through little hatches and put together inside. Now, we fit a lot more early in the build process and have cut down the amount of time we had to spend putting stuff through the hull.” He indicated a cluster of small-bore pipes to illustrate the point.
“These were originally designed with sets of joints, because they were going to go through small hatches. Once inside, the fitters bent them and welded together, and fixed them into place. Each weld had to be x-rayed to ensure their integrity,” he continued. “What we’re now able to do is manufacture a group of them together with all the bracketry on.
We no longer need the joins – they can all be made as a single unit.” The particular module is a collection of 19 small-bore pipes. They’ve all been bent into the right shape – seven bends in all – and bracketed together. Several steps in the process have been taken out; efficiency and effectiveness have been hugely improved and quality, also: if there are no welds, there will be no faulty joins to have to be reworked. The improvement in the time to assemble and fit is of the order of 40 per cent in some instances. And the drive to improve doesn’t stop there.
“We followed one operative during the day and found he was walking nearly three kilometres – we were going to tie our dogs to him, to make sure they got their daily walk!”


13
Factory of the monthBAE Systems Submarine Solutions
“We have a small team looking at the whole small bore/hydraulic pipe system,” he said. “They’re going into the 3D models, taking sections of pipework out and looking at them in terms of their manufacturing capabilities. Another team takes them through software to prove if they can be physically bent. We go through that analysis before we send the work to engineering. Traditionally, the piping teams have gone to the engineering drawings and fixed three or four pipes together to create a package of work. What we’ve done here is bring three or four packages of work together. They deliver, it comes straight in and is fitted.”
The ‘packages of work’ approach that was trialled on the boat two bridge fin during 2007 is now spreading to the whole process. It has enabled stores, for example, boost its capacity and its control. Complete kits are prepared and bagged up before dispatch to fitting and assembly. Changes in the small-bore pipe team have got the process under control and boosted effectiveness: on-time delivery is now at class leading levels and the improvements are spreading all the way downstream. Of course, improvement doesn’t happen spontaneously or spread like a rash: it has to be managed and BAE Systems is investing a lot of time and effort into delivering sustained improvements across the board. Within operations there are five main streams of improvement activity which cut across the 170 acre site. “Investment in facilities, equipment and people is now running into tens of millions of pounds over the last three years. The support received from our board and the customer in developing an improvement philosophy is a clear demonstration of their commitment,” said Anderson.
One improvement stream is called Construction Vision. Ros Murray graduated in metallurgy at Cambridge and worked in the City for a while before joining BAE Systems five years ago. She has been operations change manager since July 2007.
“I’m responsible for ensuring construction vision happens on boat three; construction vision is about introducing lean manufacturing techniques into submarine build,” she said. “The difficult part has been trying to integrate lean philosophies with a very long, complicated product build time. We are trying to introduce standardisation by creating standard size packages of work – a sort of takt time approach. We are also trying to identify and remove as many problems as possible upstream of the worker, so they can increase their value add when on the submarine.
“We’re taking it right back to the basics: we’re getting our planners to plan small
work orders in 80-hour packages, which is one week’s work for two guys. Within that package, we plan down to each nut and bolt.” The process includes full bills of materials; “it begins 12 weeks out, so well before the build plan is set in stone – it enables us to get the sequence right. It’s then passed to logistics, who put the work package kits together four weeks before they’re due. That gives us the opportunity to check that the kit is ready to be installed and to pick up any problems beforehand – any parts that need further processing can be identified and sorted before delivery”
Ms Murray has a small team working with her, which is split into two halves – one team purely focused on sustainment. “The process worked well on the bridge fin project but getting trials like that set up and putting a trial in place is one thing; what we now have to do is sustain those processes forever.”
Orwelco (Barrow) ltdOrwelco design, manufacture and fabricate large and small projects for companies such as Expro, BNFL, Oil States MCS, BAE Land Systems, Shell, BP, Subsea 7, Schlumberger, Fortis Design and James Fisher Nuclear. We also have a performance partnering arrangement (PPA) with Ametek SCP of the United States and BAE Systems (Marine) to produce 1st level hull penetrators for the Astute Programme.
“We have reduced our late deliveries by 80 per cent in the last six to seven months and over the next month we’ll improve further”


15
Factory of the monthBAE Systems Submarine Solutions
The changes that have been effected are visible and almost tangible, even in the atmosphere. There is a sense of purpose throughout the operation.
“On boats one and two we had big long work orders and the manager spent a lot of time chasing and finding the information to enable them to fit everything in,” she said. “We’re now trying to put everything into place so the build manager and team leaders get time on the job. They know what’s going on and are concentrating on building the boat, rather than being caught up with peripherals. We achieve that by ensuring materials are delivered on time and in the format they should be.” The second – and no less important – strand is integrating fit and quality inspectors into the work teams. “Rather than catch faults or issues later on and have to do remedial, no work orders can be passed on and no credit can be received until the inspector has passed it and the lessons to make the job better next time are written down.” Analysis of how defects have arisen is also becoming an integral part of the operations.
“We have something called the quality forum, which includes a quality control planner and a representative from quality assurance,” she explained. “The QA rep’s role is to host problem-solving meetings. If we’ve had something on boat two, say, and again on boat three, we will put in place root cause analysis and problem-solving measures to ensure it doesn’t happen again.”
The method of operation trialled on the bridge fin, which was the first part of the build to feature a construction tower alongside the operation, with offices and small workstations brought right alongside the construction site, is now being rolled out. There are nearly five yellow-painted towers across the hall, either alongside sections of boat three or lined up ready for installation. The proof of the pudding is in the eating: the new methodology tastes pretty good.
“In units six and seven (sections of boat three), we’ve achieved very good schedule and cost performance,” Murray said. “We’ve completed work in a lot fewer hours. Previously, when units were coming
“We have behavioural coaches which involves shadowing a leader for a day – someone who observes you and will give immediate feedback on how you can improve”

16
commitment to high quality is reflected by its status as a holder of the Investors in People award, as well as the British Standard BS EN ISO:9001:2000. 4m was also one of the first flooring contractors to be awarded the environmental standard ISO 14001.
For further information please contact Sue Dennis at 4m on 01270 251244.
4m applied a high performance coating within BAE’s Nuclear Build Facility at Barrow. Due to the high technology equipment at the site, all works had to be carried out in a 100 per cent dust free environment, including the floor preparation and installation process.
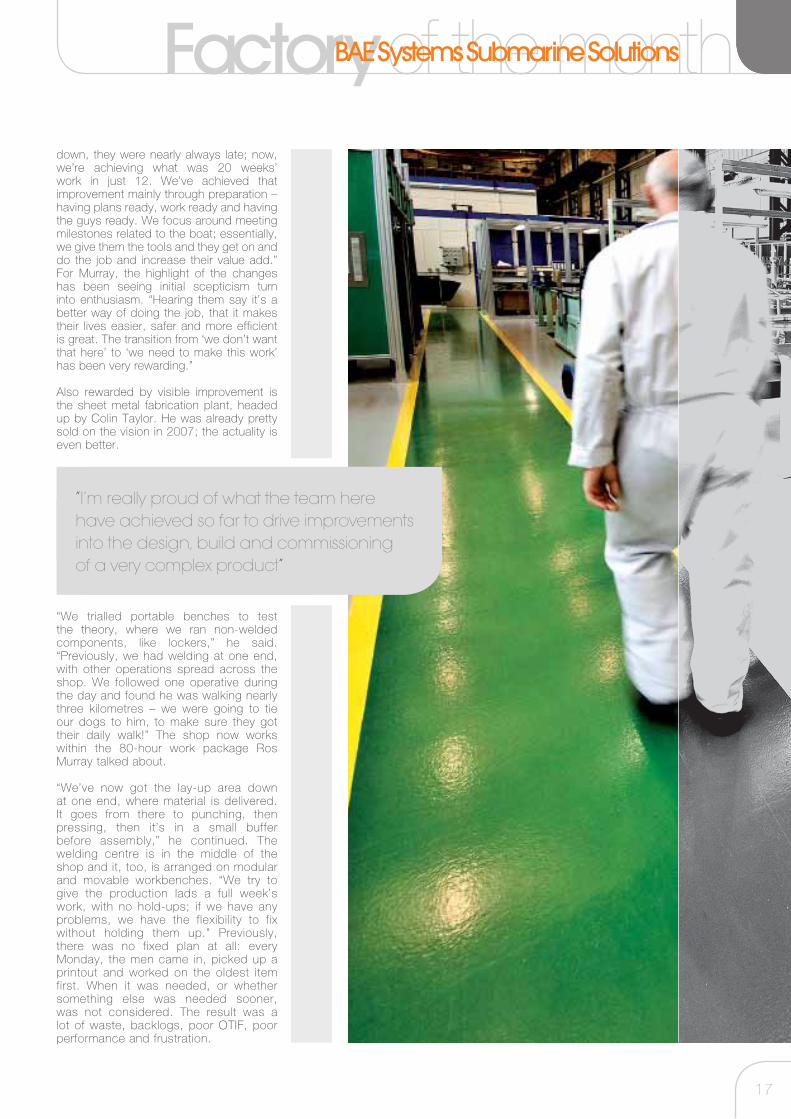
Using Flowcrete products, a grey floor finish was installed across the main floor area, with green walkways applied throughout. Demarcation areas and working zones were highlighted in yellow for additional safety. John Amis, 4m’s project manager for the works, said: “The new floor looks superb and helps with the flow of the manufacturing site, providing clearly marked walkways and supporting the site’s health and safety function in general.”
4m – part of the Seddon Group – is a premier name in the supply, design and installation of industrial and commercial flooring across the UK. The company’s consultative, solutions-led approach has seen it take on a range of prestigious flooring contracts, while its
Pulling out the stops at BAE BarrowSpecialist flooring contractor 4m flooring uk has delivered a performance floor with style and safety underfoot for BAE in the north west
Published in association with:4m flooring uk Limited
Tel: 01270 251244Email: [email protected] www.4m-flooring.co.uk
17
Factory of the monthBAE Systems Submarine Solutions
down, they were nearly always late; now, we’re achieving what was 20 weeks’ work in just 12. We’ve achieved that improvement mainly through preparation – having plans ready, work ready and having the guys ready. We focus around meeting milestones related to the boat; essentially, we give them the tools and they get on and do the job and increase their value add.” For Murray, the highlight of the changes has been seeing initial scepticism turn into enthusiasm. “Hearing them say it’s a better way of doing the job, that it makes their lives easier, safer and more efficient is great. The transition from ‘we don’t want that here’ to ‘we need to make this work’ has been very rewarding.”
Also rewarded by visible improvement is the sheet metal fabrication plant, headed up by Colin Taylor. He was already pretty sold on the vision in 2007; the actuality is even better.
“We trialled portable benches to test the theory, where we ran non-welded components, like lockers,” he said. “Previously, we had welding at one end, with other operations spread across the shop. We followed one operative during the day and found he was walking nearly three kilometres – we were going to tie our dogs to him, to make sure they got their daily walk!” The shop now works within the 80-hour work package Ros Murray talked about.
“We’ve now got the lay-up area down at one end, where material is delivered. It goes from there to punching, then pressing, then it’s in a small buffer before assembly,” he continued. The welding centre is in the middle of the shop and it, too, is arranged on modular and movable workbenches. “We try to give the production lads a full week’s work, with no hold-ups; if we have any problems, we have the flexibility to fix without holding them up.” Previously, there was no fixed plan at all: every Monday, the men came in, picked up a printout and worked on the oldest item first. When it was needed, or whether something else was needed sooner, was not considered. The result was a lot of waste, backlogs, poor OTIF, poor performance and frustration.
“I’m really proud of what the team here have achieved so far to drive improvements into the design, build and commissioning of a very complex product”

18
add keyless entry systems to the tool cabinets in order to offer total control over tool movements. 2D matrix laser marking offers a unique identification to each tool which is an important addition and will link directly to BAE’s IT system offering numerous reports on deployment of the tools.
Simplicity, ease of use, quality construction and the facility to incorporate additional features in the future were the criteria for this keyless total control system; this will allow BAE to grow this system to meet the future needs of their business.
Beta Tools is Europe’s largest
Beta Tools put forward a range of proposals and options that were developed specifically to be incorporated into the Construction Tower project. A pilot scheme went ahead and has resulted in a collection of storage units arranged in a way that accommodates the tooling needs of the various tradesmen working on the ships. Add to this a specially designed and engineered working surface and laser cut foam inserts to hold the tools orderly in the drawers and the result is optimised tool storage and tool control.
Beta is now working with the project team at BAE on a bespoke solution to
Tools at hand...The Construction Tower Vision is an exciting challenge and a project that has given Beta Tools the opportunity to develop and provide a bespoke storage and tooling solution to BAE Submarines in order to effectively manage and control their tooling requirements while keeping within strict budgetary constraints
Published in association with:BETA TOOLS (UK) LTD
Tel: +44 (0) 1952 677977Email: [email protected]
independent hand tools manufacturer and distributor; based in Milan, Italy they have three manufacturing facilities in the Milan area where the majority of their quality hand tools and associated products are manufactured. Serving industry around the globe, Beta offers an extensive range of products to satisfy the demands of the manufacturing, service and automotive industries.

19
Factory of the monthBAE Systems Submarine Solutions
“We have reduced our late deliveries by 80 per cent in the last six to seven months and over the next month we’ll improve further,” he said.
Even the stores function has been drawn into the improvement process. The layout of the central distribution warehouse (CDW) has been completely changed; in place of a random process, there is planning and flow. T-card racks were very much in evidence, which should be a good thing – but if they’re stacked three deep, it isn’t.
“We were falling behind on a number of issues, in receipts and dispatch,” said Dave Wallis, a former rugby league player who’s clearly very proud of what his team has achieved in the six months he’s been in charge of CDW. “We have around 3,000 locations in one set of racking alone. Altogether, we’ve got about £22 million of kit controlled through here, ranging from fast-flow to special order. Fast-flow items like nuts and bolts are delivered to lineside, straight where they’re needed.” Project-specific items are held in store and made ready for when they’re needed.
“For me, the beauty of this warehouse is the amount of stuff we have going through every day. There could be up to a million components in a sub and every one of them
comes through here,” he said. “We’ve improved by changing our T-card racks over and making them more efficient. We colour-code – red for urgent – and list any current problems where they can be seen. We’re looking forward to getting our new ERP system in 2010 – at the moment, items have to be entered in manually, a number of ways, but the IFS system will change it all to a scanning basis. Scan once, get it on the system, scan when it’s stored, it knows where it is. But we now have the situation under control; we’re a lot better, and we’re going to improve further.”
That sentiment persists throughout the organisation, and not just in shopfloor, ‘hands-on’ operations. Keith Flatman is in charge of operational strategy, which includes a concerted drive to improve the quality of management at all levels.
“It was probably about two-and-a-half years ago that we got the feeling in operations that the leaders weren’t being effective in terms of leading the troops,” he said. “They had the technical knowledge – no doubt about that – but there is that tendency in many organisations to put technically very good people in leadership positions and simply expect them to perform in that very different role.”
“We carry out a 180 or 360 degree assessment, which covers the internal view of where they think they are and includes reviews from above, below and from peers”

20
Cross Services Engineering Limited in the main provide electrical support services to BAE Systems servicing the engineering teams and the onsite construction contractors in a just in time fashion. This consists predominantly of small works and preventative maintenance activities, with no job being too small or too difficult. We have conducted a number of very successful projects during our time at the extensive
This pride is due to being part of a team – even though it may be that CSEL are a small cog in the overall machine of operations on the site, we nevertheless feel part of the team, and as each vessel is launched and leaves the dock for the first time, we can hold our head up high knowing that we have contributed to overall delivery of that particular piece of the shipyard’s great history.
Just in time for BAEAs a multi discipline engineering company, Cross Services Engineering Limited (CSEL) has taken pride in over 15 years of association with BAE Systems at its Barrow operations site
Published in association with:CROSS SERVICES ENGINEERING LIMITED
Tel: 01744 25254Email: [email protected] www.crossgroup.co.uk
Barrow operations, providing value to BAE Systems by delivering projects safely, on time and within budget.
21
Factory of the monthBAE Systems Submarine Solutions
The improvement strategy here is built around ‘development centres’, which at first view look very much like assessment centres in the recruitment function. But there’s more to it – for one thing, you’re dealing with people who are already within the organisation and are known. That gives opportunity to do more than a recruitment process will allow.
“We carry out a 180 or 360 degree assessment, which covers the internal view of where they think they are and includes reviews from above, below and from peers,” said Flatman. “We have been quite progressive in our approach and utilise occupational clinical psychologists, who look at character profiles and also give an impartial, professional view.” Leadership questionnaires also play their part but are not left isolated.
“We set up role play activities to see how people really handle situations,” he continued. “For example, we’ll get them involved with the visual management board, set up for a 7:30am meeting – that’s the most important meeting of the day for a team leader. We maybe get one other member of the team to play the ‘awkward squad’ – arrive late, not pay attention, whatever – and see how it’s handled. As far as possible in the role play scenario, we put our people in real situations where they would traditionally have problems or challenges. They’re required to have those conversations and maybe even confrontations with people and deal with things they’d maybe not want to face.” People at all levels are taken out of their comfort zones.
The following day, the individual gets immediate feedback over a two-hour session, which is followed with a full report about 10 days later. An individual training development plan, based on the assessment, is put into place and implemented, with further feedback and probably four further intensive sessions
“We set up role play activities to see how people really handle situations. For example, we’ll get them involved with the visual management board, set up for a 7:30am meeting – that’s the most important meeting of the day for a team leader”

22

23
Factory of the monthBAE Systems Submarine Solutions
over a period that could be up to a year. At the end of the process, a full report will tell the individual how they’ve changed and, hopefully, improved – or whether they have moved and developed the necessary competencies.
‘We have a total leadership population in operations of around 350 people and we’ve put well over 200 of them through development centres, split into four cohorts,” said Flatman. “We’ve invested in the region of £500,000 in this process alone, but are convinced of the benefit it gives our leaders.” Could not pre-prepared training packages have achieved much the same?
“The budget comes out of the savings we achieve. We found we simply couldn’t train to the extent we needed with off-the-shelf packages, which would have been simply delivered to our people with the expectation they’d improve,” he replied. “We’ve reviewed what we’ve done and have changed some things: we’re developing more internal support resources.” But there’s no way BAE Systems is going to go back to the old sink-or-swim approach. “We’re bringing in more ‘at-elbow’ support; we have
behavioural coaches which involves shadowing a leader for a day – someone who observes you and will give immediate feedback on how you can improve.” You may have a meeting to attend: your coach, or shadow as they’ve become known, will give you instant feedback on how you’ve behaved. BAE is about to engage on its fifth phase of the process, which will bring in a fifth cohort of the leadership population. As with much about the Barrow operation, lessons have been learned from previous experiences. “It helped us to get more joined up, offer better support and improve personal skills.”
Alongside the behavioural coaching, process training is also underway in the form of the TTP – Transformation Toolset Programme.
Edmundson ElectricalEdmundson Electrical, founded in 1801 by Joshua Edmundson, has developed from humble beginnings to becoming an early supplier of electricity to being the leading distributor of electrical equipment to BAE Systems, trade and industry in UK. Operating a highly decentralised business philosophy, decision making is empowered at 250 stockholding branches committed to provide a comprehensive, unrivalled same day service.
The investment in self development is clearly paying dividends as BAE grow their own capability for improvement

24
Since then, the focus for both RWD and BAE Systems has been on sustaining these improvements. The learning and confidence achieved from proving that a new system of working could be successful in low-volume, highly complicated engineering environments was taken and applied across other strands of the business.
There were three key elements to sustaining the improvements made. Firstly, it was important that the upstream and support functions were aligned with the operational areas of the business. Work is ongoing across finance, human resources, engineering and procurement, with the lean principles applied in these areas being exactly the same as those applied in operations. Value stream mapping is often used to initiate improvement, and methods such as ICOR – inputs, controls, outputs and resources – are used to standardise transactional processes to a more detailed level.
The second aspect to help sustain improvements is the TTP – the Transformation Toolset Programme. This six-month learning and coaching programme offers three immersion weeks in a lean training environment – which includes classroom learning, simulation exercises and workplace practical training – which is then
RWD Technologies began work with BAE Systems Submarine Solutions in late 2005, when tasked to support a pilot cellular manufacturing activity in the pipe production facility. This part of the business is crucial to the boat build process, yet there were a number of significant issues, mainly due to process layout, workplace organisation (5S), material flow and levels of work-in-progress. RWD worked together with the BAE Systems team from the initiation of the project, jointly analysing the existing process using a value stream mapping approach. When the recommendations were approved, RWD activity became more hands-on to support the multi-functional team in working the recommendations through to practical implementation. The RWD approach is to coach the team through transformation learning by doing. This quickly built a successful partnership and close working relationship with the BAE Systems team.
Within a few months, improvements were tangible. By December 2006, lead time for the majority of pipes was reduced from 27 days to around four days; work-in-progress went down from about 400 units to around 50; and productivity improved from five man hours to just over three.
Sustaining improvement
Making improvements to a business is only half the story. Continued effort is required to ensure that the resultant benefits are upheld
carried over to six months of coaching that includes projects and hands-on experience. The programme is not just for those in operations, but for employees and stakeholders throughout the business, and it tries to encourage a more process-orientated approach in order to minimise the risk that arises from the business being too experience-dependent.
The third area of focus is on lean leadership behaviour – in particular, leadership support and mentoring. Working with various levels of management in the business (team leaders, middle managers and senior managers), mentoring provides day-to-day support at a level where it is crucial that processes are disciplined and leadership behaviours maintained.
Published in association with:RWD Technologies
6250 Bishops Court, Solihull Parkway, Birmingham Business Park, Birmingham, B37 7YB, UK.
Tel: 0121 770 1011Email: [email protected] www.rwd.com

25
Factory of the monthBAE Systems Submarine Solutions
“We’re putting a huge amount of emphasis on our process training too. In conjunction with RWD we have developed a specific lean manufacturing programme, which we call TTP. This type of development has been heavily used by BAE Military Air Solutions at Samlesbury and Warton. We’ve tailored what they do to our needs, in Submarine Solutions,” he said. “It includes a huge amount of information and a lot of best practice examples.” The fourth cohort will be going through it during September 2008. The first week involves a lot of classroom work, before going out onto the floor and seeking out improvement opportunities. In week two, those opportunities will be identified, the value stream will be mapped and the third week will see the implementation of improvement – it has a lot of similarity with a kaizen blitz. “We’re getting more and more people involved and spreading the thinking. People from engineering, as well as senior people, are getting involved – we’re spreading the ideas and influencing the company with them.” It’s a lot different from the improvement programme that failed in 1999, which introduced things like T-cards but had no depth to it. “People went away for a week and were sheep-dipped through the process; it’s now a lot different, it has realism in it, depth to it and strong management support. We’ve learnt from some of our previous implementations but on boat three, we’ve introduced a different way of working, with the construction towers, vertical build and so on. It’s a different way of working and it may not be perfect – yet – but it’s more structured. It’s a new environment and that can help us to achieve better results.”
The investment in self-development is clearly paying dividends as BAE grow their own capability for improvement. The Nuclear Build Facility (NBF) project is of special importance. “This is the
first project that our teams have delivered from start to finish without any external support,” said Matt Anderson. “It has set a new internal benchmark for facility standards and I’m extremely proud of the team who have delivered this.”
Value stream mapping identified a huge opportunity for lead time reduction by re-organising the facility and creating an environment that befits nuclear pipe manufacture. The new facility has just become operational and the team are expecting a significant shift in safety, quality, cost and delivery. “I’m really proud of what the team here have achieved so far to drive improvements into the design, build and commissioning of a very complex product. The challenge to sustain this level of improvement throughout a lengthy multiple boat programme is significant but the rewards for all stakeholders in terms of buildability, affordability, quality, safety and schedule are well worth pursuing,” said Haydn Clulow, the operations director.
That’s pretty much a good summary for the whole of BAE Systems Submarine Solutions in Barrow-in-Furness: much better, and continuing to improve.
26