thermax boiler
TRANSCRIPT

Waste to Energy Solutions
By
V.B. Kabra- Divisional Manager (R&D)
Thermax Babcock & Wilcox Limited - Pune IndiaThermax Babcock & Wilcox Limited - Pune India

Fluid bed boilers Review Multi fuel firing capabilities - In combination of
high/low ash coal or independent firing to give low cost solutions.
BFB , IR CFBC AND PCFBBFB : Quite matured technology for regular
applications of high/Low ash coals Second generation developments by B&W/TBW
- Open Bottom Multi-fuel firing options and addressing the environmental issues
IR-CFB : Third generation B&W/TBW design - High Efficiency, compact, low maintenance, multi-fuel firing
PCFB under development stage

Fluid Bed Technology for Waste to Energy
Historically the primary solid fuel combustion technology has always been stoker firing, before the BUBBLING FLUIDISED BED (BFB) technology emerged as most appropriate technology for handling wide range of industrial waste.
In paper industry the paper sludge waste was normally dewaterred for handling & volume reduction & then it used to be sent for land filling. The other waste from paper mill like bark or wood waste used to be fired on stoker, with low efficiency.The BFB technology has now become popular for paper mills with it’s advantage to reduce both land fills & emissions from flue gases.
The Open Bottom Design
The unique open bottom design of B&W/TBW has distinct advantage over the bed plate type arrangement which allows the flexibility of uniform draining from entire bed area.
For firing fuels like paper sludge, woody bio-mass, coffee waste, high fouling agricultural waste or high ash coals the BFB boiler must have system to drain tramped material which comes along with the fuel, agglomerated ash of high alkali fuels. The 100 % open bottom mounts the bubble caps on air pipes which are evenly spaced to allow draining from the entire bed. The design provides clear vertical path for the material to move freely to the drain area.
The following presentation details out various distinct advantages of open hopper bottom design as well as the unique design of IR CFB.

I ndian coalI ndonasian
CoalSouth
African CoalPetcoke
Washery Reject Coal
FinesChar Lignite
Moisture % 10.96 13.86 3.56 1.2 9.89 2.3 24.25
Ash Content % 30.21 5.94 18.7 5.8 21.3 63 5.15
Volatile Matter % 42.49 41.74 23.5 10 24.84 1.26 38.93
Fixed Carbon % 16.34 38.46 54.24 54.4 43.97 33.44 31.67
C % 40.61 62.05 62.5 78.8 52.9 34.2 55.23
H % 3.47 5.08 2.95 3.46 4.35 0.25 4.76
O % 16.60 25.32 10.94 11.12 10.21 0.04 21.61
Silica % 7.58 39.1 52.8 50 53.96 57.48 16.3
I ron % 10.97 13.57 4.8 13.8 14.73 9.3 10.38
Alumina % 3.26 13.87 33.8 14.9 23.65 25.78 11.42
Potassium % 0.77 1.39 0.48 0.46 0.53 0.8 0.48
Sodium % 8.94 1.93 0.94 0.72 0.23 0.4 11.17
S % 4.65 0.11 0.2 5.33 0.3 0.08 4.72
N % 0.36 0.54 1.15 0.9 1.05 0.13 0.64GCV,kcal/ kg 3765 5835 5689 7940 5595 1988 5740
FUEL ANALYSES
Fuel Analyses of Various Coals

Fuel Analyses of Bio-mass Fuels
J ulia FloraBamboo
Dust
Eucaliptus
Dust
Eucaliptus
Bark
Paper
Sludge
Viscous
Paper
Sludge
Liquid Coffee Waste
Coff ee
Ground
Press
Cotton
Stalk
Moisture % 10.31 8.92 22.18 82.2 68.4 8.88
Ash Content % 1.15 2.1 28.95 1.68 0.3 1.38
Volatile Matter % 71.73 73.79 43.7 12.55 27.1 70.85
Fixed Carbon % 16.81 15.19 5.17 3.57 4.2 18.89
C % 49.50 34.23 26.61 16.01 14.95 21.86 8.92 20.50 8.80
H % 5.00 3.85 3.04 1.74 1.77 3.54 1.33 3.20 4.95
O % 33.29 27.18 23.49 15.36 8.49 23.34 0.71 6.48 35.24
Silica % 6.66 0.00 0.26 32.28 0.00 6.00
Chlorides % 0.05 0.34 0.07 0.07 0.22 <1 0.05 0.02
Potassium % 10.55 0.43 0.18 3.64 0.10 0.28 11.33
Sodium % 3.65 0.00 0.05 3.05 0.07 0.74 0.98
S % 0.15 0.08 0.01 0.00 0.49 0.06 0.15 0.02 0.18
N % 0.60 0.35 0.13 0.09 1.43 0.07 0.71 1.10 0.65GCV,kcal/ kg 4393 3185.70 2467 3634 1496.40 2806 3865 5300 4239
FUEL ANALYSES

HOPPER BOTTOM DESIGN
# Unique design of B&W (Developed for effluent /MDF firing ) which can handle the difficult , agglomerating fuels.
# Allowing uniform draining of agglomerate / clinkers through hopper bottom.
# Ease on multiple fuel firing through over bed . # At JOCIL - 30 tph boiler in operation since- # Performance on the rice husk and combination fi ring
with various bio-mass fuels , observed to be quite satisfactory with very good reliability on operation.
# Efficiency on rice husk achieved 84 % (against 82 % committed)
# For firing rice husk , coal and other bio-mass such as cotton stalk, chilly stalk ,having high alkalis in fuel ash.( 15 to 40 %)

HOPPER BOTTOM DESIGN


BIOMASS POWER - JOCILOPEN HOPPER BOTTOM AFBC BOILER
• Capacity - 30 tph, 66kg cm2g, 485 Deg C,r 6MW• Design - Open Hopper Bottom Design • Fuels- Rice Husk, Cotton & Chilly Stalk, Juliflora etc.• Operational since February’2001.
FEATURES• Open Hopper Bottom - Babcock & Wilcox Unique Design
instead of conventional bed plate design.
• India’s First Multifuel biomass fired AFBC boiler designed to handle high alkali fuels.
• Easy control of bed chemistry ensures high availability and continues power generation
• Easy removal of agglomerates,large amount of stones and mud ensure trouble free operation round the year
• Separate bunkers & feeders for storing and feeding variety of fuels to meet any interruption in fuel availability.
• High fuel flexibility ensures cost effectiveness in power generation.
• Staggered air supply arrangement ensures complete combustion and high thermal efficiency.

ATMOSPHERIC FLUIDIZED BED BOILER• Capacity - 70 tph, 66kg cm2g, 485 Deg C for 15MW• Fuels Used : Rice Husk, Padthal, etc.
FEATURES• India’s First large capacity ricehusk / biomass fired boiler
designed to handle multiple biomass fuels with a provision for coal.
• Proper fluidization, less chances of clinker formation or local hot spots.
• Specially designed distributor plate - Babcock & Wilcox Design• Adequately sized bed drain system - Controls bed inventory that
ensures high availability and continues power generation• Easy removal of large amount of stones and mud ensure trouble
free operation round the year.• Separate bunkers & feeders for storing and feeding variety of
fuels to meet any interruption in fuel availability.• Staggered air supply arrangement ensures complete
combustion and high thermal efficiency.• Multiple fuel feeding arrangement (Overbed / Under bed options)
ensures operation round the year.
BIOMASS POWER - KHANNA PAPER

ATMOSPHERIC FLUIDIZED BED BOILER Capacity - 15 tph, 24 kgf/cm2, 223 deg.cel. Fuel - High moisture fuels such as
Spent Coffee Ground, Spent Tea Ground, Coconut shell , Coal
Fuel feed - Over bedPressure parts - No inbed surfaces Back End temperature - 140 deg CAir preheat temp - 320 deg CEfficiency - 62 %( 64%Moisture - M. loss alone -25%)Emissions - NOx- 300 ppm, CO- <100 ppm
DESIGN FOR FIRING IN VARIOUS COMBINATIONS SCG-85%M SCG-60%MSTG70%MCoalCoconut shell.
BIOMASS POWER-NESTLE NANGANGUD

B&W/ TBW IR-CFB technology

B&W/ TBW IR-CFB technology
# High combustion efficiency# Compact, economical design# Higher reliability & availability# Lower maintenance costs# Reduced erosion# Fuel flexibility# Low emissions# Lower plan area

EFB FEEDING AND FIRING ON OVERTHRUST GRATE

1. LOW CAPACITY PROCESS BOILERS - UP 10 TPH -
BY PROCESS HEAT DIVISION.
2. MEDIUM CAPACITY BOILERS - 10 TPH TO 30 TPH
BY ENERGY SYSTEM DIVISIONDIVISION.
3. LARGE CAPACITY BOILERS- 30 TPH AND ABOVE
BY THERMAX BABCOCK & WILCOX LTD
EXECUTED MORE THAN
900 FLUID BED BOILERS
FLUID BED - EXPERIENCE of THERMAX

TBW TRAVAGRATE SPREADER STOKER
Catenary DesignCatenary DesignProvides automatic take-up or tensioning of grate Provides automatic take-up or tensioning of grate chains.chains.External shaft adjustments not required.External shaft adjustments not required.
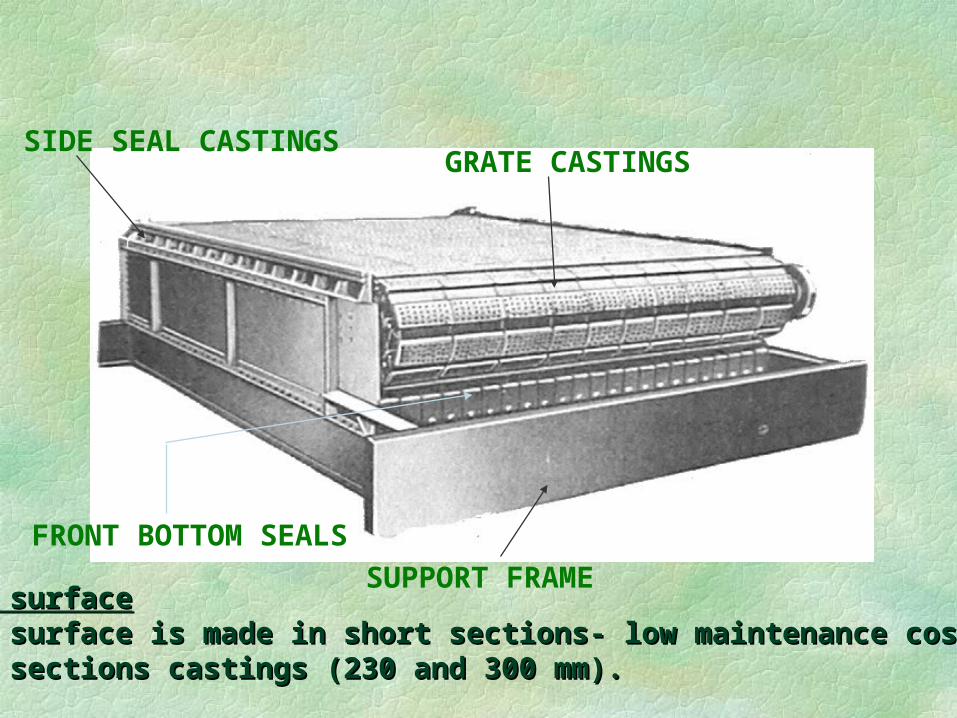
SUPPORT FRAME
SIDE SEAL CASTINGSGRATE CASTINGS
FRONT BOTTOM SEALS
Grate surfaceGrate surfaceGrate surface is made in short sections- low maintenance cost Grate surface is made in short sections- low maintenance cost Small sections castings (230 and 300 mm).Small sections castings (230 and 300 mm).

1 X 105 TPH, INDONESIAN COAL FIRED TRAVELLING GRATE BOILER
JGC A/c Riotuba Nickel Project (Palwan Phillipines)
1. LOW CAPACITY PROCESS BOILERS - UP 10 TPH -
BY PROCESS HEAT DIVISION.
2. MEDIUM CAPACITY BOILERS - 10 TPH TO 30 TPH
BY ENERGY SYSTEM DIVISIONDIVISION.
3. LARGE CAPACITY BOILERS- 30 TPH AND ABOVE
BY THERMAX BABCOCK & WILCOX LTD
EXECUTED MORE THAN
900 FLUID BED BOILERS
FLUID BED - EXPERIENCE

Talcher Coal High Alfa Quartz Content - Very Erosive Ash 1 x 60 TPH Boiler in operation since 1996 at J K Corporation Raigada Orissa.2 X 110 TPH Boilers in operation at Paradeep Orissa for Oswal Chemicals & Fertilizers. ( 55 MW CPP)2 x 65 TPH, 93 ata under Commissioning for 1 x 30 MW CPP at Nava Bharat Ferro Alloys Ltd.
Washery middlings Very High ash Content ( >60%)2 x 95 TPH Boilers are in operation since 1998 at L&T Awarpur Cement Plant ( 2 x 23 MW CPP) at Chandrapur
Grade C to F coal Wide range of Calorific value and Ash content1 x 110 TPH Boiler in operation since 2000 at Usha Martin through L&T (25 MW CPP) - at Jamashedpur1 x 100 TPH, 105 ata at Karnool AP for Sri Rayalseema Allied & Chemicals Ltd. (25 MW) under execution
EXPERIENCE ON MULTIFUELS
Kutch / Rajasthan Lignite Slagging & Fouling nature of Ash• 1 x 90 TPH, 105 ata Pressure Boiler is in operation since 1998 at
GHCL Veraval Gujarat
• 1 x 47 TPH, 47 Ksca, Boiler under commissioning at Nova Petro Chemicals Limited, Ahmedabad.
• 1 x 70 TPH, 66 kg/cm2(g), Boiler in operation since 2002 at M/S Khanna Paper Mills, Amritsar, Punjab.
• 2 x 80 TPH, 64 kg/cm2(g), Boilers in operation since 2002 at M/S Shree cements limited, Beawar, Rajasthan.
• 1 x 48 TPH, 66 Ksca, Boiler under commissioning at M/S Sangam Spinners, Rajasthan.
EXPERIENCE ON LIGNITE

Petcoke Very high Sulfur >6% & very low ash <1%, High carbon content1. 2 x 80 TPH Petcoke & coal fired Boilers already commissioned Shree Cement at Beawar, Rajashthan2. 1 x 70 TPH, Pet coke, Lignite fired boiler in operation since 2002
at Khanna paper mills, Amritsar, Punjab.3. 1 X 47 TPH lignite, coal and Petcoke fired under operation at Nova
Petro Chemicals Ahmedabad.4. 1 x 48 TPH coal and Petcoke fired boiler under commissioing
at Sangam Spinners, Bhilwara,Rajasthan5. 1 x 50 TPH rice husk, coal and Petcoke fired Boiler under execution
for Chaddha Paper, Rampur UP6. 2 x 45 TPH, Imported coal, Rice husk and Petcoke fired under
execution for Gujarat Ambuja Cement (Ropar unit)7. 1 x 100 TPH, Pet coke, Lignite, Paper sludge and plastic waste fired
boiler is under execution at Khanna paper mills, Amritsar, Punjab.
EXPERIENCE ON PET COKE
Rice Husk Agro waste fuel
1 x 70 TPH Rice Husk fired Boiler at Khanna Paper Amritsar
1 x 35 TPH Rice Husk and coal fired boiler at JCT Ltd. Phagwara
1 x 30 TPH Boiler in operation since 2001at Dokiparru AP for Jocil Ltd
1 x 35 TPH Boiler in operation since 2003 at Saro Power Ltd. AP
EXPERIENCE ON AGRO WASTE
Biomass Juli Flora, Cotton stalk, Coconut Shell, Mustered Husk, etc
1 x 30 TPH Boiler in operation since 2001at Dokiparru AP for Jocil Ltd
1 x 35 TPH Boiler in operation since 2003 at Saro Power Ltd. AP
Coffee Ground Very high moisture- > 85%1 x 18 TPH Boiler in operation for > 5 years at Nestle Ltd, Nanjangud, Karnataka1 x 15 TPH Boiler under execution for Nestle (Quality Coffee Thailand)1 x 17 TPH Boiler under execution for Nestle - Russia
EXPERIENCE ON BIOMASS
Biomass Julia Flora, Cotton stalk, Coconut Shell, Mustered Husk, etc
1 x 30 TPH Boiler in operation since 2001at Dokiparru AP for Jocil Ltd
1 x 35 TPH Boiler in operation since 2003 at Saro Power Ltd. AP
1 x 85 TPH, 87 ata, coal and Char Fired AFBC boiler for Bhushan Steels Orissa
1 x 100 TPH, Pet coke, Lignite, Paper sludge and plastic waste fired boiler is under execution at Khanna paper mills, Amritsar, Punjab.
Coffee Ground Very high moisture- > 85%
1 x 17 TPH Boiler under execution for Nestle - Russia
EXPERIENCE ON HOPPER BOTTOM FLUID BED

Steel Industry
1 X 110 TPH, 66 kg/cm2(g) Boiler in operation at M/S Usha Martin Industries Limited, Jamshedpur. ( 25 MW CPP)
2 X 110 TPH, 66 kg/cm2(g) Boilers in operation at Paradeep Orissa for Oswal Chemicals & Fertilizers. ( 55 MW CPP)
2 x 65 TPH, 93 ata boilers in operation at Nava Bharat Ferro Alloys Ltd. (30 MW CPP)
1 x 85 TPH, 87 ata Hopper bottom design, coal and Char Fired AFBC boiler for Bhushan Steels Orissa
EXPERIENCE IN STEEL INDUSTRY

TBW’s Experience -CFBC Boiler Technology in India.
B&W Design Internal Re-circulation CFB Boiler with SS U beams as B&W Design Internal Re-circulation CFB Boiler with SS U beams as primary solids separator. primary solids separator.
1 x 105 TPH, 67 ata 480°C high ash coal fired CFB boiler at Kanoria 1 x 105 TPH, 67 ata 480°C high ash coal fired CFB boiler at Kanoria Chemicals Renukoot UP. In operation since 1997.Chemicals Renukoot UP. In operation since 1997.