to calculate the water used ratio in bottle
TRANSCRIPT


MONITOR THE WATER USED RATIO IN BOTTLE WASHER AND SUGGEST THE
MOST APPROPRIATE METHOD FOR TREATMENT OF REJECTED WATER.
Rabia Ijaz
Department: Supply Chain (QA)

Contents• Water sources• Equipment involve• Bottle washer system detail
• Bottle pockets• Capacity• Jets• Pumps• Strainers• Sensors• Emergency button • Water heat source
• Process Description• Operating conditions for bottle washer systems• Caustic consumption in bottle washer• Caustic concentration in rejected water• Calculation of Water used ratio in Bottle Washer System• Bottle analysis• Reasons of breakdown• Faults in bottle washer• Dirty empty• Methods for treatment of bottle Washer rejected water• Observations and suggestion• Specification sheet
Water sources for bottle washer
• Soft water• Treated water

Equipment involved in bottle washing process:
• Softener tank• Reverse Osmosis (RO) system• Bottle washer
• Pre-rinse tank• Caustic tank 1• Caustic tank 2• Final rinse tank

Detail of bottle washer system:• Time requires to wash one bottle= 40 minutes• 1/3 water fills in tank.• Acceptable caustic addition is 3.5%.• Bright wash acceptable addition is up to 0.3 ppm.

Capacity of Bottle washers• Capacity of washer system 1:
• Capacity of washer system 2:
Tank Capacity Tank 1 10800 LTank 2 10800 LTank 3 24500 LTank 4 21800 L
Tank Capacity Tank 1 14000 LTank 2 14000 LTank 3 28000 LTank 4 26000 L

Bottles wash per minute:
Frequency Bottle wash per minute in washer 1
42 480
Frequency Bottle wash per minute in washer 2
41 600
Continued…• Bottle Pockets:• Line 2:• 40 bottle pockets in one lift & total 425 lifts and 90 lifts are
empty (down)• Line 1• 32 bottle pockets in one lift & total 425 lifts and 90 lifts are
empty (down)• Bottle pocket capacity:• Line 1 bottle pocket capacity is 250 ml or 1 liter.• Line 2 bottle pocket capacity is 250 ml 0r less.

Jets:• There are total 60 jets in bottle washer system.• 37 jets on washer 2 and 23 jets on washer 1• Location of washer 2 jets:
• Soft water has 4 jets below and 3 jets above.• Warm water has 4 jets below and 3 jets above.• Hot water has 4 jets below and 3 jets above.• Caustic tank 1 has 6 jets (below).• Caustic tank 2 has 6 jets (below).• Pre- rinse has 3 jets (below)• Treated water has 1 jet.
• Each jet in washer 2 has 40 nipples (nozzles).• Jet Length=13 ft• Nozzle diameter= 1.5 mm

Continued…• Location of washer 1 jets:• Soft water has 3 jets below and 1 jet above.• Warm water has 3 jets below and 2 jets above.• Hot water has 3 jets below and 2 jets above.• Caustic tank 3 has 6 jets• Pre-rinse has 2 jets (below).• Treated water has 1 jet (below)• Each jet in washer 1 has 16 nipples (nozzles).• • Jet Length=9.5 ft• Nozzle diameter= 1.5 mm

Pumps:• There are total 7 pumps in bottle washer system (3 in washer
system 1 & 4 in washer system 2).• Location for washer system 1:
• Each after:• Caustic tank• Hot water• Warm water
• Location for washer system 2:• Each after:• Caustic tank 1• Caustic tank 2• Hot water• Warm water
• All pumps are of 750 hp
Strainers:• There are total 7 strainers in bottle washer system (3
strainers in washer 1 & 4 strainers in washer 2).• Location:
• Each after:• Warm water pump• Hot water pump• Caustic tank 1 pump• Caustic Tank 2 pump
• The main purpose of all the strainers is to avoid the entrance of impurities or glass piece in the washer.

Sensors:• There are total 7 sensors.• Location:
• 3 on RO plant, 3 on bottle washer & 1 on soft water plant
• RO PLANT: • After:
• First cartridge filter• Second cartridge filter• Pump
• These sensors regulate the flow of water.• SOFT WATER TANK:
• This sensor sense level of water • 95% is desirable level if below then sensor runs.
• BOTTLE WASHER:• 1 for tread water, 1 for soft water & 1 for automatic machine

• Emergency button:• Line 1:
• 1 brake
• Line 2:• 2 emergency buttons
• Water heating source:• Steam from boiler and heating coils are also used to heat up water
in bottle washer.

Process Description• In order to have an efficient washing process, several
factors must be controlled in the bottle washing operation:• Adequate concentration of sterilizing and detergent agents; • Proper composition of the agents; • Adequate temperature of the washing solution; • Sufficient exposure time of the bottles to the washing and sterilizing
agents; • Proper rinsing water; and • Proper maintenance of the bottle-washing equipment.



Operating conditions for Bottle Washer 1 and 2
• Setting points on pressure gauges:
• Temperature ranges in Bottle Washer System:
Location of gauges Pressure (psi)Pre rinse jetting (not in use) ---Caustic jetting 1 2 to 2.5Caustic jetting 2 1.5Soft water jetting 1
Tank Temperature (0C)
Pre- rinse 45-55 0C
Caustic 1 60-65 0C
Caustic 2 75-80 0C
Final rinse 45-60 0C

• Temperature Setting points in Bottle Washer System:
• Concentration of caustic in tanks:
Tank Temperature (0C)Pre- rinse 55 0CCaustic 1 65 0CCaustic 2 75 0CFinal rinse 45 0C
Tanks Caustic concentration (%)
Pre- rinse 0.5-2
Caustic 1 1-1.5
Caustic 2 2-3
Final rinse Make up

Caustic consumption in bottle washer system
• Caustic is in dozed in almost in all the three shifts depending upon its requirement.
• Bottle washer 1• Almost 1740 kg caustic is consumed daily in bottle washing
process.
• Bottle washer 2:• Almost 1309 kg caustic is consumed daily in bottle washing
process.
• It is calculates by taking average of caustic amount used in one month.

Concentration of caustic in rejected water:• It is calculated by titration method. Rejected water containing some amount of caustic is titrated
with sulphuric acid and used phenolphthalein as indicator. Take 100 mL (0.1 L) of rejected water sample.
• Bottle Washer 1:• H2SO4= 0.01 N
• Volume of H2SO4 used = 1.3mL= 0.0013L
• Moles of H2SO4 = 0.0013L * 0.01N/1L = 0.000013 N
• Moles of NAOH= 0.000013* 2moles of NAOH/1 mole of H2SO4 = 0.000026 N
• Concentration of NAOH in rejected water of bottle washer 1= 0.000026/0.1 L• = 0.00026 N
• Bottle washer 2:• H2SO4= 0.02 N
• Volume of H2SO4 used = 1.2mL= 0.0012L
• Moles of H2SO4 = 0.0012L * 0.02N/1L = 0.000024 N
• Moles of NAOH= 0.000024* 2 moles of NAOH/1 mole of H2SO4 = 0.000048 N
• Concentration of NAOH in rejected water of bottle washer 2= 0.000048/0.1 L• = 0.00048 N
• The above analysis shows that amount of caustic in rejected water is negligible.
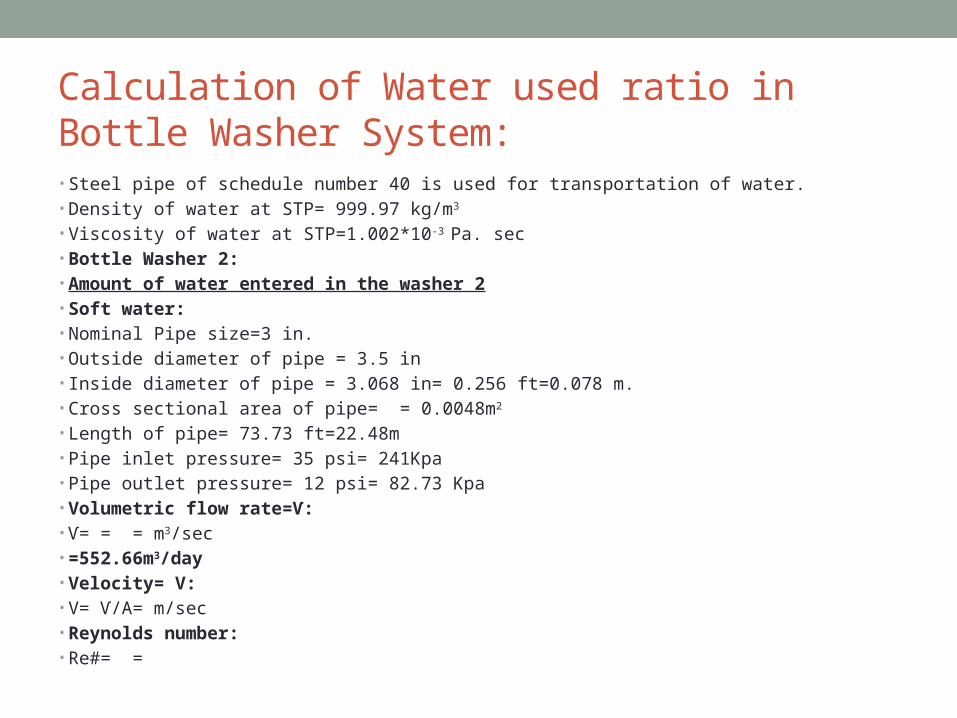
Calculation of Water used ratio in Bottle Washer System:• Steel pipe of schedule number 40 is used for transportation of water.• Density of water at STP= 999.97 kg/m3
• Viscosity of water at STP=1.002*10-3 Pa. sec• Bottle Washer 2:• Amount of water entered in the washer 2• Soft water:• Nominal Pipe size=3 in.• Outside diameter of pipe = 3.5 in• Inside diameter of pipe = 3.068 in= 0.256 ft=0.078 m.• Cross sectional area of pipe= = 0.0048m2
• Length of pipe= 73.73 ft=22.48m• Pipe inlet pressure= 35 psi= 241Kpa• Pipe outlet pressure= 12 psi= 82.73 Kpa• Volumetric flow rate=Ѵ:• Ѵ= = = m3/sec• =552.66m3/day• Velocity= V:• V= Ѵ/A= m/sec• Reynolds number:• Re#= =

• Treated water:• Nominal Pipe size=1 in.• Outside diameter of pipe = 1.32 in• Inside diameter of pipe = 1.049 in= 0.0266 m• Cross sectional area of pipe= = 0.00056 m2
• Length of pipe= 72.31 ft= 22.045 m• Pipe inlet pressure= 35 psi= 241Kpa• Pipe outlet pressure= 1 bar= 100 Kpa• Volumetric flow rate=Ѵ:• Ѵ= = = m3/sec• =6.77 m3/day• Velocity= V:• V= Ѵ/A= m/sec• Reynolds number:• Re#= = • Amount of water Rejected from Bottle washer 2:• It is calculated by taking rejected water sample form washer 2 for 5 seconds & then
calculated rejected water flow rate for one day.• Amount of water Rejected from Bottle washer 2= 493714 L/day = 493.71 m3/day


Bottle Washer 1:• Amount of water entered in the washer 1• Soft water:
• Nominal Pipe size=3 in.• Outside diameter of pipe = 3.5 in• Inside diameter of pipe = 3.068 in= 0.078m• Cross sectional area of pipe= = 0.0148m2
• Length of pipe= 182.23 ft=55.55 m• Pipe inlet pressure= 35 psi=241Kpa• Pipe outlet pressure= 10 psi=68.94 Kpa
• Volumetric flow rate=Ѵ:• Ѵ= = = m3/sec• = 262.16 m3/day
• Velocity= V:• V= Ѵ/A= .203m/sec𝟎
• Reynolds number:• Re#= =

• Treated water:• Nominal Pipe size=1 in.• Outside diameter of pipe = 1.32 in• Inside diameter of pipe = 1.049 in= 0.0266 m• Cross sectional area of pipe= = 0.00056 m2
• Length of pipe= 119.49 ft= 36.42 m• Pipe inlet pressure= 35 psi= 241Kpa• Pipe outlet pressure= 0.8 bar= 80 Kpa• Volumetric flow rate=Ѵ:• Ѵ= = = m3/sec• =4.68 m3/day• Velocity= V:• V= Ѵ/A= m/sec• Reynolds number:• Re#= = • Amount of water Rejected from Bottle washer 1:• It is calculated by taking rejected water sample form washer 1 for 5 seconds &
then calculate rejected water flow rate for one day.• Amount of water Rejected from Bottle washer 1= 230400 L/day= 230.4 m3/day


Bottle Analysis• There are two types of tests that are performed to monitor
washing quality:• Caustic Residual Test• Methylene Blue Test

Reasons of brake on Bottle Washer:• Pump repairing required• Steam pressure down• Low level of caustic• Low water pressure in jets• If load empty on conveyor.

Faults in bottle washer:
• Operational faults• Equipment faults

Dirty Empty• Main reasons of Dirty Empty:
• Dirty empty from market• Distributor negligence
• Control of Dirty Empty:• Inform people about use of empty bottles that these bottles are
used only for soft drinks, not other purposes.• Distributor is responsible for taking clean bottles.

Methods for treatment of bottle Washer rejected water• Average characteristics of the final bottle wash rinse
were as follows: • Turbidity ---Extreme• COD ---Extreme• TSS ---Extreme• TS ---Extreme• Electrical conductivity ---Extreme•
• The results of the treatability tests showed that the final rinse water can be used in the pre-rinse and pre-washing after removing the totality of the suspended solids, 80% of the COD and 75% of the dissolved solids.

Technologies for treatment of Bottle Washer System• Filtration• Reverse osmosis• Adsorption• Ion exchange• The installation of these treatment techniques in the
industry would decrease bottle washing water consumption by 50%.

• Depending upon Bottle washer rejected water analysis and economic conditions; Ions exchange (water softener) method is suitable for treatment of rejected water.

• For bottle washer 1, water recover rate:• At a designed recovery rate of 80%, the IE system will recover
184.32 m3/d of water that can be reused back to the bottle washer
• For bottle washer 2, water recover rate:
• At a designed recovery rate of 80%, the IE system will recover 394.96 m3/d of water that can be reused back to the bottle washer

Cost:
• The cost for a typical ion exchange system ranges from $0.08 ($0.21 per 1,000 liters ($0.30 to $0.80 per 1,000 gallons) treated. Key cost factors include:• Pretreatment requirements. • Discharge requirements and resin utilization. • Regenerate used and efficiency.

Specification sheetParameters Bottle
Washer 1Bottle washer 2
Bottle pockets 32 in one lift 40 in one lift
Bottle pocket capacity 250 mL or 1 liter
250mL or less
Strainers 3 4
Sensors 3 3
Emergency button 1 brake 2
Number of Jets 23 37
Length of Jets 9.5 ft 13 ft
Number of nozzles on one Jet 16 40
Diameter of nozzle 1.5mm 1.5mm
NaOH conc. In Rejected water 0.00026N 0.00048N
SOFT WATER PIPE SPECIFICATIONSNominal Pipe size 3 in. 3 in.
Outside diameter 3.5 in. 3.5 in.
Inside diameter 3.068 in. 3.068 in.
Pipe inlet pressure 35 psi 35 psi
Pipe outlet pressure 10psi 12psi
Length 182.23ft 73.73 ft
Area 0.0048 m2 0.0048 m2
Volumetric flow rate 262.16m3/day 552.66m3/day
Velocity 0.203 m/s 1.34 m/s
Reynolds number 15779 104479

Continued…..TREATED WATER PIPE SPECIFICATIONS
Nominal Pipe size 1 in. 1 in.
Outside diameter 1.32 in. 1.32 in.
Inside diameter 1.049 in. 1.049 in.
Pipe inlet pressure 35 psi 35 psi
Pipe outlet pressure 0.8 Bar 1 Bar
Length 119.49ft 72.31ft
Area 0.00056 m2 0.00056 m2
Volumetric flow rate 4.68 m3/day 6.77 m3/day
Velocity 0.096 m/s 0.139 m/s
Reynolds number 2559 3697
Amount of Rejected Water 230.4m3/day 493.71m3/day

Observations & suggestion:
• The characteristics of caustic soda in terms of pH, TDS, COD, color and conductivity in the different soaking compartments of the bottle washer vary with length of production time. Generally, as production time increases, the strength of caustic as waste also increases.
• The final rinse effluent can be purified for reuse in bottle washing units are by ion exchange method.• Treatment of rinse water by ion exchange recovers only
water.
