trabajo finalllllllllllllllll-marco
TRANSCRIPT

PROCESOS, PROGRAMAS Y PARAMETROS DE FABRICACION EN VILLAVICENCIO
PLASTICO S.A.
MIGUEL ENRIQUE VACA CARVAJAL
MARCO ANTONIO PEÑA CUBILLOS
ING. RAMIRO POLANCO
DISTRIBUCION EN PLANTA
CORPORACION UNIVERSITARIA DEL META
VILLAVICENCIO – META
2015

CONTENIDO
TABLA DE ILUSTRACIONES.......................................................................................................... 3
CONTEXTO ................................................................................................................................ 4
DEFINICION DEL PROBLEMA....................................................................................................... 6
ANALISIS DEL PROBLEMA ........................................................................................................... 6
DISEÑO DE PRODUCTOS ............................................................................................................ 7
DISEÑO DE PROCESO ................................................................................................................10
Información Básica ......................................................................................................19
Información Adicional..................................................................................................19
Descripción de Producto.............................................................................................20
DISEÑO DE PROGRAMAS...........................................................................................................24
CALCULOS ................................................................................................................................26
DISEÑO DE PLANTA ..................................................................................................................30
CLASIFICACION DE LOS DEPARTAMENTOS DE PLANIFICACION ....................................................34
GLOSARIO ................................................................................................................................35

TABLA DE ILUSTRACIONES
Ilustración 1- Lampara cucharas cortesia de Studio Verissimo ................................... 7
Ilustración 2- Lampara con botellas cortesia adorepics.com ........................................ 9
Ilustración 3- Proceso de Fabricacion Lampara #1 ......................................................11
Ilustración 4- Proceso de fabricacion Lampara #2 .......................................................11
Ilustración 5- Pasos de Fabricacion con imagenes. Lampara #1 ..............................12
Ilustración 6- Red de proceso para Lampara #1...........................................................13
Ilustración 7- Pasos de Fabricacion con imagenes. Lampara #2 ..............................14
Ilustración 8- Red de proceso para Lampara #2...........................................................14
Ilustración 9- LAVADORA Y TRITURADORA DE PLÁSTICO MT-500E..................19
Ilustración 10- Flotador Separador..................................................................................21
Ilustración 11- Caracteristicas generales Separador ...................................................21
Ilustración 12- Dibujo tecnico del separador .................................................................22
Ilustración 13- Inyectora D-12SV.....................................................................................23

CONTEXTO
VILLAVICENCIO PLASTICO S.A. es una idea de negocio proyectada en la ciudad
de Villavicencio, la cual inicio como una idea de proyecto de grado que ha ido
evolucionando como un modelo viable de negocio el cual está dedicado a la
trasformación de termoplásticos en elementos decorativos para el hogar, con tres
variedades iniciales de productos, los cuales son: lámparas, portarretratos y
portavasos. Por ahora solo abordaremos la fabricación de las lámparas ya que
según las encuestas es el producto con mayores probabilidades de venta. Su
mecanismo de distribución es la tienda oficial.
Se puede proyectar con una posición buena en el mercado gracias a la innovadora
propuesta, que radica en el material de diseño y además el descuento por reciclar.
Que posicionan a VILLAVICENCIO PLASTICO S.A. como una empresa líder y
pionera en el mercado ecológico de la región, que busca crecer como compañía al
mismo tiempo que se incentiva y concientiza a las personas a reciclar.
OBJETO SOCIAL
Creamos estrategias de negocios que incluyan el uso de materiales reciclables,
especialmente el plástico como materia prima esencial; integrando al consumidor
dentro de un sistema donde se le puedan impartir conocimientos y hábitos
respectivos al cuidado ambiental, y así mismo exista un modelo de empresa que
progrese vinculando ambas variables, economía y conciencia ambiental.
POLITICAS BASICAS
El horario de trabajo en el área de producción es de 8:00 a.m. a 5:30 p.m. en
el área de producción. Dentro de éste se cuenta con un horario de comida, y
se trabaja de lunes a viernes.
El horario de ventas es de 10:00 a.m. a 8:00 p.m. de lunes a domingo.
En cuanto al pago puede ser en efectivo y tarjeta, una parte del producto
puede ser pagada con reciclaje ya sea tomado como monto de descuento o
porcentaje.

Se tiene prohibido fumar en cualquier área de la empresa.
Es necesario tener la máxima higiene dentro de la empresa.
MISION
Innovar y crear diferentes diseños de elementos decorativos de hogar tomando
como base las propiedades de los plásticos, poniendo estos productos a disposición
de la ciudadanía e integrar su participación dentro la cultura del reciclaje.
VISION
Consolidarse como una empresa líder a nivel nacional dentro de esta área y mitigar
el impacto ambiental causado por los residuos sólidos con la participación de los
consumidores.
PROBLEMÁTICA INICIAL
Todas o casi todas las personas a nivel mundial somos conscientes del impacto de
estos residuos en el medio ambiente y de las graves repercusiones al ecosistema.
Todos hemos escuchado noticias sobre la contaminación, hemos visto cantidad de
documentales que evidencian las consecuencias del mal manejo de estos residuos
en el medio ambiente e incluso casi todos somos conscientes de la importancia del
reciclaje, con el fin de separar los residuos según el tipo y así las entidades
sanitarias locales le puedan dar un mejor tratamiento que no impacte el medio. Pero
a pesar de que todos o casi todos tengamos conocimientos sobre el tema, muy
pocos o casi ninguno tiene la disciplina de darle una adecuada separación y uso a
estos residuos. Pienso que el principal problema es de conciencia y de buenos
hábitos en este tema, las personas ya sabemos sobre el reciclaje pero no somos
realmente conscientes ni tenemos la disciplina para generar hábitos que nos
permitan ser parte de este proceso para mitigar el impacto ambiental, estos hábitos
son muy sencillos y muy eficientes, estoy seguro que si todos los tuviéramos, se
podría establecer una mejor calidad de vida. Pero para eso se necesita lograr un
impacto social que permita colectivizar el reciclaje como tendencia. ¿Cómo lograrlo?
DEFINICION DEL PROBLEMA
El objetivo de este informe es establecer los diferentes parámetros y componentes
de los procesos y distribución de planta que facilite la mejora continua de la
organización. Haciendo principal énfasis en los métodos de recolección para que
sean eficientes, así como la separación de los diferentes polímeros, El diseño de la
nueva planta y mejor manipulación de los materiales.
ANALISIS DEL PROBLEMA
La distribución física y organización de los diferentes procesos dentro de la
compañía es un aspecto crucial que puede determinar su éxito. La elaboración de
productos mediante el reciclaje puede representar procesos extra a los que una
organización no recicladora podría enfrentar. Así que la adecuada planeación de
espacios y logística de procesos es crucial para la minimización de costos y
aumentar un margen de utilidades procurando mejorar siempre la calidad del
producto sin que por ser reciclado implique la mala imagen de las basuras.
Para lograr esto las principales actividades deben ser: El diseño del producto junto
con sus materiales requeridos y la especificación de las piezas, identificación de los
procesos junto con sus respectivas maquinas, estudio de los tiempos de fabricación
y distribución de planta, los programas de producción por producto y temporada, así
como también cálculos y diagramas de procesos. Esta empresa es una proyección
y por eso se apoya en algunas fuentes primarias y otras secundarias para la debida
recolección de datos sobre la manipulación de termoplásticos y el diseño de nuevos
elementos así como las herramientas y máquinas para la obtención de los mismos.

DISEÑO DE PRODUCTOS Los productos tecnificados son aquellos que se realizan con la ayuda de un operario
en una máquina que fabrique el producto. La intervención del operario es mínima.
El costo del tecnificado es más alto que el artesanal por el costo de maquinaria.
Lámpara #1
Las líneas se obtienen tras un proceso de
lavado y fundición hasta lograr varias líneas
trasparentes con las dimensiones
Dadas a continuación. Debe ser con
plástico PET o PEBD porque los otros no
conservan el tono como estos.
Esta lámpara consiste en dos
recubrimientos, ubicando líneas
trasparentes de 15 cm por 1cm en
estructura metálica de 27 cm de radio, se
repite la misma operación con las mismas
líneas de 20cm por 1cm pero en el arco de
20 cm de radio.
También puede hacerse esta lámpara con
el mango de los cubiertos traspartentes pero el acabado es mucho mejor cuando se
funde el polímero para dar unas líneas más largas y uniformes que le dan mejor
acabado.
El uso más recomendable es el de bombillas LED, es la mejor tecnología disponible,
no presenta riesgo para la salud, gastan unas 8 veces menos, tienen una vida útil
mucho mayor que cualquiera de las otras, su luz es más cálida y direccional, son
bastantes más caras (aunque actualmente han bajado mucho de precio), pero
debido a su larga duración y bajo consumo en verdad terminan resultando más
económicas. Las bombillas de bajo consumo tipo CFL (fluorescentes compactas)
fueron diseñadas para ahorrar energía en beneficio del medio ambiente. Sin
embargo, estas bombillas supuestamente “ecológicas” son una trampa mortal y
Ilustración 1- Lampara cucharas cortesia de Studio Verissimo
altamente contaminantes; tan es así, que pueden conllevar serios riesgos para la
salud. Si caen al suelo y se rompen, liberan mercurio, una de las sustancias más
tóxicas que existen para humanos y demás habitantes del planeta.1
Materiales
• Plástico reciclado PEBD o PET
• Aluminio
Partes
• Tiras plástico procesado 15 cm x 1cm x 0,7cm y 20 cm x 1cm x 0,7cm
• Estructura Metálica en Aluminio (radios 27cm y 20cm)
• Conexiones eléctricas
• Bombilla LED
(Ver anexo plano de partes)
Maquinaria
• Lavadora y trituradora Plástico MT-500E
• Separador Flotador para separar de PET, PEAD, PEBD y PP
• Planta de Fundición y Moldes. INYECTORA LIEN YU MODELO D-125SV
1 Luz tóxica, el lado oscuro de las bombillas de bajo consumo. RAUL MANNISE. 30/01/2013. Pagina Web http://ecocosas.com/documentales/luz-toxica/

Lámpara #2
El elemento básico de esta lámpara son las colas de botella las cuales se cortan y
se unen entre sí por las partes más planas. Pueden ser pintadas de color blanco o
el deseado, también puede dejarse trasparente o se alterna con los colores de los
plásticos habituales como el verde.
Esta opción es muy buena porque reduce el uso de las maquinas pero maximiza la
actividad del operario para las respectivas uniones de la lámpara.
Materiales
• Plástico reciclado PEBD o
PET
Partes
• Colas de botellas plásticas
• Ganchos de acople entre
botellas
• Conexiones eléctricas
• Bombilla LED
(No hay anexo de piezas porque
la pieza esta prediseñada)
Maquinaria
• Lavadora Plástico MT-500E
Ilustración 2- Lampara con botellas cortesia adorepics.com

DISEÑO DE PROCESO
¿QUÉ SE FABRICARA?
Lámparas de techo con iluminación en bombillos LED, basadas en plásticos
reciclados, para ambos procesos solicitamos la Lavadora, pero solo para uno se
necesita trituración, fundición y moldeo porque exige un proceso menos manual que
el otro.
¿QUÉ SE COMPRA?
Existe una alianza directa con los recicladores de la zona-------------, los
cuales entregan 200 kilogramos de plástico diariamente para la demanda
productiva de 4 lámparas diarias de ambos tipos.
Aluminio para la lámpara del primer tipo
Instalaciones eléctricas de lámparas colgantes
Bombillos LED
IDENTIFICACIÓN DEL TIPO DE PROCESO
El tipo de proceso realizado con ambas lámparas es una PROCESO LINEAL---
Cadena de montaje ya que hay una sucesión ordenada de puestos de trabajo y hay
siempre una etapa de montaje, se realiza mediante operaciones repetitivas y las
piezas se ensamblan.
Para el primer producto donde el proceso es más complejo y debe hacerse triturado,
fundición y moldeado entonces hablamos de un proceso en serie ya que es
intermitente y flexible, se realiza por montajes prediseñados.

PROCESO DE FABRICACIÓN
Ilustración 3- Proceso de Fabricación Lámpara #1
Ilustración 4- Proceso de fabricación Lámpara #2
Lavado de plasticos
Separacion de plasticos por densidades
Separar colores y elegir un tipo de plastico
segun acabado
Insertar lineas plasticas a la estructura y cierre de la
misma
Formar y Soldar estructura
metalica circular
Fundicion e inyeccion de plastico
Montaje de funcionamiento
electrico
Pruebas de funcionamiento y
calidad
Almacenamiento
Lavado de plasticos
Separacion de plasticos por tamaños y colores
Cortar botellasDar forma preliminar
Pintar piezas (opcional)
Unir piezas entre si con la
perforacion
Montaje sistema electrico
Pruebas de Calidad
Almacenamiento

TIEMPOS DE FABRICACIÓN
Lámpara #1
Ilustración 5- Pasos de Fabricación con imágenes. Lámpara #1
TIPO PROCESO UNID. PREC T.norm T.id MAQ. OPER.
A Lavado 5 - 40 30 XXX
B Separación 3 A 25 20 XXX
C Triturar 3 B 20 20 XXX
D Fundición y
molde
3 C 75 75 XXX
E Endurecer 3 D 20 20 XXX
F Montaje
estructura
1 - 15 10 XXXX
G Montaje piezas 1 E 20 15 XXXX
H Montaje
eléctrico
1 F 10 7 XXXX
I Soldar 1 G 8 6 XXXX
J Probar calidad 1 I 5 4 XXXX
Lavado Separacion Triturar
Fundicion y molde
Ordenar lineas
Montaje electrico
Probar Calidad

T.Normal = 198 minutos = 3horas y 13 minutos
T.Ideal = 175 minutos = 2 horas y 55 minutos
El tiempo óptimo de fabricación es de 2 horas y 55 minutos mientras que el real es
de 3 horas y 13 minutos, hay una pérdida de media hora por procesos ineficientes
que pueden mejorarse, los cuales son manuales y pueden reducirse con la
implementación de adecuadas técnicas de trabajo en el entorno laboral
A-B-C-D-E-G-I-J= 215 minutos RUTA CRITICA
F-H-G-I-J= 42 minutos
Holgura= 173 minutos
Lámpara #2
TIPO PROCESO UNID. PRECED T.norm Ideal MAQ. OPER.
A Lavado 3 - 40 30 Xxxxx
B Separación
color
2 A 15 10 Xxxxx
C Cortar 1 B 60 45 Xxxxx
D Pintar 1 B 60 50 Xxxxx
E Secado 1 D,C 30 30 XXXX
F Perforar 1 E 45 35 Xxxxx
G Unir – dar
forma
1 F 18 12 Xxxxx
H Montaje
eléctrico
1 G 12 8 Xxxxx
I Probar
Calidad
1 H 6 4 Xxxxx
A- 30 C-20
H-7
D-75
G-15
E-30 J-4
I-6
B-20
F (10)
Ilustración 6- Red de proceso para Lampara #1

T.normal = 226 minutos = 3horas y 46 minutos
T.ideal = 214 minutos = 3 horas y 34 minutos
Ilustración 7- Pasos de Fabricación con imágenes. Lámpara #2
El tiempo óptimo de fabricación es de 3 horas y 34 minutos mientras que el real es
de 3 horas y 46 minutos, hay una perdida poco significativa de 12 minutos debido a
procesos manuales ineficientes que pueden acelerarse, la mayoría son manuales y
pueden reducirse con la implementación de adecuadas técnicas de trabajo en el
entorno laboral
A-B-D-E-F-G-H-I= 179 RUTA CRITICA
A-B-C-E-F-G-H-I= 174 minutos Holgura= 5 minutos
Lavado Separacion colorCola
cortar
Pintar Perforar y
unirMontaje electrico
Probar Calidad
A- 30
C-45
H-8
D-50
G-12 E-30 F-35
I-4
B-10
Ilustración 8- Red de proceso para Lampara #2

DIAGRAMA DE PROCESO #1
PASO TIPO NOMBRE TIEMPO PIEZAS DESCRIPCION
A Lavado 30 1 Lavado en Maquina de la
materia prima sin
procesar
B Separación 20 1 Separar por densidades
las botellas según el tipo
de plástico PP, PET y PE
C Triturar 20 1 Trituración de un lote de
plástico de unas 100
botellas de un solo tipo
D Fundición y molde 75 1 Inyección de plástico en
molde correspondiente
adjunto a este trabajo
E Endurecer 20 1 Tiempo de espera para el
endurecimiento del
plástico
F Montaje estructura 10 2 Montar y soldar la
estructura metálica
G Montaje piezas 15 1 y 2 Unir las piezas ya secas
en la estructura
H Montaje eléctrico 7 3, 4 y 2 Poner en la estructura las
conexiones eléctricas
incluido bombillo
I Soldar 6 2 Cierre de la estructura
metálica
J Probar calidad 4 - Probar que la lámpara
funcione
adecuadamente.
Partes
• 1 Tiras plástico procesado 15 cm x 1cm x 0,7cm y 20 cm x 1cm x 0,7cm
• 2 Estructura Metálica en Aluminio (radios 27cm y 20cm)
• 3 Conexiones eléctricas
• 4 Bombilla LED
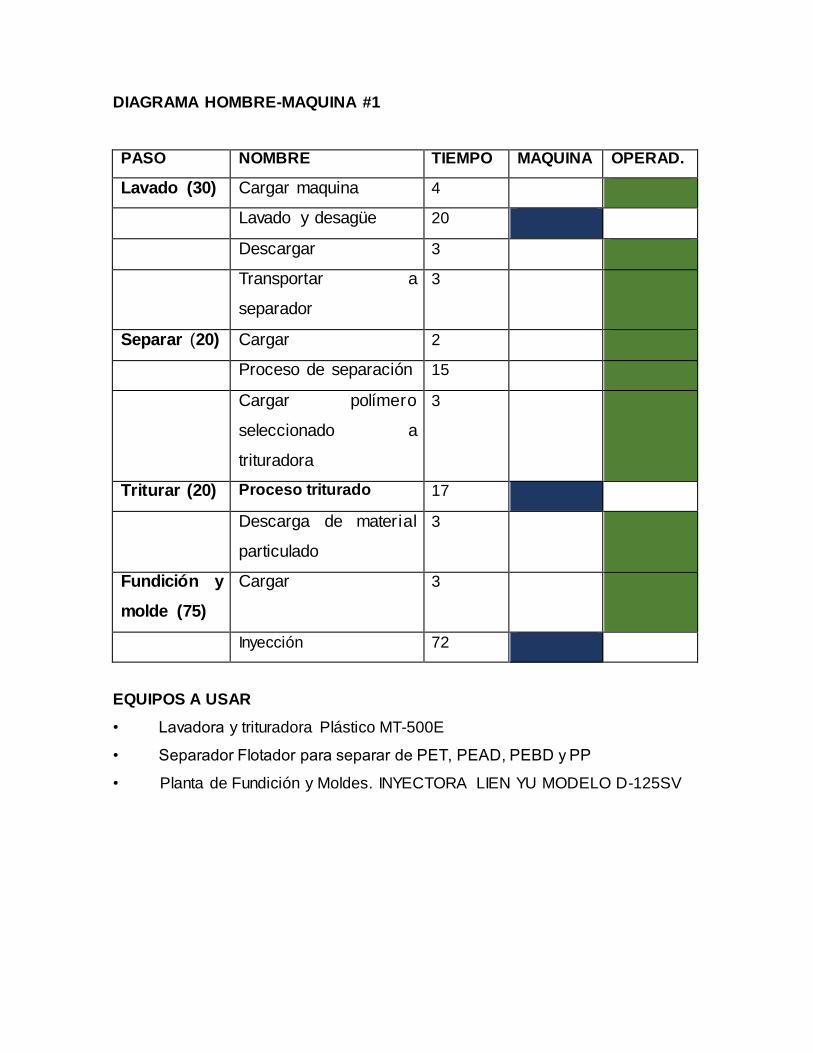
DIAGRAMA HOMBRE-MAQUINA #1
PASO NOMBRE TIEMPO MAQUINA OPERAD.
Lavado (30) Cargar maquina 4
Lavado y desagüe 20
Descargar 3
Transportar a
separador
3
Separar (20) Cargar 2
Proceso de separación 15
Cargar polímero
seleccionado a
trituradora
3
Triturar (20) Proceso triturado 17
Descarga de material
particulado
3
Fundición y
molde (75)
Cargar 3
Inyección 72
EQUIPOS A USAR
• Lavadora y trituradora Plástico MT-500E
• Separador Flotador para separar de PET, PEAD, PEBD y PP
• Planta de Fundición y Moldes. INYECTORA LIEN YU MODELO D-125SV

DIAGRAMA DE PROCESO #2
PASO TIPO NOMBRE TIEMPO PIEZAS DESCRIPCION
A Lavado 30 1 Lavado en Maquina de
la materia prima sin
procesar
B Separación color 10 1 Separar por
densidades las botellas
según el tipo de plástico
PP, PET y PE
C Cortar 45 1 Trituración de un lote
de plástico de unas 100
botellas de un solo tipo
D Pintar 50 1 Inyección de plástico en
molde correspondiente
adjunto a este trabajo
E Secado 30 1 Tiempo de espera para
el endurecimiento del
plástico
F Perforar 35 1 y 2 Montar y soldar la
estructura metálica
G Unir – dar forma 12 1 y 2 Unir las piezas ya
secas en la estructura
H Montaje eléctrico 8 1,2,3 y 4 Poner en la estructura
las conexiones
eléctricas incluido
bombillo
I Probar Calidad 4 - Cierre de la estructura
metálica
Partes
• 1 Colas de botellas plásticas
• 2 Ganchos de acople entre botellas
• 3 Conexiones eléctricas
• 4 Bombilla LED

DIAGRAMA HOMBRE-MAQUINA #2
PASO NOMBRE TIEMPO MAQUINA OPERAD.
Lavado (30) Cargar maquina 5
Lavado y desagüe
Descargar 5
Separación
(10)
Separar por color 10
Cortar (45) Cortar Botellas de color
escogido
45
Pintar (50) Llevar a zona de pintura 5
Pintas botellas
cortadas
45
Secado (30) Dejar secar 30
EQUIPOS A USAR
• Lavadora y trituradora Plástico MT-500E

LAVADORA Y TRITURADORA DE PLÁSTICO MT-500E
Ilustración 9- LAVADORA Y TRITURADORA DE PLÁSTICO MT-500E
Precio por Unidad: US $ 38000.0-52000.0 / Pieza
Cantidad Mínima: 1 Pieza
Términos Comerciales: FOB, CFR, EXW, CIF
Información Básica
No. de Modelo: MT-500E
Material procesado: Botella de
Plástico
Tornillo: Solo-Tornillo
Automatización: No Automatización
Computarizado: No informatizado
Certificación: SGS, CE
Información Adicional
Marca: Mooge Tech.
Embalaje: Film Stretch Packaging
Estándar: CE, SGS
Origen: Zhangjiagang, Jiangsu
Código del HS: 8477800000
Capacidad de Producción: 40
Sets/Year

Descripción de Producto
Económico Línea que se lava Tipo PET plástico especial
Introducción Material: embalado o botellas de PET sueltos
Tamaño del producto terminado: Menos de 16 mm o personalizada Propósito
de uso: Ser utilizado por 2-D, PSF 3-D, hilados de filamentos, correa de PET, PET
hoja o película de PET.
Observación: Podemos personalizar la línea de reciclaje de acuerdo con los
requerimientos del cliente.
Proceso de Producción 1. Etiqueta Separación - 2. Manual de Clasificación - 3.
Reducción de Tamaño - 4.1º
Lavado y separación por densidad - 5.1st fricción de lavado -
6. Lavado caliente - 7.2ND fricción de lavado - 8.2ND Lavado y Densidad
Separación
- 9. La humedad Extracción - 10. Producto Recogida
| Datos Técnicos |
Modelo: MT-500 Económico Capacidad Tipo
:> 500 kg por hora
Potencia instalada: 129.1KW + 60KW
uso Steam: Opcional suministro
agua: 5.3 Ton por hora
Manpower: 6-8 Persona
Tamaño de la línea estimado: (largo * ancho * altura): 59m * 4m * 3.5m 2
2 LAVADORA Y TRITURADORA DE PLÁSTICO MT-500E. Ficha técnica. Mooge Tech. Pagina Web http://es.made-in-china.com/co_moogetech/product_Plastic-Bottle-Recycling-of-PET-Washing-Machine_hruonhueg.html .
SEPARADOR FLOTADOR PARA
SEPARAR DE PET, PEAD, PEBD Y
PP

Ilustración 10- Flotador Separador
Precio FOB: US $ 10000-40000 / Set
Obtenga el Último Precio
Puerto: Shanghai or Ningbong
Capacidad de suministro: 10 Set/s
por Mes
Plazo de entrega: meses 3
Datos Básicos
Condición: Nuevo
Uso: pet pp pe separador de
polietileno de alta densidad
Grado automático: Automático
Capacidad de Producción: 3t/h
Lugar del origen: China (Continental)
Marca: jiianhao
Número de Modelo: cffl03
Voltaje: 380v
Energía (W): 5kw
Dimensión(L*W*H): 6600*2500*3600
Peso: 1t
Certificación: ce
Garantía: de un año
Servicio After-sales proporcionado:
Dirige disponible para mantener la
maquinaria en ultramar de
aceroinoxidable R&m fiabilidad y
facilidad de mantenimiento.
Ilustración 11- Caracteristicas generales Separador

Ilustración 12- Dibujo tecnico del separador
El fregadero- flotador separador se utiliza principalmente para el lavado y la
separación de los aplastado escamas de plástico( pet, ps, pe, abs, pp, etc) Según
diferentes densidades después de la adición de agua. La alta densidad del material
se hunden hasta el fondo, mientras que la baja densidad de material flota en la
superficie del agua, a fin de lograr el propósito de la separación.
1. BAJO CONSUMO DE AGUA, DE GRAN CAPACIDAD.
La mayoría de gama baja de la tanque de enjuague para confiar en grandes
cantidades de agua, consumen grandes cantidades de agua y
La capacidad de producción de 1 ton/hora. El fregadero- flotador separador con un
gran volumen, profunda- agua.
2. LA LIMPIEZA DE LA SEPARACIÓN Y AL MISMO TIEMPO, A FIN DE
MEJORAR LA EFICIENCIA DEL TRATAMIENTO.
Técnico de europa, la limpieza y la separación, de alta eficiencia de procesamiento,
el ahorro de los equipos La inversión y los costos de operación.
3. EQUIPO DE LA SERIE, PARA SATISFACER LOS DIFERENTES REQUISITOS
DE LOS CLIENTES.
De uno a uno la correspondencia de la pileta- flotador del tanque de capacidad de
procesamiento y el poder de la ruleta, Apoyar el uso de la producción para satisfacer
las diferentes necesidades del cliente.3
3 FREGADERO- FLOTADOR PARA SEPARADOR DE PET PP PE. Ficha técnica. Ji ianhao. Pagina Web http://spanish.alibaba.com/product-gs/sink-float-separator-for-pet-pp-pe-hdpe-ldpe-plastic-recycling-washing-line-803162741.html

INYECTORA LIEN YU MODELO D-125SV
Ilustración 13- Inyectora D-12SV
ESPECIFICACIONES TÉCNICAS:
PARAMETROS DETALLE Modelo D-
125SV
Potencia Total de Motores 15 Kw
Presión Hidráulica 140 BAR
Potencia Total Calefactora 6.5 Kw
N°.
Dimensiones 4.6 x. 1.2 x 1.68 LxAxH
Otras Dimensiones 600 X 600 mm
Peso 5600 Kg
Voltaje 220/3/60
De zonas de calefacción 3 + N
Noyos hidraulicos 2
Capacidad de Tanque Aceite 265 Lt
Servomotores Si
Iman de Tolva Si
Bases de Nivelación Si
Moldes Si
Control de Máquina Textos Español
Flujómetros 4
Bridas de fijación moldes 8
Caja Herramientas Si
Kit de repuestos Si
Puerta lado operario neumática No
Tipo de unidad cierre Rodillera
Apertura máximo 785 mm
Fuerza del expulsor 3.32 Ton
Tipo de Husillo Estándar
Diámetro del Husillo 40 mm
Relación L/D 20
Tipo de válvula no retorno
Volumen de inyección máximo 251
c3
Capacidad de inyección 226 gr.
Presión máxima de inyección 1680
BAR
Carrera del husillo 200 mm
Altura Máxima de Molde 430 mm
Distancia Entre Barras 410 x 410 mm

Diámetro de las Barras 70 mm
Recorrido de Extracción 0-110 mm4
DISEÑO DE PROGRAMAS
Programación de Producción:
PMP: 200Kg de Plástico para la producción de 4 lámparas diarias de ambos
Tipos teniendo en cuenta que la lámpara 1 requiere un proceso de fabricación más
Complejo podríamos decir que para la fabricación de una sola lámpara del producto
1 se requiere 35 Kg de plástico, 2 Kg de aluminio, 1 unidad de bombilla LED.
BOM:
Producto Inventario (Unidades) Tiempo de espera (Sem)
Final 0 2
A 0 3
B 0 1
C 0 2
D 0 2
4 INYECTORA LIEN YU MODELO D-125SV. Ficha técnica. Maquitec Andina S.A.. Pagina Web
http://www.maquitecandina.com/files/productos/pdf/123.pdf

Proyección de Producción:
Producto 1 2 3 4 5 6 7 8 9 10
1 necesidades brutas 80
entregas programadas
Saldo disponible proyectado 0 0 0 0 0 0 0 0 0 80
necesidades netas 80
entradas de pedidos planeadas 80
expedición de pedidos planeados 80
A necesidades brutas 80
entregas programadas
Saldo disponible proyectado 0 0 0 0 0 0 0 0 0 0
necesidades netas
entradas de pedidos planeadas
expedición de pedidos planeados
B necesidades brutas 480
entregas programadas
Saldo disponible proyectado 0 0 0 0 0 0 0 0
necesidades netas 480
entradas de pedidos planeadas 480
expedición de pedidos planeados 480
C necesidades brutas 4000
entregas programadas
Saldo disponible proyectado 0 0 0 0 0 0 0 0 0 0
necesidades netas 4000
entradas de pedidos planeadas 4000
expedición de pedidos planeados 4000
D necesidades brutas 160
entregas programadas
Saldo disponible proyectado 0 0 0 0 0 0 0 0 0 0
necesidades netas 160
entradas de pedidos planeadas 160
expedición de pedidos planeados 160
Horizonte de tiempo para la fabricación:
384.131 Habitantes tiene la ciudad de Villavicencio según el censo del 2005
suponiendo que 152,915 Habitantes son económicamente activos y 91.620 cuentan
con disponibilidad de energía eléctrica, se tuvo en cuenta para este estudio una
encuesta en la cual 400 personas participaron la cual arroja que al menos 100
Personas compraran este producto en el transcurso de las próximas 10 semanas.

Encuesta:
¿Compraría usted una lámpara hecha de plásticos reciclados, en especial si a
simple vista puede reconocerse su origen?
Pregunta Cantidad
Una vez en los próximos 7 días 15
Una vez en la vida 5
Lo compraría las próximas 2 semanas 40
Lo compraría las próximas 3 semanas 10
La otra semana 15
Dentro de un mes 15
No lo compraría 100
No sabe no responde 200
400
CALCULOS SCRAP:
Para fabricar la lámpara tipo 1 se necesitan 35 Kg de plástico, y requiere 3 procesos
“triturado, fundición y moldeado”, con estimaciones de desperdicio de “0.04, 0.03,
0.01”
35Kg= I3 (1-0.01) I3= 35.3535
35.3535=I2 (1-0.03) I2= 36.4469
36.4469=I1 (1-0.04) I1= 37.9655 o 38Kg
Para el producto 2 se necesitan 15 Kg de plástico, y requiere de “cortado, y
perforado”, con estimaciones de desperdicio de “0.05, 0.02”, teniendo en cuenta que
el proceso es manual los porcentajes de desperdicio se sacaron relativamente
aproximados
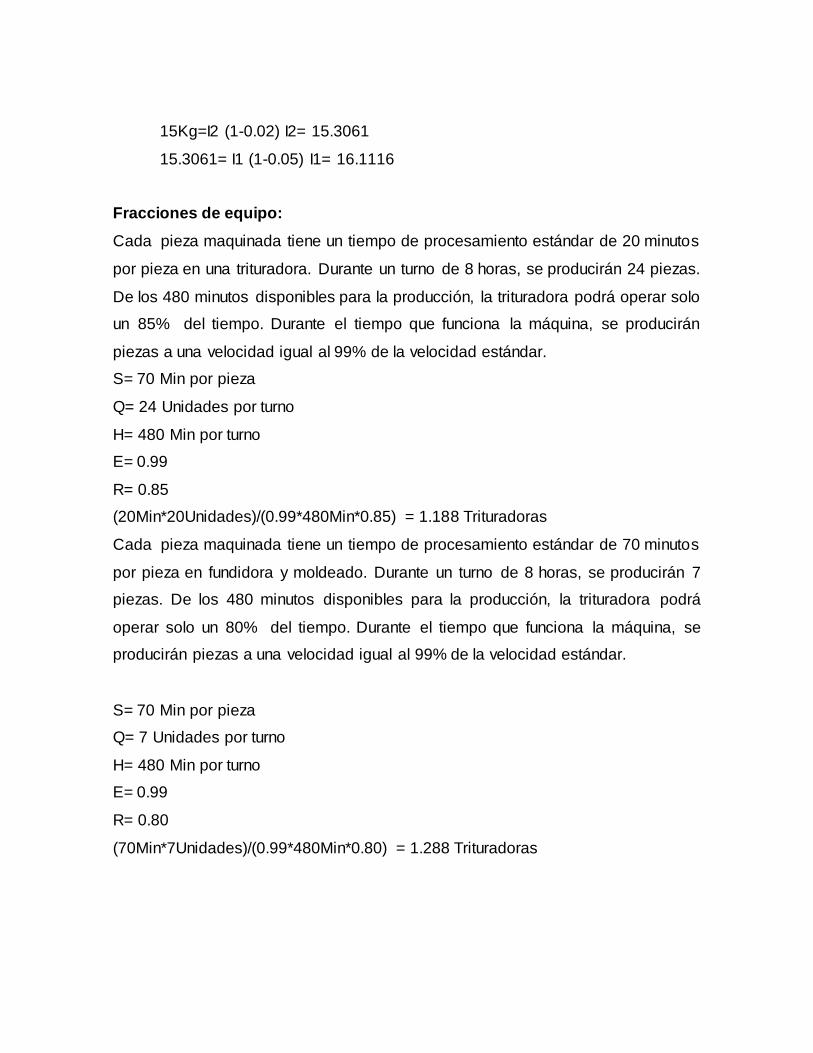
15Kg=I2 (1-0.02) I2= 15.3061
15.3061= I1 (1-0.05) I1= 16.1116
Fracciones de equipo:
Cada pieza maquinada tiene un tiempo de procesamiento estándar de 20 minutos
por pieza en una trituradora. Durante un turno de 8 horas, se producirán 24 piezas.
De los 480 minutos disponibles para la producción, la trituradora podrá operar solo
un 85% del tiempo. Durante el tiempo que funciona la máquina, se producirán
piezas a una velocidad igual al 99% de la velocidad estándar.
S= 70 Min por pieza
Q= 24 Unidades por turno
H= 480 Min por turno
E= 0.99
R= 0.85
(20Min*20Unidades)/(0.99*480Min*0.85) = 1.188 Trituradoras
Cada pieza maquinada tiene un tiempo de procesamiento estándar de 70 minutos
por pieza en fundidora y moldeado. Durante un turno de 8 horas, se producirán 7
piezas. De los 480 minutos disponibles para la producción, la trituradora podrá
operar solo un 80% del tiempo. Durante el tiempo que funciona la máquina, se
producirán piezas a una velocidad igual al 99% de la velocidad estándar.
S= 70 Min por pieza
Q= 7 Unidades por turno
H= 480 Min por turno
E= 0.99
R= 0.80
(70Min*7Unidades)/(0.99*480Min*0.80) = 1.288 Trituradoras

ASIGNACIONES DE MAQUINA:
DIAGRAMA HOMBRE-MAQUINA #1
PASO NOMBRE TIEMPO MAQUINA OPERAD.
Lavado (30) Cargar maquina 4
Lavado y desagüe 20
Descargar 3
Transportar a
separador
3
Separar (20) Cargar 2
Proceso de separacion 15
Cargar polímero
seleccionado a
trituradora
3
Triturar (20) Proceso triturado 17
Descarga de material
particulado
3
Fundición y
molde (75)
Cargar 3
Inyeccion 72
EQUIPOS A USAR
• Lavadora y trituradora Plástico MT-500E
• Separador Flotador para separar de PET, PEAD, PEBD y PP
• Planta de Fundición y Moldes. INYECTORA LIEN YU MODELO D-125SV
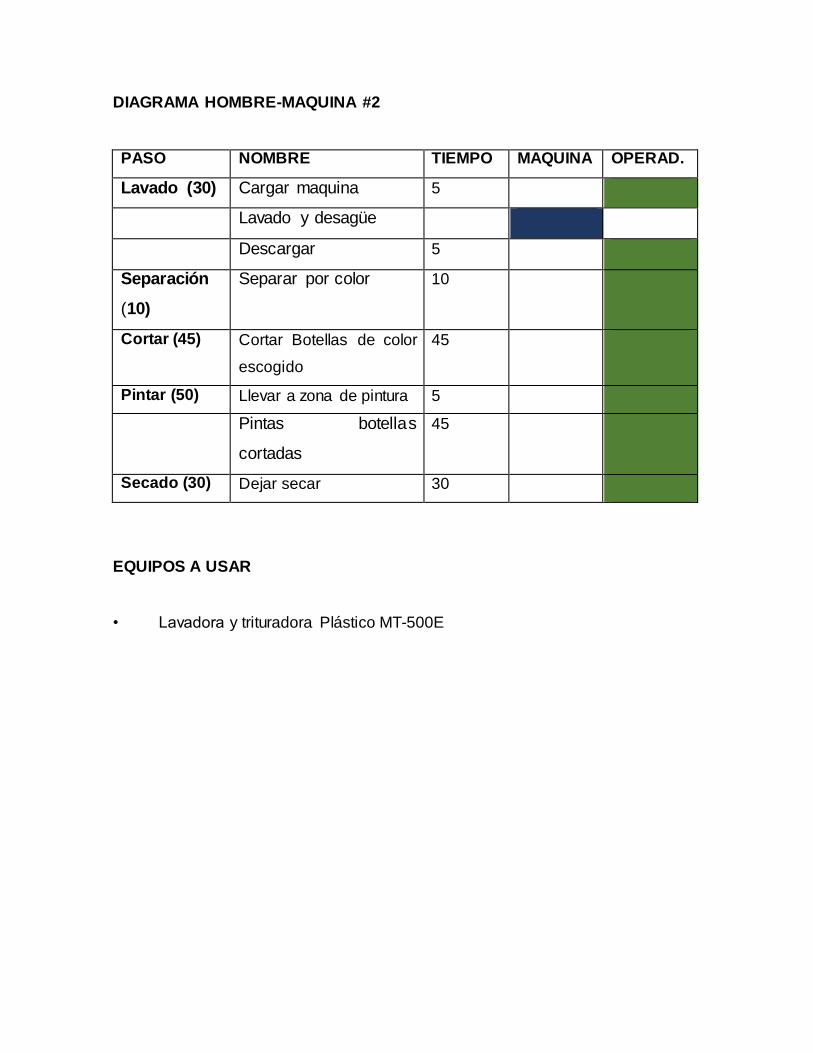
DIAGRAMA HOMBRE-MAQUINA #2
PASO NOMBRE TIEMPO MAQUINA OPERAD.
Lavado (30) Cargar maquina 5
Lavado y desagüe
Descargar 5
Separación
(10)
Separar por color 10
Cortar (45) Cortar Botellas de color
escogido
45
Pintar (50) Llevar a zona de pintura 5
Pintas botellas
cortadas
45
Secado (30) Dejar secar 30
EQUIPOS A USAR
• Lavadora y trituradora Plástico MT-500E

DISEÑO DE PLANTA
DIAGRAMA DE AFINIDADES
DIAGRAMA DE INTERRELACION:
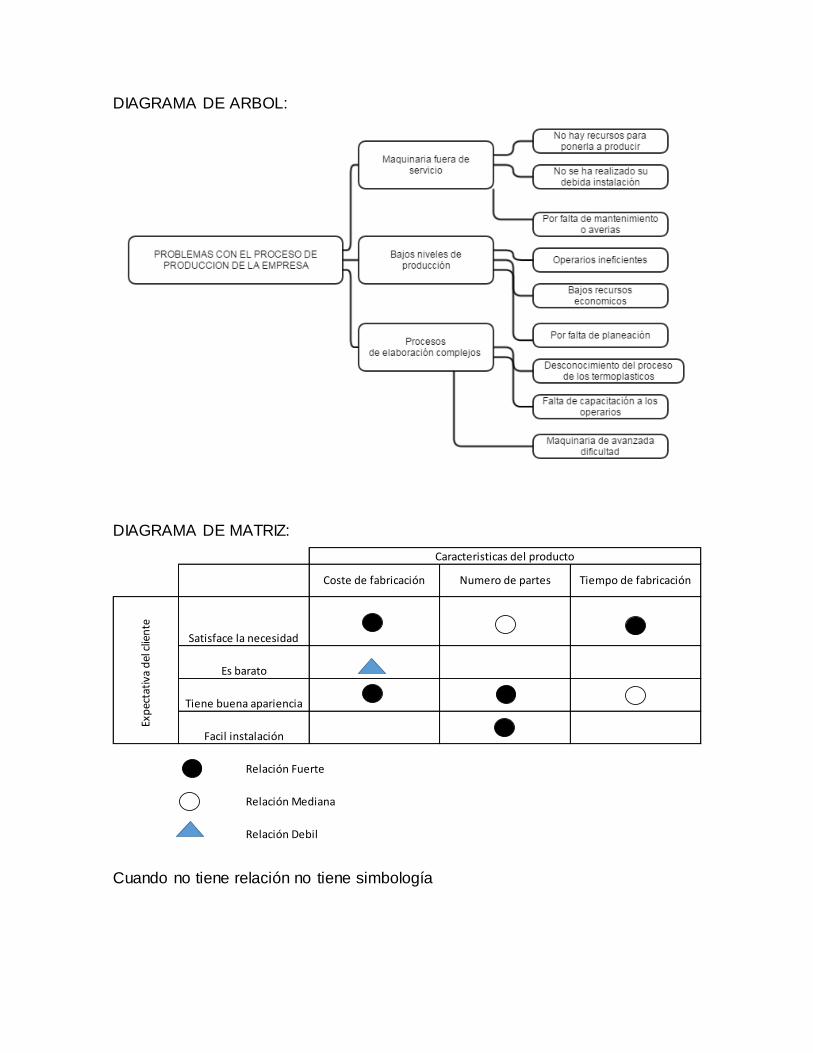
DIAGRAMA DE ARBOL:
DIAGRAMA DE MATRIZ:
Cuando no tiene relación no tiene simbología
Relación Fuerte
Relación Mediana
Relación Debil
Caracteristicas del producto
Tiene buena apariencia
Facil instalación
Coste de fabricación Numero de partes Tiempo de fabricación
Satisface la necesidad
Es barato
Exp
ecta
tiva
del
clie
nte

Diagrama de contingencia

Diagrama de red de actividades
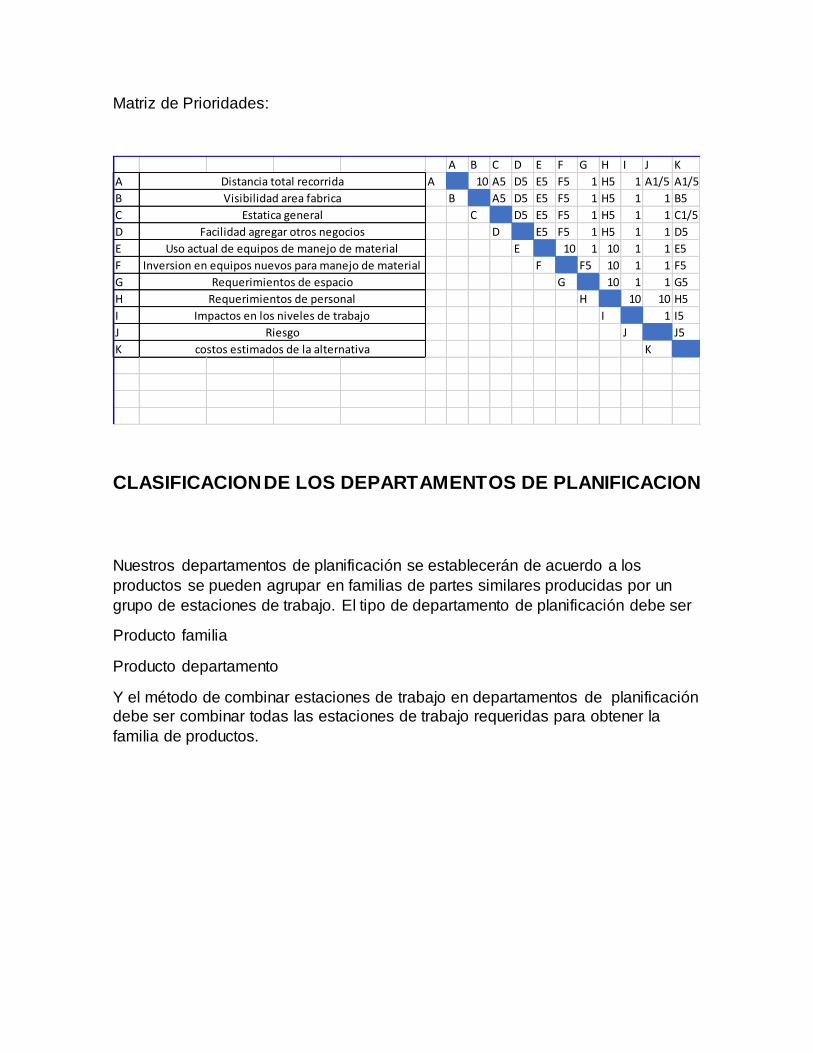
Matriz de Prioridades:
CLASIFICACION DE LOS DEPARTAMENTOS DE PLANIFICACION
Nuestros departamentos de planificación se establecerán de acuerdo a los
productos se pueden agrupar en familias de partes similares producidas por un
grupo de estaciones de trabajo. El tipo de departamento de planificación debe ser
Producto familia
Producto departamento
Y el método de combinar estaciones de trabajo en departamentos de planificación
debe ser combinar todas las estaciones de trabajo requeridas para obtener la
familia de productos.
A B C D E F G H I J K
A A 10 A5 D5 E5 F5 1 H5 1 A1/5 A1/5
B B A5 D5 E5 F5 1 H5 1 1 B5
C C D5 E5 F5 1 H5 1 1 C1/5
D D E5 F5 1 H5 1 1 D5
E E 10 1 10 1 1 E5
F F F5 10 1 1 F5
G G 10 1 1 G5
H H 10 10 H5
I I 1 I5
J J J5
K Kcostos estimados de la alternativa
Uso actual de equipos de manejo de material
Inversion en equipos nuevos para manejo de material
Requerimientos de espacio
Requerimientos de personal
Impactos en los niveles de trabajo
Riesgo
Distancia total recorrida
Visibilidad area fabrica
Estatica general
Facilidad agregar otros negocios

GLOSARIO
Plástico: El plástico es una sustancia sintética de estructura macromolecular, ya
que está constituido por gran cantidad de moléculas de hidrocarburos, alcoholes y
demás compuestos orgánicos, es decir el plástico es una sustancia orgánica dada
su cantidad de carbono entre sus numerosas moléculas. Puede ser constituido, y
suele ser constituido, por la acción del calor y la presión ya sean calor y presión
natural como artificial. Por el hecho de necesitar calor o presión para que se
produzca, el plástico es una sustancia realizada mediante reacciones endotérmicas.
Tipos de plástico:
Polietileno Tereftalato (PET): el PET proviene del etileno, se caracteriza por ser
resistentes a aceites, bases, grasas, ácidos y suelen ser usados para cubrir otros
elementos como papel o aluminio. Además, se caracterizan por ser duros y rígidos,
no deformarse fácilmente ante el calor
Polietileno Alta Densidad (PEAD): el PEAD también se lo obtiene del etileno,
utilizado a temperaturas inferiores a los 70° C y a bajas presiones, a comparación
con el polietileno tereftalato, es más duro y rígido. Además, tiene la ventaja de no
ser tóxico. Se lo usa en la producción de bolsas, cascos, tuberías, juguetes, entre
otras cosas.
Cloruro de Polivinilo (PVC): el PVC es producido a partir de sal y gas, a los que
hay que agregarles aditivos para poder ser utilizados. Según lo añadido puede
adquirir diversas propiedades, flexibilidad o rigidez, opacidad o transparencia. Este
plástico es sumamente utilizado y económico.
Polietileno Baja Densidad (PEBD): este plástico también es producido a partir del
etileno pero a elevada temperatura y presión. Se caracteriza por su transparencia,
elasticidad y falta de rigidez. Se lo utiliza como aislante en cables eléctricos y para
hacer bolsas flexibles y embalajes.
Polipropileno (PP): el PP se obtiene del propileno. Se caracterizan por su
flexibilidad, resistencia mecánica, por no contaminar y poder ser utilizado para el
agua potable.
Poliestireno (PS): se produce a partir del benzeno y etileno. Se caracterizan por
ser fáciles de taladrar, cortar, manipular y agujerear.

Trituradora: es una máquina que procesa un material de forma que produce dicho
material con trozos de un tamaño menor al tamaño original. Chancadora es un
dispositivo diseñado para disminuir el tamaño de los objetos mediante el uso de la
fuerza, para romper y reducir el objeto en una serie de piezas de volumen más
pequeñas o compactas.
Fundidora: máquina que sirve para fundir metales
SCRAP: Desperdicios
CRITERIOS % VALORACIÓN PESO
1. Uso normas ICONTEC 5
Ortografía y redacción
2. Contexto (Descripción detallada de la organización) 5
3. Definición del problema:
Definir el objetivo del trabajo del diseño de la
instalación
Especificar actividades a realizar: principales y de apoyo
5
4. Análisis del problema a abordar 5
5. Diseño de los productos o servicios ofrecidos por la
organización (Planos, diagramas de ensamble, prototipos)
Listado de partes
Listado de materiales
10
6. Diseño del proceso:
¿Qué se fabricara?
¿Qué se comprar?
Identificación del tipo de proceso
Proceso de fabricación(Uso de diagramas para su representación, hoja de ruta)
Equipos a usar (Descripción, uso de imágenes, anexo
fichas técnicas)
Establecimiento de tiempos de fabricación (Estudio de tiempos)
15
7. Diseño de programas
Tamaño de los lotes 10

Programación de producción
Horizonte de tiempo para la fabricación (pronósticos
de demanda)
8. Cálculos: SCRAPS
Holguras de rechazo
Fracciones de equipo
Asignaciones de maquina
15
9. Diseño de planta
Diagrama de afinidades
Diagrama de interrelación
Diagrama de árbol
Diagrama de matriz
Diagrama de contingencia
Diagrama de red de actividades
Matriz de priorización
15
10. Clasificación de los departamentos de planificación 10
11. Anexos 4
12. Glosario 1
NOTA
ENTREGA:
Observaciones: