trends in the domain of rapid rototyping: a … · trends in the domain of rapid ... an alternative...
TRANSCRIPT

747
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
ISSN 2278 – 0149 www.ijmerr.com
Vol. 3, No. 3, July, 2014
© 2014 IJMERR. All Rights Reserved
Review Article
TRENDS IN THE DOMAIN OF RAPIDROTOTYPING: A REVIEW
Manu Srivastava*1, Utkarsh Singh1 and Ramkrishna Yashaswi2
*Corresponding Author: Manu Srivastava � [email protected]
RP answers the need of green manufacturing which is the need of hour in the manufacturingsector. A large number of commercially viable RP techniques are available in the market today.This paper attempts to introduce and review the newer RP technologies. It summarizes theapplications of different commercial RP technologies available. It finally recognizes the currentchallenges in this field and suggests probable solutions based on extensive literature survey.
Keywords: RP, SLS, SLA, 3DP, SDM, LENS, FDM, RP classification, RP applications
INTRODUCTION
In product design, prototyping is an impera-tive final step. Prototyping requires design,fabrication and testing of final product design.This practice started with manual prototypingthen extended to prototyping with soft curvesand presently prototyping is done with theaid of computers and is called rapidprototyping. RP/LM is accomplished by layer-on-layer material deposition. This startedduring early 1980s with massiveimprovement in CAD/CAM technologies.
The current trend is the directmanufacturing of physical objects startingfrom 3D CAD models without any classicaltools. This is termed rapid prototyping, solidfreeform fabrication, layered manufacturing,
1 Netaji Subhas Institute of Technology, New Delhi.2 Institute of Management Technology, Ghaziabad.
green manufacturing which are different
names for this automatic prototyping
(Debasish Dutta et al., 2001). Advent of RP
is a watershed event similar to advent of CNC
tools almost 3 decades ago (John Michael
Brock et al., 2012).This marks an era of
introduction of flexible automation. This
process tremendously reduces the design
cycle time especially for intricate and
complicated jobs.
Despite this tremendous growth in this
field, there are numerous challenges to be
dealt in this field. While outlining the problems
in RP applications; this paper also highlights
the applications.

748
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
WORKING STEPS REQUIREMENTS
1. Geometric modeling
2. Data transfer and CAD interface
3. Slicing
Layered Manufacturing Processes (On basis of raw material state in compliance with Kruth Classification)
Gaseous
Chemical Reaction LCVD
Liquid Solid
Paste
Paste Polymerizatio
n Process
Wire
Multi Component Powder
Foil
Fused Layer Modelling & Ballistic Part
Manufacturing
3D Printing (Topograph
y
Selective Laser
Sintering
Solid Foil Polymerizati
on
Layered Laminate
d
Heat Thermal
Polymerization
Lamp Solid Ground Curing
Light of One
frequency
Laser Beam Stereo
lithography
Holographic interference solidification
4. Merging
5. Building the model
6. Starting the machine
7. Final post curing and finishing works
CONVENTIONAL CLASSIFICATION
Figure 1: Conventional Classification of RP Processes
An alternative approach to classification is suggested by D.T. Pham, R.S. Gault
Rapid Prototyping
Addition of Material
Removal of Material
Solid Sheet
Discrete Particles
Liquid
Bonding of sheets using adhesives
Bonding of sheets using
light
Joining of Particles
using Binder
Fusing of particles using
Laser Solidification of Molten Material
Solidification of a Liquid Polymer
Solidification of Electro set
Fluid
Layer by
Layer Point
by Point
Holographic Surface
Layer by Layer
Point by Point
Figure 2: Alternative Classification of RP Processes
749
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
RAPID PROTOTYPINGTECHNIQUES
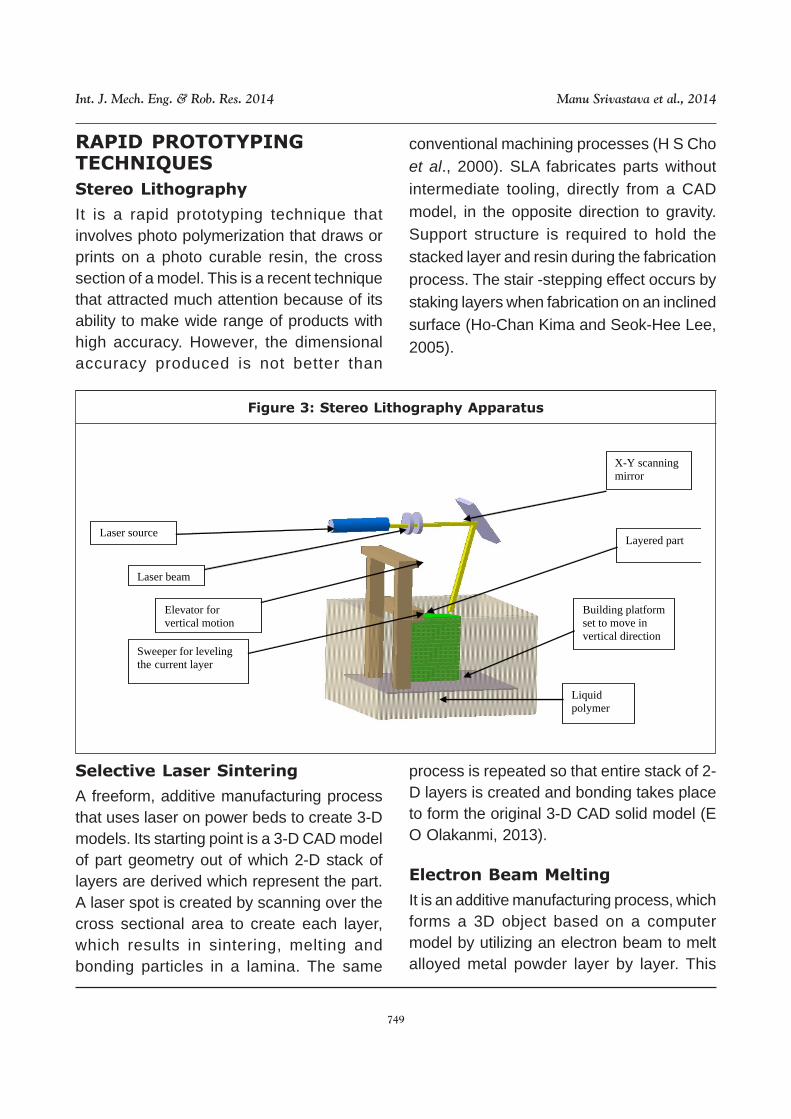
Stereo Lithography
It is a rapid prototyping technique thatinvolves photo polymerization that draws orprints on a photo curable resin, the crosssection of a model. This is a recent techniquethat attracted much attention because of itsability to make wide range of products withhigh accuracy. However, the dimensionalaccuracy produced is not better than
Figure 3: Stereo Lithography Apparatus
Laser source Layered part
Building platform set to move in vertical direction
Liquid polymer
Laser beam
Sweeper for leveling the current layer
Elevator for vertical motion
X-Y scanning mirror
Selective Laser Sintering
A freeform, additive manufacturing processthat uses laser on power beds to create 3-Dmodels. Its starting point is a 3-D CAD modelof part geometry out of which 2-D stack oflayers are derived which represent the part.A laser spot is created by scanning over thecross sectional area to create each layer,which results in sintering, melting andbonding particles in a lamina. The same
conventional machining processes (H S Choet al., 2000). SLA fabricates parts withoutintermediate tooling, directly from a CADmodel, in the opposite direction to gravity.Support structure is required to hold thestacked layer and resin during the fabricationprocess. The stair -stepping effect occurs bystaking layers when fabrication on an inclinedsurface (Ho-Chan Kima and Seok-Hee Lee,2005).
process is repeated so that entire stack of 2-D layers is created and bonding takes placeto form the original 3-D CAD solid model (EO Olakanmi, 2013).
Electron Beam Melting
It is an additive manufacturing process, whichforms a 3D object based on a computermodel by utilizing an electron beam to meltalloyed metal powder layer by layer. This

750
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
technique unlike conventional techniques,anticipates microstructure and properties ofEBM produced material. It is emerging as amethod for production of orthopedic devices
Laser
Sintered part
Powder bed
Levelling roller
Powder feed supply
X-Y scanning mirror
Laser beam
Platform and piston arrangement for vertical motion
with various material, including Co-Cr-MoAlloy (R S Kircher et al., 2009).The parts arebuild up in a vacuum chamber. Later the partsare cleaned by conventional techniques
Figure 4: SLS Machine Setup
Electron Beam Melting
It is an additive manufacturing process, whichforms a 3D object based on a computermodel by utilizing an electron beam to meltalloyed metal powder layer by layer. Thistechnique unlike conventional techniques,anticipates microstructure and properties of
EBM produced material. It is emerging as amethod for production of orthopedic deviceswith various material, including Co-Cr-MoAlloy [32].The parts are build up in a vacuumchamber. Later the parts are cleaned by con-ventional techniques
Figure 5: Electron Beam Melting Setup
Hopper
Material released from hopper
Support material
Electron beam
Piston arrangement for vertical motion
Work piece layer formation

751
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
Solid Ground Curing
It is a process is suitable for building parts inbatch, with different dimensions andgeometry. Although problems like quality,material properties and accuracy limit the
application of the prototypes. However themethod offers very high fabrication rate withadequate accuracy, complexities lie highaccusation rate and operating cost are thebiggest hurdles.
UV lamp with shutter
UV rays
Masked plate
Liquid Polymer
Base
Wax
Figure 6: Solid Ground Curing Process
Laser Stereo Lithography
A wide variety of material can be processedby high power laser. It uses ultraviolet laseras a source when applied to organiccompounds in a conventional process. In thetraditional approach the process of fabricationand development of models allow curing ofpart by exposing to UV light, leading toformation of 3D object.
Holographic Interference
Solidification
The entire surface is solidified by exposingthe resin to holographic image. The image is
obtained from the CAD model but not in termsof slices. It also has still not been commer-cialized.
Laser Engineered Net Shaping
It is a freeform fabrication process. It involvesfully dense 3D shapes from laser processingof ?ne powders, directly from a design model.The LENS process makes near net shapedcomplex prototypes, leading to reduction inmachining and time cost. The LENS processcan be used to deposit a variety of metalsand alloys, such as 316 stainless steel,titanium alloys and H13 steel nickel-basesuper alloys (J N DuPont, 2003).

752
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
Figure 7: Lens Setup
Laser beam
Focused lens Concentrated laser
Powder delivery nozzle
Work piece
Melt pool
Base
Figure 8: Shape Deposition Modelling
Support deposition
Embedding another component
Shaping the part
Shaping of the support
Part deposition
753
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
Shape Deposition Modelling
It creates metal parts with incrementaldeposition of metal and removal of materialas well. It adds the benefits of SFF and CNC.It produces parts with poor surface quality.The non-horizontal and vertical surfacesexhibit stair step effect. The mechanicalproperties are critical to layer boundarieswhich are a potential source of defect. Tosolve these problems mold SDM wasdeveloped which can build complex shapedparts. However, it uses CNC milling to shapethe surfaces effected by stair step effect.
Since the product is monolithic so noboundary layers are there I end product, thisis in spite of the fact that the mold is built inlayers (A G Cooper et al., 1999).
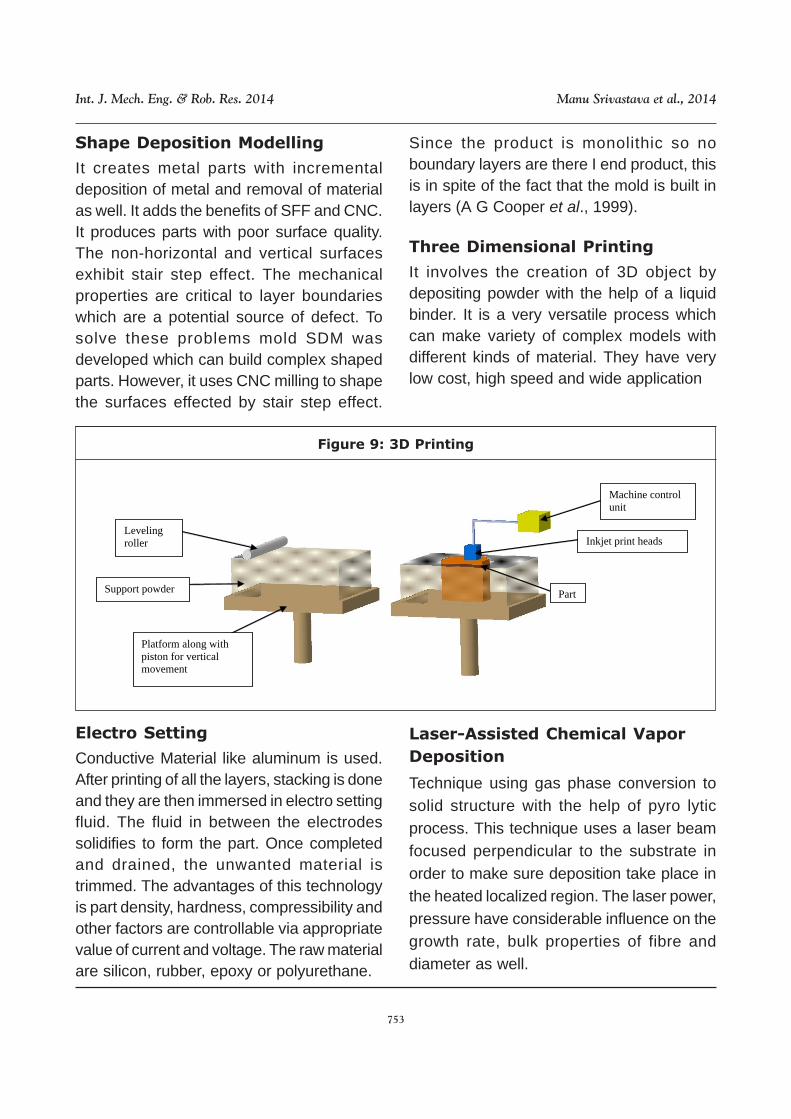
Three Dimensional Printing
It involves the creation of 3D object bydepositing powder with the help of a liquidbinder. It is a very versatile process whichcan make variety of complex models withdifferent kinds of material. They have verylow cost, high speed and wide application
Figure 9: 3D Printing
Machine control unit
Inkjet print heads
Part
Leveling roller
Support powder
Platform along with piston for vertical movement
Electro Setting
Conductive Material like aluminum is used.After printing of all the layers, stacking is doneand they are then immersed in electro settingfluid. The fluid in between the electrodessolidifies to form the part. Once completedand drained, the unwanted material istrimmed. The advantages of this technologyis part density, hardness, compressibility andother factors are controllable via appropriatevalue of current and voltage. The raw materialare silicon, rubber, epoxy or polyurethane.
Laser-Assisted Chemical Vapor
Deposition
Technique using gas phase conversion tosolid structure with the help of pyro lyticprocess. This technique uses a laser beamfocused perpendicular to the substrate inorder to make sure deposition take place inthe heated localized region. The laser power,pressure have considerable influence on thegrowth rate, bulk properties of fibre anddiameter as well.

754
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
Desktop Milling
Instead of gradually building up of material,the work piece is created like n traditionalmachining. Since there is no deformation dueto shrinkage, hence higher dimensionalaccuracy can be achieved. Any CNCmachine can be used to make products frominexpensive material.
Fused Deposition Modeling
It is a rapid prototyping technique of genera-ting 3D objects from CAD models. In this ABS
plastic is extruded layer by layer from atemperature controlled head. The first stepis creation of a 3D model with any availableCAD package. The part is then converted toSTL format and then transferred to FDMQuick slice software. The part is reduced toa set of triangles by tessellation. The primaryadvantage is that even the most basiccomponent can be exported via any CADsystem. However the resolution of the part islost due to triangles and not splines and arcs.
Figure 10: Fused Deposition Modelling Setup
Filament goes into the extruder
Filament spool
Drive wheels
Liquefier along with a heater block to melt the filament
Nozzle tip set to move in the plane of work piece – layer formation
Platform and piston arrangement for vertical motion
Ballistic Particle Manufacture
In this technique, molten material in form ofstream is ejected from a nozzle and laterseparates into droplets and cold weldingoccurs to form the parts. The stresses canbe reduced within the part if the substrate isrough and thermal contact between them isincreased. The choice of stream depends on
the application, can be either continuous ordrop-on-demand. The stream is excited by apiezoelectric transducer with a frequency of60 Hz. Temperature, change carried by thedroplets and velocity of droplets characterizethe part. The resolution of the droplets arearound 50-100 micrometer. It advantages arecheap and eco-friendly, and produce finegrain structure.
755
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
Solid Foil Polymerization
The part is built up of semi-polymerized foilsand on UV light exposure, solidification takesplace and bonding takes place to the previouslayer. Upon illumination of the cross-slide, anew foil can be applied. The unwantedmaterial acts as support and can be removedlater.
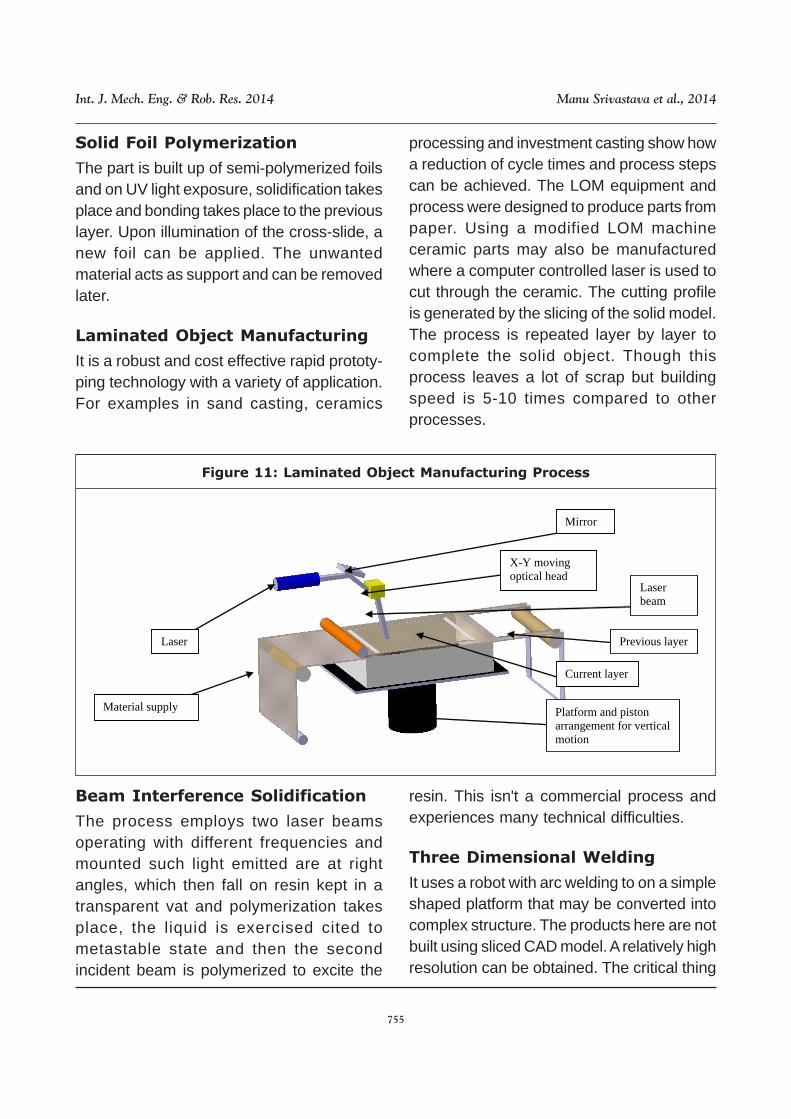
Laminated Object Manufacturing
It is a robust and cost effective rapid prototy-ping technology with a variety of application.For examples in sand casting, ceramics
processing and investment casting show howa reduction of cycle times and process stepscan be achieved. The LOM equipment andprocess were designed to produce parts frompaper. Using a modified LOM machineceramic parts may also be manufacturedwhere a computer controlled laser is used tocut through the ceramic. The cutting profileis generated by the slicing of the solid model.The process is repeated layer by layer tocomplete the solid object. Though thisprocess leaves a lot of scrap but buildingspeed is 5-10 times compared to otherprocesses.
Figure 11: Laminated Object Manufacturing Process
Laser beam
Current layer
Platform and piston arrangement for vertical motion
Laser
Material supply
Mirror
X-Y moving optical head
Previous layer
Beam Interference Solidification
The process employs two laser beamsoperating with different frequencies andmounted such light emitted are at rightangles, which then fall on resin kept in atransparent vat and polymerization takesplace, the liquid is exercised cited tometastable state and then the secondincident beam is polymerized to excite the
resin. This isn't a commercial process andexperiences many technical difficulties.
Three Dimensional Welding
It uses a robot with arc welding to on a simpleshaped platform that may be converted intocomplex structure. The products here are notbuilt using sliced CAD model. A relatively highresolution can be obtained. The critical thing

756
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
here is, because of no feedback, prototypehas a tendency to melt due to heatgeneration. Hence thermopiles are used toset up a feedback control system and controlthe temperature.
Gas Phase Deposition
In here, the reactive gas is either decom-posed to heat or light. The decomposed solidthen forms the part by sticking to thesubstrate. No commercial models areavailable yet. It is of three different types:
i. Selective Area Layer Deposition-Thesolid component is used to make thepart. The parts can be constructed canbe from carbon, silicon, carbides andsilicon nitrides.
ii. Selective Area Laser Deposition VaporInfiltration)-It spreads a covering ofpowder for each layer.
iii. Selective Laser Reactive Sintering - Asolid part of silicon nitride or carbide isformed by reaction between the gas andthe layer of powder..
Spatial Forming
This process is used to produce parts withhigh precision ceramic pigmented organic'ink' is used to cure the layer with UV light ona ceramic substrate. UV light is used to curethe layer and the process is repeated, untilentire part is finished. 20% shrinkage in sizeoccur due to sintering process.
Ultrasonic Additive Manufacturing
It is a layered type freeform fabrication pro-cess. It uses of low amplitude mechanicalvibrations with high frequency, which inducesstatic as well as oscillating shear forces whichproduces elastic-plastic deformation on work.This permits atomic diffusion to occur andtends to break up and disperse aluminumoxide. It is a solid-state fabrication processthat combines layered manufacturing techni-ques and ultrasonic seam welding to form asolid freeform object. It can fabricate laminatemetal parts by welding of layers to earliermaterial, the profile of every layer is createdby contour milling. The process has greatpotential for injection molding tooling fabri-cation with, multi-material structures, fiber-reinforced composites, smart structures, andothers (R J Friel and R A Harris, xxxx).
Figure 12: Ultrasonic Consolidation Method
Static force due to sonotrode
Ultrasonic Vibrations
Static force by anvil
Sonotrode
Work material
Anvil
Weld zone

757
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
APPLICATIONS
Rapid Prototyping has numerous applicationswith large variety. We have tried to classifythem according to the techniques used asfollows:
Stereolithography
Because of high surface finish and accuracy,this technique is used in making patterns forinvestment casting, RTV moulding andurethane. IBM has produced operatingdisplay units of ThinkPad tablet usingstereolithography. It is also used in fabricationof small detailed parts and production ofspecialized manufacturing tools. Marketprototypes especially used for presentationin trade shows are made using this method.
Selective Layer Sintering
This too can be used for producing patternof investment casting. Also, durable parts,large parts like air ducts can be made. Sincethe accuracy is slightly less, so less detailedparts for form and fit testing and parts withliving hinges are made using this technique.
3D Printing
Consumer goods, concept models, colourmodels for engineering related application,Turbines parts, castings and landscapemodels can be prepared..
Fused Deposition Modelling
This again produces specialized manufac-turing tools, plastics with high temperatureresistance, patterns for investment castings,parts for food-contacting application, smalldetailed parts.
Laminated Object Manufacturing
Used in making larger patterns for sandcasting, RTV modeling, parts with less details
for testing. Even in automobiles the deckparts are prepared from casting dies, thesedies are made by LOM.
Solid Ground Curing
This can produce parts with more complexdetails than that produced by SLA. Form-fitassembly test, complicated patterns forinvestment casting, medical application, softtooling.
Laser Engineered Net Shaping
Fabrication of aerospace equipments oftitanium and other metals, repair and makingof injection molding tools.
Electron Beam Melting
Since titanium is the most widely usedmaterial with this technology hence it makesthis method available for various medical andaerospace components(turbine blades andpump impellers).It is used to producereplacements for the hip joint and variousother implants. It is also widely used to makethe turbo charger wheel for automobiles.
Shape Deposition Modelling
It can be used to create simple assembliesin a single operation. This can be used tocreate integrated assemblies where discreteassembly is difficult. Functionally readyprototypes like the components of theautomobile, i.e. the engine components aremade from it. Also injection moulds areprepared.
Ultrasonic Additive Manufacturing
The complicated 3D components can befabricated from metal foils. Here aluminiumis the most widely used material hence thisprocess finds wide application in aerospaceand tooling application. Also used for High

758
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
Temperature Superconductivity (HTS) appli-cation, magnetically levitated trains, forfiltering the phone call signals and routingthem, in embedded sensors and electronics.
Selective Laser Melting
Typical application include manufacturing ofspecialized complex materials, testing ofquality prototypes and manufacturing ofcomplex organic geometry.
Inkjet Printing
The application range from accurate patternsfor casting to art, jewellery and form-fit testing.
Paper Lamination Technology
It has too many applications. From modeling,silicon mould application, sand and vacuum
casting to prototypes , Industrial models, testmodels etc.
Jetted Photopolymer or PhotopolymerPhase Change Inkjet
Form fit testing, rapid tooling patterns, verydetailed parts like jewellery and fine items.
Desktop Milling
Functional prototypes, moulds and models,injection moulds and jigs.
Ballistic Particle Manufacturing
Mainly used for concept visualization. Theparts produced cannot be used for functioningdue to weak material, useful in designprocess.
GENERAL APPLICATIONS
Figure 13: Percentage Use of Rapid Prototyping Worldwide as of Year 2000, Data Basedon D.T. Pham, S.S. Dimov, Rapid Manufacturing Verlag 2001, ISBN1-85233-360-X, Page 6

759
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
Aerospace Industry
Various components of the satellite are madeby laser sintering, electron beam melting,ultrasonic consolidation and Laser Enginee-ring Net Shaping(LENS). British AirbusEngineers aimed to print out an entire aircraftwing (2011).
Automotive Industry
Shape Deposition Modelling for productionof engine components, URBEE is to be theworld’s first 3D printed car. The deck parts ofautomobile are produced by LaminatedObject Manufacturing. Electron Beam Meltingis used to prepare turbocharger wheel ofdiesel engines.
Machinery Industry (Tooling)
It has a major market in direct part manufac-turing. Currently methods like EBM, LENS,UC, SLS, SLM and DMLS are being used,Stereolithography, Selective Layer Sintering,Fused Deposition Modelling and SolidGround Curing are used for producingpatterns for investment castings. PaperLamination Technology has vast applicationhere as stated. LENS is used for makinginjection molding tools.
Medical Industry
Implants, improve tissues with 3D printedvascular network made from sugar, even 3Dprinted human jaws for implants.
Manufacturing Industry
Sales and marketing of consumer basedproducts like shoes, clothes, other footwear,titanium necklace and other jewellery isprepared directly from direct laser sinteringand jetted photopolymer.
RP PROCESSES UNDER DEVELOPMENT
Liquid Thermal Polymerization
In this process the resin is thermosetting andit utilizes an infrared laser to create voxels.This is similar to Stereo lithography. Heatdissipation causes shrinkage and unwanteddistortion in the part; also it affects the sizeof the voxels. However, these are controllableand far better than SL. This technique is stilla part of research and development.
Liquid Metal Jet Printing
It is a freeform solid manufacturing process.Here the molten jet is printed by controlling itto specific location. The process is similar toinkjet printing unlike spray forming. Thediameter of molten sphere ranges from 100to 1000 microns, and can be changes bychanging the orifice size.
Currently research on developing of analuminium printing of mechanical parts inbeing carried out.Earlier research workincludes jetting copper, metal ball generationand solder mask for circuits.
Robo Casting and WireFeed
A new variant of the existing technique i.eLENS using material in the form of wireknown as Wire Feed process is beingdeveloped, similar is another forming processusing ceramic as raw material called RoboCasting by Sandia labs.
Direct Photo Shaping Technology
This institute is developing a process similarto stereolithography which uses a DMD forexposure. The technique is known as DirectPhoto Shaping Technology developed formetals and ceramics by SRI International.
760
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
US Army, Mobile Parts Hospital
The U.S. Army is working on developingmedical units for soldiers in the battlefield.According to the available report, this is a 20foot portable container with facilities on spotto scan a broken bone and develop a newone using LENS, a Rapid PrototypingTechnology.
Advanced Ceramics Research, Inc.
Tucson, AZ
It has developed a high pressure fuseddeposition system, which is can be used withnumerous engineering polymers likepolycarbonate (Lexan ), polyaryletherketone(PEEK), polymethylmethacrylate (PMMA),and thermoplastic polyurethane (Pellethane)
Other Success Story
A Rapid Prototyping system which uses solidfeedstock, extruding components using solidpowders/fibres in the form of fillers to thefeedstock. This process is known asExtrusion Freeform Fabrication.
The U.S. Government is also funding thedevelopment of functional polymer matrixcomponents.
CONCLUDING REMARKS
First steps into the rapid prototypingtechnology initiated in 1988, based on firstSLA technique [28]. In leading countriesautomotive and airplane industry differentapplications were realized. A lot of specializedservice offices are acting successfully.
From the above literature review, it is clearthat there are a numerous areas such asprocess selection, material selection, layoutplanning, volume modeling, simulation which
require advanced and newer approachesdespite the current technological advance-ments in the field of RP. It is also clear thatare several research issues which need tobe addressed in RP especially in layoutplanning and part deposition planning.
Despite this progress many challenges stilllie ahead. First, efficient data flow and datahandling of 3D objects need attention.Second, optimization accuracy by bettertechnical solutions for calculating/avoidingshrinkage, distortion curing, post curing andpost curing distortion, geometric slabdistortion, creep, etc. Third, material behaviorimprovement. Fourth , mastering newprocesses meeting specific manufacturingindustry demands.
However barring these developmentalissues, the contribution of RP to themanufacturing sector has been tremendous.The applicability of these processes can befurther improved. This can possibly be doneby: First, systematically evaluating the criticalinfluencing parameters. Second , byefficiently and effectively combining thesetechnologies with conventionalmanufacturing methods. Third, extensiveinvestigation of new and innovative domains.
In addition, a probable solution to theaforementioned discussion would be to findoptimal strategies for obtaining good partdeposition of the parts in the machine volumeby improving part accuracy, improvingsurface quality, reducing the build time,reducing amount of support structures andcost subject to RP process constraints, , goodpacking by minimizing build time andrequirement of support structure volume,maximize machine volume utilization and

761
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
produce high quality plate subject to RPprocess constraints; formulating some basicbuild rules to aid designers in order to improvethe strength of the parts made on the RPmachine by controlling parameters like: Beadwidth, Air gap, Model build temperature,Raster orientation, color, etc. subject to RPprocess constraint; developing betterframeworks for designing and manufacturingfunctionally gradient products; develop aframework to reduce anisotropy in theproducts manufactured by fused depositionmodelling technique at the design stage itselfsubject to RP process constraint.
Obtaining optimal strategies to theaforementioned areas would go a long wayin leaping forward to rapid manufacturing andbringing rapid prototyping and rapidmanufacturing at par with the conventionalmanufacturing process techniques.
REFERENCES
1. A G Cooper, S Kang, J W Kietzman, F BPrinz, J L Lombardi and L E Weis (1999),“Materials and Design”, Vol. 20, No. 2/3,pp. 85.
2. A S Gogate and S S Pandey (2008),“Intelligent Layout Plan for RapidPrototyping”.
3. Bellini A and Guçeri S (2003),“Mechanical Characterization of PartsFabricated Using Fused DepositionModeling”, Rapid Prototyping Journal,Vol. 9, No. 4.
4. Bellini A, Shor L and Guçeri S (2005),“New Developments in Fused DepositionModeling of Ceramics”, RapidPrototyping Journal, Vol. 11, No. 4.
5. Box G, Hunter W and Hunter J (1978),“Statistics for Experimenters: AnIntroduction to Design”, Data Analysis,and Model Building, John Wiley & Sons,Inc.
6. Chua C K and Leong K F (2000), “RapidPrototyping: Principles and Applicationsin Manufacturing”, World Scientific.
7. D Kochan (1992), “Solid FreeformManufacturing Possibilities andRestrictions”, Computers in Industry,Elsevier, Vol. 20, pp. 133-140.
8. Debasish Dutta, Fritz B Prinz, DavidRosen and Lee Weiss (2001), “LayeredManufacturing: Current Status and FutureTrends”.
9. E Merchant (1980), “Analysis of ExistingTechnological Forecasts Concerning theCIAF”, CIRP Ann., Vol. 29, No. 2.
10. E O Olakanmi (2013), Journal ofMaterials Processing Technology, Vol.213, pp. 1388.
11. Grimm T (2003), “Fused DepositionModelling: A Technology Evaluation”,Time Compression Technologies, Vol. 2,No. 2, pp. 1-6.
12. H S Cho, W S Park, B W Cho and M CLeu (2000), Journal of ManufacturingSystems. Vol. 19, No. I.
13. Hanser Gebhardt A (2003), “RapidPrototyping”, Gardner Publications,Inc.,Cincinnati.

762
Int. J. Mech. Eng. & Rob. Res. 2014 Manu Srivastava et al., 2014
14. Ho-Chan Kima (2005), “Seok-Hee LeeComputer-Aided Design”, Vol. 37, pp.711.
15. J P Kruth (1992), “Material IncressManufacturing by Rapid PrototypingTechniques”, CIRP Ann.
16. John Michael Brock, Michael Montero,Dan Odell and Shad Roundy (2012),“Fused Deposition Modeling (FDM):Material Properties Characterization”.
17. Masood S H and Song WQ (2004),“Development of New Metal/polymerMaterials for Rapid Tooling Using FusedDeposition Modelling”, Materials andDesign, No. 25.
18. Mcmains S (2005), “Layered Manufac-turing Technologies”, Communications ofthe ACM, Vol. 48, No. 6.
19. Mcmains S (2005), “Layered Manufac-turing Technologies”, Communications ofthe ACM, Vol. 48.
20. Montero, M Odell, D Roundy, S Ahn S Hand Wright P K (2001), “MaterialCharacterization of Fused DepositionModeling (FDM) Process”, RapidPrototyping and ManufacturingConference, Society of ManufacturingEngineers, Cincinnati.
21. Pandey P M, Reddy N V, Dhande S G(2003), “Slicing Procedures in LayeredManufacturing: A Review”, RapidPrototyping Journal. Vol. 9, No. 5.
22. R J Friel and R A Harris (2012), “TheWolfson School of Mechanical andManufacturing Engineering”, Lough-borough University, Loughborough,Leicestershire, UK, LE11 3TU.
23. R S Kircher, A M Christensen and K WWurth (2009), “Electron Beam Melted(EBM) Co-Cr-Mo Alloy for OrthopedicImplant Applications Medical Modeling”,Inc., Golden, CO 80401, pp. 428-431.
24. Seth collins partain (2007), “FusedDeposition Modeling with Localized Pre-deposition Heating Using Forced Air”.
25. T R Jackson, H Liu, N M Patrikalakis, EM Sachs and M J Cima (1999), “Modelingand Designing Functionally GradedMaterial Components for Fabri- cationwith Local Composition Control”.
26. Weiping Liu and J N DuPont (2003),“Scripta Materialia”, Vol. 48, pp. 1338.
27. Wohlers T T (2003), “Rapid Prototyping,Tooling & Manufacturing State of theIndustry, Annual Worldwide ProgressReport, Wohler’s Report”, pp. 13.
28. Wohlers T T (2003), “Rapid Prototyping,Tooling & Manufacturing State of theIndustry, Wohler’s Report 2003”, AnnualWorldwide Progress Report, WohlersAssociates, Inc., Fort Collins, CO.
29. Yan Y and Rendong W (2003),Biomaterial Forming Research Using RPTechnology”, Rapid Prototyping Journal,Vol. 9, No. 3.