tİtanyum esasli alaŞimlarin (tİ6al4v, …tez.sdu.edu.tr/tezler/tf04095.pdfbu çalışmada,...
TRANSCRIPT

T.C.
SÜLEYMAN DEMİREL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
TİTANYUM ESASLI ALAŞIMLARIN (Tİ6AL4V, Tİ5553) MİKRO ŞARTLARDA İŞLENEBİLİRLİĞİNİN ARAŞTIRILMASI
Luqman Khaleel Hayder ALATRUSHI
Danışman Prof. Dr. Fevzi BEDİR
II. Danışman
Dr. Öğr. Üyesi Nihat YILMAZ
DOKTORA TEZİ MAKİNA MÜHENDİSLİĞİ ANABİLİM DALI
ISPARTA - 2018

© 2018 (Luqman Khaleel Hayder ALATRUSHI)

TEZ ONAYI Luqman Khaleel Hayder ALATRUSHI tarafından hazırlanan " Titanyum Esaslı Alaşımların (Ti6al4v, Ti5553) Mikro Şartlarda İşlenebilirliğinin Araştırılması " adlı tez çalışması aşağıdaki jüri üyeleri önünde Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü Makina Mühendisliği Anabilim Dalı’nda DOKTORA TEZİ olarak başarı ile savunulmuştur. Danışman Prof. Dr. Fevzi BEDİR .............................. Gebze Teknik Üniversitesi Jüri Üyesi Prof. Dr. Ertuğrul DURAK .............................. Süleyman Demirel Üniversitesi Jüri Üyesi Prof. Dr. Kubilay ASLANTAŞ .............................. Afyon Kocatepe Üniversitesi Jüri Üyesi Prof. Dr. Abdurrahman KARABULUT .............................. Afyon Kocatepe Üniversitesi Jüri Üyesi Dr. Öğr. Üyesi Kamil DELİKANLI .............................. Süleyman Demirel Üniversites Enstitü Müdürü Prof. Dr. Yasin TUNCER ..............................

TAAHHÜTNAME Bu tezin akademik ve etik kurallara uygun olarak yazıldığını ve kullanılan tüm literatür bilgilerinin referans gösterilerek tezde yer aldığını beyan ederim.
Luqman Khaleel Hayder ALATRUSHI

i
İÇİNDEKİLER
Sayfa
İÇİNDEKİLER………………………………………………………………………………………... i ÖZET…………………………………………………………………………………………………….. iii ABSTRACT……………………………………………………………………………………………. v TEŞEKKÜR……………………………………………………………………………………………. vii ŞEKİLLER DİZİNİ………………………………………………………………………………….. viii ÇİZELGELER DİZİNİ……………………………………………………………………………… xi SİMGELER VE KISALTMALAR DİZİNİ…………………………………………………….. xii 1. GİRİŞ………………………………………………………………………………………………… 1 1.1. Tezin Amacı…………………………………………………………………………………… 3 2. LİTERATÜR ……………………………………………………………………………………… 5 2.1. Mikro işlem tanımı……………………………………………………………………… 5 2.2. Mikro Frezeleme Konsepti…………………………………………………………… 7 2.2.1. Mikro frezeleme prosesinde boyut etkisi ve minimum talaş derinliği………………………………………………………………………………..
9
2.2.2. Mikro frezeleme prosesinde mikro yapısının etkisi………………… 11 2.2.3. Mikro frezeleme prosesinde kesme kuvveti oluşumu……………… 14 2.2.4. İş parçası yüzey pürüzlülüğü…………………………………………………. 17 2.2.5. Çapak oluşumu……………………………………………………………………… 22 2.3. Mikro Frezeleme Prosesinde Kullnılan Takım Tezgahları………………. 29 2.4. Mikro Frezeleme Prosesinde Kullanılan Kesici Takımı………………...... 33 2.5. Takım Aşınması…………………………………………………………………………… 36 2.6.Titanyum Alaşımları…………………………………………………………………….. 39 2.6.1. Ti5553 alaşımı ………………………………………………………………….. 39 2.6.2. Ti6Al4V alaşımı…………………………………………………………………. 40 3. MATERYAL VE YÖNTEM……………………………………………………………………. 43 3.1. Kullanılan İş Parçası Malzemesi ve Kesici Takım…………………………... 43 3.2. İş parçası boyutu ve hazırlanması…………………………………………….….. 46 3.3. Deney düzeneği ………………………………………………………………………….. 47 3.4. Kesme parametreler …………………………………............................................... 49 3.4.1. Mikro Frezeleme İşleminde Kesme Kuvvetlerinin Ölçümü………. 49 3.5 İş Parçası Yüzey Pürüzlülüğü Analizi…………………………………………….. 50 3.6. Çapak Oluşumunun Ölçülmesi……………………………………………………… 51 4. BULGULAR………………………………………………………………………………………... 53 4.1. Kesme Kuvvetlerinin Değişimi…………………………………………………….. 53 4.1.1. Kesme Hızının Kesme Kuvvetlerine etkisi……………………………… 54 4.1.2. İlerleme hızının kesme kuvvetlerine etkisi……………………………... 55 4.1.3. Talaş derinliğinin kesme kuvvetlerine etkisi………………………….. 57 4.2. Yüzey Pürüzlülüğünün Değişimi………………………………………………….. 59 4.2.1. İlerlemenin yüzey pürüzlülüğüne etkis………………………………….. 60 4.2.2. Kesme hızının yüzey pürüzlülüğüne etkisi…………………………….. 66 4.2.3. Talaş derinliğinin yüzey pürüzlülüğüne etkisi……………………….. 73 4.3. Çapak Oluşumu……………………………………………………………………………. 76 4.3.1. İlerlemenin çapak oluşumuna etkisi………………………………………. 76 4.3.2. Talaş derinliğinin çapak oluşumuna etkisi……………………………… 81 4.4. Takım Aşınması…………………………………………………………………………… 84 4.4.1. Kesici takımdaki aşınmanın değişimi………………………………..…... 84

ii
4.4.2. Takım aşınmasının yüzey pürüzlülüğü üzerindeki etkisi……… 92 5. MODELEME ……………………………………………………………………………………… 101 5.1. Taguchi Deney Tasarımı…………………………………………………………….. 101 5.2. Ti6Al4V Malzemesi İçin Ortalama Yüzey Pürüzlülüğü Etki Analizi… 102 5.3. Ti5553 Malzemesi İçin Ortalama Yüzey Pürüzlülüğü Etki Analizi…… 105 5.4. Ti6Al4V Malzemesi için Çapak Genişliği Etki Analizi……………………. 108 5.5. Ti5553 Malzemesi için Çapak Genişliği Etki Analizi……………………... 112 6. SONUÇLAR VE ÖNERİLER.………………………………………………………………… 115 7. KAYNAKLARI…………………………………………………………………………………….. 117 7.1 İnternet Kaynakları………………………………………………………………………. 126 ÖZGEÇMİŞ……………………………………………………………………………………………. 127

iii
ÖZET
Doktora Tezi
TİTANYUM ESASLI ALAŞIMLARIN (Tİ6AL4V, Tİ5553) MİKRO ŞARTLARDA İŞLENEBİLİRLİĞİNİN ARAŞTIRILMASI
Luqman Khaleel Hayder ALATRUSHI
Süleyman Demirel Üniversitesi
Fen Bilimleri Enstitüsü Makina Mühendisliği Anabilim Dalı
Danışman: Prof. Dr. Fevzi BEDİR
II. Danışman: Dr. Öğr. Üyesi Nihat YILMAZ
Bu çalışmada, biyomedikal sektöründe sıklıkla kullanılan Ti6Al4V alaşımının, Ti5553 alaşımı ile mikro şartlarda işlenebilirliği karşılaştırılmıştır. Her iki alaşım da aynı kesme koşullarında kesme işlemine tabi tutulmuş ve aynı kesme parametreleri kullanılmıştır. Çalışmada 0,6mm çapında, iki kesici ağıza sahip, TiCN kaplanmış karbür kesici takımlar kullanılmıştır. Çalışmada farklı kesme hızı, ilerleme değerleri ve talaş derinliği dikkate alınmak suretiyle kesme kuvvetlerindeki, yüzey pürüzlülüğündeki ve çapak genişliğindeki değişim araştırılmıştır. Elde edilen sonuçlara göre düşük kesme hızları her iki alaşım için de kesme kuvvetlerinin artmasına neden olmaktadır. Kesme kuvvetleri açısından değerlendirildiğinde, kritik bir ilerleme değeri tespit edilmiştir. Bu kritik ilerleme değeri kenar radyüsünün (Re) yaklaşık 0,3 katıdır ve alaşım türü ile değişmemektedir. Artan talaş derinliği ile kesme kuvvetleri de doğrusal olarak artmıştır. Ortalama ve maksimum yüzey pürüzlülüğü sonuçları da kritik bir ilerleme değerinin olduğunu doğrulamaktadır. Kesme kuvvetleri için elde edilen 0,3.Re değeri yüzey pürüzlülüğü sonuçları için de elde edilmiştir. Her iki Titanyum alaşımının mikro frezelenmesinde kesici takım, abrasif aşınma mekanizmasının etkisiyle aşındığı tespit edilmiştir. Artan kesme mesafesi ile birlikte, takım hem eksenel hem de çevresel olarak aşınmaktadır. Bu durum, takım çapının ve kenar radyüsünün anlık değişmesine neden olmaktadır. Özellikle kenar radyüsünün değişimi yüzey pürüzlülüğünün de ani değişimine neden olmaktadır. Her iki alaşım için de düşük kesme hızları (Vc < 25m/dak) yüzey kalitesinin bozulmasına neden olmaktadır. Bu nedenle her iki alaşım için de, hem kesme kuvvetleri hem de yüzey kalitesi açısından kesme hızının 25m/dak.’ nın üzerinde seçilmelidir.
Mikro frezeleme deneyleri sonrasında, işlenen yüzey kenarlarındaki çapak genişliği malzemeye ve kesme parametrelerine bağlı olarak değişmektedir. Ti6Al4V alaşımının daha düşük sertliğe sahip olması nedeniyle, bu alaşımda elde edilen çapak genişliği daha büyüktür. Ayrıca kritik ilerleme değerlerinden daha küçük ilerleme değerlerinde çapak genişliği artmaktadır. Özellikle aynı yönlü frezeleme bölgesindeki çapak genişliklerinin daha büyük olduğu tespit

iv
edilmiştir. Artan talaş derinliği de çapak genişliğinin artmasına neden olmaktadır. Çapak genişliğinin önemli oranda artmasından dolayı 150µm’dan daha büyük talaş derinliklerinin önerilmemektedir.
Ayrıca, bu çalışmada ve iki Titanyum alaşımı için, Taguchi yöntemi kullanılarak, kesme parametrelerinin, yüzey pürüzlülüğü ve çapak oluşumu üzerindeki etkisi optimize edilmiştir. Yapılan Taguchi analizi ile her iki alaşım için hem yüzey kalitesinin maksimum olduğu hem de çapak oluşumunun minimum olduğu kesme parametreleri tespit edilmiştir.
Anahtar Kelimeler: Mikro frezeleme, Ti5553, Ti6Al4V , yüzey pürüzlülüğü, çapak oluşumu, kesme kuvveti, takım aşınması, Taguchi yöntemi
2018, 127 sayfa

v
ABSTRACT
Ph.D. Thesis
THE INVESTIGATION OF MACHINABILITY OF TITANIUM BASED ALLOYS (TI6AL4V, TI5553) IN MICRO CONDITIONS
Luqman Khaleel Hayder ALATRUSHI
Süleyman Demirel University
Graduate School of Natural and Applied Sciences Department of Mechanical Engineering
Supervisor: Prof. Dr. Fevzi BEDİR
Co-Supervisor: Asst. Prof. Dr. Nihat YILMAZ
In this study, Ti6Al4V alloy, which is frequently used in the biomedical industry, was compared with Ti5553 alloy under micro cutting conditions. The same cutting conditions and parameters were used for both alloys in the cutting process. TiCN coated carbide cutting tools with a diameter of 0.6 mm and with two flutes were used. In this study also, the variations in cutting forces, surface roughness and the burr width were investigated for different ; cutting speed, feed value and depth of cut. According to the results obtained; low cutting speeds cause the increasing in cutting forces for both alloys. When evaluating the cutting process in terms of cutting forces, a critical feed value has been determined. This critical feed value is about 0.3 times of the edge radius (Re) and it was not changed with the alloy type. It was found that with increasing the depth of cut, the cutting forces also increased linearly. A critical feed value also has been verified from the results of the average and maximum surface roughness. The obtained value of the 0.3Re of the cutting forces results, it has been also obtained of its from the surface roughness results.
In the micro milling of both Titanium alloys, the wear of micro cutting tool has been occured by the effect of abrasive wear mechanism, and when the cutting distance is increased, the tool was weared axially and peripherally. This causes an instantaneous change of tool radius and tool edge radius. Particularly, the variation of the edge radius also causes an instantaneous change of the surface roughness. For both alloys, low cutting speeds (Vc < 25m/min) cause a deterioration of surface quality. Therefore, for both alloys, the cutting speed must be selected above of 25 m/min for different cutting forces and beter surface quality
After micro milling experiments, the burr width that formed at machined surface edges is varying depending on the material and cutting parameters. The obtained burr width for the Ti6Al4V alloy is greater because it has a lower hardness. In addition, the burr width increases at smaller feed values than the

vi
critical feed values. It was found that the burr widths in the down milling are larger compared with that in up milling. Also the increasing of depth of cut leads to the increasing of the burr width. Due to the significant increasing in burr width, the depth of cut greater than 150μm are not recommended.
In addition, for the two studied Titanium alloys, the effect of cutting parameters on surface roughness and burr formation was optimized by using the Taguchi method. With the Taguchi analysis, the cutting parameters have been determined for both alloys in terms of both maximum surface quality and minimum burr formation.
Keywords: Micro end milling, Ti5553, Ti6Al4V, surface roghouness, burr formation, cutting force, tool wear, Taguchi method.
2018, 127 pages

vii
TEŞEKKÜR
Bu çalışma için beni yönlendiren karşılaştığım zorlukları bilgi ve tecrübesi ile aşmamda yardımcı olan değerli Danınşman Prof. Dr. Fevzi BEDİR’e ve Dr. Öğr. Üyesi. Nihat YILMAZ’a teşekkürlerimi sunarım. Ayrıca çalışmanın teorik ve deneysel aşamada yardımlarını esirgemeyen Prof. Dr. Kubilay ASLANTAŞ’a teşekkürlerimi sunarım. Sabır ve anlayışla yanımda olan sevgili eşime ve bugünlere gelmemde büyük emeği olan anne ve babam’a(Allah rahmet etsin) sonsuz sevgi teşekkürlerimi sunarım
Luqman Khaleel Hayder ALATRUSHI ISPARTA, 2018

viii
ŞEKİLLER DİZİNİ Sayfa Şekil 1.1. a. Mikro takım tezgahı, b. Gelenksel takım tezgahı............................. 1 Şekil 1.2. Minyatür parça örnekleri………….................................................................. 2 Şekil 1.3. Mikro mekanik işlemenin diğer yöntemlerle kıyaslanması ............ 2 Şekil 2.1. Mikro frezeleme işlemindeki girdiler ve etkileri................................... 6 Şekil 2.2. Minimum talaş kalınlığı etkisinin şematik gösterimi.......................... 8 Şekil 2.3. Kesme konsepti makro ile mikro kesme işlemeinde farkı................ 9 Şekil 2.4. Mikro ile makro kesme işleminin arasındaki mikroyapısının etkisi....................................................................................................................... ...
11
Şekil 2.5. Bölgesel kesme..................................................................................................... 12 Şekil 2.6. İki farklı malzeme için UFG ve CG yüzey pürüzlülüğü ilerleme değerleri ve kesme hızına bağlı olarak değişimi....................................
13
Şekil 2.7. Mikro frezeleme işlemi sırasında talaş derinliği ve düzlemsel kuvvetler.................................................................................................................
15
Şekil 2.8. Kesilmemiş talaş geometrisi (a) elastik böglesi (b) elastik- palstik böglesi (c) tam talaş oluşumu........................................................
16
Şekil 2.9. Kesme kuvveti bağlama uzunluğuna bağlı olarak değişimi............ 17 Şekil 2.10. İki yarıçapının ve diş başına ilerlemenin yüzey pürüzlülüğü üzerindeki etkisi..................................................................................................
19
Şekil 2.11. Ti6Al4V malzemede ortalama yüzey pürüzlülük değerlerinin grafiği a) 0,005mm kesme derinliğinde b) 0,015mm kesme derinliğinde............................................................................................................
20
Şekil 2.12 Yüzey Pürüzlülüğü Ra ve Rz değerleri kesme hızına bağlıdır......... 21 Şekil 2.13. Yüzey Pürüzlülüğü Ra ve Rz değerleri ilerleme hızına bağlıdır…... 21 Şekil 2.14. Ortalama üst çapak genişliği için ana efektler grafiği.......................... 23 Şekil 2.15. Ortalama yüzey pürüzlülüğ için ana efektler grafiği............................ 23 Şekil 2.16. Mikro frezelemede çapak oluşumu engelleme mekanizması a) Destekleyici malzemeyle ön işlemi b) Destekleyici malzemeyle çapak oluşum c) Destekleyici malzeme kaldırması.............................
24
Şekil 2.17. Kesme parametrelerinin çapak yüksekliği ve çapak genişliği üzerindeki etkisi..................................................................................................
25
Şekil 2.18. Mikro frezeleme işleminde karşılaşılan çapak tipleri.......................... 26 Şekil 2.19. Farklı kesme koşullarında mikro çapak oluşumu................................. 27 Şekil 2.20. Çapak genişliğinin kesme uzunluğuna bağlı olarak değişimi ve her kanaldaki çapak boyutu SEM görüntüleri........................................
28
Şekil 2.21. Çapak oluşumu bazı işlenen kanallarda SEM görüntüleri................. 29 Şekil 2.22. Ultra yüksek hızlı mikrofrezleme spindle................................................. 31 Şekil 2.23. Minaytür takım tezgahı..................................................................................... 31 Şekil 2.24. Mikro spinle a. Kesit görünüşü b. Spindle prototipi............................. 32 Şekil 2.25. Mikro frezeleme işlemi için tasarlanmış deney düzeneği ……........ 33 Şekil 2.26. İki ağızlı mikro freze takım geometrisi..................................................... 34 Şekil 2.27. Konvansiyonel frezelemede 6mm çaplı takım ve mikro frezlemede 200µm çaplı takım görüntüsü..............................................
35
Şekil 2.28. Kullanılan takım malzemeleri yüzdesi...................................................... 35 Şekil 2.29. Üç farklı takım kenar radyusü için takım aşınması takım dönüş açısına bağlı olarak değişimi..........................................................................
38
Şekil 2.30. Kesici takımda meydana gelen abrasif aşınma ve talaş yapışması 38 Şekil 3.1. Mikro freze takımın geometrik özellikleri................................................ 44

ix
Şekil 3.2. SEM analizi cihazı................................................................................................. 45 Şekil 3.3. Takımın SEM görüntüsüleri a) Mikro takım, b) Kaplanmış takımın köşe radyüsü.......................................................................................
46
Şekil 3.4. İş parçası hazırlanması ve boyutlarının ayarlanması........................ 47 Şekil 3.5. Kesme kuvveti data alma sisteminin şematik gösterimi................... 47 Şekil 3.6. Deneysel çalışmalarda kullanılan deney düzeneği............................... 48 Şekil 3.7. Mikro frezeleme işleminde kullanılan koordinat sistemi (a) İşlenen kanallar ile kesici takımın ve iş parçasının 3 boyutlu çizimi ve (b) Kesici takımın kesit düzlemine göre tam kanal işlemenin iki boyutlu ifadesi...........................................................................
48
Şekil 3.8. Kesme kuvvetleri ölçümünde kullanılan mini dinamometre....... 50 Şekil 3.9. Yüzey Analizlerinde kullanılan optik profilometre............................. 50 Şekil 3.10. Yapılan ölçüm sonrasında elde edilen, 3 boyutlu yüzey şekli....... 51 Şekil 3.11. Çapak genişliği ölçme yöntemi...................................................................... 52 Şekil 4.1. Ti6Al4V ve Ti5333 malzemeler için a)Fx b)Fy ve c)Fz için maksimum. kesme kuvveti bileşenlerinin devir sayısına bağlı olarak değişimi......................................................................................................
54
Şekil 4.2. Kesme kuvvetlerinin ilerleme değerlerine bağlı olarak değişimi.....................................................................................................................
56
Şekil 4.3. Ti5553 ve Ti6Al4V için max. Fx ve max. Fy Kesme kuvvetinin talaş derinliğine bağlı olarak değişimi…………………………………...….
58
Şekil 4.4. Ortalama yüz pürüzlülüğünün ilerlemeye bağlı olarak değişimi... 61 Şekil 4.5. Masimum yüz pürüzlülüğünün ilerlemeye bağlı olarak değişimi .. 62 Şekil 4.6. İlerleme değerine bağlı olarak işlenen yüzeylerin 3 boyutlu görüntüleri……………………………………………………………………………
63
Şekil 4.7. Ti6Al4V malzemesi için yüz pürüzlülüğü değerleri (Sa ve Sz) kesme mesafesine bağlı olarak değişimi...................................................
64
Şekil 4.8. Ti5553 malzemesi için yüz pürüzlülüğü değerleri (Sa ve Sz) kesme mesafesnie bağlı olarak değişimi...................................................
64
Şekil 4.9. Ti6Al4V ve Ti5553 için Sa değerlerinin devir sayısına bağlı olarak değşimi .....................................................................................................
67
Şekil 4.10. Ti6Al4V ve Ti5553 için Sz değerlerinin devir sayısına bağlı olarak değşimi .....................................................................................................
68
Şekil 4.11. Her iki alaşım için iki farklı devir sayısında yapılan kesme sonrasında elde edilen yüzey pofilleri……………………………………
69
Şekil 4.12. Ti6Al4V malzeme için iki farklı devir sayısıyla yüzey pürüzlülüğü (Sa ve Sz değerleri) kesme mesafesine bağlı olarak değşimi............................................................................................................. ........
71
Şekil 4.13. Ti5553 malzeme için iki farklı devir sayısıyla yüzey pürüzlülüğünün kesme mesafesine bağlı olarak değişimi................
72
Şekil 4.14. Ti5553 ve Ti6Al4V malzeme için alansal ortalama yüzey pürüzlülüğünün talaş derinliğine bağlı olarak değişimi……………..
73
Şekil 4.15. Ti5553 ve Ti6Al4V malzeme için alansal maksimum yüzey pürüzlülüğünün talaş derinliğine bağlı olarak değişimi…………....
74
Şekil 4.16. Farklı talaş derinliklerinde her iki alaşım için elde edilen yüzey profilleri………………………………………………………………………………..
75
Şekil 4.17. Aynı yönlü frezeleme bölgesindeki çapak genişliğinin ilerleme değerlerine bağlı olarak değişimi…………………………………………...
77

x
Şekil 4.18. Zıt yönlü frezeleme bölgesindeki çapak genişliğinin ilerleme değerlerine bağlı olarak değişimi…………………………………………...
78
Şekil 4.19. Her iki alaşım için ilerleme değerine bağlı olarak mydana gelen çapağın SEM görüntüleri………………………………………………………..
79
Şekil 4.20. Aynı yönlü frezeleme bölgesindeki çapak genişliğinin talaş derinliğine bağlı olarak değişimi…………………………………………….
80
Şekil 4.21. Zıt yönlü frezeleme bölgesindeki çapak genişliğinin talaş derinliğine bağlı olarak değişimi…………………………………………….
81
Şekil 4.22. Her iki alaşım için farklı talaş derinliklerinde elde edilen çapaklaın SEM görüntüleri……………………………………………….……
83
Şekil 4.23. Ti5553 için iki farklı ilerleme değerinde takım çapının kesme mesafesine bağlı değişimi……………………………………………………….
85
Şekil 4.24. Ti6Al4V için iki farklı ilerleme değerinde takım çapının kesme mesafesine bağlı değişimi……………………………………….………………
86
Şekil 4.25. Takım çapının mesafesine bağlı olarak değişimi…………..…………. 86 Şekil 4.26. Ti6Al4V alaşım için farklı kesme şartalarında takım aşınmasının SEM görüntüleri………………………………………………….
88
Şekil 4.27. Ti5553 alaşım için farklı kesme şartalarında takım aşınmasının SEM görüntüleri…………………………………………………………………….
89
Şekil 4.28. kaplanmış takımların EDX analiz sonuçları (fz= 2µm, n=20000 dev/dk., ap=0.1mm).........................................................................................
91
Şekil 4.29. kaplanmış takımların EDX analiz sonuçları (fz= 5µm, n=50000 dev/dk., ap=0.1mm).........................................................................................
91
Şekil 4.30. Yüzey pürüzlülüğü değerlerinin (Sa, Sz) kesme mesafesine bağlı olarak değişimi........................................................................................
94
Şekil 4.31. Üç boyutlu profilinin yüz pürüzlülüğü kesme mesafesine bağlı oalrak görüntüleri (fz=2µm/diş , ap=100µm, n=20000 dev/dk)
95
Şekil 4.32. Yüzey pürüzlülüğü değerlerinin (Sa,Sz) kesme mesafesine bağlı olarak değişimi...................................................................................................
96
Şekil 4.33. Üç boyutlu profilinin yüz pürüzlülüğü kesme mesafesine bağlı oalrak görüntüleri (fz=2µm/diş , ap=100µm, n=50000 dev/dk).
97
Şekil 4.34. Yüzey pürüzlülüğü değerleri (Sa, Sz) kesme mesafesine bağlı olarak değişimi...............................................................................................
98
Şekil 4.35. Üç boyutlu profilinin yüz pürüzlülüğü kesme mesafesine bağlı oalrak görüntüleri (fz=5µm/diş , ap=100µm, n=50000dev/dk)..
100
Şekil 5.1. Kesme parametrelerinin Sa üzerindeki etki diyagramları............... 105 Şekil 5.2. Ortalama ve S/N oranına göre etki diyagramları................................. 108 Şekil 5.3. Ti6Al4V alaşımında aynı yönlü frezeleme için S/N oranına göre etki diyagramları………………………………………………………………….
110
Şekil 5.4. Ti6Al4V alaşımında zıt yönlü frezeleme için S/N oranına göre etki diyagramları……………………………………………………………………
111
Şekil 5.5. Ti5553 alaşımında aynı yönlü frezeleme için S/N oranına göre etki diyagramları……………………………………………………………………
113
Şekil 5.6. Zıt yönlü frezeleme için S/N oranına göre etki diyagramları……. 114

xi

xii
ÇİZELGELER DİZİNİ Sayfa
Çizelge 2.1. Kesme koşulları.......................................................... .................................. 13 Çizelge 2.2. Kesme parameterleri ................................................................................. 29 Çizelge 3.1. Ti5553 titanyum alaşımının kimyasal kompozisyonu (%)....... 43 Çizelge 3.2. Ti5553 titanyum alaşımına ait bazı mekanik özellikler............ 44 Çizelge 3.3. Ti6Al4V titanyum alaşımının kimyasal kompozisyonu (%)….. 44 Çizelge 3.4. Ti6Al4V titanyum alaşımına ait bazı mekanik özellikler............ 44 Çizelge 5.1. Ti6Al4V için elde edilen Sa değer.......................................................... 102 Çizelge 5.2. Ti6Al4V için Ortalamaya ve S/N oranına göre model Özeti...... 103 Çizelge 5.3. Ti6Al4V için S/N ranına göre varyans analizi……………………… 103 Çizelge 5.4. Ti6Al4V için ortalamaya göre varyans analizi……………………… 103 Çizelge 5.5. Ti6Al4V için ortalama ve S/N oranına göre yanıt çizelgesi (En düşük en iyi)...........................................................................................
104
Çizelge 5.6. Ti5553 için elde edilen Sa değerler……………………………………… 105 Çizelge 5.7. Ti5553 için ortalama ve S/N oranına göre model özeti……… 106 Çizelge 5.8. Ti5553 için S/N oranına göre varyans analizi.................................. 106 Çizelge 5.9. Ti5553 için ortalamaya göre varyans analizi.................................... 107 Çizelge 5.10. Ti5553 için Ortalama ve S/N Oranına göre yanıt çizelgesi... 107 Çizelge 5.11. Ti6Al4V alaşımında aynı yönlü frezelemede elde edilen çapak genişlikleri.......................................................................................................
109
Çizelge 5.12. Ti6Al4V Aynı yönlü çapak için ortalamaya ve S/N oranına göre model özeti...........................................................................................
109
Çizelge 5.13. Ti6Al4V alaşımında zıt yönlü (up milling)frezelemede elde edilen çapak genişlikleri........................... ...............................................
110
Çizelge 5.14. Ti6Al4V zıt yönlü çapak için ortalamaya ve S/N oranına göre model özeti......................................... .................................................
111
Çizelge 5.15. Ti5553 alaşımında aynı yönlü (down milling) frezelemede elde edilen çapak genişlikleri......................................... ........................
112
Çizelge 5.16. Ti5553 malzemesi için zıt yönlü çapak için ortalamaya ve S/N oranına göre model özeti..............................................................
113
Çizelge 5.17. Ti5553 malzemesi için zıt yönlü çapak için ortalamaya ve S/N oranına göre model özeti………………………………………….…
114

xiii
SİMGELER VE KISALTMALAR DİZİNİ Al Alüminyum AlCrN Alüminyum Krom Nitrür AlTiN Alüminyum Titanyum Nitrür ap Kesme derinliği C Karbon C Santigrat derece CBN Kübik bor Nitrür CNC Computer Numerical Control Co Kobalt Cu Bakır Cr Krom EDX Enerji Saçılım x-ışınları D Takım çapı dev/dk Devir/dakika fz İlerleme hızı Fc Kesme kuvveti Fe Demir Ft Teğetsel kuvvet Fr Radyal kuvvet Fy Normal kuvvet Fx İlerleme kuvveti Fz Eksenel kuvveti g/cm3 Gram/santimetre küp GPa Gigapascal HRc Rockwell C HV Vickers sertlik Kg/cm3 Kilogram/ santimetre küp kHz Kilo Hertz m/dk Metre/dakika mm Milimetre mm2 Milimetre kare mm/dk Milimetre/dakika mm2/s Milimetre kare/saniye MQL Minimum Quantity Lubrication Mn Mangan Mo Molibden MPa Megapascal µ Mikron µm Mikron metre n devir sayısı N/mm2 Newton/milimetre kare N/µm Newton/mikron metre Nb Niyobyum Ni Nikel PCD Çok kirstalli elmas re Kenar radiusu SEM Scanner Electron Microscobe

xiv
Sa Alansal ortalama yüzey pürüzlülüğü Sz Alansal Maksimum yüzey pürüzlülüğü tc Talaş kalınlığı tc1 Kesilen talaş kalınlığı tcmin Minimum talaş kalınlığı Ti Titanyum TiN Titanyum nikel TiCN Titanyum karbonitrür Vc Kesme hızı W/mK Watt/metre kelvin WC Tüngsten karbür Zr Zirkonyum Takımın dönme açısı Sigma KISALTMA AKÜ Afyon Kocatepe Üniversitesi CNC Computer Numerical Controlled (Bilgisayarlı Sayısal Kontrol) SDÜ Süleyman Demirel Üniversitesi N Newton KN Kilonewton μm Mikrometre m Metre mm Milimetre dev Devir Fx X ekseninde oluşan kesme kuvvet Fy Y ekseninde oluşan kesme kuvvet Fz Z ekseninde oluşan kesme kuvvet

1
1. GİRİŞ
İmalat teknolojileri özellikle elektronik, havacılık, bilgisayar, biyomedikal ve
uzay sanayi endüstrisinin ürün ve parça boyutlarındaki azalma taleplerini
karşılamak için yüksek hassasiyette imalat teknolojilerini geliştirmek
zorundadır. Bu doğrultuda minyatür boyuttaki endüstriyel ürünlerin imalatı ise,
popüler bir mühendislik araştırma konusu olarak gün yüzüne çıkmaktadır.Yeni
konsept, prosedür ve tezgahlar bu artarak gelişen zorlayıcı istek ve beklentilere
cevap vermek için geliştirilmektedir. Mekanik mikro-işleme, mikro ölçekli
parçaların imalatında büyük imkânları ve yararları beraberinde getirerek ortaya
çıkmış bir teknolojidir. Mevcut mikro-işleme yöntemleri, mekanik, kimyasal-
mekanik, yüksek enerji ışın-esaslı ve tarama prob mikro-işlemleri olarak
sınıflandırılabilir (Ucun vd., 2011; Park, 2008).
Bu teknolojiler arasında minyatür takım tezgâhları kullanılarak mekanik mikro-
işleme birçok avantajlarıyla birlikte önemli bir araştırma konusu haline
gelmiştir. Bu avantajlar; makina sürücüleri için daha küçük alan ve enerji
ihtiyacı, ısıl, statik ve dinamik stabilitesinin artmasından dolayı harici hata
kaynaklarına karşı tezgâh dinçliğinin artması, tezgah boyutlarının aşırı
azalmasından dolayı artan pozisyonlama hassasiyeti (Şekil 1.1), işparçası
malzemesi seçiminde daha büyük serbestlik, ürün geometrisinin karmaşıklığı ve
yatırım maliyetidir. Mekanik mikro-işleme, mikro ölçekli parçaların imalatında
büyük imkânları ve yararları beraberinde getirerek ortaya çıkmış bir
teknolojidir (Dornfeld vd., 2006; Jackson vd., 2006).
Şekil 1.1. a. Mikro takım tezgahı, b. Geleneksel takım tezgahı

2
Mikro mekanik işleme, 10 mikrometreden birkaç milimetreye kadar minyatür
ürünleri üretmek için kullanılan bir imalat yöntemidir (Şekil 1.2) (Malekian vd.,
2009).
Şekil 1.2. Minyatür parça örnekleri (https://www.maruho-htj.co.jp)
Mikro mekanik işleme, diğer imalat yöntemleriyle kıyaslandığında, imalat
sanayinde önemli bir yer tutmaktadır, çünkü yüksek hız ve yüksek talaş
kaldırma oranlarına sahiptir (Şekil 1.3) (Chae vd.,2006).
Şekil 1.3. Mikro mekanik işlemenin diğer yöntemlerle kıyaslanması (Chae vd., 2006)
Günümüzde mikro ekipmanlara olan ihtiyacın artmasına paralel olarak,
kullanılan yöntem ve teknikler de artmaktadır. Bu yöntemlerden bazıları;
fotolitografi, mikro lazer, ultrasonik, iyon demeti, mikro elektro erozyon
şeklindedir. Fakat bu yöntemlerinde imalat hızı yavaş olup, yalnızca düzgün
geometrili parçalar üretilmektedir (Masuzawa, 2000). Mikro işleme
yöntemlerinden birisi mikro frezeleme işlemidir, genellikle tercih edilen bir
yöntemdir. Çünkü, diğer mikro işlemlerine (tornalama ve delik delme gibi)

3
nazaran farklı geometrilerde parçaları işleyebilme yeteneğine sahiptir. Aynı
zamanda, imalat hızı ve maliyet konusunda da pek çok avantaj sağlamaktadır.
Dolayısıyla bu tür ürünlerin imalatında gerek maliyet, gerekse de zaman
açısından önemli bir katkı sağlamaktadır (Friedrich and Vasile 1996).
Mikro frezeleme işleminin yukarıda bahsedilen avantajlarının yanında bazı
dezavantajları da söz konusudur. İş parçasının ve takımın küçük olmasından
dolayı takımdaki aşınmalar kesme sürecini önemli ölçüde etkilemektedir
(Patrick vd., 2008). Takımda meydana gelen hasar durumu elde edilen ürünün
kalitesini doğrudan etkilemektedir. Özellikle mikro imalatta kritik bir
parametre olan kesici takımın kesme sırasındaki elastik deformasyonu, imalatı
gerçekleştirilen ürünün boyutlarında ve geometrisinde hatalara sebebiyet
vermektedir. Mikro işlemede takımın ve iş parçasının boyutlarından dolayı
ikinci bir işlemle yüzey kalitesini arttırmak ve çapak temizlemek oldukça zordur
(Zhaojun vd., 1998). Mikro işleme sırasında karşılaşılan bir diğer problem de
talaş yapışmasıdır. Takıma talaşın yapışması hem işlenen yüzey kalitesini hem
de takım ömrünü olumsuz etkilemektedir (Zhaojun vd., 1998).
1.1 Tezin Amacı
Yapılan bu tez çalışmasında, endüstride, havacılık, biomedikal, uzay, kimya vs.
gibi önemli sektörlerde kullanılan Ti5553 ve Ti6Al4V titanyum alaşımlarının
mikro şartlarda frezelenmesinde kaplanmış takımların performansı
incelenmiştir. Kullanılan takımlar için performans kriteri olarak kesme işlemi
sırasında takımdaki aşınma, kesme kuvveti oluşumu, elde edilen yüzey
pürüzlülüğü ve çapak oluşumu genel olarak dikkate alınmıştır. Çalışmada,
Ti5553 ve Ti6Al4V titanyum alaşımının iş parçası olarak seçilmesinin nedeni,
hem son yıllarda mikro imalatta çok kullanılan bir malzeme hem de talaşlı
imalatı oldukça zor olan bir malzeme olmasıdır. Ayrıca, her iki malzemedeki
işlenen yüzey kalitesi ve çapak oluşumu kıyaslanmıştır. Bunula birlikte,
kaplanmış takımın performansını ve aşınma ölçümü gerçekleştirilmiştir. Bu
sayede, Ti5553 ve Ti6Al4V alaşımının mikro boyutta işlenmesinde ideal olarak

4
yüzey pürüzlülüğü elde etmek için gereken kesme koşullarını belirlenmesi
hedeflenmiştir.
Bilindiği üzere, ve kesme konseptine göre mikro frezeleme işlemi geleneksel
kesme işlemlerinden daha karmaşıktır. Talaş kalınlığı, kritik talaş kalınlığını
aşmadığında kesme işlemi sğlıklı gerçekleşmemektedir. Bu çalışmada kullanan
malzeme için (Ti5553 ve Ti6Al4V) kiritik talaş kalınlığı tespit edilmeye
çalışılmıştır. Çalışmada optimum kesme koşullarını tespit etmek için Taguchi
analizi yapılmıştır. Böylece en iyi yüzey kalitesinin ve minimum çapak
oluşumuna neden olan kesme parametreleri tayin edilmiştir.

5
2. LİTERATÜR ÖZETLERİ
2.1. Mikro İşleme Tanımı
Mikro mekanik kesme işlemleri, mikro tornalama, mikro frezeleme, mikro
delme ve mikro taşlamayı içermektedir. Mikro kesme işlemleri, geleneksel
kesme işlemlerine kinematik olarak benzemektedir. Minyatür parçalarına olan
yüksek talep geleneksel üreitim tekniklerinin sınırlı olması nedeniyle, mikro
işleme proseslerine olan ilginin artmasına yol açmıştır (Cheng Ve Huo, 2013).
Bu çalışmada mikro frezeleme üstünde araştırılmıştır. Mikro frezeleme önemli
bir hassa imalat prosesidir. Konvansiyonel işlemi ile karşılaştırıldığında, mikro
frezeleme pek çok açısından farklıdır, yüksek hızlı spindle kullanımı, ince kesim
derinlikleri, üç boytulu parçalar üretimi…vb. kapsamaktadır.
Bu bölümde mikro kesme ile ilgili literatürde yer alan çalışmalardan örnekler
verilmişitir. Mikro mekanik kesme işleminde kullanılan tezgahlar, kesici
takımlar, takım aşınması, yüzey pürüzlülüğü ve çapak oluşumu alt baslıklar
altında ele alınmıştır.
Masuzawa ve Tonshoff (1997), Mikro işleme, kesilmemiş talaş kalınlığı 0.1 ila
200 μm arasında olduğunu önermişlerdir. Masuzawa (2000), kesme işlemiyle
üretilen parçalar boyutu 1 ila 500 µm arası olursa, mikro işleme sayılmaktadır.
Liu vd. ( 2004). Mikro işleme, kesilmemiş talaş kalınlığı, takım ucunun yarıçapı
ile karşılaştırılmış olduğunu söylemişlerdir. Chae vd. (2006), Mikro işleme, bir
minyatür ürünleri ve cihazların özellikleri boyutlarına sahip olup onlarca
mikrometredan birkaç milimetreye kadar değiştiğini tanımlanmıştır. Dornfeld
vd. (2006), mikro işleme, mekanik kesme geometrik olarak tanımlanmış kesici
kenarıyla ve 1mm'den daha az ilerleme hızı olduğunu belirtmişlerdir.
Aramcharoen vd. (2008), kesme işleminde, kesici ucun yarıçapının 1 ile 999 μm
aralığında olduğu ya da kesilmemiş talaş kalınlığı takım ucuyla veya malzeme
tane boyutu ile karşılaştırılabilirse, mikro işleme denir. Zhan vd. (2014), kesme
işleminde, kesici takım çapı 1mm'den daha küçük ise, bu bir mikro kesme

6
işlemidir. Kuram (2017), Mikro frezeleme operasyonunda genellikle 100-999 µm
çapında mikro parmak frezeler kullanılmaktadır.
İncelenen çalışmalar ışığında genel bir değerlendirme yapıldığında; takım uç
yarıcapının, kaldırılan talaş kalınlığıyla kıyaslanması, en önemli bir faktör olarak
görülmektedir. Ayrıca keskin takım ucu varsayımının mikro işlemede geçerli
olmadığı görülmüştür. Kesme işlemi sırasında negatif talaş açısının da büyük bir
öneme sahip olduğu değerlendirilebilir. Mikro frezeleme işlemlerin'deki en
önemli işleme parametreleri, spindle hızı, ilerleme hızı ve diş başına ilerleme
şeklindedir. Literatür, bu parametrelerin işlenen parçaların kalitesini ve takım
üzerindeki sonuçlarını ne ölçüde etkilediğini incelemek için birçok çalışmanın
yapıldığını göstermektedir. Mikro frezeleme işlemindeki en önemli kriterleri,
takımlar (özellikler ve malzemeler), takım tezgahları (spindle tekniği, takım
tutucu, sabitliği), üstelik kesme parametreleri (kesme hızı, ilerleme hızı ve talaş
derinliği) olduğu söylenebilir. Şekil 2.1'de, mikro frezelemedeki girdiler ve
etkileyen faktörleri bir şeması gösterilmiştir. (Rodriguez vd., 2008; Cardoso ve
Davim , 2012; Kiswantoa vd., 2014).
Şekik 2.1. Mikro frezeleme işlemindeki girdiler ve etkileri (Cardoso ve Davim, 2012)
Hacim etkisi
Minimum talaş
kalınlığı
Takım aşınması
Kesme kuvveti
Çapak oluşumu
Yüzey
pürüzlülüğü
Takım
- karakterstikleri
- malzeme
Tezgahları
- takım tutucu
- sabitliği
Kesme
parametreleri
- kesme hızı
- ilerlme
Mikro
frezeleme

7
Öte yandan, mikro frezeleme prosesleri ile ele alınan konular, minimum talaş
kalınlığı ve hacim etkisi, takım aşınmasındaki etkileyen sıcaklık ve kesme
kuvvetleridir. Bu da sonuç olarak, çapak oluşumunu ve yüzey kalitesini
etkilemektedir (Cardoso ve Davim, 2012).
2.2. Mikro Frezeleme Konsepti
Mikro frezeleme işlemi, temel olarak geleneksel frezeleme işlemine oldukça
benzemektedir. Bir anlamda geleneksel frezelemenin minyatürleştirilmiş hali de
denebilir (Heamawatanachai ve Bamberg, 2009; Li vd., 2007). Mikro kesme
alanında, diş başına ilerleme kenar radyüsüne oranı, boyut etkisi, minimum
talaş kalınlığı, kesici takımın düşük sertliği, takım radyal sapması… vb., mikro
frezelemeyi geleneksel frezeleme işleminden ayıran faktörlerdir (Kumar vd.,
2017) . Mikro mekanik işleme, talaş kaldırma mekaniği açısından konvansiyonel
talaş kaldırma işlemiyle benzerlik gösterse de her iki işleme metodu arasında
önemli farklılıklar mevcuttur (Filiz vd., 2007). Aralarındaki fark genellikle takım
kenar radyüsü ile deforme olmamış talaş kalınlığı arasındaki ilişkiden
kaynaklanmaktadır. Talaş oluşumu genellikle doğrusal olmayan dinamik bir
prosestir.
Mikro frezelemede geleneksel frezelemeden farklı olarak kesme derinliği kritik
talaş oluşumunun altına indiğinde, kesme gerçekleşmeyebilir. Bunun yerine iş
parçası elastik olarak deformasyona uğrar (Kim ve Kim, 1995). Bu yüzden mikro
kesme işleminde, minimum talaş kalınlığı kavramı önemli bir faktördür. Bu
mekanizmayı anlamak için minimum talaş kalınlığı kavramı Şekil 2.2’de
açıklanmıştır. Mikro frezeleme işleminde minimum talaş kalınlığınından dolayı
temel olarak iki deformasyon mekanizması ile karşılaşılmaktadır. Bunlar unifom
bir talaş oluşumunun meydana geldiği (tc>tcmin) plastik deformasyon ve düzgün
bir talaş oluşumunun görülmediği daha ziyade ovalama/kazınma
mekanizmasının hakim olduğu (tc<tcmin) elastik-plastik deformasyondur (Chae
vd., 2006). İş parçasının ovalama/kazınma şeklinde deforme edilmesi,
beraberinde bazı problemlerin oluşmasını da sağlamaktadır. Bu şekilde bir
deformasyon sonucu, imalat boyunca kesme kuvveti, yüzey pürüzlülüğü ve

8
tc
tc<tcmin tctcmin tc>tcmin
tc tc
çapak oluşumunda bir artışın görülmesi kaçınılmazdır (Yuan vd., 1996; Chae
vd., 2006; Filiz vd., 2007). Bunun için optimum kesme parametrelerinin
belirlenmesi önemlidir (Liu vd., 2006).
Şekil 2.2. Minimum talaş kalınlığı etkisinin şematik gösterimi (Chae vd. 2006)
Geleneksel frezeleme işleminde kesme derinliği, genellikle kesici takım kenar
radyüsünden çok büyük olduğu için kesici takım daha rahat kesme yaptığından
dolayı düzgün bir talaş akışı da sağlanır (Vogler vd., 2004; Chae vd., 2006). Bu
durum, mikro frezeleme için her zaman mümkün değildir. Çünkü mikro
frezelemede, kesme derinliği veya diş başına düşen ilerleme miktarının kesici
takım kenar radyüsüne oranı genellikle küçüktür (Bao vd., 2000; Kang vd.,
2007). Böyle bir durumda kesici takım kenar radyüsü etkisiyle kesici takım
kenarı, negatif bir talaş açısı karakteri sergilemekte, hatta talaş kaldırmak için
yeterli derinliğe ulaşamamaktadır. Bu durum, kesme işleminde kararsızlıklara
sebep olmaktadır (Shimada vd., 1993; Yuan vd., 1996; Kim vd., 2002; Chae vd.,
2006; Sun ve Cheng, 2010). Konvansiyonel frezelemede ihmal edilen bazı
koşulları, küçük titreşim, kesin kenar radyüsü ve iş parçasının mikroyapı gibi
ise, mikro frezelemede bu koşulları önemli etkileyen faktörler sayılmaktadır.
(Alting vd., 2003; Chae vd., 2006). Çünkü mikro frezelemede oluşan
titreşimlerin ve takıma etki eden kuvvetlerin, çok ince bir kesite sahip olan
takımın çoğunlukla kırılmasına sebep olduğu ifade edilmektedir (Tansel vd.,
1998; Tansel vd., 2000; Tansel vd., 2000; Alting vd., 2003). Bu sebeble
araştırmacılar takım-iş parçasının arasındaki yapılan kesme işlemi ve daha
yüksek kalitede işlenmiş parçalar üretme amaçlı kritik talaş kalınlığı üzerine
yoğunlaşmışlardır.

9
2.2.1. Mikro frezeleme prosesinde boyut etkisi ve kritik talaş kalınlığı
Geleneksel frezeleme işlemlerinde ilerlemenin düşürülmesi ile elde edilen
yüzeyin ve geometrinin kalitesinin iyileşmesi durumu beklenirken, mikro
frezelemede minimum talaş kalınlığı etkisinden dolayı aksi durumlar
oluşmaktadır. Mikro frezeleme işleminde deforme olmamış talaş kalınlığı, kesici
takım kenar radyüsüyle karşılaştırılacak olursa ‘’boyut etkisi’’ denir. Öte yandan,
deforme olmamış talaş kalınlığının kesici takım kenar radyüsüne oranı ‘’boyut
etkisi’’ denir (Şekil 2.3) (Aramcharoen ve Mativenga, 2009; UCUN vd., 2010).
Boyut ekisi mikro kesme işleminde önemli bir rol oynamakta ve kesme
kuvvetleri, yüzey pürüzlülüğü ve talaş oluşumu gibi kesme işleminin araştırma
parametrelerini etkilemektedir. Mikro frezeleme işleminde de küçük çaplı
takımların kullanılmasında dolayı, kesilmemiş talaş kalınlığı da çok küçük
olmakta, hatta bu değer kesici takımın kenar yuvarlama yarıçapı ile yakın
değerlerde olmaktadır (Şekil 2.3).
Şekil 2.3. Kesme konsepti makro ile mikro kesme işlemeinde farkı (Cheng ve Huo, 2013)
Bu durum negatif talaş açısı oluşturmakta ve mikro kesme mekaniğinde ciddi
etki oluşturmaktadır. Kesilmemiş talaş kalınlığının kesici takımın kenar radyüsü
ile küçük olduğu durumda, negatif talaş açısı kesme sürecinde ciddi etki
oluşturmakta ve malzeme elastik-plastik şekil değişimine uğrayarak, talaş
oluşumu ve düzgün bir kesme gerçekleştirmemektedir. Bu durum, kazınma

10
(ploughing) olarak ifade edilmektedir. Daha küçük talaş kalınlıklarını
kesebilmek için, çok keskin kesme kenarlı takım gerekmektedir (Cheng Ve Huo,
2013; Afazov vd., 2013; Hatipoğlu ve Budak, 2014).
Mikro frezeleme işlemlerinde minimum talaş kalınlığının değeri direkt olarak
belilrlemesi oldukça zordur. Bunun yerine araştırmacılar, gerek deneysel
gerekse de nümerik metotlarla, minimum talaş kalınlığının tanımlamaya
çalışmışlardır. Bunlardan bazıları şu şekildedir.
Weule vd. (2001), Kenar yarıçapı yaklaşık 5 μm olan tungstenli karbür takımlar
kullanarak, bir çeliğin mikro kesme işlemini gerçekleştirmişlerdir. Bunlar mikro
işleme için minimum talaş kalınlığının takım kenar yarıçapına oranını 0.293
olarak belirlemişlerdir.
Hou ve Komveuri (2003), mikro taşlamada, abrazif tanenin kesici kenarının
yarıçapı değişken olurken, ancak yarıçapının ortalama değeri belirlenebilir.
Deneysel olarak kritik kesme derinliğinin ~ 0.05 re olduğunu belirtmişlerdir
(re, kesici takımın kenar yarıçapıdır).
Liu ve vd. (2004), minimum kesme kalınlığının, kesici kenar yarıçapının 1 / 10'u
civarında olabileceğini belirtmişlerdir.
Vogler ve vd. (2004), sonlu elemanlar simülasyon yöntemi kullanarak, çelik için
minimum talaş kalınlığını, perlit ve ferrit için kenar yarıçapının 0,2 ve 0,3 katı
sırayla olduğunu rapor etmişler.
Lai vd. (2008), Bu çalışmada, mikro frezeleme işleminde bakır iş parçasının
üzerinde çeşitli kesme parametreleri incelenmiştir. Kullanılan kesici takımın
çapı 0.1mm’dir. İşlenen iş parçası için minimum talaş kalınlığının belirlenmesi
sonlu elemanların modeli kullanılmışıtır. Sonuçta, takımın kenar radyüsü 2µm
ve talaş açısı 10 durumda, minimum talaş kalınlığı kenar radyüsüne oranı 0.25
olduğunu tespit edilmiştir.

11
Rezaei vd. (2017), mikro frezeleme işleminde Ti6Al4V malzeme işlenen iş
parçası olarak minimum kesilmemiş talaş kalınlığı belirlemek için farklı kesme
parametreleri kullanılmıştır. Bu çalışmada da, hem kuru kesme işlemi hem de
minimal miktar yağlama (MQL) sistemi kullanılmıştır. Sonuç olarak, Ti6Al4V
olan malzeme için mikro frezeleme işlemi sırasında ve farklı parametrelerine
bağlı olarak, minimum kesilmemiş talaş kalınlığı takım kenarı yarıçapının 0,15
ila 0,49'u arasında değiştiğini ortaya koymuştur.
2.2.2. Mikro frezeleme prosesinde mikro yapısının etkisi
Mikro frezeleme işleminde, iş parçası malzemesinin mikro yapısı, kritik bir rol
oynamaktadır. Mikro frezelemede, ,iş parçası malzemesinin mikro yapısının,
tane boyutu gibi, kullanılan kesici takımın kenar yarıçapı ve kesme derinliği ile
karşılaştırılabilir olması durumunda, mikroyapısının etkisi dikkate alınmalıdır
(Şekil 2.4). Makro ölçekte, iş parçası materyali izotropik ve homojen olarak
sayılmaktadır. Ancak, mikro ölçekte, takım boyutu veya kesme işlemi
sırasındaki değiştirilecek takım özellikleri, tane boyutu ile aynı mertebede
olmakta, bu durum, malzemenin anizotropik ve homojen olmayan bir davranış
sergilemesine neden olmaktadır. Genelikle, mühendislik malzemelerinin tane
boyutu 100nm ila 100µm arasında değişmekte, ve kesilmemiş talaş kalınlığı
birkaç µm olduğunda talaş oluşumu tek tanede gerçekleşmektedir.
Şekil 2.4. Mikro ile makro kesme işleminin arasındaki mikroyapısının etkisi (Cheng Ve Hu, 2013)
12
Kristalografik oryentasyonu (yönlenmesi) ve malzeme fazı elastik geri esneme
nedeniyle yüzey pürüzlülüğü ve çapak oluşumu malzemenin tanecikleri
arasında farklılık göstermektedir (Dornfeld vd., 2006; Cheng ve Huo, 2013; Elisa,
2014)
Vogler vd. (2002), takım kenarı iş parçası malzeme taneler boyutu ile
karşılaştırılabileceğini söylemişler. Ayrıca Vogler vd. (2004a); Vogler vd.
(2004b), mikro frezeleme işleminde, tek ve çok fazlı malzemelerin, yüzey
oluşumu ve kesme kuvveti üzerindeki mikroyapı etkisi incelemişler. Bununla
birlikte, takım kenar radyüsünün etkisi, özellikle tek fazlı malzemeler için
minimum talaş kalınlığı nedeniyle yüzey oluşumuna önemli ölçüde katkı
sağladığını ifade etmişlerdi.
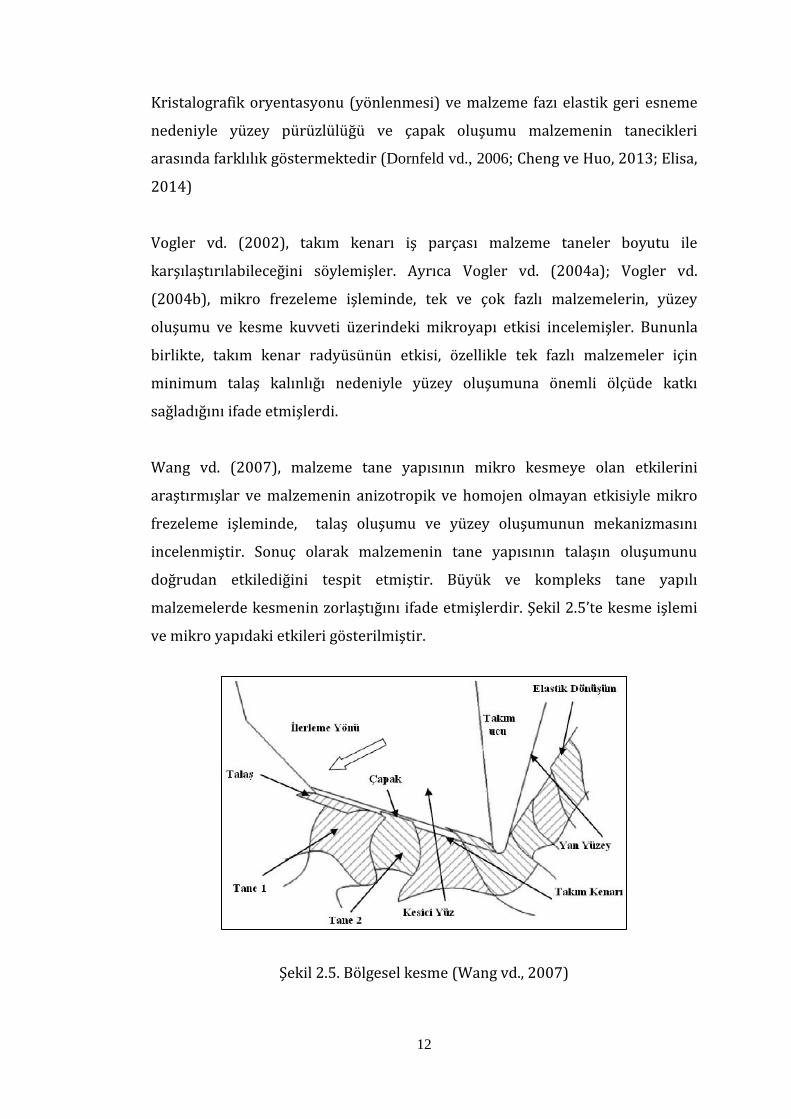
Wang vd. (2007), malzeme tane yapısının mikro kesmeye olan etkilerini
araştırmışlar ve malzemenin anizotropik ve homojen olmayan etkisiyle mikro
frezeleme işleminde, talaş oluşumu ve yüzey oluşumunun mekanizmasını
incelenmiştir. Sonuç olarak malzemenin tane yapısının talaşın oluşumunu
doğrudan etkilediğini tespit etmiştir. Büyük ve kompleks tane yapılı
malzemelerde kesmenin zorlaştığını ifade etmişlerdir. Şekil 2.5’te kesme işlemi
ve mikro yapıdaki etkileri gösterilmiştir.
Şekil 2.5. Bölgesel kesme (Wang vd., 2007)

13
Elkaseer vd. (2016), çalışmasında, mikro frezeleme işleminde yüzey
pürüzlülüğü üzerinde mikroyapı etkisini araştırlılmıştır. Yapılan deneyde
Cu999.9E malzemenin, ince dokulu 200nm ortalama tane boyutuna sahip
[Ultra fine grained (UFG)] ve kaba dokulu 30 µm ortalama tane boyutuna sahip
[coarse grained (CG)] olmak üzere incelenmiştir. Deneylerde kullandığı kesme
kouşulları Çizelge 2.1’de görüldüğü gibidir.
Çizelge 2.1. Kesme koşulları
Kesme parametreleri Değerleri Talaş derinliği (µm) 7 Kesme hızı (m/dak) 25 15 5 İlerleme (µm/diş) 8 4 2 1 0.75 0.25
Sonuç olarak, her iki malzeme için CG ve UFG Cu99.9E, yüksek kesme hızlarında
ve 1 ila 2 arasındaki diş başına ilerleme ile daha iyi bir yüzey kalitesini elde
edilmiştir. Bununla birlikte, ince dokulu UFG Cu99.9E'nin kaba dokulu CG
Cu99.9E malzemesine kıyasla, tüm kesme hızlarında önemli ölçüde daha düşük
bir yüzey pürüzlülüğünü tespit edilmiştir Şekil 2.6’da görüldüğü gibi. UFG
materyali için en iyi yüzey kalitesi Ra = 0.037 iken, CG malzeme için Ra = 0.057
idi. Bu UFG yapısı nedeniyle yüzey pürüzlülüğünde% 35'lik bir düşüş
oluşturmuştur.
Şekil 2.6. İki farklı malzeme için UFG ve CG yüzey pürüzlülüğü ilerleme değerleri ve kesme hızına bağlı olarak değişimi.(Elkaseer vd., 2016)

14
2.2.3. Mikro frezeleme prosesinde kesme kuvveti oluşumu
Talaşlı imalat prosesinin niteliğini belirleyen önemli parametrelerden bir tanesi
de kesme işlemi boyunca oluşan kesme kuvvetleridir. Gerek konvansiyonel
frezeleme işleminde, gerekse de mikro frezeleme işleminde kesme kuvvetleri,
kesici takımın efektif olarak kullanım ömrünü önemli ölçüde etkilemektedir.
Mikro frezeleme işlemlerinde, kesici takım kolayca kırılmasının nedeniyle
kesme kuvvetlerinin kontrolü çok önemlidir. Kesme kuvvetinin kontrolü, ayrıca
daha iyi bir takım ömrü ve iyi bir yüzey kalitesini göstermektedir. Kesme
kuvvetinin üzerindeki en önemli etkileyen faktörler, kesici kenar radyüsüdür.
Çünkü artan kenar radyüsü takımın iş parçasına dalmasını zorlaştırmakla
beraber kesme kuvvetlerinin de artmasına neden olur, ayrıca, minimum talaş
kalınlığı, kesme hızı, iş parçası malzemesi ve takım aşnması, kesme
kuvvetlerinin etkileyen diğer faktörlerdir (Afazov vd., 2013; Bulgurcu, 2017).
Mikro frezeleme işleminde de kesme sıcaklıkları ve takım aşınması kesme
kuvvetinin değişmesine neden olmaktadır. Aynı zamanda, yüksek kesme
sıcaklıkları takım aşınma oranını hızlandırır, ardından kesme kuvvetlerinin
artışına neden olur. Bu yüzden kesme kuvvetlerinin minimumda tutulması
gerekmektedir. Mikro frezelemede, daha iyi kesme performans kesme işlemi
gerçekleştirmek, ve daha iyi bir yüzey kalitesi elde etmek için, kesme kuvveti
kritik bir değerinin altında tutulması gerekmektedir (Rahman vd., 2001;
Cardoso ve Davim, 2012).
Mikro frezelemede, kesme kuvvetinin oluşumu, konvansiyonel frezelemeyle
genel anlamda benzer bir karaktere sahiptir. Fakat, her iki işlem arasındaki,
talaş oluşum mekanizmasındaki farklılıklar, kesme kuvveti karakteristiklerinin
de değişmesine neden olmaktadır. Çünkü mikro frezelemede kesme kuvvetleri,
talaş oluşumuyla doğrudan ilişkilidir (Chae vd., 2006). Yani boyut etkisinden
dolayı, kesici kenarda negatif bir talaş açısı söz konusudur. Böyle bir durumda
da talaş oluşumunda farklılıklar görülmektedir. Bunun bir sonucu olarak, kesme
kuvvetlerinde kararsızlıklar meydana gelebilmektedir (Vogler vd., 2004; Chae
vd., 2006; Bulgurcu, 2017).

15
Mikro frezeleme işlemi sırasında, kesme kuvvetlerinin belirlemesi takım
aşınmasının açısından daha doğru bir kesme sağlamaktadır. Kesme
kuvvetlerinin doğru modellemesi için, titreşim, yüzey kalitesi, talaşlı imalat
kararlılığının doğru tahmin edilmesi gereklidir. Kesme kuvvetlerini tahmin
edebilmek için birçok farklı yöntemler geliştirilmiştir. Bu modeller üç ana
kategoride olmak üzere; ampirik (deneye dayalı), analitik ve mekanik
yöntemler şeklinde sınıflandırılabilir (Newby, 2005).
Özel vd. (2007), sonlu elemanlar yönteminde kullanmak üzere kesmeyi
oluşturan parametreleri analiz etmişlerdir şekil (2.7). Talaşın oluşum açısı ve
oluşan kesme kuvvetleri modelleyerek deney öncesinde kesme işlemi sanal
ortamda simüle edilmiştir. Sanal ortamda yapılan deney neticesinde frezeleme
işlemi öncesinde referans alınacak bilgilere ulaşılmıştır.
Şekil 2.7. Mikro frezeleme işlemi sırasında talaş derinliği ve düzlemsel kuvvetler (Özel vd. 2007)
Mamedov ve Lazoğlu (2012), mikro frezeleme işleminde bir mühendislik
malzemesi olan Al7050 ve 1,5 mm’lik kaplamasız Tungsten karbür (WC) kesici
takım kullanılarak kesme yapılmıştır. Kesme kuvvetlerinin, takım aşınması ve
nihai parça kalitesi üzerindeki belirgin etkisinin araştırmışlardır. Kesme
kuvvetlerinin incelenmesi, kesme sürecinin mekanik ve dinamiğinin
incelenmesi açısından bir kuvvet modeli sunulmuştur. Sonuç olarak, sunulan

16
kuvvet modelinin doğruluğu çeşitli kesme koşullarında ispatlanarak, mikro
boyutlarda frezeleme işlemi için konvansiyonel kuvvet modelinden daha iyi
sonuçlar verdiği görülmüştür.
Zhang vd. (2016), mikro frezeleme işleminde, Al6061 iş parçaları ve iki ağız bir
karbür kesici takım kullanarak, kesme kuvvetini incelenmiştir. Genel üç boyutlu
kesme kuvveti bileşenlerini tahmin etmek için, boyut etkisi, takım radyal
sapması ve kenar radyüsüne etkileyen faktörler dikkate alınarak, analitik model
geliştirmişlerdir. Kesme kuvvetinin tahmin modelinde, gerçek anlık kesilmemiş
talaş kalınlığını, teorik anlık kesilmemiş talaş kalınlığına bağlı olarak
değerlendirilmiştir. Elastik , elastik-plastik deformasyon bölgesi ve tam talaş
oluşumu bölgesinde sırasıyla, üç tür talaş kaldırma mekanizmasıyla minimum
ve kritik kesilmemiş talaş kalınlığının değeri hesaplanmıştır (Şekil 2.8).
Şekil 2.8. Kesilmemiş talaş geometrisi (a) elastik böglesi (b) elastik-palstik böglesi (c) tam talaş oluşumu (Zhang vd., 2016)
Kuram (2017), Inconel 718 süperalaşımının mikro frezelenmesinde kesici takım
bağlama uzunluğunun takım aşınması, kesme kuvvetleri ve çapak oluşumu
üzerindeki etkisi incelenmiştir. Kanal işleme deneyleri sabit devir sayısı,
ilerleme ve talaş derinliği değerlerindirmeyi yapılmıştır. Kesici takım bağlama
uzunluğu ise 10, 15 ve 20 mm olarak üç farklı değerde seçilmiştir. Kuvvet olarak
x ve y yönlerindeki ortalama kuvvetler kaydedilmiştir. Sonuçta, Fx kuvvetinin
tüm kesici takım bağlama yüksekliklerinde Fy kuvvetinden daha büyük olduğu
bulunmuştur. Fx kuvvetinin tüm kesici takım bağlama yüksekliklerinde Fy

17
kuvvetinden daha büyük olduğu bulunmuştur. Hem Fx hem de Fy kuvveti artan
kesici takım bağlama uzunluğu ile artmıştır Şekil 2.9’da görüldüğü gibidir.
Şekil 2.9. Kesme kuvveti bağlama uzunluğuna bağlı olarak değişimi (Kuram, 2017)
Campos vd. (2017), homojen tane özellikleri ve takım sapması göz önüne
alınmadan, bir alüminyum alaşımın mikro frezeleme işleminde adapte edilen bir
mekanik kesme kuvveti modeli uygulanmıştır. Deneyler, farklı ilerleme hızlarını
ve kesme hızlarını dikkate alarak deneysel kesme kuvvetini analiz edilmiştir. Bu
model, spesifik kesme kuvvetinin hesaplanması için elde edilen deneysel
verilere bağlı olarak bir kalibrasyon yöntemini kullanılmıştır. Sonuçta, kesme
hızı, diş başına düşen ilerleme değerine nazaran spesifik kesme kuvvetinin
üzerinde daha büyük bir etkiye sahiptir. Bu sonucçu mekanik model ile de
doğrulanmıştır. Spesifik kesim kuvvetinin tahmini, iyi bir tahmin ve % 15'in
altındaki hatalar nedeniyle gelecekteki deneyler için kullanılabilir.
2.2.4. İş parçası yüzey pürüzlülüğü
Mikro frezeleme işlemi sonunda, oluşan yüzey pürüzlülüğü ve doğruluğu, ürün
kalitesini belirleyen en önemli parametrelerdendir. Konvansiyonel imalat
proseslerinde, imalat sonrası ilave işlemlerle, üretilen parçanın yüzey kalitesi
artırılabilmektedir. Fakat mikro frezelemede bu durum biraz farklıdır ve makro

18
frezelemeden daha karmaşıktır (Wu vd., 2017). Çünkü çok küçük bir geometrik
yapıya sahip olan minyatür ürünler, ilave bir yüzey düzeltme işlemi için uygun
olmayabilir. Bu yüzden mikro frezelemede, yüzey oluşumu ve bu oluşum
üzerindeki etkin parametrelerin tanımlanması önemlidir. Mikro frezelemede,
yüzey kalitesini belirleyen en önemli unsur minimum talaş kalınlığıdır. Bu
parametrenin oluşan yüzey karakteristiği üzerindeki etkisi yapılan çalışmalarda
açıkça ortaya konmuştur. (Yuan vd., 1996; Vogler vd., 2004; Bisacco vd., 2006;
Shreyes ve Melkote, 2006; Li vd., 2008). Bunun yanı sıra, kesici takımın dönmesi
sırasında meydana gelen eksantrikliğin de, düşük bir yüzey kalitesine neden
olduğu ifade edilmektedir (Lee ve Cheung; 2001; Schmitz vd., 2007; Makki vd.,
2009;)
Minimum talaş derinliğinin altındaki talaş derinliklerinde ve ağız başına
ilerleme değerlerinde, pürüzlülük değerinin arttığı ifade edilmiştir. (Weule vd.,
2001; Vogler vd., 2004; Chae vd., 2006;; Aramcharoen ve Mativenga, 2008). Bu
konu üzerine yapılan bazı çalışmalarda aşağıda ifade edilmiştir.
Lee ve Dornfeld, (2004), mikro frezelemede yüzey pürüzlülüğünü etkileyen
faktörler ve bunlar arasındaki ilişkiler incelenmiştir. Makro ölçekte
düşünüldüğünde, MEMS üretim tekniklerine göre daha zor olduğu, fakat
birbirini tamamlayıcı teknikler olduğu ifade edilmiştir. Mikro frezelemenin yeri,
yüksek yüzey kalitesinde son frezeleme olarak gösterilmiştir. Yapılan deneyler
sonucunda, yüzey pürüzlülüğü, kesme hızı ve talaş derinliğine bağlı olarak
değiştiği görülmüştür. Talaş derinliğinin artması ile yüzey pürüzlülük değerleri
önemli ölçüde artar, kesme hızının artışında ise yüzey pürüzlülük değerleri
önemli ölçüde azalmıştır (Lee ve Dornfeld, 2004).
Vogler vd. (2004), mikro frezeleme işlemi sürecinde oluşan yüzey pürüzlülüğü
üzerinde yaptıkları araştırmada, pürüzlülüğü etkileyen en önemli parametrenin
kesici kenar yarıçapı olduğunu ifade etmişlerdir (Şekil 2.10)

19
Şekil 2.10. İki yarıçapının ve diş başına ilerlemenin yüzey pürüzlülüğü üzerindeki etkisi (Vogle vd., 2004)
Vivek ve Sunil ( 2012), mikro frezeleme işleminde HcHcr çelik iş parçasının
üzerinde kesme parametrelerinin yüzey pürüzlüluğü üzerindeki etkisini
incelenmiştir. Bu çalışmada da hem deneysel hem de sonlu eleman metodu
kullanılmıştır. Elde edilen sonuçları karşılaştırılarak yüzey pürüzlüğünün
değerleri birbirine yakın olduğu ifade edilmiştir. Ölçülen ve tahmin edilen
yüzey pürüzlüğünün değerlerinin arasında ±5% fark olduğu ortaya çıkılmıştır.
Taguchi analizde, kesme parametreleri mertebesine göre, yüzey pürüzlüğünün
üzerindeki en büyük etki kesme derinliğidir. Öte yandan, diş başına ilerleme
etkisi az olduğu ifade edilmiştir.
Hatipoğlu ve Budak (2014), bu çalışmada Ti6Al4V titanyum alaşımı ve 15-5 PH
paslanmaz çelik malzemenin mikro frezelemesinde, kesme parametrelerinin
yüzey ve talaş oluşumuna etkisi deneysel olarak incelenmiştir. Farklı diş başına
ilerleme, kesme hızı ve kesme derinliği parametrelerinde, iş parçası yüzeyine
kanal frezeleme işlemi gerçekleştirilmiş ve kanal taban yüzey pürüzlülükleri ve
kenar çapak oluşumları incelenmiştir. Sonuç olarak, ilerlemenin arttırılması ile,
kazınma (ploughing) mekanizmasının etkinliğini yitirmesi sonucu daha iyi bir
talaş kaldırma prosesi gerçekleşmekte ve yüzey kalitesinde iyileşme, çapak
oluşumunda da azalma görülmüştür. Sünek karakterde ve yüksek kopma

20
uzamasına sahip malzemelerde kazınma (ploughing) mekanizmasının yüzey ve
çapak oluşumunda etkinliği fazla olduğu ifade edilmiştir.
Şekil 2.11. Ti6Al4V malzemede ortalama yüzey pürüzlülük değerlerinin grafiği a) 0,005mm kesme derinliğinde b) 0,015mm kesm derinliğinde (Hatipoğlu ve Budak, 2014)
Kesme hızının artması ile yüzey kalitesinde iyileşme ve çapak oluşumunda
azalma olduğu göstermişlerdir. Kesme derinliğinin artması ile yüzey kalitesinde
kötüleşme eğilimi olmakta, çapak oluşumunda da belirgin bir artış
gerçekleşmiştir. Sünek karakterde ve yüksek kopma uzamasına sahip
malzemelerde kesme hızının yüzey ve çapak oluşumunda etkinliği fazla olduğu
ortaya çıkılmıştır şekil 2.11’de a ,b görüldüğü gibi (Hatipoğlu ve Budak, 2014)
b
a

21
Baldo vd. (2015), titanyum alaşımı Ti6Al4V’nın iş parçası mikro frezeleme
prosesinde incelemiş ve yüzey pürüzlülüğünün üzerindeki takım aşınmasının
etkisi analiz etmişler. Yeni ve aşınmış takımlar kullanılarak, kanallar boyutları
0,5 mm genişliğinde ve 0.025 mm yükseklikte işlenmiştir. Kesme esnasında
yüzey kalitesi incelemek için farklı kesme parametreleri, talaş derinliği, kesme
hızı ve ilerleme hızı kullanılmıştır. Bununla birlikte, yüzey pürüzlülüğünün
rastgele davranışlarına sahip olmaktadır. Sonuçta, takımın durumu ve kesme
derinliğine dikkate almayınca, Ra ve Rz değerlerine çok etkilenmemiştir. Ancak,
her iki takım durumunda hem yeni takım hem de aşınmış takım için, en düşük
yüzey pürüzlülüğü yüksek kesme hızıyla elde edilmiştir (Şekil 2.12). Öte yandan,
en kötü yüzey pürüzlülüğü yüksek ilerlerme hızıyla ifade edilmiştir (Şekil 2.13).
Şekil 2.12’de ve şekil 2.13’te ilginç olan sonuç ise, düşük yüzey pürüzlülük
değerleri aşınmış takım durumunda ortaya çıkmıştır.
Şekil 2.12. Yüzey Pürüzlülüğü Ra ve Rz değerleri kesme hızına bağlıdır (Baldo vd., 2015)
Şekil 2.13. Yüzey Pürüzlülüğü Ra ve Rz değerleri ilerleme hızına bağlıdır ( Baldo
vd., 2015)

22
Vipindas vd. (2017), Ti6Al4V iş parçasının mikro frezelemesinde yüzey
pürüzlülüğünün üzerindeki etkliyen faktörleri devir sayışı, ilerlerme, ve kesme
derinliği gibi incelenmiştir. Yüzey pürüzlülüğü ve çapak oluşumunda kesme
parametrelerinin önem derecesini belirlemek için (ANOVA) anlizi kullanılmıştır.
Sonuçta, mikro frezeleme işlemi esansında kesme derinliği ve ilerleme değerleri
arttıkça yüzey pürüzlülüğü de artmış olur, oysa devir sayısı arttıkça elde edilen
yüzey kalitesi daha iyi ifade edilmiştir.
2.2.5. Çapak oluşumu
Talaşlı imalat sonrasında oluşan çapak oluşumu, ilave proseslerle temizliğinin
yapılması ve yüksek maliyetler içermesi bakımından istenmeyen bir durumdur.
Geleneksel frezelemede imalat sonrası oluşan çapaklar, son paso alma veya
lebleme ile temizlenir. Mikro frezelemedeki çapaklar, geleneksel frezeleme ile
karşılaştırıldığında boyutları daha küçük olmasına rağmen çapak temizliği
geleneksel frezeleme işleminden daha zor olmaktadır (Lee ve Dornfeld, 2005;
Chae vd., 2006; Filiz vd., 2007; Venkatesh vd., 2016). Dolayısıyla mikro
frezeleme işleminde çapak oluşumunda oldukça dikkatli olmak ve çapak
oluşumunu en az seviyeye indirmek gereklidir (Lee and Dornfeld, 2005; Wan
vd., 2013). Bunun için de özellikle takım aşınmasını tetikleyici faktörlerin ve
artık gerilmelerin önlenmeye çalışılması gerekmektedir (Venkatesh vd., 2016).
Bunun üzerine çapak oluşumu ve çapak oluşumunu önleyici faktörler üzerinde
çalışmalar yapılmıştır.
Thepsonthi ve Özel. (2012), mikro frezeleme işleminde Ti6Al4V malzemesinin
üzerinde yüzey pürüzlülüğü ve çapak oluşumu üzerindeki etkileyen kesme
parametreleri araştırılmıştır. Optimum işlem parametrelerini tanımlamak için
deneysel ve teorik olarak incelenmiştir. Kullanılan model çok – amaçlı partikül
swarm optimizasyoundakine göre (multi-objective particle swarm
optimization), çapak oluşumu açısından kesme derinliği en etkili faktördür
(Şekil 2.14), oysa ilerleme en etkili faktör yüzey pürüzlüğündedir.(Şekil 2.15).

23
Şekil 2.14. Ortalama üst çapak genişliği için ana efektler grafiği (Thepsonthi ve Özel 2012)
Şekil 2.15. Ortalama yüzey pürüzlülüğ için ana efektler grafiği (Thepsonthi ve Özel. 2012)
Wan vd. (2013), mikro frezeleme işleminde, çapak oluşum ciddi bir
problemlerden birisidir ve kesme işleminden kaçınılmaz bir gerçeğidir. Çapak
oluşumu engellemesi veya kesme işleminden sonra oluşan çapak kaldırılması
çok zor bir işlem haline gelmektedir. Mikro frezelemede boyut etkisi nedeniyle,
oluşan çapak konvansiyonel frezelemeden daha kolay meydana gelmektedir.
Bunun yanında, mikro frezelemede çapak hacmi iş parçasının boyutuna oranı
konvansiyonel frezelemeden daha büyüktür. Bu çalışmada, oluşan çapak mikro
frezeleme işleminde azaltmak için yeni bir yöntem ortaya koymuştur. Bu
yöntemde, iş parçasının sınırı genişletmek için ve yardımcı destek olarak düşük

24
erime noktasına sahip bir alaşım kullanılmıştır Şekil (2.16). Sonuçta, kesme
prosesinden sonra bu yöntemle çok çapak oluşumu engellenmiştir.
Şekil 2.16. Mikro frezelemede çapak oluşumu engelleme mekanizması
a) Destekleyici malzemeyle ön işlemi b) Destekleyici malzemeyle çapak oluşum c) Destekleyici malzeme kaldırması (Wan vd., 2013)
Bajpai vd. (2013) tarafından bir çalışmada, kesme parametrelerinin çapak
oluşumu üzerindeki etkisini ortaya koymak adına, artan devir sayısının ve
ilerleme değerinin çapak boyutunda azalmaya neden olduğu ifade edilmiştir.
Buna karşın, artan talaş derinliği de çapak boyutunu arttırmaktadır (Şekil 2.17).
Bu çalışmada Ti6Al4V malzemesi kullanılmış olup, bazı kesme koşullarında
maksimum çapak aynı yönlü frezelemede ve bazı koşullarda da zıt yönlü
frezeleme yönünde gerçekleşmiştir. Şekil 2.17’de görüldüğü üzere çapak
yükseklikleri çapak genişliklerinden daima daha büyük olarak elde edilmişti

25
Şekil 2.17. Kesme parametrelerinin çapak yüksekliği ve çapak genişliği üzerindeki etkisi (Bajpai vd., 2013)
Kou vd. (2015), mikro frezeleme işleminde, çapağın şekli ve boyutu, kesme
yönüne, takımın giriş ve çıkış noktalarına bağlı olarak değişebilmektedir.
Genellikle takımda meydana gelen aşınmaya bağlı olarak çapak boyutu ve şekli
değişkenlik gösterse de en çok çapak genişliği ve yüksekliği çalışmalarda
dikkate alınmıştır. Çapak yükseklik ve genişliği ise işlenen kanal kenarında
meydana gelen bir çapak şekillenmesidir. Bunun dışında kanalın giriş ve çıkış
noktalarında da çapak oluşumu meydana gelebilmektedir (Şekil 2.18). Özellikle
de takımın çıkış noktasında meydana gelen çapak boyutlarının daha büyük
olduğu ifade edilmektedir.

26
Şekil 2.18. Mikro frezeleme işleminde karşılaşılan çapak tipleri (Kou vd., 2015)
Perçin vd. (2015), çalışmada, Ti6Al4V alaşınmın mikro frezelemesinde soğutma
ve yağlama sistemlerinin takım performansına etkileri araştırılmıştır. Minmal
miktar yağlama (MQL-Minimal Quantity Lubrication), bor yağı ve kriyojenik
soğutma olmak üzere üç farklı kesme koşulunun yanı sıra kuru kesme
şartlarında deneyler yapılmışıtır. Elde edilen sonuçlara göre; çapak oluşumu,
yüzey kalitesi ve kesme kuvvetleri açısından değerlendirildiğinde bor yağının
mikro kesme işleminde kullanılması önerilmemiştir. Minimum çapak oluşumu
ve daha iyi yüzey kalitesi için MQL önerilmiştir. Kriyojenlik işlemede yüzey
kalitesi, kuru kesmeye benzer olmasına karşın takım aşınmasının daha fazla
olduğu gözlemlenmiştir (Şekil 2.19)

27
Şekil 2.19. Farklı kesme koşullarında mikro çapak oluşumu (Perçin vd. ,2015)
Aslantaş vd. (2016a) tarafından yapılan bir çalışmada Inconel 718 malzemesi
kullanılmış ve kesme uzunluğuna bağlı olarak da çapak genişliğinin dalgalı bir
değişim gösterdiği ifade edilmiştir (Şekil 2.20). Bunun da nedeni; takımın
çevresel olduğu kadar eksenel aşınmaya da maruz kalması şeklinde
yorumlanmıştır. Eksenel aşınma, takım kenar radüsünün azalmasına ve
dolayısıyla çapak boyutunun da azalmasına sebep olmaktadır Ayrıca yapılan
çalışmada maksimum çapak boyutunun zıt yönlü frezeleme bölgesinde
meydana geldiği ifade edilmiştir.

28
Şekil 2.20. Çapak genişliğinin kesme uzunluğuna bağlı olarak değişimi ve her kanaldaki çapak boyutu SEM görüntüleri (Aslantaş vd., 2016a)
Aslantas vd. (2016), Nano-Kristalin Elmas (NCD) kaplamalı kesicı takımlarının
performansı Ti6Al4V alaşımının mikro frezelemesinde, TiN kaplı, AlCrN kaplı
ve kaplamasız karbür takımlarla karşılaştırılarak değerlendirilmiştir. Sonuç
olarak, maksimum çapak genişliği aynı yönlü frezeleme bölgesinde kaplamasız
takımla elde edilmiştir. Kesici takım TiN- ve AlCrN kaplı ile elde edilen çapak
genişliği minimum olduğu ifade edilmiştir (Şekil 2.21).

29
Şekil 2.21. Çapak oluşumu bazı işlenen kanallarda SEM görüntüleri (Aslantas
vd., 2016)
Vipindas vd. (2016), Ti6Al4V iş parçası alaşımının mikro frezelemesinde, çapak
oluşumu üzerindeki etkilyen faktörleri araştırmıştır. Kesme işleminde iki farklı
karbür takım (0.5mm ve 1.0 mm çap) kullanılmıştır. Farklı kesme parametreleri
(devir sayısı, ilerleme ve kesme derinliği gibi) iki farklı takım ile yüzey kalitesi
ve çapak oluşumunun üzerindeki etkileri incelenmiştir. Kesme parametrelerinin
öneminin derecesi belirlemek için varyans analizi (ANOVA) kullanılmıştır.
Sonuçta, elde edilen minimum çapak oluşumu en iyi optimizasyon faktörleriyle
Çizelge 2.2 gösterilmiştir.
Çizelge 2.2. Kesme parameterleri
Kesici takım Kesme parametreleri
Devir sayısı İlerleme Kesme derinliği 0.5mm’lik çapı 3147 dev/dk 2 mm/dak 0.05 mm 1mm’lik çapı 1462 dev/dk 2 mm/dak 0.1 mm
2.3. Mikro Frezeleme Prosesinde Kullanılan Takım Tezgahı
İmalat sanayisinde iş parçası boyutlarının küçülterek minyatürleşmeye doğru
bir gelişim görülmektedir. Dolayısı ile mikro kesicilerin kullanımı da yaygın hale
gelmektedir. Ancak düşük maliyetli ve verimli bir ekipman kullanımı için
standart işleme uygulamalarının dışına çıkmak gerekmektedir. Mevcut

30
konvansiyonel CNC ekipmanları ile küçük çaplı mikro freze uçlarının gerek
duyduğu parametreleri sağlayamamaktadır (Dhanorker ve Özel, 2006; Kim vd.
2014 ).
Konvansiyonel frezeye benzemesine rağmen, boyutlardaki önemli küçülme
(yaklaşık olarak 1/40) hiç karşılaşılmamış durumların ortaya çıkmasına neden
olmuştur. Bu ölçeğin küçülmesi mikro frezelemenin bazı parametrelerinde de
keskin değişikliklere neden olmuştur. Örnek olarak diş başına 10 μm’den daha
az ilerleme, 1–20 μm arası kesme derinliği, 30.000 dev/dk’dan fazla iş mili devri
ve 0,25 mm’den daha küçük takım çapı gösterilebilir. Bu yüzden frezelerin
kendisi, bu uygulamalar için yüksek hassasiyet gereksinimleri (0,1 μm
civarında) göz önüne alınarak tasarlanmalıdır (Venkatesh ve Izman, 2007).
Mikro ürünlerin boyutu ve kalitesi takım tezgahlarının özelliklerine bağlı olup
genel hassasiyetleri ve dinamik performansı da kapsamaktadır. Hassas takım
tezgahlarında boyut, doğruluk, yüzey pürüzlülüğü ve ürünlerin verimliliğini
korumak için spindle dönme hızı çok yüksek olmalıdır (havalı yatak spindle
20.000 dev/dk.’yı aşar), küçük takımın çapı da talaş kaldırma oranını
azaltmaktadır (Chae vd., 2006).
Spindle, hassas takım tezgahının önemli bir parçasıdır. Çünkü spindle hareket
hatası, işlenmiş bileşenlerdeki yüzey kalitesi ve doğruluğu üzerinde önemli
etkilere sahip olacaktır. Hassas takım tezgahlarında en çok kullanılan spindler,
aerostatik ve hidrostatik spindlerdir. Aerostatik spindle, orta ve küçük yükleme
kapasitesine sahip ve takım tezgahlarında yaygın olarak kullanılır, ancak
hidrostatik spindle genellikle büyük yük ve hassas takım tezgahlarında
uygulanmaktadır. Spindle, takım tezgahlarında besleme sürücüsünde yer
almaktadır. Spindle sürücü, yeterli açısal hızı, tork ve güç sağlar ve onun
yuvasında yataklarıyla tutmuş olur ( Luo ve vd., 2005). Mikro işlmelerindeki
takım tezgahına ait olanlar, Spindle mili, motoru ve entegre tek birimi, sertlik ve
hareket hatalarını azaltmak için sağlamaktadır. Doğru ve güvenli spindle,
yüksek kaliteli ürünler ve yüzey pürüzlülüğünün doğruluğunu sağlamak için

31
gereklidir (Venkatesh ve Izman, 2007). Mikro frezelemede, kullanılan ve gelişen
takım tezgahları spindle üzerinde bazı çalışmalar yapılmıştır.
Jokiel vd. (2004), yeni ultra yüksek hızlı mikrofrezleme spindle gelişimini
araştırmışlar (Şekil 2.22). Bu çalışmada, hava-yatak yeni spindle tasarımı
tartışılmıştı. Spindle çok yüksek hızda (90.000 dev/dk) çalışmaktadır ve takımın
çok düşük radyal sapması imkan sağlamaktadır.
Şekil 2.22. Ultra yüksek hızlı mikrofrezleme spindle(Jokiel ve vd., 2004)
Lai vd. (2008), mikro frezeleme işleminde, minimum talaş kalınlığı ve kesici
kenara etkisini inceleyerek minyatür takım tezgahı kullnmışlardır (Şekil 2.23).
Şekil 2.23. Minyatür takım tezgahı (Lai vd., 2008)
Motor
Motor takozu
Hava yatağı
Temel yapı
3-eksenel kuvvet Mikro takım
Sürtüne
çarkı
Motor mili
Küresel conta

32
Takım tezgahı genel boyutları 270×190× 220 mm’dir, ancak çalışma boyutları
30,30 ve 30 mm‘dir. Bu tezgahı 80,000 dev/dk ve 3 eksenli harekete sahiptir.
Delhaes ve vd. (2009), mikro frezlemenin uygulamaları için yeni viskoz sürücü
mekanizmalarını sunulmuştur. Bu sistemde viskoz sürücü hem spindle sürmek
hem de destek için kullanmaktadır. Spindle, viskoz çekim kuvvetleri dayanarak
sürüyor. Türbin vasıtasıyla üretilen çekiş, mikro frezeleme uygulamak için
yeterlidir. Hava-sürülmüş spindle 24,000 dev/dk dönme hızına sahiptir.
Li ve vd. (2015), yüksek hızlı ve hassas mikro spindle tasarımı ve
değerlendirmesini sunulmuştır. Mikro-mekanik işlemede, kullanılan mikro
Spindle 2.79 μm'lik takım salgı ile gerçekleştirebilmiştir. Takım tezgahı, 240.000
dev/dk ve 6.3N.mm’nin üstünde statik tork ile, mikromekanik işlemede 0.2mm
çaplı kesici takım kullanmak için yeterlidir. Takım sapı, aerostatik yataklar
tarafından doğrudan yerleştirilmiş ki yüksek hızlarda takım radyal sapması
küçültmektedir (Şekil 2.24).
Şekil 2.24. Mikro spinle a) Kesit görünüşü b) Spindle prototipi (Li ve vd., 2015)
Singh ve Singh (2018), Ti6Al4V iş parçasının üzerinde mikro kesme işleminin
kararlılığı ve sonlu elemanlar kullanılarak incelenmiştir. Mikro frezeleme işlemi
gerçekleştirmek için, üç eksenli ultra yüksek hızlı bir mikro tezgahı
geliştirilmiştir. Kullanılan takım tezgahında, yüksek hızlı spindle bir seramik
yatağına sahip olmak ve maksimum 140.000 dev / dak'ya ve 4,3 N.cm'lik bir
ortalama torkla dönebilimektedir. Takım tezgahı ± 1 µm hassasiyete sahiptir.

33
Mikro takım tezgahı bir titreşim izolasyon tablosuna yerleştirilmiştir (Şekil
2.25).
Şekil 2.25. Mikro frezeleme işlemi için tasarlanmış deney düzeneği (Singh ve Singh 2018)
2.4. Mikro Frezeleme Prosesinde Kullanılan Kesici Takımları
Mikro frezelemede kullanılan kesici takımların boyutları, mikro parçalardan
talaş kaldırma hacmini ve hassasiyetlerinin sınırlarını belirler. Daha küçük
takımlar, boyutlarına göre daha az ısıl genleşmeye maruz kaldıkları için birçok
avantajı beraberinde getirmektedir. Takımlar kısa olması nedeniyle daha
yüksek statik rijitliğe, daha yüksek dinamik kararlılığa ve üretimde daha az
miktarda malzeme ile kullanıldığı için daha düşük maliyete sahiptirler (Cox vd.,
2004).
Kesici takım geometrisi ve takım malzemesi özellikleri talaş oluşumu, ısı
üretimi, takım aşınması, yüzey kalitesi üzerinde önemli etkiye sahiptir. Bu
nedenle mikro ölçekli ürünlerin istenilen geometrik boyut ve yüzey kalitesinde
üretilmesi, mikro kesici takımların işleme performansına bağlıdır. İşleme
performansı ve takım ömrü, kesici takımın rijitliğine, kesici takımı oluşturan
malzemenin cinsine, kaplama malzemesi gibi faktörlere göre değişmektedir
(Chae vd. 2006; Dornfeld vd., 2006). Mikro takımlar, yüksek devirlerde kesme

34
işlemi yapması nedeniyle, aşınma hızı yüksektir. Bu nedenle, kesme sırasında
meydana gelen sıcaklığa ve sürtünme kuvvetlerine dayanabilecek rijitliğe sahip
olması istenir. Takım rijitliğini ve sıcak sertliğini etkileyen en önemli unsurlar
ise, takım malzemesi içeriği, bağlayıcı oranı ve kaplama malzemesinin türü
gelmektedir. Kaplama; kesme kuvvetini, oluşan ısıyı ve aşınmayı büyük oranda
azaltarak geçici bir yağlayıcı görevi yapmaktadır. Bu, özellikle daha kaliteli
yüzey elde edilmek istenildiğinde daha yüksek hızların kullanılmasına imkân
sağlar. Kesici takım malzemelerindeki en önemli gelişme, takımların
yüzeylerinin birkaç mikron kalınlığındaki tabaka ile kaplanmasıdır (UCUN vd.,
2011; UCUN vd., 2013) . Elmas takımlar ise daha çok demir dışı metallerin
işlenmesinde ve hassas işlemlerde kullanılırlar. Ancak bu elmas takımlar, demir
esaslı malzemelerle kimyasal reaksiyona girme yatkınlıklarının fazla olması
nedeniyle pek tercih edilmezler. Bu yüzden mikro kesici takımlar genellikle
tungsten karbür, elmas, kübik bor nitrür (CBN), çok kristalli elmas (PCD) gibi
malzemelerden üretilirler (Chae vd. 2006). Mikro frezeleme uygulamalarında iki
ağızlı ve helis kanallı WC freze uçları (Şek il 2.26) yaygın olarak kullanılmaktadır
(Heaney vd., 2008).
Şekil 2.26. İki ağızlı mikro freze takım geometrisi (Heaney vd., 2008)
Mikro frezelemede kullanılan 1 mm veya daha küçük çaptaki takımlar, mikro
takımlar olarak kabul edilmiş ve son yıllarda 0,05 mm (50 μm) veya daha küçük

35
çapta mikro takımlar ticari olarak üretilmeye başlanmıştır. Şekil 2.27’te 0,2mm
(200 μm) çapında imal edilmiş bir mikro takım gösterilmiştir (Yücel ve Çiçek,
2011).
Şekil 2.27. Konvansiyonel frezelemede 6mm çaplı takım ve mikro frezlemede 200µm çaplı takım görüntüsü.(Yücel ve Çiçek, 2011)
Mikro frezelemede, yüzey kailtesi üzerindeki en önemli faktör kesici takım
özelliğidir, takım çapı, takımın kenar radyüsü, takım malzemesi ve takım
kaplamasıdır. Takım malzemesinin açısından en çok kullanılan malzeme
tungsten karbürüdür (Şekil 2.28). Çünkü Tungsten Karbür kesici takımlar
genellikle geniş bir sıcaklık aralığında sertlikleri ve mukavemetlerinden dolayı
kullanılımaktadır. (Piljek vd., 2014)
Şekil 2.28. Kullanılan takım malzemeleri yüzdesi (Piljek vd., 2004)

36
2.5. Takım Aşınması
Genel olarak ürün imalatında kullanılan kesici takımlar, ürün kalitesini ve
maliyetini direkt etkiledikleri için takım ömrü oldukça önemli bir konudur.
Kesici takımların kullanım ömürlerinin uzun olması, yüksek sıcaklıklarda
sertliğini ve kimyasal kararlılığını koruyarak iyi bir aşınma direnci
göstermelerine bağlıdır (Wu, 2012). Mikro frezeleme işleminde kesici takım
ömrü, geleneksel frezeleme ve diğer imalat yöntemlerinden oldukça farklı
özellikler gösterir. Mikro frezelemede kullanılan mikro kesici takımlar,
ebatlarının küçük olması ve kesme sırasında yüksek kesme kuvvetlerine maruz
kalması nedeniyle kolayca aşınırlar. Sonuç itibari ile mikro parçada hassasiyet
bozulur ve yüzey pürüzlülüğü zarar görür. Müteakiben kesme kuvvetleri ve
titreşim artar ve çapak oluşumu başlar. Özellikle işlenebilirliği zor olan sert
malzemelerin işlenmesinde mikro kesici takımlara gelen kesme kuvvetleri çok
yüksek olacağı için kesici takım aşınmaları kaçınılmaz olur (Vogler vd., 2004;
Filiz vd., 2007).
Konvensiyonel frezelemede, takım aşınması ve ömrü konuları yoğun bir şekilde
araştırılıyorken, literatürde mikro frezeleme işlemiyle ilgili çalışmalar kısıtlıdır.
İşlenebilirliği oldukça zor olan malzemelerin (sertleştirilmiş çelikler, süper
alaşımlar, Titaniyum alaşımlar gibi) mikro frezeleme ile imalatı konusu ise daha
karmaşık bir süreçtir. Çünkü tahmin edilemeyen takım ömrü, mikro takımların
aniden hasara (kırılma veya aşınma ) uğraması ve yüksek kesme kuvvetleri bu
konunun önündeki en büyük engellerdir. Mikro frezeleme işleminde, kesici
takımın kenar radyüsü hızlı bir şekilde aşınması kritik bir süreçtir. Çünkü bu
durum özellikle yüzey pürüzlülüğünü, kesme kuvvetlerini ve çapak oluşumunu
doğrudan etkilemektedir. Özellikle, mikro frezelemede çapak oluşumu
takımdaki aşınmayla birlikte artmaktadır (Hatipoğlu ve Budak, 2014; Perçin vd.,
2015).
Mikro frezeleme de genellikle en çok karşılaşılan hasar tipleri; abrasif aşınma,
adhesiv aşınma ve kırılmadır. (Aramcharoen and Mativenga 2009). Takımda
meydana gelen bu hasar tipleri, kesici takımın geometrik özelliklerine, takım

37
malzemesine, takım rijitliğine ve iş parçasının mekanik özelliklerine bağlıdır.
Ayrıca kesme hızı, kesme derinliği, ilerleme hızı, kesme kuvvetleri, kesme
zamanı gibi kesme parametreleri de kesici takım aşınmasında büyük ölçüde
önemli rol oynarlar(Toenshoff ve Denkena, 2013; Ucun 2013).
Mikro frezeleme işleminde meydana gelen aşınmanın en önemli etkisi, kesici
takım çapı ve kenar radyüsündeki değişimdir. Kesici takımda meydana gelen
çevresel ve eksenel aşınmalar sonucunda kesici takım geometrisinde değişimler
gözlenir. Takım çevresinde meydana gelen çevresel aşınma, kenar radüsünde
bir artış ve takım çapında ise azalma meydana getirmektedir (Özel vd. 2017; Liu
vd., 2006; Filiz vd., 2007; Aslantaş vd. 2016a). Çevresel aşınma, takım çapının
azalıp kenar radüsünün artmasına neden olur. Çevresel aşınmanın yanı sıra
takımda meydana gelen eksenel aşınma, kenar radüsünün zamanla değişmesine
neden olmaktadır. Özellikle çevresel aşınma sonucu kenar radüsünün artması
nedeniyle talaş oluşum mekanizmasını etkileyen minimum talaş kalınlığı
değerinin de değişmesine neden olacaktır. Özellikle talaş kalınlığının kesici
takım kenar radüysüne oranla çok küçük olması durumunda kesici takım,
negatif talaş açısı etkisi göstererek kesici takımın talaşa dalması zorlaşmakta ve
kesme işleminde kararsızlıklar meydana getirmektedir (Aramcharoen ve
Mativenga 2009). Bu durum beraberinde kayma mekanizması yerine
ovalama/kazınma mekanizmasının baskın olduğu kesme işlemine yol
açmaktadır. Takım adeta iş parçasını ovalama/kazıma hareketine benzer
şekilde işlemektedir. Sonuç olarak takım çapındaki azalma ve kesici takım kenar
radüsündeki değişime bağlı olarak kesici takım aşınması artmaktadır (Wu,
2012; Thepsonthi vd., 2015).
Özel vd (2017), Ti6Al4V iş parçasının üzerinde mikro frezelemede, takım
aşınmanın açısından kenar radyusü etkisi incelenmiştir. Bu çalışmada da, üç
boytlu sonlu elemanlar modeli ve mikro frezeleme işleminin simülasyonu
kullanılmıştır. Sonuçta, aşınılmış takım kenar radyusünün artışı, kesme kuvveti,
kesme sıcaklığı, çapak oluşum ve takım aşınma oranına mühim bir rol
oynamaktadır (Şekil 2.29).
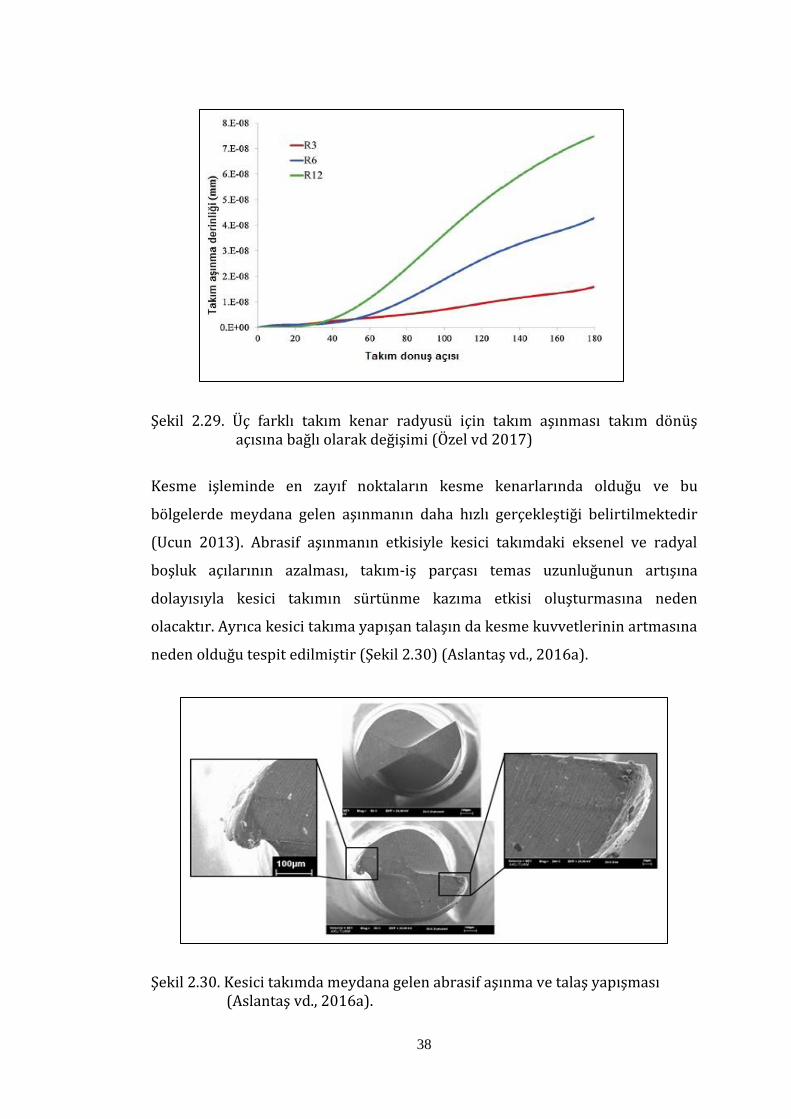
38
Şekil 2.29. Üç farklı takım kenar radyusü için takım aşınması takım dönüş
açısına bağlı olarak değişimi (Özel vd 2017)
Kesme işleminde en zayıf noktaların kesme kenarlarında olduğu ve bu
bölgelerde meydana gelen aşınmanın daha hızlı gerçekleştiği belirtilmektedir
(Ucun 2013). Abrasif aşınmanın etkisiyle kesici takımdaki eksenel ve radyal
boşluk açılarının azalması, takım-iş parçası temas uzunluğunun artışına
dolayısıyla kesici takımın sürtünme kazıma etkisi oluşturmasına neden
olacaktır. Ayrıca kesici takıma yapışan talaşın da kesme kuvvetlerinin artmasına
neden olduğu tespit edilmiştir (Şekil 2.30) (Aslantaş vd., 2016a).
Şekil 2.30. Kesici takımda meydana gelen abrasif aşınma ve talaş yapışması (Aslantaş vd., 2016a).
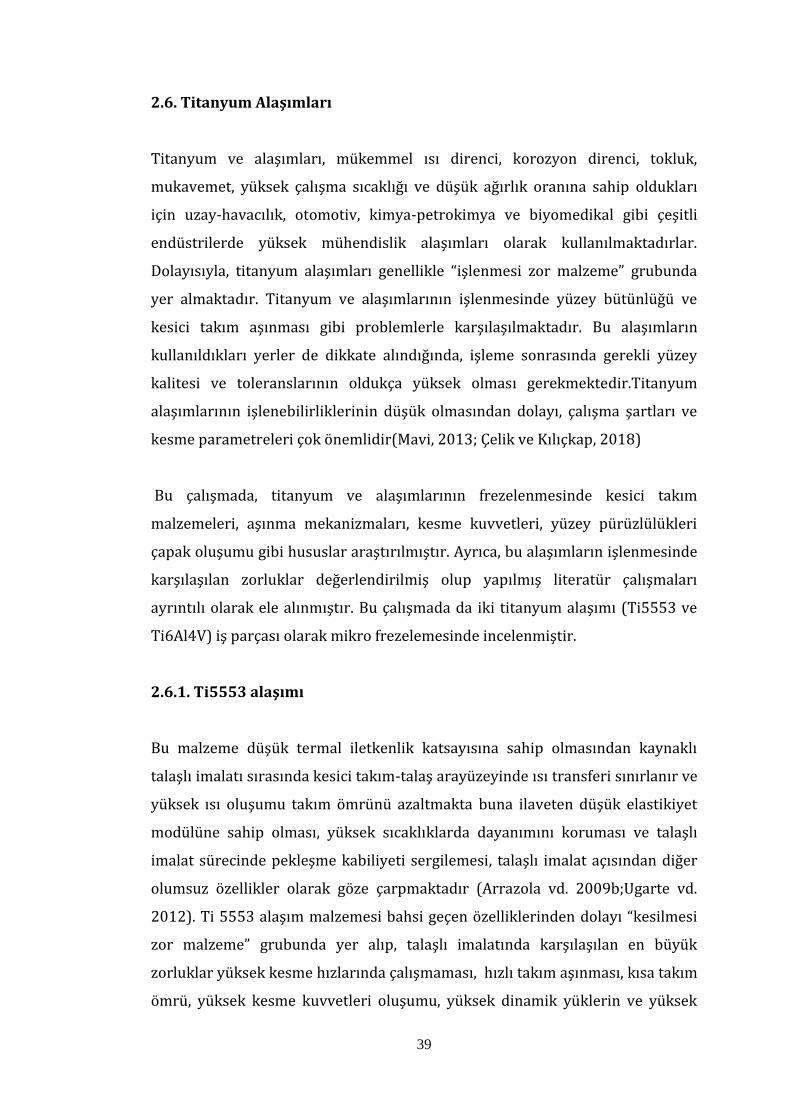
39
2.6. Titanyum Alaşımları
Titanyum ve alaşımları, mükemmel ısı direnci, korozyon direnci, tokluk,
mukavemet, yüksek çalışma sıcaklığı ve düşük ağırlık oranına sahip oldukları
için uzay-havacılık, otomotiv, kimya-petrokimya ve biyomedikal gibi çeşitli
endüstrilerde yüksek mühendislik alaşımları olarak kullanılmaktadırlar.
Dolayısıyla, titanyum alaşımları genellikle “işlenmesi zor malzeme” grubunda
yer almaktadır. Titanyum ve alaşımlarının işlenmesinde yüzey bütünlüğü ve
kesici takım aşınması gibi problemlerle karşılaşılmaktadır. Bu alaşımların
kullanıldıkları yerler de dikkate alındığında, işleme sonrasında gerekli yüzey
kalitesi ve toleranslarının oldukça yüksek olması gerekmektedir.Titanyum
alaşımlarının işlenebilirliklerinin düşük olmasından dolayı, çalışma şartları ve
kesme parametreleri çok önemlidir(Mavi, 2013; Çelik ve Kılıçkap, 2018)
Bu çalışmada, titanyum ve alaşımlarının frezelenmesinde kesici takım
malzemeleri, aşınma mekanizmaları, kesme kuvvetleri, yüzey pürüzlülükleri
çapak oluşumu gibi hususlar araştırılmıştır. Ayrıca, bu alaşımların işlenmesinde
karşılaşılan zorluklar değerlendirilmiş olup yapılmış literatür çalışmaları
ayrıntılı olarak ele alınmıştır. Bu çalışmada da iki titanyum alaşımı (Ti5553 ve
Ti6Al4V) iş parçası olarak mikro frezelemesinde incelenmiştir.
2.6.1. Ti5553 alaşımı
Bu malzeme düşük termal iletkenlik katsayısına sahip olmasından kaynaklı
talaşlı imalatı sırasında kesici takım-talaş arayüzeyinde ısı transferi sınırlanır ve
yüksek ısı oluşumu takım ömrünü azaltmakta buna ilaveten düşük elastikiyet
modülüne sahip olması, yüksek sıcaklıklarda dayanımını koruması ve talaşlı
imalat sürecinde pekleşme kabiliyeti sergilemesi, talaşlı imalat açısından diğer
olumsuz özellikler olarak göze çarpmaktadır (Arrazola vd. 2009b;Ugarte vd.
2012). Ti 5553 alaşım malzemesi bahsi geçen özelliklerinden dolayı “kesilmesi
zor malzeme” grubunda yer alıp, talaşlı imalatında karşılaşılan en büyük
zorluklar yüksek kesme hızlarında çalışmaması, hızlı takım aşınması, kısa takım
ömrü, yüksek kesme kuvvetleri oluşumu, yüksek dinamik yüklerin ve yüksek

40
kesme sıcaklığının oluşması ve bütün bu tesirlerin sonucu yüksek talaş
segmentasyon frekansı ve adyabatik kayma bandı oluşumu, iş parçasından
kesici takıma adezyon eğiliminin artması olarak göze çarpmaktadır (Arrazola
vd. 2009a;Ugarte vd. 2012).
Yapılan deneysel çalışmalarda Ti5553 alaşımın işlenebilirliği Ti6Al4V alaşıma
göre yaklaşık %56 daha zor olduğu görülmüştür. Ti5553 alaşımlar konusunda
ise literatürde yüzey bütünlüğü çalışmaları sınırlıdır(Arrazola vd. 2009b).
Nouari ve Makich (2014), bu çalışmada, Ti6Al4V ve Ti5553 malzemesinin
üzerinde talaşlı imalatta takım aşınması açısından incelenmiştir. Sonuçta,
Ti5553 için meydana gelen takım aşınması abrasif tipi olduğu ifade edilmiştir.
Öte yanında, Ti6Al4V malzeme için meydana gelen takım aşınma adhesiv olduğu
söylemişlerdir.
Sun ve arkadaşları (2015), ise yaptıkları çalışmada yüzey pürüzlüğünün kesme
koşullarına ve parametrelerine bağlı olarak değişim gösterdiğini rapor
etmişlerdir. Yan ve arkadaşları (2011), yaptıkları çalışmada talaş kaldırma
sonucunda Ti5553 alaşımda faz dönüşümü olduğunu ifade etmişlerdir ve faz
dönüşümü ile ilgili kapsamlı bilgiye ulaşmak için XRD analizinin yapılması
gerektiğini vurgulamışlardır. Braham-Bouchnak vd. (2013b); Braham-Bouchnak
vd. (2015) tarafından talaş kaldırmanın Ti5553 alaşımda kalıntı gerilmeler
etkisi konusunda çalışmalar yapmışlardır. Bu alaşımlarda işleme esnasında
malzemenin ısıtılması ve farklı soğutucuların kullanılması dikkate almışlardır.
2.6.2. Ti6Al4V alaşımı
Mikro frezelemede en çok kullanılan iş parçası olarak ve incelenen malzeme
Ti6Al4V titanyum alaşımıdır. Ti6Al4V titanyum alaşımı farklı özelliklere sahip
olduğu için, endüstriyel uygulamalardaki yaklaşık %60’lık kullanım alanıyla, en
büyük payı Ti6Al4V titanyum alaşımı almaktadır. Çelik ve dökme demirlere
nazaran bu alaşımların sahip olduğu düşük termal iletkenlik (yaklaşık 15
W/m˚C) de, kesici takım ve iş parçasında oluşan yüksek sıcaklığın önemli bir
41
nedenidir (Ensarioğlu ve Çakır, 2005; Nabhani, 2001). Yapılan çalışmalarda
Ti6Al4V malzemenin üzerine özellikle mikro frezeleme işlemle önemli bir yere
alınmıştır. Bunlardan bazı çalışmalar aşağıda işaret edilecektir.
Zareena ve Veldhuis (2012), saf titanyum (Cp-Ti) ve Ti6Al4V alaşımlarını farklı
burun uç yarıçapına (0.3, 0.5 ve 1.5mm) sahip kaplamalı ve kaplamasız konik ve
silindirik kristal elmas takımlar kullanarak işlemişlerdir. Kaplamalı kristal
elmas takım ve iş parçası arasındaki sürtünme katsayısını düşürdüğünü, takım
ömrünün uzamasına ve işlenen yüzey kalitesinin iyileşmesine katkı sağladığını
belirtmişlerdir.
Nouari ve Makich (2013), Ti6Al4V ve Ti5553 alaşımlarının farklı kesme
parametrelerinde işlenmesinde kesme parametrelerinin sıcaklık oluşumu,
takım aşınması ve iş parçası mikroyapısı üzerine etkilerini deneysel olarak
incelemişlerdir. Kesme hızı arttıkça sıcaklığın arttığını gözlemlemişlerdir. Ayrıca
kesme hızı arttıkça kesme kuvvetlerinin ve aşınma davranışlarının Ti6Al4V ve
Ti5553 alaşımları için farklı davranışlar gösterdiğini bildirmişlerdir.
Thepsonthi ve Özel (2013), Ti6Al4V alaşımını kübik bor nitrür (CBN) kaplı
tungsten karbür takım ve kaplamasız tungsten karbür takımla mikro
frezelenmesinde kesme parametrelerinin yüzey pürüzlülüğü, takım aşınması ve
çapak oluşumu üzerine etkilerini deneysel olarak incelemişlerdir. CBN kaplı
takımlardaki kesme kuvvetlerini kaplamasız takımlara göre daha yüksek elde
etmelerine rağmen, CBN kaplı takımlarda daha düşük kesme sıcaklıkları elde
etmişlerdir. Ayrıca CBN takımlardan elde edilen aşınmanın daha düşük
olduğunu, takımlarda oluşan ısının ve aşınmanın kesme hızının ve diş başına
ilerlemenin artmasıyla arttığını, kesme kuvveti, yüzey pürüzlülüğü ve çapak
oluşumunu etkileyen en önemli parametrenin diş başına ilerleme olduğunu
gözlemlemişlerdir.
Cheng vd (2016), bu çalışmada, Ti6Al4V iş parçası malzemesinin mikro
frezelemesinde çapak oluşumu mekanizmasının ve kesme esnasında çapak
oluşumu azaltmasının üzerine incelenmiştir. Ayrıca bu çalışmada, yeni bir

42
metodu çapak engellenmek için kullanılmıştır. İş parçasının üzerinde reçine
kaplamasıyla bazı deneyler araştırılmıştır. Sonuç olarak, kesme kuvveti ve
minimum talaş kalınlığı çapak oluşumu azaltmasına büyük bir rol oynadığı ifade
edilmiştir.
Benzer çalışmalar Ti6Al4V iş parçası malezemesinin üzerine mikro ölçekte Mia
ve Dhar (2018), Ti6Al4V alaşımının işlenebilirliliği ve işleme sıcaklığı üzerine
yüksek basınçlı soğutucuların etkisi araştırmışlardır.
Dargusch vd. (2018), Ti6Al4V alaşımının işlenmesinde talaş oluşumu üzerine
takım aşınmasının etkisi incelemişlerdir.
Ahmadi vd. (2018), ısıl işlem görmüş Ti6Al4V titanyum alaşımlarının mikro
frezelenmesinde işleme çıktıları üzerine mikro yapının etkisi incelemişlerdir.
.

43
3. MATERYAL VE YÖNTEM
3.1. Kullanılan İş Parçası Malzemesi ve Kesici Takım
Ti5553 ve Ti6Al4V alaşımı piyasada kullanılan titanyum alaşımları arasında en
yaygın bulunanıdır. Son yıllarda Ti6Al4V alaşımının yoğunluğunun ve
özelliklerinin geliştirilmesi için çok fazla araştırma yapılmıştır. Ancak Ti5553
alaşımı araştırma alanlarda yeni olduğu için bu çalışmada seçilmiştir. Vanadyum
(V), Molibden (Mo), Niobiyum (Nb) gibi elementlerin titanyum ile karıştırılması
ile elde edilen matriks titanyum alaşımı olarak bilinir. Titanyum vücuda uyumlu
bir malzemedir. Titanyumun kapsamlı ve tercih edilmesini sağlayan güçlü
özellikleri vardır. Bu özelliklerden bazıları: yoğunluğunun düşük olması (4,5
g/cm3), spesifik dayanımının yüksek olması, kırılma tokluğu, yorulma dayanımı,
çatlak yayılımına karşı direnç, düşük sıcaklıkta yüksek tokluk ve mükemmel
korozyon direncidir. Titanyum alaşımlarının birçoğunun maksimum çalışma
sıcaklığı yaklaşık 550°C ile 700°C arasındadır (Chunxiang vd., 2011).
Yapılan çalışmada, endüstrinin çeşitli alanlarında (uçak ve uzay sanayi, tıp
endüstrisi, biyomedikal, v.s.) kullanılan ve üstün mekanik özellikleri ile dikkat
çeken Ti5553 ve Ti6Al4V titanyum esaslı alaşımının mikro şartlarda
işlenebilirliği araştırılmıştır. Ti5553 ve Ti6Al4V titanyum alaşımı, üstün
mekanik özelliklerinden dolayı işlenebilirliği oldukça zor olan bir
malzemelerdir. Bu kapsamda Ti5553 ve Ti6Al4V titanyum alaşımı, iş parçası
malzemesi olarak kullanılmıştır. Bu malzemeye ait kimyasal kompozisyon ve
bazı mekanik özellikleri Çizelge 3.1, 3.2, 3.3 ve 3.4’ de verilmiştir.
Çizelge 3.1. Ti5553 titanyum alaşımının kimyasal kompozisyonu (%) (Nouari,
2014)
İş parçası Al V Fe Mo Cr Nb Zr Ti Ti5553 5 5 0.3 5 3 0.5-1.5 0.5-1.5 Geri kalan

44
Çizelge 3.2. Ti5553 titanyum alaşımına ait bazı mekanik özellikler (Nouari, 2014)
İş parçası Sertlik (HV)
Çekme Mukavemeti
(MPa)
Akma Mukavemeti
(MPa)
Uzama %
Termal İletkenlik
W/mK
Ti5553 379 1236 1174 6 6.2
Çizelge 3.3. Ti6Al4V titanyum alaşımının kimyasal kompozisyonu (%) (Nouari, 2014)
İş parçası Al V Mo Cr Fe Ti Ti6Al4V 5,5 3.8 0 0 Max. 0.3 Geri kalan
Çizelge 3.4. Ti6Al4V titanyum alaşımına ait bazı mekanik özellikler(Nouari,
2014)
İş parçası Sertlik (HV)
Çekme Mukavemeti
(MPa)
Akma Mukavemeti
(MPa)
Uzama %
Termal İletkenlik
W/mK
Ti6Al4V 317 931 862 14 7.3
Bu çalışmada, ticari amaçla kullanılan, 600 μm çapında, 2 kesici ağızlı mikro
takımlar kullanılmıştır. Kesici takımlar kennametel fırmasından tedarik
edilmiştir. Şekil 3.1’de takımın geometrik özelikleri görülmektedir.
Mil çapı, d1 (mm) 3 Takım çapı, d2(mm) 0.6 Uzunluk, L1 (mm) 39 Helis uzunluğu, L2 (mm) 2.4 Kesici köşe yarıçapı (µm) 4.75 Kesici köşe sayısı, z 2 Helis açısı, θ (o) 30 Talaş açısı, α (o) 17.5 Serbest açısı, γ (o) 11.5
Şekil 3.1. Mikro freze takımın geometrik özellikleri

45
Mikro frezeleme işleminde kesici kenar radyüsü hem kesme kuvvetlerini hem
de yüzey pürüzlülüğünü etkileyen önemli bir unsurdur. Bu nedenle kesme
deneyleri öncesinde takıma ait köşe radyüsünü tespit etmek amacıyla (Scanning
Electron Microscope) (SEM) analizi gerçekleştirilmiştir (Şekil 3.2).
Şekil 3.2. SEM analizi cihazı
Bu çalışmada, kullanılan kesici takımın çapı ve kesici kenar radyüsü deneyler
yapmadan ölçümleri tespit edilmiştir. Şekil 3.3 takıma ait SEM resimleri
verilmiştir. Mikro takıma ait kesici kenar radyüsünün ve ağız çapısını
göstermektedir.

46
Şekil 3.3. Takımın SEM görüntüsüleri a) Mikro takım b) Kaplanmış takımın köşe radyüsü
3.2. İş Parçası Boyutu Ve Hazırlanması
Yapılan deneysel çalışmanın şematik görüntüsü ile kullanılan iş parçası Şekil 3.4
te verilmiştir. Bu çalışmada kullanılan iş parçası malzemesi, 60×40×4 mm
ebatlarındadır. Deneyler öncesinde iş paçalarının yüzeyi temizlenmiştir.
Taşlama işlemiyle iş parçası üzerindeki pas ve bazı istenmeyen lekeleri iş
parçasından kaldırılmıştır. İş parçası dört farklı noktadan dinamometreye
sabitlenmiştir.. Ardından, iş parçası tezgahına tespit edip mikro frezeleme
prosesi ile belli bir tabaka iş parçası yüzeyinden kaldırılarak ayarlanmıştır.
D= 600µm
(a)
R= 4.75µm
(b)

47
Şekil 3.4. İş parçası hazırlanması ve boyutlarının ayarlanması
3.3. Deney Düzeneği
Bu çalışmada, deneyler, Afyon Kocatepe Üniversitesi Merkezi Araştırma
Laboratuvarı bünyesindeki mikro işleme laboratuvarından gerçekleştirilmiştir.
CNC tezgâh, 3 eksenli olup, 1,4 kW motor gücüne, 60000 dev/dk. iş mili hızına
sahiptir. Dinamometrenin ölçtüğü kuvvet verileri dinamometre üzerinden
amplifikatörde bulunan sinyal işleme kartına gönderilir. Bu veriler sinyal işleme
kartından bilgisayar ekranına grafiksel olarak elde edilir (Şekil 3.5).
Şekil 3.5. Kesme kuvveti data alma sisteminin şematik gösterimi
Hazırlanan İş
parçası

48
Mikro frezeleme esnasında takım üzerinde oluşan kuvvetlerin ölçümünde
Kistler mini dinamometre kullanılmıştır. Kullanılan dinamometre çok hassas
olması nedeniyle, kesme deneyleri aynı ortam sıcaklığında yapılmaya özen
gösterilmiştir. Kullanılan deney düzeneği Şekil 3.6’ da ayrıntılı olarak verilmiş
olup kullanılan koordinat sistemi de Şekil 3.7’ de gösterilmiştir.
Şekil 3.6. Deneysel çalışmalarda kullanılan deney düzeneği
Şekil 3.7. Mikro frezeleme işleminde kullanılan koordinat sistemi (a) İşlenen
kanallar ile kesici takımın ve iş parçasının 3 boyutlu çizimi ve (b) Kesici takımın kesit düzlemine göre tam kanal işlemenin iki boyutlu ifadesi
Dinamometre Dinamometre
tutucu
USB
Mikroskop
Spindle
Kesici
takım
İş
parçası

49
3.4. Kesme Parametreler
Bu çalışmada öncelikli olarak, kesme derinliği, kesme hızı ve ilerlemenin
işlenebilme performansına etkisinin araştırıldığı deneyler iki alaşım için
(Ti5553 ve Ti6Al4V ) gerçekleştirilmiştir. İlgili literatür de dikkate alınarak,
devir sayısı bu deneylerde 10000 ile 55000 dev/dk aralığında seçilmiştir.
Böylece hem düşük hızların hem de yüksek kesme hızlarının etkisini
izlenebilme imkanı olmuştur. Bu testlerde ilerleme 0.1 ile 30 µm/diş aralığında
seçilmiştir. Kesme derinliği ise 5 ile 250 µm aralığında seçilmiştir. Kesme
kuvvetinin değerleri diş başına ilerleme ile değişimi ölçüm yapılmıştır. Ayrıca
kesme kuvvetinin değerleri talaş derinliği ile değişimi de ölçüm yapılmıştır . İş
parçası yüzey pürüzlülüğü ve takım aşınmasının deneyleri yapılmıştır. Ayrıca iş
parçası üzerindeki çapak oluşumunda ölçülmüştür. Sonunda her farklı durumu
iki alaşım (Ti5553 ve Ti6Al4V ) arası elde eden kesme kuvvetinin değerleri,
yüzey pürüzlülüğü, çapak oluşumu ve takım aşınmasının açısından kıyaslama
yapılmıştır.
3.4.1. Mikro frezeleme işleminde kesme kuvvetlerinin ölçümü
Kesme kuvvetlerinin ölçümünde Kistler 9119AA1 mini dinamometre
kullanılmıştır. Kullanılan dinamometre, max 250 N kuvvet ölçme kapasitesine
sahip ve 5 µs de örnekleme yapmaktadır. Çalışmada kullanılan dinamometre
Şekil 3.8’ de verilmiştir. Yapılan deneysel çalışma boyunca her bir kesici
takımın, ilerleme ve talaş derinliği kesme kuvveti açısından performansı test
edilmiştir. Yapılan deneysel çalışma MİKRO İŞLEME LABORATUVARI minyatür
işleme merkezinde gerçekleştirilmiştir. Kullanılan CNC işleme merkezi, mikro
frezeleme, mikro tornalama, mikro delik delme gibi işlemleri yapabilme
kapasitesine sahip bir tezgahdır.

50
Şekil 3.8 Kesme kuvvetleri ölçümünde kullanılan mini dinamometre.
3.5. İş Parçası Yüzey Pürüzlülüğü Analizi
Ti5553 ve Ti6Al4V alaşımının mikro frezelenmesinde yüzey kalitesine etkisini
araştırmak için işlenen kanallara ait ortalama (Ra) ve maximum (Rz) yüzey
pürüzlülüğü ölçümleri, Afyon Kocatepe Üniversitesi Merkezi Araştırma
Laboratuvarı bünyesindeki Nanovea 3D ST400 marka optik yüzey
profilometresi kullanılarak yapılmıştır (Şekil 3.9). Kullanılan profilometre
nanometre hassasiyetinde, olup temassız, ve üç boyutta ölçüm yapabilen bir
yapıya sahiptir. Yapılan bir ölçüm sonucunda elde edilen yüzeye ait 3-boyutlu
topografik görüntü Şekil 3.10’ da verilmiştir. Kesme işlemi sonrasında, her bir
kanalın giriş ve çıkış noktalarında kanal genişliği, kanal derinliği ve kesme
mesafesi boyunca ortalama ve maximum yüzey pürüzlülüğü (Ra,Rz) ölçümleri
gerçekleştirilmiştir.
Şekil 3.9. Yüzey Analizlerinde kullanılan optik profilometre
Mini
dinamometre
İş parçası Kesici takım

51
Şekil 3.10. Yapılan ölçüm sonrasında elde edilen, 3- boyutlu yüzey şekli
3.6. Çapak Oluşumunun Ölçülmesi
Üretimin kalitesini belirleyen bir diğer parametre ise, işlenen kanallardaki
çapak oluşumudur. Yapılan deneysel çalışmalar boyunca, meydana gelen çapak
oluşumları SEM kullanılarak incelenmiştir. Elde edilen çapak oluşumu Şekil
3.11’ de verilmiştir. Yapılan görüntüleme işlemi, işlenen kanala ait çapağın
genişliği ortalaması meydana geldiği noktadan alınmıştır. Ölçümler, Screen
Caliper yazılımı kullanılarak tespit edilmiştir. İşlenen her bir kanalın giriş ve
çıkış noktalarındaki üst yüzeylerindeki üç farklı noktadan aynı ve zıt yönlü
frezeleme bölgesi için tek tek çapak genişliği ölçümleri yapılmıştır.

52
Şekil 3.11. Çapak genişliği ölçme yöntemi
53
4. BULGULAR
Ti6Al4V ve Ti5553 malzemelerinin mikro frezelemesinde kesme kuvvetleri,
takım aşınması yüzey pürüzlülüğü ve çapak oluşumu üzerine kesme
parametrelerinin (kesme hızı, ilerleme, talaş derinliği) etkisinin incelendiği bu
tez çalışmasında , 600µm çapında 2 kesici ağazlı tungsten karbür mikro kesici
takım kullanılmışıtır. Kesme parametrelerinden kesme hızı, mikro işleminde
genellikle devir sayısı olarak kullanıldığından bu çalışmada da devir olarak
belirtilmiştir. Devir sayısı 10000 dev/dk ile 55000 dev/dk arasında, ilerleme
0.1µm/diş ile 30 µm/diş arasında, talaş derinliği ise 5 µm ile 250 µm arasında
değerler seçilmiştir. Bu kesme parametreleri ile yapılan mikro işlemeden sonra
elde edilen sonuçlar aşağıda ayrı ayrı başlıklar altında verilecektir.
4.1. Kesme Kuvvetlerinin Değişimi
Talaşlı imalatta kesme parametresi denildiğinde, devir sayısı veya kesme hızı,
ilerleme oranı ve talaş derinliği akla gelmektedir. Ayrıca, bu çalışmada, bu her
üç parametrenin kesme kuvvetine nasıl etki ettiği deneysel olarak
araştırılmıştır.
Mikro frezeleme işleminde çoğunlukla devir sayısı dikkate alındığından, kesme
hızı yerine takım çapına karşılık gelen devir sayısı ifadesi kullanılmıştır. Bu
çalışmada incelenen Ti6Al4V ve Ti5553 işparçası malzemelerinin her biri için,
beş farklı devir sayısına bağlı olarak X,Y ve Z yönlerindeki maksimum
kuvvetlerin değişimi elde edilmiştir. Akabinde Bölüm 4.1.2 de ilerleme hızının
değişimine bağlı olarak özellikle Fx ve Fy yönlerindeki kesme kuvvetlerinin
değişimi elde edilmiştir. İlerleme hızı özellikle kritik talaş derinliğinin
belirlemesi noktasında önem arz ettiği için burada değişken olarak kullanılan
ilerleme değerlerinin sayısı biraz yüksek tutulmuştır. Bölüm 4.1.3’te ise artan
talaş derinliğine bağlı olarak yine her iki malzeme de X ve Y yönlerindeki
meydana gelen kuvvetlerinin değişimi elde edilmiştir.

54
4.1.1. Kesme hızının kesme kuvvetlerine etkisi
Şekil 4.1’ de artan devir sayısına bağlı olarak her yönde meydana gelen
kuvvetlerin değişimi verilmiştir. Bilindiği üzere talaşlı imalatta artan kesme
hızına bağlı olarak kesme bölgesinde kesme sıcaklığı artacak, bununla birlikte iş
parçasında bir termal olarak yumuşama meydana gelecektir. Bu da kesme
kuvvetlerinin düşmesine neden olacaktır. Bununla birlikte daha yüksek devir
sayısında takımın dönmesi bir anlamda kesme için depoladığı enerjinin yüksek
olması anlamına gelmektedir.Bu sebepten dolayı artan kesme hızı veya artan
devir sayısına bağlı olarak kesme kuvvetlerinin de düşmesi beklenmektedir.
Şekil 4.1’de X, Y ve Z yönlerindeki Fx, Fy ve Fz kesme kuvvetlerinin değişimi
birbirine oldukça benzemektedir.
Şekil 4.1. Ti6Al4V ve Ti5333 malzemeler için maksimum kesme kuvveti
bileşenlerinin (Fx, Fy ve Fz) devir sayısına bağlı olarak değişimi

55
X ve Y yönlerindeki kesme kuvveti değerlerinin verildiği Şekil 4.1’de dikkati
çeken unsur iki farklı malzemenin göstermiş olduğunu eğilimdir. Şekil 4.1
incelendiğinde, Fx ve Fy kesme kuvvetlerinin her ikisi de, artan devir sayısına
bağlı olarak Ti5553 malzeme için daha büyük olduğu görülmektedir. Bunun
nedeni Ti5553 malzemenin gerek mukavemet değeri, gerekse sertlik değerinin
Ti6Al4V’a göre daha yüksek olmasından kaynaklanmaktadır. Fz kuvvetlerindeki
değişimi de yine Şekil 4.1’de verilmektedir. Artan devir sayısına bağlı olarak Fz
kuvvetleri belirli bir oranda azalmaktadır. Fz ‘deki bu azalma Fx ve Fy kuvvetleri
kadar olmadığı açıkça görülmektedir. Genel itibariyle artan devir sayısına bağlı
olarak Fz yönündeki kesme kuvvetleri 1N civarında sabit kaldığı söylenebiliriz.
Şekil 4.1 özellikle Fz kuvvetinin değişiminin daha net görmek adına farklı bir
ölçekte yine küçük grafik olarak verilmiştir. Görüldüğü üzere maksimum Fz
kuvveti en düşük olan devir sayısı 5000 dev/dk elde edilmiştir. Burada elde
edilen Fz kesme kuvveti yaklaşık 1-1.2N civarındadır ve dolayısıyla artan kesme
hızına bağlı olarak bu değer 0.4 – 0.5N’a kadar düşmektedir. Şekil 4.1’den
çıkartılacak diğer bir sonuç ise; takım aşınması dikkate alınmadan
kullanılabilecek devir sayısının 40000 dev/dk olduğunu söylemek mümkündür.
Çünkü 40000 dev/dk’nın üstündeki devir sayılarında tüm kesme kuvveti
bileşenlerinin sabit kaldığını söylemek mümkündür. Bu sebepten dolayı, takım
aşınması ihmal edildiğinde veya takımın aşınmadığı kabul ile, her iki malzeme
için de mikro frezeme işleminde 40000 dev/dk’nın uygun bir devir aralığı
olduğunu söylemek mümkündür. Bununla birlikte özellikle 10000 dev/dk’nın
altındaki değerlerde kesme kuvvetlerinin ani bir artış gösterdiği de dikkat
çekmektedir. Bu nedenle mümkün olduğu kadar, her iki malzeme için özellikle
10000 dev/dk’nın altında kesme yapılmaması kesme kuvvetleri açısından önem
arz etmektedir.
4.1.2. İlerleme hızının kesme kuvvetlerine etkisi
Mikro frezeleme işleminde ilerleme hızı önemli bir unsurdur. Özellikle belirli bir
ilerleme değerinin üzerinde hem yüzey pürüzlülüğü hem de kesme kuvvetleri
konvansiyonel kesme işlemine benzer bir seyir izlemektedir. Fakat kritik olarak

56
kabul edilen bu ilerleme değerinin altındaki değerlerde hem yüzey kalitesi
bozulmakta hem de kesme kuvvetleri ani bir artış gösterilebilmektedir. Bu
sebep’te, bu çalışmada, bu kritik noktayı yakalabilmek adına ilerleme hızı
0.1µm/diş ile 30µm/diş arasında geniş bir aralıkta değiştirilerek, oluşan kesme
kuvvetlerinin ölçümleri yapılmıştır. Şekil 4.2’de her iki malzeme için farklı
ilerleme değerlerine bağlı olarak, Fx ve Fy kesme kuvvetlerinin değişimi
verilmektedir.
Şekil 4.2. Kesme kuvvetlerinin ilerleme değerlerine bağlı olarak değişimi
Şekil 4.2’de talaş derinliği ve devir sayısı sabit olarak alınmıştır. Şekil
incelendiğinde, 0.1µm/diş en düşük ilerleme değerlerinde her iki kesme kuvveti

57
bileşeninin de her iki malzeme için oldukça düşük olduğu gözlenmekte iken,
daha yüksek ilerleme 0.2µm/diş ve 0.5µm/diş değerlerinde ise kesme
kuvvetlerinin ani bir artış gösterdiği bariz olarak görülmektedir. Şekil 4.2’de
dikkat çeken diğer bir sonuç ta; Ti5553 malzemesinin sertlik değerinin
Ti6Al4V’dan daha yüksek olmasına rağmen, özellikle Fx kuvveti için yaklaşık 8
µm/diş’ten daha düşük olan ilerleme değerlerinde elde edilen kesme
kuvvetlerinin daha düşük çıkmasıdır. Benzer bir durumu Fy’de görmek
mümkündür. Özellikle belirli bir ilerleme değerinin altındaki kesme işleminde,
ilerleme oranının, takım kesici ucuna ait radyüsünden düşük olduğu durumda,
kesici takım iş parçasına veya talaşa rahat dalma işlemi gerçekleştiremediği için
elastik geri esneme (elastic recovery) durumu ortaya çıkmaktadır (Mathai vd.;
Liu ve vd., 2004). Bu da daha yumuşak olan Ti6Al4V malzemesinde elastik geri
esnemenin daha fazla olduğunu göstermektedir.
Bu durum tam elastik bir malzemenin kesilmesi esnasında kesme kuvvetleri
ortadan kalktıktan sonra malzemenin elastik davranışla eski halini olmasına
benzetilebilir. Örneğin bir süngere belirli bir yük uygulandıktan sonra, yük
kalktığında süngerin tekrar eski şeklini alması gibi. Burada da Ti6Al4V malzeme
daha düşük bir sertliğine sahip olduğu için elastik geri esnemenin etkisiyle 8
µm/diş’in altındaki ilerleme değerlerinde kesme kuvvetlerinin artmasına neden
olmuştur. 8 µm/diş’in üstündeki kesme kuvvetlerinde ise durum tersine
dönmekle birlikte, Ti5553’te elde edilen kesme kuvvetlerinin arttığı yada daha
büyük olduğu görülmektedir. Benzer bir durumu Fy kesme kuvveti bileşeninde
görmek mümkündür. Yaklaşık 10 µm/diş’in altındaki değerlerde hemen hemen
Ti5553’te elde edilen kesme kuvvetlerinin daha küçük çıktığı, buna karşın 10
µm/diş’ten sonra maksimum olan kesme kuvvetinin Ti5553’te meydana geldiği
görülmektedir.
4.1.3. Talaş derinliğinin kesme kuvvetlerine etkisi
Şekil 4.3’te artan talaş derinliğine bağlı olarak her iki malzeme de meydan gelen
X ve Y yönlerindeki kesme kuvvetlerinin değişimi verilmektedir. Buradaki
değişime dikkat edilecek olursa, konvansiyonel kesme işlemine benzer bir seyir

58
izlenmektedir. Şöyle ki konvansiyonel frezeleme işleminde de artan talaş
derinliği talaş kesitinin artması anlamına gelir. Bu sebepten dolayı, artan talaş
derinliği talaş kestinin artmasına neden olmakta, dolayısıyla bu talaş kesitini
koparabilmek için daha fazla kesme kuvvetine ihtiyaç duyulmaktadır. Bu
yüzden Şekil 4.3’te her iki malzeme için artan talaş derinliğine bağlı olarak
kesme kuvveti de lineer denebilecek bir seviyede artmaktadır.
Şekil 4.3. Ti5553 ve Ti6Al4V için max. Fx ve max. Fy Kesme kuvvetinin talaş derinliğine bağlı olarak değişimi
Şekil 4.3’te 2 µm/diş ve 20 µm/diş ilerleme değeri için iki farklı duruma ait Fx
ve Fy kuvvetlerinin değişim grafikleri verilmektedir. İlerleme değeri 2 µm/diş
olduğu durumda, Ti5553 malzeme için elde edilen kesme kuvvetlerinin daha
düşük olduğu görülmektedir. Bu hem Fx hem de Fy kuvvetleri için benzer bir
sonuçtur. Bununla birlikte ilerleme değeri 20µm/diş olduğu durumda ise durum
tersine dönmekte, Ti5553’te elde edilen kesme kuvvetlerinin Ti6Al4V için elde
edilen kesme kuvvetlerinden daha büyük olduğu görülmektedir. Böylece Şekil

59
4.3’te elde edilen sonuçlar aslında bir anlamda Şekil 4.2’de elde edilen sonucları
kısmen doğrulamaktadır. Şöyleki; kritik olan talaş derinliğinin altındaki ilerleme
değerlerinde daha yumuşak olan veya sertliği daha düşük olan bir malzemenin
kesilmesi, sert olan malzemenin kesilmesine nazaran daha fazla kuvvetlerin
oluşmasına neden olmaktadır.
Bunun da temel nedeni, daha yumuşak olan malzemenin elastik geri esneme
özeliğinin daha yüksek olmasından kaynaklanmaktadır. Kritik olan ilerleme
değerlerinin üstündeki kesme değerlerinde (Şekil 4.2) bu değeri yaklaşık 8-10
µm/diş aralığında olduğunu söylenmiştir. Dolayısıyla 20 µm/diş ilerleme
değerinde yapılan kesme işleminde iş parçasındaki elastik geri esnemeden
meydana gelebilecek olan kesme kuvvetlerindeki artma etkisi ortadan
kaldırılmış olacaktır. Diğer bir ifadeyle, kritik olan ilerleme değerinin altında,
kesici takım üzerindeki ilave geri esnemenin etkisiyle kesme kuvvetlerinde artış
ortaya çıkmasına neden olur. Ayrıca işlenen malzeme sertliğinin azalmasıyla,
elastik geri esneme artacağından, bunun da kuvvetlerde artışa sebep olması
beklenir. Nitekim Şekil 4.3’te Ti6Al4V’un sertlik değeri daha düşük ve kesme
işlemi kritik olan ilerleme değerinin altında yapıldığında, Ti6Al4V
malzemesindeki kesme kuvvetleri daha büyük çıkmıştır. Yani Ti6Al4V
malzemesindeki elastik geri esnemenin daha büyük olması kesme kuvvetlerinin
de daha büyük olarak elde edilmesine neden teşkil etmiştir.
4.2. Yüzey Pürüzlülüğünün Değişimi
Talaşlı imalat yöntemlerinde yüzey pürüzlülüğünü etkileyen birçok faktör
vardır. Bunlar; iş parçası malzeme türü, kesici takım türü, kesme hızı, ilerleme
hızı, talaş derinliği, oluşan ısı, soğutma sıvısı ve tezgahın konstrüksiyonu gibi
faktörlerdir. Bu faktörlerden birinin değişmesi ile yüzey pürüzlülüğü de
değişmektedir. Mikro işlemede özellikle işlenen yüzey kalitesi ve meydana gelen
çapak, en önemli iki problem olarak ifade edilmektedir. Bu amaçla kesme işlemi
sonrasında kanal yüzeylerinden hem giriş hem de çıkış noktalarından ortalama
yüzey pürüzlülüğü ölçümü yapılmıştır. Bu kapsamda da Ti5553 ve Ti6Al4V

60
alaşımlarının mikro frezeleme işleme sırasında yüzey pürüzlülüğünü etkileyen
temel faktörler aşağıda detaylı olarak tartışılmıştır.
4.2.1 İlerlemenin yüzey pürüzlülüğüne etkisi
Talaşlı imalatta işleminde, genelikle yüzey pürüzlülüğü temel olarak ilerleme
hızı ve kesici kenara ait radyüsü ile takım geometrisine bağlıdır. Teorik olarak
ileri sürülen bu yaklaşımın ötesinde, yüzey pürüzlülüğü genellikle imalat
sırasında takımda meydana gelen aşınma, işlenen iş parçasının mekanik
özelikleri, kesme esnasında takımda meydana gelen veya iş parçasına meydana
gelen tirteşimler, tezgahın rijitliği gibi unsurlardır. Yine yüzey pürüzlülüğü
etkileyen parametreler arasında sayılabilir. Bunun birlikte özelikle mikro
frezeleme işleminde, kesici kenar radyüsü ile birlikte takıma yapışan talaşta
yani (Built-Up Edge, BUE) yüzey pürüzlülüğünü etkileyen temel faktörlerinin
arasında sayılmaktadır.
Yapılan bu çalışmada, ilerleme değerlerinin özellikle işlenen kanalların ortalama
ve maksimum yüzey pürüzlülüğünün değerlerini tespit etmek için yapılmıştır.
Bu amaçla, 0.1 µm/diş’ten 30 µm/diş’e kadar oldukça geniş bir yelpazede farklı
ilerleme değerleri kullanılmış, her bir deneyde mümkün olduğunca yeni veya
aşınmamış kesici takım kullanılmıştır. Şekil 4.4’te diş başına düşen ilerleme
değerlerine bağlı olarak işelenen yüzeyde meydana gelen alansal ortalama
yüzey pürüzlülüğünün değeri (Sa) değişimi verilmiştir. Şekilde de dikkat
edilecek olursa, her iki malzeme de Sa değerleri, benzer bir seyri izlemekle
beraber, kiritik bir değer öncesinde yüzey pürüzlülükleri ani bir artış gösterdiği
dikkati çekmektedir. Özellikle 2µm ve altındaki ilerleme değerlerinde alan
yüzey pürürzlülük değerleri ciddi bir şekilde artmaktadır. Buna dikkat çekmek
adına Şekil 4.4’te verilen grafik özellikle 2 µm’un altındaki ilerleme
değerlerindeki, Sa değerlerinin artığını göstermek adına, bu bölge
renklendirilmiştir. Bunun nedeni; belirli bir ilerleme değerinin altında, kesici
takım sağlıklı bir kesme işlemi gerçekleştiremediğinden kazınmaya neden
olduğunu, bu sebeple de işlenen yüzeyin yüzey kalitesinin bozulmalıdır. Bu
çalışmada 2µm olarak tespit edilen, kritik ilerleme değerinin üzerindeki

61
ilerleme değerlerinde ortalama yüzey pürüzlülüğü linear olarak bir artış
sergilenmektedir.
Şekil 4.4. Ortalama yüz pürüzlülüğünün ilerlemeye bağlı olarak değişimi
Böylece Şekil 4.4’te ortaya çıkan bir sonuçta, kritik olan ilerleme değerinin
üzerinde kesme işlemi daha çok kayma mekanizmasının bir sonucu olarak
ortaya çıkmaktadır. Konvansiyonel frezeleme işlemine benzemektedir. 2 µm’un
altındaki ilerleme değerlerinde kesme işlemi daha çok kazınma ağırlıklı bir
kesme olarak gerçekleşmektedir. Bunun neticesinde de ortalama yüzey
pürüzlülüğü önemli oranda artmaktadır. Konvensiyonel işlemede, iş parçası
sertliğinin artmasıyla, işlenen yüzey kalitesi de artmaktadır. Ti5553 alaşımının
sertliği daha yüksek olduğundan, aynı kesme parametreleri için daha iyi bir
yüzey kalitesi beklenir.
Şekil 4.5’te ise işlenen kanallardan alınan maksimum alansal yüzey
pürüzlülüğünü değerlerinin diş başına düşen ilerleme değerlerine bağlı olarak
değişimine verilmiştir. Burada da Sa değerlerinde olduğu gibi, benzer bir
eğiliminin olduğu gözlemlenmektedir. Yaklaşık 2 µm’un ve altındaki değerlerde
Sz değerlerinin ciddi şekilde arttığı ve minimum Sz değerinin 2 - 5 µm aralığında

62
geçekleşttiğini ve 5 µm’un üzerindeki ilerleme değerlerinde Sz değerlerinin
lineer olarak arttığı gözlemlenmektedir.
Şekil 4.5. Masimum yüz pürüzlülüğünün ilerlemeye bağlı olarak değişimi
Şekil 4.4 ve 4.5 te hem kiritik olan ilerleme değerlerinin altında, yani 2 µm’un
altındaki ilerleme değerlerinde, hem de 2 µm üstündeki ilerleme değerlerinde
Ti5553 olan malzeme de Sa değerlerinin, Ti6Al4V malzemesine nazaran daha iyi
olduğunu söylemek mümkün. Fakat aradaki farkın çok ciddi boyutlar olmadığını
görülmektedir.
Şekil 4.4 ve 4.5’te beraber değerlendirilecek olursa, hem Ti5553 hem de TiAl4V
malzemesi için kritik olan ilerleme değerinin 2µm olduğu rahatlıkla söylenebilir.
Dolayısıyla sağlıklı bir kesme işlemi yapabilmek ve daha iyi bir yüzey kalitesi
elde edebilmek adına ilerleme değerlerinin mümkün olduğunca 2 µm veya
üzerinde seçilmesi, ve bu 2 µm’dan daha büyük değerlerinin seçilmesi yine
yüzey kalitesini bozacağını ifade etmek mükün. Dolayısıyla en iyi yüzey
kalitesinin elde edebileceği aralık 2 - 5 µm aralık olduğu rahatlıkla söylenebilir.
Şekil 4.6’da her iki malzeme için 3 farklı diş başına düşen ilerleme değeri ki
bunlar biris kritik olan 2 µm değeri, bir değeri ve 2 µm’un altındaki 0.1 µm, bir
diğeri de 2 µm’un çok üzerinde 20 µm’luk ilerleme gdeğerlerine karşılık gelen 3-

63
boyutlu işlenen yüzeyin profilemetre gürüntüleri verilmiştir. Dikkat edilecek
olursa, hem Ti5553 hem de Ti6Al4V olan malzeme için 2 µm’un altındaki 0.1µm
ilerleme değerlerinde yüzeyin daha pürüzlü olduğu net olarak görülmektedir.
Bu aynı zamanda verilen üç boyutlu profinin yanındaki skaladan çok rahatlıkla
okunmaktadır. 0.1µm olan ilerleme değerlerinde skalanın 7µm’un üzerinde bir
miktar üzerinde olduğu oysa, kritik ilerleme değeri olarak tespit edilen 2 µm’da,
bu skalanın 4 µm civarında olduğu gözlemlenmektedir.
Ti5553, Fz=0.1 µm/diş, ap=100 µm, n=20000
Ti5553, Fz=2 µm/diş ap=100 µm, n=20000
Ti5553, Fz=20 µm/diş, ap=100 µm, n=20000
Ti6Al4V, Fz=0.1 µm/diş, ap=100 µm, n=20000
Ti6Al4V, Fz=2 µm/diş, ap=100 µm, n=20000
Ti6Al4V, Fz=20µm/diş, ap=100 µm, n=20000
Şekil 4.6. İlerleme değerine bağlı olarak işlenen yüzeylerin 3 boyutlu görüntüleri
Yine ilerleme değerinin 20 µm olduğu durumda işleme izleri çok daha net olarak
görülmekle beraber daha stabil bir kesmenin olduğunda söylenebilir. Burada,
elde edilen 3-boyutlu yüzey profinin skalası yine 3.7- 4 µm aralığında
değişmektedir. Dolayısıyla her iki malzeme için de iyi bir yüzey kalitesine elde
edebilmek adına mümkün olduğu kadarıyla 2 µm kritik bir değerinin olduğu,
hatta bu değerin işleme hızını artırabilmek adına 20 µm’lara kadar
arttırılabileceği rahatlıkla söylenebilir.
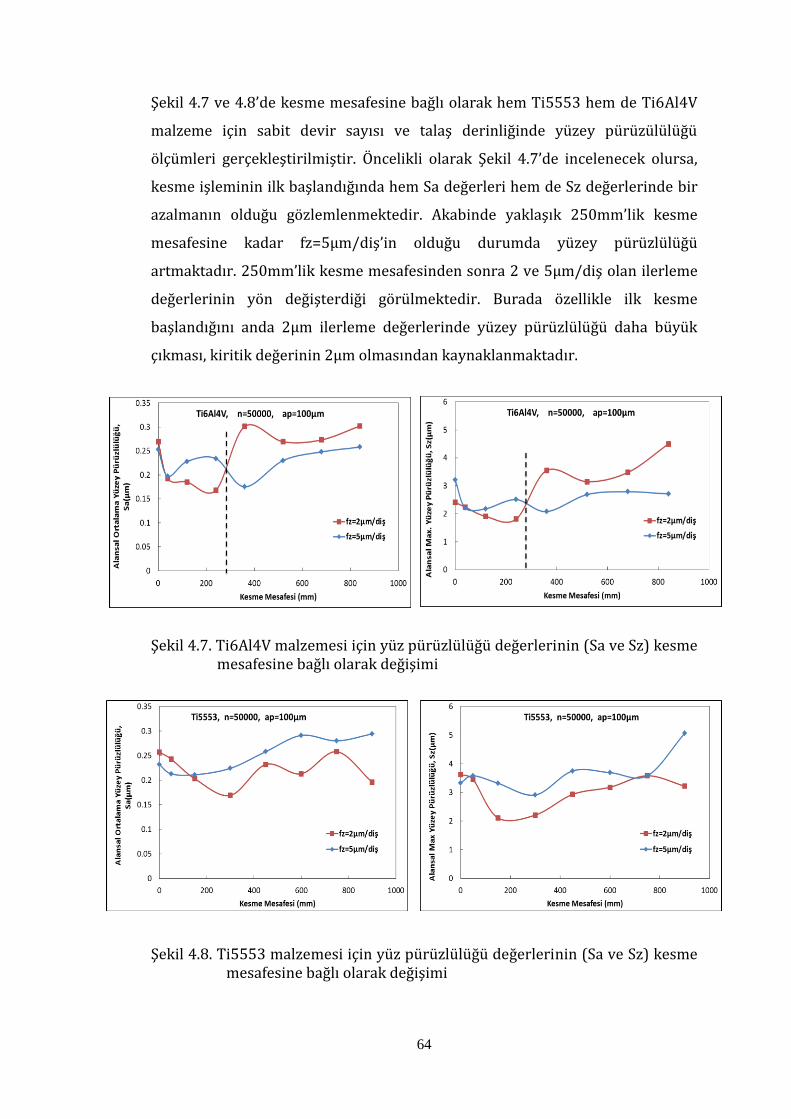
64
Şekil 4.7 ve 4.8’de kesme mesafesine bağlı olarak hem Ti5553 hem de Ti6Al4V
malzeme için sabit devir sayısı ve talaş derinliğinde yüzey pürüzülülüğü
ölçümleri gerçekleştirilmiştir. Öncelikli olarak Şekil 4.7’de incelenecek olursa,
kesme işleminin ilk başlandığında hem Sa değerleri hem de Sz değerlerinde bir
azalmanın olduğu gözlemlenmektedir. Akabinde yaklaşık 250mm’lik kesme
mesafesine kadar fz=5µm/diş’in olduğu durumda yüzey pürüzlülüğü
artmaktadır. 250mm’lik kesme mesafesinden sonra 2 ve 5µm/diş olan ilerleme
değerlerinin yön değişterdiği görülmektedir. Burada özellikle ilk kesme
başlandığını anda 2µm ilerleme değerlerinde yüzey pürüzlülüğü daha büyük
çıkması, kiritik değerinin 2µm olmasından kaynaklanmaktadır.
Şekil 4.7. Ti6Al4V malzemesi için yüz pürüzlülüğü değerlerinin (Sa ve Sz) kesme
mesafesine bağlı olarak değişimi
Şekil 4.8. Ti5553 malzemesi için yüz pürüzlülüğü değerlerinin (Sa ve Sz) kesme
mesafesine bağlı olarak değişimi

65
Burada fz’nin 5 µm olduğu durumda, Sa değerleri daha büyük çıkmasının nedeni
kiritik olan ilerleme değerinin üstündeki bir ilerleme değerlerinin seçilmiş
olması, yani 2µm’dan daha büyük bir ilerleme değerlerinin seçilmesi, bu bölgede
yüzey pürüzlülüğünün artmasına neden olmaktadır.
Fakat ilginç olan yaklaşık 250mm’nin sonrasından fz 2 µm/diş’nin ve fz 5
µm/diş’in yön değiştirimesi, yani 250mm’lik kesme işleminin sonrasından
takımda kenar radyüsü meydana gelen artışına bağlı olarak, kesme esnasında
2µm’luk ilerleme değerinin kullanıldığı durumda, kesici takım iş parçasında bir
nevi kazınma işlemi yaparak talaş kaldırmaya çalışmaktadır.
Çünkü kesmeye ilk başlandığı anda, kenar radyüsü aşınmanın etkisiyle bir
miktar büyümüştüt. Büyüyen kenar radyüsünün etkisiyle de yaklaşık 250mm’lik
kesme mesafesine tekabül etmektedir. Kenar radyüsü büyüdüğü için kesme
işleminda kesici takım iş parçasına bir nevi kazınma işlemi yaparak kesme
zorlamaktadır ve yüzey pürüzlülüğünü artmasına neden olmaktadır.
Benzer durum Şekil 4.7’de Sz değerlerinde de gözlemlenmektedir. Buna karşın
5µm olan ilerleme değeri 5µm seçildiği durumdaysa Sa ve Sz değerlerinin
250mm’den sonra daha küçük olduğu gözlemlenmektedir. Dolayısıyla, buradan
çıkarılacak sonuç şudurki, Ti6Al4V malzemesinin işlemesinin sırasında belirli
bir kesme mesafesi sonrasında kirtik olan ilerleme değerinde yapılan kesme
işleminde kenar radyüsündeki meydana gelen artışa bağlı olarak, yüzey
pürüzlülüğü artış göstermiştir. Yani fz değeri 2µm olmasına karşı Sa değerleri
250mm’den sonra daha büyümüştür, fz değeri 5µm ilerleme artmasına karşı ve
250mm’den sonra daha bir iyi yüzey kalitesi elde edilmiştir. Dolayısıyla, 2µm
olan yapılan kesme işleminde kenar radyüsündeki meydana gelen bu aşınma
kazınma etkisinin arttırdığı için yüzey kalitesini bozulmuştır. Elbetteki fz=5µm
ile yapılan kesme işleminde de takımda aşınma meydana gelmektedir ve bu
aşınma yüzey kalitesinin değişmesine neden olmaktadır. Fakat takımda hem
çeversel hem de eksenel bir aşınma meydana geldiği için fz’nin 5 µm/diş olarak
seçildiği durumdaki kesme işleminde kirtik olan ilerleme değerinin üstündeki
bir ilerleme değerinin olduğu için burada kazınma esaslı bir kesme yok denecek

66
kadar azdır. Ağırlıklı olarak kayma mekanizmasıyla meydana gelen bir kesme
vardır. Dolayısıyla, fz=2µm/diş değerine göre daha iyi bir yüzey kalitesi elde
edilmiştir.
Şekil 4.8’de, böyle bir geçişin olduğu söylemek mümkün, ama Ti6Al4V’daki
kadar net omadığı görülmektedir. Ti5553 olan malzeme daha sert bir yapıya
sahip hasebiyle, 250mm’nin altındaki bir kesme mesafesinde bir değişimin
olduğu görülmektedir. İlk hitapta fz=2µm/diş’te elde edilen Sa değerlerinin
daha büyük olduğu ki bu bir anlamada, fz=5µm/diş için elde edilen Sa değerleri
aslında oldukça yakın, fakat yine de fz=5µm/diş için elde edilen Sa değerleri
250mm’nin kesme mesafesinin önceki durumda daha düşük görülmektedir.
Fakat, artan kesme mesafesiyle birlikte, fz 5µm’luk ilerlemenin kullanılan kesme
işleminde takım aşınması daha hızlı bir seyir izlediğinden Ti5553 olan malzeme
için daha serttir. İlerlemenin yüksek olması hasebiyle yüzey pürüzlülüğü Sa
değerleri 2µm’a nazaran daha büyük olarak elde edilmiştir. Bunula birlikte
fz=2µm/diş olan ilerleme değeri nispeten 5µm olan ilerleme değerine nazaran
daha küçüktür. Ancak, 2 µm/diş olan ilerleme değerininde dikkat edilecek
olursa, dalgalı bir seyrin olduğu gözlemlenmektedir. Bununa nedeni, iki faktöre
dayanabilir, bunlardan bir tanesi takıma yapışan talaşın zamanla takım
yüzeyinden kopmasıyla yüzey pürüzlülüğü artıp azalmasıdır. Bir diğeri takım
kenar radyüsünde meydana gelen aşınmasının bir sonucu olabilir.
4.2.2. Kesme hızının yüzey pürüzlülüğüne etkisi
Şekil 4.9 ve 4.10’da farklı devir sayısı değerleri için alan bazanda yüzey
pürüzlülüğü değerlerinin değişimi verilmiştir. Çalışmada 5 farklı devir sayısı
kullanılmış, ve her iki malzeme için sabit ilerleme fz değerlerinde ve ap
değerlerinde kesme deneyleri yapılmıştır. Kesme deneyleri sonrasında işlenen
kanalların yüzey pürüzlülükleri Sa ve Sz değeri olarak tespit edilmiştir. Sa
değerleri Şekil 4.9’da ve Sz değerleri ise Şekil 4.10’da verilmektedir. Bu her iki
şekilde dikkat çeken ilk unsur, artan devir sayısayla birlikte yüzey
pürüzlülüğünde öncelikli olarak bir azalma eğilimi göstermesidir. Özellikle
yaklaşık 15000dev/dk’ya kadar olan ki kesme işlemlerinde Sa ve Sz değerlerinin

67
ciddi bir azalma eğilimi sergilediğini söylemek mümkün. Özellikle, sertliği daha
düşük olan Ti6Al4V malzemesi için bu düşüş çok daha net olarak görülmektedir.
Öyleki Ti6Al4V alaşım için Sa değeri 0.5 µm’lardan yaklaşık 0.2 µm’lara kadar
düşmektedir. Benzer bir düşüş Ti5553 olan malzemede de görmek mümkün.
Fakat buradaki düşüş, Ti6Al4V kadar belirgin değildir. Şöyle ki Ti5553’te elde
edilen maksimum 5000 dev/dk için elde edilen Sa değeri yaklaşık 0.4µm
civarındayken 15000 devirden sonra bu değerin yaklaşık sabit kaldığını
söylmek mümkündür. Her nekadar tam olarak sabit kalmasa da yaklaşık 0.3’e
civarında bir Sa değeri meydana gelmektedir. Devir sayısını arttırsak bile bu
değerini yaklaşık olarak hiç değişmediğini söylemek mümkündür.
Şekil 4.9. Ti6Al4V ve Ti5553 için Sa değerlerinin devir sayısına bağlı olarak değşimi
Fakat buna karşın sertliği daha düşük olan Ti6Al4V malzeme için 15000
devirden sonra ki 40000dev/dk’ya kadar olan aralıkta yüzey pürüzlülüğü bir
miktar daha artmakta fakat bu artış çok önemli bir seviye de değil, akabindeki
40000 dev/dk’dan sonraki 60000dev/dk’ya kadar Sa değerlerinin sabit kaldığı
söylemek mümkündür.

68
Şekil 4.10. Ti6Al4V ve Ti5553 için Sz değerlerinin devir sayısına bağlı olarak
değşimi
Şekil 4.10’da Sz değerlerine bakılacak olursa yine burada da Sa değerilerine
benzer bir seyir izlediği söylenebilir. Dolayısıla Şekil 4.9 ve şekil 4.10 beraber
değerlendirilecek olursa, her iki malzeme için de 10000dev/dk’nın üzernde bir
devirle kesme yapmak yüzey pürüzlülüğü açısından avantaj sağlayacağını
söylemek mümkündür. Dolayısıyla, takım ömrünü de dikkate alarak, devir
sayısının 15000 – 20000dev/dk’nın aralığından bir devirle kesme yapmak, hem
daha iyi bir yüzey kalitesinin elde edilmesini sağlayarak hem de takım ömrünün
daha da uzun olmasına imkan verilecektir.
Şekil 4.10’da özellikle 5000 dev/dk’da Ti6Al6V malzeme için elde edilen
değerlerinin daha büyük olmasının altındaki neden, bu malzemenin sertliğinin
düşük olmasıdır. Bilindiği üzere konvansiyonel kesme işleminde daha yumuşak
olan veya sertliği daha düşük olan malzemelerin işlenmesi sırasında yüzey
kalitesi biraz daha düşüktür. Yani aynı şartlarda kesme işlemine tabi tutulmuş,
sertliği daha düşük malzeme ile daha yüksek olan malzeme kıyaslanacak olursa
sertliği daha düşük olan malzeme de ortalama yüzey pürüzlülüğü genellikle
daha büyük olduğu literatürlerdeki çalışmalar gözlemlenmektedir. Burada da
5000 dev/dk’da elde edilen sonuç konvansiyonel kesmeye benzemektedir.

69
Şekil 4.11’deyse her iki malzemenin aynı ilerleme ve talaş derinliği için farklı iki
devir sayısı aralığında elde edilen yüzey profili görüntüleri verilmektedir.
Görüntülerin sağ tarafındaki skalalar bizim için önem arz etmektedir. Çünkü bu
aynı zamanda elde edilen yüzeyin maksimumla minimum arasındaki mesafeyi
göstermektedir. Öncelikli olarak Ti5553 olan malzeme için bakıldığında
5000dev/dk’da elde edilen yüzey profilinde özellike, kırmızı olan bölgelerde
kesme işleminin, yani takımın talaşa girdiği ve çıktığı noktalarda sağlıklı bir
kesme işleminin meydana gelmemesi hasebiyle, kazınmanın etkili olduğu
bölgeler olarak isimlendirilebilir.
Şekil 4.11. Her iki alaşım için iki farklı devir sayısında yapılan kesme sonrasında
elde edilen yüzey pofilleri
Dolayısıyla, bu noktalardaki yüksekliğin 6 µm’lara kadar ulaştığını skaladan da
görülebilir. Devir sayısının arttırıldığında profil görüntünün sağ tarafında
verilen skalanın 2.5-2.75 µm civarında olduğu görülmektedir. Buradan da şu
anlaşılmaktadır ki, işlenen yüzeyin minimum derinliğiyle maksimum
Ti5553, fz=10 µm/diş, ap=100 µm, n=5000 dev/dk
Ti5553, fz=10 µm/diş, ap=100 µm, n=20000 dev/dk
Ti6Al4V, fz=10 µm/diş, ap=100 µm, n=5000 dev/dk
Ti6Al4V, fz=10 µm/diş, ap=100 µm, n=20000 dev/dk

70
yükseklığının arasındaki mesafenin yaklaşık 2.5 -2.75 µm arasında olduğu
anlaşılmaktadır. Bu da şunu ifade etmektedir ki yüzeyin pürüzlülük değerlerinin
daha düşük olduğu, yani bir anlamda yüzeyin daha kaliteli olduğu ifade
edilebilir. Aynı zamanda 5000’le 20000dev/dk’yı kıyas edildiğinde
5000dev/dk’da bazı noktalarda derinliğin ciddi şekilde düştüğü görülebilir. Yani
0.5’le 1µm aralığındaki bir dernilikte kesmenin meydana geldiği yani yüzeyin
ortalama profilin aşağısında kaldığı görülmektedir. Bu da kesme işleminin
özellikle belirli aralıklarda kazınma etkisi neticesinden sağlıklı kesme
gerçekleşmediğini ve takım belirli noktalarda daha derin kesme yaparak, belirli
noktalarda da daha sığ kesme yapmak suretiyle, yüzeyin minumum derinliğine
maksimum yüksekliğinin arasındaki farkın da artmasına neden teşkil etmiştir.
Şekil 4.11’de Ti6Al4V malzemesi için yüzey pürüzlülük değerleri verilmiş,
burada dikkat edilecak olursa 5000 ve 20000dev/dk için iki pürüzlülük
değerinin 3-boyutlu profil görüntüsü sunulmuştur. Yine burada dikkat edilecek
unsur, sağ tarfta verilen skalaya bakılacak olursa düşük devirler ve yapılan
kesme işlemi skalanın 6 µmun üzerine kadar çıkabildiği söylenebilir. Aynı
zamanda 5000 dev/dk’da yapılan kesme işleminde, takımın girdiği ve çıktığı
noktalarda yani aynı yönlü frezeleme veya zıt yönlü frezeleme olarak tabi edilen
noktalarda, yüksekliğin fazla olduğunu, dolayısıyla bu noktalarda kesme
işleminin sağlıklı gerçekleşmediğini ve daha yüksekte bir talaş veya iş parçası
malzemesinin kaldığın rahatlıkla söylenebilir. Oyse 20000dev/dk’da elde edilen
profil için bakıldığında, takımın talaşa girdiği ve çıktığı noktalardaki yükseklik
hemen hemen kanalın orta kısmında elde edilen yükseklikle benzer bir seyir
izlenmektedir.
Şekil 4.11’den çıkacak genel sonuç ise, düşük devirlerde kesme işlemi, aynı
zamanda takımın (burada dikkate alınmamış olsa bile) radyal sapmasının
neticesinde ortaya çıkabilecek olan problemleri de daha belirgin bir hala
getirilmektedir. Takımdaki radyal sapma takımın daha düşük devirlerde
dönmesi neticesinde daha belirgin olarak iş parçasının üzerine yansımıştır. Bu
da işlenen yüzeyin daha pürüzlü olarak çıkmasına neden olmuş olabilir. Sa
değerleriyle birlikte takımın ömrü de dikkate alındığında aslında hem Ti6Al4V

71
hem de Ti5553 olan malzeme için uygun devir sayısının 20000 ve üzeri olduğu
rahatlıkla söylenebilir.
Şekil 4.12’de Ti6Al4V olan malzeme için kesme mesafesine bağlı olarak yüzey
pürüzlülüğünün değişimi verilmiştir. Burada kesme işlemi sırasında iki farklı
devir sayısı 20000 ve 50000 dev/dk kullanılmıştır. İlerleme değeri 2µm/diş ve
talaş derinliği değeri 100µm sabit tutulmuştur. Şekil 4.12’de dikkat edilecek
olursa, yaklaşık 200mm’lik kesme mesafesine kadar Sa değerleri ve Sz
değerlerinde bir azalmanın olduğu görülmüştür. 300mm’lik kesme mesafesine
kadar 50000 dev/dk da devir sayısı 20000 elde edilen Sa ve Sz değerleri daha
düşüktür.
Şekil 4.12. Ti6Al4V malzeme için iki farklı devir sayısıyla yüzey pürüzlülüğü (Sa ve Sz değerleri) kesme mesafesine bağlı olarak değşimi
Ancak aynı şeklide ve yaklaşık 300mm’lik kesme mesafesinden sonra 20000 ve
50000 olan devir sayısı için hem Sa değerleri hem de Sz değerlerini yön
değiştirdiği net olarak görülmüştür. Burada ilginç olan unsur ise 50000
dev/dk’da yapılan kesme işleminde Sa ve Sz değerlerinin artmasıdır.
Bilindiği üzere konvansiyonel frezelemede artan devir sayısı yüzey kalitesinin
artmasına neden olmaktadır. Ancak mikro frezelemede boyut etkisi sebebiyle
konvansiyonel işlemedeki durum bazen mümkün değildir. Şekil 4.12’de 50000
olan devir sayısındaki durum için iki sebep söylenebilir. Onlardan birisi takımda
hem eksenel hem de çevresel olarak meydana gelen aşınmasıdır. Bu aşınma
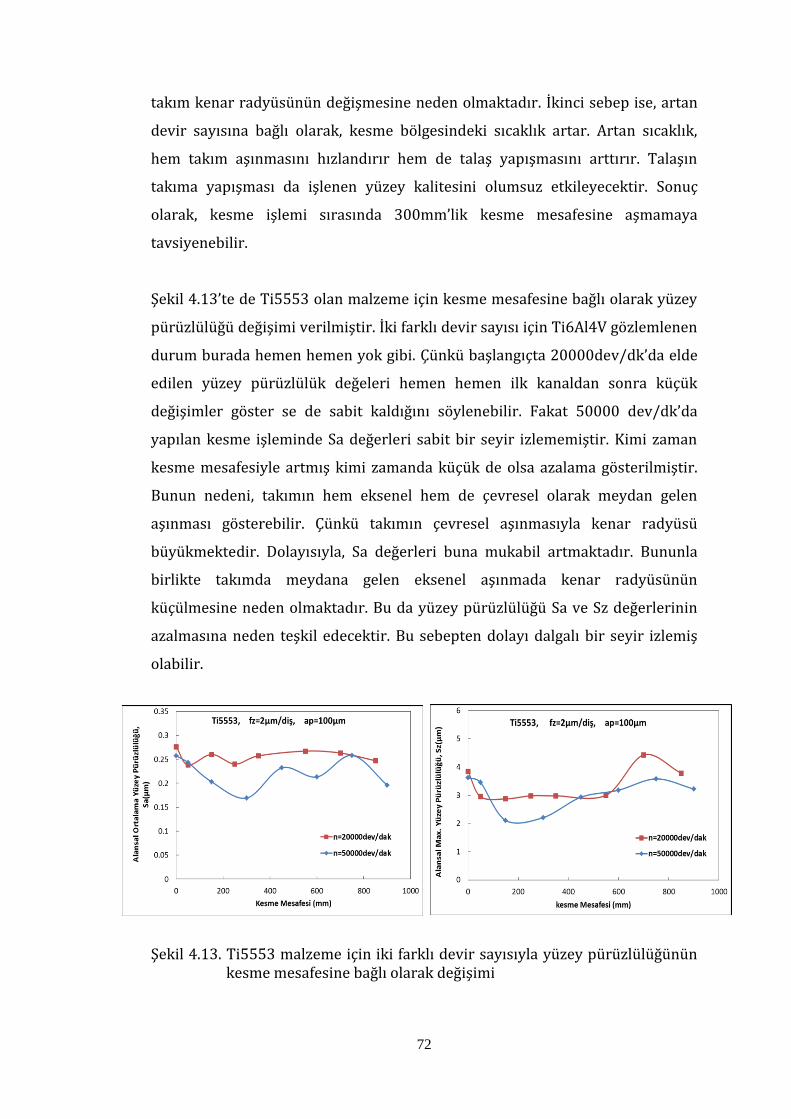
72
takım kenar radyüsünün değişmesine neden olmaktadır. İkinci sebep ise, artan
devir sayısına bağlı olarak, kesme bölgesindeki sıcaklık artar. Artan sıcaklık,
hem takım aşınmasını hızlandırır hem de talaş yapışmasını arttırır. Talaşın
takıma yapışması da işlenen yüzey kalitesini olumsuz etkileyecektir. Sonuç
olarak, kesme işlemi sırasında 300mm’lik kesme mesafesine aşmamaya
tavsiyenebilir.
Şekil 4.13’te de Ti5553 olan malzeme için kesme mesafesine bağlı olarak yüzey
pürüzlülüğü değişimi verilmiştir. İki farklı devir sayısı için Ti6Al4V gözlemlenen
durum burada hemen hemen yok gibi. Çünkü başlangıçta 20000dev/dk’da elde
edilen yüzey pürüzlülük değeleri hemen hemen ilk kanaldan sonra küçük
değişimler göster se de sabit kaldığını söylenebilir. Fakat 50000 dev/dk’da
yapılan kesme işleminde Sa değerleri sabit bir seyir izlememiştir. Kimi zaman
kesme mesafesiyle artmış kimi zamanda küçük de olsa azalama gösterilmiştir.
Bunun nedeni, takımın hem eksenel hem de çevresel olarak meydan gelen
aşınması gösterebilir. Çünkü takımın çevresel aşınmasıyla kenar radyüsü
büyükmektedir. Dolayısıyla, Sa değerleri buna mukabil artmaktadır. Bununla
birlikte takımda meydana gelen eksenel aşınmada kenar radyüsünün
küçülmesine neden olmaktadır. Bu da yüzey pürüzlülüğü Sa ve Sz değerlerinin
azalmasına neden teşkil edecektir. Bu sebepten dolayı dalgalı bir seyir izlemiş
olabilir.
Şekil 4.13. Ti5553 malzeme için iki farklı devir sayısıyla yüzey pürüzlülüğünün
kesme mesafesine bağlı olarak değişimi

73
4.2.3. Talaş derinliğinin yüzey pürüzlülüğüne etkisi
Yapılan tez çalışmasında, talaş derinliğinin de alansal bazda yüzey
pürüzlülüğünü üzerindeki etkisi tespit edilmiştir. Bu sebeple sekiz farklı talaş
derinliği için kesme deneyi gerçekleştirilmiştir. Kesme deneylerinde talaş etkisi
gözlemlenen ilerleme değeri 2 µm/diş ve devir sayısı 20000dev/dk sabit
alnımış. Her iki malzeme için Sa ve Sz değerleri Şekil 4.14 ve 4.15’te talaş
derinliğinin değişimine bağlı olarak yüzey pürüzlülüğü verilmiştir. Burada Şekil
4.14’te dikkat çeken ilk unsur Ti6Al4V malzeme için elde edilen yüzey
pürüzlülük değerleri Ti5553 olan malzemeye nazaran bir miktar daha büyük
olmasıdır. Bununla birlikte her iki malzeme için talaş derinliğinin değişimine
bağlı olarak elde edilen Sa değerleri de benzer bir seyir izlediği söylenebilir.
Özellikle, 100 µm talaş derinliğinden sonraki talaş derinliklerinde yüzey
pürüzlülüğü önemli oranda artığı görülmektedir.
Şekil 4.14 Ti5553 ve Ti6Al4V malzeme için alansal ortalama yüzey pürüzlülüğünün talaş derinliğine bağlı olarak değişimi

74
Şekil 4.15. Ti5553 ve Ti6Al4V malzeme için alansal maksimum yüzey pürüzlülüğünün talaş derinliğine bağlı olarak değişimi
Bunula birlikte Sz değerlerinin değişimi de Sa değerlerine benzerlik
göstermektedir. Yine Ti6Al4V olan malzeme de Sz değerleri daha büyüktür. Elde
edilen bu bulgular ışığında hangi talaş değerlerinin Sa ve Sz değerleri minimum
olduğuna bakılacak olursa, belki yüzey pürüzlülüğü açısından uygun bir talaş
derinliği tespit edilebilir. 100 µm talaş derinliği hem Sa değerleri hem de Sz
değerleri her iki malzeme için minimum yüzey pürüzlülüğü elde edildiği
değerleri olarak söylenebilir. Ama buna karşı Ti5553 olan malzeme de talaş
derinliği 25 µm olduğu durumda hem Sa ve Sz değerleri daha küçük olarak elde
edilmiştir. Buna mukabil Ti6Al4V malzeme de minimum elde edilen Sa ve Sz
değerleri yaklaşık 0.22 µm’lar civarında ve artan talaş derinliğine bağlı olarak
da bu belirli bir eğimli ile artmaktadır. Özellikle 250 µmdan sonra ciddi bir
artma eğilimi sergilediğini söylemek mümkün.
Şekil 4.16’daysa farklı talaş derinlikleri için hem Ti5553 hem de Ti6Al4V
malzemelerinde işlenen yüzeylere ait 3-boyutlu profil değerleri verilmiştir.
öncelikli olarak minimum talaş derinliklerine bakılacak olursa, Ti5553 malzeme
için profilin görüntüleri yanındaki verilen skalanın değerlerine bakıldığında,

75
yaklaşık 0-2.5 µm’lar aralığında göstermektedir. Ancak, Ti6Al4V malzeme için
ve aynı talaş derinliğinde de skalanın değerlerine bakıldığında yaklaşık 0-4
µm’ların aralığında değişmektedir. Bunun nedeni, minimum derinlikleri
maksimum yüksekliği arasındaki fark artması, yani bir anlamda yüzey kalitesi
bozulması ifade etmektedir.
Her iki malzeme kendi içerisinde aynı talaş derinliği için kıyaslandığında, dikkat
edilecek olursa 25µm için bakıldığında Ti6Al4V elde edilen yüzeyin daha
pürüzlülüğü olduğu skalanında 3.7µm’lara kadar çıktığını görülmektedir.
Bununla birlikte talaş derinliği 100 µm olduğunda da benzer bir durum söz
konusudur. Ti5553’te 100 µm için elde edile 3-boyutlu profilde skala 2.5
µm’ların civarındayken Ti6Al4V’da bu değer 4 µm’lara kadar çıkmaktadır.
Ti5553, ap=25 µm Fz=2 µm/diş,, n=20000
Ti5553, ap=100 µm Fz=2 µm/diş, n=20000
Ti5553, ap=150 µm Fz=2 µm/diş,, n=20000
Ti6Al4V, ap=25 µm Fz=2 µm/diş,, n=20000
Ti6Al4V, ap=100 µm Fz=2 µm/diş,, n=20000
Ti6Al4V, ap=150 µm Fz=2 µm/diş,, n=20000
Şekil 4.16. Farklı talaş derinliklerinde her iki alaşım için elde edilen yüzey
profilleri

76
4.3. Çapak Oluşumu
Mikro frezeleme işleminde telefisi çok ta kolay olmayan önemli bir çıktı
parametresi de işlenen yüzey kanallarında oluşan çapaktır. Bu çapak ikinci bir
operasyonla temizlenebilmesi için geometrinin yeterince büyük olması
gerekmektedir. Oysaki mikro frezeleme işleminde veya genel itibariyle mikro
imalatta geometrinin çok küçük olması hasebiyle, ikinci bir operasyonla
özellikle taşlamayla bu çapaklarının temizlenmesi bir hayli güç ve maliyetli bir
operasyondur. Bu sebeple, mikro frezeleme işleminde mümkün olduğu kadaryla
kesme parametrelerinin optimize edilmesi suretiyle bu çapak oluşumu en az
indirmek mümkündür. Bu çalışmada, özellikle kesme parametreleri içerisinde
çapak oluşumunun önemli derecede etkileyen parmetreler arasında görülen
ilerlemenin nasıl bir etkiye sahip olduğu değerlendirilmiş ve Bölüm 4.3.1’de bu
değerlendirmeye geniş bir şekilde yer verilmiştir.
4.3.1. İlerlemenin çapak oluşumuna etkisi
Yapılan çalışma sonrasında, Ti6Al4V ve Ti5333 alaşımlar için farklı ilerleme
değerleri sonrasında yapılan kesme işleminin neticesinde işlenen kenar
kanallarında meydana gelen çapak boyutları SEM analizleri yöntemiyle çekilmiş
fotoğrafalardan ölçülmüştür. Ölçme işlemi için ‘’screen caliper’’ programı bir
ekran kumpas programı kullanılmıştır. Bununla birlikte kesme işleminin aynı
yönlü ve zıt yönlü frezeleme olması durumuna bağlı olarak, çapak genişliği
değiştiği daha önce litratürlerde bazı çalışmalarda da gözlemlenmiştir
Thepsonthi ve Özel., 2012; Venkatesh vd., 2016). Bu sebepten dolay, hem iki
farklı malzeme için hem de zıt yönlü ve aynı yönlü kesme durumlarında çapak
genişliği ayrı ayrı ölçülerek farklı ilerleme değerleri için elde edilmiştir. Şekil
4.17’de aynı yönlü frezeleme için talaş derinliği ve devir sayısını sabit alındığı ve
farklı diş başına düşen ilerlerme değerleri için yapılan kesmede çapak
genişliğinin değişimi verilmiştir. Özellikle 2 µm altında kesme işleminde çapak
boyutları önemli oranda arttığı bariz olarak görülmektedir. Zaten dikkat çekmek
adına grafikte 2 µm ve altındaki kısım renklendirilmiştir.

77
Şekil 4.17. Aynı yönlü frezeleme bölgesindeki çapak genişliğinin ilerleme
değerlerine bağlı olarak değişimi
Dikkat edilecek olursa, 20µm’luk ilerleme değerinden sonraki durumda elde
edilen çapak genişliği yaklaşık 50 µm civarındadır. İlerleme değerinin on kat
küçülemesiyle, çapak genişliği yaklaşık beş kat civarında artış
gösterilebilmektedir. Bununla birlikte, Şekil 4.17’de dikkat çeken diğer bir unsur
ise sertliği daha düşük olan Ti6Al4V malzemenin kesilmesi sırasında elde edilen
çapak genişliğinin bariz bir şekilde daha büyük olduğudur. Özellikle de kesme
işleminde minimum değer olan 0.1µm değerinde Ti6A4V ve Ti5333 arasında
yaklaşık üç katlık çapak genişliği ortaya çıkmıştır. Ayrıca her iki malzeme için de
0.1’den 2µm’a kadar olan ilerleme değerlerinde çapak genişliği artış
göstermektedir. Akabinde her iki malzeme için de artan ilerlerme değerilerine
bağlı olarak çapak genişliği azalmaktadır.
Şekil 4.18’deyse zıt yönlü frezeleme için elde edile çapak genişliğinin ilerleme
değerlerine bağlı olarak değişimi verilmiştir. Şekil 4.17 ile Şekil 4.18 da
değerlendirilecek olursa, aynı yönlü frezeleme için elde edile çapak genişliğini
daha büyük olduğunu, bununla birlikte 20 µm ilerleme değerinden sonra hem
aynı yönlü hem de zıt yönlü frezeleme için elde edile çapak genişliğinin birbirine
çok yakın olduğunu söylmek mümkündür.
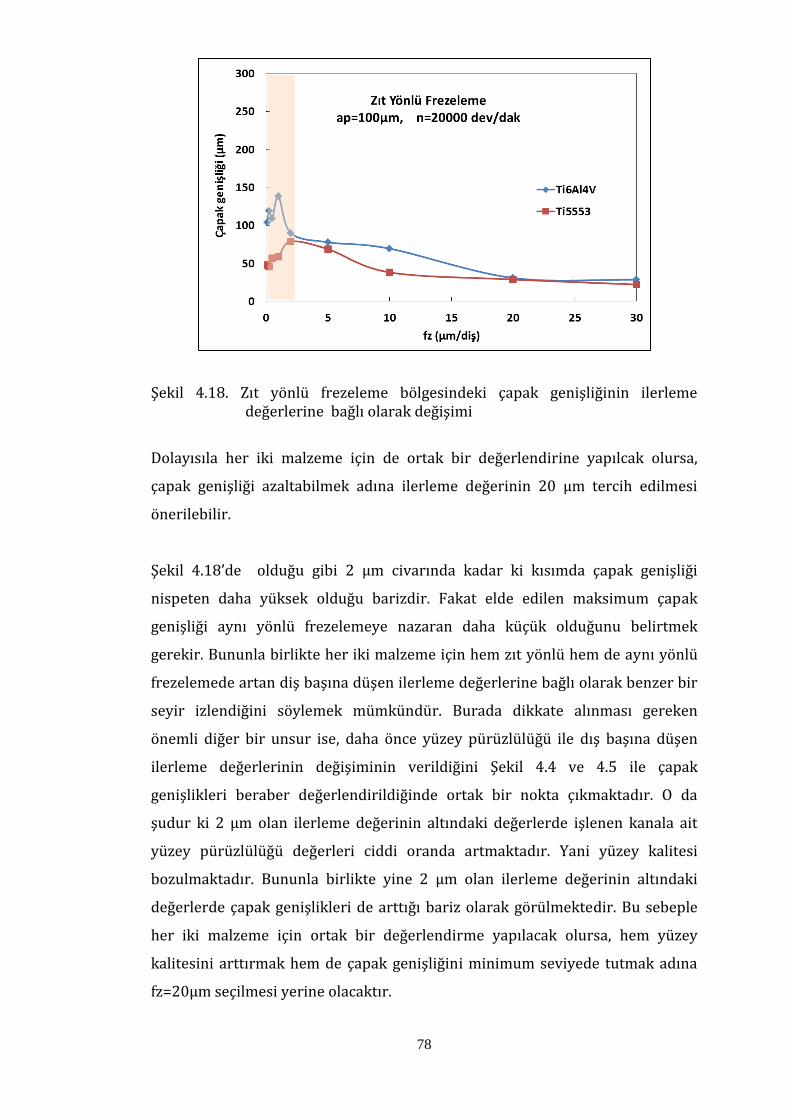
78
Şekil 4.18. Zıt yönlü frezeleme bölgesindeki çapak genişliğinin ilerleme değerlerine bağlı olarak değişimi
Dolayısıla her iki malzeme için de ortak bir değerlendirine yapılcak olursa,
çapak genişliği azaltabilmek adına ilerleme değerinin 20 µm tercih edilmesi
önerilebilir.
Şekil 4.18’de olduğu gibi 2 µm civarında kadar ki kısımda çapak genişliği
nispeten daha yüksek olduğu barizdir. Fakat elde edilen maksimum çapak
genişliği aynı yönlü frezelemeye nazaran daha küçük olduğunu belirtmek
gerekir. Bununla birlikte her iki malzeme için hem zıt yönlü hem de aynı yönlü
frezelemede artan diş başına düşen ilerleme değerlerine bağlı olarak benzer bir
seyir izlendiğini söylemek mümkündür. Burada dikkate alınması gereken
önemli diğer bir unsur ise, daha önce yüzey pürüzlülüğü ile dış başına düşen
ilerleme değerlerinin değişiminin verildiğini Şekil 4.4 ve 4.5 ile çapak
genişlikleri beraber değerlendirildiğinde ortak bir nokta çıkmaktadır. O da
şudur ki 2 µm olan ilerleme değerinin altındaki değerlerde işlenen kanala ait
yüzey pürüzlülüğü değerleri ciddi oranda artmaktadır. Yani yüzey kalitesi
bozulmaktadır. Bununla birlikte yine 2 µm olan ilerleme değerinin altındaki
değerlerde çapak genişlikleri de arttığı bariz olarak görülmektedir. Bu sebeple
her iki malzeme için ortak bir değerlendirme yapılacak olursa, hem yüzey
kalitesini arttırmak hem de çapak genişliğini minimum seviyede tutmak adına
fz=20µm seçilmesi yerine olacaktır.

79
Şekil 4.19’da her iki malzeme için üç farklı ilerleme değerlerinde yüzeylerde
alınan çapak görüntülerinin SEM görüntüleri verilmiştir. 2 µm olan nokta kirtik
olduğu için özellikle seçilmiştir. Bununla birlikte 10 ve 20 µm ilerleme değerleri
de çapağın azaldığı bu ilerleme değerlerinde bir azalma seyirini göstermek
amacıyla tercih edilmiştir. Öncellikli olarak Şekil 4.19’da Ti5553 ve Ti6Al4V
malzeme için elde edilen çapak boyutlarının bakıldığında Ti6Al4V elde edilen
çapak boyutlarına nispeten daha büyük olduğunu söylemek mümkün. Aynı
şekilde özellikle de şekilde verilen SEM görüntüleri 2 µm ilerleme değerlerinde
Ti6Al4V’da özellikle aynı yönlü frezelemede çapak genişliğinin çok daha geniş
olduğu bariz olarak görülmekte. Bunula birlikte 10 µm ilerleme değerlerinde
Ti6Al4V ile Ti5553 kıaslandığında Ti6Al4V’daki çapak boyutunun bariz bir
şekilde daha büyük olduğu ve her iki yönlü hem aynı yönlü hem de zıt yönlü
frezeleme bu değeri Ti5553’e göre çok daha büyük olarak gerçekleştiği net
olarak görülmektedir. 20 µm ilerleme değerlerinde her iki malzeme için elde
edilen hem aynı yönlü hem de zıt yönlü frezelemede değerlerine çapak genişliği
birbirlerine çok yakın olduğunu SEM görüntülerinden anlaşılmaktadır.
Şekil 4.19. Her iki alaşım için ilerleme değerine bağlı olarak mydana gelen çapağın SEM görüntüleri
Ti5553,fz=2µm/diş ap=100µm, n=20000
Ti5553,fz=10µm/diş ap=100µm, n=20000
Ti5553,fz=20µm/diş ap=100µm, n=20000
Ti6Al4V,fz=2µm/diş ap=100µm, n=20000
Ti6Al4V,fz=10µm/diş ap=100µm, n=20000
Ti6Al4V,fz=20µm/diş ap=100µm, n=20000

80
Dolayısıyla, hem yukarıda verilen Şekil 4.17 ve 4.18 hem de Şekil 4.19 beraber
değerlendirilecek olursa, çapağı minimum seviye çekebilmek adına, mümkün
olduğu kadarıyla ilerleme değerlerine yüksek seçilmesi ve bu değerlerin
mümkün ise her iki malzeme için ortak olan 20 µm ve üzeri bir değer alınması
faydalı olacaktır.
4.3.2. Talaş derinliğinin çapak oluşumuna etkisi
Bu çalışmada aynı zamanda kesme işlemi sırasında kullanılan talaş derinliğinin
de çapak genişliği üzerindeki etkisi değerlendirilmiştir. Bunun için farklı talaş
derinliğinde sabit ilerleme ve devir sayısı için kesme işlemi yapılmıştır. Bu
deneylerinde her iki malzeme için de hem aynı yönlü hem de zıt yönlü frezeleme
bölğelerinde meydan gelen çapak genişliği elde edilmiştir. Şekil 4.20’de aynı
yönlü frezelemede elde edilen çapak genişliğinin talaş derinliği değişimi
verilmektedir. Burada öncelikli olarak dikkat çeken ilk unsur, Ti5333’te elde
edilen çapak genişliğinin Ti6Al4V’a nazaran ciddi seviyede düşük olduğudur.
söylenebilir. Özellikle de artan talaş derinliği ile birlikte, Ti5333’te meydana
gelen çapak genişliği artış eğilimi daha düşük talaş derinliklerinde,
düzeylerdedir. Oysa özellikle Ti6Al4V malzeme için 150 µm üzerindek ilerleme
değerlerinde çapak genişliği çiddi bir şekilde artmaktadır.
Şekil 4.20. Aynı yönlü frezeleme bölgesindeki çapak genişliğinin talaş derinliğine bağlı olarak değişimi

81
Ayrıca, Ti5333’te elde edilen çapak genişliğinin 250 µm talaş derinliğine
bakılırsa elde edilen çapak genişliklerine kıyaslandığında yaklaşık üç kat bir fark
olduğu söylenebilir. Bununla birlikte, Ti6Al4V’da ilk üç talaş derinliğindeki
çapak genişliği artış eğilimi gösterdiği fakat onda sonraki değerlerde bu artış
eğilimin azaldığı görülmektedir. Talaş derinliğinin artmasıyla çapak genişliği
artmasının altındaki neden ise; talaş artmasıyla kesme esnasına birim zamanda
kaldırılan talaş kesiti artmaktadır. Dolayısıyla artan bu talaş kesitiyle birlikte
kesici takımla talaşın temasının başladığı ve bittiği noktalarda kenarlarda
kesmediği ve kenara yığmaya çalıştığı talaşın miktarı da artacaktır. Bunun
neticesinde de çapak genişliğinin artması beklenir. Şekil 4.21’deyse zıt yönlü
frezelemede elde edilen çapak genişliğinin değişimi verilmiştir. Burada ilginç
olan bir noktaysa şudur ki, yine Ti6Al4V malzemede elde edilen çapak genişliğin
Ti5553’e nazaran daha büyüktür. Fakat 200 µm değerlerinden sonra Ti5553’te
elde edilen çapak genişliklerinin daha büyük olduğudur. Özellikle burada da
elde edilen ilginç bir sonuç ise 100 – 200 arasındaki talaş derinlikleri her iki
malzeme için elde edilen çapak genişlikleri oldukça yakın olmasıdır.
Şekil 4.21. Zıt yönlü frezeleme bölgesindeki çapak genişliğinin talaş derinliğine bağlı olarak değişimi
Şekil 4.20’de ve 4.21’de verilen her iki grafik beraber değerlendirilecek olursa,
talaş derinliğinin mümkünse 50 – 150 µm aralığında olması önerebilir. Çünkü

82
bu aralıkta çapak genişliği minimum düzeyde kalmaktadır. Bununla birlikte
talaş derinliğinin çok düşük olduğu durumlarda, yine Ti6Al4V’da çapak genişliği
artış bir eğilimi gösterdiği ve artan talaş derinliği ile bu eğilimin azaldığı
gözlenmektedir. Özellikle talaş derinliğinin çok küçük olduğu durumlarda,
sadece çevresel olarak değil aynı zamanda eksenel olarak yeterli derinlik
olmadığı zaman kazınma etkisi yani ‘’ploghing’’ dediğimiz olay ortaya çıkabilir.
Bu nedenle kazınma dediğimiz olayın iki farklı yüzü vardır. Eksenel olarak
yeterli bir talaş derinliğinin verilmemesi durumda ortaya çıkabilir İkincisi
radyal olarak yani yeterli bir ilerleme değeri ki bu da dış başına düşen
ilerlemeye karşı gelemektedir. Yeterli bir ilerleme verilmemesi de kazınma
etkisine neden olabilir. Dolayısıyla her iki malzeme için beraber bir
değerlendirme yapılacak olursa, 2µm üzerinde ilerlerme değerlerinin
kullanılması ve talaş derinliğinin de 50-150 µm alınması tavsiye edilebilir. Fakat
burada eğer çapak genişliği birinci dercede önemli ise ilerleme değerinin 20
µm’a kadar çıkartılması tavsiye edilebilir.
Şekil 4.22’de farklı talaş derinlikleri için elde edilen çapak genişliklerinin SEM
görüntüleri verilmiştir. İlk SEM görüntüsü talaş derinliği 25 µm’a sahip olan
kesme işleminde elde edilen SEM görüntüsüdür. Dikkat edilecek olursa
Ti5553’te hem zıt yönlü hem de aynı yönlü frezelemede elde edilen çapak
genişlikleri ciddi oranda düşüktür. Bunun en önemli nedenlerden bir tanesi
Ti5553 olan malzemenin hem sertlik değeri hem de mukavvemet değerinin
daha yüksek olmasıdır.
Ti6Al4V bakılacak olursa, 25 µm talaş değerinde çapak genişlikleri her iki yönde
ciddi şekilde yüksek olduğu görülmektedir. Talaş derinliği 150 µm seçildiğinde
her iki malzeme için de elde edilen çapak genişlikleri artığı net olarak
görülmektedir. Bu artış özellikle Ti5553’te daha barizdir. Bununla birlikte
Ti6Al4V’da elde edilen çapak genişliği özellikle de aynı yönlü frezelemede daha
büyüktür. Yapılan SEM analizesi neticesinden elde edilen diğer bir sonuç ise
maksimum talaş derinliği (250 µm) için elde edilen çapak genişliğidir. Dikkat
edilecek olursa, her iki malzemede özellikle zıt yönlü frezeleme tarafında hemen
kenarında ciddi bir yığılmayaın meydana geldiği ve bu yığılmanın nasıl
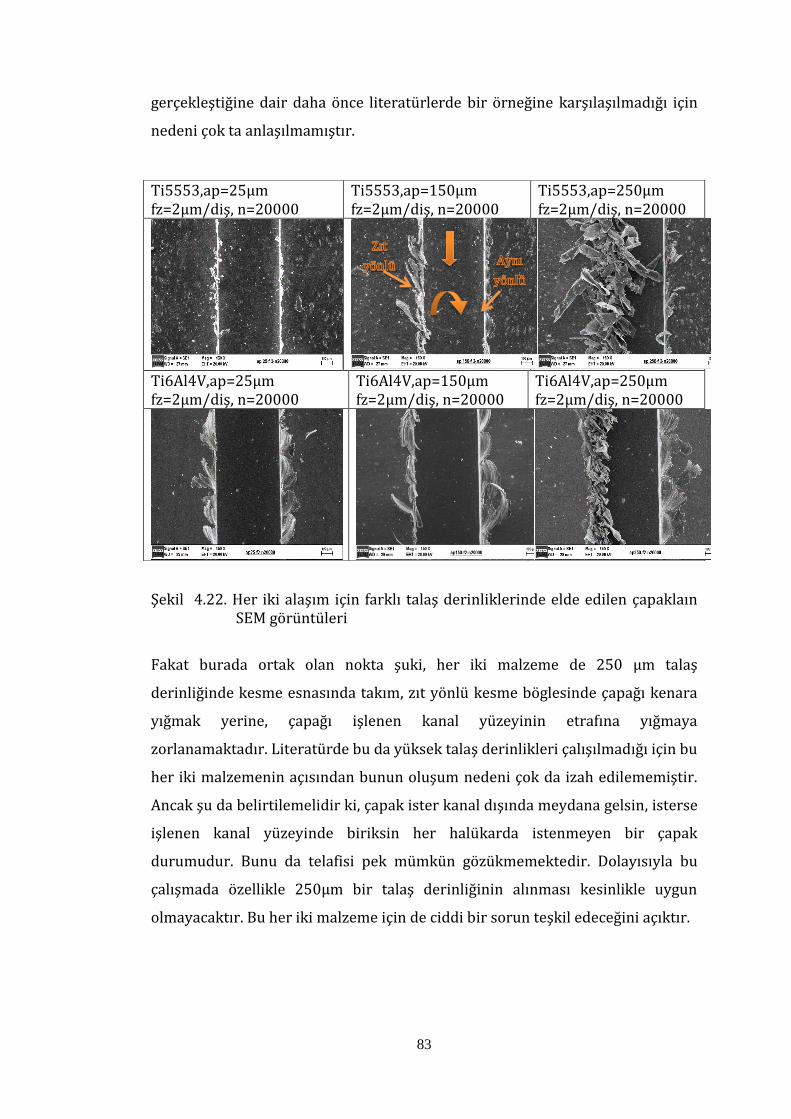
83
gerçekleştiğine dair daha önce literatürlerde bir örneğine karşılaşılmadığı için
nedeni çok ta anlaşılmamıştır.
Şekil 4.22. Her iki alaşım için farklı talaş derinliklerinde elde edilen çapaklaın SEM görüntüleri
Fakat burada ortak olan nokta şuki, her iki malzeme de 250 µm talaş
derinliğinde kesme esnasında takım, zıt yönlü kesme böglesinde çapağı kenara
yığmak yerine, çapağı işlenen kanal yüzeyinin etrafına yığmaya
zorlanamaktadır. Literatürde bu da yüksek talaş derinlikleri çalışılmadığı için bu
her iki malzemenin açısından bunun oluşum nedeni çok da izah edilememiştir.
Ancak şu da belirtilemelidir ki, çapak ister kanal dışında meydana gelsin, isterse
işlenen kanal yüzeyinde biriksin her halükarda istenmeyen bir çapak
durumudur. Bunu da telafisi pek mümkün gözükmemektedir. Dolayısıyla bu
çalışmada özellikle 250µm bir talaş derinliğinin alınması kesinlikle uygun
olmayacaktır. Bu her iki malzeme için de ciddi bir sorun teşkil edeceğini açıktır.
Ti5553,ap=25µm fz=2µm/diş, n=20000
Ti5553,ap=150µm fz=2µm/diş, n=20000
Ti5553,ap=250µm fz=2µm/diş, n=20000
Ti6Al4V,ap=25µm fz=2µm/diş, n=20000
Ti6Al4V,ap=150µm fz=2µm/diş, n=20000
Ti6Al4V,ap=250µm fz=2µm/diş, n=20000

84
4.4. Takım Aşınması
Mikro frezeleme işleminde takımın çok yüksek devirlerde dönmesi takım
aşınmasını hızlandırmaktadır. Bu nedenle, maksimum takım ömrü için, takımın
dönme hızının optimizasyon yapmak önem arz etmektedir. Mikro frezelemede
takım aşınması en önemli sorunlarından biri de, takıma ait olan kenar
radyüsünün büyümesidir. Özellikle, takımın yüksek devirlerde dönmesiyle
kesiciye ait kenar radyüsü abrasif aşınma mekanizmesiyle birlikte aşınmaya
mazru kalır. Bunun dışında küçük kırılmalar şeklinde kırılmaların meydana
gelmesiyle takım geometresi bozulabilir. Bu çalışmada da hem devir sayısının
etkisini hem de ilerleme değerlerinin etkisini her iki malzeme için gözlemlemek
adına sabit bir kesme mesafesi dikkate alınmak suretiyle takım çapındaki
değişim ölçülmüştür. Mikro frezeleme işleminde genelikle, en çok dikkat edilen,
takımdaki aşınma ölçütü genelikle çapıdır (Thepsonthi vd., 2015; Wang vd.,
2016; özel vd., 2017).
4.4.1. Kesici takımdaki aşınmanın değişimi
Yapılan takım aşınma testlerinde, sabit bir kesme mesafesi dikkate alınmış ve
her iki malzemede aynı kesme koşulları altında yeni bir kesici takım kullanmak
suretiyle deneye tabi tutulmuştur. Şekil 4.23’te iki farklı ilerleme değeri için
yapılan takım aşınma sonuçları görülmektedir. Ti5553 olan malzeme için
verilen değerlerde sabit talaş derinliği ve sabit devir sayısı kullanılmıştır.
Dikkat edilecek olursa, kesme zamanın artmasıyla birlikte takım çapıda belirli
oranda azalmaktadır. Özellikle, ilerleme değerinin düşük olduğu 2 µm’da takım
çapı yaklaşık 40µm civarında bir azalma göstermiştir. Deney öncesinden
yapılan ölçümlerden, takım çapının 590 – 600 µm aralığında değiştiği tespit
edilmiştir.

85
Şekil 4.23. Ti5553 için iki farklı ilerleme değerinde takım çapının kesme mesafesine bağlı değişimi
Dolayısıyla, buradaki grafikler takım çapının 600 µm dikkate alınmak süretiyle
değerleri grafiğe aktarılmıştır. İlerleme değerlerinin 2 µm’dan 5 µm’a çıktığı
durumdaysa, takım çapı abrasif aşınma mekanizma etkisiyle daha da artmıştır.
Ayrıca takım çapı yaklaşık 80µm’luk bir küçülmeye maruz kalmıştır. Burada
dikkat çeken bir unsur ise, yaklaşık 600 mm’lik bir kesme mesafesinden sonra
takım çapındaki alzalmanın hızının yavaşlamasıdır.
Şekile 4.24 de Ti6Al4V malzeme için 2 ve 5 µm ilerleme değerlerinde takımın
aşınma sonuçları karşılaştırılmıştır. Maksimum olan ilerleme değerinde takımda
meydana gelen çap azalması yaklaşık 20 µm civarındadır, ve ilerleme değerinin
azalmasıyla bu azalma daha da küçük olduğu söylenebilir.

86
Şekil 4.24. Ti6Al4V için iki farklı ilerleme değerinde takım çapının kesme
mesafesine bağlı değişimi
Şekil 4.23 ile Şekil 4.24 kıyaslandığında, elbetteki Ti5553 olan malzemenin
sertliğinin yüksek olmasının nedeniyle buradaki takım çapındaki azalmanın
maksimum olması beklenir. Bununla birlikte Şekil 4.25’te her iki malzemeyi
aynı devir sayısının kıyaslama için bir sonuç verilmiştir.
Şekil 4.25. Takım çapının mesafesine bağlı olarak değişimi

87
Burada ilerleme değeri 5µm olarak alınmıştır. Ayrıca sabit talaş derinliği ve
devir sayısı 50000 dev/dk dikkate alınmıştır. İş parçasının malzemesi gerek
mukavemet değeri ve gerek sertlik değeri artmasıyla takım aşınmaya
zorlanmıştır. Bunun neticesinde Ti5553 için takım çapındaki azalma daha
büyük olarak karşımıza çıkmaktadır.
Şekil 4.26’da Ti6AL4V alaşım için takımın hem alın yüzeyinde hem de çevresel
bölgesinde meydan gelen aşınmaların SEM görüntüsü verilmiştir. Burada hem
ilerleme değerlerinin etkisi hem de devir sayısının etkisi görmek adına iki farklı
sütunda SEM görüntüleri verilmiştir. Şekil 4.26’ dikkati çeken ilk unsur, özellikle
takımın hem alın yüzeyinde hem de çevresel olarak aşındığı bariz olarak
görülmektedir. Aşınmanın etkisiyle takım yüzeyinde var olan TiCN kaplama
abrasif aşnımanın etkisiyle kalkmaktadır. Bununla birlikte hemen hemen bütün
kesme işlemlerinde özellikle de çevresel olarak kesici takımının kenarında bir
talaş yapışmasına rastlanmıştır.
Bu talaş yapışması özellikle de fz’nin 2 µm ve devir sayasının 50000 dev/dk
olduğu kesme şartında daha net olarak gözlemlemekte. Ayrıca, ilerleme
değerinin 5 µm ve devir sayasının 50000 dev/dk olduğu kesme işleminde takım
ucunda kırılmanın gözlemlendiği bununla birlikte takım yapışmasını aynı
zamanda takımın hem eksenal alın yüzeinde hem de çevresel yüzeyinde
kaplamanın kalktığı çok net olarak gözlemlenmektedir.

88
Şekil 4.26. Ti6Al4V alaşım için farklı kesme şartalarında takım aşınmasının SEM
görüntüleri
Şekil 4.27’deyse Ti5553 için yine farklı ilerleme değeri ve devir sayısı için
takımın aşınmasına ait olan SEM görüntüleri verilmiştir. Ti6AL4V oduğu gibi
burada da takımda bir talaş yapışmasına rastlamak mümkün. Fakat buradaki
talaş yapışmasını bir miktar daha az olduğunu söylemek yanlış olmaz. Bununla
birlikte artan devir sayısına bağlı olarak, takımın hem alın yüzeyinde hem de
çevresel yüzeyinde takım kaplamasının ciddi oranda kalktığı görülmektedir.
kaplamanın yüzeyden kalkmasıyla talaş yapışmasının da daha yoğun
Ti6Al4V
fz =
2 ,
n=
20
00
0d
ev
/d
k
fz =
2 ,
n=
50
00
0d
ev
/d
k
fz =
5 ,
n=
50
00
0d
ev
/d
k

89
gerçekleştiği söylenebilir. Bununla birlikte Ti6AL4V oduğu gibi Ti5553’te de
maksimum olan ilerleme değeri ve devir sayısında takım yüzeyinde sadece
kaplamanın kalkması değil aynı zamanda küçük çaplı bir kırılmaya da
rastlanmıştır.
Ti5553
Şekil 4.27. Ti5553 alaşım için farklı kesme şartalarında takım aşınmasının SEM
görüntüleri
Dolayısıyla, genel itibarıyla bir değerlendirme yapıldığında, hem Şekil 4.26 hem
de Şekil 4.27 için Ti6AL4V ve Ti5553 olan malzemenin her ikisinin de
fz =
2 ,
n=
20
00
0d
ev
/d
k
fz =
2 ,
n=
50
00
0d
ev
/d
k
fz =
5 ,
n=
50
00
0d
ev
/d
k

90
işlenmesinde baskın olan hasar mekanizmasının abrasif aşınma olduğu
rahatlıkla söylenebilir. Bununla birlikte, ikinci baskın olan aşınma mekanizması
adhesif aşınma mekanizmasıdır. Talaş, gerek sürtünmenin ve gerekse
sıcaklığında etkisiyle takıma yapışmaktadır. Kesici kenarındaki kaplamanın da
kalkmasıyla birlikte talaşın takıma yapışması daha da kolaylaşmaktadır. Bu da
göstermektedir ki özellikle Ti6Al4V olan malzemenin işlenmesinde kaplamanın
kalkamasıyla birlikte, talaş takım yüzeyine yapışmaktadır. Bu aynı zamanda,
hem yüzey kalitesini hem de kesme esnasında meydana gelen kesme
kuvvvetlerinin değişkinlik göstermesine neden olacaktır.
Mikro frezeleme işleminde özellikle abrasif aşınma mekanizmasının bir sonucu
olarak takım aşınması kaçınılmazdır. Takımda meydan gelen aşınma başlangıçta
çok küçük düzeyde olduğu için gözle görmek mümkün değildir. Fakat artan
kesme mesafesine veya artan kesme zamanına bağlıl olarak meydan gelen
aşınma artar. Mikro frezeleme işleminde kullanılan kesici takım geometrisi
zaten çok küçük olması hasebiyle, kaldırılan talaş kesiti de çok küçüktür. Bu
nedenle takım aşınmasını gözle görme zordur. Bu sebeple hem Elektron
Mikroskop Analizi (SEM analizi) hem de EDX analizi yapmak süretiyle takımın
aşınma mekanizması hakında bilgi edinilir.
Şekil 4.28’de ve Şekil 4.29’da TiCN kaplanmış karbür kesici takım abrasif aşınma
mekanizmasının bir sonuç olarak aşındığı çok net olarak görülmektedir. Ayrıca
Şekil 4.28’de ve Şekil 4.29’da kaplamanın kalktığı bölgelerde EDX analizi
yapılmıştır. Bu sarı çizgiler yapılan EDX analizinin doğrultusu göstermektedir.
Kaplamanın kalktığı ve alt yüzeyde kesici takımın kendi ana yapısı olan tungsten
karbür malzemenin ortaya çıktığı görülmektedir. Ek olarak talaş
yapışmasınında net olarak meydana geldiği gözlemlenmektedir. Burada ifade
edilmesi gereken bir diğer unsur ise özellikle kaplamanın kalkmasıyla talaş
yapışmasının bu bölgede gerçekleştiğidir.

91
Şekil 4.28. Kaplanmış takımların EDX analiz görüntü (fz= 2µm, n=20000
dev/dk., ap=0.1mm)
Şekil 4.29. Kaplanmış takımların EDX analiz göürntü (fz= 5µm, n=50000 dev/dk., ap=0.1mm)
Yine Şekil 4.28’de ve Şekil 4.29’da özellikle kaplamanın kalkmasıyla takımla
talaş ara yüzeyinde adhesif yapışma aşınması mekanizmasının ortaya çıktığını
söylenebililr. Adhesif aşınma mekanizması özellikle takımla talaş malzemesinin
birbirini olan eğilminin artmasıyla ortya çıkar. Talaş takıma adete kaynak

92
olmaktadır. Bunun nedeni; hem kesme bölgesindeki meydana gelen sıcaklık,
aynı zamanda yüksek gerilmeler buna zemin hazırlamaktadır. Bu sebeple
kaplamanın kalkmasıyla ara yüzeydeki sürtünme katsayısı artmakta ve basıncı
etkisiyle talaş takıma adeta kaynak olur. Bu yapışan talaş, kesme işlemine deva
etmesiyle zamanla kopmaktadır. Bunun sonunda da kopan talaş paçacıkları,
takım talaş ara yüzeyinde işlenen yüzeyine sıvana bilmekte bu da zamanla
yüzey kalitesinin değişmesine neden olmaktadır. Kesme zamanına bağlı olarak
yüzey pürüzlülüğü incelendiğinde, özellikle belirli arlıklarla yüzey
pürüzlülüğünün ani değişimler gösterdiği tespit edilmiştir. Bu sebeple hem
Ti5553 olan malzemeye hem de Ti6Al4V olan malzemeye ait kesme zamanına
bağlı olarak elde edilen yüzy profilleri ve yüzey pürüzlülüğü değişimi Bölüm
4.4.2’de sunulmuştur.
4.4.2. Takım aşınmasının yüzey pürüzlülüğü üzerindeki etkisi
Belirli bir kesme mesafesi sonrasında, gerek takımda meydana gelen aşınma ve
gerekse takıma talaş yapışması sonucunda, yüzey pürürzlülüğü anlık olarak
değişebilmektedir. Bunu tesbit edebilmek adına her iki alaşım için eşit bir
kesme uzunluğu belirlemek suretiyle aynı kesme parametreleri kullanılarak,
deneyler yapılmıştır. Ayrıca her bir işlenen kanal için yüzey profillerine ait
görüntüleri elde edilmiştir. Bununla birlikte ortalama alan yüzey pürüzlülüğü ve
maksimum olan yüzey pürüzlülüğü değerleri elde edilmiştir.
Şekil 4.30’da, ilerlemenin 2 µm, talaş derinliğinin 100 µm ve devir sayısının
20000 dev/dk olduğu kesme şartlarında, kesme mesafesine bağlı olarak her iki
malzemenin yüzeylerinde elde edilen Sa ve Sz değerleri verilmektedir. Her iki
grafikte ortak olan bir nokta vardır ki, o da kesmeye başladığında ilk kanalda
yanı kesme mesafesinin sıfıra yakına olduğunu anda, hem Sa hem de Sz
değrelerinin maksimum olduğu ve artan kesme mesafesine bağlı olarak bir
azalma eğilmini gösterdiği, ve tekrar belirli bir kesme mesafesi sonrasından her
iki değerin artış eğilimi gösterdiği söylenebilir. Bu durum hem Ti5553 için hem
de Ti6Al4V için geçerlidir. Bunun temel nedeni şu durki, ilk kesmeye başlandığı
anda kesici kenar radyüsü aşınmadığı için oldukça küçüktür. Bunun neticesi

93
olarak kenar radyüsü küçük olması Sa ve Sz değerlerinin daha büyük çıkmasına
neden olmuştur.
Şekil 4.30. Yüzey pürüzlülüğü değerlerinin (Sa, Sz) kesme mesafesine bağlı
olarak değişimi
Artan kesme mesafesine bağlı olarak değeri, Sa ve Sz değerlerinin azalmasının
temel nedeni kenar radyüsü büyümesiyle birlikte daha bir yüzey kalitesi ile elde
edilmesine zemin hazırlanmışıtır. Bilindiği üzere yüzey pürüzlülüğü ile kenar
radyüsü arasındaki ampirik ilişki vardır.

94
(4.1)
Burada, Ra yüzey pürüzlülüğü, f ilerleme değeri, re kenar radyüsü temsil
etmektedir.
Yukarıdaki denkleme göre, kenar radyüsü ( re ) artmasına bağlı olarak yüzey
pürüzlülüğü de bir miktar azalma eğilimi göstermiştir. Bu durum özellikle Sz
değerlerinde bariz olarak görülmektedir. Fakat belirli bir kesme mesafesi
sonrasında, özellikle 400 mm mesafesi sonrasında ve özellikle Ti5553’te Sa ve
Sz değerlerinin bir artış eğilimi gösterdiği söylenebilir. Burada, kesme
mesafesinin başlangıcında bitimine kadar olan süreç içerisinde Ti5553 ile
Ti6Al4V arasında bir değişimin olduğunu görülmektedir. Özellikle Sz’nin
değişimine bakıldığında ilk etapta, Ti6Al4V elde eden yüzey pürüzlülüğünün
daha büyük olduğu ve 400 mm’lik kesme mesafesi sonrasında Ti5553 elde
edilen maksimum yüzey pürüzlülüğünün artış eğilimi gösterdiği görülmektedir.
Bunun nedeni, Ti5553 olan malzemenin daha sert olmasıyla kesici kenar
geometrisinin ve kenar radyüsünün aşınmanın etkisiyle cidi şekilde değişmiş
olması, bu da yüzey kalitesinin aşınmanın etkisiyle bozulmasına zemin
hazırlamış olduğu düşünülmektedir.
Şekil 4.31’de, aynı kesme şartları için her iki malzeme de üçüncü ve altıncı
kanalda elde edilen üç-boytlu yüzey profilleri görüntüleri verilmektedir. Burada
dikkat edecek ilk unsur her iki malzemenin aynı kesme şartlarında üçüncü
kanalda ve altıncı kanalda yüzey profilleri yüzey kalitesi açısından daha somut
bilgiler sunmasıdır. Üçünü kanal geometriğine bakıldığında, Ti5553 için profile
ait olan skalanın 0-1.7 µm arasında değiştiğini ve Ti6Al4V için 0-3.75 µm
arasında değiştiğini söylenebilir. Burada elde edilen sonuç ise Ti6Al4V’da yüzey
kalitesinin özellikle maksimum yüzey pürüzlülüğünün (Sz değerlerinin) daha
büyük olduğu net olarak gözlemlenmektedir. Yani Şekil 4.30 ile verilen Sz
değerlerini bir anlamda doğrulamaktadır. Benzer durum altıncı kanalda
göstermektedirki, yine altıncı kanalda da Ti6Al4V’da skala değerlerinin yüzey
kalitesinin daha kötü olduğu ifade etmektedir.

95
Fz
= 2
µm
/d
iş ,
ap
=1
00
µm
n
= 2
00
00
de
v/
dk
Ti5553 Ti6Al4V 3. kanal (kesme mesafesi 250mm) 3.kanal(kesme mesafesi 240mm)
6. kanal (kesme mesafesi 700mm) 6. kanal (kesme mesafesi 600mm)
Şekil 4.31. Üç boyutlu profilinin yüz pürüzlülüğü kesme mesafesine bağlı oalrak görüntüleri (fz=2µm/diş , ap=100µm, n=20000dev/dk)
Şekil 4.32’de, yüzey pürüzlülüğü Sa ve Sz değerlerinin kesme mesafesine bağlı
olarak değişimi verilmektedir. Fakat, burada devir sayısı Şekil 4.30’daki alınan
değeri yaklaşık 2.5 katıdır. Yani devir sayısı 50000 dev/dk alınmıştır ve daha
yüksek bir devirde kesme işlemi yapılmıştır. Burada dikkati çeken ilk unsur ise
kesmeye başlanıldığı ilk esnada yine Sa ve Sz değerleri bir azalma eğilimi
göstermesidir. Ayrıca kenar radyüsünün zamanla abrasif aşınma etkisiyle
büyümesinden kaynaklandığı ifade edilmelidir. Fakat belirli bir mesafesi
sonrasındaki yaklaşık (200mm tekabül etmekte), Sa ve Sz değerleri her iki
malzeme için artış eğilimini göstermektedir. Bununla birlikte 200mm’e kadar
Ti6Al4V için elde edilen Sa ve Sz değerleri minimum seviyede iken 200mm’den
sonra Ti6Al4V için elde edilen yüzey kalitesinin daha kötü olduğunu söylemek
mümkün.

96
Şekil 4.32. Yüzey pürüzlülüğü değerlerinin (Sa, Sz) kesme mesafesine bağlı olarak değişimi
Yine Şekil 4.32’de, belirli bir kesme mesafesi sonrasında, takımdaki aşınmaya
bağlı olarak ve aynı zamanda talaşın takıma yapışma eğilimi olduğu dikkate
alındığında (özellikle Ti6Al4V malzemesi) Sa ve Sz değerlerinin neden daha
büyük çıktığı görülmektedir.

97
Şekil 4.33’te, yine 50000 dev/dk için her iki malzeme de elde edilen üçüncü ve
altıncı kanala ait olan profil değerleri verilmektedir. Üçüncü kanal yaklaşık
200mm’lik mesafeye karaşılık gelmektedir ki, burada iki malzeme için,
Ti5553’te ve Ti6Al4V’da Sa ve Sz değerlerinin birbirine yakın olduğu
görülmektedir. Ayrıca, her iki malzeme için skalaya bakılacak olursa, Ti5553’te
0 ile yaklaşık 2.5 µm’a yakın ve Ti6Al4V’da 0 ile 3 µm aralığında değiştiği
söylenebilir.
Fakat altıncı kanalda durum tersine dönmektedir. Burada kesme mesafesi zaten
200mm’lik üzerindedir. Ti5553’te, elde edilen yüzey profilinde skalaya
bakılacak olursa 0-1.6 arasında değerlerini değişmektedir. Oysa, Ti6Al4V’da bu
değeri 0-3.5 olduğunu görülmektedir. Bir anlamda, Şekil 4.33 Şekil 4.32’de elde
edilen sonuçları doğrulamaktadır.
fz=
2µ
m/
diş
, a
p=
10
0µ
m
n=
50
00
0 d
ev
/d
k
Ti5553 Ti6Al4V 3. kanal (kesme mesafesi 300mm) 3.kanal (kesme mesafesi 240mm)
6. kanal (kesme mesafesi 750mm) 6. kanal (kesme mesafesi 680mm)
Şekil 4.33. Üç boyutlu profilinin yüz pürüzlülüğü kesme mesafesine bağlı oalrak görüntüleri (fz=2µm/diş , ap=100µm, n=50000dev/dk)

98
Şekil 4.34’te, Sa ve Sz değerlerinin kesme mesafesine bağlı olarak değişimi
verilmektedir. Fakat, burada ilerleme değeri 5µm alınmıştır, dolayısıyla
ilerleme bir önceki Şekil 4.32’de ve 4.34’te verilen değeri 2.5 katıdır. Burada
özlellikle, Ti5553 malzemenin daha yüksek sertliğine sahip olması hasebiyle
kesmeye ilk başlanıldığı anda Sa ve Sz değerlerinin bir artış eğilimi gösterdiğini
söylemek mümkün.
Şekil 4.34. Yüzey pürüzlülüğü değerleri (Sa, Sz) kesme mesafesine bağlı olarak değişimi

99
Bu da, hem devir sayısının yüksek olması hem de ilerleme değerinin yüksek
olması hasebiyle takımda meydana gelen aşınma yüzey pürüzlüğünün olumsuz
etkilemiştir. Bununla birlikte Ti6Al4V malzemenin sünek olması takıma
yapışma eğilimini arttırdığından dolayı başlangıçta bir azalma eğilimi tekrar bir
artış eğilimi ve belirli bir kesme mesafesi sonrasında tekrar azalma eğilimini
göstermesi talaş yapışmasına işaret etmektedir. Aynı zamanda, yüksek devir
sayısı ve yüksek ilerleme değerinde kesme esnasında, özellikle Sz değerlerine
bakıldığında, Ti5553’te elde edilen yüzey kalitesinin (Sz değerlerinin) daha
büyük olduğunu söylenebilri. Bu da, bir anlamda Ti5553’te yüzey kalitesinin
daha kötü çıktığını işaret etmektedir.
Şekil 4.35’te, Ti5553 ve Ti6Al4V için elde edilen yüzey profil görüntüleri
verilmektedir. Yine, elde edilen değerler, özellikle, üçüncü kanal karşılık gelen
kesme mesafesinde, Ti6Al4V'de elde edilen yüzey kalitesinin daha büyük
olduğunu, özellikle Şekil 4.34’te Sa sonuçlarından görebilmektedir. Burada
Ti6Al4V için skala değerlerine bakılcak olursa 0-2 µm arasında değişmektedir.
Fakat, Ti5553 için bu değer 0-1.4 µm arasını değişmektedir. Altıncı kanaldaysa,
yani 200mm’lik üstündeki kesme mesafesi sonrasında her iki malzemedeki
skala birbirine oldukça yakındır. Fakat Ti6Al4V'de elde edilen skala bir miktar
daha büyük olduğu görülmektedir.

100
fz=
5µ
m/
diş
, a
p=
10
0µ
m
n=
50
00
0 d
ev
/d
k
Ti5553 Ti6Al4V 3. kanal (kesme mesafesi 300mm) 3.kanal (kesme mesafesi 240mm)
6. kanal (kesme mesafesi 750mm) 6. kanal (kesme mesafesi 680mm)
Şekil 4.35. Üç boyutlu profilinin yüz pürüzlülüğü kesme mesafesine bağlı oalrak
görüntüleri (fz=5µm/diş , ap=100µm, n=50000dev/dk)

101
5. MODELEME
5.1. Taguchi Deney Tasarımı
Taguchi, kayıp fonksiyonu olarak bilinen ve aynı zamanda gürültü oranı (S/N -
Signal/Noise) fonksiyonu olarak da ifade edilen üç farklı amaca uygun fonksiyon
vardır. Bunlar; Performans karakteristiği adı verilen sonucun en düşük en iyi
olduğu durumda:
⁄ {
∑
}
5.1
En yüksek (büyük) en iyi olduğu durumda :
⁄ {
∑
}
5.2
Nominal en iyi olduğunda
⁄ {
} 5.3
∑
5.4
∑
5.5
Burada yi = performans karakteristiğinin i. Gözlem değeri n=1 denemedeki test
sayısı, ȳ = Gözlem değerlerinin ortalaması, S2 = Gözlem değerlerinin varıyansı
olup S/N oranı büyüdükçe hedef etrafında ürün varyansı küçüktür.

102
5.2. Ti6Al4V Malzemesi İçin Ortalama Yüzey Pürüzlülüğü Etki Analizi
Çalışmada Ti6Al4V ve Ti5553 alaşımları için ayrı ayrı Taguchi analizi
gerçekleştirlmiştir. Çizelge 5.1 de Ti6Al4V için işlenen kanal yüzeylerinin farklı
noktalarından alınan üç farklı Sa değerleri ve bu değerlere ait S/N oranları
verilmiştir. Çizelge 5.1 den den görüldüğü üzere her bir kesme parametresinden
4 farklı değer için toplamda 16 kesme deneyi gerçekleştirilmiştir. Çizelge 5.2 de
ise yapılan Taguchi analizi sonrasında elde edilen R2 hata oranlar verilmektedir.
Hem S/N oranına hem de ortalamaya göre elde edilen R2 değeri %90’ nın
üzerindedir. Bu da oluşturulan etki analizinin güvenilir bir seviyede olduğunun
göstergesidir.
Çizelge 5.1. Ti6Al4V için elde edilen Sa değerler
Ilerleme Derinlik Dev/dk Sa1 Sa2 Sa3 S/N
Oranı STD Hata
Ortalama
0,5 50 10000 0,196 0,164 0,413 11,04428 0,13547 0,25767
0,5 100 25000 0,187 0,215 0,181 14,20388 0,01815 0,19433
0,5 150 40000 0,257 0,228 0,235 12,38428 0,01513 0,24000
0,5 200 55000 0,207 0,218 0,192 13,72508 0,01305 0,20567
1 50 40000 0,216 0,253 0,227 12,67086 0,01900 0,23200
1 100 55000 0,233 0,26 0,272 11,85147 0,01997 0,25500
1 150 10000 0,532 0,568 0,597 4,93920 0,03256 0,56567
1 200 25000 0,423 0,351 0,415 8,01018 0,03946 0,39633
1,5 50 55000 0,214 0,195 0,205 13,77282 0,00950 0,20467
1,5 100 40000 0,224 0,226 0,237 12,80059 0,00700 0,22900
1,5 150 25000 0,342 0,445 0,373 8,19953 0,05284 0,38667
1,5 200 10000 0,272 0,26 0,301 11,11287 0,02108 0,27767
4,5 50 25000 0,249 0,239 0,224 12,48469 0,01258 0,23733
4,5 100 10000 0,283 0,243 0,333 10,79134 0,04509 0,28633
4,5 150 55000 0,313 0,298 0,264 10,68086 0,02511 0,29167
4,5 200 40000 0,24 0,1955 0,191 13,55557 0,02708 0,20883
Çizelge 5.2. Ti6Al4V için ortalamaya ve S/N oranına göre model özeti
S/N Oranına Göre Ortalamaya Göre
S R-Sq R-Sq(adj) S R-Sq R-Sq(adj)
1,0920 92,39% 80,98% 0,0445 91,51% 78,77%

103
Çizelge 5.3 ve 5. 4 te ise hem S/N oranına hemde ortalamaya göre varyans analiz
sonuçları verilmektedir. Bu çizelgede P değeri ne kadar küçük ise hata oranının
o denli az olduğunu gösterir. Ayrıca S/N için elde edilen analiz sonuçları,
ortalamaya göre elde edilen sonuçların her zaman tam tersidir. Yani Çizelge 5.3
te verilen toplam değerin maksimum Çizelge 5.4 de verilen toplam değerinde
minimum olması analizin güvenirliğinin bir göstergesidir. Çizelge 5.3 te verilen
toplam hata %7 civarında olduğu görülmektedir.
Çizelge 5.3. Ti6Al4V için S/N ranına göre varyans analizi
Source DF Seq SS Adj SS Adj MS F P
Ilerleme 3 25,737 25,737 8,579 7,19 0,021
Derinlik 3 31,107 31,107 10,369 8,70 0,013
Dev/dk 3 30,042 30,042 10,014 8,40 0,014
Residual Error 6 7,155 7,155 1,192
Total 15 94,041
Çizelge 5.4. Ti6Al4V için ortalamaya göre varyans analizi
Source DF Seq SS Adj SS Adj MS F P
Ilerleme 3 0,04183 0,04183 0,013942 7,05 0,022
Derinlik 3 0,04826 0,04826 0,016088 8,13 0,016
Dev/dk 3 0,03778 0,03778 0,012595 6,37 0,027
Residual Error 6 0,01187 0,01187 0,001978
Total 15 0,13974
Çizelge 5.5 te ise hem S/N oranına hem de ortalamaya göre kesme
parametrelerinin etki sıralaması gösterilmiştir. Bu Çizelgeda verilen S/N
oranına göre değerlendirme yapılacak olursa, Ti6Al4V malzemesinin mikro
frezelenmesinde, yüzey pürüzlülüğünü en çok etkileyen parametre ilerleme
daha sonra kesme derinliği ve son olarak ta talaş derinliği gelmektedir. Fakat
ortalamaya göre elde edilen değerlerde bu sıralamanın değiştiği görülmektedir.

104
Bu değişim ilerleme ile talaş derinliği arasında olmaktadır. Devir sayısı yine
yüzey kalitesini en az etkileyen kesme parametresi olarak karşımıza
çıkmaktadır.
Çizelge 5.5. Ti6Al4V için ortalama ve S/N oranına göre yanıt çizelgesi (En düşük en iyi)
S/N Oranına Göre Yanıt Çizelgesi Ortalamaya Göre Yanıt Çizelgesi
Level Ilerleme Derinlik Dev/dk Level Ilerleme Derinlik Dev/dk
1 12,839 12,493 9,472 1 0,2244 0,2329 0,3468
2 9,368 12,412 10,725 2 0,3623 0,2412 0,3037
3 11,471 9,051 12,853 3 0,2745 0,3710 0,2275
4 11,878 11,601 12,508 4 0,2560 0,2721 0,2393
Delta 3,471 3,442 3,381 Delta 0,1378 0,1381 0,1194
Rank 1 2 3 Rank 2 1 3
Şekil 5.1 de ise Çizelge 5.5 te elde edilen değerlerin grafiksel gösterimi
verilmektedir. Burada özellikle S/N oranına bağlı olarak elde edilen grafik analiz
sonuçları bakımından önem arz etmektedir.
Şekil 5.1. Kesme parametrelerinin Sa üzerindeki etki diyagramları

105
Grafikte verilen minimum değerler en iyi yüzey kalitesinin elde edilemesine
imkan tanıyan kesme parametreleridir. Şöyle ki, Ti6Al4V alaşımın mikro
ferzelenmesinde en iyi yüzey kalitesinin elde edilebilmesi için ilerlemenin fz =
1m, talaş derinliğinin ap = 150m ve devir sayısının da 10000dev/dk olması
gerekmektedir.
5.3. Ti5553 Malzemesi İçin Ortalama Yüzey Pürüzlülüğü Etki Analizi
Çizelge 5.6 da Ti5553 için işlenen kanal yüzeylerinin farklı noktalarından alınan
üç farklı sa değerleri ve bu değerlere ait S/N oranları verilmiştir. Çizelgedan da
görüldüğü üzere her bir kesme parametresinden 4 farklı değer için toplamda 16
kesme deneyi gerçekleştirilmiştir. Çizelge 5.7 de Taguchi analizi sonrasında elde
edilen R2 hata oranlar verilmektedir. Hem S/N oranına hem de ortalamaya göre
elde edilen R2 değeri %93’ ün üzerindedir. Bu da oluşturulan etki analizinin
güvenilir bir seviyede olduğunun göstergesidir.
Çizelge 5.6. Ti5553 için elde edilen Sa değerleri
Ilerleme Derinlik Dev/dk Sa1 Sa2 Sa3 S/N
Oranı STD Hata Ortalama
0,5 50 10000 0,398 0,386 0,463 7,59643 0,04143 0,41567
0,5 100 25000 0,29 0,265 0,284 11,06089 0,01305 0,27967
0,5 150 40000 0,354 0,327 0,298 9,70550 0,02801 0,32633
0,5 200 55000 0,195 0,192 0,227 13,75312 0,01940 0,20467
1 50 40000 0,187 0,246 0,221 13,17777 0,02961 0,21800
1 100 55000 0,235 0,201 0,226 13,10685 0,01762 0,22067
1 150 10000 0,505 0,546 0,45 5,98806 0,04817 0,50033
1 200 25000 0,31 0,302 0,336 9,99711 0,01778 0,31600
1,5 50 55000 0,174 0,15 0,172 15,61405 0,01332 0,16533
1,5 100 40000 0,211 0,142 0,206 14,47247 0,03848 0,18633
1,5 150 25000 0,321 0,332 0,326 9,72595 0,00551 0,32633
1,5 200 10000 0,254 0,235 0,234 12,35333 0,01127 0,24100
4,5 50 25000 0,238 0,187 0,186 13,76031 0,02974 0,20367
4,5 100 10000 0,198 0,277 0,281 11,87323 0,04681 0,25200
4,5 150 55000 0,256 0,246 0,268 11,80728 0,01102 0,25667
4,5 200 40000 0,189 0,149 0,157 15,60294 0,02117 0,16500

106
Çizelge 5.7 de hem S/N oranına hem de ortalamaya göre oluşturulan Taguchi
model özeti verilmektedir. Çizelgedanda görüldüğü üzere R2 hata oranı %95.5
tir. Bu da analizin ne denli güvenilir olduğunun en önemli göstergesidir.
Çizelge 5.7. Ti5553 için ortalama ve S/N oranına göre model özeti
S/N Oranına Göre Ortalamaya Göre
S R-Sq R-Sq(adj) S R-Sq R-Sq(adj)
0,9137 95,51% 88,78% 0,0371 93,47% 83,69%
Çizelge 5.8 ve 5. 9 da hem S/N oranına hemde ortalamaya göre varyans analiz
sonuçları verilmektedir Bu çizelgeda P değerlerinin Ti6Al4V alaşımında elde
edilen değerlere nazaran daha küçük olduğu görülmektedir. Bu da Ti5553
alaşımında elde edilen Sa sonuçlarının daha güvenilir olduğunu ifade
etmektedir. Ti5553 alaşımının takıma sıvanma riski daha azdır. Bunun
sonucunda kontrol edilemeyen talaş yapışması ve talaş sıvanması riski bu
alaşım için daha azdır. Bunun sonucunda da Ti6Al4V alaşımına nazaran elde
edilen sonuçlar daha güvenilir olarak çıkması normal bir durum olarak
karşılanabilir.
Çizelge 5.8. Ti5553 için S/N oranına göre varyans analizi
Parametreler DF Seq SS Adj SS Adj MS F P
Ilerleme 3 27,201 27,201 9,0671 10,86 0,008
Derinlik 3 34,822 34,822 11,6074 13,90 0,004
Dev/dk 3 44,589 44,589 14,8629 17,80 0,002
Residual Error 6 5,009 5,009 0,8348
Total 15 111,621

107
Çizelge 5.9. Ti5553 için ortalamaya göre varyans analizi
Source DF Seq SS Adj SS Adj MS F P
Ilerleme 3 0,029646 0,029646 0,009882 7,16 0,021
Derinlik 3 0,039425 0,039425 0,013142 9,53 0,011
Dev/dk 3 0,049498 0,049498 0,016499 11,96 0,006
Residual Error 6 0,008277 0,008277 0,001380
Total 15 0,126846
Çizelge 5.10 da hem S/N oranına hem de ortalamaya göre kesme
parametrelerinin etki sıralaması gösterilmiştir. Bu Çizelgeda verilen S/N
oranına göre değerlendirme yapılacak olursa, Ti5553 malzemesinin mikro
frezelenmesinde, yüzey pürüzlülüğünü en çok etkileyen parametre sırasıyla
devir, kesme derinliği ve ilerlemedir. Ortalamaya göre elde edilen değerlerde de
bu sıralamanın değişmediği görülmektedir.
Çizelge 5.10. Ti5553 için ortalama ve S/N oranına göre yanıt çizelgesi
S/N Oranına Göre Yanıt Çizelgesi
(En Küçük En İyi)
Ortalamaya Göre Yanıt Çizelgesi
(En Küçük En İyi)
Level Ilerleme Derinlik Dev/dk Level Ilerleme Derinlik Dev/dk
1 10,529 12,537 9,453 1 0,3066 0,2507 0,3523
2 10,567 12,628 11,136 2 0,3138 0,2347 0,2814
3 13,041 9,307 13,240 3 0,2297 0,3524 0,2239
4 13,261 12,927 13,570 4 0,2193 0,2317 0,2118
Delta 2,732 3,620 4,118 Delta 0,0944 0,1208 0,1404
Rank 3 2 1 Rank 3 2 1
Şekil 5.2 de verilen grafik S/N oranına bağlı olarak elde edilen grafik, analiz
sonuçları bakımından önem arz etmektedir. Grafikte verilen minimum değerler
en iyi yüzey kalitesinin elde edilemesine imkan tanıyan kesme parametreleridir.
Şöyle ki, Ti5553 alaşımın mikro frezelemesinde en iyi yüzey kalitesinin elde

108
edilebilmesi için ilerlemenin fz = 0,5 veya 1m, talaş derinliğinin ap = 150m ve
devir sayısının da 10000 dev/dk olması gerekmektedir
Şekil 5.2. Ortalama ve S/N oranına göre etki diyagramları
5.4. Ti6Al4V Malzemesi için Çapak Genişliği Etki Analizi
Mikro frezeleme işleminde çapak pek kontrol edilemayen bir unsurdur. Her
nekadar bazı matemetiksel ve istatistiksel modeller geliştirilmiş olsa da,
oluşacak çapağın boyutlarını önceden tahmin etmek oldukça güçtür. Kabul
edilebilir bir sonuç elde edebilmek için çok sayıda deney ve ölçüm yapıp,
istatiksel bir yaklaşım kullanmak daha mantıklıdır. Bu çalışmada da Taguchi
metodu kullanılarak hem aynı hem de zıt yönlü frezeleme yönündeki çapak
boyutları için kesme deneyleri gerçekleştirilmiştir. Her bir kanalın üç farklı
noktasından çapak genişliği ölçümleri alınmıştır. Çizelge 5.11 de Ti6Al4V
alaşımı için elde edilen çapak genişliği değerleri verilmiştir. Çizelge 5.12 de ise
aynı yönlü frezeleme bölgesindeki çapak boyutları için yapılan Taguchi
analizine yönelik modelin ortalamaya ve S/N oranına göre özeti verilmektedir.
Çizelge 5.12 den de görüleceği üzere R2 oranı %80 civarında olup, %20 lik bir
hatanın varlığı göze çarpmaktadır.
4 , 5 1 , 5 1 , 0 0 , 5
1 4
1 3
1 2
1 1
1 0
9

109
Çizelge 5.11. Ti6Al4V alaşımında aynı yönlü (down milling) frezelemede elde edilen çapak genişlikleri
Ile
rle
me
De
rin
lik
De
v/
dk
Do
wn
M
illi
ng
1
Do
wn
M
illi
ng
2
Do
wn
M
illi
ng
3
S/
N
Ora
nı
ST
D H
ata
Ort
ala
ma
0,5 50 10000 155 145 172,5 -43,96817 13,91941 157,50000
0,5 100 25000 221 304 255 -48,37340 41,72529 260,00000
0,5 150 40000 233 159 195 -45,93268 37,00450 195,66667
0,5 200 55000 345 325 270 -49,96439 38,83727 313,33333
1 50 40000 200 207 205 -46,19351 3,60555 204,00000
1 100 55000 123 123 110 -41,49814 7,50555 118,66667
1 150 10000 175 148 151 -43,99847 14,79865 158,00000
1 200 25000 157 175 195 -44,92756 19,00877 175,66667
1,5 50 55000 90 92,5 110 -39,81611 10,89725 97,50000
1,5 100 40000 133 152,5 122 -42,69741 15,44614 135,83333
1,5 150 25000 138 152,5 117,5 -42,71892 17,58551 136,00000
1,5 200 10000 120 145 127,5 -42,36212 12,82900 130,83333
4,5 50 25000 95 97,5 92,5 -39,55648 2,50000 95,00000
4,5 100 10000 85 95 86 -38,96636 5,50757 88,66667
4,5 150 55000 67,5 77,5 75 -37,32059 5,20416 73,33333
4,5 200 40000 125 117,5 115 -41,52861 5,20416 119,16667
Çizelge 5.12. Ti6Al4V için aynı yönlü çapak için ortalamaya ve S/N oranına göre model özeti
S/N Oranına Göre Ortalamaya Göre
S R-Sq R-Sq(adj) S R-Sq R-Sq(adj)
1,8886 87,92% 69,80% 44,7805 80,74% 51,84%
Şekil 5.3’te. verilen grafikte S/N oranına bağlı olarak, kesme parametelerinin
çapak genişliği üzerindeki etki diyagramları verilmektedir. Grafikte verilen
minimum değerler minimum çapak genişliğinin elde edilemesine imkan tanıyan
kesme parametreleridir. Buna göre Ti6Al4V malzemesi için, mikro frezeleme
işleminde, aynı yönlü frezeleme yönündeki çapak boyutunun minimum olması
için fz = 0,5 m, talaş derinliğinin ap = 200m ve devir sayısının da
40000dev/dk olması gerekmektedir.

110
Şekil 5.3. Ti6Al4V alaşımında aynı yönlü frezeleme için S/N oranına göre etki
diyagramları
Çizelge 5.13’te zıt yönlü frezeleme işlemi için elde edilen çapak genişliklerinin
değerleri ve hata oranları verilmektedir.
Çizelge 5.13. Ti6Al4V alaşımında zıt yönlü (up milling) frezelemede elde edilen çapak genişlikleri
Ile
rle
me
De
rin
lik
De
v/
dk
Up
M
illi
ng
1
Up
M
illi
ng
2
Up
M
illi
ng
3
S/
N
Ora
nı
ST
D H
ata
Ort
ala
ma
0,5 50 10000 120 133 126 -42,03803 6,50641 126,33333
0,5 100 25000 73 97 147 -40,83347 37,75359 105,66667
0,5 150 40000 121 123 119 -41,65650 2,00000 121,00000
0,5 200 55000 77 68 61 -36,77424 8,02081 68,66667
1 50 40000 60 50 75 -35,91992 12,58306 61,66667
1 100 55000 165 155 151 -43,92410 7,21110 157,00000
1 150 10000 126 96 124 -41,29990 16,77299 115,33333
1 200 25000 110 130 121 -41,62773 10,01665 120,33333
1,5 50 55000 220 200 152,5 -45,70762 34,67107 190,83333
1,5 100 40000 71 71,5 94 -38,01387 13,13710 78,83333
1,5 150 25000 114 122 86 -40,70358 18,90326 107,33333
1,5 200 10000 106 101 115 -40,62732 7,09460 107,33333
4,5 50 25000 167,5 172,5 172,5 -44,65228 2,88675 170,83333
4,5 100 10000 95 82,5 102,5 -39,43453 10,10363 93,33333
4,5 150 55000 79 80 59 -37,30298 11,84624 72,66667
4,5 200 40000 100 123 100 -40,68545 13,27906 107,66667

111
Yapılan Taguchi analizi sonrasında zıt yönlü fezeleme bölgesinde çapağın çok
değişken olduğu gözlemlenmiştir. Yani artan veya azalan kesme parametresine
çok bağlı olmadığını söylemek mümkündür. Çizelge 5.14 de verilen model
özetinde de elde edilen modelleme sonucunda da R2 oranı %26 lar civarındadır.
Bu da bu analiz sonucunun çok güvenilir olmadığını göstermektedir. Bu nedenle
zıt yönlü frezeleme işlemi için elde edilen S/N etki diyagramına burada yer
verilmemiştir.
Çizelge 5.14. Ti6Al4V alaşımında zıt yönlü çapak için ortalamaya ve S/N oranına göre model özeti
S/N Oranına Göre Ortalamaya Göre
S R-Sq R-Sq(adj) S R-Sq R-Sq(adj)
3,7315 26,50% 0,00% 46,4494 33,84% 0,00%
Şekil 5.4’te verilen grafikte S/N oranına bağlı olarak, kesme parametelerinin
çapak genişliği üzerindeki etki diyagramları verilmektedir.
Şekil 5.4. Ti6Al4V alaşımında zıt yönlü frezeleme için S/N oranına göre etki diyagramları

112
Grafikte verilen minimum değerler minimum çapak genişliğinin elde
edilemesine imkan tanıyan kesme parametreleridir. Buna göre Ti6Al4V
malzemesi için, mikro frezeleme işleminde, zıt yönlü frezeleme yönündeki çapak
boyutunun minimum olması için fz = 1,5 m, talaş derinliğinin ap = 50m ve
devir sayısının da 25000dev/dk olması gerekmektedir.
5.5. Ti5553 Malzemesi için Çapak Genişliği Etki Analizi
Çizelge 5.15’te Ti5553 alaşımı için elde edilen çapak genişliği aynı yönlü (down
milling) değerleri ve hata oranları verilmiştir. Çizelge 5.16’da ise aynı yönlü
frezeleme bölgesindeki çapak boyutları için yapılan Taguchi analizine yönelik
modelin ortalamaya ve S/N oranına göre özeti verilmektedir. Çizelge 5.16 dan
da görüleceği üzere R2 oranı %90 civarında olup, %10 bir hatanın varlığı göze
çarpmaktadır
Çizelge 5.15. Ti5553 alaşımında aynı yönlü (down milling) frezelemede elde edilen çapak genişlikleri
Ile
rle
me
De
rin
lik
De
v/
dk
Do
wn
M
illi
ng
1
Do
wn
M
illi
ng
2
Do
wn
M
illi
ng
3
S/
N
Ora
nı
ST
D H
ata
Ort
ala
ma
0,5 50 10000 102 155 157 -42,94305 31,19295 138,00000
0,5 100 25000 93,5 93 93,5 -39,40076 0,28868 93,33333
0,5 150 40000 102 93 106 -40,04164 6,65833 100,33333
0,5 200 55000 100 115 116 -40,87320 8,96289 110,33333
1 50 40000 47,5 56,5 57 -34,62273 5,34634 53,66667
1 100 55000 67 73,5 69,5 -36,90831 3,27872 70,00000
1 150 10000 82 60 71,5 -37,11421 11,00379 71,16667
1 200 25000 76 95 110 -39,52647 17,03917 93,66667
1,5 50 55000 73,5 63 74 -36,94525 6,21155 70,16667
1,5 100 40000 41 36,5 50 -32,64286 6,87386 42,50000
1,5 150 25000 54 63 63 -35,58469 5,19615 60,00000
1,5 200 10000 41 45,5 54,5 -33,50345 6,87386 47,00000
4,5 50 25000 76 79 69 -37,47619 5,13160 74,66667
4,5 100 10000 58 35 57 -34,17084 13,00000 50,00000
4,5 150 55000 65 67 60 -36,13278 3,60555 64,00000
4,5 200 40000 55 36 38 -32,83678 10,44031 43,00000
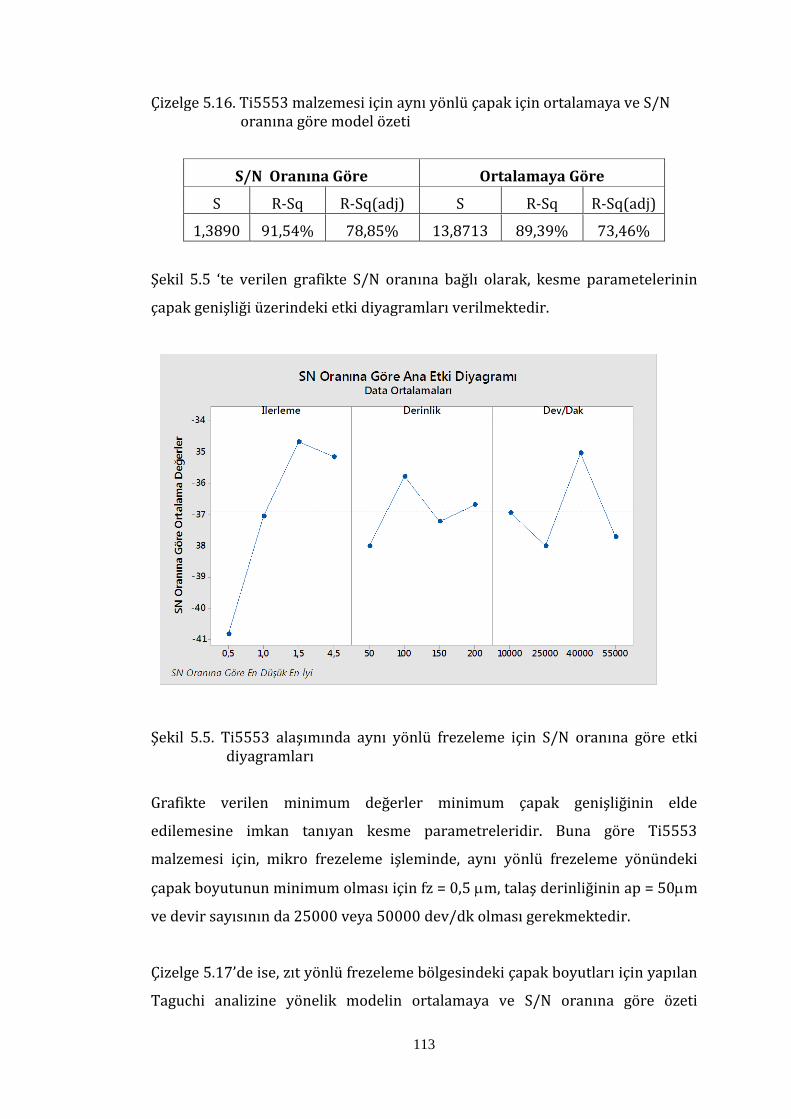
113
Çizelge 5.16. Ti5553 malzemesi için aynı yönlü çapak için ortalamaya ve S/N oranına göre model özeti
S/N Oranına Göre Ortalamaya Göre
S R-Sq R-Sq(adj) S R-Sq R-Sq(adj)
1,3890 91,54% 78,85% 13,8713 89,39% 73,46%
Şekil 5.5 ‘te verilen grafikte S/N oranına bağlı olarak, kesme parametelerinin
çapak genişliği üzerindeki etki diyagramları verilmektedir.
Şekil 5.5. Ti5553 alaşımında aynı yönlü frezeleme için S/N oranına göre etki
diyagramları
Grafikte verilen minimum değerler minimum çapak genişliğinin elde
edilemesine imkan tanıyan kesme parametreleridir. Buna göre Ti5553
malzemesi için, mikro frezeleme işleminde, aynı yönlü frezeleme yönündeki
çapak boyutunun minimum olması için fz = 0,5 m, talaş derinliğinin ap = 50m
ve devir sayısının da 25000 veya 50000 dev/dk olması gerekmektedir.
Çizelge 5.17’de ise, zıt yönlü frezeleme bölgesindeki çapak boyutları için yapılan
Taguchi analizine yönelik modelin ortalamaya ve S/N oranına göre özeti

114
verilmektedir. Çizelge 5.17 den da görüleceği üzere R2 oranı yaklaşık %80
civarındadır. Bu değer Ti6Al4V malzemesine oranla oldukça yüksektir. Çizelge
5.14 ve 5.17 beraber değerlendirildiğinde çapak oluşumunun malzemeye de
bağlı olduğu rahatlıkla söylenebilir. Ti6Al4V malzemesi daha sünek ve kesme
esnasında takıma daha fazla sıvanma eğilimi göstermektedir. Bu da çapak
oluşumunu kararsız/kontrol edilemez bir sürece sokmaktadır.
Çizelge 5.17. Ti5553 alaşımında zıt yönlü çapak için ortalamaya ve S/N oranına göre model özeti
S/N Oranına Göre Ortalamaya Göre
S R-Sq R-Sq(adj) S R-Sq R-Sq(adj)
2,0581 79,77% 49,43% 15,7807 85,23% 63,07%
Şekil 5.5 te verilen grafikte S/N oranına bağlı olarak, kesme parametelerinin zıt
yönlü bölgedeki çapak genişliği üzerindeki etki diyagramları verilmektedir.
Grafikte verilen minimum değerler minimum çapak genişliğinin elde
edilemesine imkan tanıyan kesme parametreleridir. Buna göre Ti5553
malzemesi için, mikro frezeleme işleminde, zıt yönlü frezeleme yönündeki çapak
boyutunun minimum olması için fz = 0,5 m, talaş derinliğinin ap = 50m ve
devir sayısının da 25000 dev/dk olması gerekmektedir.
Şekil 5.6. Ti5553 alaşımında aynı yönlü frezeleme için S/N oranına göre etki
diyagramları

115
6. SONUÇLAR VE ÖNERİLER
Ti6Al4V ve Ti5553 alaşımı ile ilgili mikro frezeleme çalışmasında yapılan
araştırmalar incelendiğinde, her iki malzeme için Ti6Al4V ve Ti5553 alaşımının
zor işlenen alaşımlar arasında yer aldığı görülmüştür. Kesme kuvvetleri, yüzey
pürüzlülüğü, çapak oluşumu ve takım aşınmasının üzerine farklı kesme
parametreler (ilerleme, talaş derinliği ve devir sayısı) uygulanmıştır. Zor
işlenebilirlik takımın hızlı aşınmasına ve işlenen yüzey kalitesinin kötü olmasına
neden olmaktadır. Bu kapsamda Ti6Al4V ve Ti5553 alaşımların mikro
frezlenmesi ile ilgili olarak literatüre katkı sağlamak üzere aşağıdaki sonuçlar
elde edilmiştir;
i. Her iki alaşım için hem Ti5553 hem de Ti6Al4V, düşük devir (< 10000
dev/dk) sayısı kesme kuvvetlerinin artmasına neden olmaktadır. Kesme
kuvvetleri açısından değerlendirildiğinde, kritik bir ilerleme değeri
(fz=2µm/diş) elde edilmiştir. Yine her iki alaşım için bu kritik ilerleme
değeri kenar radyüsünün (Re) yaklaşık 0,3 katıdır. Artan talaş derinliği
ile kesme kuvvetleri de doğrusal olarak artmıştır.
ii. Mikro frezeleme işleminde, düşük ilerleme değerlerinde kazınma
(ploughing) mekanizmasının etkin olmasından ötürü kötü yüzey kalitesi
oluşumu ve aşırı çapaklanma görülmektedir.
iii. İlerlemenin arttırılması ile, kazınma (ploughing) mekanizmasının
etkinliğini yitirmesi sonucu daha iyi bir talaş kaldırma prosesi
gerçekleşmekte ve yüzey kalitesinde iyileşme, çapak oluşumunda da
azalma görülmektedir.
iv. Sünek karakterde ve yüksek kopma uzamasına sahip malzemelerde
(Ti6Al4V), kazınma (ploughing) mekanizmasının yüzey ve çapak
oluşumunda etkinliği fazla olmaktadır.

116
v. Düşük ilerleme değerlerinde kazınma (ploughing) mekanizmasının yanı
sıra takımın yüzeye sürtünmesi ve yüzeyi ezmesi sonucu yüzey
kalitesinde iyileşmeler görülebilmektedir. Kesme hızının artması ile
yüzey kalitesinde iyileşme ve çapak oluşumunda azalma olmaktadır.
vi. Sünek karakterde ve yüksek kopma uzamasına sahip malzemelerde
(Ti6Al4V), kesme hızının yüzey ve çapak oluşumunda etkinliği fazla
olmaktadır.
vii. Sünek karakterde ve yüksek kopma uzamasına sahip malzemelerde
(Ti6Al4V), kesme işlemi sonrası çapak oluşumu daha fazla
gerçekleşmektedir.
viii. Kesme derinliğinin artması ile yüzey kalitesinde kötüleşme eğilimi
olmakta, çapak oluşumunda da belirgin bir artış gerçekleşmektedir.
ix. Yüzey pürüzlülüğünün ve çapak genişliğinin etkileyen bir diğer faktör,
takımın aşınmasıdır. Takım kesme köşesinin geometrisinin bozulması,
yüzey pürüzlülüğünün ve çpak genişliğinin değişmesine neden olmuştur.
x. Taguchi analizine göre, yüzey pürüzlülüğünün açısından, elde edilen en
iyi kesme parametreler şöyle ki: Ti6Al4V alaşımı için, fz=1 µm, ap=150
µm, n=10000 dev/dk’dir. Ancak Ti5553 alaşımı için, fz=0.5 veya 1 µm,
ap=150 µm, n=10000 dev/dk’dır.
xi. Yine taguchi analizine göre, lakin çapak genişliği açısından, elde edilen en
iyi kesme parametreleri şöyledir: Ti6Al4V alaşımı ve aynı yönlü
frezeleme için, fz=0.5 µm, ap=200 µm, n=40000 dev/dk’dır. Ancak zıt
frezelemedeyse, fz=1.5 µm, ap=50 µm, n=25000 dev/dk’dır. Ayrıca
Ti5553 alaşımı ve aynı yölü frezelemede elde edilen sonuç şöyle ki:
fz=0.5 µm, ap=50 µm, n=25000 veya 50000dev/dk’dir. Ama zıt yönlü
frezelemede ise, fz=0.5 µm, ap=50 µm, n=250000 veya 50000 dev/dk’dır

117
KAYNAKLAR
Afazov, S.M. , Zdebski, D., Ratchev, S.M., Segal, J., Liu, S., 2013, Effects of micro- milling conditions on the cutting forces and process stability, Journal of Materials Processing Technology 213 ,671– 684,UK Ahmadi, M., Karpat, Y., Acar, O., Kalay, Y.,E., 2018, Microstructure effects on process outputs in micro scale milling of heat treated Ti6Al4V titanium alloys, Journal of Materials Processing Technology, 252, 333– 347. Alting, L., Kimura, F., Hansen, H.N., Bissacco, G., 2003. Micro Engineering. Annals of CIRP, 52(2), 635-657.Japan Aramcharoen, A. , Mativenga, P.,T., 2009, Size effect and tool geometry in micromilling of tool steel, Precision Engineering 33, 402–407. Aramcharoen, A., Mativenga, P. T., Yang, S., Cooke, K. E., and Teer, D. G., 2008, Evaluation and selection of hard coatings for micro milling of hardened tool steel, International Journal of Machine Tools and Manufacture, 48 (14) 1578–1584.UK. Aslantas, K., Hopa, H.,E., Percin, M., Ucun, I., Çiçek , A., 2016, Cutting performance of nano-crystalline diamond (NCD) coating inmicro-milling of Ti6Al4V alloy, Precision Engineering, http://dx.doi.org/10.1016/j.precisioneng.2016.01.009 Bajpai V, Kushwaha A.K., Singh R.K. 2013. Burr Formation and Surface Quality in High Speed Micro milling of Titanium Alloy (Ti6Al4V). ASME .International Manufacturing Science and Engineering Conference, 2: Systems; Micro and Nano Technologies, Sustainable Manufacturing, V002T03A017, Doi:10.1115/MSEC201-1216. Baldo, D., Filho, S.ergio L., M., R., Lauro, C., H., Delfino, A., C., S., Brandao, L., C., 2015, Analysis of Surface Roughness in Micro Milling of Ti6Al4V Titanium Alloy, Advanced Materials Research Vols. 1079-1080, pp 3- 6. Bao, W.Y., Tansel, I.N., 2000. Modeling Micro-End-Milling Operations. Part I: Analytical Cutting Force Model. International Journal of Machine Tools and Manufacture, 40, 2155–2173. Bissacco, G., Hansen, H.N. and De Chiffre, L., 2006. Size Effects on Surface Generation in Micro Milling of Hardened Tool Steel. Annals of the CIRP, 55(1), 593-596. Bulgurcu, G., 2017. Seleciıon of Micromilling conditions for improved productivity and part quality. Graduate School of Engineering and Natural Sciences Sabancı University, M.Sc Thesis, 95p, Türkiye.

118
Campos, F.O., Mougo, A. L., Araujo, A. C., 2017. Study of the cutting forces on micromilling of an aluminum alloy, J Braz. Soc. Mech. Sci. Eng. 39:1289–1296. Cardoso .P ve Davim J.P.,2012, A BRIEF REVIEW ON MICROMACHINING OF MATERIALS, Rev.Adv.Mater. Sci. 30 ,98-102. Portugal. Chae, J., Park, S.S., Freiheit, T. 2006. Investigation of micro-cutting operations, International Journal of Machine Tools & Manufacture, 46 , 313–332, Canada. Cheng, J., Jin., Y., Wu., J., Wen, X., Gong, Y., Shi, J., Cai, G., 2016, Experimental study on a novel minimization method of top burr formation in micro-end milling of Ti-6Al-4V, Int J Adv Manuf Technol, 86:2197–2217. Cheng, K., Huo, D., 2013. Micro cutting Fundamentals and Applications, Wiley ,368p, United Kingdom Cheng, K., Huo, D., 2013. Micro cutting Fundamentals and Applications, Wiley ,27p, United Kingdom Çelik, Y., H., Kılıçkap, E., 2018, Titanyum Alaşımlarından Ti-6Al-4V’nın İşlenmesinde Karşılaşılan Zorluklar: Derleme, GU J Sci, Part C, 6(1): 163- 175 Dargusch, M.,S., Sun, S., Kim, J.,W., Tong, L., Trimby,P., Cairney, J., 2018, Effect of tool wear evolution on chip formation during dry machining of Ti-6Al- 4V alloy, International Journal of Machine Tools and Manufacture, 126, 13- 17. Delhaes,G.M.J., Beek,A., vanOstayen, R.A.J., Munnig Schmidt, R.H., 2009. The viscous driven aerostatic supported high-speed spindle. Tribol. Int. 42(11/12), pp 1550–1557, Netherlves. Dhanorker,A., Özel,T., 2006. An Experimental And Modeling Study On Meso/Micro End Milling Process, ASME International Conference on Manufacturing Science and Engineering Paper No. MSEC2006-21127, pp. 1071-1079 Dornfeld, D., Min, S., Takeuchi, Y., 2006, Recent Advances in Mechanical Micromachining , CIRP Annals – Manufacturing Technology, 55,745-768. Elisa Virginia l., 2014, Contribution to micro-milling process parameters selection for process planning operations, doktora tezi, p208, Spanish.

119
Elkaseer, AM and Dimov, SS and Pham, DT and Popov, KP and Olejnik, L and Rosochowski, 2016, Material microstructure effects in microendmilling of Cu99.9E , Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture. ISSN 2041-2975 , http://dx.doi.org/10.1177/0954405416666898 Ensarioğlu, C., Çakır, M.C., 2005 , Titanyum ve alaşımlarının işlenebilirlik etüdü, Mühendis ve Makina, Cilt:46, Sayı: 546 Filiz, S., Conley, C.M., Wasserman, M.B., Özdoganlar, O.B., 2007. An Experimental Investigation of Micro Machinability of Copper 101 Using Tungsten Carbide Micro Endmill. International Journal of Machine Tools and Manufacture, 47, 1088-1100,USA Friedrich C.R., Vasile, M.J., 1996. Development of the Micro-Milling Process for High-Aspect-Ratio Microstructures. Journal of Micro Electromechanical Systems, 5(1), 33-38. Grzesik, W.,2008, Advanced Machining Processes of Metallic Materials Theory, Modelling and Applications, pp 478, Elsevier Science, Netherlands. Hatipoğlu E. ve Budak E., 2014 ‘’Mikro Frezeleme İşleminde Kesme Parametrelerinin Yüzey ve Talaş Oluşumuna Etkisinin Deneysel Olarak İncelenmesi’’, 5. Ulusal Talaşlı İmalat Sempozyumu, Türkiye Heamawatanachai, S., Bamberg, E., 2009. Design and Characterization of a PZT Driven Micromachining Tool Based on Single-Point Tool Tip Geometry. Precision Engineering. 33: 387-394, USA Heaney, P.J., Sumant, A.V., Torres, C.D., Carpick, R.W., Pfefferkorn, F.E., (2008). Diamond Coatings for Micro End Mills. Enabling The Dry Machining of Aluminum at The Micro-Scale, Diamond and Related Materials, 17(3): 223- 233 Jokiel, Jr., B., Gill, D., D., Ziegert, J., C., Payne, S., W., T., Pathak, J., P., 2004. SAND 6445, Unlimited Release, roport Kang, I.S., Kim, J.S., Kim, J.H., Kang, M.C., Seo, Y.W., 2007. A Mechanistic Model of Cutting Force in the Micro End Milling Process. Journal of Materials Processing Technology, 187–188, 250-255.
Kim, J.D., Kim and D.S., 1995. Theoretical Analysis of Micro-Cutting Characteristics in Ultra-Precision Machining. Journal of Materials Processing Technology, 49:387-398. South Korea. Kim, D., H., Lee, P., Lee, S., W., 2014., Experimental Study on Machinability of Ti6Al4V in Micro End-Milling, Proceedings of the World Congress on Engineering 2014 Vol II, ISBN: 978-988-19253-5-0.
120
Kiswantoa, O.,G., Zariatina, D.L., Koba,T.J., 2014, The effect of spindle speed, feed-rate and machining time to thesurface roughness and burr formation of Aluminum Alloy 1100 inmicro-milling operation, Journal of Manufacturing Processes, Vol. 16, Issue 4, 435-450. Kou, Z., Wan,Y., Cai, Y., Liang, X. and Liu, Z. (2015). Burr Controlling in Micro Milling with Supporting Material Method Procedia Manufacturing 1: 501– 511 Kumar, P., Kumar, M., Bajpai, V., Singh, N., K., 2017, Recent advances in characterization, modeling and control of burr formation in micro-milling, Manufacturing Letters 13 ,1–5. Kuram, E., 2017, Kesici Takım Bağlama Uzunluğunun Mikro Frezelemede Takım Aşınması, Kuvvetler ve Çapak Boyutu Üzerindeki Etkileri, Fen ve Mühendislik Dergisi, Cilt 19, Sayı 55, Türkiye. Lai, X., Lia, H., Lia, C., Lina, Z., Ni, J.,2008, Modelling and analysis of micro scale milling considering size effect, micro cutter edge radius and minimum chip thickness. International Journal of Machine Tools & Manufacture 48 , 1–14, China. Lee, K., Dornfeld, D.A. (2005). Micro-Burr Formation and Minimization Through Process Control. Precision Engineering, 29, 246-252.
Lee K., Dornfeld D. A., 2004, “A Study of Surface Roughness in the Micro-End- Milling Process”, http://www.escholarship.org/uc/item/51r6b592. Li, C., Lai, X., Li, J.N., 2007. Modeling of Three-Dimensional Cutting Forces in Micro-End-Milling. Journal of Micromechanics and Microengineering, 17, 671-678. Lee, W.B., Cheung, C.F., 2001. A Dynamic Surface Topography Model for The Precision of Nano-Surface Generation in Ultra-Precision Machining. International Journal of Mechanical Sciences, 43, 961-991. Li, H., Lai, X., Li, C., Feng, J., Ni, J., 2008. Modelling and experimental Analysis of the Effects of Tool Wear, Minimum Chip Thickness and Micro Tool Geometry on the Surface Roughness in Micro-End-Milling. Journal of Micromechanical and Microengineering, 18(2), 1-12. Li, W., Zhou, Z.X., Xiao, H., Zhang, B., 2015, Design and evaluation of a high-speed and precision microspindle, Int. J. Adv. Manuf. Technol. Vol.78 (5), pp 997– 1004, London Liu, X., DeVor, R. E., Kapoor, S. G., and Ehmann, K. F., 2004, The mechanics of machining at the microscale: assessment of the current state of the science, Journal of Manufacturing Science and Engineering, Transactions of the ASME, 126 (4) 666–678.

121
Luo, X., Cheng, K.,Webb, D., 2005, Design of ultraprecision machine tools with applications to manufacture of miniature and micro components, Journal of Materials Processing Technology, Vol. 167, Issues 2-3, pp 515-528, UK. Makki, H., Heinemann, R., Hinduja, S., Owodunni, O., 2009. Online Determination of Tool Run-Out and Wear Using Machine Vision and Image Processing Techniques. 5th Virtual Conference Innovative Production Machines and Systems, 6-17 July, (CD-ROM). Malekian, M., Park, S.S., Jun, M.B.G., 2009. Tool Wear Monitoring of Micro-Milling Operations. Journal of Materials Processing Technology, 209, 4903-4914. Mamedov A. ve Lazoğlu İ., 2012, Mikro Frezeleme için Mekanistik kuvvet Modeli, 3. Ulusal Tasarım İmalat ve Analiz Kongresi, 175-183, Türkiye. Masuzawa, T. ,2000, State of the Art of Micromachining. Annals of CIRP, 49(2): 473–488. Masuzawa, T., and Tönshoff, H. K., 1997, Three-dimensional micromachining by machine tools, CIRP Annals - Manufacturing Technology, , 46 (2) 621–628. Germany. Mathai, G., Kumar,M., Melkote, Sh., Marcon, A., Hsu, F.C., Chiu, C.C., Wang, J.J., 2010, Modelling and Measurement of Process Errors in Micromilling, https://www.researchgate.net/profile/Andrea_Marcon2/publication. Mavi, A., 2013, kesici takımlara uygulanan kriyojenik işlemin ti6al4v titanyum alaşımının işlenmesinde kesici takım performansının etkisi, Doktora tezi, Gazi Üniversitesi fen Bilimleri Enstitüsü, S.99, Türkiye Mia, M., Dhar, N.,R., 2018, Effects of duplex jets high-pressure coolant on machining temperature and machinability of Ti6Al4V superalloy, Journal of Materials Processing Technology, 252 (2018), 688–696. Nabhani, F., 2001, Wear Mechanisms of Ultra – Hard cutting tools materials, Journal of Materials Processing Technology, 115:402–412. Nauari,M., Makich,H., 2014, Analysis of Physical Cutting Mechanisms and Their Effects on the Tool Wear and Chip Formation Process When Machining Aeronautical Titanium Alloys: Ti6Al4V and Ti55531, DOI: 10.1007/978- 3-662-43902-9_4,pp79-111 Newby, G., 2005. Empirical Analysis of Cutting Force Constants in Micro End Milling Operations, Master of Science in Mechanical Engineering, Georgia Institute of Technology, 57 p, Georgia. Nouari, M. ve Makich, H. 2014."On the Physics of Machining Titanium Alloys: Interactions between Cutting Parameters, Microstructure and Tool Wear", Metals, 4, 335-358.

122
Nouari, M., Makich, H., 2013, Experimental investigation on the effect of the material microstructure on tool wear when machining hard titanium alloys: Ti6Al4V and Ti-555, International Journal of Refractory Metalsand Hard Materials, 41, 259-269. Özel, T., Olleak, A., Thepsonthi, T., 2017, Micro milling of titanium alloy Ti-6Al- 4V: 3-D finite element modeling for prediction of chip flow and burr formation, Prod. Eng. Res. Devel, 11: 435–444. Park, W., 2008, Development of Micro-Grinding Mechinies and Machine, George W. Woodruff School of Mechanical Engineering, Georgia Institute of Technology, Dok., 184p, Georgia Patrick J. H., Anirudha V. S., Christopher D. T., Robert W. C. ve Frank E. P., 2008. Diamond Coatings for Micro end Mills: Enabling the Dry Machining of Aluminum at the Micro-Scale. Diamond & Related Materials 17 , 223–233. Perçin, M., Aslantaş, K., Ucun, İ., Çiçek, A., 2015, Mikro Frezeleme İşleminde Kesme Koşullarının Takım Aşınması ve Yüzey Pürüzlülüğü Üzerindeki Etkisi, 8. Mühendislik ve Teknoloji Sempozyumu, 14-15 Mayıs 2015/Çankaya Üniversitesi/Ankara, S 45-50 Piljek, P., Keran, Z., Math, M.,2014, Micromachining – Review Of Literature From 1980 to 2010, Interdisciplinary Description of Complex Systems 12(1), 1- 27, Croatia. Rahman, M., Senthil Kumar, A., Prakash, J.R.S., 2001. Micro-Milling of Pure Copper. Journal of Materials Processing Technology, 116, 39-43. Singapore. Rezaei, H., Sadeghi M., Budak, E., 2017, Determination of minimum uncut chip thickness under variousmachining conditions during micro-milling of Ti- 6Al-4V, Int J Adv Manuf Technol, https://doi.org/10.1007/s00170-017-1329-3. Rodriguez, P., Perez, H., Labarga, J.E. and Vizan, A., 2008, “Research On Tool Life in Micro End Milling as Related to Workpiece Quality Criteria”, Proceedings of ECTC Asme Schmitz, T., Couey, J., Marsh, E., Mauntler, N., Hughes, D., 2007. Runout Effects in Milling: Surface finish, Surface Location Error, and Stability. International Journal of Machine Tools and Manufacture, 47, 841–851 Shreyes, K.L., Melkote, N., 2006. Effect of Plastic Side flow on Surface Roughness in Micro-Turning Process. International Journal of Machine Tools and Manufacture, 46, 1778–1785. Singh, K., K., Singh, R., 2018, Chatter stability prediction in high-speed micromilling of Ti6Al4V via finite element based microend mill Dynamics, part of Springer Nature, 6, 95–106pp.

123
Sun, X., Cheng, K., 2010. Micro/Nano-Machining through Mechanical Cutting. Qin, Y. (Ed), Manufacturing Engineering and Technology İçinde (24-38). Elsevier, 414p, Oxford. Tansel, I.N., Arkan, T.T., Bao, W.Y., Mahendrakar, N., Shisler, B., Smith, D., McCool, M., 2000. Tool Wear Estimation in Micro-Machining. Part I: Tool Usage- Cutting Force Relationship. International Journal of Machine Tools and Manufacture, 40, 599–608. USA Tansel, I.N., Rodriguez, O., Trujillo, M., Paz, E., Li, W., 1998. Micro-End-Milling I. Wear and breakage. International Journal of Machine Tools and Manufacture, 38, 1419–1436. USA Thepsonthi, Th.,. Özel, T., 2013, Experimental and finite element simulation besed investigations on micro-milling Ti6Al4V titanium alloy: Effect of CBN coating on tool wear, Journal of Materials Processing Technology, 213 , 532-542 Thepsonthi, Th., Özel, T., 2015, 3-D finite element process simulation of micro- end milling Ti-6Al-4Vtitanium alloy: Experimental validations on chip flow and tool wear, Journal of Materials Processing Technology 22 , 128–145, USA. Toenshoff, H.,K., Denkena, B., 2013, Basics of Cutting and Abrasive Processes, Springer Heidelberg New York Dordrecht London, p404. Thepsonthi, Th., Özel, T., 2012, Multi-objective process optimization for micro- end milling ,of Ti6Al4V titanium alloy, Int J Adv Manuf Technol, 63:903– 914. Ucun, I., Aslantas, K., Bedir,F., 2013, An experimental investigation of the effect of coating material on tool wear in micro milling of Inconel 718 superalloy, Wear 300, pp8–19. Ucun, İ., Aslantaş, K., Bedir, F., 2011, Kesici Takım Kaplama Malzemesinin Mikro Frezeleme İşleminde Takım Elastik Deformasyonu Üzerindeki Etkisi, 6th International Advanced Technologies Symposium (IATS’11), 16-18 May 2011, Elazığ, Turkey UCUN, İ., ASLANTAŞ, K., BEDİR, F., 2010, İnconel 718 Süper Alaşımının İşlenmesinde Kaplanmış Mikro Takımların Aşınma Davranışları ve Performans Analizi, Makina Teknolojileri Elektronik Dergisi, Cilt: 7, No: 4, 47-55. Venkatesh, V. C., Izman, S., 2007, Precision Engineering , pp 436,Tata McGraw- Hill,USA.

124
Venkatesh, V.,Swain, N., Sırınıvas, G., Kumar, P. andBarshilia, H.C., 2016, Review on the machining characteristics and research prospects of conventional micro scale machining operations. Materials and Manufacturing Process, 32(3), 235-262. Vipindas, K., Kuriachen, B., Mathew,J.,2016, Investigations into the effect of process parameters on surface roughness and burr formation during micro end milling of Ti-6AL-4V, Springer-Verlag London 2016, https://doi.org/10.1007/s00170-016-9210-3 Vivek B. P., Sunil B. S., 2012, Effect of Chip Load on Surface Finish In High Speed Micro Milling, International Journal of Scientific & Engineering Research Volume 3, Issue 7, ISSN 2229-5518. Vogler ,M., P., DeVor ,R., Kapoor E., S., G.,2005, On the Modeling and Analysis of Machining Performance in Micro-Endmilling, Part I: Surface Generation, Journal of Manufacturing Science and Engineering, 26(4), 685-694,USA Vogler, M. P., Kapoor, S. G., & DeVor, R. E. (2004b). On the modeling and analysis of machining performance in micro-endmilling, Part II: Cutting force prediction. Journal of Manufacturing Science and Engineering, 126(4), 695-705. USA Wang, J. S., Gong, Y. D. ,Abba, G., Chen, Shi, K., J. S., Cai,. G. Q.,2007, Surface Generation Analysis in Micro End-Milling Considering the Influences of Grain. Syposium on Design, Test, Integration and Packaging of MEMS/MOEMS, 25-27. Yücel, E., Çiçek, A.,2011, İmalat Alanında Yaygın Olarak Kullanılan Mikro İşleme Teknikleri, SAÜ. Fen Bilimleri Dergisi, 15. Cilt, 1. Sayı,s.46-59, Türkiye. Yuan, Z.J., Zhou, M., Dong, S., 1996. Effect of Diamond Tool Sharpness on Minimum Cutting Thickness and Cutting Surface Integrity in Ultra Precision Machining. Journal of Materials Processing Technology, 62(4), 327–330. Zareena, A.,R., Veldhuis, S.,C., 2012, Tool wear mechanisms and tool life enhancement in ultra-precision machining of titanium, Journal of Materials Processing Technology, 212, 560-570. Zhan, z., Liang Li , Ning H. & Rabin Sh., 2014, An experimental study on grinding parameters for manufacturing PCD micro-milling tool , International Journal of Advanced Manufacturing Technology, V. 73, Issue 9, pp 1799– 1806. London. Zhang, X. , Ehmann, K., F. , , T. , Wang, W., 2016. Cutting forces in micro-end- milling processes, International Journal of Machine Tools & Manufacture 107, 21–40,China.

125
Zhaojun, Y., Wei, L., Yanhong, C., Lijiang, W. (1998). Study for increasing micro- drill reliability by vibrating drilling. Reliability engineering & system safety, 61(3): 229-233. Wan, Y., Change, K., Sun, S., 2013, An innovative method for surface defects prevention in micro milling and its implementation, Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, Proc IMechE Part J: J Engineering Tribology 227(12) 1347– 1355 Wang, Z., Kovvuria, V., Araujob, A., Baccic M., Hunga, W.N.P., Bukkapatnama , S.T.S. , 2016, Built-up-edge effects on surface deterioration in micromilling Processes, Journal of Manufacturing Processes 24, 321–327. Brazil. Weule, H., Huntrup, V., Tritschle, H., 2001. Micro-Cutting of Steel to Meet New Requirements in Miniaturization. Annals of the CIRP, 50(1), 61-64. Wu, T., 2012, Tooling Performance in Micro Milling: Modelling, Simulation and Experimental Study, School of Engineering and Design, Brunel University, Doktorate Thesis,229P, İngiltere Wu, X., Li, L., He, N., , 2017, Investigation on the burr formation mechanism in micro cutting, Precision Engineering, 47 , pp191–196

126
İnternet Kaynakları
1. https://www.nalburucuk 04.07.2018
2. https://www.maruho-htj.co.jp 15.03.2018
3. http://high-speed-machining.blogspot.com.tr/ 11.04.2018
127
ÖZGEÇMİŞ Adı Soyadı : Luqman Khaleel Hayder ALATRUSHI Doğum Yeri ve doğum yeri : Irak – Mosul 1974 Medeni Hali : Evli Yabancı Dili : İngilizce ve Türkçe E-posta : LUQMANHAYDER1@GMAİL.COM Eğitim Durumu Lise : Mosul – Alzuhur lisesi Lisans : Mosul Üniversitesi, Mühendislik Fakültesi, Makina bölümü Öğretmenliği Yüksek Lisans : Mosul Üniversitesi, Mühendislik Fakültesi, Makina bölümü Yayınları Ali,W.J., and Haider,L.Kh.,2009, “A Comparison of Formability of Commercial
Pure Aluminum Sheet by Using Punch and Hydraulic Bulging”, Al Rafdain
Engineering Journal , Vol. 18,No.2,p1-12.