tugas 11-1106017793
TRANSCRIPT

1106017793 [ ]
TUGAS 11
1. Jelaskan mekanisme terjadinya tegangan sisa pada pengelasan dan apa resiko dari
adanya tegangan sisa tersebut.
Mekanisme terjadinya tegangan sisa adalah pemanasan yang tidak merata
menyebabkan terjadinya ekspansi panas yang terbatas. Pada akhir siklus panas, akan
terjadi distorsi atau terjadi restrain yang menyebabkan munculnya tegangan sisa pada
daerah tersebut.
Terjadinya tegangan sisa dapat dilihat dari gambar di atas, dimana daerah C
mengembang pada waktu pengelasan. Pengembangan pada C ditahan oleh A, sehingga
pada daerah C terjadi tegangan tekan dan pada daerah A terjadi tegangan tarik. Tetapi bila
daerah A luasnya jauh lebih besar dari C, maka pada daerah C akan terjadi perubahan
bentuk tetap, sedangkan pada daerah A terjadi perubahan bentuk elastic. Pada waktu
pengelasan selesai, terjadilah proses pendinginan dimana bagian C menyusut cukup besar
disamping karena pendinginan juga karena adanya tegangan tekan. Penyusutan ini
ditahan oleh daerah A, karena itu pada daerah C akan terjadi tegangan tarik yang
diimbangi oleh tegangan tekan pada daerah A.
Resiko dari adanya tegangan sisa:
Distorsi perubahan dimensi
Kegagalan prematur dari daerah lasan
2. Jelaskan beberapa metoda untuk mengurangi tegangan sisa pada pengelasan.
Penempaan
o Logam las dan daerah disekitarnya ditempa atau dipukul selama atau setelah
pengelasan
Peregangan
o Sambungan ditarik sampai terjadi perubahan bentuk plastic
Getaran
o Kepada konstruksi diberikan getaran yang dapat memberikan resonansi
frekuensi rendah. Karena getaran ini, akan terjadi perubahan bentuk plastik
setempat
Anil
o Lasan dari jenis baja ferit dipanaskan samapai 600 atau 7000C dan yang dari
jenis austenit sampai 9000C. Setelah ditahan beberapa waktu pada suhu ini
kemudian didinginkan pelan – pelan.
Anil suhu tinggi
o Lasan dari jenis baja konstruksi umum dipanaskan sampai 900 atau 9500C.
Setelah ditahan beberapa lama pada suhu ini kemudian didinginkan pelan –
pelan.
Pembebasan tegangan pada suhu rendah
o Kedua permukaan daerah lasan selebar 60 sampai 130 mm dipanaskan sampai
150 atau 2000C, yang diikuti dengan pendinginan dengan air.
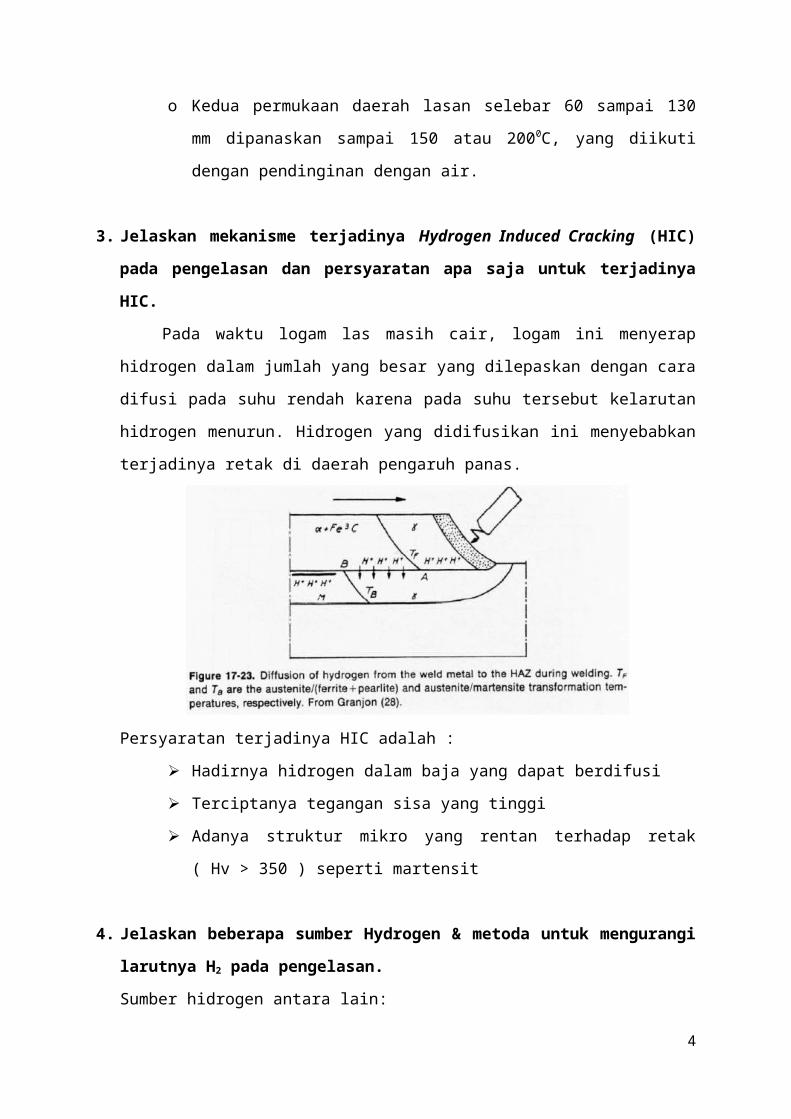
3. Jelaskan mekanisme terjadinya Hydrogen Induced Cracking (HIC) pada pengelasan
dan persyaratan apa saja untuk terjadinya HIC.
Pada waktu logam las masih cair, logam ini menyerap hidrogen dalam jumlah yang
besar yang dilepaskan dengan cara difusi pada suhu rendah karena pada suhu tersebut
kelarutan hidrogen menurun. Hidrogen yang didifusikan ini menyebabkan terjadinya
retak di daerah pengaruh panas.
2

Persyaratan terjadinya HIC adalah :
Hadirnya hidrogen dalam baja yang dapat berdifusi
Terciptanya tegangan sisa yang tinggi
Adanya struktur mikro yang rentan terhadap retak ( Hv > 350 ) seperti
martensit
4. Jelaskan beberapa sumber Hydrogen & metoda untuk mengurangi larutnya H2
pada pengelasan.
Sumber hidrogen antara lain:
Air dan zat organik yang terkandung di dalam fluks
Kelembabam udara atmosfer
Minyak, zat organik, dan air yang melekat pada rongga – rongga dan
permukaan pelat atau kawat las
Metoda untuk mengurangi larutnya H2 pada pengelasan:
Menggunakan fluks yang mengandung banyak karbonat. Dengan fluks ini
akan dihasilkan gas karbondioksida yang dapat menurunkan tekanan parsial
hidrogen didalam busur listrik dengan sendirinya akan mengurangi difusi
hidrogen.
Dilakukan penurunan kecepatan pendinginan dengan memberikan pemanasan
mula pada temperatur antara 50 sampai 3000C atau memberikan pemanasan
kemudian pada temperatur antara 2000C sampai 3000C.
3
5. Jelaskan mekanisme terjadinya Lamelar Tearing pada pengelasan.
Cacat ini bermula dari inklusi MnS yang berbentuk flat akibat proses rolling atau
jenis inklusi lainnya yang kemudian mengalami perpatahan pada antar muka antara
matriks dengan inklusi. Pertumbuhan retak terjadi pada arah vertikal ataupun bersudut,
ductile tearing terjadi pada arah paralel pada celah antara matriks dan inklusi
mengakibatkan terbentuknya retak yang menyerupai anak tangga.
6. Jelaskan penyebab utama Lamelar Tearing & metoda untuk menguranginya pada
pengelasan.
Penyebab utama Lamelar Tearing adalah lain:
Pelat baja yang memiliki keuletan yang rendah pada arah tebal atau
vertikal
Batas lebur yang mendekati sejajar dengan permukaan pelat
Level tegangan sisa yang tinggi
Metode untuk mengurangi lamelar tearing pada pengelasan :
Pengurangan kadar sulfur
Penambahan Ce dan Ca yang menghasilkan butir bukan logam yang berbentuk
bulat sehingga mengurangi kepekaan terhadap lamelar tearing.
7. Jelaskan faktor apa saja yang harus saudara (i) perhatikan bila terjadi kekerasan
yang tinggi di HAZ.
Faktor yang harus diperhatikan yaitu:
Ketangguhan batas las
Komposisi kimia logam induk
Kecepatan pendinginan
8. Jelaskan metoda (cara-cara) untuk mengurangi kekerasan yang tinggi di HAZ.
Metode untuk mengurangi kekerasan yang tinggi di HAZ yaitu:
Penggunaan baja yang kurang peka terhadap penggetasan HAZ
Bertujuan untuk mengurangi kadar paduan dan karbon dalam baja dan
mempertinggi kadar nikel.
Pembatasan masukan panas
4
Penurunan penggetasan melalui cara pengelasan
Bertujuan untuk memperbaiki struktur mikro yang terjadi dengan cara
pemanasan kembali melalui panas las, menghindari terjadinya retak
dan distorsi , mengurangi tegangan sisa dsb yang dapat diusahakan
dengan cara – cara pengelasan.
9. Jelaskan tujuan pemanasan awal (preheating) dan pemanasan akhir (PWHT) pada
proses pengelasan.
Tujuan pemanasan awal ( preheating ) adalah memperlambat laju
pendinginan sehingga mencegah terjadinya retak tumit (toe crack) dan retak
manik (underbead crack) pada baja yang memiliki hardenability yang tinggi
(mengandung paduan).
Tujuan pemanasan akhir ( PWHT ) adalah untuk menghilangkan tegangan
sisa sehingga dapat mencegah terjadnya distorsi pada logam las.
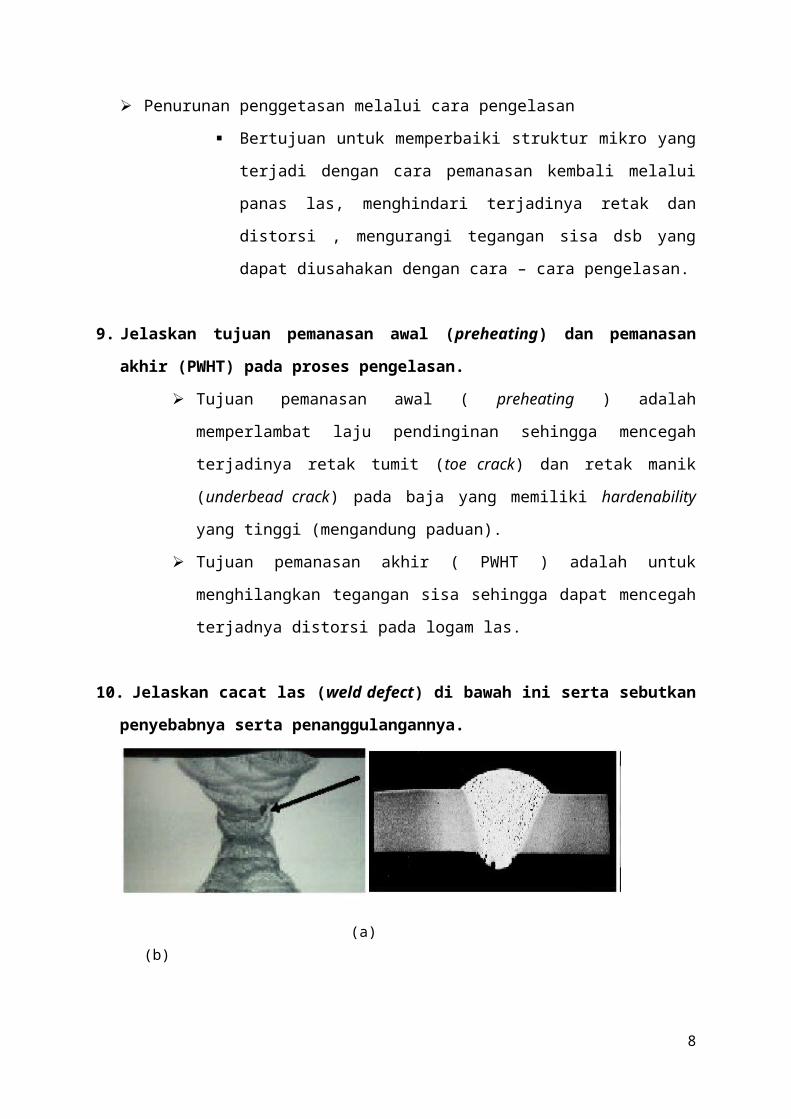
10. Jelaskan cacat las (weld defect) di bawah ini serta sebutkan penyebabnya serta
penanggulangannya.
(a) (b)
5
Gambar a : Lack of inter-run fusion
Cacat ini terjadi karena tidak terisinya kampuh las secara sempurna oleh kawat pengisi.
Penyebab timbulnya cacat:
Penggunaan arus yang terlalu rendah Kecepatan pengelasan yang terlalu tinggi Geometri sambungan yang kurang tepat Diameter elektroda yang terlalu besar
Cara penanggulangan:
Arus ditingkatkan Diameter elektroda diperkecil Sudut kawat las 45o
Membersihkan permukaan sebelum mengelas
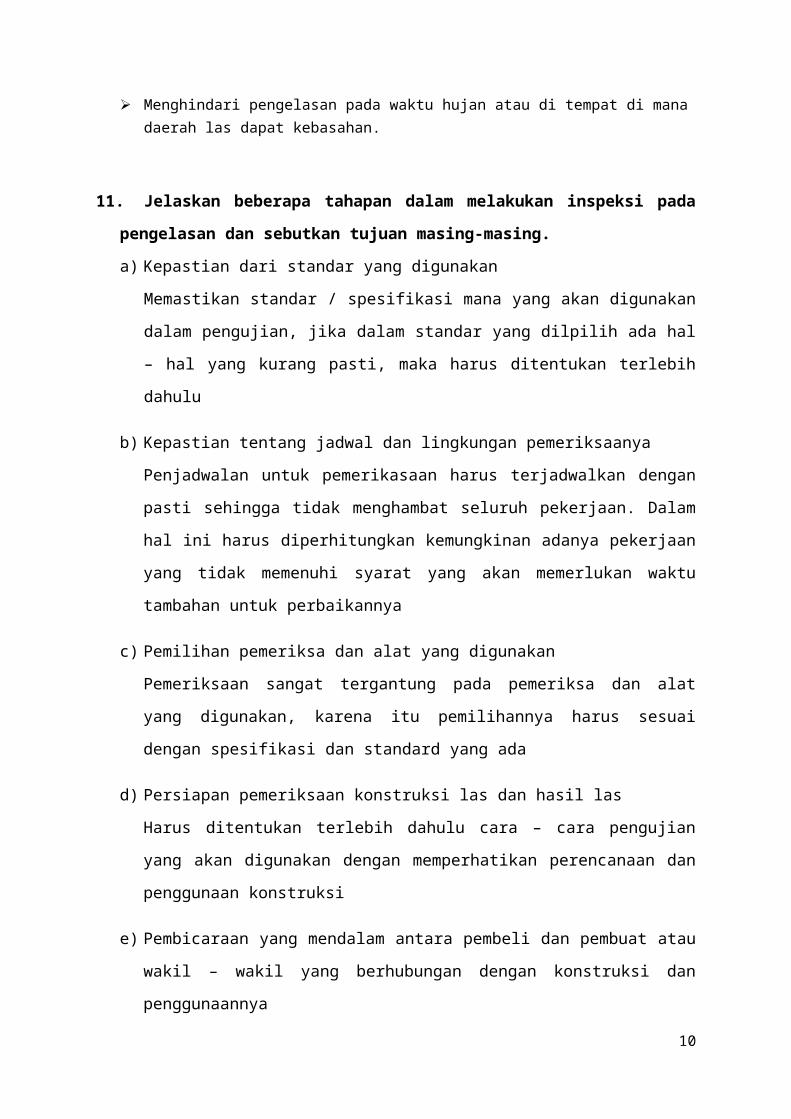
Gambar b : Porositas
Cacat ini berupa lubang halus yang terjadi akibat adanya udara atau gas yang terperangkap dalam deposit las. Penyebab porositas antara lain adalah elemen pengotor, kelembaban atmosfir dan kontaminasi bahan lain seperti minyak, pelumas atau kotoran lain.
Cara penanggulangannya :
Menggunakan fluks yang mengandung banyak karbonat. Dengan fluks ini akan dihasilkan gas karbondioksida yang dapat menurunkan tekanan parsial hidrogen didalam busur listrik dengan sendirinya akan mengurangi difusi hidrogen.
Dilakukan penurunan kecepatan pendinginan dengan memberikan pemanasan mula pada temperatur antara 50 sampai 3000C atau memberikan pemanasan kemudian pada temperatur antara 2000C sampai 3000C.
Sebelum mengelas, pada daerah di sekitar kampuh dibersihkan dari air, karat, debu, minyak dan zat organik yang dapat menjadi sumber hidrogen.
Menggunakan elektroda dengan fluks yang mempunyai kadar hidrogen rendah. Penggunaan CO2 sebagai gas pelindung. Menghindari pengelasan pada waktu hujan atau di tempat di mana daerah las dapat
kebasahan.
11. Jelaskan beberapa tahapan dalam melakukan inspeksi pada pengelasan dan
sebutkan tujuan masing-masing.
a) Kepastian dari standar yang digunakan
Memastikan standar / spesifikasi mana yang akan digunakan dalam pengujian, jika
dalam standar yang dilpilih ada hal – hal yang kurang pasti, maka harus ditentukan
terlebih dahulu
6

b) Kepastian tentang jadwal dan lingkungan pemeriksaanya
Penjadwalan untuk pemerikasaan harus terjadwalkan dengan pasti sehingga tidak
menghambat seluruh pekerjaan. Dalam hal ini harus diperhitungkan kemungkinan
adanya pekerjaan yang tidak memenuhi syarat yang akan memerlukan waktu
tambahan untuk perbaikannya
c) Pemilihan pemeriksa dan alat yang digunakan
Pemeriksaan sangat tergantung pada pemeriksa dan alat yang digunakan, karena itu
pemilihannya harus sesuai dengan spesifikasi dan standard yang ada
d) Persiapan pemeriksaan konstruksi las dan hasil las
Harus ditentukan terlebih dahulu cara – cara pengujian yang akan digunakan dengan
memperhatikan perencanaan dan penggunaan konstruksi
e) Pembicaraan yang mendalam antara pembeli dan pembuat atau wakil – wakil yang
berhubungan dengan konstruksi dan penggunaannya
Bertujuan agar dapat diambil kepastian lainnya seperti : pemeriksaan seluruhnya atau
sebagian, cara pengambilan contoh untuk pemeriksaan, arti dari tanda – tanda dan
spesifikasi, bentuk dari laporan dan hal – hal lainnya yang mungkin dapat
menimbulkan perselisihan pendapat.
7
12. Jelaskan dengan skematis klasifikasi pengujian hasil lasan.
13. Jelaskan tujuan pengujian merusak (DT) dan jenis pengujian apa saja yang
dilakukan pada produk lasan.
Tujuan pengujian merusak ( DT ) adalah untuk melihta kesamaan logam induk dan logam
pada daerah pengelasan.
Jenis – jenis pengujian :
1. Mechanical test
2. Metallographic test
Microscopic
Macroscopic
3. Chemical test
Chemical test
Composition test
Corrosive test
8

14. Jelaskan tujuan pengujian tidak merusak (NDT) dan jenis pengujian apa saja yang
dilakukan pada produk lasan.
Tujuan pengujian tidak merusak adalah untuk mengetahui cacat baik cacat luar maupun
cacat dalam
Jenis – jenis pengujian yang dilakukan adalah :
Uji radiografi
Uji ultrasonic
Uji serbuk magnet
Uji cairan penembus (dye penetrant)
Uji elektromagnet
Uji pemeriksaan amatan
Uji pancaran suara
15. Sebutkan beberapa metoda uji yang digunakan untuk melihat cacat pada bagian
dalam (internal defect).
Uji radiografi
Uji ultrasonik
16. Sebutkan beberapa metoda uji yang digunakan untuk melihat cacat pada bagian
permukaan (surface defects).
Pemeriksaan tampak
Uji serbuk magnet
Uji elektromagnet
Uji cairan penembus (dye penetrants)
17. Jelaskan prinsip pengujian penetrant test (PT) pada lasan.
Cairan berwarna ( dye yang berwarna merah ) disemprotkan pada permukaan hasil
lasan. Cairan berwarna tersebut akan menembus cacat. Setelah didiamkan beberapa
menit, kemudian cairan dibersihkan dengan menggunakan air. Setelah cairan
dibersihkan, maka cacat akan kelihatan dengan jelas.
9
Agar cairan penetran dapat membahsahi permukaan hasil lasan, maka sudut kontak
harus lebih kecil dari 900 sehingga penetran dapat membasahi permukaan dan
berpenetrasi ke dalam cacat.
18. Jelaskan prinsip pengujian tekuk (bending) pada hasil lasan dan tujuannya.
Prinsip pengujian tekuk adalah:
Tujuannya adalah untuk melihat apakah hasil lasan mengalami retak setelah uji tekuk
(bending).
10

19. Jelaskan standard apa saja yang sering dipakai untuk menetukan kualitas hasil
lasan.
USA : ASME
Eropa : EN
11

20. Jelaskan jenis dokumen apa yang memuat seluruh hasil pengujian dan inspeksi
hasil lasan. Jelaskan penggunaan dokumen tersebut.
WPS adalah dokumen tertulis yang menetapkan ketentuan bagi welder atau welding
operator untuk menghasilkan lasan yang sesuai dengan ”Code” yang berlaku. WPS dibuat agar
kualitas lasan yang dihasilkan oleh welder atau welding operator sesuai dengan standard yang
berlaku, dan agar operasi pengelasan reproducable.
Isi ( contents ) yang diatur dalam WPS :
Proses ( SMAW, FCAW,etc )
Spesifikasi elektroda (AWS A5.1, A5.20,etc)
Klasifikasi elektroda (E7018, E71T-1, etc)
Diameter elektroda (1/8 in, 5/32 in, etc)
Karakteristik listrik ( elektrical ) (AC, DC+, DC- )
Spesifikasi logam dasar (A36, A572 Gr50, etc)
Temperatur minimum preheat dan interpass
Arus welding ( amperage ) / kecepatan kawat pengisi
Tegangan busur
Kecepatan travel
Posisi las
Arah lasan (uphill atau downhill)
Post weld heat treatment
Jenis shielding gas dan laju aliran
Joint design details
12