unit 9: surface technology unit 9 copyright © 2014. mdis. all rights reserved. 1 modern...
TRANSCRIPT

UNIT 9: Surface Technology
Unit 9 Copyright © 2014. MDIS. All rights reserved. 1
Modern Manufacturing
2
Objectives
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Understand the term Surface Roughness. • Understand the Measurement techniques in measuring surface properties.• Understand Friction, Wear, and the effects of Lubrication.• Obtain an overview of the various techniques of treating, enhancing and
modifying surface properties.
3
Surface Technology
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Because of the various mechanical, physical, thermal, and chemical effects that result from its processing history, the surface of a manufactured part usually possesses properties and behaviour that are significantly different from those of its bulk.
• Although the bulk material generally determines the component’s overall mechanical properties, the component’s surfaces directly influence the part’s performance in the following areas:
4
Surface Technology
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Friction and wear of tools, moulds, dies, and of the products made.• Effectiveness of lubricants during the manufacturing process and throughout
the part’s service life.• Appearance and geometric features of the part and their role in subsequent
operations, such as welding, soldering, adhesive bonding, painting, and coating.
• Resistance to corrosion.• Crack initiation as a result of surface defects such as roughness, scratches,
seams, and heat-affected zones, which can lead to weakening and premature failure of the part, through fatigue, for instance.
• Thermal and electrical conductivity of contacting bodies. For example, rough surfaces have higher thermal and electrical resistances than smooth surfaces.

Surface Roughnessand Measurement;Friction, Wear, and
Lubrication
5

6
Surface Technology
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Friction and wear of tools, moulds, dies, and of the products made.• Effectiveness of lubricants during the manufacturing process and throughout
the part’s service life.• Appearance and geometric features of the part and their role in subsequent
operations, such as welding, soldering, adhesive bonding, painting, and coating.
• Resistance to corrosion.• Crack initiation as a result of surface defects such as roughness, scratches,
seams, and heat-affected zones, which can lead to weakening and premature failure of the part, through fatigue, for instance.
• Thermal and electrical conductivity of contacting bodies. For example, rough surfaces have higher thermal and electrical resistances than smooth surfaces.

7
Surface Structure
Unit 9 Copyright © 2014. MDIS. All rights reserved.
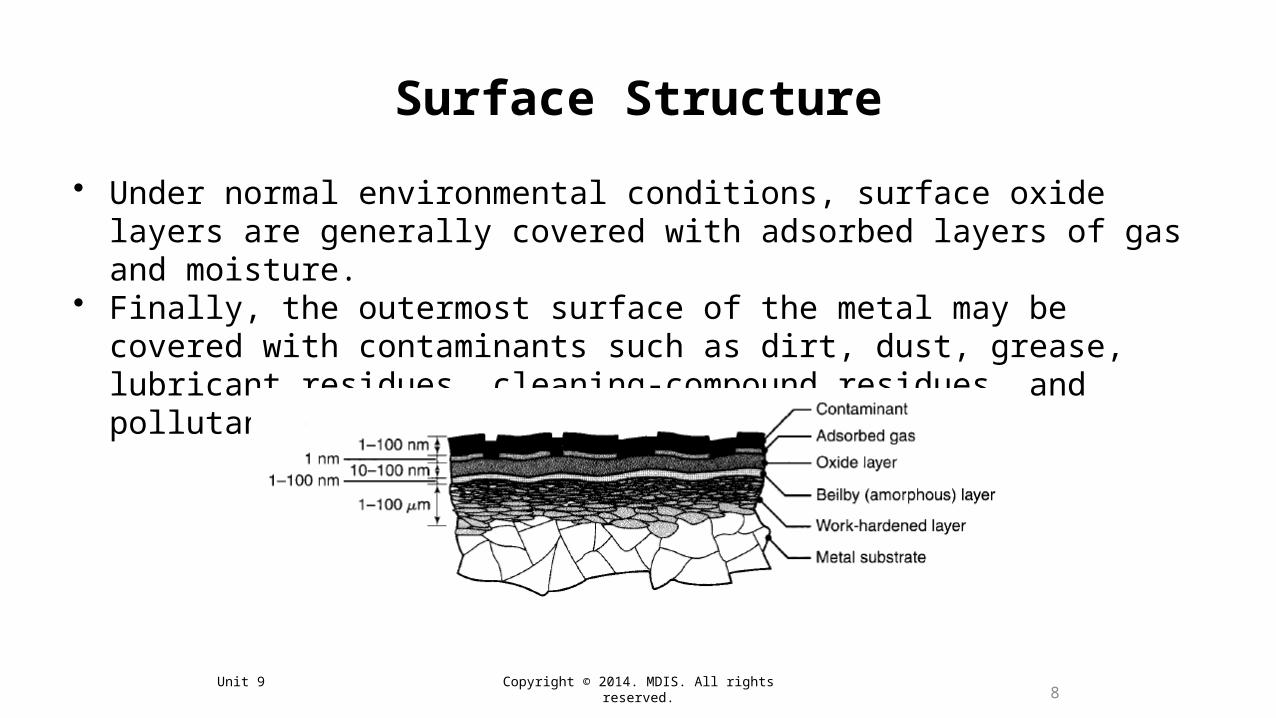
• Upon close examination of the surface of a piece of metal, it is found that it generally consists of several layers:
• The bulk metal (also known as the metal substrate) has a structure that depends on the composition and processing history of the metal.
• Above the bulk metal is a layer that usually has been deformed plastically and work hardened to a greater extent than the bulk during the manufacturing process.
• Unless the metal is processed and kept in an inert (oxygen-free) environment or is a noble metal (such as gold or platinum), an oxide layer forms over the work-hardened layer. The oxide on a metal surface is generally much harder than the base metal; hence, it is more abrasive. As a result, it has important effects on friction, wear, and lubrication.
8
Surface Structure
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Under normal environmental conditions, surface oxide layers are generally covered with adsorbed layers of gas and moisture.
• Finally, the outermost surface of the metal may be covered with contaminants such as dirt, dust, grease, lubricant residues, cleaning-compound residues, and pollutants from the environment.

9
Surface Texture and Roughness
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• The following guidelines have been established for identifying surface texture in terms of Well-defined and measurable quantities:
– Flaws or defects are random irregularities, such as scratches, cracks, holes, depressions, seams, tears, or inclusions.
– Lay (directionality) is the direction of the predominant surface pattern, usually visible to the naked eye.
– Roughness is defined as closely spaced, irregular deviations on a small scale; it is expressed in terms of its V height, width, and distance along the surface.
– Waviness is a recurrent deviation from a flat surface; it is A measured and described in terms of the space between adjacent crests of the waves (waviness width) and height between the crests and valleys of the waves (waviness height).
10
Surface Texture and Roughness
Unit 9 Copyright © 2014. MDIS. All rights reserved.
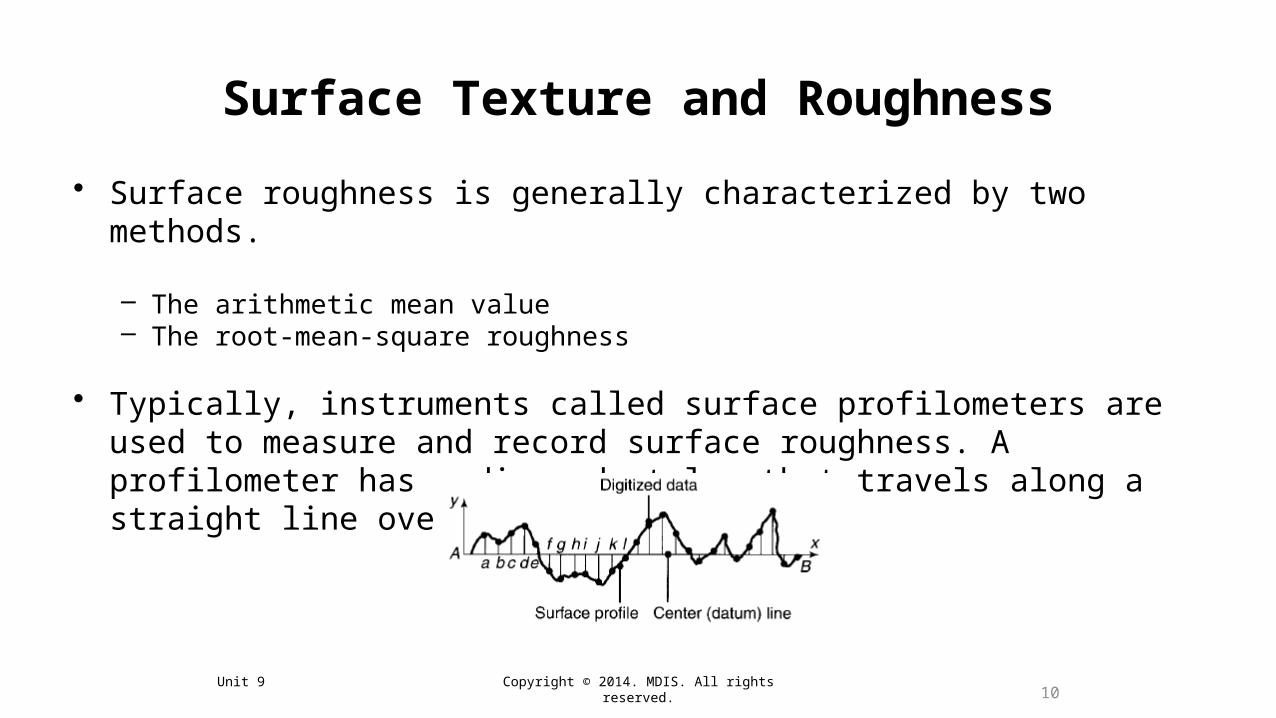
• Surface roughness is generally characterized by two methods.
– The arithmetic mean value– The root-mean-square roughness
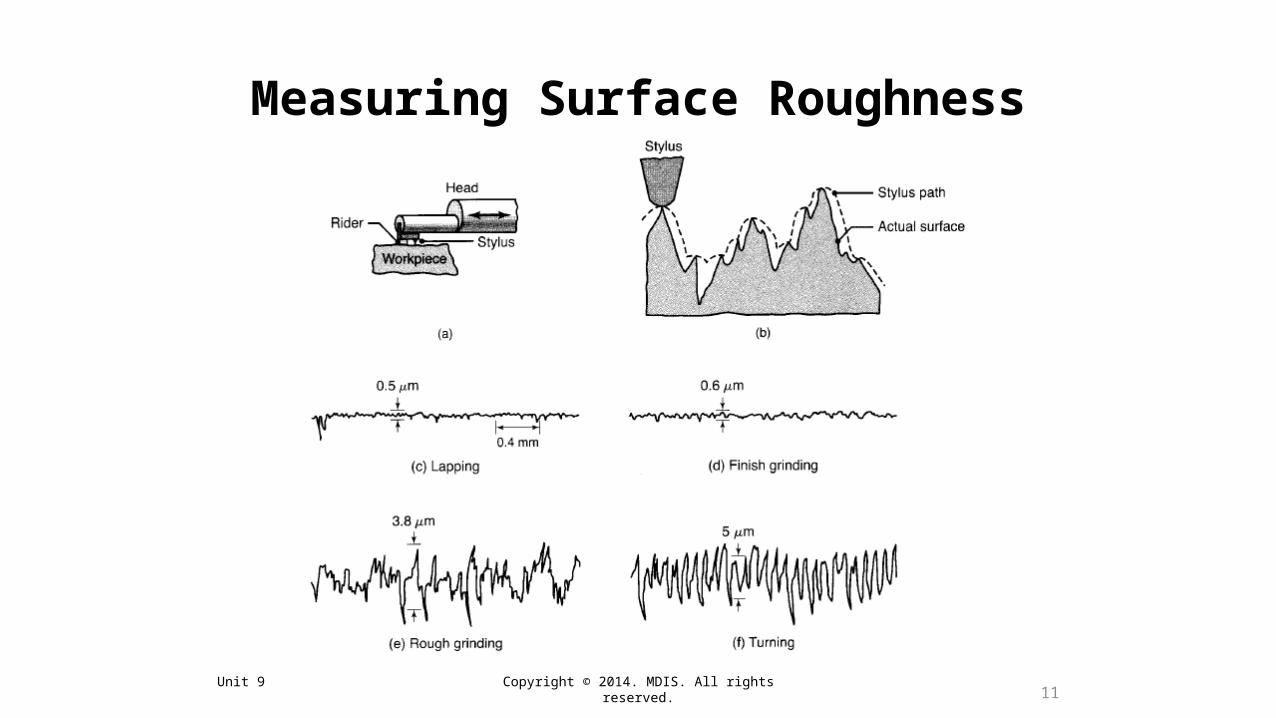
• Typically, instruments called surface profilometers are used to measure and record surface roughness. A profilometer has a diamond stylus that travels along a straight line over the surface
11
Measuring Surface Roughness
Unit 9 Copyright © 2014. MDIS. All rights reserved.
12
Measuring Surface Roughness
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• There is often a need to measure three-dimensional surface profiles. In the simplest case, this can be done with a surface profilometer that has the capability of indexing a short distance between traces. A number of other alternatives have been developed, two of which are optical interferometers and atomic-force microscopes.
• Optical-interference microscopes shine a light against a reflective surface and record the interference fringes that result from the incident and its reflected waves.
• Atomic-force microscopes (AFMS) are used to measure extremely smooth surfaces and even have the capability of distinguishing atoms on atomically smooth surfaces.

13
Friction
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Friction plays an important role in manufacturing processes because of the relative motion and the forces that always are present on tools, dies, and work pieces. Friction (a) dissipates energy, thus generating heat, which can have detrimental effects on an operation, and (b) impedes free movement at interfaces, thus significantly affecting the flow and deformation of materials in metalworking processes. However, friction is not always undesirable; for example, without friction, it would be impossible to roll metals, clamp work pieces on machines, or hold drill bits in chucks.
14
Friction
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• A commonly accepted theory of friction is the adhesion theory, based on the observation that two clean and dry surfaces, regardless of how smooth they are, contact each other at only a fraction of their apparent contact area.
• Another theory of friction is the abrasion theory, which is based on the notion that an asperity from a hard surface (such as a tool or a die) penetrates and plows through a softer surface (the work piece). Plowing may (a) cause displacement of the material and/or (b) produce small chips or slivers, as in cutting and abrasive processes. Other explanations for frictional behaviour have been suggested, but for most applications in manufacturing, adhesion and abrasion mechanisms are the most relevant.

15
Friction
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Almost all of the energy dissipated in overcoming friction is converted into heat, which raises surface temperature. A small fraction of the energy becomes stored energy in the plastically deformed surfaces.
• The temperature increases with increasing friction and sliding speed, decreasing thermal conductivity, and decreasing specific heat of the sliding materials. The interface temperature may be high enough to soften and even melt the surfaces and, sometimes, to cause microstructural changes in the materials involved.
• Temperature also affects the viscosity and other properties of lubricants, with a sufficiently high temperature causing their breakdown.

16
Friction
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Friction can be reduced through the selection of materials that have low adhesion (such as carbides and ceramics) and through the use of surface
• films and coatings. Lubricants (such as oils) or solid films (such as graphite) interpose an adherent film between the tool, die, and work piece.
17
Wear
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Wear changes the shapes of tools and dies and, consequently, affects the tool life, tool and die dimensions, and thus the quality of the parts produced. The importance of wear is evident in the number of parts and components that continually have to be replaced or repaired.
• Examples of Wear in manufacturing processes include dull drill bits that have to be reground, Worn cutting tools that have to be indexed or changed, tools and dies that have to be repaired or replaced, and countless other situations.
18
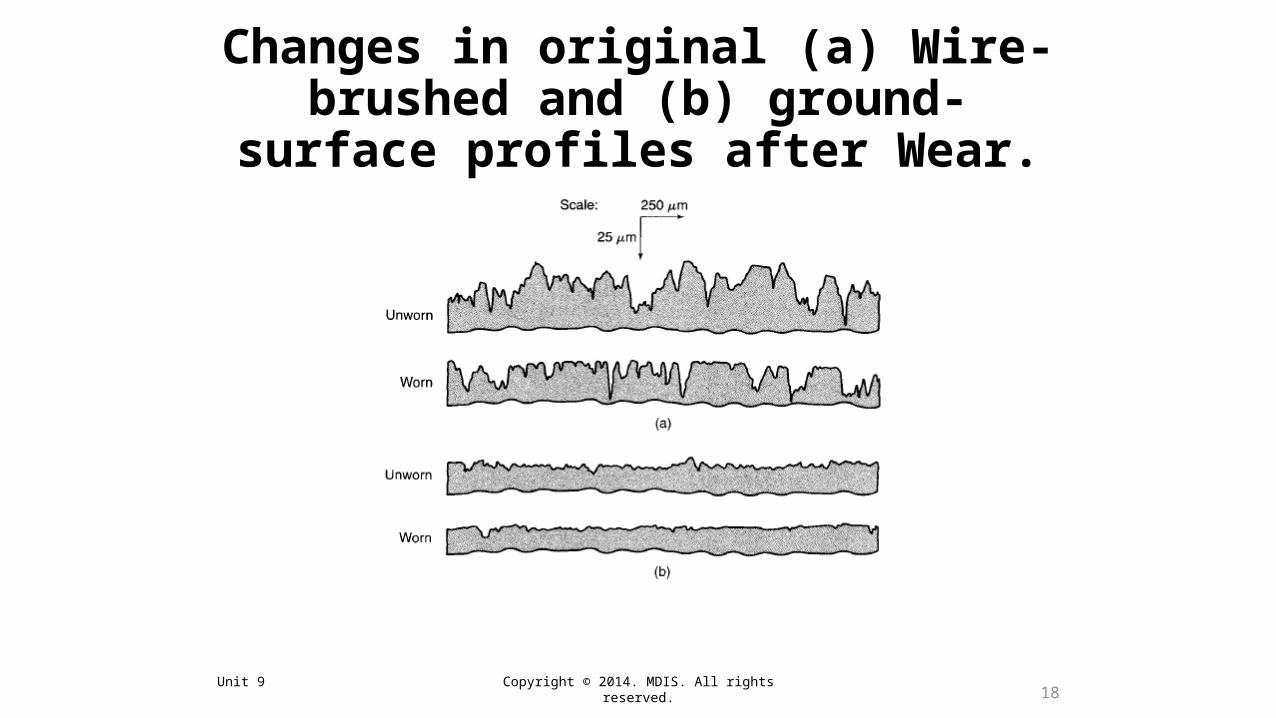
Changes in original (a) Wire-brushed and (b) ground-
surface profiles after Wear.
Unit 9 Copyright © 2014. MDIS. All rights reserved.
19
Types of Wear
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Adhesive Wear.• Abrasive Wear.• Corrosive Wear.• Fatigue Wear.• Erosion.• Fretting corrosion.• Impact Wear.
20
Lubrication
Unit 9 Copyright © 2014. MDIS. All rights reserved.
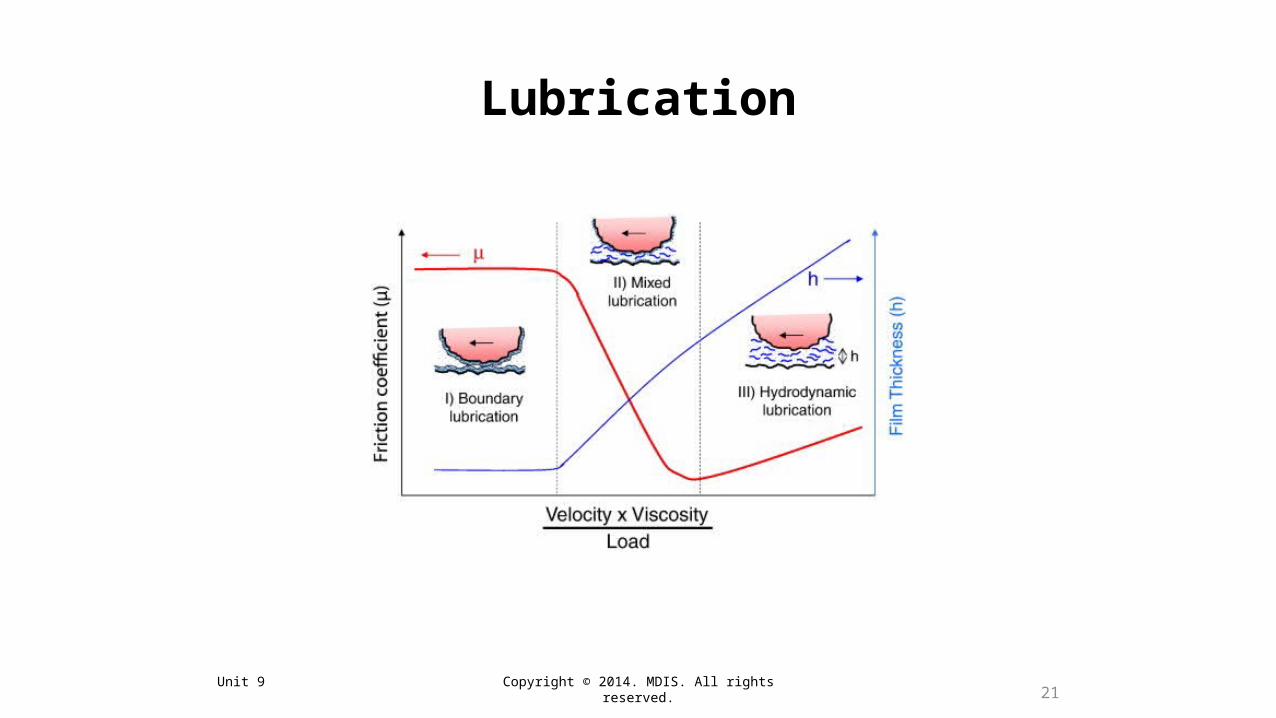
• There are four regimes of lubrication that are generally of interest in manufacturing operation:– Thick-film lubrication: the surfaces are separated completely by a film of lubricant and
lubricant viscosity is an important factor.– Thin-film lubrication: load between the die and the work piece increases or as the speed
and viscosity of the metalworking fluid decrease. This condition raises the friction at the sliding interfaces and results in slight wear.
– Mixed lubrication: A significant portion of the load is carried by the physical contact between the asperities of the two contacting surfaces. The rest of the load is carried by the fluid film trapped in pockets, such as the valleys between asperities.
– Boundary lubrication: The load is supported by contacting surfaces that are covered with a boundary film of lubricant a thin molecular lubricant layer.
21
Lubrication
Unit 9 Copyright © 2014. MDIS. All rights reserved.
22
Metalworking Fluids and Their Selection
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• The functions of a metalworking fluid are to:
– Reduce friction, thus reducing force and energy requirements and any rise in temperature.
– Reduce wear, thus reducing seizure and galling.– Improve material flow in tools, dies, and moulds.– Act as a thermal barrier between the work piece and its tool and die surfaces, thus
preventing work piece cooling in hot-working processes.– Act as a release or parting agent-a substance that helps in the removal or ejection of
parts from dies and moulds.
23
Friction
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Almost all of the energy dissipated in overcoming friction is converted into heat, which raises surface temperature. A small fraction of the energy becomes stored energy in the plastically deformed surfaces.
• The temperature increases with increasing friction and sliding speed, decreasing thermal conductivity, and decreasing specific heat of the sliding materials. The interface temperature may be high enough to soften and even melt the surfaces and, sometimes, to cause microstructural changes in the materials involved.
• Temperature also affects the viscosity and other properties of lubricants, with a sufficiently high temperature causing their breakdown.
24
Friction
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Almost all of the energy dissipated in overcoming friction is converted into heat, which raises surface temperature. A small fraction of the energy becomes stored energy in the plastically deformed surfaces.
• The temperature increases with increasing friction and sliding speed, decreasing thermal conductivity, and decreasing specific heat of the sliding materials. The interface temperature may be high enough to soften and even melt the surfaces and, sometimes, to cause microstructural changes in the materials involved.
• Temperature also affects the viscosity and other properties of lubricants, with a sufficiently high temperature causing their breakdown.
Surface TreatmentsCoatings, and
Cleaning
25

26
Need for surface treatment
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• After a part is manufactured, some of its surfaces may have to be processed further in order to ensure that they receive certain properties and characteristics, It may be necessary to perform surface treatments in order to:
• Improve resistance to wear erosion, and indentation. Wear surfaces of machinery, and shafts, rolls, cams, and gears).
• Control friction (on sliding surfaces of tools, dies, bearings, and machine• Ways) • Reduce adhesion (of electrical contacts)• Improve lubrication (surface modification to retain lubricants)• Improve resistance to corrosion and oxidation (on sheet metals for
automobile bodies, gas-turbine components, food packaging, and medical devices)
27
Mechanical Surface Treatments
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Shot Peening: The work piece surface is impacted repeatedly with a large number of cast steel, glass, or ceramic shot (small balls), which make overlapping indentations on the surface.
• Laser Shot Peening: The work piece surface is subjected to planar laser shocks (pulses) from high-power lasers. This surface-treatment process produces compressive residual-stress layers that are typically 1 mm deep with less than 1% of cold working of the surface.
• Water-jet Peening:• Ultrasonic Peening.• Roller Burnishing.• Explosive Hardening.

28
Mechanical Plating and Cladding
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Mechanical Plating: Fine metal particles are compacted over the work piece surfaces by glass, ceramic, or porcelain beads that are propelled by rotary means (such as tumbling). This process, which is basically one of cold-welding particles onto a surface, typically is used for hardened-steel parts for automobiles, with plating thickness usually less than 25 um.
• Cladding: Metals are bonded with a thin layer of corrosion-resistant metal through the application of pressure by rolls or other means
• Laser cladding: Consists of the fusion of a different material over the substrate. It has been applied successfully to metals and ceramics, especially for enhanced friction and good wear behaviour of the components.
29
Case Hardening and Hard Facing
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Surfaces may be hardened by thermal means in order to improve their frictional and wear properties, as well as their resistance to indentation, erosion, abrasion, and corrosion.
• Case Hardening: Traditional methods of case hardening (carburizing, carbonitriding, cyaniding, nitriding, flame hardening, and induction hardening)
• Hard Facing: In this process, a relatively thick layer, edge, or point of wear resistant hard metal is deposited on the work piece surface by the fusion-welding techniques.
• Spark Hardening: Hard coatings of tungsten, chromium, or molybdenum carbides can be deposited by an electric arc in a process called spark hardening, electric spark hardening, or electrospark deposition.

30
Thermal Spraying
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Thermal spraying is a series of processes in which coatings of various metals, alloys, carbides, ceramics, and polymers are applied to metal surfaces by a spray gun with a stream heated by an oxyfuel flame, an electric arc, or a plasma arc.
• Typical applications of thermal spraying include aircraft engine components (such as those used in rebuilding worn parts), structures, storage tanks, tank cars, rocket motor nozzles, and components that require resistance to wear and corrosion.
• The source of energy in thermal-spraying processes is of two types: combustion and electrical.

31
Vapour Deposition
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Vapour deposition is a process in which the substrate (work piece surface) is subjected to chemical reactions by gases that contain chemical compounds of the material to be deposited. The coating thickness is usually a few microns.
• The deposited materials can consist of metals, alloys, carbides, nitrides, borides, ceramics, or oxides. Control of the coating composition, thickness, and porosity are important. The substrate may be metal, plastic, glass, or paper.
• Typical applications for vapour deposition are the coating of cutting tools, drills, reamers, milling cutters, punches, dies, and wear surfaces.
• There are two major vapour-deposition processes: physical vapour deposition and chemical vapour deposition.
32
lon Implantation and Diffusion Coating
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• In ion implantation, ions (charged atoms) are introduced into the surface of the work piece material. The ions are accelerated in a vacuum to such an extent that they penetrate the substrate to a depth of a few microns. Ion implantation (not to be confused with ion plating) modifies surface properties by increasing surface hardness and improving resistance to friction, wear, and corrosion.
• The process can be controlled accurately, and the surface can be masked to prevent ion implantation in unwanted locations.
• Ion implantation is particularly effective on materials such as aluminium, titanium, stainless steels, tool and die steels, carbides, and chromium coatings. The process is typically used on cutting and forming tools, dies and moulds, and metal prostheses, such as artificial hips and knees.
33
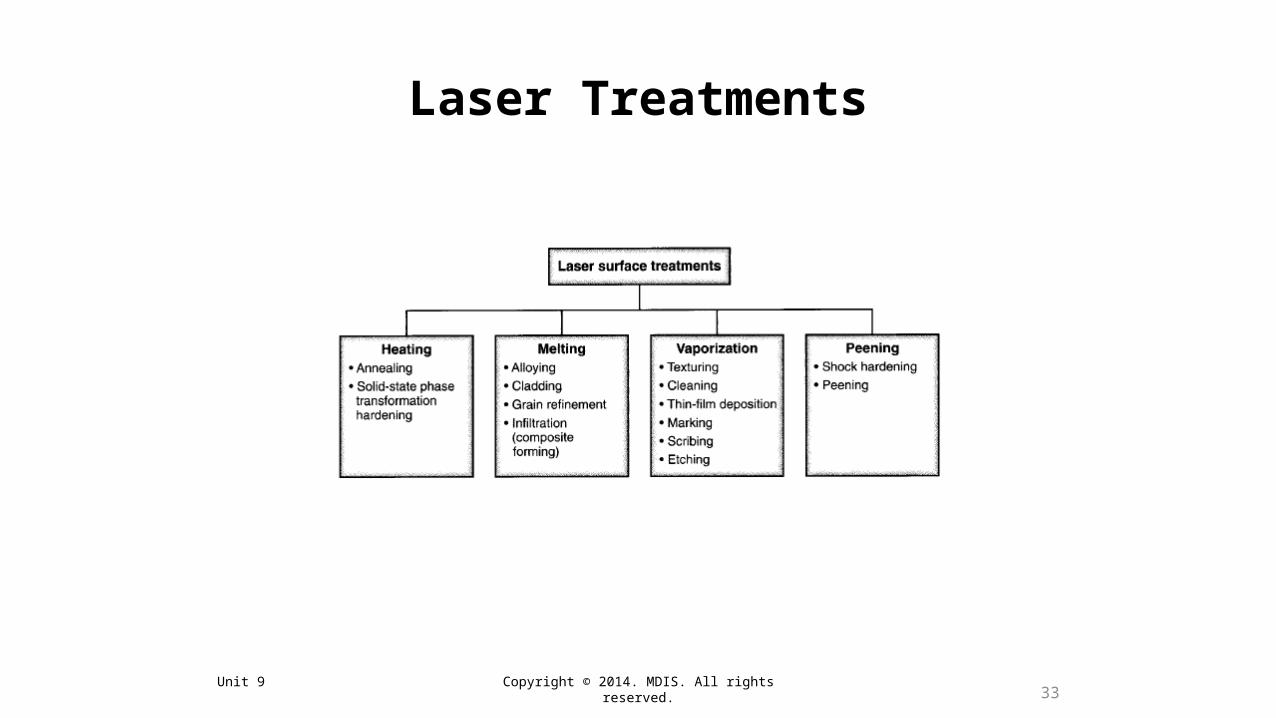
Laser Treatments
Unit 9 Copyright © 2014. MDIS. All rights reserved.
34
Electroplating, Electroless Plating,and Electroforming
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Electroplating: In electroplating, the work piece (cathode) is plated with a different metal (anode), which is transferred through a Water-based electrolytic solution.
• Electroless Plating: This process is carried out by a chemical reaction and without the use of an external source of electricity.
• Electroforming: A variation of electroplating, electroforming actually is a metal fabricating process. Metal is electrodeposited on a mandrel (also called a mold or a matrix), which is then removed; thus, the coating itself becomes the product. Both simple and complex shapes can be produced by electroforming, with wall thicknesses as small as 0.025 mm.
35
Conversion Coatings
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Conversion coating, also called chemical-reaction priming, is the process of producing a coating that forms on metal surfaces as a result of chemical or electrochemical reactions. Various metals (particularly steel, aluminium, and zinc) can be conversion coated. Oxides that naturally form on their surfaces represent a form of conversion coating.
• Anodizing: This is an oxidation process (anodic oxidation) in which the work piece surfaces are converted to a hard and porous oxide layer that provides corrosion resistance and a decorative finish.
• Colouring: Involves processes that alter the colour of metals, alloys, and ceramics. This change is caused by the conversion of surfaces (by chemical, electrochemical, or thermal processes) into chemical compounds such as oxides, chromates, and phosphates.
36
Hot Dipping
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• In hot dipping, the work piece (usually steel or iron) is dipped into a bath of molten metal, such as (a) zinc, for galvanized-steel sheet and plumbing supplies; (b) tin, for tinplate and tin cans for food containers; (c) aluminium (aluminizing); and (d) terne, an alloy of lead with 10 to 20% tin. Hot-dipped coatings on discrete parts provide long-term corrosion resistance to galvanized pipes, plumbing supplies, and many other products.
37
Porcelain Enamelling; Ceramicand Organic Coatings
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Metals can be coated with a variety of glassy (vitreous) coatings to provide corrosion and electrical resistance, and protection at elevated temperatures. These coatings usually are classified as porcelain enamels and generally include enamels and ceramics.
• Enamels: Porcelain enamels are glassy inorganic coatings that consist of various metal oxides and are available in various colours and transparencies. Ceramic Coatings: Materials such as powders of hard metals, aluminium oxide, and zirconium oxide are applied to a substrate at room temperature by means of binders.
• Organic Coatings: Metal surfaces can be coated or percolated with a variety of organic coatings, films, and laminates to improve appearance and corrosion resistance.
38
Diamond Coating and Diamond-like Carbon
Unit 9 Copyright © 2014. MDIS. All rights reserved.
• Examples of diamond-coated products are scratchproof windows (such as• those used in aircraft and military vehicles for protection in sandstorms);
sunglasses; cutting tools (such as inserts, drills, and end mills); Wear faces of micrometres and callipers; surgical knives; razors; electronic and infrared heat seekers and sensors; light-emitting diodes; diamond-coated speakers for stereo systems; turbine blades; and fuel-injection nozzles.