universidad de chile - tesis.uchile.cl · una de las respuestas a esta crisis que se avecina es el...
TRANSCRIPT

UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS DEPARTAMENTO DE INGENIERIA QUÍMICA Y BIOTECNOLOGÍA
ESTUDIO DE CATALIZADORES SOPORTADOS DE COBRE PARA LA PRODUCCIÓN DE HIDRÓGENO A PARTIR DE ETANOL
MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL QUÍMICO
KATHERINE ALEJANDRA ROJAS JARA
PROFESOR GUÍA: FRANCISCO GRACIA CAROCA
MIEMBROS DE LA COMISIÓN:
PAULO ARAYA FIGUEROA RAUL QUIJADA ABARCA
1

SANTIAGO DE CHILE SEPTIEMBRE 2006
2
RESUMEN DE LA MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL QUIMICO POR: KATHERINE ROJAS J.
FECHA: 20/09/2006 PROF. GUÍA: SR. FRANCISCO GRACIA
ESTUDIO DE CATALIZADORES SOPORTADOS DE COBRE PARA LA
PRODUCCIÓN DE HIDRÓGENO A PARTIR DE ETANOL La crisis energética actual, provocada por la dependencia de los combustibles fósiles, ausencia de alternativas viables y agotamiento de las reservas de petróleo, ha generado repercusiones tanto económicas como ambientales. Una de las respuestas a esta crisis que se avecina es el uso de hidrógeno como fuente de energía y su transformación en electricidad por medio de las llamadas pilas de combustible. Dentro de esta temática se plantea como objetivo general del presente trabajo de título estudiar diversos sistemas de catalizadores de cobre soportados en circonia, determinando sus actividades y selectividad en la producción de hidrógeno a partir de la reacción de reformado de etanol con vapor de agua. Los catalizadores estudiados fueron preparados a través de cuatro métodos: (i) impregnación sobre soporte calcinado, (ii) impregnación sobre soporte reflujado en solución de NH3 al 25% en masa, (iii) impregnación sobre soporte reflujado en solución de NaOH 0.5 M, e (iv) impregnación en reflujo. Los soportes fueron calcinados a 700ºC y los catalizadores a 500ºC, ambos por tres horas. Para las experiencias de actividad se utilizó un reactor tubular continuo con 0.2 gr. de carga de catalizador diluido en 0.2 gr. de soporte, determinando su actividad en una mezcla de 35% v/v de etanol y 35% v/v de agua balanceada en He, con un flujo total de 100 cc/min, aumentando la temperatura en el reactor de 100ºC hasta 600ºC. Los catalizadores fueron caracterizados a través de sorptometría de N2 y reducción por temperatura programada. Los resultados analizados muestran que el catalizador con mejores resultados de actividad es 6% CuO/ZrO2 preparado en reflujo, seguido de 6% CuO/ZrO2 impregnado en soporte reflujado en NH3. La influencia de la proporción agua:etanol fue estudiada en estos dos catalizadores, encontrándose que a mayor presencia de agua aumenta la conversión de etanol y la selectividad a hidrógeno. También se estudió el efecto de la dilución del catalizador en soporte, determinándose que la mayor dilución aumenta los niveles de actividad exhibidos por el catalizador, pero con un brusco descenso de ésta al final de la reacción. También se estudió la actividad para la reacción de reformado de etanol de otros sistemas catalíticos, en los cuales se determinó que comparada con la alúmina, la circonia presenta propiedades que la hacen mejor soporte para esta reacción. Los catalizadores de níquel y cobalto soportados en circonia presentan buenos niveles de conversión de etanol a altas temperaturas y similares entre sí. Comparado con el cobre presentan un comportamiento distintos, siendo efectivos a diferentes temperaturas, por lo que se recomienda su utilización combinada, pero en diferentes etapas de la reacción. Los catalizadores de cobre son principalmente efectivos para la reacción de deshidrogenación de etanol, presentando mayor selectividad a la producción de hidrógeno y acetaldehído, aunque de todos modos se observa la presencia de subproductos como CO y CH4.
3

AGRADECIMIENTOS
Ufffff!!!!! Creí que nunca iba a estar escribiendo esto. Estoy feliz, siento una enorme
satisfacción y alegría por la etapa cumplida, pero también tristeza y nostalgia por los momentos
vividos durante este tiempo. También tengo miedo, me asusta no saber lo que se viene ahora,
trabajar?, descansar?, o seguir estudiando? Bueno, en el camino se verá (pero creo que la tercera
alternativa queda descartada por ahora).
En este momento tan especial es imposible no recordar. Tuve la suerte de hacer muy
buenos amigos, cada uno con algo especial. No quiero nombrarlos, no tengo necesidad de hacerlo
porque ellos saben quienes son y lo que significan para mí, además ya me está dando pena,
porque esto parece una despedida!!!! Bueno chicas químicas no se pongan tristes, cuando quieran
nos podemos juntar, siempre estaré dispuesta a bailar un reggaeton con ustedes (o lo que esté de
modo en ese momento), las quiero mucho amigas.
No puedo dejar de mencionar al Team Catálisis, gracias a todos por la buena disposición a
ayudarme y enseñarme, y mil gracias más por su alegría y compañerismo.
A toda la gente que hace al departamento, los auxiliares, secretarias, profesores, alumnos,
compañeros. Todos de alguna manera contribuyen en nuestra formación, quizás con un simple
saludo o una sonrisa que te alegran el día.
Finalmente quiero agradecer a mi familia (aquí si que voy a llorar, es mi punto débil), a
mis papás, mis hermanos y mi amorcito, por su apoyo y comprensión, sobre todo en épocas
difíciles (como esta). Gracias papis por el esfuerzo, amor y dedicación que nos han entregado.
Gracias hermanos por su alegría, ternura y amistad. Gracias amorcito por estar a mi lado en todo
momento.
4

Porque veo al final de mi camino, que yo fui el arquitecto de mi propio destino.
A mis padres, con amor.
5

TABLA DE CONTENIDOS
CAPÍTULO 1: INTRODUCCIÓN .............................................................................................. 8 1.1 Antecedentes Generales................................................................................................... 8 1.1
1.1.1 Producción de Hidrógeno ..................................................................................... 10 1.1.2 Hidrógeno para Celdas de Combustible ............................................................... 12
1.2 Antecedentes Bibliográficos.......................................................................................... 16
1.2.1 Consideraciones Termodinámicas ........................................................................ 17 1.2.2 Catalizadores para el reformado de etanol........................................................... 20
1.3 Objetivos........................................................................................................................ 27
1.3.1 Objetivo General ................................................................................................... 27 1.3.2 Objetivos Específicos............................................................................................. 27
CAPÍTULO 2: METODOLOGÍA ............................................................................................. 28
2.1 Nomenclatura................................................................................................................. 28 2.2 Preparación de los Catalizadores................................................................................... 28
2.2.1 Impregnación sobre soporte calcinado ................................................................. 28 2.2.2 Impregnación sobre soporte reflujado en solución de NH3 al 25% en masa........ 29 2.2.3 Impregnación sobre soporte reflujado en solución de NaOH 0.5 M .................... 30 2.2.4 Reflujo.................................................................................................................... 31 2.2.5 Calcinación de los catalizadores........................................................................... 31
2.3 Determinación de las Actividades de los Catalizadores................................................ 32
2.3.1 Equipo.................................................................................................................... 32 2.3.2 Activación de los Catalizadores ............................................................................ 34 2.3.3 Medidas de Actividad ............................................................................................ 35
2.4 Caracterización de los Catalizadores............................................................................. 36
2.4.1 Área Superficial BET............................................................................................. 36 2.4.2 Reducción por Temperatura Programada (TPR).................................................. 39
6

CAPÍTULO 3: RESULTADOS Y DISCUSIONES.................................................................. 41 3.1 Actividades de catalizadores CuO/ZrO2 preparados por distintos métodos.................. 41 3.2 Caracterización de los catalizadores.............................................................................. 45 3.3 Efecto de la dilución del catalizador en la actividad. .................................................... 48
3.3.1 Catalizador 6% CuO/ZrO2 impregnado en soporte reflujado en NH3. ................ 48 3.3.2 Catalizador 6% CuO/ZrO2 preparado en reflujo.................................................. 50
3.4 Efecto de la proporción agua/etanol en la actividad catalítica. .................................... 51
3.4.1 Catalizador 6% CuO/ZrO2 impregnado en soporte reflujado en NH3.................. 51 3.4.2 Catalizador 6% CuO/ZrO2 preparado en reflujo.................................................. 58
3.5 Estudio y comparación de otros sistemas catalíticos..................................................... 64
CAPÍTULO 4: CONCLUSIONES............................................................................................. 66 CAPÍTULO 5: BIBLIOGRAFÍA............................................................................................... 69 CAPÍTULO 6: APÉNDICES...................................................................................................... 72
APÉNDICE A: Cálculos para la preparación de los catalizadores ........................................... 72 APÉNDICE B: Determinación de la conversión de etanol ....................................................... 74 APÉNDICE C: Determinación de la selectividad. .................................................................... 76
7
CAPÍTULO 1: INTRODUCCIÓN
11..11 Antecedentes Generales
La demanda energética mundial actual se ve cubierta en más de un 87% por combustibles
fósiles como el carbón, petróleo y gas natural. Esta dependencia tiene importantes repercusiones
tanto económicas como ambientales. Por el lado económico cabe destacar que su producción
centralizada en determinadas zonas del mundo, está gobernada por factores esencialmente
políticos, lo que resulta en precios volátiles y elevados. Así mismo, en ausencia de alternativas
viables, el agotamiento de las reservas de petróleo, estimadas en no más de 40 años, resultará en
un encarecimiento progresivo hasta niveles tales que afecten el desarrollo económico global.
La contaminación del aire y el calentamiento global son problemas ambientales serios,
que pueden causar cambios climáticos irreversibles y daños irreparables al medio ambiente. En
las áreas urbanas, el sector de transporte es uno de los principales contribuidores a la
contaminación del aire. Desde el punto de vista ambiental, la combustión de combustibles fósiles
constituye el principal causante de la emisión de gases de efecto invernadero (dióxido de
carbono), responsables del efecto de calentamiento global que sufre nuestro planeta.
Se cree que el incremento de CO2 en la atmósfera es debido a las alteraciones que las
actividades humanas producen en el ciclo biogeoquímico del carbono ya que, por una parte, en la
combustión de combustible fósiles y en los incendios forestales se producen grandes cantidades
de CO2, y por otra parte, estos mismos incendios y la tala progresiva de bosques, que produce una
disminución de las masas forestales mundiales, la degradación del suelo y la creciente
desertificación, producen una disminución de la tasa de la absorción total del CO2 presente en la
atmósfera por la vegetación.
El incremento de la concentración del CO2 en la atmósfera puede alterar la temperatura de
la Tierra debido a que el CO2 es transparente a la radiación solar recibida del sol, dejándola pasar
libremente, pero absorbe la radiación infrarroja emitida desde la tierra. El efecto total es que
cuanto mayor sea la concentración de CO2 en la atmósfera, mayor es la cantidad de energía
recibida por la Tierra desde el Sol que queda atrapada en la atmósfera en forma de calor. Este
8
fenómeno que se conoce con el nombre de efecto invernadero produciría un recalentamiento de
la atmósfera.
Se ha estimado que, de duplicarse la concentración actual de CO2 en la atmósfera, podría
aumentar en dos o tres grados centígrados la temperatura de la misma. En las zonas lluviosas se
incrementarán las precipitaciones y las zonas áridas serán aún más áridas, mientras que los hielos
polares comenzarán a derretirse.
El dióxido de carbono, tal como se explicó, es el contribuidor principal para el efecto
invernadero. Cada galón de gasolina quemada en un automóvil produce 20 libras de dióxido de
carbón. El sector transporte es responsable de un tercio de todas las emisiones de dióxido de
carbono.
Esta situación no resulta sostenible a mediano plazo y se apunta de forma insistente a la
necesidad de preparar una transición controlada hacia una nueva forma de producción y consumo
energético que sea limpio, seguro y fiable. Una de las respuestas a esta crisis que se avecina es el
uso de hidrógeno como fuente de energía y su transformación en electricidad por medio de las
llamadas pilas de combustible.
Así, el término economía del hidrógeno responde a una visión de futuro donde este gas,
generado de forma limpia y económica, serviría para alimentar el grueso de las necesidades
energéticas de la sociedad. Esta propuesta reduciría la dependencia actual sobre los combustibles
fósiles, ya que el hidrógeno podría ser generado a partir de otras fuentes primarias como las
renovables o la nuclear. Igualmente se disminuiría la contaminación atmosférica y la emisión de
gases de efecto invernadero, puesto que el uso del hidrógeno en celdas de combustibles, en las
que la energía química es convertida a electricidad, genera agua como único residuo.
9

1.1.1 Producción de Hidrógeno
En la actualidad, aproximadamente el 96% de la producción mundial de hidrógeno se
obtiene a partir de materias primas fósiles. Todos estos métodos pasan por la obtención de gas de
síntesis mediante alguno de los siguientes procesos, cuyas reacciones principales se describen a
continuación:
• Reformado con vapor de gas natural o naftas ligeras:
CH4 + H2O ↔ CO + 3H2 CO + H2O ↔ CO2 + H2 CH4 + CO2 ↔ 2CO + 2H2
• Oxidación de fracciones petrolíferas pesadas y (gasificación) carbón:
OHmnCOOmnHC mn 22 24
2+→
++ 22 2
2 HmnnCOOnHHC mn+
+→+
42
2
22
1
CHHC
COOC
↔+
→+
Como se puede ver, el gas de síntesis consiste en mezclas de hidrógeno, monóxido de
carbono (productos principales), dióxido de carbono, vapor de agua añadido en exceso y otros
productos formados en reacciones secundarias. La proporción entre los distintos componentes
depende tanto de las materias primas empleadas como del proceso de obtención. Es necesario
eliminar los componentes restantes hasta conseguir el hidrógeno de suficiente pureza para las
posteriores aplicaciones, que pueden ser tan exigentes como algunas celdas de combustible que
requieren valores muy altos.
Un proceso alternativo que actualmente supone el 4% de la producción mundial de
hidrógeno es mediante electrólisis del agua. No obstante, se prevé un aumento importante de esta
vía, ya que actualmente se pretende que el hidrógeno sustituya a los combustibles fósiles como
fuente de energía. Por tanto, es lógico intentar desligar completamente el hidrógeno de dicho tipo
de materias primas. Un factor a considerar son los recientes desarrollos de aplicar energías
baratas a la electrolisis del agua, como la fotovoltaica o la eólica [1].
22
22
HCOOHCO
+↔+OC →+
222
2 2HCOOHCO
COCOC+↔+
↔+C
10

Los equipos utilizados más habituales son los electrolizadores alcalinos, que emplean
como electrolito una disolución alcalina, típicamente disoluciones de hidróxido potásico. Las
reacciones que tienen lugar en estos sistemas son las siguientes:
Cátodo
222
22
22
21
2212
222
OHOH
eOHOOH
eOHHOH
+→
++→
−+→−−
−−
Ánodo
Celda
Las investigaciones sobre la electrolisis clásica se dirigen al desarrollo de electrolizadores
de halogenados y de membrana de intercambio protónico. También existen líneas de
investigación sobre métodos electrolíticos no convencionales como la electrolisis de vapor a alta
temperatura (900-1000 ºC). Este método tiene la ventaja de que proporciona la energía de
reacción necesaria en forma de calor y electricidad. Otras investigaciones se dirigen a la
electrolisis reversible del ácido bromhídrico. La energía eléctrica necesaria para disociar esta
molécula es la mitad que en el caso de la molécula de agua. Una línea que está despertando
especial interés en EE.UU. es la producción fotoelectroquímica. Este sistema es capaz de dividir
la molécula de agua en hidrógeno y oxígeno, usando sólo la luz solar. A diferencia de los
sistemas fotovoltaicos, éstos no necesitan cableado o convertidores externos. El sistema de
recolección de radiación solar es capaz de generar suficiente voltaje para descomponer el agua
[1].
En la misma línea de independizar la obtención del hidrógeno de las materias primas
fósiles, la biomasa, al ser renovable, es una de las fuentes más prometedoras. Los estudios más
avanzados se basan en su gasificación combinada con conversión basada en la reacción de
desplazamiento de monóxido de carbono (CO + H2O ↔ CO2 + H2).
Como la biomasa tiene un mayor contenido en volátiles (70-86% en base seca) que el
carbón (hasta un 30%), la primera etapa de pirólisis de la gasificación juega un papel más
importante con la biomasa. Se produce el craqueo térmico de la fase gaseosa formada, reduciendo
los niveles de alquitrán, que se gasifica en la segunda etapa del proceso mediante reacciones con
oxígeno, vapor e hidrógeno. Parte del alquitrán sin convertir puede quemarse para liberar el calor
necesario para las reacciones de pirólisis endotérmicas.
11

En la Figura 1.1 se esquematizan los principales métodos actuales de producción
de hidrógeno, distribuidos por fuente de energía primaria:
FIGURA 1.1: Producción mundial de hidrógeno
1.1.2 Hidrógeno para Celdas de Combustible
Con el propósito de reducir las emisiones de los gases responsables del efecto
invernadero, en particular el CO2, se están realizando grandes esfuerzos en todo el mundo con la
intención de introducir en el mercado vehículos que utilicen hidrógeno como combustible y una
celda de combustible en reemplazo de los motores de combustión interna convencionales. La
mayor razón de este interés es la elevada eficiencia energética de las celdas de combustibles con
un promedio de alrededor del 85% en algunos casos.
Las celdas de combustibles se definen como un dispositivo electroquímico que transforma
la energía química almacenada en el combustible directamente en energía eléctrica. El dispositivo
es conceptualmente muy simple; una celda de combustible individual está formada por dos
electrodos separados por un electrolito que permite el paso de iones pero no de electrones. En el
electrodo negativo tiene lugar la oxidación del combustible y en el positivo la reducción del
oxígeno del aire. Las reacciones que tienen lugar son las que se indican a continuación:
4::
CátodoÁnodo
OHeHO
eHH
22
2
244
42
→++
+→−+
−+
OHOH 222 22 →
+:Re Globalacción
12

Existen diversos tipos de pilas de combustible, clasificadas de acuerdo con el electrolito
empleado y su temperatura de trabajo. Las más adecuadas para aplicación en tracción eléctrica de
vehículos son las pilas de electrolito polimérico, también conocidas como de membrana
intercambiadora de protones (PEM según sus siglas en inglés). Como su nombre indica, el
electrolito de estas pilas poliméricas, está constituido por una membrana de un polímero especial,
conductor de protones (H+). Actualmente el polímero más utilizado para el desarrollo de este tipo
de pilas es el Nafion® (marca registrada de DuPont), un polímero perfluorado con grupos
sulfonato polares.
Las pilas de combustible de membrana polimérica (PEM) son adecuadas para fuentes
móviles debido, entre otras razones, a que operan a temperaturas relativamente bajas (80–100
ºC). Como desventaja, operar a estas temperaturas facilita la adsorción de CO en el electrodo de
platino de la pila, disminuyendo su eficiencia. Por esta razón, el hidrógeno que ingresa al ánodo
debe tener una baja concentración de CO.
En la Figura 1.2 se ilustra, mediante un esquema sencillo, el ensamblaje de los procesos
individuales que integran el dispositivo completo de producción de energía eléctrica para
accionar el motor del automóvil.
FIGURA 1.2: Utilización de H2 en celdas de combustible
13

El hidrógeno obtenido de la electrólisis tiene la ventaja de estar libre de CO. Sin embargo,
para que el vehículo tenga suficiente autonomía y debido a su muy baja densidad energética en
base volumétrica en relación a los combustibles fósiles, el hidrógeno debe ser almacenado en
tanques a muy alta presión (60000 kPa) o, en forma líquida, a muy bajas temperaturas (- 253 ºC).
Ambas alternativas son costosas, peligrosas y consumen energía.
Por otra parte, si el hidrógeno es producido a partir de hidrocarburos o alcoholes por el
proceso de reformado con vapor, es necesaria una purificación posterior con el objeto de reducir
la concentración de CO a los niveles exigidos por la pila.
Si bien el hidrógeno es actualmente producido por reformado con vapor de derivados del
petróleo, en particular del gas natural, este procedimiento incrementa la concentración de dióxido
de carbono en la atmósfera. La posibilidad de utilizar alcohol en lugar de gas natural se ha
transformado en una alternativa promisoria y es objeto de una creciente atención a nivel mundial,
debido especialmente a que un vehículo debería entonces contar con un tanque con alcohol en
lugar de un tanque con hidrógeno.
En el contexto mundial actual se requiere de un ciclo global de producción de energía
que sea limpio y sostenible. Bajo esta perspectiva, el etanol satisface la mayor parte de estas
exigencias ya que es fácil producir, y es también seguro para manejar, transportar y almacenar.
La motivación de escoger etanol como generador de hidrógeno es que éste posee una
variedad de ventajas. Algunas de ellas son que el etanol puede obtenerse de materia prima
renovable como la caña de azúcar, maíz, e incluso de desechos agroindustriales, de modo que, la
producción de hidrógeno a partir de bio-etanol tiene la ventaja de ser neutro en dióxido de
carbono ya que el CO2 producido es consumido por la biomasa en crecimiento generando
prácticamente un ciclo cerrado de carbono, por lo que no causaría impacto ambiental sobre
emisiones de gases invernadero. Por otro lado, el etanol se encuentra libre de venenos de
catalizadores como el azufre, es económico y contiene un alto nivel de hidrógeno.
14

El proceso global de convertir la energía solar absorbida por la biomasa en hidrógeno es
representado en la Figura 1.3.
FIGURA 1.3: Producción de H2 a partir de biomasa
15
1.2 Antecedentes Bibliográficos
Se acostumbra a definir el catalizador como una sustancia que aumenta la velocidad de
una reacción y permanece sin alterarse químicamente. Originalmente se pensaba que el
catalizador no intervenía en la reacción, pero en realidad se ha comprobado que participa
activamente en la transformación química.
En términos estrictos, cualquier sólido puede alterar la velocidad de una reacción química
gaseosa. Si lo hace en forma positiva recibe el nombre de catalizador y si la alteración es negativa
se denomina inhibidor o veneno.
Un buen catalizador debe reunir varias propiedades para ser de interés en un proceso
químico. Las más importantes son:
Actividad: la actividad puede definirse como la propiedad de aumentar la velocidad de la
reacción con respecto a la manifestada sin catalizador, en las mismas condiciones de temperatura,
presión, concentración, etc.
Selectividad: es la propiedad del catalizador de favorecer el mayor rendimiento de
determinada especie entre un conjunto de productos de la reacción. Algunos reactivos,
especialmente los de naturaleza orgánica, dan origen a reacciones paralelas o sucesivas que
permiten obtener una mezcla de productos cuya separación no siempre es fácil o económica. Un
catalizador de alta selectividad da un buen rendimiento del producto de interés y reduce la
formación de especies secundarias.
Estabilidad: es la propiedad del catalizador de mantener sus cualidades, en especial la
actividad y selectividad, durante un tiempo de uso suficiente para aplicarlo industrialmente. En
general, el catalizador pierde eficacia con el tiempo debido a cambios físicos o químicos
ocurridos durante la reacción.
16

1.2.1 Consideraciones Termodinámicas
Los trabajos vinculados al reformado de etanol con vapor se han comenzado a difundir
más recientemente. Las temperaturas que se requieren (500-700ºC) son mas altas que las del
reformado de metanol pero algo más bajas que las usadas en el reformado de gas natural. El
proceso es más complejo que el correspondiente a metanol ya que, dependiendo de las
condiciones operativas, se puede producir, además del hidrógeno y de los óxidos de carbono,
metano y otros subproductos de más de un átomo de carbono.
El etanol es comúnmente convertido a hidrógeno por medio del reformado con vapor,
reacción representada por la siguiente ecuación [2]:
C2H5OH + 3H2O → 6H2 + 2CO2 ( ΔH0
= 174 kJ mol-1)
Estudios previos sobre el reformado de etanol han mostrado que esta reacción va
acompañada por reacciones paralelas que producen subproductos no deseados como el monóxido
de carbono y el metano. Esto plantea un problema para las celdas de combustible porque los
catalizadores usados en los ánodos de celdas son muy sensibles al CO, el cual es adsorbido en los
sitios activos del catalizador. Si la corriente de alimentación de la celda de combustible contiene
más de 10 ppm de monóxido de carbono éste será adsorbido produciendo la desactivación de los
catalizadores, reduciendo el número de sitios activos para el hidrógeno y disminuyendo la
eficiencia de la celda. Por lo tanto, es imperativo que el catalizador para la reacción de reformado
tenga una alta selectividad hacia la producción hidrógeno con reacciones paralelas mínimas.
Aupretre et al. [3] han estudiado las reacciones principales que tienen lugar durante el
reformado de etanol que explican la formación de estos subproductos:
C2H5OH + H2O → 2CO + 4H2
C2H5OH + 2H2 → 2CH4 + H2O
El etanol es capaz de formar una amplia gama de subproductos, además del monóxido de
carbono y metano. La selectividad del producto deseado obtenida con diferentes catalizadores
puede ser explicada con las siguientes reacciones [4]:
17

• Etanol steam reforming
C2H5OH + 3H2O → 2CO2 + 6H2 (1)
• Descomposición de etanol a metano
C2H5OH → CO + CH4 + H2 (2)
• Deshidratación de etanol
C2H5OH → C2H4 + H2O (3)
• Deshidrogenación de etanol
C2H5OH → CH3CHO + H2 (4)
• Descomposición de etanol a acetona
2C2H5OH → CH3COCH3 + CO + 3H2 (5)
• Water-gas shift
CO + H2O → CO2 + H2 (6)
La formación de coque sobre la superficie del catalizador es también factible de ocurrir
según la reacción Boudouard:
2CO → CO2 + C (7)
Del punto de vista termodinámico, ya que la reacción (1) es endotérmica y causa un
aumento del número de moles, aumentando la temperatura y bajando la presión se favorece el
reformado de etanol. A 227 ºC el reformado de etanol no ocurre (ΔG> 0). Sin embargo, la
descomposición de etanol fácilmente puede ocurrir a esta temperatura ya que el valor de ΔG es
suficientemente negativo [2].
García y Laborde [4] y Vasudeva et al. [5] han mostrado que un aumento de la
temperatura conduce a un aumento en la concentración de H2 y CO, y una disminución en la
concentración de CH4 en el equilibrio. García y Laborde también concluyeron que comparado
con el reformado de metanol, el reformado de etanol requiere de temperaturas más altas y
18

proporciones más elevadas de agua-etanol para obtener una mejor producción de H2. Ellos
examinaron el equilibrio termodinámico de este sistema y sugieren una temperatura de operación
mayor a 377 ºC, presión atmosférica y una proporción molar de agua-etanol de hasta 10 en la
alimentación para maximizar la producción de H2, reducir al mínimo la formación de CO y CH4 y
evitar la depositación de carbón sobre el catalizador.
Vasudeva et al. [5] encontraron que producciones de H2 tan altas como 5.5 moles por mol
de etanol en la alimentación pueden ser obtenidas en el equilibrio a temperaturas alrededor de
500-600 ºC con proporciones molares de agua-etanol de 20. Ellos sugirieron que la formación de
carbón ocurría sólo con proporciones bajas de agua-etanol (<2) y bajas temperaturas (600 ºC).
Fishtik et al. [6] encontraron que para temperaturas cercanas a los 400-500 ºC y para altas
proporciones de agua-etanol, la reacción de reformado de etanol es la predominante y la
formación de CO y CH4 es minimizada. Para altas temperaturas (>800 ºC), la selectividad al H2
es casi del 100 %. Sin embargo, el empleo de una proporción de agua-etanol más alto que la
estequiométrica causa un aumento en la entalpía necesaria para la evaporación del agua.
En un estudio más reciente, Mas et al. [7] sugirieron que mientras las altas temperaturas y
elevadas proporciones de agua-etanol favorecen la producción de H2, las bajas temperaturas y
altas proporciones de agua-etanol son convenientes para minimizar la formación de CO. Para una
proporción molar de agua-etanol de 3, se requieren temperaturas más altas que 200 ºC para evitar
la formación de coque.
Freni et al. [8] realizaron un análisis termodinámico del sistema etanol-agua en un rango
de temperaturas de 600-700ºC, presión atmosférica y una proporción molar de agua-etanol de 2.
Bajo estas condiciones, ellos observaron que los productos favorecidos eran hidrógeno,
monóxido de carbono, metano, acetaldehído, etileno y carbón. También observaron que la
producción de hidrógeno está influenciada por la temperatura. A 600 ºC la cantidad de hidrógeno
producida era de 46.8% y aumentó a 58.95% para una temperatura de 700 ºC. También sugirieron
que altas proporciones de agua-etanol en la alimentación reducen la producción de productos
indeseables como CO, CH4 y carbón.
19
En otro estudio termodinámico sobre reformado de etanol en una celda de combustible de
polímero sólida, a presión atmosférica, rango de temperatura de 527-1027 ºC y proporciones
agua-etanol de 3:1 a 6:1, Thoephilus [9] reportó una producción de H2 de casi el 100% a 727ºC y
una proporción agua-etanol de 5:1.
1.2.2 Catalizadores para el reformado de etanol
El reformado de etanol sobre Ni, Co, Ni/Cu y metales nobles (Pd, Pt, Rh) ha sido
extensamente estudiado. El mayor interés está en desarrollar un catalizador activo que inhiba la
formación de coque y la producción de CO.
1.2.2.1 Catalizadores de cobalto soportado.
Los catalizadores soportados de cobalto han sido considerados como sistemas apropiados
para el reformado con vapor de etanol. Llorca et al.[10] propusieron el empleo de catalizadores
Co/ZnO para la reacción de reformado de etanol. El empleo de cobalto como precursor produjo
un catalizador sumamente estable que permitió la producción de H2 libre de monóxido de
carbono a bajas temperaturas (350 ºC). Ellos concluyeron que el método de preparación del
catalizador afectaba su funcionamiento y características estructurales.
Cavallaro et al[11] estudiaron las propiedades catalíticas del cobalto entre otros metales y
encontraron que la selectividad a H2 estaba en el orden: Co> Ni> Rh> Pt, Ru, Cu. En otro
estudio, ellos encontrado que los soportes influían considerablemente en las propiedades del
catalizador. La formación de H2 disminuyó en el siguiente orden: Co/Al2O3> Co/ZrO2>
Co/MgO> Co/SiO2. El catalizador Co/Al2O3 mostró la selectividad más alta a H2 (67 % a 400
ºC). Asimismo, encontraron que Co/MgO es más resistente a la formación de coque que
Co/Al2O3.
Kaddouri y Mazzocchia [12] reportaron una alta actividad catalítica de los sistemas
Co/SiO2 y Co/Al2O3 para el reformado de etanol y concluyeron que la distribución de producto
era dependiente tanto de la naturaleza del soporte como del método de preparación del
catalizador, sugiriendo la existencia de interacción metal-soporte.
20

Batista et al.[13] estudiaron el reformado de etanol sobre Co/Al2O3 y Co/SiO2. Los
catalizadores mostraron una conversión media del 70 % a 400 ºC. Concluyeron que la carga de
metal influía en la conversión de etanol y en la distribución de los productos.
Los catalizadores soportados de cobalto han expuesto un buen funcionamiento para la
producción de H2 a partir de reformado de etanol. Sin embargo, estos catalizadores son afectados
desfavorablemente por el sintering y la oxidación superficial del cobalto, por lo que no son
convenientes para el empleo a altas temperaturas
1.2.2.2 Catalizadores de metales nobles.
El reformado de etanol sobre catalizadores soportados de Rh ha sido también estudiado.
Frusteri et al.[14] investigaron el funcionamiento de catalizadores de metales soportados en
MgO y reportaron que el H2 puede ser eficientemente producido de etanol utilizando
catalizadores Rh/MgO a 650ºC. La actividad de los catalizadores disminuía en el siguiente orden:
Rh > Co > Ni > Pd. Rh/MgO fue el catalizador más resistente a la formación de coque. Ellos
propusieron un mecanismo de reacción para el reformado de etanol (Figura 1.4). Según este
esquema, el etanol primero es deshidrogenado a acetaldehído que posteriormente se descompone
a CH4 y CO. Esto conduce a la formación de H2 y CO2 por las reacciones de steam reforming y
WGS.
FIGURA 1.4: Mecanismo de reacción para el reformado de etanol
21

Cavallaro et al.[15] estudiaron el reformado de etanol sobre Rh/Al2O3 a 650ºC y
encontraron que menos coque fue formado y el catalizador resultó más estable en presencia de
O2. Ellos sugirieron la ocurrencia de varias reacciones: el acetaldehído formado por
deshidrogenación de etanol es descompuesto a CH4 y CO o reformado con vapor.
Fierro et al.[16] reportaron alta actividad y selectividad a la producción H2 del
catalizador Rh/Al2O3, además, el catalizador mostró ser sumamente estable. Cavallaro también
estudió esta reacción sobre Rh/Al2O3 y encontró que la formación de coque podría ser prevenida
a altas temperaturas utilizando cantidades suficientemente grandes de Rh y un exceso de agua.
Aupretre et al[3] estudiaron el reformado de etanol sobre Rh/Al2O3 bajo presión (1.1MPa). Ellos
reportaron que la naturaleza de la sal del precursor metálico, la carga del metal y las condiciones
de reacción influían en el funcionamiento del catalizador.
Breen et al.[17] estudiaron una gama de óxidos metálicos soportados para el reformado
de mezclas de agua-etanol. Ellos encontraron que los catalizadores soportados en Al2O3
promueven la deshidratación de etanol a etileno y el orden de actividad fue el siguiente: Rh> Pd>
Ni = Pt. Sin embargo, con catalizadores soportados en CeO2/ZrO2, no se observa formación de
etileno y el orden de actividad a temperaturas más altas es: Pt ≥ Rh> Pd. Diagne et al.[18]
mostraron que hasta 5.7 moles de H2 pueden ser producidos por mol de etanol a 350-450 ºC sobre
catalizadores Rh/CeO2-ZrO2 en presencia de exceso de agua.
Pocos estudios sobre Pd para el reformado catalítico de etanol han sido reportados. Goula
et al.[19] estudiaron el reformado de etanol sobre un catalizador comercial Pd/Al2O3, reportando
una selectividad del 95 % a hidrógeno a 650ºC. La conversión de etanol era del 100 % inclusive a
temperaturas bajas (300-350ºC). En otro estudio sobre Pd/Al2O3, estos investigadores divulgaron
que la concentración de CO fue mínima a 450 ºC y la cantidad de coque formado era
insignificante hasta en proporciones estequiométricas de agua-etanol.
22

1.2.2.3 Catalizadores de níquel soportados.
Comas et al.[20] investigaron el reformado de etanol sobre Ni/Al2O3 en el rango de
temperaturas 300-500 ºC y no encontró ninguna evidencia de la ocurrencia de la reacción WGS
sobre Ni. Ellos propusieron un esquema de reacción para el reformado de etanol sobre
catalizadores soportados de Ni a 500ºC. Según este esquema, acetaldehído y etileno eran
productos intermedios durante las reacciones de producción de CO, CO2, CH4 y H2 como
productos finales del steam reforming, mientras la composición del gas efluente es determinada
por el reformado de metano.
Frusteri et al.[14] reportaron que Ni/MgO presentaba mayor actividad y selectividad a H2
que Co/MgO debido a la menor tendencia de Ni de oxidarse durante la reacción y promover la
metanación de CO y descomposición de etanol.
Fatsikostas et al.[21] mostraron que Ni/La2O3 expuso alta actividad y estabilidad en el
reformado de etanol. Esto fue atribuido a la formación de la especie La2O2CO3, que reacciona
con el carbón superficial depositado durante la reacción y previene la desactivación. En otro
estudio, Sun et al. [22] estudiaron el reformado de etanol sobre catalizadores soportados de Ni a
bajas temperaturas (250-350ºC). La actividad catalítica, estabilidad y selectividad a la formación
de H2 mostrada por los catalizadores fue en orden: Ni/La2O3 > Ni/Y2O3 > Ni/Al2O3.
Yang et al.[2] investigaron el reformado de etanol sobre Ni/ZnO y encontrado que este
catalizador era más selectivo a H2 que Ni/La2O3, Ni/MgO y Ni/Al2O3. El etanol fue
completamente convertido a temperaturas cercanas a 330ºC y la selectividad a H2 alcanzó el 95%
a 650ºC.
Fierro et al.[16] encontraron que catalizadores del tipo Ni-Cu/SiO2 era más activo y
selectivo a la producción de H2 que Ni/SiO2, el cual rápidamente se desactiva debido a la
formación de coque. Mariño et al.[23] reportaron que el catalizador Cu/Ni/K/γ-Al2O3 expuso una
aceptable actividad, estabilidad y selectividad al hidrógeno a 300ºC. Propusieron un mecanismo
de reacción que consideró la formación de ácido acético y dietil éter durante la reacción. En este
sistema, Cu es el agente activo y promueve la deshidrogenación rápida de etanol a acetaldehído,
Ni promueve la ruptura del enlace C-C del acetaldehído para producir CH4 y CO y aumenta la
23

selectividad a hidrógeno, mientras K neutraliza los sitios ácidos de γ-Al2O3, evita la formación de
productos como el etileno y el dietil éter y mejora el funcionamiento general del catalizador.
1.2.2.4 Catalizadores de cobre soportados.
Los catalizadores soportados de cobre han recibido particular atención. El sistema de
reformado de metanol para la producción industrial de H2 utiliza el catalizador Cu/ZnO/Al2O3.
Cavallaro y Freni[11] investigaron el reformado de etanol sobre CuO/ZnO/Al2O3 y encontraron
que el catalizador expuso buena actividad para CO, CO2 y H2 como productos principales a
350ºC.
Amphlett et al.[2] sugirieron que CuO/ZnO, CuO/SiO2, CuO/Cr2O3 o CuO/NiO/SiO2
pudieran demostrar resultados prometedores para reformar mezclas agua-etanol a 350-450 ºC.
Machado et al.[2] estudiaron el funcionamiento de Cu/Nb2O5 y Cu/Nb2O5/Al2O3 en el reformado
de etanol. La dispersión de Nb2O5 sobre Al2O3 mejoró la acción de catalizador.
Mariño et al.[23] propusieron un mecanismo de reacción probable para el reformado de
etanol sobre catalizadores Cu-Ni e identificaron el papel de cada metal. El mecanismo, en
ausencia de agua, que involucra sitios activos de Cu y Ni es:
Adsorción sobre sitio activo de Cu: CH3CH2OH + σCu → CH3CH2OH*
Deshidrogenación: CH3CH2OH* → CH3CHO + H2 + σCu
Adsorción sobre sitio activo de níquel: CH3CH2OH + σNi → CH3CH2OH**
Deshidrogenación: CH3CH2OH** → CH3CHO** + H2
Ruptura del enlace C-C: CH3CHO* * → CH4 + CO + σNi
Desorción de acetaldehído: CH3CHO* * → CH3CHO + σNi
24

La adsorción disociativa del agua por un mecanismo redox, que ocurre sólo sobre sitios
activos de cobre, fue también propuesta por estos autores para explicar el efecto de la presencia
de agua sobre la distribución de producto.
CH3CH2OH + σCu → CH3CH2OH*
H2O + σCu → H2O*
H2O* + σCu → HO* + H*
HO* + σCu → H* + O*
H* + H* → H2 +2σCu
CH3CH2OH* + O* → CH3CHO + H2O + 2σCu
CH3CH2OH* + O* → CH3COOH + H2 + 2σCu
Este mecanismo explicaría el incremento en la selectividad de hidrógeno y acetaldehído
(aproximadamente 20%) observada en presencia de agua.
1.2.2.5 Soportes catalíticos.
Los metales solos no pueden asistir de manera considerable la producción de hidrógeno.
El funcionamiento de los catalizadores metálicos es mejorado usando soportes. La naturaleza del
soporte también juega un papel clave en la determinación de la selectividad a H2. Aupretre et al.
[3] han mostrado que soportes con alta movilidad en la superficie de grupos OH promueven la
reacción de reformado de etanol. Los soportes pueden promover la migración de grupos OH
hacia las partículas metálicas, catalizar la reacción de reformado o estabilizar las partículas
metálicas a altas temperatura.
Al2O3 es comúnmente usado como soporte en la reacción de reformado. Sin embargo, es
ácido y promueve la deshidratación de etanol a etileno, que a su vez polimeriza para formar
coque sobre la superficie del catalizador. Al contrario MgO es básico. Los catalizadores de Rh,
sumamente activos, actúan independientemente del soporte (Al2O3 o MgO). Sin embargo, el
catalizador de Co, menos activo, es más selectivo y estable cuando es soportado sobre MgO que
sobre Al2O3. Frusteri et al.[14] reportaron la formación de pequeñas cantidades de coque sobre
Ni/MgO y atribuyeron esto a la inhibición de la deshidratación de etanol a etileno y al
25

enriquecimiento electrónico de Ni soportado, que a su turno promueve una interacción más fuerte
entre los átomos de Ni con intermedios aceptadores de electrones.
ZnO también tiene características básicas. Además, a diferencia de γ-Al2O3 y MgO, este
soporte también tiene propiedades redox. Como MgO, esto promueve la deshidrogenación a
acetaldehído. Las propiedades redox de ZnO favorecen el reformando. El funcionamiento
catalítico y la estabilidad de Ni son mejorados cuando es soportado sobre La2O3, comparados a
Al2O3, YSZ y MgO. La2O3 no posee ningún sitio ácido y promueve la deshidrogenación a
acetaldehído.
CeO2 es también básico y tiene propiedades redox. Tiene la capacidad de almacenaje de
oxígeno y de ahí su presencia mejora la resistencia a la deposición de coque. Esto también
promueve la acción de metales preciosos. Por ejemplo, la adición de CeO2 al Pt previene la
aglomeración de partículas de metal y asegura alta dispersión de Pt sobre CeO2. CeO2 es también
activo en la reacción WGS. ZrO2 tiene tanto propiedades ácidas como básicas y es térmicamente
estable. La adición de ZrO2 a CeO2 aumenta considerablemente su acción de almacenaje de
oxígeno, propiedades redox y resistencia térmica. Srinivas et al.[24] investigaron el reformado de
etanol sobre catalizadores NiO/CeO2/ZrO2 y encontrado que el catalizador era estable para más
de 500 horas sin desactivarse. Bergamaschi et al.[25] mostraron que el catalizador Ni-Cu/ZrO2
expone alta actividad para el reformado de etanol, con conversión del 100% de etanol y
selectividad del 60 % a H2 a 550ºC.
26

1.3 Objetivos
1.3.1 Objetivo General
El objetivo principal que se plantea en este trabajo es realizar un estudio de diversos
sistemas de catalizadores de cobre soportados en circonia, determinando sus actividades y
selectividad en la producción de hidrógeno a partir de la reacción de reformado de etanol con
vapor de agua.
1.3.2 Objetivos Específicos • Preparar catalizadores de cobre soportados en circonia que presenten alta actividad y
selectividad para la obtención de hidrógeno a partir de etanol, a través de diferentes métodos:
• Impregnación sobre soporte calcinado
• Impregnación sobre soporte reflujado en solución de NH3 al 25% en masa
• Impregnación sobre soporte reflujado en solución de NaOH 0.5 M
• Reflujo
• Realizar una clasificación según actividad y selectividad de los distintos sistemas de
catalizadores que serán sometidos a las experiencias.
• Estudiar el efecto y cuantificar la influencia de las variables: dilución del catalizador y
relación etanol:agua, sobre la actividad y selectividad de estos catalizadores de cobre.
• Caracterizar el catalizador que presente los mejores resultados por sorptometría de N2 y
reducción por temperatura programada (TPR), con el fin de determinar las especies activas que
intervienen en esta reacción.
• Comprender el mecanismo cinético del reformado catalítico de etanol sobre catalizadores
de cobre.
27

CAPÍTULO 2: METODOLOGÍA
2.1 Nomenclatura
Nomenclatura Significado
SC Método impregnación seca, soporte calcinado
CC500/3 Catalizador calcinado a 500 ºC por 3 horas
SC700/3 Soporte calcinado a 700 °C por 3 horas
SRF NH3 Impregnación sobre soporte reflujado en amoniaco
SRF NaOH Impregnación sobre soporte reflujado en hidróxido de sodio
CRF NH3 Catalizador preparado en reflujo de amoniaco
2.2 Preparación de los Catalizadores
Los catalizadores utilizados para realizar las experiencias de determinación de actividades
fueron preparados a través de cuatro métodos:
2.2.1 Impregnación sobre soporte calcinado
En este método el óxido de zirconio hidratado, Zr(OH)4, se somete a un proceso de
calcinación directa a 700 ºC por 3 horas. Como resultado de este proceso se obtiene el soporte
calcinado, ZrO2, que se utilizará en la preparación de los catalizadores.
Una vez obtenido el soporte, se determina la cantidad necesaria de la sal de nitrato de
cobre II para obtener el catalizador con una carga de metal sobre el soporte de 3% y 6%
(expresada como % p/p), que posteriormente se disuelve en agua desionizada.
Una vez obtenidas las soluciones, se vacían sobre el soporte calcinado. Esta mezcla es
sometida a agitación manual con la ayuda de una varilla de vidrio, de manera lenta y por
aproximadamente 45 minutos. Posteriormente se continúa con la agitación sobre un plato
calefactor a una temperatura inferior a 100 ºC, de manera de lograr una evaporación lenta del
agua, evitando llegar al punto de ebullición. De esta operación se obtiene un polvo fino
(catalizador). La duración total de este proceso es aproximadamente 2 horas.
Finalmente, el polvo es secado en estufa a 105 ºC durante 24 horas.
28

2.2.2 Impregnación sobre soporte reflujado en solución de NH3 al 25% en masa
En este método el soporte se obtiene por reflujo del óxido de zirconio hidratado, Zr(OH)4,
mediante el siguiente proceso:
En un matraz de fondo redondo se agregan 6 gr. de Zr(OH)4, 100 ml. de agua desionizada
y 25 ml. de la solución de amoniaco al 25%. Además se agregan 5 anillos rushing para facilitar y
suavizar la ebullición.
El matraz con la solución se conecta al condensador y se coloca en el calefactor. Bajo
estas condiciones, el proceso de reflujo se mantiene durante 9 horas.
Una vez finalizado el reflujo, la solución contenida en el matraz se filtra al vacío. El
sólido que se obtiene del filtrado es lavado con una solución de nitrato de amonio 0.35 M.
Posteriormente, el sólido se deja a temperatura ambiente por un día, para luego secar en
estufa a 105 ºC durante 24 horas.
El proceso de obtención del soporte culmina con su calcinación a 700 ºC por 3 horas.
Una vez obtenido el soporte, se determina la cantidad necesaria de la sal de nitrato de
cobre II para obtener el catalizador con una carga de metal sobre el soporte de 3% y 6%
(expresada como % p/p), que posteriormente se disuelve en agua desionizada.
Una vez obtenidas las soluciones, se vacían sobre el soporte. Esta mezcla es sometida a
agitación manual con la ayuda de una varilla de vidrio, de manera lenta y por aproximadamente
45 minutos. Posteriormente se continúa con la agitación sobre un plato calefactor a una
temperatura inferior a 100 ºC, de manera de lograr una evaporación lenta del agua, evitando
llegar al punto de ebullición. De esta operación se obtiene un polvo fino (catalizador). La
duración total de este proceso es aproximadamente 2 horas.
Finalmente, el polvo es secado en estufa a 105 ºC durante 24 horas.
29

2.2.3 Impregnación sobre soporte reflujado en solución de NaOH 0.5 M
En este método el soporte se obtiene por reflujo del óxido de zirconio hidratado, Zr(OH)4,
mediante el siguiente proceso:
En un matraz de fondo redondo se agregan 6 gr. de Zr(OH)4 y 50 ml. de una solución de
NaOH 0.5 M. Además se agregan 5 anillos rushing para facilitar y suavizar la ebullición.
El matraz con la solución se conecta al condensador y se coloca en el calefactor. Bajo
estas condiciones, el proceso de reflujo se mantiene durante 9 horas.
Una vez finalizado el reflujo, la solución contenida en el matraz se filtra al vacío. El
sólido que se obtiene del filtrado es lavado con una solución de nitrato de amonio 0.35 M.
Posteriormente, el sólido se deja a temperatura ambiente por un día, para luego secar en
estufa a 105 ºC durante 24 horas.
El proceso de obtención del soporte culmina con su calcinación a 700 ºC por 3 horas.
Una vez obtenido el soporte, se determina la cantidad necesaria de la sal de nitrato de
cobre II para obtener el catalizador con una carga de metal sobre el soporte de 3% y 6%
(expresada como % p/p), que posteriormente se disuelve en agua desionizada.
Una vez obtenidas las soluciones, se vacían sobre el soporte. Esta mezcla es sometida a
agitación manual con la ayuda de una varilla de vidrio, de manera lenta y por aproximadamente
45 minutos. Posteriormente se continúa con la agitación sobre un plato calefactor a una
temperatura inferior a 100 ºC, de manera de lograr una evaporación lenta del agua, evitando
llegar al punto de ebullición. De esta operación se obtiene un polvo fino (catalizador). La
duración total de este proceso es aproximadamente 2 horas.
Finalmente, el polvo es secado en estufa a 105 ºC durante 24 horas.
30

2.2.4 Reflujo
Se determina la cantidad necesaria de la sal de nitrato de cobre II para obtener el
catalizador con una carga de metal sobre el soporte de 3% y 6% (expresada como % p/p), que
posteriormente se disuelve en 100 ml. de agua desionizada.
Esta solución se dispone en un matraz de fondo redondo, al que además se le agrega la
cantidad previamente establecida del soporte (Zr(OH)4), 25 ml. de una solución de amoniaco al
25% y anillos rushing para facilitar y suavizar la ebullición posterior.
El matraz con la solución es colocado inmediatamente en el calefactor y conectado al
condensador, de manera de evitar una evaporación excesiva de las soluciones. Bajo estas
condiciones el proceso de reflujo se mantiene durante 9 horas.
Una vez finalizado el reflujo, la solución contenida en el matraz se filtra al vacío. El
sólido que se obtiene del filtrado es lavado con una solución de nitrato de amonio 0.35 M.
Posteriormente, el sólido se deja a temperatura ambiente por un día, para luego secar en
estufa a 105 ºC durante 24 horas.
2.2.5 Calcinación de los catalizadores
Una vez que los catalizadores se han preparado por alguno de los métodos descritos
anteriormente, se someten a calcinación en una mufla con aire estático a 500 ºC, a través de un
programa automático de calentamiento que utiliza los siguientes rangos de temperatura:
Calcinación a 500 ºC
- De 0 ºC a 100 ºC durante 50 minutos - A 100 ºC durante 60 minutos - De 100 ºC a 150 ºC durante 60 minutos - A 150 ºC durante 60 minutos - De 150 ºC a 500 ºC durante 120 minutos - A 500 ºC durante 180 minutos
31

2.3 Determinación de las Actividades de los Catalizadores 2.3.1 Equipo
Para la determinación de las actividades de los catalizadores se utilizó un sistema de
reacción de flujo continuo a escala de laboratorio. El reactor de este sistema consiste en un tubo
de cuarzo de 1 cm. de diámetro y 58 cm. de largo. En el centro del reactor se dispone un lecho de
lana mineral, sobre el cual se depositan 0,2 gr. de catalizador diluido en 0,2 gr. de soporte.
Adosado a la pared externa del reactor se coloca una termocupla lo más cercana posible a la
posición del catalizador, la cual se encuentra conectada a la unidad de calentamiento y control de
temperatura. Esta unidad de calentamiento está compuesta por un horno cilíndrico de 6 cm. de
diámetro interno y 22 cm. de altura, Figura 2.1, un programador de temperatura y un controlador
de temperatura, Figura 2.2.
FIGURA 2.1: Horno
32

FIGURA 2.2: Controlador de temperatura y flujómetros manuales
Se utilizó helio como gas transportador para el sistema de reacción y oxígeno para la
activación de los catalizadores. Los caudales de los gases respectivos fueron controlados usando
flujómetros manuales (Figura 2.2). Los reactantes, etanol y agua, se disponen como mezcla
líquida en una bureta. Mediante una bomba peristáltica se impulsa esta mezcla hasta el
evaporador, cuya temperatura de funcionamiento es 190ºC, para lograr que los reactantes
ingresen al reactor en estado gaseoso. En la Figura 2.3 se presenta un esquema del sistema de
reacción.
33

FIGURA 2.3: Esquema global del sistema de reacción
Los productos de la reacción se analizan utilizando dos cromatógrafos de gases
Autosystem XL Perkin-Elmer. El primero de ellos posee una columna Hayesep D 100/120 que
permite medir la concentración de metano y dióxido de carbono en la muestra inyectada, mientras
que el segundo, a través de su columna empacada molecular Sieve 5A, permite conocer la
cantidad hidrógeno y monóxido de carbono. El principio de funcionamiento de estos
cromatógrafos se basa en un detector de conductividad térmica (TCD) conectado a un
computador, el cual traduce la información en peaks de absorción directamente proporcionales a
la concentración de los gases retenidos.
2.3.2 Activación de los Catalizadores
Previo a la determinación de las actividades de los catalizadores, éstos se someten a un
proceso de activación bajo flujo de oxígeno con la finalidad de eliminar impurezas y asegurar el
estado de oxidación de la superficie. El flujo de oxígeno utilizado fue de 10 [cc/min]
aproximadamente.
34

Se utilizó el siguiente programa de temperatura para la activación de los catalizadores:
- De 0ºC a 100ºC en 30 minutos
- De 100ºC a 300ºC en 30 minutos
- A 300ºC durante 60 minutos
Una vez finalizada la activación de los catalizadores, el reactor es enfriado hasta
temperatura ambiente bajo flujo de oxígeno.
2.3.3 Medidas de Actividad
Las medidas de actividad se realizan bajo las siguientes condiciones de operación:
Relación molar agua:etanol = 1:1
Flujo mezcla líquida de reactivos C2H5OH-H2O: 0.07 [cc/min]
Flujo He: 30 [cc/min]
Con los flujos anteriores, se obtienen las siguientes concentraciones de los gases en la
alimentación:
Flujo Total : 100 [cc/min]
He: 30% v/v
C2H5OH: 35% v/v
H2O: 35% v/v
Se fija la temperatura del evaporador en 190 ºC, y se da inicio a la reacción
incrementando la temperatura en el reactor en 3 ºC por minuto, desde temperatura ambiente hasta
los 600 ºC.
Desde los 100 ºC, y posteriormente cada 50 ºC, se toman dos muestras de los gases de
salida del reactor, en el toma muestra ubicado en la parte inferior de éste. Para esto se utiliza una
jeringa especial para cromatografía gaseosa con la cual se extraen 100 [μL].
A continuación, las muestras se inyectan en los cromatógrafos de gases, lo cual permite
medir la concentración de hidrógeno en los gases de salida y con este dato determinar la
conversión de hidrógeno en función de la temperatura.
35

2.4 Caracterización de los Catalizadores
2.4.1 Área Superficial BET
La técnica de fisisorción de gases es la más usual en la determinación de áreas
superficiales y distribución de tamaños de poros de catalizadores. Los datos obtenidos a partir de
esta técnica son fiables sólo si cumplen ciertas condiciones. Para establecer estas condiciones y
por tanto las limitaciones de la técnica es necesario identificar los diferentes mecanismos de
fisisorción así como su dependencia con la porosidad y otros factores.
La fisisorción se produce cuando un gas se pone en contacto con un sólido desgasificado,
originándose fuerzas de Van der Waals que pueden ser de tipo London o de tipo dipolo-dipolo,
con energías que van de 1 a 5 kJmol-1. Por este motivo el nitrógeno es uno de los gases más
utilizados.
Al ponerse en contacto un gas con la superficie de un sólido se produce un equilibrio entre
las moléculas adsorbidas y las moléculas en fase gaseosa, que depende de la presión del gas y de
la temperatura. La relación entre las moléculas adsorbidas y la presión a temperatura constante se
puede recoger en una isoterma de adsorción.
Las isotermas constan de un proceso de adsorción y un proceso de desorción. Cuando el
camino de desorción no coincide con el de adsorción se produce histéresis. Estas isotermas, que
informan directamente el volumen adsorbido a una determinada presión, permiten también
calcular el área superficial del sólido, el tamaño de poro y su distribución, los calores de
adsorción, etc.
Para la determinación de estos parámetros se puede recurrir, entre otros, a la adsorción de
un gas (N2, CO2, hidrocarburos, etc.) a temperatura constante (para N2 77K, para CO2 273K,
etc.), obteniéndose así la isoterma de adsorción. Dicha isoterma puede determinarse
gravimétricamente (se mide la ganancia de peso experimentada por la muestra, como
consecuencia de la adsorción, a cada presión relativa de gas) y/o volumétricamente (la cantidad
adsorbida se calcula mediante la aplicación de las leyes de los gases a la presión y volumen de
adsorbato antes y después de la adsorción.
36

Previo al procedimiento experimental, se debe limpiar la superficie del sólido
desgasificándola de los gases que pueda tener adsorbidos. Esto se hace mediante la ayuda de
bombas de vacío y un aumento de temperatura. Para determinar el área superficial y la
distribución de poros, el vacío mínimo ha de ser de 10-4 Torr. Respecto a la temperatura de
desgasificación, al depender fuertemente la velocidad de desorción de la temperatura, cuanto
mayor sea ésta más rápidamente se desgasifica, pero hay que evitar que se produzcan cambios en
la estructura del sólido.
La clasificación de los poros según su medida, tomando como referencia la boca de poro
es:
• microporo: inferiores a 20 Å
• mesoporo: de 20 a 500 Å
• macroporo: mayores de 500 Å
El método más utilizado para la determinación de las áreas superficiales es el BET,
basado en la isoterma de Brunauer, Emmet y Teller. La teoría BET está basada en la desarrollada
por Langmuir extendida a la formación de multicapas y presupone que el calor de adsorción de la
monocapa es distinto al de las otras capas, pero todas las siguientes capas presentan el mismo
calor de adsorción.
Las consideraciones generales de la teoría BET son:
• No existen sitios preferenciales de adsorción (es decir, todos los sitios tienen la misma
energía superficial).
• No existen interacciones laterales entre moléculas adsorbidas.
• Las fuerzas de condensación son activas en la adsorción.
Este método de cálculo se basa en la representación de la isoterma BET en su forma
linealizada habitual, según la ecuación:
00
)1(1)( P
PCV
CCVPPV
P
mm⎥⎦
⎤⎢⎣
⎡ −+=
− (1)
37

donde V es el volumen de gas adsorbido (en condiciones normales: 760 mmHg y 273.15 K) a una
presión parcial P de adsorbato, Po es la presión de saturación del N2 a 77 K, Vm es el volumen de
gas requerido para formar una monocapa y C es una constante relacionada con la energía de
adsorción.
El área de la superficie (S) de la muestra (área BET), una vez conocido el volumen de gas
adsorbido en la monocapa (Vm), se obtiene a partir de la ecuación:
MANV
S m= (2)
donde A es el número de Avogadro, M es el volumen molar del gas y N es el área ocupada por
cada molécula de N2 adsorbida (0.162 nm2).
Para la determinación del volumen de gas adsorbido de la monocapa Vm se utilizan
métodos gráficos. Representando P/Po frente a P/[V(P-Po)], y a partir de un ajuste lineal y
teniendo en cuenta la ecuación (1) se obtienen la pendiente, (C-1)/VmC, y la ordenada en el
origen, 1/VmC. De esta manera quedan determinados los valores de C y Vm. El área superficial S
(m2g-1) se obtiene a partir de la ecuación (2) con el valor calculado de Vm y tomando 0.162 nm2
como sección de la molécula de N2.
Se puede obtener el tamaño de partícula a partir de valores de área suponiendo que el
cristal es cúbico. La ecuación que da la superficie de la partícula según Benan y Boudart es:
dS
⋅=ρ
5 (3)
Equipo utilizado
Tanto soportes como catalizadores fueron sometidos a la caracterización de su área
específica superficial por el método BET, descrito anteriormente, a través de un equipo
sorptómetro Micromeritics ASAP 2010.
38

Condiciones experimentales de desgasificación
Las muestras son desgasificadas a 200 ºC en vacío previo a la obtención de su área
específica.
2.4.2 Reducción por Temperatura Programada (TPR)
La reducción a temperatura programada es una técnica extremadamente sensible que
permite estudiar el proceso de reducción de un sólido con hidrógeno. La reducción se realiza
haciendo pasar una corriente de H2 sobre la muestra en las condiciones de temperatura
programadas.
La reducción a temperatura programada es una técnica interesante que permite conocer el
grado de reducción en el catalizador, así como aportar información sobre las propiedades
superficiales y reducibilidad del precursor catalítico. Esta técnica es también útil en la
determinación del tipo de especies presentes en el catalizador. Los datos obtenidos permiten
entender el comportamiento catalítico ya que éste es consecuencia de las características
superficiales y éstas dependen de las propiedades del óxido precursor del metal, si bien el
procedimiento de reducción puede modificar las características superficiales y morfológicas.
Esta técnica es aplicable a todos los materiales que tengan alguna especie química que sea
reducible en el rango de temperaturas de 293 a 1500 K. El fundamento de la técnica es el
calentamiento a una velocidad determinada (usualmente, entre 1 y 20º por minuto) en atmósfera
de hidrógeno, y medir la variación de alguna propiedad que cambie con la temperatura. Para la
detección de las temperaturas de reducción se pueden emplear diversas técnicas, dependiendo de
la naturaleza y cantidad del material a estudiar. Así, en el presente trabajo se ha empleado la
técnica de cuantificación de la cantidad de H2 consumido en el proceso de reducción.
La temperatura de reducción se determina midiendo la concentración de H2 en la corriente
de salida. Para ello, el procedimiento es el siguiente: se cargan 0.2 gr. de catalizador en el reactor
tubular. El catalizador es activado bajo flujo de oxígeno.
39
Luego de enfriar el reactor hasta temperatura ambiente, se purgan las líneas con un flujo
de He durante 10 minutos. Una vez que las líneas son purgadas se fija un caudal de Ar/He de 15
[cc/min], correspondiente a un 5% Ar/He.
Se inicia el programa de temperatura utilizado para esta experiencia, el cual aumenta 10
ºC por minuto desde temperatura ambiente hasta una temperatura tal que no existan reducciones
de especies.
El consumo de H2 es registrado mediante una celda de conductividad térmica. La
temperatura a la cual se consume el H2 está relacionada con la facilidad de reducción de las
especies oxidadas presentes en el catalizador: peaks a mayores temperaturas representan especies
oxidadas más estables, por tanto más difíciles de ser reducidas.
40

CAPÍTULO 3: RESULTADOS Y DISCUSIONES
La primera etapa de este trabajo consistió en estudiar la influencia de los diferentes
métodos de preparación de los catalizadores, en la actividad que éstos presentan en la reacción de
reformado de etanol.
Según los resultados de los estudios por sorptometría, los catalizadores, impregnados
sobre los soportes preparados con distintos tratamientos, presentan un cambio en sus propiedades
geométricas superficiales (área específica superficial, volumen de poros y diámetro de poros). El
propósito es determinar si estos cambios resultan o no beneficiosos en la actividad del
catalizador.
Las temperaturas de calcinación, tanto de los catalizadores como la de los soportes, se
mantienen fijas durante todos los experimentos, por lo cual no constituyen una variable de
análisis en este trabajo. Según estudios anteriores, la temperatura óptima de calcinación para los
catalizadores es de 500°C, y para los soportes de 700 °C, debido a que estos valores se traducen
en una mayor actividad para los catalizadores en estudio.
3.1 Actividades de catalizadores CuO/ZrO2 preparados por distintos métodos
La Figura 3.1 muestra las actividades obtenidas para catalizadores 3% CuO/ZrO2.
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400 500 600 700
Temperatura [ºC]
Conv
ersi
ón E
tano
l [%
]
3% CRF NH3
3% SRF NaOH
3% SRF NH3
3% SC
FIGURA 3.1: Actividades para catalizadores 3% CuO/ZrO2 preparados con distintos métodos
41

Para los diferentes métodos de preparación se observa un comportamiento similar en sus
curvas de actividad, con un máximo local a 350 °C y una tendencia general al aumento de la
actividad con la temperatura.
Se observa que el método de preparación de impregnación clásico sobre soporte
calcinado, conduce a menores actividades para la serie de catalizadores estudiados. El catalizador
preparado por reflujo resultó ser el más activo.
En la Figura 3.2 se muestran las actividades obtenidas para catalizadores 6% CuO/ZrO2.
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400 500 600 700
Temperatura [ºC]
Conv
ersi
ón E
tano
l [%
]
6% CRF NH3
6% SRF NH3
6% SC
6% SRF NaOH
FIGURA 3.2: Actividades para catalizadores 6% CuO/ZrO2 preparados con distintos métodos.
De igual manera que los catalizadores 3% CuO/ZrO2, los catalizadores con una carga de
cobre de 6% presentan curvas de actividades con un máximo a los 350 °C. En los dos primeros
casos corresponde a un máximo global, mientras que en los otros casos corresponde a un máximo
local, pues el global se alcanza a los 600 °C. La tendencia general es que la conversión aumente
con la temperatura.
42
El catalizador cuyo soporte fue preparado en reflujo de NaOH, presentó la menor
actividad durante la reacción, en discrepancia con los resultados analizados anteriormente. El
catalizador con mayor actividad, al igual que el caso anterior, fue el preparado por método de
reflujo.
En relación a las distintas cargas de cobre, se observa que los catalizadores 6% CuO/ZrO2
presentan mayor actividad que los catalizadores de 3% para el mismo método de preparación. La
excepción a esta regla la constituye el catalizador preparado con soporte reflujado en NaOH,
donde la mayor actividad la alcanza el catalizador con 3% de carga de cobre.
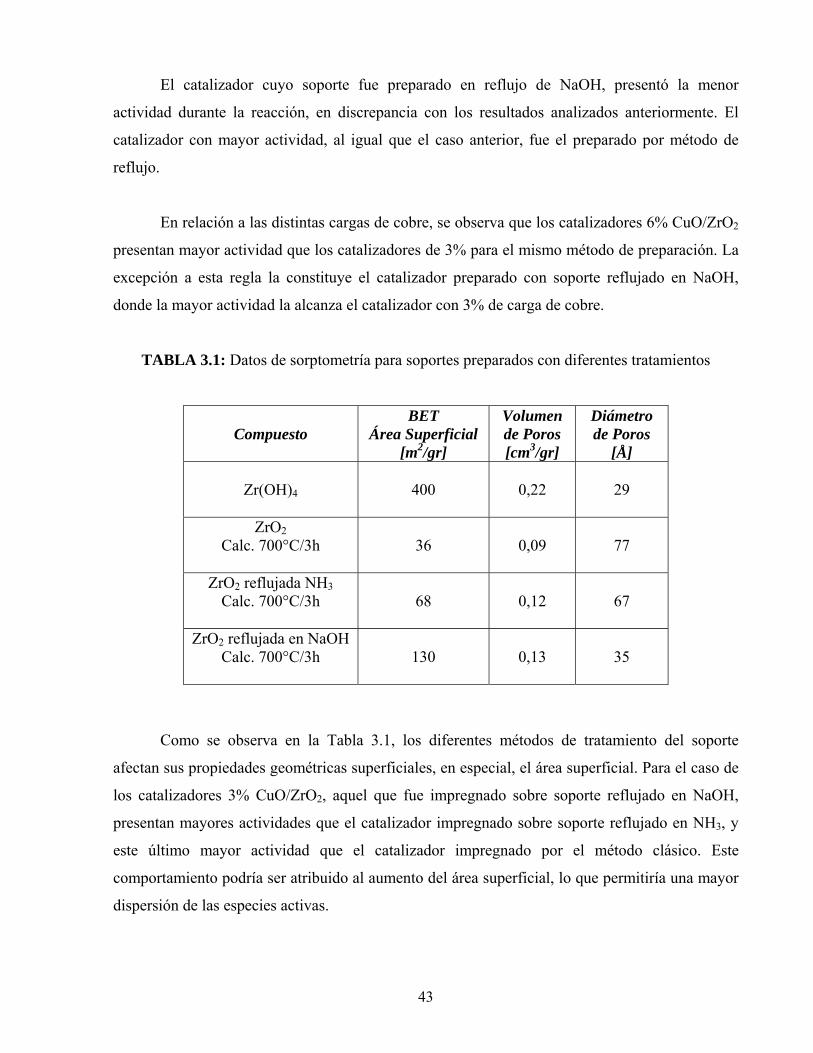
TABLA 3.1: Datos de sorptometría para soportes preparados con diferentes tratamientos
Compuesto
BET Área Superficial
[m2/gr]
Volumen de Poros [cm3/gr]
Diámetro de Poros
[Å]
Zr(OH)4
400
0,22
29
ZrO2 Calc. 700°C/3h
36
0,09
77
ZrO2 reflujada NH3Calc. 700°C/3h
68
0,12
67
ZrO2 reflujada en NaOH Calc. 700°C/3h
130
0,13
35
Como se observa en la Tabla 3.1, los diferentes métodos de tratamiento del soporte
afectan sus propiedades geométricas superficiales, en especial, el área superficial. Para el caso de
los catalizadores 3% CuO/ZrO2, aquel que fue impregnado sobre soporte reflujado en NaOH,
presentan mayores actividades que el catalizador impregnado sobre soporte reflujado en NH3, y
este último mayor actividad que el catalizador impregnado por el método clásico. Este
comportamiento podría ser atribuido al aumento del área superficial, lo que permitiría una mayor
dispersión de las especies activas.
43

Para los catalizadores 6% CuO/ZrO2, se observan resultados discrepantes en relación al
catalizador impregnado sobre soporte reflujado en NaOH, pues en este caso, es el que presenta
menores actividades, lo que se contrapone con su mayor área superficial. En este sentido, los
resultados contrarios hacen suponer entre los factores de la disminución de su actividad, una
mayor sensibilidad al aumento de la carga de cobre y la oclusión de las especies activas en el
interior de los poros.
Una vez analizados por separado los dos conjuntos de catalizadores CuO/ZrO2, el paso
siguiente fue determinar de manera global los dos catalizadores con mayor actividad. Para esto,
se determinaron los dos mejores catalizadores de cada sistema y se compararon entre sí.
0
10
2030
40
50
60
7080
90
100
100 150 200 250 300 350 400 450 500 550 600
Temperatura [ºC]
Con
vers
ión
Etan
ol [%
]
6% CRF NH3
6% SRF NH3
3% CRF NH3
3% SRF NaOH
600
FIGURA 3.3: Catalizadores CuO/ZrO2 con mayor actividad
Para determinar los mejores catalizadores, junto con estudiar sus actividades, se realizaron
pruebas cortas de estabilidad, en las cuales la reacción de reformado de etanol se mantiene por
dos horas a 600°C, resultados que se muestran en la Figura 3.3.
El catalizador que presenta mejores resultados es el de 6% preparado en reflujo, por su
mayor actividad, que alcanza al 98% a los 350 °C. El segundo mejor catalizador es el de 6%
impregnado en soporte reflujado en NH3. En esta elección influyeron tanto sus niveles de
actividad como la estabilidad exhibida.
44

3.2 Caracterización de los catalizadores.
Se realizaron experiencias de reducción por temperatura programada (TPR) con los
catalizadores utilizados, de manera de caracterizar las especies reducibles presentes en ellos y
explicar de manera cualitativa las diferencias en sus actividades.
En las Figuras 3.4 (a) y (b) se muestran las curvas de TPR para los catalizadores 3% y 6%
CuO/ZrO2 respectivamente, para los distintos métodos de preparación de los catalizadores.
100 150 200 250 300 350 400Temperatura [ºC]
U.A
IM SC
Sop. Ref. NaOH
Sop. Ref. NH3
Cat. Ref. NH3
100 150 200 250 300 350 400
Temperatura [ºC]
U.A.
IM SC
Sop. Ref. NaOH
Sop. Ref. NH3
Cat. Ref. NH3
(a) (b)
FIGURA 3.4: TPR para catalizadores preparados por distintos métodos: a) 3%CuO/ZrO2,
b) 6% CuO/ZrO2
La existencia de peaks a diferentes temperaturas indica la presencia de distintos tipos de
especies de CuO presentes en el soporte. Según lo reportado en literatura, el primer peak doble
corresponde a CuO altamente disperso, especie que se reduce a baja temperatura,
aproximadamente 200ºC, mientras que el segundo peak se relaciona con la especie CuO bulk
(óxido de cobre aglomerado), cuya temperatura de reducción se encuentra cercana a los 280ºC.
El CuO en estado bulk ha sido reportado como una especie menos activa que el CuO altamente
disperso [28].
45

En las Figuras 3.1 y 3.2 se observa que la actividad del catalizador impregnado sobre
soporte calcinado aumenta notablemente con la carga, efecto que va acompañado por un
incremento en la cantidad de CuO bulk presente en el soporte. La menor cantidad de CuO
disperso y mayor presencia de CuO bulk, comparado con los otros métodos de preparación,
explicaría la baja actividad para este tipo de catalizadores comparados con los otros métodos de
preparación
Para los catalizadores impregnados sobre soporte reflujado en NaOH, los perfiles de TPR
muestran solamente especies reducidas a mayores temperaturas (entre 250 y 320ºC). Para el caso
del catalizador con 6% carga de cobre, se observa un peak de gran área con una elevada
temperatura de reducción, que se traduce como una mayor cantidad de especies de CuO bulk,
siendo precisamente este catalizador el que presenta los menores niveles de actividad.
Los catalizadores impregnados en soporte reflujado en NH3, presentan especies de CuO
fácilmente reducibles, a temperaturas similares para las dos distintas cargas de cobre. En el caso
del catalizador de 6%, aparece la especie bulk. La aparición de este peak afecta positivamente la
actividad del catalizador, siendo uno de los que presenta mejores niveles de conversión de etanol.
Para los catalizadores preparados por el método de reflujo, se observa que al aumentar la
carga de cobre, existe un aumento en el área de los peaks y una disminución en la temperatura de
reducción de las especies, lo que indicaría que existe una mayor cantidad de especies CuO
altamente dispersas de fácil reducción. Estas especies se encuentran precisamente en los
catalizadores que presentan los mejores resultados, aquellos preparados por el método de reflujo.
Los resultados de la caracterización por sorptometría de los catalizadores utilizados, se
presentan en la Tabla 3.2. Los datos entregados por este análisis resultan concordantes con los
resultados de actividad exhibidos para cada catalizador. En ella se observa que los catalizadores
preparados por impregnación sobre soporte calcinado, que son los que alcanzan menores niveles
de actividad, son precisamente los que presentan menores áreas superficiales.
Como era de esperarse, los catalizadores preparados en reflujo, precisamente los que
logran mayores niveles de conversión, presentan las mayores áreas superficiales, lo cual permite
una mejor dispersión de los óxidos metálicos.
46

TABLA 3.2: Datos de sorptometría para catalizadores preparados con diferentes métodos.
Catalizador
BET
Área Superficial [m2/gr]
3% CuO/ZrO2
Imp. SC
31,4
6% CuO/ZrO2
Imp. SC
30,4
3% CuO/ZrO2Sop. Ref. NH3
159,3
6% CuO/ZrO2 Sop. Ref. NH3
178,2
3% CuO/ZrO2
Sop. Ref. NaOH
74,1
6% CuO/ZrO2
Sop. Ref. NaOH
72,5
3% CuO/ZrO2Cat. Ref. NH3
200,1
6% CuO/ZrO2Cat. Ref. NH3
217,9
47

3.3 Efecto de la dilución del catalizador en la actividad.
Se planteó estudiar la influencia de la dilución del catalizador en su actividad para
analizar posibles fenómenos de transferencia de masa y/o de calor que pudieran controlar por
sobre la reacción química, afectando la actividad del catalziador. Para esto, considerando siempre
la misma carga catalítica en el reactor (400 mg.), se varió la proporción catalizador-soporte y se
realizaron pruebas de actividad utilizando los dos mejores catalizadores para determinar la
correspondencia entre ambas variables. En estos casos se trabajó con una relación
agua:etanol=1:1.
3.3.1 Catalizador 6% CuO/ZrO2 impregnado en soporte reflujado en NH3.
0
10
20
30
40
50
60
70
80
90
100
100 150 200 250 300 350 400 450 500 550 600Temperatura [ºC]
Conv
ersi
ón E
tano
l [%
]
300-100200-200100-30050-350
FIGURA 3.5: Actividades para catalizador 6% CuO/ZrO2 impregnado en soporte reflujado en NH3, para distintas diluciones del catalizador (Nomenclatura: catalizador-soporte)
Lo que se observa de la Figura 3.5 es que mientras menos diluido esté el catalizador en el
soporte, mayor es la actividad exhibida por este. Los peaks de conversión, para todas las
diluciones analizadas, se alcanzan a una temperatura de 350 ºC. La máxima conversión de etanol
llega a casi un 60% para una carga de 300 mg. de catalizador diluido en 100 mg. de soporte.
48

El efecto de la mayor dilución del catalizador es que si bien se alcanzan menores niveles
de actividad, los valores de conversión permanecen más constantes pudiendo incluso seguir
aumentando. Para los dos casos de mayor dilución (300-100 y 200-200), la conversión de etanol
cae en aproximadamente un 50% entre los valores alcanzados a 350ºC y 600ºC.
Para la dilución 100-300 el descenso de la actividad en menos brusco, con un 20% de
disminución. Por el contrario, para la dilución 50-350 la conversión de etanol aumenta en un 29%
entre los 350 y 600ºC.
A temperaturas bajas (200-400 ºC) los perfiles de actividad de las diferentes diluciones se
encuentran claramente diferenciados, quedando notoriamente demostrado el mejor
comportamiento de las menores diluciones en comparación con las más diluidas. Ahora bien, a
partir de los 400 ºC las diferencias de actividad entre las distintas diluciones comienzan a
estrecharse, las menores diluciones comienzan a disminuir su actividad mientras que las más
diluidas experimentan un aumento en las conversiones, para finalmente converger todas a un
mismo punto: 30% de conversión a 600 ºC.
El estudio de la dilución del catalizador en el soporte no mostró efectos paralelos que
pudieran atribuirse a fenómenos de transferencia de masa y/o calor que se manifestaran en
cambios en la actividad del catalizador. Por el contrario, la actividad catalítica exhibió un
comportamiento lógicamente esperado.
49

3.3.2 Catalizador 6% CuO/ZrO2 preparado en reflujo.
0
10
20
30
40
50
60
70
80
90
100
100 150 200 250 300 350 400 450 500 550 600
Temperatura [ºC]
Conv
ersi
ón E
tano
l [%
]
300-100200-200100-30050-350
FIGURA 3.6: Actividades para catalizador 6% CuO/ZrO2 preparado en reflujo, para distintas
diluciones del catalizador (Nomenclatura: catalizador-soporte).
Para el caso del catalizador preparado en reflujo, la dilución del catalizador tuvo el mismo
efecto sobre la actividad que para el catalizador analizado anteriormente, la actividad aumenta
con una menor dilución del catalizador en el soporte. La máxima conversión de etanol se alcanza
para la dilución 300-100, llegando a un 90% a los 350 ºC.
En este caso, para todas las diluciones se observa un descenso en la actividad del
catalizador, pero a distintas velocidades de decaimiento. Para la dilución 300-100 la actividad
decae en un 60% entre los 350 y 600ºC. Para la dilución 200-200 el descenso es de un 53%, para
la dilución 100-300 la conversión cae en un 46% y para el catalizador menos diluido el descenso
de su actividad llega a un 30%.
Al igual que en el caso anterior, las diferencias de actividad entre las distintas diluciones
son mayores a bajas temperaturas. A partir de los 400ºC, estas diferencias comienzan a
estrecharse para converger a 40% de conversión de etanol a los 600ºC.
50

3.4 Efecto de la proporción agua/etanol en la actividad catalítica.
La proporción agua/etanol juega un rol muy importante en la actividad del catalizador. De
acuerdo con los antecedentes bibliográficos recopilados al comienzo de este trabajo, mayores
proporciones de agua/etanol maximizan la producción de hidrógeno y reducen al mínimo la
formación de subproductos [4,11,20].
Considerando lo anteriormente expuesto, se estudió el efecto de variaciones en la
proporción agua/etanol para los dos catalizadores con mayor actividad, a fin de corroborar si la
hipótesis planteada anteriormente se verifica en catalizadores de cobre soportados en circonia.
3.4.1 Catalizador 6% CuO/ZrO2 impregnado en soporte reflujado en NH3.
En la Figura 3.7 se muestran los resultados de las pruebas de actividad obtenidos para las
distintas proporciones agua/etanol utilizando el catalizador 6% CuO/ZrO2 impregnado en soporte
reflujado en NH3.
0
10
20
30
40
50
60
70
80
90
100
100 200 300 400 500 600 700Temperatura [ºC]
Con
vers
ión
Etan
ol [%
]
7:15:13:11:11:3
FIGURA 3.7: Actividades para catalizador 6% CuO/ZrO2 impregnado en soporte reflujado en NH3, para distintas proporciones agua/etanol
51

En la figura anterior se observa que la tendencia general es que la conversión de etanol
aumente cuando se utilizan mayores proporciones agua/etanol. Este efecto se encuentra más
claramente diferenciado en el rango de temperaturas de 100 a 350 ºC. Para temperaturas más
elevadas, aunque la mayor conversión se sigue alcanzando para la mayor proporción agua/etanol,
no se observa una tendencia definida para las demás proporciones analizadas.
Es también importante notar que para todas las proporciones de agua/etanol estudiadas se
observa un máximo de conversión a los 350ºC. Para temperaturas mayores a ésta el catalizador
exhibe una brusca disminución en su actividad.
La figura anterior sólo permite comparar las distintas proporciones de agua/etanol y su
influencia sobre la actividad de los catalizadores en términos de sus actividades, es decir, de
acuerdo a la conversión de etanol alcanzada. Para determinar la influencia de la proporción
agua/etanol en la distribución de los productos se debe analizar el comportamiento de la
selectividad frente a esta variable.
En las siguientes figuras se muestra la influencia de la proporción agua/etanol en la
selectividad del catalizador para los distintos productos. La selectividad a cada producto fue
calculada como los moles producidos por los moles de etanol que reaccionaron.
0.0
0.5
1.0
1.5
2.0
2.5
100 200 300 400 500 600
Temperatura [ºC]
Sele
ctiv
idad
a H
2
7:15:13:11:11:3
FIGURA 3.8: Selectividad a H2 para catalizador 6% CuO/ZrO2 impregnado en soporte reflujado
en NH3, para distintas proporciones agua/etanol
52

0.0
0.2
0.4
0.6
0.8
1.0
1.2
100 200 300 400 500 600Temperatura [ºC]
Sele
ctiv
idad
a C
H3C
HO7:1
5:1
3:1
1:1
1:3
FIGURA 3.9: Selectividad a CH3CHO para catalizador 6% CuO/ZrO2 impregnado en soporte reflujado en NH3, para distintas proporciones agua/etanol
0.0
0.2
0.4
0.6
0.8
100 200 300 400 500 600Temperatura [ºC]
Sele
ctiv
idad
a C
O2
7:1
5:13:1
1:1
1:3
FIGURA 3.10: Selectividad a CO2 para catalizador 6% CuO/ZrO2 impregnado en soporte
reflujado en NH3, para distintas proporciones agua/etanol
53

0.00
0.05
0.10
0.15
0.20
100 200 300 400 500 600Temperatura [ºC]
Sel
ectiv
idad
a C
O7:1
5:1
3:11:1
1:3
FIGURA 3.11: Selectividad a CO para catalizador 6% CuO/ZrO2 impregnado en soporte
reflujado en NH3, para distintas proporciones agua/etanol
0.0
0.1
0.2
0.3
0.4
0.5
100 200 300 400 500 600
Temperatura [ºC]
Sel
ectiv
idad
a C
H4
7:1
5:1
3:1
1:1
1:3
FIGURA 3.12: Selectividad a CH4 para catalizador 6% CuO/ZrO2 impregnado en soporte
reflujado en NH3, para distintas proporciones agua/etanol Lo primero que se puede observar de las figuras anteriores, es que al aumentar la
temperatura la selectividad de todos los productos aumenta, a excepción del acetaldehído, que a
partir de los 400ºC experimenta un descenso en su selectividad.
54

En términos generales, el catalizador 6% CuO/ZrO2 impregnado en soporte reflujado en
NH3 es altamente selectivo a la producción de hidrógeno y acetaldehído, y menos selectivo a CO
y CH4, lo que puede observarse en la siguiente tabla:
TABLA 3.3: Selectividad a H2 y distribución de los productos a 550ºC
Distribución de los Productos (%)
Relación
agua/etanol
Selectividad 2 a H2
(%)
H2 CO2 CO CH4 CH3CHO
1:3 22 55,0 4,1 2,6 0,4 37,9
1:1 26 58,1 7,1 2,9 0,5 31,4
3:1 39 63,8 13,3 3,3 1,0 18,6
5:1 34 62,3 11,4 3,0 0,7 22,6
7:1 36 63,0 12,3 3,0 1,1 20,6
En este caso, la selectividad se calculó como:
Selectividad a H2 = 100sconvertidooltanemoles6
producidosHmoles 2 ⋅⋅
Las Figuras 3.8 y 3.9 muestran que en el rango de temperaturas de 150-250ºC,
proporciones más elevadas de agua/etanol favorecen la selectividad de hidrógeno y acetaldehído.
Este comportamiento se puede justificar a través del mecanismo propuesto por Marino et
al.(mostrado en la introducción de este trabajo), que plantea la adsorción del agua sobre los sitios
activos del cobre. Entre 250-350ºC la cantidad de agua no influye en la selectividad de estos
productos, y desde los 350ºC en adelante la presencia de agua continúa afectando positivamente
la selectividad de hidrógeno, pero desfavorablemente la de acetaldehído
Para los subproductos CO y CH4, la tendencia en ambos es similar, mayores proporciones de
agua/etanol aumentan su selectividad, es decir, en presencia de menos agua se minimiza la
formación de estos subproductos.
55

Se pueden utilizar las figuras anteriores para comprender el mecanismo de reacción del
reformado de etanol. Las Figuras 3.10, 3.11 y 3.12 muestran que a bajas temperaturas (100-
350ºC) no se observa la presencia de CO2, CO ni CH4, los productos existentes son H2 y
CH3CHO. En este rango de temperaturas la selectividad de ambos productos es similar, lo cual
indica que se está produciendo igual cantidad de moles por minuto de hidrógeno y acetaldehído.
Por lo tanto, en esta primera etapa el mecanismo iría por la deshidrogenación del etanol:
CH3CH2OH → CH3CHO + H2
0.0E+00
2.4E-04
4.8E-04
7.2E-04
9.6E-04
1.2E-03
100 200 300 400 500 600
Temperatura [ºC]
Fluj
o de
sal
ida
de C
H3C
H2O
H
[mol
es/m
in]
FIGURA 3.13: Flujo de salida de etanol, utilizando catalizador 6% CuO/ZrO2 impregnado en
soporte reflujado en NH3, para proporción agua/etanol = 1/3
Lo anteriormente expuesto queda confirmado por la gráfica exhibida en la Figura 3.13. En
ella se observa que a bajas temperaturas el etanol no presenta reactividad, pues el flujo de salida
permanece constante hasta los 250ºC. El punto mínimo alcanzado a la temperatura de 350ºC
define el comienzo de la ruptura del enlace C-C
A partir de los 350ºC comienzan a desarrollarse una serie de reacciones paralelas que dan
origen a la aparición de CO y CH4. La producción de acetaldehído comienza a disminuir a partir
de los 400ºC, hecho que se puede deducir de lo expuesto en la Figura 3.9 y por el aumento en el
flujo de salida de etanol exhibido en la Figura 3.13 La disminución en la producción de
acetaldehído, junto con la aparición de metano y monóxido de carbono, hacen suponer que una
fracción del acetaldehído formado por la deshidrogenación de etanol se descompone ahora en
estos productos.
56

El aumento de la producción de hidrógeno sumado con la presencia de dióxido de
carbono, hace suponer la ocurrencia de la reacción water-gas-shift. Si estuviera ocurriendo esta
reacción, la producción de monóxido de carbono iría disminuyendo, pues sería consumido como
reactivo. Sin embargo, los resultados muestran que la producción de CO va en aumento, lo cual
hace suponer que el monóxido de carbono no se consume, y que el H2 y CO2 se formarían por la
reacción de reformado de etanol.
En resumen, el mecanismo de reacción podría describirse por la ocurrencia de las
siguientes reacciones:
Deshidrogenación de etanol:
CH3CH2OH → CH3CHO + H2 ΔH0 = 68 kJ/mol (1)
Descomposición de acetaldehído:
CH3CHO → CH4 + CO ΔH0 = -14.6 kJ/mol (2)
Reformado de metano:
CH4 + H2O → 3H2 + CO ΔH0 = 205 kJ/mol (3)
Water-Gas-Shift:
CO + H2O → CO2 + H2 ΔH0 = 41.2 kJ/mol (4)
La producción de CO2 se lleva a cabo sólo por la ocurrencia de la reacción 4. Los datos
analizados (Figura 3.10) muestran un incremento en la formación de CO2 a medida que aumenta
la temperatura, situación que resulta favorecida por la endotermicidad de la reacción 4. Los
resultados confirman lo reportado en literatura, el cobre es un buen catalizador para la
deshidrogenación de etanol y presenta una alta actividad para la reacción WGS:
Los catalizadores estudiados mostraron ser inestables en la reacción de reformado de
etanol. Los dos factores posiblemente responsables de la estabilidad del catalizador son la
formación de coque y la aglomeración metálica (sintering). Las altas temperaturas usadas durante
la reacción, la alta reactividad del etanol y su baja estabilidad térmica, conducen a la formación
de coque. El coque puede ser formado debido a la polimerización de etileno producido durante la
deshidratación de etanol, por la reacción Boudouard, o la descomposición de metano. Como
consecuencia de esto la estructura del catalizador se destruye y se deteriora su actividad.
57

3.4.2 Catalizador 6% CuO/ZrO2 preparado en reflujo.
En la Figura 3.14 se muestran los resultados de las pruebas de actividad obtenidos para las
distintas proporciones agua/etanol utilizando el catalizador 6% CuO/ZrO2 preparado en reflujo
con NH3.
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400 500 600 700Temperatura [ºC]
Con
vers
ión
Etan
ol [%
]
7:15:13:11:11:3
FIGURA 3.14: Actividades para catalizador 6% CuO/ZrO2 preparado en reflujo, para distintas
proporciones agua/etanol
Para el catalizador 6% CuO/ZrO2 preparado en reflujo se observa que en el rango de
temperaturas de 100-300ºC la relación entre proporción agua/etanol y conversión no sigue una
tendencia clara, aunque la mayor conversión de etanol siempre se alcanzó en presencia de menos
agua (agua:etanol=1:3) en este rango de temperatura. A partir de los 350ºC, las actividades
exhibidas para cada una de las proporciones estudiadas comienzan a diferenciarse más,
pudiéndose establecer una tendencia general en ellas: a mayor proporción agua/etanol el
catalizador logra una mayor conversión de etanol para temperaturas entre 350-600ºC.
Al igual que en el caso anterior, la conversión de etanol va en aumento a medida que se
incrementa la temperatura, alcanzando un máximo a los 350ºC. A partir de esta temperatura y en
adelante, la actividad experimenta un brusco descenso.
58

Para determinar la influencia de la proporción agua/etanol en la distribución de los
productos se analiza a continuación el comportamiento de la selectividad frente a esta variable.
En las siguientes figuras se muestra la influencia de la proporción agua/etanol en la
selectividad1 del catalizador para los distintos productos.
0.0
0.5
1.0
1.5
2.0
2.5
3.0
100 200 300 400 500 600
Temperatura [ºC]
Sele
ctiv
idad
a H
2
7:15:13:11:11:3
FIGURA 3.15: Selectividad a H2 para catalizador 6% CuO/ZrO2 preparado en reflujo de NH3,
para distintas proporciones agua/etanol
0.0
0.2
0.4
0.6
0.8
1.0
1.2
100 200 300 400 500 600Temperatura [ºC]
Sel
ectiv
idad
a C
H3C
HO
7:15:1
3:1
1:1
1:3
FIGURA 3.16: Selectividad a CH3CHO para catalizador 6% CuO/ZrO2 preparado en reflujo de
NH3, para distintas proporciones agua/etanol
1 La selectividad a cada producto fue calculada como los moles producidos por los moles de etanol que reaccionaron.
59

0.0
0.2
0.4
0.6
0.8
100 200 300 400 500 600
Temperatura [ºC]
Sel
ectiv
idad
a C
O2
7:1
5:13:1
1:1
1:3
FIGURA 3.17: Selectividad a CO2 para catalizador 6% CuO/ZrO2 preparado en reflujo de NH3,
para distintas proporciones agua/etanol
0.00
0.05
0.10
0.15
0.20
100 200 300 400 500 600Temperatura [ºC]
Sele
ctiv
idad
a C
O
7:1
5:1
3:11:1
1:3
FIGURA 3.18: Selectividad a CO para catalizador 6% CuO/ZrO2 preparado en reflujo de NH3,
para distintas proporciones agua/etanol
60

0.0
0.1
0.2
0.3
0.4
0.5
100 200 300 400 500 600
Temperatura [ºC]
Sele
ctiv
idad
a C
H4
7:1
5:1
3:1
1:1
1:3
FIGURA 3.19: Selectividad a CH4 para catalizador 6% CuO/ZrO2 preparado en reflujo de NH3, para distintas proporciones agua/etanol
Lo primero que se puede observar de las figuras anteriores, es que al aumentar la
temperatura la selectividad de todos los productos aumenta, a excepción del acetaldehído, que a
partir de los 400ºC experimenta un descenso en su selectividad.
En términos generales, el catalizador 6% CuO/ZrO2 preparado en reflujo de NH3 es
altamente selectivo a la producción de hidrógeno y acetaldehído, y menos selectivo a CO y CH4.
Comparado con el catalizador anteriormente estudiado(6% CuO/ZrO2 soporte reflujado en NH3),
aquel preparado en reflujo resulta levemente más selectivo a la formación de hidrógeno y un
tanto menos selectivo a CO y CH4, lo que también puede observarse en la siguiente tabla:
61

TABLA 3.4: Selectividad a H2 y distribución de los productos a 550ºC
Distribución de los Productos (%)
Relación
agua/etanol
Selectividad 2 a H2
(%)
H2 CO2 CO CH4 CH3CHO
1:3 29 59.2 8.5 3.3 0.9 28.2
1:1 32 59.8 9.5 3.3 1.3 26.0
3:1 32 60.6 10.8 2.4 1.3 24.8
5:1 33 61.2 11.9 1.9 1.7 23.3
7:1 35 62.2 12.7 2.0 1.6 21.5
Las Figuras 3.15 y 3.16 muestran que en el rango de temperaturas de 150-250ºC, la menor
proporción agua/etanol favorece la selectividad de hidrógeno y acetaldehído. Esto podría
justificarse porque en este rango de temperaturas sólo se efectúa la deshidrogenación de etanol,
por lo tanto mientras más etanol exista y menos agua que compita por los mismos sitios activos
del cobre, mayor es la producción de hidrógeno y acetaldehído.
Entre 250-350ºC la cantidad de agua no influye en la selectividad de estos productos, y
desde los 350ºC en adelante la presencia de agua afecta positivamente la selectividad de
hidrógeno, porque comienzan a desarrollarse reacciones que utilizan agua como reactivo para
producir hidrógeno como uno de sus productos, como es el caso de las reacciones de reformado
de metano y water-gas-shift. Lo contrario ocurre en el caso de la selectividad al acetaldehído,
donde el aumento de agua la afecta desfavorablemente. Este comportamiento se puede justificar
porque al existir más agua quedan menos sitios activos libres para la adsorción de etanol y su
posterior deshidrogenación.
Para los subproductos CO y CH4, la tendencia en ambos es opuesta. Mayores
proporciones de agua/etanol aumentan la selectividad a metano y disminuyen la del monóxido de
carbono, es decir, en presencia de más agua se minimiza la formación de CO, lo que podría
justificarse por la reacción water gas shift, pero se maximiza la de CH4.
2 Selectividad a H2 = 100tan6
2 ⋅⋅ osreaccionadolemoles
producidosHmoles
62

0.0E+00
2.4E-04
4.8E-04
7.2E-04
9.6E-04
1.2E-03
100 200 300 400 500 600
Temperatura [ºC]
Fluj
o de
sal
ida
de C
H3C
H2O
H
[mol
es/m
in]
FIGURA 3.20: Flujo de salida de etanol, utilizando catalizador 6% CuO/ZrO2 preparado en
reflujo de NH3, para proporción agua/etanol = 1/3
Las Figuras 3.15-3.19, que muestran la selectividad a los diferentes productos, más lo
exhibido por la Figura 3.20 en relación a los perfiles del flujo de salida de etanol, permiten
confirmar lo expuesto anteriormente en relación a las reacciones involucradas en el mecanismo.
A bajas temperaturas sólo se produciría la deshidrogenación de etanol a acetaldehído. El
rompimiento del enlace C-C a partir de los 350 ºC marcaría el comienzo de una serie de
reacciones que dan origen a la formación de CO, CH4, CO2 e H2 como principales productos.
63

3.5 Estudio y comparación de otros sistemas catalíticos.
El reformado de etanol sobre catalizadores de Ni, Co, Ni/Cu y metales nobles (Pd, Pt, Rh)
ha sido extensamente estudiado. El mayor interés está en desarrollar un catalizador activo que
inhiba la formación de coque y la producción de CO.
Los metales generalmente por sí solos no contribuyen considerablemente a la producción
de hidrógeno. Por este motivo se utilizan catalizadores metálicos soportados, de manera de
obtener una mejora en el funcionamiento catalítico. La naturaleza del soporte también juega un
papel clave en la determinación de la selectividad a H2. La opción del soporte es, por este motivo,
crucial.
Los catalizadores estudiados fueron cobre, níquel y cobalto, todos soportados en alúmina
(Al2O3) y circonia (ZrO2).
0
5
10
15
20
25
30
35
40
0 100 200 300 400 500 600Temperatura [ºC]
Con
cent
raci
ón H
2 [%
v/v]
Cu/Al2O3
Cu/ZrO2
Ni/Al2O3
Ni/ZrO2
Co/Al2O3Co/ZrO2
FIGURA 3.21: Comparación de la concentración de hidrógeno para los distintos sistemas
catalíticos
64
La Figura anterior muestra que de los tres tipos de catalizadores estudiados, el cobre
presenta mayor actividad a bajas temperaturas. La mayor concentración de hidrógeno alcanzada
cuando se utiliza cobre se debe a que estos catalizadores son efectivos para la deshidrogenación
de etanol, reacción que ocurre a bajas temperaturas.
A mayores temperaturas el catalizador de níquel soportado en circonia, es el más efectivo
para la producción de hidrógeno, notando que el catalizador de cobalto, también soportado en
circonia, presenta una buena respuesta a la producción de hidrógeno, pero siempre por debajo de
la alcanzada por el níquel.
Los catalizadores de níquel y cobalto soportados en alúmina presentan una muy baja
producción de hidrógeno. La gran diferencia que se observa cuando se utiliza circonia y alúmina
como soporte en los catalizadores de Ni y Co, permite establecer que estos catalizadores se ven
fuertemente influenciados por el tipo y propiedades del soporte utilizado. Para el caso del cobre
no se observa una gran diferencia en la producción de hidrógeno cuando se utiliza circonia o
alúmina como soporte, salvo al final de la reacción, donde la producción de hidrógeno muestra un
decaimiento más brusco cuando se utiliza el catalizador soportado en alúmina.
La alúmina es comúnmente usada como soporte en las reacciones de steam reforming
debido a su alta área superficial para la dispersión de las especies activas. Sin embargo, posee
propiedades ácidas que promueven la deshidratación de etanol a etileno, el cual polimeriza para
formar coque en la superficie del catalizador. Esto podría justificar la baja producción de
hidrógeno que se obtiene cuando se utiliza alúmina como soporte.
La circonia, en cambio, posee tanto propiedades ácidas como básicas, es térmicamente
estable y un buen abastecedor de oxígeno, teniendo una movilidad de oxígeno de alrededor de
tres veces más a la de la alúmina, características que influyen positivamente en comportamiento
del catalizador.
65

CAPÍTULO 4: CONCLUSIONES
En el trabajo realizado se estudió la reacción de reformado de etanol con vapor de agua
utilizando distintos sistemas catalíticos de cobre soportados en circonia, con el objeto de
determinar aquellos catalizadores que presenten mayor actividad y selectividad a la producción
de hidrógeno por esta reacción.
Entre las variables analizadas, la temperatura juega un rol fundamental en el reformado de
etanol, y por ende, también en la producción de hidrógeno. La reacción es fuertemente
endotérmica (ΔH0 = 147 kJ/mol) y produce sólo H2 y CO2 si el etanol reacciona del modo más
deseable, es decir, por la reacción de reformado. Sin embargo, otros productos indeseables como
CO y CH4 por lo general también son producidos durante la reacción. La formación de estos
subproductos e intermediarios como el acetaldehído se debe a la ocurrencia de una serie de
reacciones paralelas.
Si bien el aumento de la temperatura conduce a un aumento en la producción de
hidrógeno, incrementar la temperatura también eleva la cantidad de monóxido de carbono y
metano, por lo que es necesario sopesar cada uno de estos efectos para determinar en qué
condiciones es mejor obtener el hidrógeno. Por un lado una elevada producción de hidrógeno,
pero con gran cantidad de subproductos se puede lograr a altas temperaturas, ó una menor
producción de hidrógeno, pero mayor pureza a bajas temperaturas.
Se estudiaron distintos métodos de preparación del catalizador y su correspondiente efecto
en la actividad. Los resultados muestran que el método de reflujo es el más efectivo, pues los
catalizadores preparados con esta técnica alcanzaron mayores niveles de conversión de etanol. En
cuanto a las técnicas de tratamiento del soporte, el método de reflujo en solución de NH3 permite
tener catalizadores con mejor actividad que aquellos impregnados sobre soporte reflujado en
NaOH y sobre soporte sin tratamiento. Estos métodos, además, permiten obtener mayores áreas
específicas superficiales, tanto para el catalizador preparado en reflujo como en los soportes
reflujados en NH3, y de este modo, cargar una mayor cantidad del metal.
66

De los catalizadores estudiados, los que presentaron mejor actividad para la reacción de
reformado de etanol son:
6% catalizador preparado en reflujo de NH3
6% catalizador impregnado en soporte reflujado en NH3
Los diferentes niveles de actividad alcanzados por los catalizadores pueden relacionarse
con el grado de facilidad de reducción de las especies activas de cobre. La caracterización por
Reducción por Temperatura Programada (TPR) de los catalizadores más activos indica la
existencia de especies de óxidos de cobre reducibles a bajas temperaturas, 200 ºC
aproximadamente, que según lo reportado en literatura, corresponderían a especies altamente
dispersas responsables de la actividad del catalizador.
Posteriormente, se realizó un estudio de la ingeniería de la reacción de reformado
utilizando los dos mejores catalizadores, evaluando su actividad bajo diferentes condiciones de
operación. Las variables estudiadas fueron la proporción agua:etanol y la dilución del catalizador
en el soporte.
La relación agua:etanol es otra de las variables de importancia dentro de la reacción de
reformado. Los resultados obtenidos permiten concluir que a mayores proporciones de
agua:etanol la actividad del catalizador aumenta, aunque las diferencias de actividad entre una
proporción y otra no resultaron ser tan significativas.
El objetivo de este trabajo era no sólo determinar las condiciones óptimas para obtener un
catalizador activo para la reacción de reformado de etanol, sino también altamente selectivo a la
producción de hidrógeno, con una mínima formación de productos indeseables como monóxido
de carbono y metano. El estudio realizado permite concluir que los catalizadores de cobre
soportados en circonia son selectivos mayoritariamente para la producción de hidrógeno y
acetaldehído, aunque de todos modos se observa la presencia de CO y CH4.
67

Con respecto a la influencia de la proporción agua:etanol en la selectividad a los
productos, se concluye que la mayor presencia de agua aumenta la selectividad al hidrógeno. Del
mismo modo que ocurre con la actividad, las diferencias entre las selectividades a hidrógeno para
las distintas relaciones agua:etanol son bastantes estrechas. Para los subproductos CO y CH4 no
se puede determinar una correspondencia directa entre esta variable y la selectividad, si bien la
producción de CO se minimizó en presencia de presencia de más agua cuando se utilizó el
catalizador preparado en reflujo.
Debido a que se trabajó con bajos valores para la proporción agua:etanol, no se pudo
comprobar el verdadero efecto de esta variable, sobre todo en la selectividad a los productos. Para
futuros trabajos se recomienda experimentar en un mayor rango de valores, poniendo especial
atención a los resultados que se obtendrían utilizando relaciones sobre 10 (según lo reportado en
literatura), donde comienza a manifestarse de manera determinante la influencia de esta variable.
El soporte, además de proporcionar una mayor área superficial para la dispersión de las
especies activas, es responsable de la estabilidad del catalizador. Los catalizadores mayormente
diluidos, si bien presentaron menor actividad, fueron más estables en la evolución de la
conversión de etanol, llegando incluso a presentar un comportamiento siempre creciente a lo
largo de toda la reacción. La menor dilución tiene el efecto contrario, lograr mayores niveles de
actividad acompañado de un brusco decaimiento de esta al final de la reacción.
El estudio de otros sistemas catalíticos permite concluir que comparada con la alúmina, la
circonia presenta propiedades que la hacen mejor soporte para la reacción de reformado. Los
catalizadores de níquel y cobalto soportados en circonia presentan comportamientos similares en
cuanto a sus actividades. Comparados con los catalizadores de cobre, la diferencia fundamental
radica en el rango de temperaturas en los que cada uno son más efectivos. Los catalizadores de
níquel y cobalto presentan alta actividad a altas temperaturas, mientras que el cobre logra mayor
conversión de etanol a bajas temperaturas. Por este motivo, sería interesante estudiar la
utilización de ambos catalizadores en diferentes etapas de la reacción.
68

CAPÍTULO 5: BIBLIOGRAFÍA [1] J. A. Botas, J. A. Calles, J. Dufour, G. San Miguel, “La Economía del Hidrógeno, una visión global sobre la revolución energética del siglo XXI”. Grupo de Ingeniería Química y Ambiental. Escuela Superior de Ciencias Experimentales y Tecnología (ESCET), Universidad Rey Juan Carlos, España. [2] Prakash D. Vaidya, Alirio E. Rodrigues, “Insight into steam reforming of ethanol to produce hydrogen for fuel cells”. Chemical Engineering Journal 117 (2006) 39–49. [3] Fabien Aupretre, Claude Descorme, Daniel Duprez, “Bio-ethanol catalytic steam reforming over supported metal catalysts”, Catalysis Communications 3 (2002) 263–267. [4] E. Y. García and M. A. Laborde, “Hydrogen production by the steam reforming of ethanol: Thermodynamic analysis”, International Journal of Hydrogen Energy 16 (1991) 307-312. [5] K. Vasudeva, N. Mitra, P. Umasankar and S. C. Dhingra, “Steam reforming of ethanol for hydrogen production: Thermodynamic analysis”, International Journal of Hydrogen Energy 21 (1996) 13-18. [6] I. Fishtik, A. Alexander, R. Datta, D. Geana, “A thermodynamic analysis of hydrogen production by steam reforming of ethanol via response reactions”, International Journal of Hydrogen Energy 25 (2000) 31-45. [7] V. Mas, R. Kipreos, N. Amadeo and M. Laborde, “Thermodynamic analysis of ethanol/water system with the stoichiometric method”, International Journal of Hydrogen Energy 31 (2006) 21-28. [8] S. Freni, G. Maggio, S. Cavallaro, “Ethanol steam reforming in a molten carbonate fuel cell: a thermodynamic approach”, Journal of Power Sources 62 , (1996), 67-73. [9] Theophilos Ioannides, “Thermodynamic analysis of ethanol processors for fuel cell applications”, Journal of Power Sources 92 , (2001), 17-25. [10] J. Llorca, P. Ramírez de la Piscina, J. Dalmon, J. Sales, N. Homs “CO-free hydrogen from steam-reforming of bioethanol over ZnO-supported cobalt catalysts”, Applied Catalysis B 43, (2003) 355-369 [11] S. Cavallaro, N. Mondello and S. Freni, “Hydrogen produced from ethanol for internal reforming molten carbonate fuel cell”, Journal of Power Sources 102(2001) 198-204. [12] A. Kaddouri and C. Mazzocchia, “A study of the influence of the synthesis conditions upon the catalytic properties of Co/SiO2 or Co/Al2O3 catalysts used for ethanol steam reforming”, Catalysis Communications 5 (2004) 339-345.
69

[13] M. Batista, R. Santos, E. Assaf, J. Assaf, “High efficiency steam reforming of ethanol by cobalt-based catalysts”, Journal of Power Sources 134 (2004) 27-32. [14] F. Frusteri, S. Freni, L. Spadaro, V. Chiodo, G. Bonura, S. Donato and S. Cavallaro, “H2 production for MC fuel cell by steam reforming of ethanol over MgO supported Pd, Rh, Ni and Co catalysts”, Catalysis Communications 5 (2004) 611-615. [15] S. Cavallaro, V. Chiodo, S. Freni, N. Mondello and F. Frusteri, “Performance of Rh/Al2O3 catalyst in the steam reforming of ethanol: H2 production for MCFC”, Applied Catalysis A: General 249 (2003) 119-128. [16] V. Fierro, V. Klouz, O. Akdim and C. Mirodatos, “Oxidative reforming of biomass derived ethanol for hydrogen production in fuel cell applications”, Catalysis Today 75 (2002) 141-144. [17] J. P. Breen, R. Burch and H. M. Coleman, “Metal-catalysed steam reforming of ethanol in the production of hydrogen for fuel cell applications” Applied Catalysis B: Environmental 39 (2002) 65-74. [18] C. Diagne, H. Idriss and A. Kiennemann, “Hydrogen production by ethanol reforming over Rh/CeO2–ZrO2 catalysts”, Catalysis Communications 3 (2002) 565-571. [19] Maria A. Goula , Sotiria K. Kontou and Panagiotis E. Tsiakaras, “Hydrogen production by ethanol steam reforming over a commercial Pd/γ-Al2O3 catalyst”, Applied Catalysis B: Environmental 49 (2004) 135-144. [20] José Comas , Fernando Mariño , Miguel Laborde and Norma Amadeo, “Bio-ethanol steam reforming on Ni/Al2O3 catalyst”, Chemical Engineering Journal 98(2004) 61-68. [21] Athanasios N. Fatsikostas, Dimitris. I. Kondarides and Xenophon E. Verykios, “Production of hydrogen for fuel cells by reformation of biomass-derived ethanol”, Catalysis Today 75 (2002) 145-155. [22] Jie Sun, Xin-Ping Qiu, Feng Wu and Wen-Tao Zhu, “H2 from steam reforming of ethanol at low temperature over Ni/Y2O3, Ni/La2O3 and Ni/Al2O3 catalysts for fuel-cell application”, International Journal of Hydrogen Energy 30 (2005) 437-445. [23] Fernando Mariño, Marcelo Boveri, Graciela Baronetti and Miguel Laborde, “Hydrogen production via catalytic gasification of ethanol. A mechanism proposal over copper–nickel catalysts”, International Journal of Hydrogen Energy 29 (2004) 67-71. [24] D. Srinivas, C. V. V. Satyanarayana, H. S. Potdar and P. Ratnasamy, “Structural studies on NiO-CeO2-ZrO2 catalysts for steam reforming of ethanol”, Applied Catalysis A: General 246 (2003) 323-334. [25] V.S. Bergamaschi, F.M.S. Carvalho, C. Rodrigues and D.B. Fernandes, “Preparation and evaluation of zirconia microspheres as inorganic exchanger in adsorption of copper and nickel ions and as catalyst in hydrogen production from bioethanol”, Chemical Engineering Journal 112 (2005) 153-158.
70
[26] Abayomi John Akande, “Production of Hydrogen by Reforming of Crude Ethanol”. Tesis para obtener el grado de Magister en Ciencias, Universidad de Saskatchewan, Canadá (2005). [27] Purnama Herry, “Catalytic Study of Copper based Catalysts for Steam Reforming of Methanol”, Tesis para obtener el grado de Doctor en Ingeniería, Universidad de Berlín (2003). [28] Alexandra Szizybalski, “Zirconium dioxide supported Copper Catalysts for the Methanol Steam Reforming”, Tesis para obtener el grado de Doctor en Ciencias Químicas, Universidad de Berlín (2005). [29] Drew J. Braden, “Fuel Cell Grade Hydrogen Production from the Steam Reforming of Bio-Ethanol Over Co-based Catalysts: An Investigation of Reaction Networks and Active Sites”, Tesis para obtener el título de Ingeniero Químico y Biomolecular, Universidad de Ohio (2005). [30] Águila Gonzalo, “Combustión catalítica de metano en óxidos metálicos a baja-media temperatura”, Tesis para obtener el título de Ingeniero Civil Químico, Universidad de Chile, (2005). [31] Valdés Francisco Javier, “Estudio de catalizadores de cobre soportados en circonia para la oxidación de monóxido de carbono”, Memoria para optar al título de Ingeniero en Química, Universidad Tecnológica Metropolitana, (2006).
71

CAPÍTULO 6: APÉNDICES
APÉNDICE A: Cálculos para la preparación de los catalizadores
A.1 Cálculo de la carga de metal sobre el soporte.
Los catalizadores de cobre estudiados se prepararon utilizando nitrato de cobre
trihidratado, cuyo peso molecular es:
PM[Cu(NO3)2*3H2O] = 241,54 [gr/mol]
PM(Cu) = 63,54 [gr/mol]
Considérese el caso de preparación de 6 gramos del catalizador 6% Cu/ZrO2.
6 gr. Cu/ZrO2 ⋅ 0.06 (6% de cobre) = 0,36 gr. de cobre
Por los pesos moleculares y fórmula química, se tiene que 241,54 gr. de nitrato de cobre,
contienen 63,54 gr. de cobre. Luego, para calcular la cantidad de nitrato de cobre necesaria para
obtener 0,36 gr. de cobre se plantea la siguiente proporción:
241,54 gr. Cu(NO3)2*3H2O → 63,54 gr. Cu
X → 0,36 gr. Cu
X = 368,136,054,6354,241
=⋅
Es decir, 1,368 gr. de Cu(NO3)2*3H2O se impregnan con 6 gr. de soporte para obtener el
catalizador 6% Cu/ZrO2.
72

A.2 Pérdida de masa del soporte por calcinación.
Cuando se prepara un catalizador por el método de reflujo o impregnación sobre soporte
reflujado, se debe considerar la pérdida de peso que sufre el soporte cuando es sometido a
calcinación. El soporte se prepara utilizando óxido de circonio hidratado, Zr(OH)4, que al
calcinarse se transforma circonia, ZrO2, que corresponde al soporte final y sobre el cuál se
realizan los cálculos de carga.
Los pesos moleculares de estos compuestos son:
PM(Zr(OH)4) = 159,22 [gr/mol]
PM(ZrO2) = 123,22 [gr/mol]
Luego, si se tiene un mol de Zr(OH)4, la pérdida de peso que se tendrá al calcinar será de :
159,22 gr. – 123,22 gr. = 36 .gr
%61,2210022,123
36=⋅
Por lo tanto, para obtener 6 gr. de soporte final (ZrO2), se debe tener de Zr(OH)4 la
cantidad de :
X ⋅(1 – 0,2261) = 6
X = 7,7529 gr. de Zr(OH)4
73

APÉNDICE B: Determinación de la conversión de etanol
El siguiente ejemplo de cálculo se realizará para el catalizador 6% CuO/ZrO2 preparado
en reflujo.
Alimentación:
Proporción agua:etanol = 1:1
Etanol = 0,00092 moles/min = 0,04229 gr./min
Agua = 0,00092 moles/min = 0,01647 gr/min.
------------------------------------------------------------------------
Masa total que ingresa al sistema: 0,05876 [gr/min]
Salida (a la temperatura de 600 ºC):
H2 = 0,00183 gr/min
CO2 = 0,00820 gr/min
CO = 0,00306 gr/min
CH4 = 0,00175 gr/min
CH3CHO = x
Etanol no reaccionado= y
Agua no reaccionada = z
---------------------------------------------------------------------------
Masa total a la salida del sistema: 0,01484 + x+ y + z [gr/min]
La cantidad de acetaldehído (x), etanol no reaccionado (y), y agua no reaccionada (z) son
datos que no se pudieron obtener por el método de cromatografía de gases. Por esta razón, se ideó
una metodología de cálculo que a través de iteraciones sobre la incógnita x resolvía el balance de
masa del sistema valorando las demás incógnitas.
A continuación se presenta un esquema de la metodología de cálculo.
74

Suponer moles producidos de CH3CHO
Balance de C para determinar C2H5OH salida
Balance de H2 para determinar H2O salida
Balance de MasaNO
Sí
Determinar conversión de etanol
Suponer moles producidos de CH3CHO
Balance de C para determinar C2H5OH salida
Balance de H2 para determinar H2O salida
Balance de MasaNO
Sí
Determinar conversión de etanol
FIGURA B.1: Esquema de metodología de iteración para determinación de conversión de etanol
Para el ejemplo analizado, los resultados de la iteración son:
x = 0,00024 moles/min = 0,01044 gr/min
y = 0,00048 moles/min = 0,02208 gr/min
z = 0,00064 moles/min = 0,01153 gr/min
Masa total que ingresa al sistema: 0,05876 gr/min
Masa total a la salida del sistema: 0,05889 gr/min
Porcentaje de error: 0.2 %
Con estos datos se determina la conversión de etanol:
Conversión C2H5OH = %8,4710000092,0
00048,000092,010052
5252 =⋅−
=⋅−
IN
OUTIN
OHHCOHHCOHHC
75
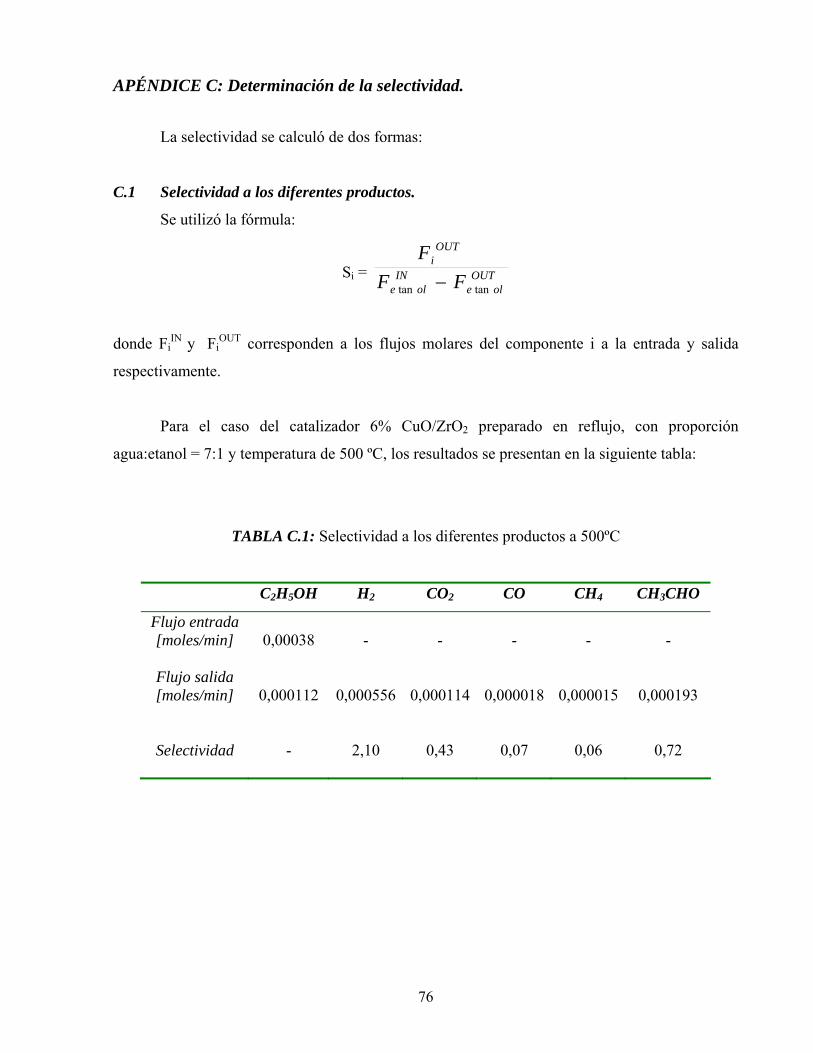
APÉNDICE C: Determinación de la selectividad.
La selectividad se calculó de dos formas:
C.1 Selectividad a los diferentes productos.
Se utilizó la fórmula:
Si = OUTole
INole
OUTi
FFF
tantan −
donde FiIN y Fi
OUT corresponden a los flujos molares del componente i a la entrada y salida
respectivamente.
Para el caso del catalizador 6% CuO/ZrO2 preparado en reflujo, con proporción
agua:etanol = 7:1 y temperatura de 500 ºC, los resultados se presentan en la siguiente tabla:
TABLA C.1: Selectividad a los diferentes productos a 500ºC
C2H5OH H2 CO2 CO CH4 CH3CHO
Flujo entrada [moles/min]
0,00038
-
-
-
-
-
Flujo salida [moles/min]
0,000112
0,000556
0,000114
0,000018
0,000015
0,000193
Selectividad
-
2,10
0,43
0,07
0,06
0,72
76

C.2 Selectividad a hidrógeno y distribución de los productos.
En este caso, sólo se calcula la selectividad a hidrógeno como:
[ ] 1006 tantan
2
2⋅
−⋅= OUT
oleIN
ole
HH FF
FS
La distribución de los productos se calcula como porcentaje molar del total de los
productos.
Para el mismo caso analizado anteriormente, catalizador 6% CuO/ZrO2 preparado en
reflujo, proporción agua:etanol = 7:1 y temperatura de 500 ºC, los datos son los siguientes:
TABLA C.2: Selectividad a H2 y distribución de los productos a 500ºC
C2H5OH H2 CO2 CO CH4 CH3CHO
Flujo entrada [moles/min]
0,000378
-
-
-
-
-
Flujo salida [moles/min]
0,000112
0,000556
0,000114
0,000018
0,000015
0,000193
Selectividad (%)
-
35
-
-
-
-
Distribución
productos (%)
-
62,2
12,7
2,0
1,6
21,5
77