update on the bakelite gluing feb 2002: first warning from babar 13 gaps (over 48) accepted (27%)...
TRANSCRIPT

Update on the bakelite gluing Update on the bakelite gluing
• Feb 2002: first warning from BaBar 13 gaps (over 48) accepted (27%) (i.e. max 2 non contiguous unglued spacers)…theremaining 73% had more than 8 unglued spacers. The gaps were produced with the new bakelite (more later on)• Afterwards all other experiments had the same problem• RPCs Production has been stopped and a R&D program setup to overcome the problem.
• Feb 2002: first warning from BaBar 13 gaps (over 48) accepted (27%) (i.e. max 2 non contiguous unglued spacers)…theremaining 73% had more than 8 unglued spacers. The gaps were produced with the new bakelite (more later on)• Afterwards all other experiments had the same problem• RPCs Production has been stopped and a R&D program setup to overcome the problem.
The following refers to the results and conclusions of the RPC INFN committee (S.Morganti, S. Nuzzo et al.)
The following refers to the results and conclusions of the RPC INFN committee (S.Morganti, S. Nuzzo et al.)
CMS Week June 2002 P.Vitulo-Pavia University

What does it mean “New Bakelite” ?
The firm that produces the bakelite for all the LHC experiments(and others) has enlarged his production capability, including..•substitution of melaminic and phenolic impregnation lines•substitution of the press.
i.e.The bakelite is made in the usual way but probably throughnew production cycles (one example: the press cycle at differenttemperature and time ?)
Note: the factory has been producing in the new configuration since jul-sept 01 but the experiments were using old batches of bakelite
What does it mean “New Bakelite” ?
The firm that produces the bakelite for all the LHC experiments(and others) has enlarged his production capability, including..•substitution of melaminic and phenolic impregnation lines•substitution of the press.
i.e.The bakelite is made in the usual way but probably throughnew production cycles (one example: the press cycle at differenttemperature and time ?)
Note: the factory has been producing in the new configuration since jul-sept 01 but the experiments were using old batches of bakelite

The hypothesis: The hypothesis:
The ungluing of the spacers from the new bakelite is due to surface characteristics (chemical).
Two approaches:1. Chemical/mechanical: realization of an automatic machine for the cleaning and brushing of the bakelite panels surfaces2. Only mechanical: realization of an automatic machine that could locally mill the zone of the spacers and of the frame
Solution 2 was discarded because it required > 4-5 monthsSolution 1 ready in 4-5 weeks
The ungluing of the spacers from the new bakelite is due to surface characteristics (chemical).
Two approaches:1. Chemical/mechanical: realization of an automatic machine for the cleaning and brushing of the bakelite panels surfaces2. Only mechanical: realization of an automatic machine that could locally mill the zone of the spacers and of the frame
Solution 2 was discarded because it required > 4-5 monthsSolution 1 ready in 4-5 weeks

Working PlanWorking Plan
Phase I•Selection of the panels•Brushing tests•Roughness measurements•Spacers gluing•Tension tests
Phase II•Construction of real gaps•Low pressure (5 mbar) tests•Linseed oil
Phase III•I vs HV•Cosmic test
Bakelite selection (ARGO, CMS)Gluing tests
Selection of Brushing Methods
Roughness measurements
brushing and gluing of the bakelite strips
The entire panel is treated Gluing of spacers
Spacers ungluing tests
Phase IIGaps construction
LO
OP
OV
ER
IF B
AD
Today we are here

Does the problem belong to all the bakelite batches? How to select a bakelite panel Does the problem belong to all the bakelite batches? How to select a bakelite panel
-The quality of each sheet is provenby gluing 4 to 5 spacers strips beforeany kind of test.-The remaining part is cut in strips onon which different surface tratmentsare applied.-One strip is kept for chemical analysis.- Spacers are glued to the treated stripswith the gluing machine.
-The quality of each sheet is provenby gluing 4 to 5 spacers strips beforeany kind of test.-The remaining part is cut in strips onon which different surface tratmentsare applied.-One strip is kept for chemical analysis.- Spacers are glued to the treated stripswith the gluing machine.

4 panels have been testedfrom a “bad” bakelite batch
4 panels have been testedfrom a “bad” bakelite batch
PANELS not TREATEDPANELS not TREATED
Tension valuesTension values

-20 measurem. randomly distributed over the surface with random orientation of the meter-2 “old” ATLAS & BaBar and 1 “new” CMS-no sensible variations on the average roughness
-20 measurem. randomly distributed over the surface with random orientation of the meter-2 “old” ATLAS & BaBar and 1 “new” CMS-no sensible variations on the average roughness
PANELS not TREATEDPANELS not TREATED
Roughness MeasurementsRoughness MeasurementsR z = ten-point height

Hard and soft brushing at 1700 r/min. Measurements were done transversally and longitudinally wrt the brushing direction. Hard and soft brushing at 1700 r/min. Measurements were done transversally and longitudinally wrt the brushing direction.
soft hard
PANELS TREATEDPANELS TREATED
Mechanical Brushing Mechanical Brushing

Something unexpected : the two sides are different !Something unexpected : the two sides are different !
Side A
Side B
Tension test on the two sides of the same panelTension test on the two sides of the same panel
Let’s call the two (indistinguishable)sides of each panel A and B:spacers were glued on both sides of the same panels and tension tests performed.
Let’s call the two (indistinguishable)sides of each panel A and B:spacers were glued on both sides of the same panels and tension tests performed.

Tension tests on ARGO panels show the same
behaviour( ARGO has
higher resistivity values)
Tension tests on ARGO panels show the same
behaviour( ARGO has
higher resistivity values)
Side A
Side B

Side A
Side B
B
A
Tension tests vs Roughness measurements do not evidencecorrelations
Tension tests vs Roughness measurements do not evidencecorrelations
Tension values Tension values Roughness values Roughness values

Ry (m) x 100
A
AB
B
Tension tests vs Roughness measurements: CMS bakelite
In this case the trend is opposite to the expected one
Tension tests vs Roughness measurements: CMS bakelite
In this case the trend is opposite to the expected one
Tension values Tension values Roughness values Roughness values

Roughness measurements done close to the region of the spacer mark
Roughness measurements done close to the region of the spacer mark
Roughness vsvs Tension
Roughness meausurementsdone in the same direction
of the feed to the L.A.
No correlation
Roughness meausurementsdone in the same direction
of the feed to the L.A.
No correlation
Rz(m)

Automatic brushing and cleaning machine: L.A. “Automatic Laundry”
Automatic brushing and cleaning machine: L.A. “Automatic Laundry”

BEFORE
AFTER
L.A. machine results on side A: ARGO1500 r/min, 1m/min
L.A. machine results on side A: ARGO1500 r/min, 1m/min
Detachment Tension valuesBEFORE and AFTER the L.A.
treatment
Detachment Tension valuesBEFORE and AFTER the L.A.
treatment

BEFORE
AFTER
L.A. machine results on side B: ARGO1500 r/min, 1m/min
L.A. machine results on side B: ARGO1500 r/min, 1m/min
Detachment Tension valuesBEFORE and AFTER the L.A.
treatment
Detachment Tension valuesBEFORE and AFTER the L.A.
treatment

• With the same L.A. settings (1500 r/min; speed 1m/min) used forARGO, samples of bakelite from other experiments were treatedand gas volumes assembled:-ATLAS 5 gaps -CMS 3 gaps-ARGO 4 gaps • Total number of spacers 2684• The 12 gaps were tested at low pressure before the surface treatment with linseed oil to check the number of “zero kg detachments” on the spacers. (tested at 540 gr)
• With the same L.A. settings (1500 r/min; speed 1m/min) used forARGO, samples of bakelite from other experiments were treatedand gas volumes assembled:-ATLAS 5 gaps -CMS 3 gaps-ARGO 4 gaps • Total number of spacers 2684• The 12 gaps were tested at low pressure before the surface treatment with linseed oil to check the number of “zero kg detachments” on the spacers. (tested at 540 gr)
• 7 (over 2648) unglued spacers• 3 gaps over 12 had at least 1 unglued spacer• None of the remaining spacers disjoined during the pressure test
• 7 (over 2648) unglued spacers• 3 gaps over 12 had at least 1 unglued spacer• None of the remaining spacers disjoined during the pressure test

CMS: I vs HV curves in range (i.e. 2-5 A @ 8 kV), good surfaces quality after the linseed oil treatment, good spacer strength (i.e. > 56 mbar, the maximum overpressure available).Tested also 11 (9 w new bakelite and 2 w old bakelite) gaps (RB1-like) with brushed bakelite (no oiled yet) : 7 gaps ok up to 20 mbar, 1 gap had 1 disjoined spacer at 12 mbar, 1 gap had construction problem (i.e. big slit in the frame) , 1 gap bad already at 1 mbar.ARGO: average I = (0.3 +- 0.1) A @ 8 kV (wrt 0.2 +- 0.1 A) (1.4 +- 0.4) A @ 9 kV (wrt 0.6 +- 0.2 A)
ATLAS: no leakage up to 8 mbar, average I of 6.6 A @ 10.4 kV, Average rate 2 Hz/cm2 , eff @ working point greater than 94%
CMS: I vs HV curves in range (i.e. 2-5 A @ 8 kV), good surfaces quality after the linseed oil treatment, good spacer strength (i.e. > 56 mbar, the maximum overpressure available).Tested also 11 (9 w new bakelite and 2 w old bakelite) gaps (RB1-like) with brushed bakelite (no oiled yet) : 7 gaps ok up to 20 mbar, 1 gap had 1 disjoined spacer at 12 mbar, 1 gap had construction problem (i.e. big slit in the frame) , 1 gap bad already at 1 mbar.ARGO: average I = (0.3 +- 0.1) A @ 8 kV (wrt 0.2 +- 0.1 A) (1.4 +- 0.4) A @ 9 kV (wrt 0.6 +- 0.2 A)
ATLAS: no leakage up to 8 mbar, average I of 6.6 A @ 10.4 kV, Average rate 2 Hz/cm2 , eff @ working point greater than 94%
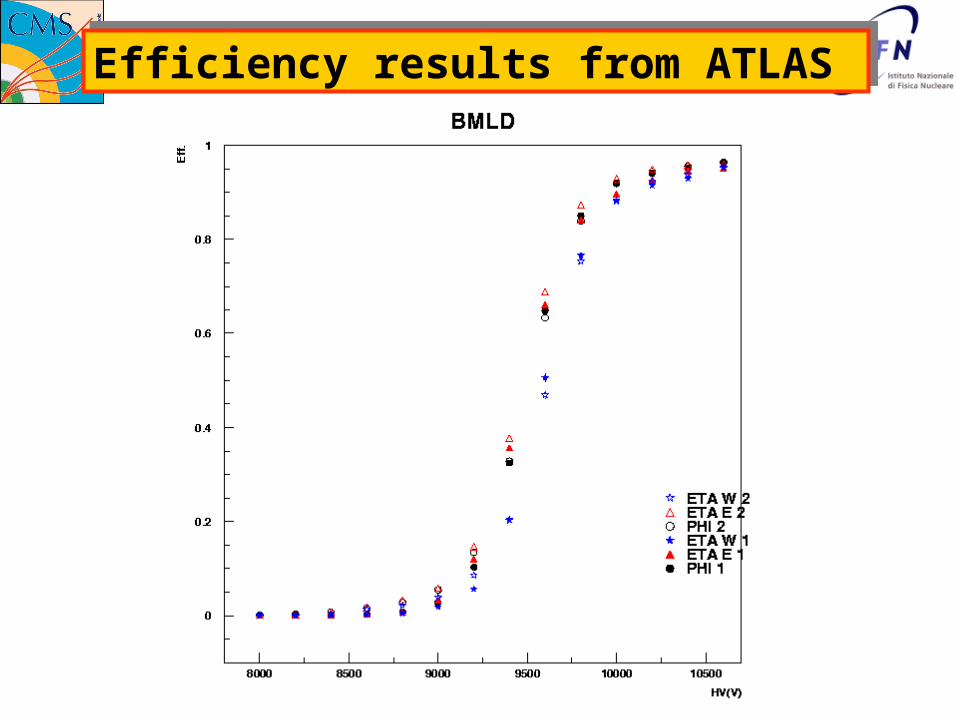
Efficiency results from ATLAS Efficiency results from ATLAS