using predictive modeling to increase efficiency and ... · using predictive modeling to increase...
TRANSCRIPT
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900C
Using Predictive Modeling to Increase Efficiency and Effectiveness
Ric Snyder Sr. Product Manager November 7-8, 2012

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Automation for Process Industries
2

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Pavilion8 Dynamic MPC
PlantPAx Fuzzy Designer
Logix IMC, CC, MMC
Logix PID, PIDE, AOI
PlantPAx Model Builder
PlantPAx Advanced Process Control Portfolio
3
Real-time Optimization
Model Predictive Control
Nonlinear Multivariable
Control
Linear Multivariable Control
Inferential Sensors
Advanced Regulatory Control
Regulatory Control Incr
easi
ng E
ffort
& In
crea
sing
Val
ue

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Why Advanced Process Control?
Advanced Regulatory Control Focus is on PROCESS variables – levels, flows, temperatures,
pressures, etc. Improve poorly performing loops and/or automate manual loops Compensate for dead-time and simple process interactions Improve process stability, consistency, reliability
Advanced Supervisory Control Focus is on PRODUCT variables – production rate, product quality,
product specifications (e.g. moisture, color, density, purity, etc.) Sends setpoints to process control loops – good regulatory control is
prerequisite to achieve full MPC benefits Improve product quality Increase throughput and/or yield Reduce energy usage
4

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Scalable Portfolio of Advanced Controls
Regulate
Single Loop
Multiple Loops
Process Unit
Multiple Units
Plant-wide
Value-Add
Predict
Control
Optimize
Area
Span of Control
5

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Starch Dryer Example PID Temperature Control
• Neither moisture laboratory samples nor moisture soft sensor are available
• Disturbances are not corrected or slowly corrected
• Ambient humidity • Starch consistency • Inlet air flow temperature
Starch feeder
PID
Output limit
Tout Ctrl
Tin
Tin Setpoint
CTRL-valve(s) Heat recovery
Hot Steam
Inlet Temp Ctrl
heat flow
Inlet
temp
2 bar
12 bar
Hot Water
Feeder Speed
Valve Position
PID SP
Tim
e De
lay
SP
Motor
Tout
Hot a
ir &
star
ch m
ixtur
e
Inlet air flow T_Z1 T_Z2
Dried starch out
Heat exchangers
VFD
6

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
PID Control Performance
Moisture SP
Moisture PV
Feed Rate
Exhaust Temperature PV
Exhaust Temperature SP
7
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
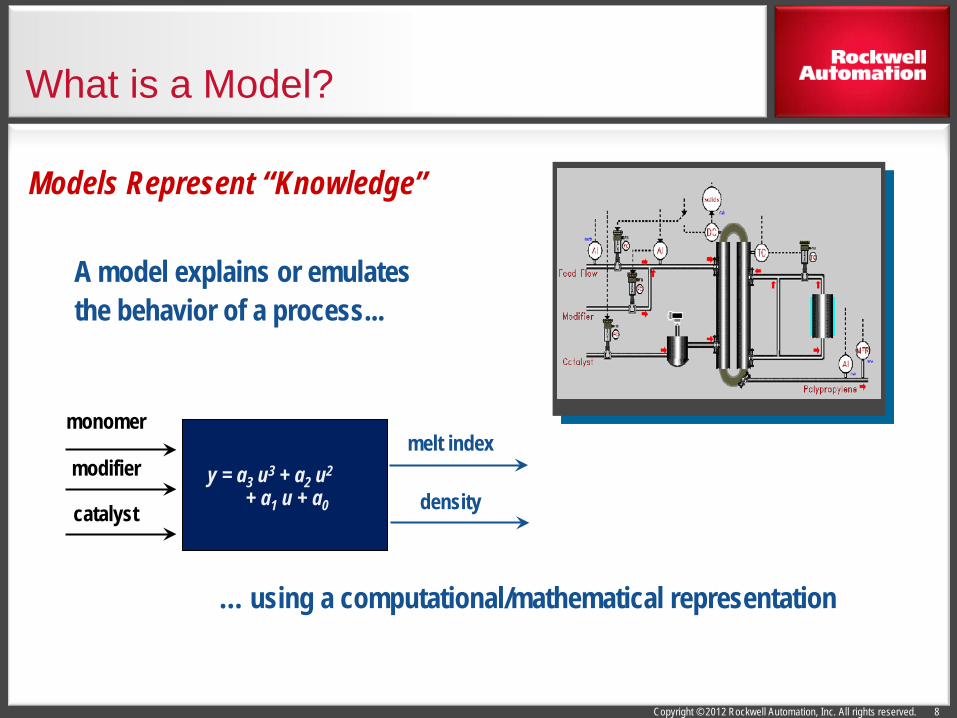
What is a Model?
A model explains or emulates the behavior of a process...
… using a computational/mathematical representation
y = a3 u3 + a2 u2 + a1 u + a0
monomer
modifier
catalyst
melt index
density
Models Represent “Knowledge”
8

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Uses of Models
Analysis Analyze vast amounts of historical
data to discover unknown correlations and relationships to gain better insight into the process
Prediction Build models that can accurately
predict process changes based on changing process inputs and disturbances
Combine prediction models with real-time data to build Soft Sensors to identify product changes before they occur, allowing pro-active operator actions
Control Closed-loop multivariable model
predictive control (MPC) provides faster responses to changing operating conditions and constraints to minimize product variability and improve yields
Optimization Steady-state models can identify
the optimum operating parameters based on current conditions and constraints to meet desired economic objectives (maximize rate, minimize energy, …)
9

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
You Can’t Control What You Can’t Measure
What if in-line sensors are unavailable, unreliable, too expensive
Analysis
Process Samples
Lab Results
One hour to one day delay !
Process Adjustments
143.0
10
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
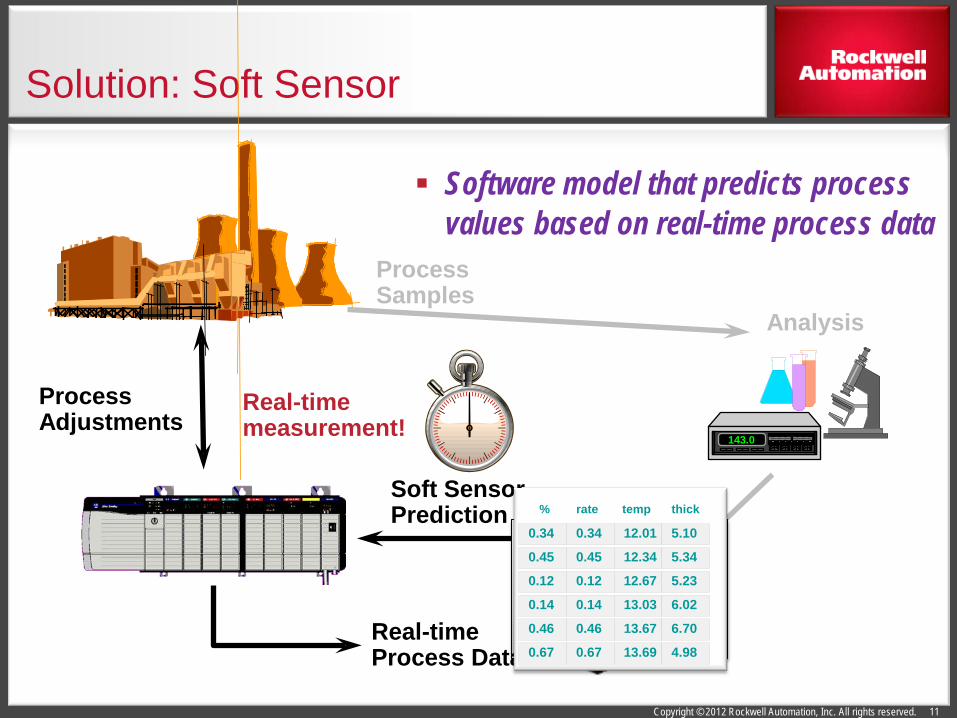
Solution: Soft Sensor
Software model that predicts process values based on real-time process data
143.0
Analysis
Process Samples
Process Adjustments
Soft Sensor Prediction
Real-time measurement!
⌡ ⌠ ( x - υ )2
dυ 4c2 t
exp -1
+1 Uo 2c√π t
∂ u ∂ 2u ∂ t ∂ t2 = c2
Real-time Process Data
Lab Results 0.34 12.01 5.10
0.45 12.34 5.34
0.12 12.67 5.23
0.14 13.03 6.02
0.46 13.67 6.70
0.67 13.69 4.98
rate temp thick
0.34
0.45
0.12
0.14
0.46
0.67
%
11

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
PlantPAx ModelBuilder PlantPAx ModelBuilder for off-line data
analysis and modeling SoftSensor Designer converts models to AOI’s
143.0
Analysis
Process Samples
Process Adjustments
12

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Model Based APC Function Blocks Regulatory control functions based on Internal Model
Control (IMC) algorithm Handles first order plus dead-time (FOPDT)
models Gain, time constant, and delay parameters
Good for processes with dead-time or processes with simple coupling
Different Function Blocks for Specific Problems IMC (Internal Model Control)
Replace single PID loop to address dead-time CC (Coordinated Control)
Additional control outputs (2 or 3) for coordinating multiple actuators for a single process variable
MMC (Modular Multivariable Control) Coordinates 2 loops that interact with each other
13
IMC_01
IMC
...
Internal Model Control
0.0
PV
0.0
SPProg
0.0
SPCascade
0 0
CVEU
0.0
SP
0.0
ProgOper
0
0
CC_01
CC
...
Coordinated Control
0.0
PV
0.0
SPProg
0.0
CV1Prog
0.0
CV2Prog
0
CV3Prog
0
CV1EU
0.0
CV2EU
0.0
CV3EU
0.0
SP
0.0
ProgOper
0
0
MMC_01
MMC
...
Modular Multivariable Control
0.0
PV1
0.0
PV2
0.0
SP1Prog
0.0
SP2Prog
0.0
CV1Prog
0.0
CV2Prog
CV1EU
0.0
CV2EU
0.0
CV3EU
0.0
SP1
0.0
SP2
0.0
ProgOper
0
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
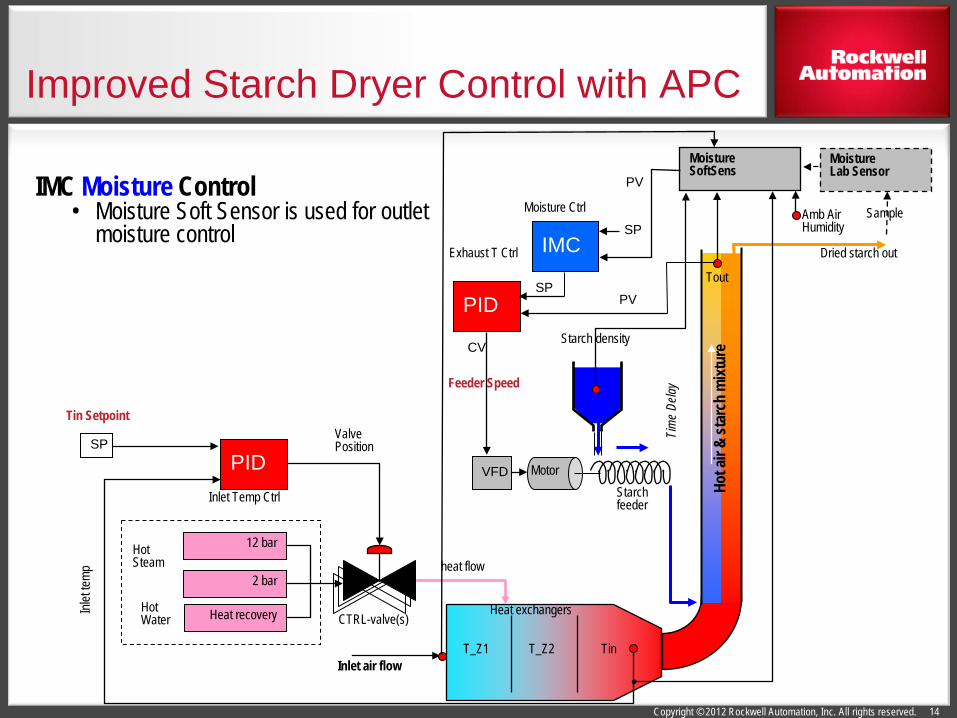
Improved Starch Dryer Control with APC
14
IMC Moisture Control • Moisture Soft Sensor is used for outlet
moisture control
Starch feeder
IMC
Moisture Ctrl
Tin
Tin Setpoint
CTRL-valve(s) Heat recovery
Hot Steam
Inlet Temp Ctrl
heat flow
Inlet
temp
2 bar
12 bar
Hot Water
Feeder Speed
Valve Position
PID SP
Tim
e De
lay
SP
Motor
Tout
Hot a
ir &
star
ch m
ixtur
e
Inlet air flow T_Z1 T_Z2
Amb Air Humidity
Dried starch out
Moisture SoftSens
Moisture Lab Sensor
Heat exchangers
Starch density
VFD
Sample
PID SP
Exhaust T Ctrl
PV
PV
CV

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
IMC Control with Soft Sensor – SP Change
15

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
IMC Control with Soft Sensor
16

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Model Predictive Control
The key to effective control is good modeling
Process
Model Predictive Controller
Process Model
Optimizer
Measurements
Control actions
Trial outcomes
Trial actions
Disturbances
A Systematic Approach for Control of Processes with Constrained Nonlinear Dynamics
Targets, Constraints
17

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Spray Dryer Challenges
Drop Tank
TIC 315 Natural Gas
Flow FT
804
FIC 314
CV 347
Deaerator
To Cyclones
TT 301 - 304
Avg
FIC 305
TT 310
DT 304
Slurry Flow
Slurry Temperature
Slurry Density
Inlet Air Temperature
Inlet Air Flow
Powder Moisture
Hold Tank PIC 319
Tower Top Temperature
Tower Pressure Controller OP
Slurry Recirculation
Valve
From Mixers
VSD
Dual valve slurry flow control
No inline moisture sensor
• Control powder moisture to target
• Maintain tower temperature and tower under-pressure below limits
• Minimize tower temperature when possible to reduce energy usage
Multiple interacting control loops
18
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Pavilion8 Model Predictive Control
PlantPAx Fuzzy Designer
Logix IMC, CC, MMC
Logix PID, PIDE, AOI
PlantPAx Model Builder
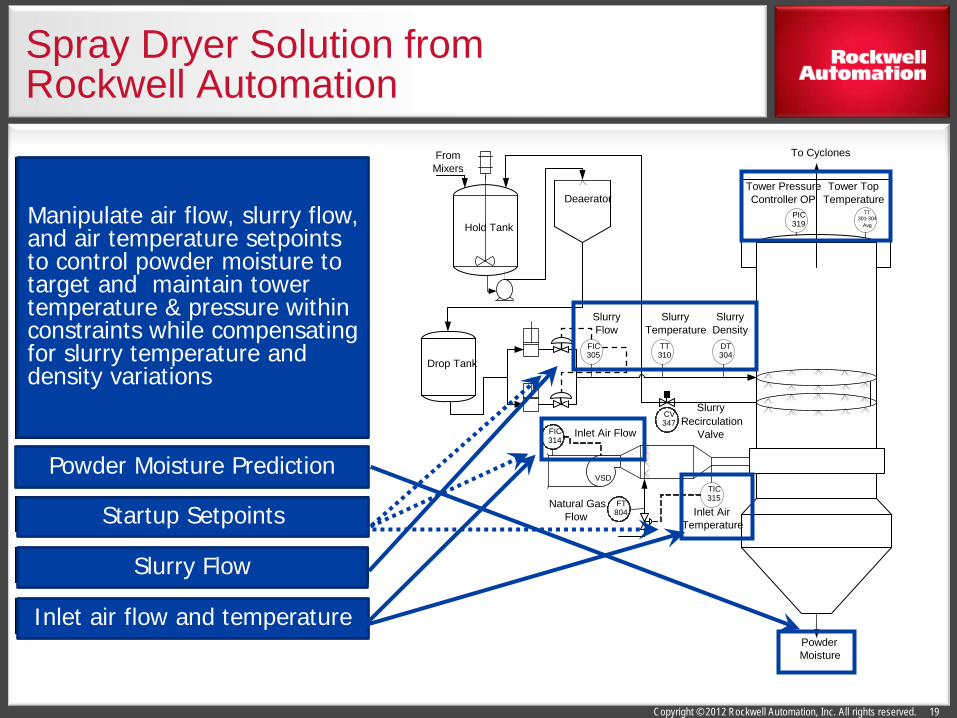
Manipulate air flow, slurry flow, and air temperature setpoints to control powder moisture to target and maintain tower temperature & pressure within constraints while compensating for slurry temperature and density variations
Powder Moisture Prediction
Startup Setpoints
Slurry Flow
Inlet air flow and temperature
Spray Dryer Solution from Rockwell Automation
Drop Tank
TIC 315 Natural Gas
Flow FT
804
FIC 314
CV 347
Deaerator
To Cyclones
TT 301 - 304
Avg
FIC 305
TT 310
DT 304
Slurry Flow
Slurry Temperature
Slurry Density
Inlet Air Temperature
Inlet Air Flow
Powder Moisture
Hold Tank PIC 319
Tower Top Temperature
Tower Pressure Controller OP
Slurry Recirculation
Valve
From Mixers
VSD
19

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Spray Dryer Model Predictive Control
20

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Spray Dryer MPC Performance Metrics
21

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Benefits of Model Predictive Control
Faster moisture measurement and tighter control allows average moisture target to be increased Sell more water/less expensive ingredients Reduce energy used for drying Increase throughput through dryer
SPECIFICATION OR LIMIT
BEFORE MPC WITH MPC
TIME
KEY
TAR
GET
WITH OPTIMIZATION
22

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Polymer/Chemical – Reactors/Extruders – Distillation Towers – Furnaces Process Types
– PE, PP, PS, PC – Ethylene Plants – Styrene Plants – Crude Refining – Gas Plants
CPG – Spray Dryers – Evaporators – Energy Centers Process Types
– Milk Powder – Coffee – Laundry
Detergent – Conc. juice
CMM – Crushing/Grinding – Kilns & Drying – Stockpile Blending Process Types
– Cement – Minerals – Fertilizer – Ammonia
Bio-fuels – DDGS Evap/Dryer – Water Balance – Fermentation – Distillation Process Types
– Corn Ethanol – Cane Ethanol – Bio-diesel
Typical Benefits – 5 to 8% production increase – 30 to 60 % moisture variability reduction – 20 to 50% off-spec product reduction – 5 to 10% energy consumption reduction
Typical Benefits – 2 to 5% production increase – 2 to 5% energy consumption reduction – 20 to 40% product variability reduction – 10 to 30% off-spec product reduction
Typical Benefits – 4 to 8% prime product yield increase – 35 to 75% product variability reduction – 20-40% transition time reduction – 3 to 7% feed stock wastage reduction
Typical Benefits – 4 to12% ethanol production capacity increase – 2 to 5% ethanol yield increase – 3 to 6% energy use/gallon reduction – 1 to 2% DDGS yield increase
Pavilion MPC Applications
Typical Project Payback: 3 to 9 months!
23

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Benefits of PlantPAx Advanced Controls
Smart, Safe & Sustainable Production 24

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
PlantPAx Advanced Controls & Optimization
Scalable, integrated controls & optimization
Value assessments and engagement methodology
Industry expertise and best practices
Sustained Value Services & Support
Faster time to Value / Lower TCO
25

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900C
Questions?