waterspider lean network optimization final project ie 6560 - deterministic optimization instructor:...
TRANSCRIPT

Waterspider Lean network optimizationFinal Project
IE 6560 - Deterministic OptimizationInstructor: Dr. Leslie Monplaisir
Reed Parker Sreeshanth Hariharan Pillai
Ahmed AbdelkaderSaketh Reddy Vuluvala
Vishnu Kanekal Ajay Kumar

Content
• Purpose of model• General Model structure• Network Analysis• Model Analysis• Conclusion• Recommendations• Data Sources• Journal Literature

Purpose of model
• What is Waterspider?A material handler. Its position focused on preparing parts for manual assembly so that they are immediately accessible and properly oriented to make the work of assembly as easy as possible. The expected result is an increase productivity and uptime.
• About ICR the company:
Industrial Control Repair, initially supporting Square D Corporation's weld repair operations in Michigan as a factory authorization repair center.
ICR has 4 facilities in North America providing repair, products and services to government entities as well as large and small corporations worldwide. ICR embraces “Lean Principles” in order to provide the most reliable, efficient and effective cost-savings solutions to keep our customers running at optimum levels.

Objective
• To minimize the material handling required to transfer supplied goods from dock locations to storage locations to line locations for a given assembly line in one such large assembly facility.
• To find the efficient standard route that picks up and drops off jobs and also delivers standard parts.
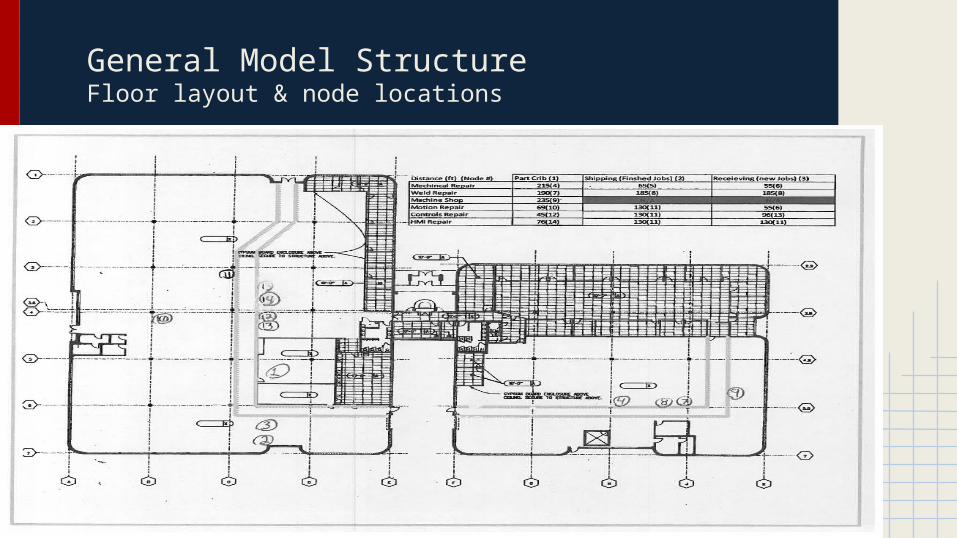
General Model StructureFloor layout & node locations

Model StructureBlack Box / Schematic Floor Layout
Most efficient standard delivery route
Work Schedule
Number of stops for standard
delivery
Map of the network

Network AnalysisParts Crib route

Network AnalysisReceiving (new jobs) route

Network AnalysisShipping (Finished Jobs) route

Network AnalysisSolution Nodes - Receiving
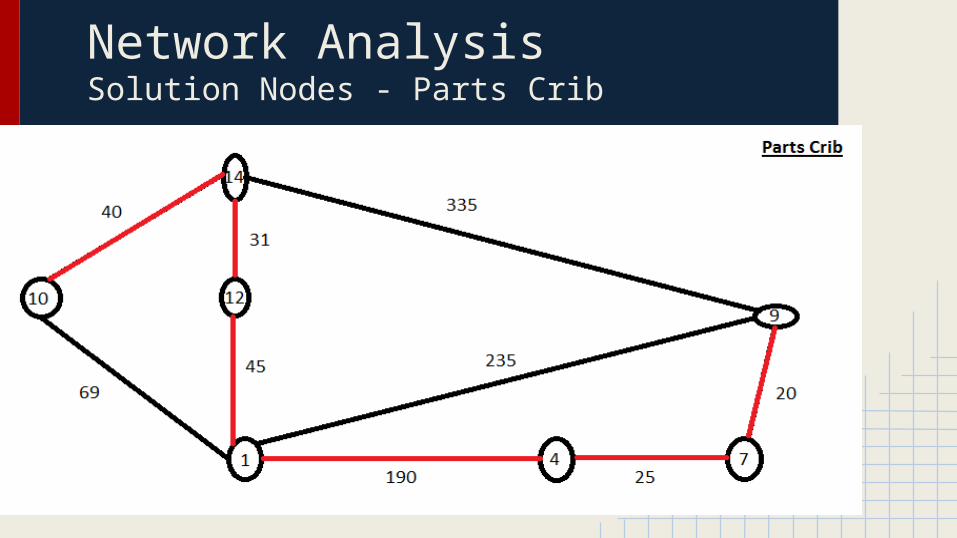
Network AnalysisSolution Nodes - Parts Crib

Network AnalysisSolution Nodes - Receiving

Network AnalysisSolution Nodes – Final Overview
• Parts route: 351 Ft
• Shipping Route: 315 Ft
• Receiving Route: 316 Ft
• Assuming average person walks 264 Ft/Min• Time needed:
• 4 shipping routes= 5 minutes• 4 receiving routes= 4 minutes• Parts delivery= 1.5 minutes

Conclusion
• This paper has presented a generalized approach to improve the material flow for assembly operations, which are characterized by long distances and multiple stops, some involving storage, throughput the process
• The focus is on material flow optimization from dock doors to assembly line locations, assuming the layouts for the departments and machines have already been determined
• Designing and optimizing the material logistics within an assembly facility leads to reduced material handling costs and increased productivity
• Future plans to utilize more space, and apply the same methodology in other assembly plants.
• Comparison between empirical data and optimized data

Recommendations- Score of improvements from the new lean material handling system on: 1- Productivity 2- Work-In-Process (WIP) inventory (dollars) 3- Ship window compliance 4- Premium shipment as a percent of shipment 5- Purchased parts inventory (volume)
Implementation of the lean material-handling system followed four steps, which other companies can adapt to their
environments, according to Rick Harris, president of Harris Lean Systems, Inc., and a Toyota veteran.
1. Develop a Plan for Every Part (PFEP), a database that contains every part number entering the plant, its
specifications, supplier, supplier location, storage points, points of use, and usage, along with other important
information.
2. Create a single purchased-parts market for all parts entering the plant and implement rules for managing the
market.
3. Establish precise delivery routes to move all materials within the plant, using standard work.
4. Integrate the new material-handling system with the information management system through the use of pull
signals to insure that only the parts that have been consumed by the cells will be replenished.
Journal Literature & Data Source
• Following Four steps to a lean Material-Handling system Kokomo factories, IN, Delphi Delco Electronics
• Effective material flow at an assembly facility. International Journal of Production Research. Dec2010, Vol. 48 Issue 23, p7195-7217. 23p. 8 Diagrams, 4 Charts.
• Modeling of material handling systems for facility design in manufacturing environments with job-specific routing. International Journal of Production Research. Dec2012, Vol. 50 Issue 24, p7285-7302. 18p.
• International Journal of Production Research Modeling of material handling systems for facility design in manufacturing environments with job- specific routing, Department of Industrial and Systems Engineering , Texas A&M University , College Station , TX 77843-3131 , USA Published online: 18 Jan 2012