welding defects pra
TRANSCRIPT

7/27/2019 Welding Defects Pra
http://slidepdf.com/reader/full/welding-defects-pra 1/2
Undercut
Most structural failures originate from weld joint because it is the source of discontinuityor defects. The most visible weld defect we can easily find in visual inspection is
undercut, shown in Figure 1 below. Undercut is usually due to overcurrent in electric arc
welding. Over current causes wide melting zone in base metal but not enough weldfusion metal to replace the gap. High lapping speed also leaves the gap poorly filled with
weld fusion metal and produces undercut.
To avoid undercut, welder and welding inspector must observe initial weld lap to seewhether the current setting is appropriate. Post welding inspection can be tricky since
welder can cover undercut by running another lap using lower grade welding electrode
and low current. Undercut is dangerous because it amplifies the stress flow due to
reduction in section area and stress concentration of the notch form.
Fig. 1. Undercut and overlap.
Under fill and Incomplete Joint Penetration
Another visible weld defect is under fill and incomplete joint penetration as shown inFigure 2 below. Under fill is easier to detect and fix. Incomplete joint penetration is alsovisible if welder and inspector have access to the rear side of the joint. Problem arises
when welding a closed structure or structure with limited space so that inspector cannot
see the welding quality behind the plate or internal part of the closed structure. This factshould be carefully considered in design and fabrication procedure preparation. If
possible, provide internal access such as manhole to allow welder to do 2-side welding,
especially when joining thick plates.
Fig. 2. Underfill and incomplete joint penetration.
7/27/2019 Welding Defects Pra
http://slidepdf.com/reader/full/welding-defects-pra 2/2
Incomplete Fusion
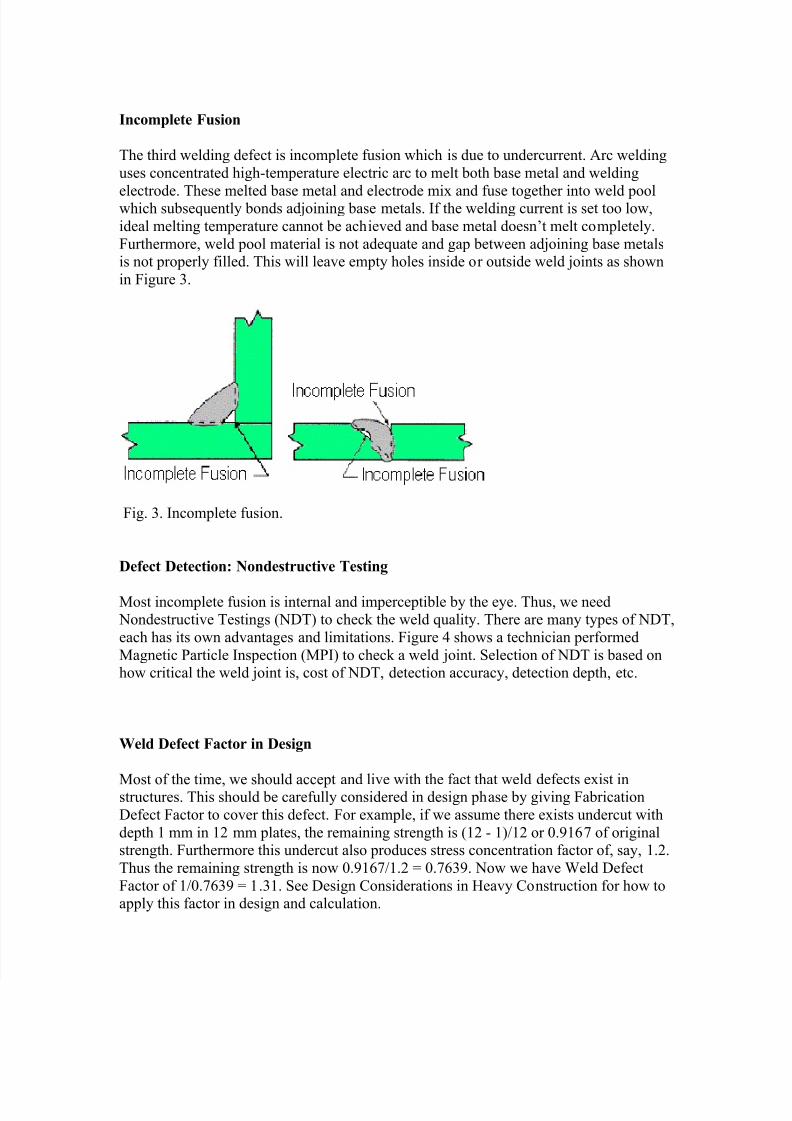
The third welding defect is incomplete fusion which is due to undercurrent. Arc welding
uses concentrated high-temperature electric arc to melt both base metal and welding
electrode. These melted base metal and electrode mix and fuse together into weld poolwhich subsequently bonds adjoining base metals. If the welding current is set too low,
ideal melting temperature cannot be achieved and base metal doesn’t melt completely.
Furthermore, weld pool material is not adequate and gap between adjoining base metalsis not properly filled. This will leave empty holes inside or outside weld joints as shown
in Figure 3.
Fig. 3. Incomplete fusion.
Defect Detection: Nondestructive Testing
Most incomplete fusion is internal and imperceptible by the eye. Thus, we need Nondestructive Testings (NDT) to check the weld quality. There are many types of NDT,
each has its own advantages and limitations. Figure 4 shows a technician performed
Magnetic Particle Inspection (MPI) to check a weld joint. Selection of NDT is based onhow critical the weld joint is, cost of NDT, detection accuracy, detection depth, etc.
Weld Defect Factor in Design
Most of the time, we should accept and live with the fact that weld defects exist instructures. This should be carefully considered in design phase by giving Fabrication
Defect Factor to cover this defect. For example, if we assume there exists undercut with
depth 1 mm in 12 mm plates, the remaining strength is (12 - 1)/12 or 0.9167 of originalstrength. Furthermore this undercut also produces stress concentration factor of, say, 1.2.
Thus the remaining strength is now 0.9167/1.2 = 0.7639. Now we have Weld Defect
Factor of 1/0.7639 = 1.31. See Design Considerations in Heavy Construction for how toapply this factor in design and calculation.