wet oxidation boiler - · pdf filewet oxidation boiler -incinerator ... nique known as...
TRANSCRIPT
WET OXIDATION BOILER - INCINERATOR
LOUIS A. PRADT Zimpro Inc.
Rothschild , Wisconsin
ABSTRACT
Mass and energy balances, performances and costs are described for a unique Wet Oxidation System for steam generation using low grade fuels and wastes. Advantages include no SOx, NOx, metal or Halide vapors and negligible particulates in stack gases and the ability to efficiently use wet fuels, liquors and sludges.
INTRODUCTION
The technique known variously as wet oxidation, wet combustion, and wet air oxidation has been used for waste disposal, often with recovery of chemicals and sometimes with recovery of steam and mechanical power. After the events of 1973, which fundamentally changed the fuel supply and economics of this country, development work began on a variation of wet oxidation for the prime purpose of steam generation using low grade fuels and wastes.
PRINCIPLES OF WET AIR OXIDATION
Wet oxidation refers to the aqueous phase oxidation of dissolved or suspended organic substances at elevated temperatures and pressures. This is accomplished by heating the solution or slurry to an appropriate temperature in a closed vessel into which compressed air is admitted. Oxygen in the air reacts with the organic material in the solution or slurry. The terms "wet oxidation," "wet air
543
oxidation rw AO)" and ''wet combustion" are used interchangeably to describe this process. In this text ''wet oxidation" or ''W AO" will be used.
The WAO reaction proceeds to completion at relatively low temperatures, 350 F ( 177 C) to 650 F (343 C) [ 1-3] . Pressure is maintained at a level high enough to prevent excessive evaporation, generally 300 psi (2.07 MPa) to 3000 psi (20.7 MPa).
Wet oxidation takes place through a family of related oxidation and hydrolysis reactions which lead to a range of intermediate products. High molecular weight compounds are converted to lower molecular weight compounds. Final W AO products from organic compounds are carbon dioxide and water.
The fate of inorganic compounds is also of great importance. Most multivalent metallic cations are converted to the highest oxidation state possible, and appear as dissolved compounds or as insoluble hydroxides or oxides. All sulfur forms are oxidized to sulfates which are retained in the product liquor or slurry. Organic nitrogen is converted almost exclUSively to ammonia. SOx and NOx concentrations are negligible in the gaseous effluent from a W AO process.
COMMERCIAL APPLICATIONS
Although there are more than 100 W AO units in service today, only a few of these are of interest in the context of energy recovery.

CONDENSATE
WET AIR OXIDATION PLANT
FOR
HOERNER, WALDOR F
ONTONAGON, MICHIGAN
HX 3
Figure 1 is a flowsheet of the WAO plant in Ontonagon, Michigan, which oxidizes waste pulping liquor, recovering pulping chemicals and generating by-product steam [4] . Waste liquor, at about 12 percent solids having a heating value of about 6000 Btu per pound (13.9 MJ /kg), is preheated in a series of heat exchangers. Waste liquor and air enter the reactor where the WAO reaction takes place. The maximum temperature is 608 F (320 C) and the reactor pressure is 2900 psi (20.0 MPa). Liquid and gas phases are separated in the reactor top. The gas phase, mostly CO2, N2, and steam, passes through heat exchangers where steam is generated. Condensate is separated from the remaining noncondensible gases which are passed through an expansion turbine. The oxidized liquor is blown down and returned to the pulpmill.
Figure 2 shows the flowsheet of a W AO system, also designed to oxidize pulping liquor, built in Norway in the late 1950's [5]. This plant was built to dispose of the waste liquor, with the economics dependent on steam pro-
...---.STEAM
L......---I,---._OXIDIZED LIQUDfI OXIDIZED TO MILL
LIQUOR TANK
SEPARATOR
EX PANDER GENERATOR
CENTRIFUG"L BOOSTER COMPRESSOR
FIG.1
544
duction. Steam was produced at five different pressures ranging from 15.5 psig (107 KPa) to 650 psig (4480 KPa). A remarkable feature of this plant is the all-rotary compressor-ex pandersteam turbine train, which eliminated need for external mechanical power.
A feature of these and similar systems employed up to the present is that the fuel has been a relatively dilute slurry or solution, and that much water is discharged from the system as an oxidized sludge or liquor. The primary reason for employing W AO has been to treat a waste with high water content or to recover chemicals. In the past, WAO could not compete with conventional boilers, fueled with cheap and plentiful gas and oil. Shortages and greatly increased costs for these fuels have changed the economics of steam generation.
THE WAO BOILER
Techniques are being sought for direct combustion of coal with less deleterious effects on the environment than present coal firing meth-

STEAM a GAS WET AIR OXIDATION PLANT
FOR BORRE GAAR� CORP.,NORWAY
AIR
0:: W !;t W :r w 0:: Q.
AIR
0:: o tU .. w 0::
EXHAUST GAS
SLURRY RECEIVER
GYPSUM
GAS
FEED WATER
FEED WATER
FIG.2 WET AIR OXIDATION FOR OXIDIZING WASTE PULPING LIQUOR
ods. The W AO boiler, with negligible SOx, NOx, and particulate discharge, is one of these techniques.
Figure 3 is a flowsheet for a coal fired W AO boiler. A 50 percent slurry of coal and water is fed directly to the W AO reactor, along with a stoichiometric quantity of compressed air. The coal is nearly completely oxidized and the heat of combustion thus released is absorbed by evaporation of water in the reactor. This water vapor leaves the reactor along with the noncondensible gases. The vapor exiting from the reactor is heat-exchanged against boiler feedwater, generating clean steam. Cooling of the gas causes most of the water vapor to condense. This condensate is separated from the noncondensible gases, collected, and recycled to the reactor. The noncondensible gases are expanded to recover mechanical power. A slurry of ash and "brine" is blown out of the reactor. The slurry is neutralized with limestone or other cheap alkali. The quantity of alkali required is that for stoichiometric neutralization of the sulfate formed in the reactor; no excess alkali
545
is required. The slurry is filtered; the filtrate is recycled and the cake, which is about 50 percent moisture, is disposed of. Removal of the cake is sufficient to purge the system of both dissolved .and suspended solids. Generally, some excess water will have to be purged from the system in the form of condensate.
For a "cold start" external heat is required. The reactor is filled with water which is then heated, preferably by direct steam injection, to 300-400 F (150-200 C). The system is brought up to operating pressure with compressed air and the slurry of coal or other fuel is introduced. Combustion will begin and the unit will start to generate steam. The unit can be kept on hot stand-by by "bottling up". This is done by shutting down the compressor and slurry pump and leaving the reactor full of hot water. Upon restarting, preheating will be unnecessary.
There are two means of capacity control. For short term fluctuations in demand, the pressure of the steam generated is increased (or decreased) by throttling a valve downstream

COAL AT R
SLUDGE STORAGE
TANK HIGH PRESSURE PUMP
of the boiler to meet demand. This raises (or lowers) the temperature of the steam in the boiler which in turn varies the temperature difference between the feed water and the vapor stream from the reactor. This will result in generation of more or less steam. This is a very simple control technique but has the disadvantage of sending more or less energy downstream of the boiler to the power recovery expander which alters the economics of the system. It will usually be most economical to generate as much steam as possible by cooling the reactor off-gases as much as possible. For longer term fluctuations capacity is varied by varying the air rate. The fuel supply is matched to the air rate by controlling the rate of pumping of the fuel slurry according to the amount of oxygen in the stack gas. Oxygen can be used quantitatively and a minimum amount is maintained in the stack gas for control purposes only. The reactor liquid
t----i:JIc:l-..... � ��T
REACTOR
AIR
WASTE CONDENSATE
FIG. 3
546
level is maintained by a condensate recycle system. If sludge or waste liquor is added, then condensate recycle may be shut down and the reactor level maintained by adjusting the rate of pumping of sludge or liquor to the reactor.
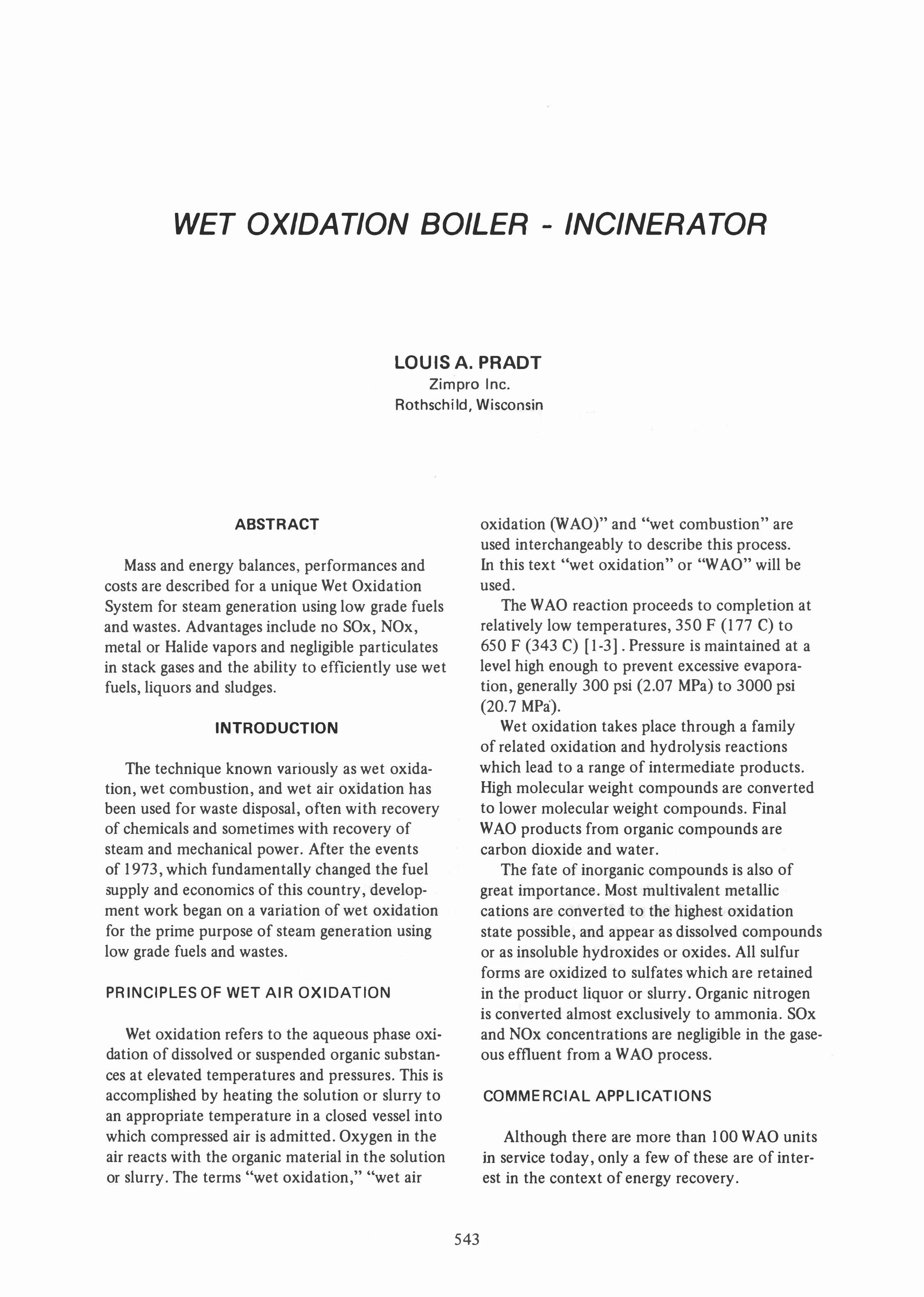
. Figure 4 shows the heat and material balance for a W AO boiler. Energy input is in the form of fuel and as mechanical power for pumping liquid and compressing air. Pumping power is generally negligible, but power required for air compression is considerable and represents an important energy and economic consideration. To increase the thermal efficiency of the system and to eliminate the need for large quantities of cooling water, the power for the air compressor can be recovered as thermal energy by the technique known as "adiabatic compression" or "wet compression". Figure 4 reflects the use of this technique.
Heat losses from the system, in addition to radiation losses, are the sensible heat in the ef-
COAL rtIO".(3I' S _" COAL lONE OAY Jlo'. n .... 100 ". (SII _, I H20 L.�",�I�: .3GJ I HEATINO
j r"" .n."." ','
100,000 LB./HR. (45000 Kg/HR.) PLANT
HEAT AND MATERIAL BALANCE, PER HOUR
140·' ISO'CI
1110 ... 1399S_ I COAL 19101 •. 1 __ " H20 . " ..... "II.OGJI
&41111. (2940, I SUSPENOED SOLIDS 14121 •. 166 .. , I DISSOLVED 10liDI 4116 11t.1 2110_,1 H20 "2.'2 M ... t ..
12.I&OJI
I39S 1 •. 1634 _II H ° SI2 11t.IUU, I DlisOlVED SOLllS'------J
fluent streams - the vapor effluent from the expander, the ash slurry blowdown, and the condensate purge stream. The efficiency of the system of Fig. 4 expressed as:
enthalpy of steam produced-enthalpy of feedwater
heating value of fuel supplied
is about 97 percent. This high efficiency is possible due to the energy input of air compression. With conventional dry compression, this efficiency drops to about 83 percent, comparable to the efficiency of stokers and FBC boilers.
W AO of coal goes nearly to completion at about 500 F (260 C), which requires a system pressure of about 1000 psig (6.89 MPa). Obviously the temperature of the steam generated must be less than the maximum temperature of the W AO system. With the reactor at 500 F (260 C) and 1000 psig (6.89 MPa), the maximum
15.21 .... , .. (24.S60JI
1" ·'
r.-1;...11-'-0....;·C;.;..I_
:���:'..:�I:�
I: ��
A" (41000_, ........ I
'----- SOOO 1 •. IU73 _,I I.SS .... I .. 11.'4 OJ I
200·fl.5"CI fUDWATER 10noo10. 14'500_,1 11.5 .... Ito 11'.5 IJI
--A. '----1--' CATALYST
3.0 ....... ( 5.20JI
1909 lit. (1251 _" H20 4.8 .... , .. (4.115 OJI
4S0' fUU'C I 11105 1 •. (5'S92 _,I GAS 5941 1 •. (11"_,1 H2 0 I ITEA .. I 15.12 .... 'I. (14 . .,GJI
15S45 10. H20 IIIS6 _" 14000 lb. AIR
1.17 .... Itu (I.25GJ)
'--___ .39411 .. 111-. _,I H20 11105 I •• 159592 _, I GAS .95 "101 I •• (1.00 OJ I
filTER CAkE 2011 10.(145_" SOLIDS
1540 10. (60. _,I SUSPENDED SOLIDS 1 5 1 10. (ns _" DISSOLVED SDllDI ZOIO lit. 1114 -, I H20
FIG.4
547
steam pressure will be about 250 psig (1.72 MPa). At the maximum realistic WAO operating conditions, about 650 F (343 C) and 3500 psig (24.1 MPa), the maximum steam pressure would be about 800 psig (5.51 MPa). The WAO boiler seems to be most appropriate, at least for the first generation of commercial units, for low and medium steam pressure generation.
Although the WAO boiler can compete economically as a coal-fued boiler, greater advantages will accrue when the system is used to dispose of wastes, particularly "negative value" waste such as waste sludges and liquors. These waste materials can be injected into the reactor of the basic coal-fired WAO boiler. The waste will be disposed of while the fuel value is recovered as steam. Note that the W AO boiler can nearly completely recover the latent heat of evaporation of the moisture content of waste and low grade fuels, even dilute sludges and liquors. There are conventional
LOSS 2.6 .... BTU (2.7 GJ)
.he 102.9 .... BTU (108.6 GJ)
31640 lb. H20 (l43BI Kg.)
1.6 .... BTU (1.7 OJ)
WATER OF FOR .. ATION 3200 lb. H20
(1455 Kg.)
BLOWOOW N 2.52 .... BTU
(2.66 GJ) 2010 lb. H20
(914 Kg.)
WAO
A I R 23.3"" BTU
(24.6 GJ) 13543 lb. H�
(6156 Kg.)
NET 91. 3 .... BTU (102.6 GJ)
089.8 %
13.9 .... BTU (14.7 GJ) 3948 lb. H20
(1795 Kg.)
300' F(l50'C )
CONDENSATE 11.3 .... BTU
(11.9 OJ) t.���� IM20
LOSS 5.0 .... BTU _--f(e.3 8J)
.he 105.1 .... BTU --+ __ (110.11 GJ)
.ATER OF FOR .. ATION 3200 lb. H20
(l4e5 K,.)
31640 lb. H20 (14382 Kg.)
1.6"" BTU (1.7 OJ)
ASH 1.0 .... BTU (1.1 GJ )
FBC
300°
F (l50 ' C )
47.7 .... 8TU (50.3 GJ)
NET 54.5 ....
BTU (57.5 GJ) 050.3 %
AIR 85000 lb.
(38636 K,J 1.5 .... BTU
(1.66J)
WATER AND HEAT BALANCES FOR
WAO AND CONVENTIONAL BOILERS
FUEL )NPUT-108.4 MM BTU/HOUR (114.4 GJ/H) ALL FIGURES PER HOUR BASIS
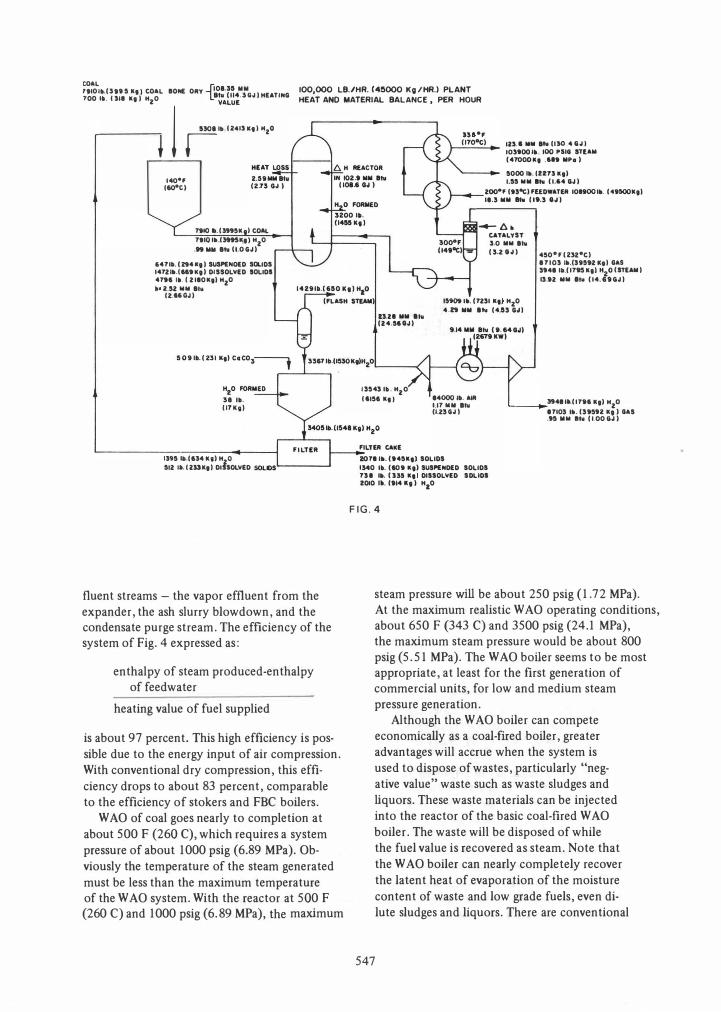
incinerators for liquid wastes in operation, but these units are unable to recover heat of vaporization.
Figure 5 compares the heat balance of a W AO incinerator to that of a conventional or FBC incinerator assuming that the fuel contains 20 percent moisture. In each case it is assumed that the products of combustion are cooled to 300 F (148 C) and that ash is discharged at the maximum system temperature. The W AO unit discharges 3,948Ib/hr (1,795 kg/h) of water vapor whereas the conventional combustor must discharge 34,840 lb/hr (15,836 kg/h), nearly ten times as much.
The W AO performance can be improved by heating the influent fuel, assumed to be a pumpable slurry or solution, with the 300 F (148 C) condensate. This is cost effective especially at higher fuel moisture content.
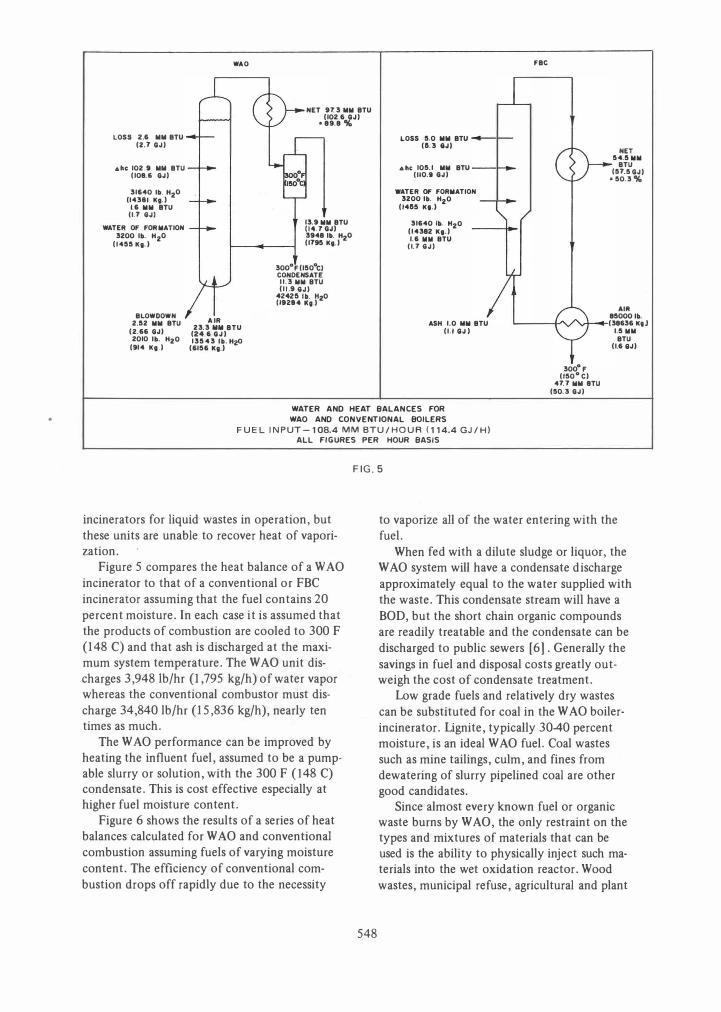
Figure 6 shows the results of a series of heat balances calculated for W AO and conventional combustion assuming fuels of varying moisture content. The efficiency of conventional combustion drops off rapidly due to the necessity
FIG.5
548
to vaporize all of the water entering with the fuel.
When fed with a dilute sludge or liquor, the W AO system will have a condensate discharge approximately equal to the water supplied with the waste. This condensate stream will have a BOD, but the short chain organic compounds are readily treatable and the condensate can be discharged to public sewers [6] . Generally the savings in fuel and disposal costs greatly outweigh the cost of condensate treatment.
Low grade fuels and relatively dry wastes can be substituted for coal in the W AO boilerincinerator. Lignite, typically 30-40 percent moisture, is an ideal WAO fuel. Coal wastes such as mine tailings, culm, and fines from dewatering of slurry pipelined coal are other good candidates.
Since almost every known fuel or organic waste burns by WAO, the only restraint on the types and mixtures of materials that can be used is the ability to physically inject such materials into the wet oxidation reactor. Wood wastes, municipal refuse, agricultural and plant
100
80
60
40
>-20
u z w 0 -
u -
� � w 20
40
60
80
100
20 40 60
% MOISTURE IN FUEL
80 100
o WAO (WITH HEAT EXCHANGERS) 0WAO(W/oul HEAT EXCHANGERS) AFBC
FIG.6 EFFICIENCY VS. FUEL MOISTURE CONTENT
wastes and similar materials "burn" easily by WAO. Biomass such as algae and water hyacinths, generated specifically for energy production, can be burned directly by W AO without predrying. There has been much discussion recently about the possibilities of generating gaseous fuel by the anaerobic digestion of biomass. This is certainly feasible but one of the problems is that there will be a substantial undigested residue. A considerable portion of the biomass does not gaSify. Wet oxidation can be used as a post- or pretreatment for biological gasification. Many materials such as lignin and cellulose, which resist biological fermentation, are broken down by partial wet oxidation to compounds that gasify readily.
Cogeneration of steam and electric power may be economically possible with a W AO boiler. Figure 7 is a flow sheet of such a system. After commercial development of W AO for steam generation only, cogeneration could be the next logical development for "second generation" units. "Third generation" units might be for large scale generation of electric power.
ECONOMICS
A report by Exxon [7] is useful to use as a basis of comparison when evaluating the economics of WAO. Exxon analyzed costs for coalfired stoker boilers and fluid bed combustor (FBC) boilers using the following criteria:
Labor - $20,000 per year per person Power - $0.04 per kWh Limestone - $ 12 per ton ($ 13.20 per 1000 kg) Solids disposal - $8 per ton ($8.80 per
1000 kg) Maintenance - 1 � percent of capital Supplies, Taxes, Administration and General
- 3 percent of capital Capital Charges - 20 percent per year Feedwater - 50 percent makeup - $0.60 per
1000 pounds (454 kg) Availability - 90 percent Fuel costs are excluded Table 1 gives estimated costs for the basic
coal-fired WAO boiler for 50,000 and 100,000 Ib of steam per hour (23,000 and 45,000 kg/h) units. Note that six pieces of equipment account
549

REACTOR
---
FUEL
WATER
BLOWDOWN
HX I .---{r�T."""I STEAM
'"'> ......
......, HX2
r '"'> " '--- I-..J :? ......
-
•
FEEDWATER
SEPARATOR
= �
EXPANDER
AIR COMPRESSOR J..--
>
<
-�-""""-- L...-,..I MOTOR
GENERATOR
AIR
> SUPERHEATER
<
r--J... S TEAM TURBINE
LOW PRESSURE STEAM
TO PROCESS
FIG.7 WET OXIDATION BOILER WITH ELECTRIC POWER COGENERATION
Item
Coal slurry and storage
High pressure pumps - 2 each
Reactor
Heat exchangers
Separator
Compressor
Expander
Ash blowdown
Dewatering
Condensate handling
Total installed cost
equipment x 2
TABLE 1
WAO BOILE R ESTIMATED CAPITAL COSTS
Total
550
�o,ooo Ib/hr
(23,000 kg/h)
$ 25,000
2,275,000
100,000
$2,400,000
$4,800,000
Unit Size
100,000 Ib/hr
(46,000 kg/h)
$ 40,000
3,510,000
150,000
$3,700,000
$7,400,000
Item
Labor
Power
Feedwater
Limestone
Ash Disposal
Bod Treatment
Maintenance
Supplies
Capita l
Total
� g Q "
--' w � u. (!)
5
4
� 3 � -' u x w
� 2 VI 8 (!) z � Q: W Cl. o
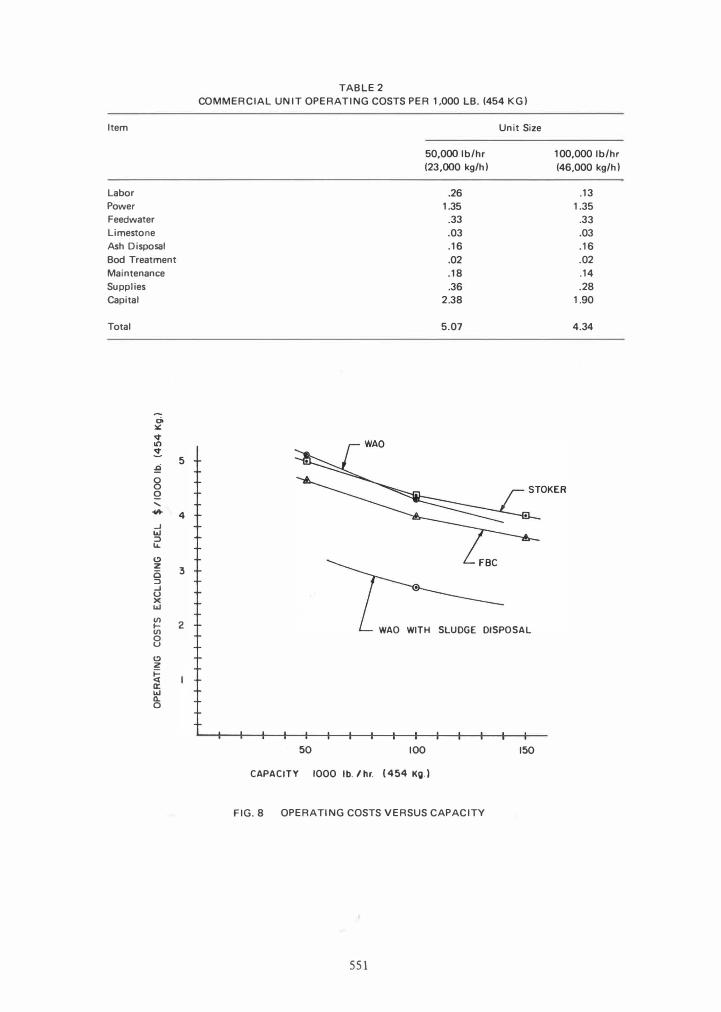
TAB LE 2
COMMER CIA L U NIT OPERATI NG COSTS PER 1,000 LB. (454 KG)
50,000 Ib/hr
(23,000 kg/h)
.26
1.35
.33
.03
.16
.02
.18
.36
2.38
5.07
Unit Size
WAO WITH SLUDGE DISPOSAL
50 100
CAPACITY 1000 lb. I hr. (454 Kg.)
FIG. 8 OPERATI NG COSTS VERS US CAPA CITY
55!
150
100,000 Ib/hr
(46,000 kg/h)
.13
1.35
.33
.03
.16
.02
.14
.28
1.90
4.34

for 95 percent of the equipment costs. These six items can be accurately sized and priced, giving the estimate a high degree of accuracy. It has been assumed, as Exxon assumed in estimating costs for the FBC boiler, that these W AO units will be standard units, and that there will be a substantial amount of shop assembly.
These capital costs are fully competitive with costs for stoker boilers plus flue gas desulfurizing scrubbers. Exxon and others [8] state that the FBC boiler will be 15-20 percent lower in capital costs than the stoker plus scrubber. However, published costs for FBC boiler prototypes now under construction are about three times the costs estimated by Exxon for commercial units.
Table 2 gives the results of operating cost calculations, exclusive of fuel, for two sizes of WAO boilers. Costs are per 1000 lb (454 kg) of steam. These costs are plotted, along with Exxon's costs, adjusted to reflect 1977 capital costs, in Fig. 8. FBC costs are low, reflecting Exxon's optimism regarding capital costs. As shown, WAO is competitive and may have a net advantage when fuel costs are considered due to the higher efficiency and the ability to use lower grade fuels .
• Figure 8 also includes a curve for the W AO boiler with sludge disposal which reflects a credit of $0.02/gal ($5.28/m3) for waste disposal. In this case W AO has a clear economic advantage.
OXYGEN VS AIR
It has often been suggested that oxygen be used instead of air for WAO. The use of oxygen allows operation at lower pressures, reducing the size and cost of much of the equipment. Oxygen supply can be by an oxygen generating unit furnished as part of the WAO plant or by contract purchase ("over-the-fence") oxygen. If the oxygen generating unit is purchased, then the total W AO capital costs will be about the same as for the compressed air system. "Overthe-fence" oxygen purchase results in a 50 percent capital cost reduction. With purchased oxygen the capital cost of a W AO boiler is the lowest of any coal-fired steam generator. The unit without compressor, expander, and associated controls is also extremely simple mechanically. The economics obviously depend on the price of the purchased oxygen.
Using the Exxon economic criteria, the breakeven cost for purchased oxygen is about $20/ton
($0.022/kg).IThe WAO boiler does not require high purity (99.5 percent) oxygen, which is the standard product of current cryogenic air separation plants. All the benefits of oxygen will accrue to the WAO boiler with 90 percent or even 80 percent purity oxygen. There has not been a serious attempt to optimize costs of medium purity oxygen, but savings of at least 30 percent are estimated [9] .
An industrial user could already have onsite oxygen or even byproduct oxygen, which could be a source of cheap oxygen. The wellknown tendency of industry to save capital at the expense of higher operating costs will favor the oxygen system.
STATE OF DEVELOPMENT
The WAO system for production of by-product steam is fully developed. Pulping waste liquor units, operating at 3000 psig (21.0 MPa) and 610 F (321 C) are more complex than the W AO boiler described in this paper. Wet oxidation of coal has been under development for several years in the laboratories and continuous pilot plants of the writer's company. The reaction kinetics and chemistry of the wet oxidation of coal are well understood. The handling, storage, and high pressure pumping of coal slurries are in commercial operation in conjunction with coal slurry pipelines. The writer's company has been pilot planting wet oxidation using pure oxygen from a liquid oxygen storage and vaporizing facility, for more than a year. All things considered, the W AO boiler could be commercialized quickly. The writer's company is planning a prototype unit in the size range of 10,000-100,000 1b of steam per hour (4,500-45,000 kg/ h).
SUMMARY
A coal-fired W AO boiler is technically feasible and is probably quite competitive economically with conventional steam generators and the FBC boiler. The W AO boiler will have a clear economic advantage when waste sludges or liquors can be disposed of concurrently with the burning of coal. The W AO boiler will have negligible discharge of SOx, NOx, and particulates, and could probably be employed in low air quality areas, or "pristine" areas, where conventional combustion equipment is banned en-
552

tirely. Disadvantages of the W AO boiler are high capital cost, high power consumption, and inability to produce high pressure, superheated steam. These disadvantages could probably be overcome to some extent by volume production and by future engineering improvements to the system.
REFERENCES
[1] Weyandt, J., "High Pressure Oxidation of
Organic Compounds in Aqueous Solution," a PhD
Thesis in Physical Chemistry From Kent State Uni
versity, 1969.
[2] Savitch, T. R., and Howard, H. C., "Oxidation
of Bituminous Coal to Organic Acids by Nitric Acid
and Oxygen " 1& EC, 44 (6),1409 (1952).
[3] Zimmermann, F. J., Chemical Engineering, pp. 117-120 August, 1958.
[4] Soukup, C. L., "Wet Air Oxidation at
Ontonagon," paper given at the Alkaline Pulping Con· ference, Williamsburg, VA., October 28,1975.
[5] Blikstad, F., Norsk Skogindustrie 5,172-180
(1956).
[6] Zimpro (R) technical paper, "Biotreatment of
Wet Air Oxidation Supernatant Filtrate Liquors," June,
1974.
[7] Farmer, M. H., Magee, E. M., and Spooner,
F. M. (Exxon Research and Development Company)
"Application of Fluidized Bed Technology to Indus
trial Boilers," January, 1977, prepared for United
States FEA, ERDA and EPA.
[8] O1emical Week, pp. 24-28, September, 1976.
[9] Hasdden, G. G., "The Potential of Medium
Purity Oxygen in Energy Conservation," ASME Pub
lication 76-WA/PID-7.
Key Words Boiler
Disposal
Energy
Environment
Incineration
Pollution
553

Discussion by
Joseph J. Santoleri
Trane Thermal Company
Conshohocken, Pennsylvania
1. In your discussion you mention that all of the organic nitrogen is converted exclusively to ammonia. Will the majority of the ammonia remain in the water? If not, this will present an air pollution problem.
2. Sulfur dioxide is relatively insoluble in water at atmospheric pressure. At high pressure this may still exist in the exhaust gas stream. What is your experience on discharge of S02 to the atmosphere?
3. At very high pressures the corrosion rate of sulfuric acid, hydrochloric acid and phosphorous acid is very rapid. What has been your experience in these systems where these acids could form as a result of the reaction products, and, in fact, be considered as a product of combustion.
4. The use of exhaust products and the recovery of the latent heat from these is based on the assumption that the exhaust gas is free from sulfur dioxide. This refers back to question No. 2. Is this really true? If not, then a conventional combustion system has the same potential to recover the latent heat as in your W AO system.
5. What is the COD of the liqUid discharge from the WAO system? Is the organic destruction restricted by the pressure level?
Discussion by
Ed Von Stein
Envirosphere Company
New York, New York
The paper provides an excellent overview of the concept of wet oxidation for the purpose of generating steam using low grade fuels or wastes. Mr. Pradt's comments regarding the "direct combustion of coal with less deleterious effects on the environment," and the W AO boiler's "negligible SOx, NOx, and particulate discharge," are of particular interest.
The release of SOx during conven tional fossil fuel combustion may present an opportunity to recover elemental sulfur or sulfuric acid through the application of sulfur recovery systems. The economics of a particular case will normally determine the extent to which sulfur recovery is prac-
554
tical. According to the W AO process flow sheet, Fig. 3, oxidized sulfur appears to be discharged from the system as a filter cake component. Perhaps sulfur recovery could be applied to the process, reducing landfill requirements.
While the flow sheet and heat balance (Fig. 4) are of illustrative value, clarification may be necessary to prevent misinterpretation. The heating value and the moisture content of the feedstock appear closer to values traditionally associated with higher grades of coal, rather than the culm, RDF or other waste fuels with which the text deals. The probable vapor discharge associated with vacuum filtration should be addressed. An alternative to vacuum filtration of the process solid waste discharge from the plant, such as wet ponding, shouid be considered.
In summary, the paper successfully attempts the presentation of a complex and innovative heat recovery concept.
Discussion by
Charles '(on Dreusche
Nichols Engineering and R esearch Corp.
Belle Mead, New Jersey
The concept of wet air oxidation as a way to burn fuel for steam generation, while preventing emission of particulates or acid vapors, is certainly interesting and attractive. The further economic concept of adding some zero cost fuel to a purchased fuel, such as coal, to lower the average fuel cost, is of course applicable to conventional boilers and fluid bed combustors, but without the opportunity of getting Btu's from a largely aqueous waste.
However, it must be recognized that depending upon the pH of the slurry in the reactor, chlorides, oxides of sulfur and oxides of nitrogen will exert a vapor pressure from the solution and may require some very special materials of construction in the heat exchangers generating steam, in the separator, and in the turbine through which noncondensible gases are expanded. The limestone requirement of the effluent implies acidity. One wonders if it would not be preferable f0r the limestone to be added to the feed tank and passed through the reactor.
It is noted that the author indicates that wet air oxidation of coal goes "nearly to completion" and

that the effluent stream has "some BOD". It would be interesting to know the heating value of the unburned material in the effluent in relation to the fuel fed. Perhaps this is a function of the type of coal fed, especially volatile content vs. fixed carbon.
Omission of fuel cost from the economic analysis, when high thermal efficiency appears to be a major advantage of the system, leads one to be particularly interested in this unburned fuel factor. Was it omitted from the heat balance? The omission of fuel costs from the economic analysis would bear some explanation anyway, as the high thermal efficiency claimed would seem to make this a natural focal point of the paper. It is surprising for the author not to include what by inference is a major benefit of his new system.
It is indicated that the air supply is maintained at a level that leaves a small amount of oxygen in the gases leaving the reactor. It would be interesting to know the principal effects if a deficiency of oxygen in relation to fuel is supplied. Will fixed carbon react to CO under such cohditions?
Of vital importance to the economic comparison is the expectation of low down-time, reliability equivalent to conventional boilers, reasonable maintenance cost and equipment life equal to conventional boilers. These factors will, of course, be developed by experience with commercial units. It seems, however, as if it might be difficult to interpret the experience of one installation to expectation for another installation in regard to material of construction, maintenance, down-time and life. Trace impurities could greatly affect �orrosion both in the reactor and the heat exchanger and the separator and the expansion turbine and might be somewhat different from installation to installation. Isn't this a severe problem in regard to waste steams where composition may vary even at a single job from time to time? It is hoped that the skill and craft required to get a unit back on stream after an occasion for repair will not, in view of exotic materials to resist corrosion, exceed the tools and skills normally available at the plant site. Quick return to service is often more important than the actual cost of repair.
There seems to be a conflict between the economic analysis in Table 2 and Fig. 8 and the conclusion that "disadvantages of the W AO boiler are high capital cost, high power consumption ... " Table 2 includes power and capital cost as roughly 70 percent of the total operating cost while Fig. 8 in the text claims that this is about the same total
555
operating cost as for stoker boilers and FBC boilers. Which of the costs tabulated in Table 2 are so
much lower than for the stoker and FBC as to make the totals competitive?
None of the other items seem to amount to anything substantial and all of the other items seem as if they would be no higher for a stoker boiler or for an FBC boiler.
It is to be recognized, of course, that in the economic analysis some key items such as maintenance cost, availability and consequent down time cost and life of the unit on which capital charges are based were simply assumed to be the same for the three kinds of boilers. This must be the case. A paper of this kind describes a new possibility where the experience factors are not available to do other than assume the same factors apply. However, the reader should be particularly aware of this vital assumption.
Discussion by
R ichard C. Petura
Malcolm Pirnie, Inc.
White Plains, New York
This paper provides an excellent state-of-the-art for the flameless heating process of wastewater sludges. When wastewater sludges, containing organic matter, are subject to elevated temperatures and pressures in the presence of air, the cell structure of the organic matter is broken and the bound water is released. The process constitutes flameless heating at relatively low temperatures with oxidation in the aqueous state essentially complete to produce a liquid effluent which is nontoxic, highly biodegradable and may be recycled through the wastewater treatment plant processes. The heat generated is more than adequate to sustain the operating temperatures and the excess heat is converted and recovered as process steam for mechanical driven equipment and/or electric power generation.
Actual experience with this process is needed to establish reliability of the process and maximize the recovery of exothermic heat. The value of the paper would be increased by providing operating data for the plants selected to establish the energy recovery potential.
It is hoped the author will clarify Fig. 7, which indicates a superheater located ahead of the turbine and utilizes the heat remaining in the gas

released by the reactor for superheating after this same gas has released heat for generation of the
. .
steam and feedwater heating. It is doubtful that there is sufficient heat and energy available to -accomplish the th�ee heat transfer functions with the. balance rerriai�ii1g passed through an expander
•
to assist �he motor/generator in the air compressor operation. .
In :view that all the references which have been incorporated in this paper are based upon studies and techllical feasibility, it is hoped that the author may provide operating data in his closure and further increase the value of the paper.
AUTHOR'S REPLY •
To J. J. Santoleri
Your discussion on my paper presented at the National Waste Processing Conference has been forwarded to me for comments. I will comment on each item in tum.
1. Some ammonia will go out with the exhaust gases. Most states do not have emission limitations for ammonia at the present time. In those that do, the limit is 1000-2000 ppm. The concentration in the WAO boiler exhaust will be about 100 ppm. This could be reduced to less than 1 ppm by water scrubbing.
2. As explained in the paper, there is no sulfur dioxide formed in the wet oxidation reaction. All sulfur goes to sulfate. We have been unable to detect S02 in the exhaust gases from wet oxidation units.
3. Corrosion rates of sulfuric acid, hydrochloric acid, etc., depend on the material used. There is also a considerable inhibiting effect derived from organic compounds present in the aqueous solution in the reactor. We have found that titanium and a variety of high nickel alloys stand up to this en-
vironment very well. 4. It is true that the exhaust gas is free from
sulfur dioxide: This, however, has no bearing on recovery of latent heat from the gases. At 1000 psig pressure, nearly all of the water vapor in the reactor off gas will have condensed at 300 F. In conventional combustion, which is conducted at substantially atmospheric pressure, cooling the furnace gases to 300F results in no condensation of water vapor. .
556
5. The COD of liquid discharged from the WAO system is something like 2 g/l. Stated another way it is about 2 percent of the COD input to the reactor. OrganiC destruction is dependent upon temperature which in tum is dependent upon pressure.
I hope the above answers your questions. I would be happy to answer further questions or provide more detail if you desire.
To Ed Von Stein
Generally, sulfur or sulfur compounds represent a waste product from a facility such as this. It is generally not economical to attempt recovery of sulfur. However, much of the sulfur can be in the form of ammonium sulfate and the filter cake might be useful as a low grade fertilizer.
The feedstock for the heat balance in Fig. 4 is in fact high grade coal. The text points out that culm, RDF or other waste fuels can be used either separately or in combination with coal. Regarding vapor discharge associated with vacuum filtration, it is intended to use a pressure filter, thus eliminating the vapor discharge. Wet ponding would, of Course, be more economical than any mechanical filtration technique.
.
Editors note: The discussions of Mr. von Dreusche . and Mr. Petura were not submitted to the author because of a filing error.