what are our cleaning options? - infohouseinfohouse.p2ric.org/ref/29/28287.pdf · what are our...
TRANSCRIPT

WHAT ARE OUR CLEANING OPTIONS?
L M. Thompson, R. F. Simandl, H. L Richards, A. L Glover Martin Marietta Energy Systems, Inc.
Oak Ridge Y-12 Plant* P. 0. Box 2009
Oak Ridge, TN 37831-8095
AB!xRAcr
Cleaning has always been an important step in manufacturing operations. Cleaning proceeds functions such as machining, inspection, plating, bonding, welding, heat treatment, and painting. If a surface is not properly cleaned or prepared, the results can be disastrous. The majority of industry has used cleaning methods such as vapor degreasing or solvent cleaning with chlorinated solvents such as chlorofluorocarbons, methyl chloroform, or perchloroethylene. These solvents were non-flammable, were considered to have low toxicity, and worked fairly well. However, recent finding regarding these solvents have caused them to fall from favor. Chlorofluorocarbons and methyl chloroform have been implicated as ozone depleting substances and are being regulated as such. Current plans call for a ban on production of these substances in the year 2000 and 2005, respectively. Perchloroethylene has been classified as a suspect carcinogen and has also come under recent guidelines and regulations in the United States. Personnel at the Oak Ridge Y-12 Plant have been actively pursuing substitutes for these solvents. Ultrasonic cleaning with aqueous detergent was originally implemented as a substitute for vapor degreasing at Y-12 approximately 7 years ago. This type of cleaning has been proven to be very reliable and effective. Organic solvents to replace chlorinated solvents have also been investigated for "squirt bottle" or wiping applications. The Y-12 Plant has implemented Solvent 140 (a straight chain hydrocarbon solvent) and a solvent blend (Solvent 140 and dipropylene glycol methyl ether) in these type applications. Results both experimentally and in the field have been favorable using these solvents. As with any cleaning method, there are some drawbacks with these substitutes. The ultrasonic cleaning with aqueous detergent does require a rinse cycle, a drying cycle, and a capital investment. The Solvent 140 and solvent blend are slow evaporators when compared with the chlorinated solvents. However, these substitutes do work. The pros and cons of these substitutes and other possible cleaning methods will be discussed in this paper.
*Managed by Martin Marietta Energy Systems, Inc. for the U.S. Department of Energy under contract DE-AC05-840R21400.
1
399

I I I I
The Proceedings of the 79th AESF Annual Technical Conference SUIFZ/FI'N@ 'sz! S M N
Atlanta, Georgia
The American Electroplaters and Surface Finishers Society, Inc. (AESF) is an intemational, individual- membership, professional, technical and educational society for the advancement of electroplating and surface finishing. AESF fosters this advancement through a broad research program and comprehensive educational programs, which benefit its members and all persons involved in this widely diversified industry, as well as govemment agencies and the general public. AESF dissemi- nates technical and practical information through its monthly joumal, Plating and Surface finishing, and through reports and other publications, meetings, symposia and conferences. Membership in AESF is open to all surface finishing professionals as well as to those who provide services, supplies, equipment, and support to the industry.
According to the guidelines established by AESF's Meetings and Symposia Committee, all authors of papers to be presented at SUWFIN@ have been requested to avoid commercialism of any kind, which includes references to company names (except in the title page of the paper), proprietary processes or equipment.
Statements of fact or opinion in these papers are those of the contributors, and the AESF assumes no responsibility for them.
All acknowledgments and references in the papers are the responsibility of the authors.
Published by the American EMoplaters and Surface Finishers Society, Inc. 12644 Research Parkway Orlando, FL 32826-3298 Telephone: 407/281W1 Fax: 407/281-6446
Copyright 1992 by American Electroplaters and Surface Finishers Society, Inc. All rights reserved. Printed in the United States of herica.-This wblication may not be reproduced, stored in a retrieval system, or tmnsmitted in whole or part, in any form or by e y means, electronic. mechanical. ohotocopymg, recording, or otherwise without the prior written permission of AESF, 12644 Hesearch Parkway, Odando, FL 3282g3298.
Printed by AESF Press
SUmlN@is a registered trademark of the American Electroplaters and Surface Finishers Society. Inc.

WHAT ARE OUR CLEANING OPTIONS?
L M. Thompson, R. F. Simandl, H. L. Richards, A L. Glover Martin Marietta Energy Systems, Inc.
Oak Ridge Y-12 Plant P. 0. Box 2009
Oak Ridge, T N 37831-809s
Introduction
Cleaning has always been an important step in manufacturing operations. Without a properly prepared or cleaned surface, paint or plating will not adhere, bond strengths decrease, welds become porous, and parts will stain upon heat treatment. Over the years, industry had begun to depend on chlorinated solvents for their cleaning purposes whether the cleaning operation consisted of vapor degreasing, immersion, or wiping. Typical solvents used in these applications include trichlorotrifluoroethane, methyl chloroform, or perchloroethylene. These solvents were non-flammable, were considered to have low toxicity, and worked fairly well. However, recent developments have caused these solvents to fall from favor. Trichlorotrifluoroethane and methyl chloroform have been implicated as ozone depleting solvents and are scheduled to be banned from production by the year 2000 and 2005, respectively. Currently, there is a movement to have these dates changed to as early as 1995. Perchloroethylene has been classed as a suspect carcinogen, and several regulations are pending on the use of this chemical. All of these solvents are also classed as Resource Conservation and Recovery Act (RCRA) solvents which means that the waste must be handled under strict guidelines. Due to these environmental and health and safety issues regarding these solvents, personnel at the Y-12 Plant have been looking for substitutes and have been successful in implementing substitutes for approximately 95% of their usage.
Initial solvent substitutes are evaluated for cleaning ability, compatibility, toxicity, and usage issues. Cleanliness is normally evaluated using X-ray photoelectron spectroscopy (WSIESCA). This technique bombards a surface with X rays and then records the electrons in their binding states which come off of the surface. This technique enables one to look at microlayers on a surface and to identify elements or elements in specific binding states which are present on a surface. Normally ratios of carbon, which is the element most often associated with contamination, to a base metal are calculated and comparisons are made of these ratios (the lower the ratio the cleaner the surface). Compatibility issues are normally addressed using submersion techniques for the materials of interest. Toxicity issues are addressed via our Industrial Hygiene Department and several other sources of toxicity data. Other issues such as equipment requirements and controls are also addressed,
2
400

Ultrasonic Cleaning
Substitution efforts at Y-12 have been divided into two main efforts. The first effort was the replacement of large vapor degreasers utilizing chlorinated solvents with ultrasonic cleaners using aqueous detergent and water. Ultrasonic cleaning works by cavitating a liquid and forming small micro bubbles which burst on the surface to be cleaned. This provides mechanical as well as chemical cleaning action. Three variables can influence the effectiveness of ultrasonic cleaning: 1) the frequency of the ultrasonic cleaner, 2) the liquid medium, and 3) the coupling between the cleaner and the liquid.
In most of our operations we prefer using cleaners which operate at frequencies of approximately 20 kilohertz A frequency of at least 18 kilohertz is required to cavitate the liquid Many systems operate at 40 kilohertz which is the frequency of choice for cleaning of electronics but does not work well on cleaning of large metal parts. The lower frequencies are required to do a good job on tough oils on large metal parts. Another problem that can occur is that units which may operate at the proper frequency will not couple with the liquid properly. Thus, the micro bubbles are not formed adequately in the liquid. A quick test which will determine if the frequency and the coupling of the cleaner to the liquid is adequate for operations is the aluminum foil erosion test. A piece of aluminum foil approximately 0.001 in. thick is lowered into a tank filled with liquid. After approximately 30 s, holes are actually formed in the aluminum foil from the power of the ultrasonics if the unit is adequate. This test is also good to see where "dead spots" may be in your tank Dead spots will occur from the sound waves cancelling each other out.
The other critical variable for ultrasonic cleaning is the liquid medium. A comparison of the viscoelastic properties of different mediums' show that water has the best properties for use in ultrasonic applications. Thus, aqueous detergents are an excellent choice for your liquid medium. Aqueous detergents can also be handled quite easily with regard to waste treatment options. Aqueous detergents are composed of surfactants and alkaline salts for the most part- Some may also include slight amounts of solvents to aid in their ability to dissolve oils. Surfactants are surface active agents which provide wetting, emulsification, solubilization, and dispersion characteristics. These surfactants can be anionic or nonionic in nature. Common surfactants used are sulfonates, phosphate esters, or ethoxylates. Alkaline salts such as sodium hydroxlde, sodium carbonate, sodium metasilicate, sodium EDTA, and tetrasodium pyrophosphates are also used in many detergent formulations. These help to neutraIize acidic soils, precipitate hard water ions (soften the water), lower surface tension, emulsify the oils, break apart the solid soils, disperse the solids, neutralize the fatty acids, or break apart fats. There are literally hundreds of detergent formulations using different surfactants or alkaline salts or combinations thereof on the market which can be used in ultrasonic cleaners. One does need to be cautious regarding the selection of the detergent depending upon local sewage discharge controls and also compatibility with materials. Aluminum o r soft metals will react with some alkaline materials quite Viciously.
u'ltrasonic cleaning has been shown to perform as weii as, if not better than, cleaning with vapor degreasers, as shown in Figs. 1 through 3. Figure 1 shows the results of a study where samples of Type 304L stainless steel were coated with a rust preventative oil and then cleaned by vapor degreasing or by ultrasonic cleaning. Initially, the samples were cleaned ultrasonically in detergent and water to provide a sample baseline. One of these samples was retained as a control sample. The remaining samples were coated with a rust preventative oil and allowed to sit overnight.
3
40 1
11

0
n
>
L 0 a
r 0
I- W
>
l- cn 3
U
L 0 1
> 0
E
W
ar U 0 L
(3
2
Z
W 1
o
o z 0
v,
e- ml a
- a - a
a
1 1
1 1
I b
0
+I
c\!
(v
0
-ti (v
0
c\!
(?
m co 0
+I 0
cu
-?
k
w
I
aD co
cu 0
4
402
Three samples each were vapor degreased in 1,1,Ztrichlorotrifluoroethane (CFC-113), methyl chloroform (TCA), o r perchloroethylene (perk) for 15 min. Three samples were also cleaned ultrasonically (US) in aqueous detergent and water for 15 min at 54"C, rinsed in demineralized water, and blown dry with argon. The ultrasonically cleaned samples were much cleaner than the samples vapor degreased in a chlorinated solvent. The samples degreased in methyl chloroform yielded the dirtiest surfaces.
Figure 2 shows the results of a similar study conducted on 4330 V steel which was coated with lapping oil. Again, the ultrasonic cleaning yielded cleaner surfaces with CFC-113 giving the worst cleaning results.
Figure 3 shows the results of another study which was conducted using the same methods as above. This study was conducted on 15-5 pH stainless steel which was coated with a machining coolant known as Trim Sol. Again, ultrasonic cleaning yielded the cleanest surfaces and vapor degreashg with CFC-113 yielded the dirtiest surfaces.
Ultrasonic cleaning has been shown to yield cleaner surfaces than vapor degreasing and the results are more reproducible. This type of cleaning has been used on irons, stainless steels, aluminum, and several other types of metals without any compatibility problems. The waste can generally be discharged to local sewer systems or will biodegrade quite easily.
There are some drawbacks with ultrasonic cleaning. The equipment requires an initial capital investment, a rinse step must be included in the process, and a drying step is also necessary.
Solvent Substitution
The second phase of the substitution program has been the replacement of squirt bottle or specialty type operations with other organic solvents. The main application was the cleaning of parts after machining o r prior to inspection by wiping. The contaminants being cleaned from the surface were the usual machine shop contaminants such as machining coolant, rust preventative oil, lapping oil, lubricants, and fingerprints. Initially, possible solvent substitutes were chosen using Hansen Solubility Parameter Theory? Using this theory, solvents which have similar parameters have similar solvent properties. A wide range of solvent types have been tested for the different contaminants which are present. The experimental procedure used was to initially clean samples of 304L stainless steel ultrasonically in aqueous detergent and water in order to establish a baseline level of cleanliness. A sample was retained as a control sample. The remaining specimens were coated with the contaminant and allowed to dry overnight. One contaminated sample was also retained to determine what elements are present due to contamination. Each sample was then squirted with a given amount of solvent being tested and Wiped dry, The samples were submitted to )(3rS/ESCA for analysis. The main element present due to the contamination was carbon. Therefore, a peak height ratio of carbon to chromium (which represents the base metal) was calculated and comparisons were made of this ratio. The lower this ratio the cleaner the surface.
Figure 4 shows the results of the study comparing solvents for the cleaning of rust preventative oil. Solvents such as dipropylene glycol methyl ether (DPM), ethyl lactate, anisole, propylene glycol methyl ether acetate (pm acetate), ethanol denatured with acetone (EtOWacetone), and isopropanol did not remove the rust preventative oil sufficiently enough to enable the ESCA to
5
!
403
I

Fig. 2. EFFECTIVENESS OF VAPOR D E G H ~ A S I N ~ ~ v t m u s ULTRASONIC CLEANING FOR REMOVAL OF LAPPING OIL.
160
140 c/)
9 s fI: 120 I- J (3 g 100 Y
c l . 4 a 80 n w
g 20
- - 84.35 f 55.03
m 14.77 f 2.84 U 4
O 0 l CONTROL ' CFC-113 I
- 1.7 f 0.01 - 1.24 f 0.27 - - 0.57 I I I
TCA PERK us

- c! 0 +i
a3
N
c9
Ht
4
N - rri w
-
v)
3
Y
n
w a
a
0
I- o
Y
v
cj
LL
0
6 I- Z 0
0
7
405

r-
I
3 a. h a e.
70
60
50
40
30
20
10
0
Fig. 4. ABILITY OF SOLVENTS TO REMOVE RUST VETO FROM 304L SS,
31.05 f 33.2
E z LL
1.53 f 0.36 ''
SAMPLES WERE CLEANED ULTRASONICALLY, CONTAMINATED, FLUSHED WITH 10 ML SOLVENT, AND WIPED DRY
A
E z z LL
12.73 f 5.2
U U z z 0.76 f 0.21 n P V . 7 4
I I I I I I I I +

s e e the metal surface. A terpene-based cleaner and N-methyl pyrrolidone (NMP) worked as well as CFC-113. Solvent 140, which is a high flash mineral spirits, worked as well as the methyl chloroform and better than CFC-113. Ultrasonic cleaning with aqueous detergent yielded the cleanest surfaces.
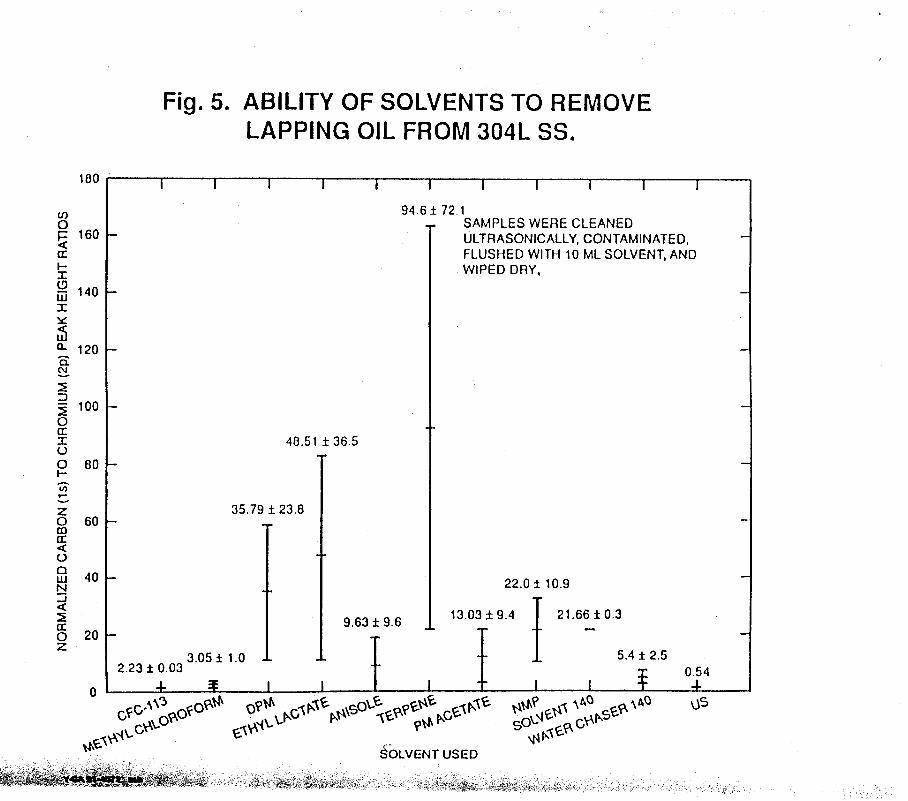
Figure 5 shows the results of a study comparing the ability of solvents to remove lapping oil. DPM, ethyl lactate, and a terpene-based solvent yielded the dirtiest surfaces followed by anisole, pm acetate, NMP, and Solvent 140. A solvent blend, which consists of 95% Solvent 140 with 5% DPM, yielded the best results of the possible solvent substitutes compared to methyl chloroform and CFC-113. Ultrasonic cleaning with aqueous detergent again yielded the cleanest surfaces overall.
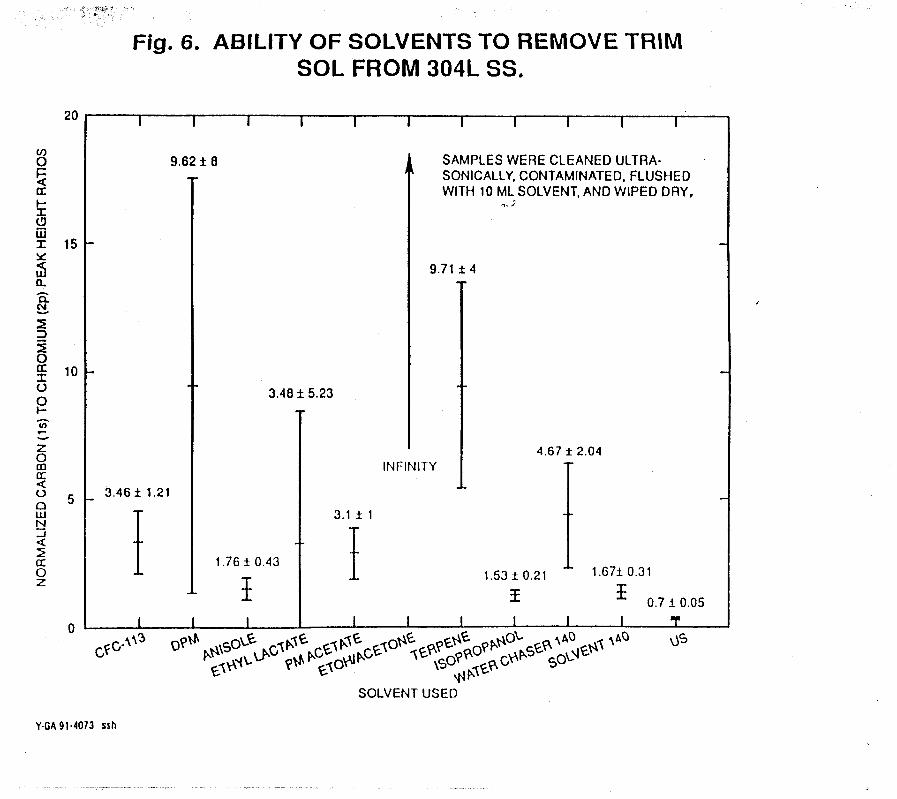
Figure 6 shows the results of a study comparing the ability of solvents to remove a water-based machining coolant known as Trim Sol. Solvents such as anisole, pm acetate, isopropanol, Water Chaser 140, and Solvent 140 yielded surfaces comparable to those cleaned with CFC-113. Surfaces cleaned with DPM, ethyl lactate, and a terpene-based cleaner were somewhat dirtier; and the ethanoyacetone blend yielded the dirtiest surface overall. The cleanest surface was found by cleaning with ultrasonic cleaning with aqueous detergent.
Figure 7 shows the results of a study comparing the ability of solvents to remove fingerprints. The ethanoUacetone sohrent mixture and the ultrasonic cleaning yielded the best results overall. Methyl chloroform, isopropanol, and Solvent 140 gave the next best results followed by Water Chaser 140. CFC-113 yielded the worst results and did not appear to remove the fingerprint oils. All of the organic solvents left behind inorganic contamination from the fingerprints such as sodium, nitrogen, sulfur, potassium, chlorine, and calcium.
Due to these results, the Y-12 Plant has changed to a strategy using Solvent 140 and a water displacing solvent blend. Since Solvent 140 is totally immiscible with water, a blend of Solvent 140 with DPM was developed. Adding the DPM enables the solvent to be slightly miscible with water which aids the solvent in its ability to 'chase' water-based machining coolants. This also adds the power of a polar solvent to that of a nonpolar solvent. These solvents have low toxicity, are non-RCRA, are easily handled under fire code considerations, and are compatible with materials used at Y-12 Solvent 140 will be used in moisture-sensitive areas of the plant while the water displacing solvent blend will be used in the remainder of the plant. The drawbacks of these solvents are that they are flammable and are slow evaporators which require a change in production operations.
Other OD tions
There are other equipment options that are becoming available to the market due to chlorinated solvent issues. Vapor degreasers have been developed to use solvents such as acetone, qclohexanone, and isopropanol and meet the proper fire regulations. Some manufacturers of ultrasonic equipment have also developed explosion proof ultrasonic cleaners which can use flammable solvents. However, use of this type equipment still produces wastes which are ansidered hazardous under the RCRA regulations.
9
407
I
P 0 03
180
v)
U a: 160
5 140 W
I
Fig. 5. ABILITY OF SOLVENTS TO REMOVE LAPPING OIL FROM 304L SS.
I I 1 I I I I I I I I
94.6 f 72.1 SAMPLES WERE CLEANED
1 ULTRASONICALLY, CONTAMINATED, FLUSHED WITH 10 ML SOLVENT, AND WIPED DRY,
40.51 f 36.5
9.63 f 9.6
T
22.0 f 10.9
13.03 f 9.4 21.66 f 0.3 - 5.4 f 2.5
I 0.54 + I I I 1 I 4. I
P 0 tD
Fig. 6. ABILITY OF SOLVENTS TO REMOVE TRIM SOL FROM 3041. SS.
20
F +-' 4 z
10 X
A
.- v
VJ
0
3.46f 1.21
9.62 f 0
3.48 f 5.23 T
INFINITY
1.76 f 0.43
€
3.1 f 1
- €
SAMPLES WERE CLEANED ULTRA- SONICALLY, CONTAMINATED, FLUSHED WITH 10 ML SOLVENT, AND WIPED DRY,
I * 3
9.71 f 4
4.67 f 2.04
1.53 f 0.21 1.67k 0.3 1
0.7 f ,.C f 1 I I I I I I I 1 I T
SOLVENT USED
Y-CA 91.4073 SSh

12
41 0

Conclusions
Due to the health and environmental effects, use of chlorinated solvents is rapidly falling from favor. The Y-12 Plant has successfully demonstrated the use of ultrasonic cleaners with aqueous detergent as a replacement for vapor degreasers using chlorinated solvents for approximately 7 years. This type cleaning is reliable and efficient. The drawbacks associated with ultrasonic cleaning include capital equipment investment, required rinse step, and required drying step. Organic solvents such as Solvent 140 and the water displacing solvent blend have also been shown to adequately replace the chlorinated solvents in wiping operations. The drawbacks of these solvents include their slow evaporation rate and flammability concerns. Although there is no perfect solution for substitutes of chlorinated solvents, there are workable solutions.
13

References
1. Niemczewski, B., "A Comparison of Ultrasonic Cavitation Intensity in Liquids," Ultrasonics, pp. 107-110, May 1980.
2. Hansen, C.M., "The Universality of the Solubility Parameter," IE&C Product Research and Develoument. ACS Publication, Vol. 8, 1969.
14