what are the benefits? action aka tpm, total preventative maintenance total productive maintenance...
TRANSCRIPT

What are the Benefits?
Action
AKA TPM, Total Preventative MaintenanceTotal Productive Maintenance
Breakdowns1
Setup / adjustment2
Idling / minor stoppages3
Speed4
Defects and rework5
Start up losses6
Equipment Six Big Losses
Having no TPM on your equipment can lead to the Six Big Losses
What is it? A total system of maintenance covering all major equipment.
The Available Time is cut dramatically by the
Six Big Loss
These Losses Can be Eliminated Easily And
Painlessly
Total Running time of your machine is affected by :
• TPM is a tried and tested way to eliminate the Six Big Losses. This saves money and makes you’re factory a better places to work.
• It gives you, the Operator, the knowledge and confidence to manage your own machines.
• TPM is a long term process to increase skills, raise efficiency and achieve minimal downtime on the machine.
If your Machine has no TPM then raise the issue
What are the Benefits?
Action
AKAMetrics, KPIs,
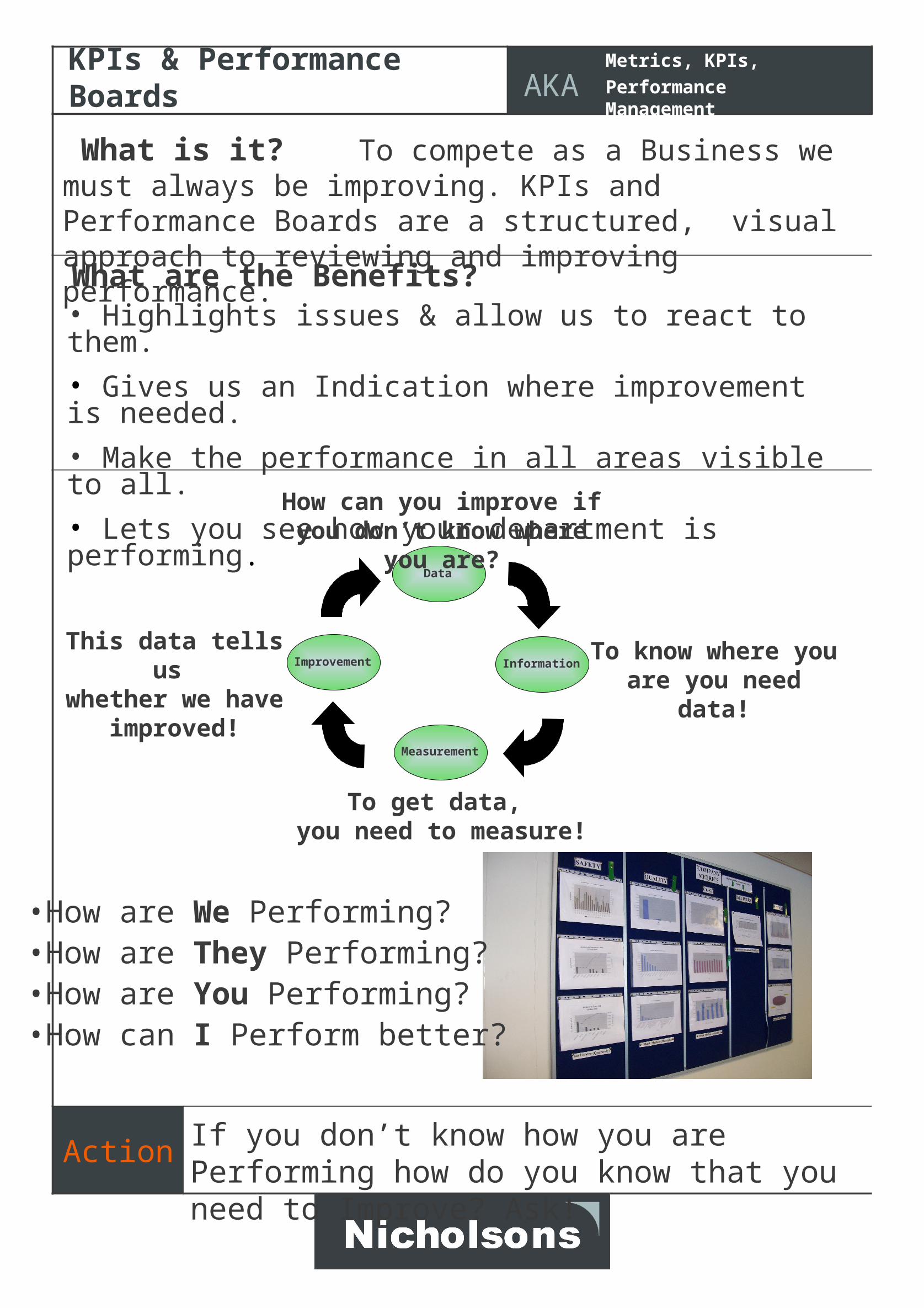
Performance ManagementKPIs & Performance Boards
Data
Information
Measurement
Improvement
•How are We Performing?•How are They Performing?•How are You Performing?•How can I Perform better?
How can you improve if you don’t know where you are?
To know where you are you need data!
To get data, you need to measure!
This data tells us whether we have
improved!
• Highlights issues & allow us to react to them.
• Gives us an Indication where improvement is needed.
• Make the performance in all areas visible to all.
• Lets you see how your department is performing.
What is it? To compete as a Business we must always be improving. KPIs and Performance Boards are a structured, visual approach to reviewing and improving performance.
If you don’t know how you are Performing how do you know that you need to Improve? Ask!

What are the Benefits?
Action
AKA Failure Mode Effects AnalysisFMEA
This is the template we use to create our FMEA’s
All areas must be completed to look at the possible risk for this changed Process or Product type.
What is it? Introducing New Processes and Products can be risky! FMEAs identify potential Failures and their causes before they happen.
• Prioritises potential Failures according to their Risk
• Drives improvement actions to eliminate or reduce the problem from happening
• Provides a documented & structured way of capturing data & action
If you are introducing a New Process or Product, you will benefit from carrying out an FMEA – Ask!

What are the Benefits?
Action
AKA Standard Operating Procedures, SOPs, Standard Ops
1. Select Operation
2. Record Data
3. Develop Best Method
4. Test Methods
5. Document Best Method
6. Roll Out to Team
The Six
Steps to
Creating
a Standard
Operating
Procedure
RESPIRATORY PROTECTION
OTHER PPE:HEAD PROTECTION HAND PROTECTIONEAR PROTECTION FOOT PROTECTION
PPE REQUIRED:(Specify)
EYE PROTECTION
PRESS CYCLE START
UNCLAMP BOTH SIDES
REMOVE AND INSPECT PART
SNIP RUN ON / RUN OFF AND INSPECT PART
12
13
14
INSERT RUN ON AND SECURE WITH RIGHT CLAMP
PRE-FORM BOTH SIDES OF STRIP (lengths greater than 20"pre form one side at a time)
INSERT LEFT SIDE OF STRIP AND CLAMP
RELEASE RIGHT CLAMP
INSERT RIGHT SIDE OF STRIP AND CLAMP
REMOVE BURRS FROM RUN OFF AND WIPE CLEAN
INSERT RUN OFF AND APPLY MINIMAL PRESSURE
8
9
10
11
4
5
6
7
No. MAJOR STEP KEY POINT KEY POINT REASON: Safety Quality Ease
AREA
RMS
STANDARD OPERATING PROCEDUREDocument Number
SOP 10G Fletcher D Roberts
ORIGINATOR CHECKEDPROCESS
Plasma Butt-Welding
ISSUE No.
1
ISSUE DATE
24.06.2005
1
2
3
MACHINE
W4
Ensure pre-form is a smooth radius, not a sharp corner.Internal parts: burrs on insideExternal parts: burrs on outsideEnsure end of strip is aligned with centre of slot in backingbar (see fig.2).
PHOTO / SKETCH
Ensure leading edge of run on is burr side up and pushedfirmly against the stop (see fig.1).
Ensure the strip is pushed firmly against the run on.No more than 1 turn is necessary.
Ensure the strip is pushed firmly against the run on.Ensure ends of strip are pushed firmly together.
Lead edge only need be deburred.
Ensure leading edge of run off is burr side up and pushedfirmly against the strip (see fig.3).
No more than 1 turn is necessary.
Inspect both sides of weld under magnification.
Visually inspect to ensure part is not damaged with snips.
Incorrect alignment will cause a weld spoil.
Sharp corners will not roll out.
Incorrect alignment will cause a weakened weld.
Any gap will cause a spoil.
Any gap will cause a spoil. Any gap will cause a spoil.
Unnecessary processing: 7 Wastes.
Any gap will cause a spoil. Excessive pressure could cause cuts to the hands.
Unnecessary processing: 7 Wastes.
To ensure weld satisfies the required standard.
Will cause a spoil.
Fig. 1 Ensure run on is burr side up and firmly against the stop.
Fig. 2 Ensure end of strip is aligned with centre of slot in backing bar.
Fig. 3 Ensure run off is burr side up and firmly against the strip.
All key processes should have a standard operation procedure. If not ask!
What is it? Identifying the best way to do something leads to efficiency and business Improvement. Everyone following that same method gives us Control and Safe Working. Standard Ops define this Method of Working.
•Gives you a consistent way of operating
•Ensures you follow defined manufacturing processes
A stepped approach to standardising the way we all work

What are the Benefits?
Action
AKA 80/20, Pareto
This is the area the team would focus it’s efforts first!
We should Act on Fact, not Opinion.Reviewing Evidence allows us to Choose
What to Focus on!
What is it? We want to Improve, but there’s so much to do, and limited time available. A pareto chart can show where the biggest issues are.
• Easy to see where the biggest problems are
• Will allow you to focus on the real problems
• Easy to use & understand
• Is used by all organisations
With Pareto you should always target the largest portions of the chart first

What are the Benefits?
Action
AKANicholsons 6M, Cause & Effect, Ishikawa &
Fishbone diagramFishbone
Brainstorm the Teams Ideas
Organise the Teams Ideas
timeflatteningExcessive
Mother Nature
Measurements
Methods
Material
Machines
Man
getting enough 0.020" shims
person may be ill
where is the vernier
where is the micrometer
excessive set up
no stand to hold parts
press needs to be reset
having to clean oil leaks
die's not level
press out of order
press being used for other jobs (2)
shims moving in press (2)
speed of the press (2)
flatteningheat treated parts not
out of shapematerial may be warped and
shape of seal
pressheight of ram too high in the
around to get correct heightshims need to be moved
(not enough shims)both presses flattening together
time it takes to measure shims
size of parts
searching for correct shims
over measuring of heights
not the right amount of shims
waiting for hydraulic press
where is the box of shims
climate in factory (too hot)
NST Business Project
timeflatteningExcessive
Mother Nature
Measurements
Methods
Material
Machines
Man
getting enough 0.020" shims
person may be ill
where is the vernier
where is the micrometer
excessive set up
no stand to hold parts
press needs to be reset
having to clean oil leaks
die's not level
press out of order
press being used for other jobs (2)
shims moving in press (2)
speed of the press (2)
flatteningheat treated parts not
out of shapematerial may be warped and
shape of seal
pressheight of ram too high in the
around to get correct heightshims need to be moved
(not enough shims)both presses flattening together
time it takes to measure shims
size of parts
searching for correct shims
over measuring of heights
not the right amount of shims
waiting for hydraulic press
where is the box of shims
climate in factory (too hot)
NST Business Project
What is it? A fishbone diagram is used to organise ideas about the potential causes of a problem.
• Fishbone diagrams help separate a large problem into manageable pieces.
• A team method is used to solve the problem.
• It can also help you visualize relationships between a problem and possible underlying causes.
When carrying out a brainstorming session with your team always use the fishbone diagram!

What are the Benefits?
Action
AKA Plan, Do, Check, ActPDCA
1. Select Project
11. Monitor Solution
10. Implement Solution
8. Test Solutions
12. Continuous
Improvement
3. Set Goals
2. Explain Reason
6. Analyse the facts
5. Gather the data
4. Prepare Action Plan
7. Develop Solutions
9. Ensure Goals are satisfied
PLAN
ContinuousImproveme
nt Cycle
DOCHECK
ACT
The P.D.C.A Cycle
What is it? Plan Do Check Act (PDCA) is a set of steps that provides an approach to problem solving and continuous improvement.
• A structured way of carrying out a project
• Uses a standard stepped method for completing the project
• Simple and easy to follow
• Goals for the project are always set out at the start
For Projects always use the PDCA cycle!

What is it? Removing or minimising any function or operation that can allow any of the below to happen.
What are the Benefits?
•Will increase time spent producing parts that our customers pay for and want in the best method possible
Illustrate!
There is a 8th Waste not utilising you!
Action If you see any of these in your area think of how you can reduce or eliminate it.
AKA 7 W or 8W7 Wastes
Motion
Inventory11
66
77
55 44
33
22
WASTE
Over-production
Waiting
Not Right First Time – Scrap, Rework & Defects
Over-processing
Transportation
IN OUT

What is it? A easy to follow step by step approach to creating and sustaining a productive workplace
What are the Benefits?• Gives you the opportunity to design your work area • Removes items within your area you don’t need• Makes it easy to locate the tools you need to do your job• Makes it easy to identify when equipment is missing• Makes it easy to identify when equipment is broken• Makes all of the above sustainable
Action If your work areas is out of control you need to “5C”
AKA 5 S5 C
Clearout and Classify
Configure
Clean and Check
Conformity
Custom & Practice
The steps
to carryout
and complete
a 5C
activity
Major clean down and classify tools based on production usage
A specific place for specific items“A place for everything & everything in its place”
Identify cleaning zones, establish cleaning routinesinvolving the whole team (inc Maintenance)
Consolidate the previous 3C’s, standardisation,and use of Visual Management to Control
Adherence to the system rules!! and build
in further improvements
Before After

What is it? The practice of asking “WHY”, five times, why the failure has occurred in order to get to the root cause or
causes of the problem. What are the Benefits?
• It helps to quickly determine the root cause of a problem
• It is easy to learn and apply
Action If you have a problem ask “why” five times to find the real route cause of the problem.
AKA Route cause analysis5 Why
Q : WHYWHY has machine stopped ?A : Overload tripped out !
11
Q : WHYWHY overload trip ?A : Insufficient oil on shaft !
22
Q : WHYWHY Insufficient oil ?A : Oil pump in efficient !
33
Q : WHYWHY is pump not efficient ?A : Pump drive shaft worn !
44
Q : WHYWHY is this shaft worn ?A : Oil filter blocked with swarf !
55
Root-causeRoot-cause

What is it? A formal process tool for solving major
problems from our customers & within the business What are the Benefits?
• A structured way of thinking about problems and prevention
• Uses a standard problem solving reporting format
• Fact-based and data-driven
• A team method is used to solve the problem
Action If you have a major process problem ask the
QA manager to raise an “8D Report”
AKA 8 Decisions8 D
Problem Description D0 Cause Analysis Direct Cause D4
5 Why Investigation
D1 Why?
Why?
Problem Clarification D2
Why?
Why?
Why?
Problem Standard
Containment D3 Countermeasure D5/6What What
Locate Point Of Effect / Cause Follow Up Check & Recognise D7 D8
Measures Affected / % / £ Improvement
Root Cause
Measurement
Work Group Practical Problem Solving / 8D
StatusWhenWho
Imp
rove
Co
ntr
ol
Process 1 Process 2
Co
ntr
ol
Process 3 Process 4
Def
ine
StatusWhenWho
Mea
sure
Employees Retrained/ Awareness
Y N
Tooling Database Updated
Y N
Works order amended to reflect new tool
Y N
Tooling Database Report. Attached
Y N
Works order attached
Y N
Mother Nature
Result
MaterialMan Machine
Method
Qty Returned
Item How Checked
An
alys
e
Team
Date: Ref No:
See reverse of sheet for printed version of causes & results.
Problem Description D0 Cause Analysis Direct Cause D4
5 Why Investigation
D1 Why?
Why?
Problem Clarification 5 off D2
Why?
Why?
Why?
Problem Standard
Containment D3 Countermeasure D5/6What What
Locate Point Of Effect / Cause Follow Up Check & Recognise D7 D8
Measures Affected / % / £ Improvement
Jigs checked on CMM and measure to specif ied sizes
Machine 3: Inadequate chuck for holding parts
Measurement 2: Incorrect sizes specified on jigsMeasurement 3: Jigs not to actual size required
Subsequent batches since the jig amendments have had no further problems with the Diameters from either the customer or internally
Due to the rolling process which always brings the sizes of the diameters down from their original size. The welding process
needed to weld the parts to allow for this movement. The actual welding inspection jigs were specified with the same tolerance as
Root Cause
Rolling of material will always make the diameters smaller. (Manufacturing process)
J ed Costello
Colin Gibson
Danny Roberts
New jigs manufactured to accommodate the rolling diameter change.
01/06/2007
Documentation on WIS/CP20 developed w ithin procedures.
All corruplus jigs checked for similar error (changed w here required)
Measurement
Incorrect sizes w ere specif ied on the inspection jigs
sizes w ere given the same tolerance as the rolling process
Work Group Practical Problem Solving / 8D
StatusWhenWho
Imp
rove
Good
I Forster
Stocks checked and verif ied
Co
ntr
ol
Press Circ Weld Roll
Process 1 Process 2
H/T
Co
ntr
ol
Quarantine any further shipments until checked
Process 3 Process 4
Def
ine
StatusWhenWho
Mea
sure
I Hindmarsh 27/10/2008
27/10/2008
Employees Retrained/ Awareness
Y N
WIS/CP20 Generated
Y N
Works order amended to reflect new inspection
Y N
Works order attached
Y N
Inspection Sheet changed
Y N
C irc welding caused
parts to be oversize
on the O/D
Mother Nature
Result
No Good
tolerances w ere not considered, to allow for the rolling process movement
Rolling process w ill bring the sizes dow n
Good
10/11/2008
Material
Danny Roberts (Production Supervisor) Mark Mullen (Lean Facilitator) David Beck (Production Operator) Gary Fletcher (Production Team Leader)
01/06/2007
Man Machine
Method
Qty Returned
These amendments were made during 2007 as part of SFQC (Shop Floor Quality Control) project, when all jigs were checked before they were given a new location in the new tooling storage area. This was also when we first amended the welding inspection jigs.
Item How CheckedReviewed with engineering and parts are located adequately and tightened with a torque wrench
Tolerances checked and found to be incorrect
An
alys
e
The outside diameter of these seals measures 15,15mm – 15, 25mm. The drawing dimension is 15,6mm (Tolerance is +0,0mm to minus 0,25mm).This non-conformance is causing these seals to fall out of the mating part.
Team
On part number AS42703 of batch number 51334 sent in 2004 of an overall batch qty of 1700 parts. 5 part have been rejected due to the outside diameter of these parts being undersize. Parts have not been returned for the QA department to carryout a full di
Internal 8D launched
8D team set-up
I Hindmarsh
C Gibson
D Roberts
WIP checked and verif ied
10/11/2008Colin Gibson 10/11/2008
Danny Roberts
Colin Gibson 11/11/2008
Operators taken through the f indings
100% inspection after plating at pressure test stage
Inspection records changed to reflect new requirement
28/10/2008
28/10/2008
29/10/2008
Date: 28/10/08Ref No: 43
See reverse of sheet for printed version of causes & results.
O/D Undersize O/D Correct
Before AfterThe NST 8D format
D1 D2 D3 D4 D5 D6 D7 D8
Form
a T
eam
Def
ine
the
Prob
lem
Con
tain
the
Prob
lem
Verif
y th
e C
ause
Verif
y C
orre
ctiv
e Ac
tion
Impl
emen
t Cor
rect
ive
Actio
n P
reve
nt a
Reo
ccur
ance
Con
grat
ulat
e th
e Te
am

What is it? SPC is a tools which uses data that can tell you if you are in control of the process you are
doing. What are the Benefits?
•It can improve product quality by controlling the process better.•It can improve productivity by reducing the waste is producing spoils.•It allows streamlining of the process by reducing any issues effecting the control of the process.
Action If you think your process is out of control use SPC to determine if it is or not?
AKA Statistical Process ControlSPC
_
Our processes needs to run inside the red lines
_
0123456789
10
_
UCL x = Xbar + 2.66 x mRbarLCL x = Xbar - 2.66 x mRbarUCL r = 3.267 x mRbar
22
24
26
28
30
32
34
36
38
40
42
44
Date Time X 38 39 36 34 38 37 40 36 34 32 29 31 28 32 31 27 28 29 32 35 29 30 30 27mR ----- 1 3 2 4 3 3 4 2 2 3 2 3 4 1 4 1 1 3 3 6 1 0 3
Process Control Chart (iX-mR) Dept. 019 Sampling Frequency 100%Characteristic Length Chart No two Specification Limit 30mm +/- 6mmXbar = 32.6 UCL= 40.2 LCL= 26.7
mR bar = 2.56 CL= 8.38

What is it? Takt Time is the pace that production needed to manufacture components to meet our customer demand What are the Benefits?
• Essentially it provides a pace for the cell to work to.
• It helps our cell operations to run more effectively (in time with each operation)
• Gives immediate feedback on performance & issues affecting the performance.
• Takt Boards allow you to see what you need to produce every hour.
Action If you have excessive time in the cell then you are not working to Takt so raise it as a issue.
AKA Manufacturing drumbeatTakt Time
•Targets are set to what every cells can achieve efficiently &needs to achieve every
hour to meet the customers demands