wood group fd pde - sena
TRANSCRIPT
U.1 WOOD GROUP
• SENA
7AV fd PDE "osos y Disséloe Ersageticos 5 A
ELITE TRAINING
PROGRAMA NACIONAL DE FORMACION CONTINUA
ENTRE
EL SERVICIO NACIONAL DE APRENDIZAJE "SENA" Y
WOOD GROUP COLOMBIA S.A. PROCESOS Y DISEÑOS ENERGETICOS S.A.
PARA EL
PROGRAMA DE INSPECCIÓN, REPARACIÓN Y ALTERACIÓN DE CALDERAS Y RECIPIENTES DE PRESIÓN.
CODIGO API 510 & 572, ASME PCC-2 Y NACIONAL BOARD INSPECTION CODE NB-23
CON LA COMPAÑÍA
ELITE TRAINING

Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial-CompartirIgual 4.0 Internacional.

E
SETTING THE STANDARD
/88o
2 0 0 5
INTERPRETACIÓN CÓDIGO API 510: INSPECCIÓN, REPARACIÓN Y
ALTERACIÓN DE RECIPIENTES A PRESIÓN
Bogotá - Colombia Febrero 25 al 27 de 2008
Instructor: Ing.Miguel Angel Méndez
Organiza
ELITE TRAINING
www.hidrocarburos.com.co Bogotá D.0 Colombia
Tels. (571)6122262 - 5223181 -6120962 [email protected]

INTERPRETACIÓN CÓDIGO API 510
PRESSURE VESSEL INSPECTION CODE
MAINTENANCE INSPECTION, RATING,
J REPAIR, AND ALTERATION
J e
-J J -J
ALCANCE
Este Código cubre:
-Inspección de mantenimiento.
-la reparación.
-Alteración.
-Procedimientos de recalificación.
para los recipientes a presión utilizados en la industria del petróleo y química.
El uso del mismo esta restringido a Organizaciones que emplean o tienen acceso -J a una Agencia de Inspección Autorizada y personal de Ingeniería e Inspección u Organizaciones técnicamente calificadas en mantenimiento, inspección, reparación •lia alteración o recalificación de recipientes a presión. el

Este Código es aplicable a recipientes a presión construidos de acuerdo al Código
ASME Sección VIII de calderas y recipientes a presión. bajo otros Códigos reconocidos
de fabricación de recipientes a presión, recipientes no normalizados y otros recipientes
construidos sin Código de fabricación o con aprobación especial de una jurisdicción.
Se aplica solo a recipientes a presión que han sido puestos en servicio y han sido
inspeccionados por una Agencia de Inspección Autorizada, o reparado por una
Organización Reparadora.
J Los requerimientos regulatorios prevalecen por sobre los requerimientos de este
J Código.
411
el
_I _1 _1 —1 J el el
Aplicaciones particulares
Es permitido la inspección de recipientes a presión utilizados para servicio de
Exploración y Producción. mediante la aplicación de los requerimientos establecidos
en la Sección 8 de este Código.
Todos los requerimientos de este Código son aplicables a los recipientes usados
en servicio de Exploración y Producción, con excepción de la Sección 6.
Exclusiones
-Recipientes sobre estructuras móviles cubiertos por regulaciones jurisdiccionales.
-Recipientes fuera del alcance del ASME Sección VIII.
-Recipientes que no excedan:
-a- 5 pies3 (0,141 m) de volumen y 250 psi (1723,1 Kpa) de presión de diseño.
-b- 1.5 pies3 (0.042 ml de volumen y 600 psi (4136. 9 Kpa) de presión de diseño. J J J —1 a SI II
.J
_J
41
Excepciones del Código ASME
-Recipientes a presión sobre estructuras móviles cubierto por regulaciones jurisdiccionales
-1- Tanques para camiones. barcos y barcazas.
-2- Pulmones de aire relacionados con sistemas de frenos de equipos móviles.
-Toda clase de recipiente enumerado como excepción del ASME VIII Div. 1:
-1- Aquellos recipientes dentro del alcance de otras secciones del Código ASME.
-2- Calentadores tubulares .
-3- Recipientes que son parte integrante de equipos rotantes o reciprocantes. tales comój
bombas. turbinas. generadores. cilindros hidráulicos y neumáticos. donde el
principal factor de diseño son las tensiones generadas por requerimientos de
funcionamiento. IR _I _I J J Si II Mi
-4- Cualquier estructura cuyo principal función sea transportar fluido (tuberías)
-5- Componentes de cañerías.
-6- Recipientes para contener agua a presión. o aire para actuar como colchón de presión
cuando no excedan:
-a- Presión de diseño. 300 psi
-b- Temperatura de diseño. 100 °C
-7- Tanques de almacenamiento de agua caliente. calentada por medios indirectos.
cuando no excedan:
-a- Calor aportado 200.000 BTU por hora.
-b- Temperatura de agua de 99 °C
-c- Capacidad nominal de 455 litros.
el _1 J J _I

-8- Recipientes con una presión interna o externa que no exceda de los 15 psi
-9- Recipientes con un diámetro interno. o ancho o alto que no exceda los 15 cm.
-10- Recipientes para ocupación humana.
Definiciones
-ALTERACIÓN —
Cambio físico en un componente o una reclasificación que tiene implicancias de diseño
que afectan la capacidad de contener presión de un recipiente, mas allá de lo indicado
en el Data Report.
-INSPECTOR AUTORIZADO DE RECIPIENTES A PRESIÓN —
Empleado de una Agencia de Inspección Autorizada que esta calificado y certificado
para efectuar inspecciones bajo este Código.
-JURISDICCIÓN —
Administración gubernamental legalmente constituida que puede adoptar reglas
referidas a recipientes a presión.
_J J J _J J .el

AGENCIA DE INSPECCIÓN AUTORIZADA —
-a- Organización de Inspección de la jurisdicción en la cual se usa el recipiente.
-b- Organización de Inspección de una Compañía aseguradora que asegura recipientes a presión
-c- Organización de Inspección del dueño / usuario de recipientes a presión que actúa sobre sus equipos.
-d- Organización o Individuo independiente que se encuentra bajo contrato y actúa bajo la dirección de un dueño / usuario y que esta reconocido por la jurisdicción en la cual el recipiente es usado.
_J -MÁXIMA PRESIÓN ADMISIBLE DE TRABAJO-
Máxima presión manométrica permitida en la parte superior del recipiente en su
posición de operación a la temperatura de diseño.
Wia ._.I
-INSPECCIÓN DURANTE EL FUNCIONAMIENTO-
Inspección utilizada para determinar la conveniencia del uso del recipiente a presión.
Exámenes no destructivos son utilizados para determinar esta conveniencia, y el
recipiente a presión puede estar o no en servicio mientras se efectúa esta inspección.
El concepto esencial es que la misma es una inspección externa.
-INGENIERO DE RECIPIENTES A PRESIÓN-
Organizaciones o personas, aceptables para el dueño / usuario, que poseen _1
conocimiento y experiencia en las disciplinas de la ingeniería asociadas a la
J integridad y confiabilidad de los recipientes a presión.
a a
JJJJ asa
-REPARACIÓN-
Trabajo necesario para restablecer un recipiente a una condición adecuada para
la operación segura en las condiciones de diseño.
Cualquier reparación que altere la presión o temperatura de diseño. debe ser tratada
como una recalificación.
-ORGANIZACIÓN REPARADORA-
-Mantenedor de certificado de Autorización del ASME apropiado.
-Dueño / Usuario que repara sus propios equipos según este Código. _J
-Contratista con calificaciones aceptables para el Dueño / Usuario.
-Organización o individuo autorizado por una jurisdicción.
u
- _J J _J 1111 111
-RECALIFICACIÓN-
Un cambio en la calificación de temperaturas o de la máxima presión admisible
de trabajo. Cuando se efectúa una reclasificación en la cual se aumenta la máxima
presión admisible de trabajo o temperatura. o se reduce la temperatura mínima de
diseño, debe ser considerado como una alteración.
-EXAMINADOR-
Individuo que asiste al Inspector Autorizado API. a través de la ejecución de ensayos j
no destructivos sobre recipientes a presión, pero no evalúa los resultados de los
mismos de acuerdo a esta norma. a menos que este entrenado y específicamente
autorizado por el dueño / usuario.
_I - _J Z1 lb

-SOLDADURA DE DEPOSICIÓN CONTROLADA-
Técnica de soldadura utilizada para el refinamiento del grano y el revenido de la
zona afectada por el calor. Existen numerosas técnicas de este tipo. siendo las
mas conocidas:
-Capa de revenido (temper bead): Revenido del deposito de soldadura inferior al cordón que se esta efectuando.
-Media capa thalf bead): Remoción de la mitad del espesor de la primer capa previo a las siguientes deposiciones.
_J Estas técnicas requieren del control de todas las variables de soldadura involucradas J
J como diseño de junta. precalentamiento. post calentamiento. técnica de soldadura
J y parámetros de soldadura.
a _I J _1 J J 1.1
Inspección del Dueño — Usuario
GENERAL
El Dueño — Usuario de los equipos a presión, debe ejecutar el control sobre los programas
de inspección. la frecuencia de inspección y sobre el mantenimiento.
Es responsable por el desempeño de la Agencia de Inspección Autorizada. y además
debe controlar las actividades relacionadas con la inspección de mantenimiento. _1 clasificación. reparación y alteración de sus recipientes a presión.
J
a _I J J J Illi

RESPONSABILIDADES DEL DUEÑO — USUARIO
Desarrollar, documentar. implementar. ejecutar, y evaluar los sistemas y procedimientos
de inspección de sus recipientes a presión.
Los sistemas de inspección y los procedimientos deben estar contenidos en dentro
de un sistema de aseguramiento de la calidad que debe incluir lo siguiente:
-Organigrama del personal de inspección.
-Gestión de la documentación de calidad y procedimientos de inspección.
-Documentos. informes y resultados de inspección.
1 -Acciones correctivas y sus resultados.
-Auditorias internas. fa
- J U S 1.1
-Procedimientos de revisión de planos. cálculos. reparaciones. alteraciones y reclasificaciones.
-Revisión del cumplimiento con las regulaciones de las jurisdicciones.
-Informes de cada cambio del proceso que podría afectar la integridad del recipiente.
-Requerimientos de entrenamiento del personal de inspección.
-Control de las calificaciones de soldadura.
-Control de las calificaciones de personal de ensayos no destructivos.
-Control de materiales.
-Calibración de elementos de medición y ensayo.
-Control del cumplimiento de los requerimientos del Código de las Organizaciones
de Inspección o reparación. 1
- Auditorias del sistema de control de calidad para los elementos de alivio de presión. si 111

Practicas de Inspección
Previo a cualquier Inspección de recipientes a presión se deberá asegurar que todas
las regulaciones pertinentes a seguridad ocupacional y de medio ambiente son
cumplidas (Ej. Trabajos en espacios confinados).
Para inspecciones internas el recipiente debe estar aislado de cualquier fuente de
líquidos. gases o vapores provenientes del proceso.
El equipo debe ser purgado, limpiado, ventilado y controlado por la presencia de
gases perjudiciales antes de ser liberado al acceso al mismo. J
Cuando sea requerido se deberá utilizar equipo de protección personal. _1
Los equipos de ensayos no destructivos deberán estar habilitados para su uso ti
en atmósfera gaseosa.
_J _J _1 _J -.1 ti
Modos de deterioro y falla
Los fluidos contenidos en los recipientes a presión pueden poseer elementos que
actúan en detrimento de los materiales de los cuales se construye el recipiente a
presión. Ejemplo esto es la presencia de sulfuros, cloruros, ácido sulfhídrico. carbono,
ácidos, agua. los cuales peden ser causantes de procesos corrosivos de distinta
naturaleza.
Se puede presentar además fluctuaciones de cargas debidas a la operación.
variaciones de temperatura. presión. las cuales pueden llevar al recipiente a la J
falla por fatiga, la cual se puede presentar de distintas maneras (fatiga. fatiga térmica. j
fatiga corrosión, etc).
Otras formas de deterioro, son los ataques por hidrogeno. la carburización. la
_1 _J J _1 Si 1111 1111 erosión.

Particular atención se deberá prestar a los equipos que trabajan a alta temperatura.
Los materiales de estos recipientes pueden estar sometidos al daño por creep. así
como también al efecto combinado de creep y otros procesos de daño como la fatiga o
el ataque por hidrogeno.
Para los recipientes que trabajan a baja temperatura e incluso a temperatura ambiente
las consideraciones de deterioro se deben centrar en la perdida de tenacidad de
los materiales y la fractura frágil. 1
Algunos materiales pueden presentar fragilización en servicio a alta temperatura
o simplemente a consecuencia de efectuar sobre ellos algún tipo de tratamiento
térmico (Fragilización por revenido)
J —I —I —I 111 Vi
Creep o termo fluencia
Es el efecto de una fluencia lenta de un material bajo la acción de un esfuerzo que resulta en una deformación permanente.
Generalmente este fenómeno se asocia a velocidades de deformación menores al 1%.
Las deformaciones permanentes por fluencia, son indeseables y son un factor limitante de la vida útil de una pieza.
Aunque el creep ocurre a cualquier temperatura. solo tiene efectos visibles cuando se somete a un material a temperaturas que excede del 40% de la temperatura de
fusión del material.
En la figura N° 1, se observa una representación esquemática del fenómeno de creep en función de la temperatura y tiempos.
J —1 1 J

J
J
J
T
FIG
UR
A 1
. CU
RV
AS
ES
QU
EM
ÁT
ICA
S D
EL
CR
EE
R y ( d
Od
t).
Te
Fig
. 3,1
. Sch
em
atic illu
strotio
n o
f cree
o-
curv
e s
hopes.
Fra
rtu
Creep
te
rcia
rio
Cre
ep
prim
ario
fi
A
o
Atta
tem
pera
tura
Cre
ep
pri~
ío
Ba
ja te
mp
era
tura
Cre
ep
secun
dario
(e
stacio
nario
)
liem
oo(t),h
I

En todo fenómeno de creep. se pueden distinguir tres estados. Los mismos se denominan:
-Creep primario.
-Creep secundario o estacionario.
-Creep terciario.
Tal como se observa en las curvas de la figura N° 1. la característica del creep primario es que la velocidad de deformación (dE/dt), disminuye progresivamente como consecuencia del endurecimiento por deformación.
Durante el proceso de creep secundario. la velocidad de deformación (dE/dt), es constante. Existe un balance entre endurecimiento y recuperación.
En la etapa de creep terciaria, la velocidad de deformación (dE/dt), es creciente o 1
acelerada, y da lugar a la generación de fisuras y fallas de tipo catastrófica. J
_J J _I el le
El comportamiento de los materiales frente al fenómeno del creep. se determinan generalmente por ensayos de tracción con cargas uniaxiales constantes a las temperaturas de interés en atmósferas especificas.
Los experimentos de ruptura al creer:), miden la deformación como una función del tiempo hasta que ocurre la falla o hasta la fractura cuando no es posible medir la deformación.
Este ensayo proporciona información acerca de:
-Tiempo hasta la ruptura.
-Deformación hasta la ruptura. J
-Esfuerzo aplicado.
-Tiempo de comienzo de creep estacionario
u -Tiempo de comienzo de creep terciario
—I J J J

PRESENTACIÓN DE DATOS
Generalmente todos los datos de Creep y esfuerzo a rotura, se analizan en términos de tres variables:
-TIEMPO
-ESFUERZO
-TEMPERATURA
1 Una representación típica es la que se muestra en la figura N° 2
J
e _I _I J J j

rrrr
u
u u
, H
í a
elt
T
r
3 V
drID
IA
9.¿C
i
t 'C
.:.
,4.1
.ZY
1.•
;15.
; ,5
"-"-2
1-1 -
4P
(•
— S
' m
i: 4
.1.3
1
.117
,4•1
r,
• • .
4.91
i. s.
••
VIV
, S
ICA
1
00
1
11
4.109
tr
is
CA
. U
ST
!Jr
•
ME
RE
'10
1.~
1~
11
~
"W
il~
ell~
~~
11
11
E~
~M
EI
51
5~
21 .~
1111~
111~
1111111~
IM
EM
~111
11
1-11~
~121
151 ""
11".
1111
1~.~
NI
NZ ~1
1111. m
i. J
IM Z
IE~
1~
11
1•1
1i1
~0
LIM
INIIM
EE
E=
111=
eno=
2~
~
ISM
r
r
0..
31.
0: •
(1;
. - so
t_
-,..
___,
.....„
.__-
-- --
--...
..„...
==
_.
..._-. ..,-.
....-i
-...
,.1._ mi
l is
ikt i
o.--
au
se~
~ezu
gM
=1
im,..
..—.—
.....-
.....,
1=
mem
om
am
men
r.~-1M
E
n
i=..-~
E m`a
E
W
ain
"~
.~
1§§~
§~
...
. _ ,
• __:
t : :
• im
isz
i 1.
: miim
uman
nig
imm
um
. :11E
am
ili"
dim
it"a
llim
ill
a 111
1IN
Ma
timia
igue ~
.11
1
illib
g. .
77
Ul m
eg
in
iii~
- .
._ ==
=Z
IEC
IIII
=sai
lln
Ig2-
. 11.
1111
~M
i M
E M
ig
mim
a
..
e.ti
ma
mig
~
1.>
NJJ
1.11
1 T
I 51
1U41
1,73
. 31
3.9.11
111
AFIC
k >4
1111
01
eh
*. d
J3re
l -
0C9
.4-h
p;
4.5
W n.
.a: 4
4. t
• 1,2
:: d
470.
: .w
e iy
113
1d1, 1C
147
v. rs
1S V
H
no
s u
ser
.s0c
Kit
U
r I
-
.31
• 111
- • :
.11

51,t'":511
FALLAS POR CREEP
PARÁMETROS TIEMPO TEMPERATURA
Por la necesidad de acortar la duración de los ensayos de creep, algunos de ellos se desarrollan a temperaturas mayores que las presentes en servicio, con el objeto de acelerar la obtención de datos.
Una aproximación es incorporar el tiempo y la temperatura en una expresión o parámetro, de modo que una curva única relacione el esfuerzo vs. el parámetro, de modo de representar todos los datos obtenidos para un material en un amplio rango de condiciones de ensayo.
PARÁMETRO DE LARSON MILLER (LMP)
J J
Este parámetro tiene la forma P= T (log tr + C), siendo J
T: Temperatura en Kelvin (°C+273°) t,.: Tiempo en hs. C: Constante que varia entre 17 y 25 dependiendo del material.
tia J J 111
Se trata de un parámetro tiempo — temperatura, para correlacionar y extrapolar datos de ruptura a Creep.

La mayoría de los aceros utilizados para alta temperatura. son endurecidos por la precipitación de carburos de compuestos de Cr y Mo y mas recientemente con V. Nb. Ta. etc.
Estos aceros aleados perteneciente a las familias de los aceros al Cr — Mo. son templados y revenidos. y la precipitación de estos carburos se produce durante el proceso de revenido y a las temperaturas de trabajo (350°C a 550°C). que es cuando precipitan las fases mas estables.
El cromo que se disuelve en la fase ferritica de los aceros. tiene como finalidad proporcionar resistencia a la oxidación y aumentar la resistencia mecánica a las temperaturas de trabajo.
_J
J El molibdeno. vanadio. niobio. etc, son netamente formadores de carburos. que _J refuerzan a la ferrita, impidiendo o retardando la deformación plástica a las temperaturas de trabajo.
_J J el

kAPII b
om
in•
09
0
8
04
ao.1—
751— 7
50—
CR
EE
P R
UP
TUR
E D
ATA
90
0
10 O 0 1 190
A rD
1.5
:IX
:90
0
11
:9
• s ..03,:c•
50C 9c0
1:0c 1:,:::9
1500 1;00
tsce ,
1
L,,9 r- , , 2 2 94
k —
b('1
1 O
'• 1
•,1
1 N
orx
Irco 0,21C
J J
.1
Eje
mp
lo d
e u
so
de
l PL
M
Se tie
ne p
ara
este
caso
una a
leació
n M
anaurite
(25%
Cr, 3
5%
Ni, 1
,5%
Nb y 0
,4°A
C)
Se
ob
serva
en
la fig
ura
N° 3
a la
curva
ma
estra
pa
ra la
ale
ació
n M
an
au
rite.
TH
ER
MA
LL
OY
64
flIAN
,AW
RIT
E 3
47
.

Si consideramos la tensión tangencial o, de aproximadamente 1.2 kg/mm' que
actúa sobre los tubos de pirolisis, como consecuencia de la presión interna, trabajando a una temperatura de 980°C. tenemos que el PLM vale 35.000
La ecuación queda:
35.000 = T (23 + log t)
Para T = 980 °C = 1.253 °K,
resulta:
Log t = 4.933
Donde
t= 85 800 hs = 9 9 años
Daño microestructural
Se entiende por daño microestructural de un elemento sometido a alta temperatura a la transformación de las fases sólidas presentes en los aceros.
El aumento de la temperatura, produce en los aceros al carbono, la globalización parcial o total de la "Perlita laminar- , reduciendo con ello la resistencia mecánica
(cr y af1). a la temperatura de operación.
Este fenómeno puede acelerar la falla por creep, y en mantenimiento preventivo
es causal de reemplazo de tubos de calderas.
En los aceros refractarios y altamente aleados, el daño microestructural esta caracterizado por la precipitación secundaria, en el tiempo. de otros carburos de cromo, con lo cual ya sea la ferrita o la Austenita. pierden el cromo disuelto y lo hacen menos resistentes a la oxidación y corrosión.
Las figuras 4 a, b. c y d, muestran los fenómenos mencionados
_J _J J .J S 111

a b
) - ..... - ..,-- r _
4 Y' • ; S :-.. • . 4; p•
c
r X .
d
J FIGURA 4. Daño Microestructural. 4a) Perlita Laminar_ j
_J J
J
1 J _I J Tí 111
4b) Globulización parcial de la Perlita.
4c) Globulización total. 4d) Precipitación de carburos.
Descarburización y carburizacion
El fenómeno de descarburización de las aleaciones ferrosas, se refiere a la perdida de carbono en la superficie del acero expuesta a atmósferas oxidantes a alta temperatura.
La descarburización es critica cuando la perdida de carbono afecta a mas de 1/3 del espesor del material, debido a que le reduce su resistencia mecánica y lo hace susceptible a fallar por creep.
Este fenómeno se agudiza con el aumento de temperatura, pudiendo observarse un aumento del tamaño del grano de ferrita del acero cuando la temperatura del metal supera los 750°C, seguido de la consecuente perdida de resistencia a la fluencia

El fenómeno de carburizacion es menos frecuente, con la salvedad de la carburizacion catastrófica de las aleaciones de inoxidables refractarias como las del tipo ASME SA 351 CH 20, de aplicación en hornos de cracking catalítico con atmósferas de hidrocarburos, donde se genera un carbono activo que difunde desde la superficie del tubo hacia el interior del espesor.
Este efecto produce la formación de carburos de cromo en la superficie a expensas del cromo de la base austenitica del acero.
En la figura N° 5. se observa el mecanismo de descarburización.

Fraq
ilización
po
r revenid
o
Es u
n m
ecanism
o frecu
ente q
ue se p
rod
uce en
los acero
s temp
lado
s. El reven
ido
o
casion
a un
camb
io en
la micro
estructu
ra temp
lada (M
artensita +
Bain
ita + F
ase secu
nd
aria), cuan
do
se lo so
mete a tem
peratu
ras entre M
S y A1 (2
00°C
y 7
00°C
).
Du
rante el reven
ido
, en el ran
go
de 280°C
y 480°C, se p
rod
uce u
n p
ozo
de
fragilid
ad (b
aja en la ten
acidad
), com
o se o
bserva en
la figu
ra N° 6.
30
Revenido a _ horas
A-0
eza
2C
Tenacidad
Pozo /de _ raíilidad
1 1
200 300 100 500
Tetzperazura, 'o
t
u

Materiales para reactores químicos y calderas. fabricados con aceros templados tipo 2 1/1 Cr — 1 Mo, trabajan a temperaturas entre 450°C y 500°C. es decir a la temperatura que se ubica el llamado pozo de fragilidad.
La mejora del acero pasa por reducir el nivel de impurezas y controlar los tratamientos térmicos.
La causa de la fragilización se atribuye a la segregación de P, As, Sb en los limites de grano ferrítico y alrededor de la Martensita o Bainita.
La susceptibilidad a la fragilización se evalúa mediante un factor (J) propuesto por Watanabe y que se define:
J = (Si + Mn) (P + Sn) X 104 en % _1
La fragilidad a altas temperaturas ocurre rápidamente, pero en menor escala, por cuanto las impurezas se disuelven en la matriz aun cuando la difusión de ellas a los limites de grano es alta.
J
A bajas temperaturas la tendencia a segregar es alta, pero la cinética es baja.
La combinación optima ocurre en rangos intermedios entre 450°C y 500°C
La fragilidad se cuantifica mediante ensayos CHARPY. la apariencia de la fractura
y la tenacidad a la fractura K para diferentes temperaturas.
En servicio, la exposición de los aceros a estas temperaturas criticas. facilita la segregación de impurezas provocando la fractura de manera intergranular.
La fragilidad por revenido es creciente con el tenor de dureza de las estructuras y para tamaños de grano mayores (mayo proporción de área de borde de grano).
La fragilización inducida a un acero por la prolongada exposición a temperaturas de trabajo entre 350°C y los 500°C, se manifiesta con un corrimiento a la derecha de la curva de transición dúctil — frágil (degradación de la tenacidad del
material).
Otra fuente de fragilización es el enfriamiento lento de los tratamientos térmicos
que siguen a la soldadura de estos aceros.
1111J el eh

Fatiga mecánica
Representa las condiciones que producen una fractura bajo un esfuerzo repetido. que
tienen un máximo valor menor que la resistencia a la tracción del material.
Las fisuras por fatiga son progresivas y empiezan como micro fisuras que se propagan
a consecuencia de los esfuerzos alternativos.
En recipientes y tuberías a presión se pueden presentar debido a:
-Variaciones de presión (cambios en la presión interior). J
-Variaciones de caudal (caudales no uniformes. golpes de ariete. cavitación) J
-Variaciones del sistema (por diferentes dilataciones de tuberías conectadas).
-Factores externos (Vibraciones).
s _I J _J J e is
En recipientes y sistemas de tuberías a presión, aparecen vibraciones. Estas pueden
producir. fundamentalmente en presencia de entallas mecánicas. la aparición de
fisuras.
Normalmente estas fisuras pueden atribuirse a movimientos de tuberías, vibración en
carcazas de turbinas, impedimentos a la libertad de movimientos (rigidez).

impim~~.
Fatiga térmica y Choque térmico
Mecanismo de falla donde las variaciones cíclicas de presión y temperatura en
operación producen la dilatación y contracción de los componentes.
Las diferencias entre ambos mecanismos se refieren a que cuando la vida del
componente esta limitada por el numero de ciclos térmicos. se dice que su falla se
deberá a fatiga térmica.
Cuando la causa principal de falla es el gradiente de temperatura o el rápido cambio
de temperatura. se dice que su falla se debe a Choque térmico. J
Esto depende fundamentalmente del tipo de material, ya que el mismo ciclo térmico --I J
puede tener un efecto de fatiga térmica en un material dúctil y un efecto de choque
térmico en un material frágil.
J J J J J el la
Fragilidad y daño por hidrogeno
Esto significa perdida de ductilidad de un material por absorción de hidrogeno.
La resistencia a la tracción apenas se ve modificada.
El proceso es reversible y la ductilidad recuperada por tratamientos térmicos.
La fisuración por daño por hidrogeno tiende a producir fisuras del tipo intergranulares.
(no confundir con las transgranulares de la fisuración en frió por hidrogeno).
En los equipos sometidos a temperatura. las roturas por daño por hidrogeno parecen
seguir la siguiente secuencia:
-Corrosión localizada.
-Formación de capa de oxido.
-Descarburación del acero por debajo de aquella capa
J _J J J

-Microfisuración intergranular.
-Gran agrietamiento.
-Rotura.
La difusión del hidrogeno en el metal aumenta con la temperatura. La difusión del
hidrogeno atómico dentro del metal. genera la formación de hidrógeno molecular con
el consecuente aumento de la presión interior del metal. Cuando el acero posee
suficiente ductilidad puede resistir esta concentración de esfuerzos. pero si el
acero es duro y frágil. puede aparecer la microfisuracion y posteriormente la rotura.
Cuando aumenta el valor de los esfuerzos, menor es la cantidad de hidrogeno
necesarias para fragilizar al material
el El hidrogeno también puede ser responsable de producir un proceso de ffil
J J J J J
descarburación como el descrito anteriormente, debido a la combinación del hidrogeno
con el carburo de hierro para producir metano.
BLISTERING
Producido por la difusión del hidrogeno en el acero. Es normal la difusión de este en
los aceros. sin embargo en presencia de rechupes. escorias, inclusiones o impurezas.
el hidrogeno atómico se atrapa y se genera hidrogeno molecular.
El agrietamiento interno se produce por debajo de la superficie del metal. de manera
que en la superficie aparecen ampollas (blistering).

Corrosión.
Mochas roturas por corrosión pueden no ser de fácil clasificación. debido a que pueden
estar encadenados diversos procesos de daño. Las variaciones en las condiciones de
servicio. pueden complicar aun mas este hecho.
Los tipos mas comunes de ataque por corrosión asociadas a las condiciones de
servicio son:
1- Corrosión general.
2- Corrosión galvanice.
3- Corrosión alveolar. _1
4- Corrosión intergranular.
5- Corrosión por Crevice. 111
1111111MM
6- Corrosión por picado.
7- Fisuración por tenso Corrosión y fatiga corrosión.
8- Erosión
9- Exfoliación.
10- Corrosión por el terreno o bajo aislación.
Las consecuencias del ataque por corrosión. presenta los siguientes cuatro tipos:
a- Corrosión general
Se presenta en toda la superficie. Los cambios superficiales tienden a ser graduales
o uniformes. Puede o no acarrear la formación de productos de corrosión.
b- Corrosión localizada.
s Con ningún pequeño ataque en superficie. J J J J II II lb
Puede causar corrosión alveolar o corrosión con fisuras.
c- Corrosión mecánica — química.
Abarca la acción de esfuerzos y efectos químicos. Se produce a menudo en combinación
con fisuración o con fuerte corrosión localizada.
d- Erosión.
Producida por desgaste mecánico debido a impactos de líquidos. lodos o vapor a J
alta velocidad. El ataque químico puede contribuir con la remoción de capas protectoras)
J de la superficie del metal.
_J J _J
Corrosión bajo tensiones
Resultado del efecto combinado de corrosión y esfuerzos de tracción. Donde ocurre este
tipo de daño, la corrosión por si sola o los esfuerzos por si solos no habrían producido
roturas ni fisuras.
Los esfuerzos pueden ser internos o producidos externamente. En el caso de los
internos se puede nombrar a los generados en las soldaduras y por enfriamientos
no uniformes desde altas temperaturas.
En la mayoría de los casos los esfuerzos internos son de mayor importancia que los
externos. La presión interna en contadas ocasiones puede producir por si misma
un proceso de corrosión por tensiones, pero sumadas a los esfuerzos internos
,t1 y concentradores de tensiones si puede hacerlo.

Si bien las condiciones de servicio pueden ser las causantes de este tipo de daño.
los esfuerzos generados durante el mantenimiento, por ejemplo causa de entallas en
doblados. martillados, etc. o durante una limpieza química con ácido durante
un paro. pueden ser causantes de este tipo de ataque.
FRAGILIDAD CÁUSTICA
Otro tipo de SCC, es conocido por fragilidad cáustica. Específicamente se refiere
a la fisuración de un metal sometido a esfuerzos y sometido a una solución alcalina
Este tipo de soluciones (por ejemplo soda Cáustica), es de uso habitual en algunos
recipientes para neutralizar la presencia de ácidos.
_J En algunas refinerías, esta se utiliza como disolvente. El calor acelera el ataque, y j
los equipos de Acero al carbono que trabajan a mas 80°C. son los mas susceptibles.
_J J _I
Fatiga Corrosión
Se diferencia de la corrosión bajo tensiones en que los esfuerzos necesarios para
generar este daño son cíclicos y no estáticos.
Los esfuerzos que contribuyen a llevar a la falla a un componente por este proceso.
se asocian a cargas de fatiga mecánica externas.
Se ha comprobado que las vibraciones producidas por un compresor en un sistema
de tuberías han contribuido a la fatiga por corrosión.
En la Fatiga Corrosión. la corrosión baja el limite de resistencia del acero y la
fatiga acelera el ataque. En los medios ambientes corrosivos. los productos y J
películas que se forman tienden a bloquear o retardar el posterior ataque. sin
embargo los esfuerzos cíclicos tienden romper y hacer mas permeables estas zonas.%
_J J _J -J
Determinación de la tasa de corrosión
Para recipientes nuevos o cuando se produce un cambio en el proceso:
-Mediante la recolección de datos de tasas de corrosión de otros equipos sujetos a similares condiciones de servicio.
-A través de la experiencia del dueño — usuario o mediante el uso de datos publicados de equipos sometidos a similares condiciones.
-Si ninguna alternativa anterior puede ser cumplimentada. se deberá efectuar una determinación sobre el equipo en servicio. luego de 1000 hs de trabajo en esas condiciones. mediante de dispositivos de control de corrosión o mediante técnicas de medición de espesores. Se deben efectuar tantas determinaciones posteriores hasta tanto se pueda lograr una estimación confiable de la tasa de corrosión.
Una vez determinada la tasa de corrosión, la misma será utilizada para estimar el _J
espesor de pared remanente en la siguiente inspección.
_J _J _I J j 1.1
Determinación de la máxima presión admisible de trabajo
Deberá estar basada en cálculos que determina la ULTIMA EDICIÓN del Código ASME
Sección VIII para calderas y recipientes a presión, o la del Código utilizado para la
fabricación del recipiente.
La presión resultante NO DEBE ser mayor que la máxima presión admisible de
trabajo calculada originalmente. a menos que se efectúe una recalificación del equipo.
Este calculo solo podrá efectuarse si los detalles concernientes a: J
-Diseño de cabezales. cuerpos y conexiones. J
-Materiales.
-Tensiones admisibles.
_J - _J III II Si
-Eficiencias de junta.
-Criterios de Inspección
-Requerimientos para servicio cíclico.
Para servicio corrosivo. el espesor de pared a utilizar en calculo. será el que surge
de las inspecciones. menos el doble de la perdida por corrosión estimada al cabo
de la siguiente inspección.
Se deberán considerar además los adicionales para oras cargas según lo indica
la Sección VIII del Código ASME.
En caso de discrepancias en los espesores (en mas) con respecto al Data Report. _J
se deberán efectuar múltiples mediciones de espesores. en especial en los lugares s
propensos a ser disminuidos por conformado.
_J J _J _J III II
Inspección de defectos
Se debe efectuar inspecciones visuales en busca de distorsiones.
Si se observa distorsión. se deberá inspeccionar dimensionalmente la totalidad del
recipiente.
Adicionalmente a la inspección visual se podrán realizar análisis complementarios de
-Partículas magnetizables. -Líquidos penetrantes. -Radiografía. -Ultrasonido. -Corrientes inducidas. -Análisis metalográficos. -Emisión acústica. -Ensayos de presión

En recipientes que posean recubrimientos tanto internos como externos. y se encuentren
en buenas condiciones que permitan suponer la ausencia de deterioro bajo ellos. no
será necesaria la remoción completa de los mismos. aunque se recomienda el realizar
ventanas de inspección localizadas, para confirmar esta suposición.
El Dueño — Usuario, deberá contar con personal calificado en ultrasonido. cuando se
requiera:
-Detección de fallas planares interiores cuando se inspecciona por el exterior.
-Para la detección, caracterización y ubicación de fallas planares.
J
_1 _I _I J j
Inspección de partes
Se deberá examinar las superficies de cuerpos y cabezales en busca de fisuras.
ampollados, abolladuras y todo indicio de daño.
Prestar atención a los faldones, zonas curvadas y aditamentos de los cabezales.
Examinar cuidadosamente las uniones soldadas y las zonas afectadas térmicamente
en busca de defectos inducidos por el servicio.
Se debe examinar las superficies de entradas de hombre, bocas de inspección. J
conexiones y aperturas en general tanto en las uniones soldadas como en los
refuerzos de las mismas.
Examinar las caras expuestas de las bridas en busca de distorsión y determinar _1
el estado de los asientos de las juntas. -I J J el e lal

Evaluación de los espesores mínimos
Debido a que el deterioro por corrosión se puede presentar de formas diferentes
(corrosión generalizada o corrosión localizada), siendo en algunos casos difícil la
determinación de los espesores involucrados en el proceso corrosivo. es que se
debe realizar un ajuste de los espesores remanentes o de la tasa de corrosión en cada
proceso de inspección que se realiza.
La determinación de estos parámetros puede ser realizada: J
-Métodos no destructivos. Mediante radiografía o ultrasonido. J
-Medición directa a través de aberturas.
-Medición de áreas internas no corroídas vecinas a áreas corroídas.
_J _J J J J ffil
-En áreas corroídas de gran magnitud donde las tensiones principales son las
circunferenciales. el mínimo espesor a lo largo del elemento mas critico, puede ser
promediado sobre una longitud que no exceda lo siguiente:
a- Para recipientes con diámetro interior menor o igual a 150 cm. la mitad del diámetro del recipiente o 50 cm, el que sea menor.
b- Para recipientes con diámetro interior mayor a 150 cm, un tercio del diámetro del recipiente o 100 cm. el que sea menor
Cuando el área en cuestión contenga una abertura. la longitud sobre la cual se
promedia el espesor reducido. no podrá exceder los limites del refuerzo de la abertura. J
Cuando las tensiones principales sean las longitudinales. se promediara de la misma
J manera a lo largo de un arco de circunferencia en el plano mas critico normal al eje
del recipiente, además de promediarse para el calculo de las tensiones circunferenctalela
J J _I J J

Para el propósito del calculo de la máxima presión admisible de trabajo. el espesor
considerado. será el valor mas critico del espesor promediado.
-Picados que se presentan aislados. podrán ser ignorados si:
-a- Ningún picado excede la mitad del espesor del recipiente sin considerar el adicional por corrosión.
-b- El área total de los picados no excede los 45 cm.' dentro de cualquier circulo de 20 cm de diámetro.
-c- La suma de las dimensiones de los picados a lo largo de una línea recta dentro del circulo, no excede los 5 cm.
-Como alternativa a los procedimientos descriptos. cualquier componente con
reducción en su espesor por debajo del mínimo requerido. puede ser evaluado para
J determinar su aptitud para desempeñarse en servicio continuo. mediante el método
establecido en el ASME Sec. VIII Div. 2 Apéndice 4. _J _J J _I 1.21
-Cuando una soldadura con eficiencia de junta distinta de 1. o zonas próximas
a la soldadura. se encuentran corroídas, se debe verificar por calculo. con la
eficiencia de junta correspondiente. si el espesor remanente en la soldadura o zona
próxima. modifica la presión admisible de trabajo. Se entiende por área próxima
a aquella que se extiende a 1 a cada lado de la unión. o el doble del espesor
mínimo. el que sea mayor de ambos.
-Cuando se miden espesores en cabezales elipsoidales o toriesfericos el espesor j
gobernante será: J -a- El espesor de la región del quiebre (Knuckle) del cabezal
J -b- El espesor de la porción central de la corona (segmento esférico)
s
_I _I J J J tia
Diseño a Presión interna ASME VIII Div. 1
UG-27 Espesores en el cuerpo bajo presión interna
Esfuerzos
Para cuerpos cilíndricos de pared delgada y sin costura sometidos a presión, los esfuerzos circunferenciales (debidos a presión) son aproximadamente el doble de los esfuerzos longitudinales debidos a la misma solicitación.
En la mayoría de los casos el espesor requerido por las formulas de UG-27, basadas en el esfuerzo circunferencial, gobiernan el espesor requerido sobre las formulas basadas en los esfuerzos longitudinales.
Cuerpos cilíndricos
Esfuerzos circunferenciales (Juntas Longitudinal) En términos de radio interno, para las siguientes condiciones:
t < r
o P < 0.385SE 2
PR o SEt
SE - 0.6P
R +0.6t
En términos de radio externo (Apéndice 1);
t PRo
o SE +0.4P
SEt
R. — 0.4t
Esfuerzos Longitudinales (Juntas Circunferenciales)
En términos de radio interno; para t < ri o P < 1.25SE 2
PR t=
2SE +0.4P o

Cuerpos esféricos
En términos de radio interno: para 0.356 R o P no excede 0.665 SE.
PR 2SEt t— o
2SE -0.2P 2R + 0.2t
En términos de radio externo
PRo 2SEt -3
t o P = -1 2SE 0.8P Ro — 0.8t
u u
1111 Jaiba
NOMENCLATURA
t= Espesor mínimo requerido del cuerpo
P= Presión de Diseño Interna. psi
R= Radio Interno
R,,= Radio Externo
S= Valor de Esfuerzo Máximo permitido, psi (Ver tabla de los valores de esfuerzo aplicable en la subsección C)
E= Eficiencia de la Junta soldada (Ver UW-12) en cuerpo cilíndrico o esférico. o eficiencia de ligamento entre aberturas. (El que sea menor)
Tubos utilizados como Cuerpo o Tubos (UG-31)
El espesor requerido para cuerpos construidos con tubos debe determinarse de acuerdo con las fórmulas de UG-27 cuando están sometidos a presión interna de acuerdo a UG-28 (tratado más adelante) cuando estén sometidos a presión externa.
El espesor así determinado debe ser incrementado cuando: a) los extremos serán roscados en una cantidad igual a 0.8/n in (20/n mm) donde n es el número de pasos 1
por pulgada: b) Se espera corrosión, erosión o desgaste o c) para prevenir
u debilitamiento por ejemplo por expandido de tubos en placas tuba.

UG- 32 - Cabezales y secciones Conformadas (Presión del lado cóncavo)
El mínimo espesor requerido en el punto más delgado (después de conformado) para cabezales conformados (elipsoidal. torisféricos. hemisféricos y toricónicos) debe ser calculado de acuerdo a las fórmulas de este parágrafo (excepto que en el apéndice 32 se admita otra cosa).
Es usual usar planchas de mas espesor para compensar posible reducción de espesor durante el proceso de conformado.
El espesor de un cabezal elipsoidal o torisférico sin rigidizadores, en ningún caso será menor que el espesor requerido para un cabezal sin costura hemisférico dividido por la eficiencia de la junta soldada de unión de cuerpo-cabezal.
Tipos de cabezales 1
1 - Hemisféricos - Elípticos (Elipsoidal) 111
Torisféricos - Cónicos - Toricónicos (Cono con radio de transición a la parte cilíndrica) - Cabezales Planos 1.11.111.111.1
D 41)) Bombeada y Rehol deada
F. & D. o Tm isfeeica (a) Eliptica
(c) Hensisfer lea
O
(d) Conic a (e) Tm konica
{Cortica con Reboi dei
a
a
Figura 1 - Dimensiones Principales de las Cabezas Típicas (Ref. ASME Fig 1-4)
U U
—I J —I Vi 411 U U gli

UG-32 (d) 2:1 Cabezales Elípticos
- Si la relación del radio interior del cabezal y su profundidad interior es 2:1
-El espesor mínimo requerido o la MAWP, puede calcularse (UG 32 (d)) de acuerdo a las siguientes fórmulas (t):
t = P = PD
o 2SEt
2SE -0.2P D +0.2t
Dimensiones orientativas de un cabezal elíptico 2:1 son: radio de acuerdo entre la corona (zona esférica) y la parte cilíndrica de 0.17D y un radio de la zona esférica (crown) de 0.90D, (UG-32(d)).
J D = Diámetro interior de la falda (cilíndrica).
Los restantes términos coinciden con lo indicado para cuerpos cilíndricos
Para otras relaciones distintas a D/2h=2, en la fórmula, se reemplaza D por el producto D*K
J JaS II
TABLE 1-4.1 VALUES OF FACTOR K
(Use Nearest Value oí 0/2/1; Interpolation Unnecessary)
01211 3.0 2.9 2,8 2.7 2.t, 2_5 2,4 2.3 2.2 2.1 2.0
K 1.83 1.73 1.66 1.55 1.46 1.37 1.29 1.71 1 14 '1.01 ;.0,)
11112h 1.9 1.8 1.7 1..6 1.5 1,4
0.93 0.87 0.81 0.76 0.71. 0.66 0.61 0.27 0,50
Los cabezales elípticos con K > 1.0 construidos con materiales que tienen una resistencia a la tracción mínima especificada que exceda 70.000psi (482 MPa) deben diseñarse usando el esfuerzo permitido S igual a 20, 000psi (138 MPa) a temperatura ambiente yj reducir proporcionalmente los valores del esfuerzo máximo permitido a temperaturas j
mayores. J
J
e
-J J J Mi

UG-32(e) - Cabezales Torisféricos
El espesor requerido para un cabezal torisférico en el que el radio de acuerdo (knuckle) entre la corona o parte esférica (crown) y la cilíndrica es igual al 6% del diámetro interno de la corona y el radio interno de la corona es igual al diámetro externo de la falda/pollera o parte cilíndrica del cabezal,
r = 6% L (Radio interior de la corona)
L= Do (diámetro exterior de la falda/pollera o parte cilíndrica)
Debe ser determinado de acuerdo a la siguiente fórmula:
_J
0.885PL SE1 t— o P= _J
SE — 0.1P 0.885/. + 0.1t
el
J II II
Para otras proporciones se usan las siguientes fórmulas del Apéndice 1:
PLM 2SEt t = o P = 2SE - 0.2P LM + 0.2t
TABLE 1-4.2 VALUES OF FACTOR Al
(Use Nearest Value of Llr, Interpolation linneceswrI,:
7Ir 1 25 1.53 1.75 2.00 2.25 2.50
1.0.3 1 00 1.0e "lo 1.13
L, 4.0 4 5 0 1: 5 t..3 5.5
1.25 1.28 1.31 1,34 1.36 1 39 1 ; 1
10 00 :05 11.0 11.5 12 3 144 15.0 1- u
1 42 1.54 1.56 1.58 1.60 1.52 I 65 1 61 1.72
_J ,11~1 hy UG-32(j} *ten en,/ outsíde ditmeter o' the slid of the ilead
Cabezales torisféricos construidos con materiales que tienen una resistencia a la tracción mínima especificada que excede 70.000psi (482 MPa) deben diseñarse usando el esfuerzo permitido S igual a 20,000psi (138 MPa) a temperatura ambiente y reducir proporcionalmente los valores del esfuerzo máximo permitido a temperaturas mayores
-1 -I 1111

UG-32(f) - Cabezales Hemisféricos
Cuando el espesor del cabezal hemisférico no exceda 0.356L o P no excede 0.665SE
PL SEt t = o P = 2
2SE - 0.2P L + 0.2t L = Radio interior de la semiesfera. Para cabezales esféricos de mayor espesor, ver formulas en el Apéndice 1-3. Usualmente. el espesor del cabezal hemisférico es aproximadamente igual a la mitad del espesor de un cuerpo cilíndrico.
UG-32(q) - Cabezales Cónicos (Sin radio de transición entre parte curva y cilíndrica)
El espesor requerido para cabezales y cuerpos cónicos sin radio de transición con un ángulo a (a es la mitad del ángulo del cono) no mayor a 30 debe calcularse con las siguientes fórmulas.
_J PD SEt
t O
2 cos '(SE - 0.6P) D +1.2tcos(%
_I
Notas:
Cuando es requerido por las reglas del apéndice 1 (1-5.d) puede ser necesario agregar un anillo de refuerzo en la unión del cono al cilindro.
Cabezales cónicos sin radio de transición y ángulo a mayor a 30 deben cumplir con las fórmulas anteriores y además el diseño debe basarse en lo descrito en el apéndice 1(1-5.g.)
UG-32(h) Cabezales y Secciones toricónicas
El espesor de la parte cónica cuando el radio de transición cono-cilindro (knuckle) no es ni menor al 6% del diámetro exterior de la falda del cabezal, ni menor a tres veces el espesor en la zona del radio de transición debe calcularse de acuerdo a las fórmulas indicadas en UG-32(g), utilizando Di en lugar de D. (Di= Diámetro interno del cabezal toricónico en el punto de tangencia con el radio de transición). Di=D-2r(1-cos a)
J
El espesor requerido para el radio de transición (knuckle) puede calcularse con la misma fórmula aplicable para cabezales hemisféricos, utilizando L de acuerdo a la siguiente fórmula:
D,
1 el:1s c,
- _J J J Jel el

Los cabezales o secciones toricónicas pueden ser utilizados cuando el ángulo (y< 30" pero su uso es obligatorio para ángulos mayores a menos que se cumpla lo especificado en el apéndice 1 (1.5.G)
UG-32(i)
Cuando un cabezal elipsoidal. torisférico. hemisférico. cónico o toricónico es de espesor menor que el requerido por las reglas de este párrafo, deber de ser rigidizado (arriostrado) de acuerdo a las reglas de UG-47 para tapas planas.
UG-32(j)
Para un cabezal no arriostrado. el radio interno de bombeo no deberá ser mayor que el diámetro exterior de la falda.
Para cabezales torisféricos el radio de transición entre la corona y la parte cilíndrica (knucke), no debe ser menor del 6% del diámetro exterior de la falda y en ningún caso —I menor de tres veces el espesor del cabezal.
UG 32 (I) Transición de Chaflán
Todos los cabezales más gruesos que el cuerpo, con presión del lado cóncavo y para soldar a tope. deben tener una falda cilíndrica de suficiente longitud para permitir la transición entre espesores de acuerdo a lo indicado en la figura UW-13.1.
SI _I _I _I -I
No se requiere falda cilíndrica cuando el espesor del cabezal es igual o menor que el del cuerpo. Si de todas formas se provee una falda esta debe ser de espesor al menos igual que el que corresponde a un cuerpo sin costura de igual diámetro interior.
UG-34 Tapas planas sin arriostrar
Estos requerimientos aplican a:
- Tapas planas sin arriostrar. cubiertas y bridas ciegas.
- Cabezales Circulares y no circulares.
-Método de fijación: Soldados y apernados (atornillados)
- Son derivadas de la teoría de deflexión y elásticas de la plancha. El efecto de los extremos es a causa del factor C.
- El factor C incluye el factor de 0.667 que efectivamente aumenta el esfuerzo permitido)
a 1.5S (i.e doblez). Esto solo aplica a planchas soldadas y no aplica a planchas apernadas. Para planchas apernadas lo que concierne es la deformación y entre mas e pequeño sea el esfuerzo permitido decrece la posibilidad de fuga.
-1 -I

Los cálculos para cabezales planos y cubiertas. son:
- Cabezales circulares planos soldados sin arriostrar
t d CP ,1 \ SE
- Cabezales circulares planos apernados (atornillados)
/CP +. 1.9WhG t = d
\ SE SEd 3
- Cabezales No circulares planos soldados J J J
t = d ZCP SE
Z = 3.4 2.4 d
2.5 D
J
Donde:
- Cabezales no circulares planos apernados (atornillados)
t = d ZCP 6 WhG
SE SELd 3
Definición de la nomenclatura
d= Diámetro o corto pan. las medidas como están indicadas en la figura UG-34. C= Factor que considera el método de fijación (fig. UG 34). También incluye un aumento
en el esfuerzo permitido para el doblez (bending) hasta 1.5S para planchas soldadas solamente.
P= Presión de Diseño S= Esfuerzo máximo permitido. de las tablas de esfuerzos. E= Eficiencia de la junta. de la tabla UW-12. para cualquier categoría A como se
define en UW-3(a) Z= Factor para cabezales no circulares W= Carga total de los pernos como se determina del Apéndice 2 h,,= Bazo de palanca de la junta (empaque) L= Perímetro del cabezal no circular apernado medido a través del centro de los
huecos de los pernos. _J —I —I -I r.J 111

Inspección y ensayo de recipientes
Los recipientes a presión deben ser inspeccionados al momento de su instalación
Para asegurar la integridad del mismo. todos los recipientes deben ser inspeccionados
con la frecuencia que se establece en esta sección.
Para seleccionar las técnicas de inspección se deberá considerar la condición del
recipiente y el medio de trabajo.
La inspección interna de los mismos es la recomendada. debido a la degradación
producto del servicio, la cual puede ser no uniforme y de difícil detección externa.
La inspección durante el funcionamiento puede ser realizada en lugar de la
inspección interna, pero solo bajo circunstancias especificas que se indicaran mas 1111
adelante.
_I
a-E
Excepto en circunstancias en las cuales existan necesidades especificas, como por
• . ejemplo. la sospecha de fisuración causada por el medio ambiente. no se necesita
técnicas de inspección que excedan los requerimientos de reexaminación establecidos
kilkid- para la fabricación del recipiente.
Inspección basada en riesgo
La identificación y evaluación de los potenciales mecanismos de degradación de un
recipiente a presión, son elementos importantes para establecer la probabilidad
J de falla de un equipo. 1
Los elementos esenciales de la Inspección Basada en Riesgo (RBI), es la J 1
combinación de la valoración de la probabilidad de falla de un equipo. con las 1 9
consecuencias de esa falla.
111-1j gala

Para la valoración de la probabilidad de falla de un recipiente. se deberán tener en
cuenta todas las posibles formas de degradación que razonablemente sean esperables
de existir para un recipiente trabajando en un determinado tipo de servicio.
Esta evaluación trae aparejada la definición de las técnicas de inspección a utilizar
para detectar los posibles danos producidos por estos posibles y esperables
mecanismos de degradación.
Esta valoración de la probabilidad de falla de un equipo debe ser revisada y
reevaluada cada vez que se producen modificaciones en el equipo y/o proceso. _1
Para establecer un sistema de RBI, se deben considerar otros factores adicionales —I
a los ya descritos. Estos factores adicionales pueden incrementar o disminuir las
probabilidades de falla de una determinada instalación o equipo.
_J di II ai
Otros factores a considerar:
-Materiales de fabricación adecuados al servicio.
-Condiciones de diseño apropiadas al servicio.
-Apropiados Códigos de diseño.
-Efectividad de los programas de control de corrosión.
-Calidad de los programas de inspección y mantenimiento.
-Datos históricos de fallas y operación.
Por otra parte se deberá valorar la incidencia de una posible falla sobre vidas y bienes—I
en caso de por ejemplo. fuga de fluidos tóxicos. explosivos. fuego. etc.
Una vez implementado un efectivo sistema de RBI, los mismos podrán ser usados
como parámetros de entrada para definir estrategias de inspección.
Vi IR

-Selección de los métodos de inspección, técnicas, herramientas y alcances mas
adecuados al tipo de degradación esperado.
-Determinación de la frecuencia mas apropiada de inspección. tanto interna. como
externa.
-Determinación de la necesidad de efectuar ensayos de presión luego de un deterioro
o una reparación o alteración.
-Determinación de los mecanismos de mitigación y prevención para reducir la
probabilidad de falla y sus efectos.
La evaluación por RBI puede ser usada para extender o reducir el periodo de 10 anos
entre inspecciones establecidos en este Código. En caso de extenderse este lapso i
de tiempo, el mismo deberá ser evaluado por un Ingeniero de recipientes a presión 11
_J _J _J J 1111
Inspecciones externas
Todo recipiente no enterrado, deberá ser inspeccionado externamente en forma visual
como mínimo cada 5 años o con los mismos intervalos de tiempo que los requeridos
para la inspección interna o en servicio.
Esta inspección debe determinar al menos:
-Estado de las aislaciones exteriores.
-Condición de los soportes.
-Las tolerancias de expansión.
-La alineación general del equipo y sus soportes. _J
Todo signo de perdida deberá ser investigado para determinar su origen.
Se deberá prever la inspección del recipiente por debajo de las aislaciones
_J _J J _1 a Illi

en busca de deterioro por corrosión bajo aislación, en equipos con posibilidad de
ingreso de humedad y que operan a temperaturas entre —4 °C y 120 °C U operan en
servicio intermitente.
Los recipientes enterrados deben ser inspeccionados para determinar su condición
ambiental externa. Los intervalos de inspección en este caso estarán determinados:
-Datos obtenidos del mantenimiento de tuberías adyacentes de similar material.
-Datos obtenidos de cupones de corrosión enterrados de similar material.
-De partes representativas del mismo recipiente.
-De recipientes de similares características en similares circunstancias.
s _J _J _J _J
Los recipientes con las siguientes características:
-Con vida remanente establecida en mas de 10 años.
-Efectivamente aislados que impiden la entrada de humedad.
-Recipientes criogénicos enchaquetados.
-Recipientes instalados en caja fría con atmósfera purgada con gas inerte.
-Recipientes con temperatura lo suficientemente baja o alta como para impedir la
presencia de agua. _J
no necesitan retirar la aislación externa para la inspección, pero se deben inspeccionar j
su sistema de aislación y enchaquetados al menos cada 5 años. y reparados si _J
fuera necesario. 1
J J j

Inspecciones internas y en servicio
Los periodos establecidos para estas inspecciones no deben exceder el menor de:
-La mitad del tiempo de vida remanente estimado por la tasa de corrosión.
-10 años.
Cuando la vida remanente de operación segura se estima en menos de 4 años.
el intervalo de inspección será el de la vida remanente estimada hasta un máximo
de 2 años.
Para equipos en servicio no continuo y además aislados de fluidos corrosivos. de
manera que no se encuentran expuestos al daño de estos elementos. el periodo J
establecido de 10 años será el tiempo neto de servicio.
Para estos equipos no adecuadamente protegidos del medio corrosivo. el ataque e
_J _J 1111 111
interno mientras esta sin operar puede ser significativo. por lo que se deberá evaluar
cuidadosamente los intervalos de inspección.
En ningún caso podrá superar la mitad de la vida estimada remanente o 10 años desde
la ultima inspección.
A criterio del Inspector autorizado de recipientes. la inspección interna podrá ser
sustituida por una inspección en servicio en las siguientes circunstancias:
-a- Cuando sea físicamente imposible el acceso al equipo.
-b- Cuando la tasa de corrosión sea perfectamente conocida y sea de valores
J menores a 0.125 mm por año y la vida remanente sea mayor a 10 años y además _J
se cumplan todas las siguientes condiciones:
-J J -J -1 II

im**011.1P2'1,PW"''
-1- El carácter corrosivo del contenido. incluyendo trazas. ha sido establecido por al
menos 5 años, para el mismo tipo o comparable servicio.
-2- No se encontraron hallazgos cuestionables en la inspección externa.
-3- La temperatura de operación. no excede la temperatura mínima del rango de ruptura
por creep, para el material del equipo.
-4- El equipo no esta expuesto a fisuración ambiental o ataque por hidrogeno debido
a los fluidos con los que opera.
-5- El recipiente no es revestido con lining.
De no cumplirse estos requerimientos, relevados en la inspección en servicio, la
siguiente inspección DEBERÁ ser interna.
Cuando se efectúa una inspección en servicio, en reemplazo de una interna,
J J J J S 111.
se deberán utilizar técnicas de ensayos no destructivos que garanticen los datos
referidos a espesores e integridad de materiales y soldaduras.
En este tipo de inspección. el inspector debe tener el suficiente acceso a todas las
partes del recipiente de manera que se asegure que se puede efectuar una estimación
precisa del estado del equipo.
La cantidad y ubicación de las mediciones de espesores, estarán basadas en datos
de anteriores inspecciones. Es aceptable un numero mínimo de mediciones cuando
se ha establecido precisamente que la tasa de corrosión es baja y no localizada.
Para equipos susceptibles a la corrosión localizada. la determinación de las
ubicaciones de medición y su cantidad, estará basada en el acabado conocimiento
del mecanismo de daño al cual esta sometido. _I _I J _J J e e
En adición a esto, es vital que los exámenes no destructivos se complementen con
técnicas de escaneo para determinar el alcance y la ubicación de la corrosión
localizada.
La vida remanente de un equipo debe ser calculada con la siguiente formula:
Vida remanente = t actu - tal requendo / tasa de corrosión (mm por año)
Donde
t„tua= Espesor actual medido al momento de la inspección para una dada ubicación _1
o componente. _1
trequerido=
Espesor requerido por formulas de diseño, excluidas las tolerancias por corrosión y de fabricación, para la misma ubicación o componente.
_1 _1 _I _1 _I
La tasa de corrosión de largo plazo será calculada con la formula:
Tasa de corrosión (LP) = — / tiempo (años) entretinicial y tactuai
La tasa de corrosión de corto plazo será calculada con la formula:
Tasa de corrosión (CP) = — t., a / tiempo (años) entre tpre,,,„ y tact,,,,,
Donde
t,,,,,a1= Espesor (mm) medido en la misma ubicación de t„,,:,L „,1 al inicio de la operación o al comienzo de la operación con un medio de diferente tasa de corrosión.
tprev,0= Espesor (mm) medido en la misma ubicación dea durante la inspección anterior.
Ambas estimaciones deben ser comparadas y el Inspector en consulta con
especialistas decidir cual de las dos condiciones describe mejor el proceso corrosivo.
Se podrá asimismo utilizar análisis estadístico para determinar vida remanente y J J J S S el

tasas de corrosión. Técnicas estadísticas no serán aplicables a recipientes con
corrosión localizada.
Para grandes recipientes en donde existan zonas con diferentes tasas de corrosión,
las mismas serán tratadas en forma independiente. La zona con menor vida remanente
será la que se establezca como limitante para determinación de los intervalos de
inspecciones internas o su reemplazo por inspección en servicio.
Como método alternativo para determinar intervalos e inspección es mediante el calculo
de la máxima presión admisible de operación proyectada. _1
Este procedimiento es de tipo iterativo. involucrando la selección de un intervalo
de inspección. determinando la perdida de espesor por corrosión proyectada y
calculando la correspondiente MAWP proyectada. 1111 1111J 11111 Si
Si las condiciones de servicio cambian, la máxima presión de operación. las temperaturas
máximas y mínimas de operación y los intervalos de inspección, deben ser revisados
para la nueva condición de servicio.
Si el propietario del equipo. así como también su ubicación, cambian, entonces el
recipiente debe ser inspeccionado interna y externamente antes de su reutilización.
así como también evaluar las nuevas condiciones admisibles de servicio y el
siguiente periodo de inspección establecido para el nuevo servicio.
Ensayo de presión _J
Cuando a criterio del Inspector Autorizado, sea necesario una prueba de presión.
o luego de una reparación o alteración, sea necesario efectuarla. la misma será
efectuada de acuerdo al Código de fabricación utilizado para determinar la 11_1114/1 1111

máxima presión admisible de operación.
Para minimizar el riesgo de fractura frágil, la temperatura de metal durante el ensayo
deberá ser mantenida como mínimo 17 °C por encima de la temperatura mínima de
diseño para recipientes por encima de 2- de espesor y de 6 °C para recipientes de
menos de 2" de espesor. La temperatura máxima no será en ningún caso mayor a 50 °C.
Cuando la prueba hidrostática es impracticable, debido a temperatura, resistencia
de las fundaciones. problemas de proceso etc. el mismo podrá ser reemplazado
por una prueba neumática. _J
Durante la prueba de presión todas las válvulas de alivio y de seguridad. seteadas
por debajo de la presión de prueba deben ser removidas y reinstaladas luego de
concluida la prueba.
J _I J _I J S S al
UG-99 - Prueba hidrostática (ASME VIII Div. 1)
UG-99 pose los requerimientos aplicables a la prueba hidrostática
La prueba hidrostática. debe ser realizada después de que toda la fabricación ha sido completada excepto aquellas operaciones de preparación de bordes a soldar o cosmética, que no afectarán el espesor del material.
Todas las inspecciones deben haber sido realizadas a excepción de las que esté previsto realizar después de la prueba.
Presión de Prueba Hidrostática
P =1.3(MAWP)[S -
a -
temperatura de ensayo
S a temperarura de diseno
-I J -I -1 a la
A menos que se permita otra cosa (27-3) los recipientes diseñados para presión interna deben ser sometidos a una presión de prueba que en cualquier punto del recipiente
sea al menos igual a:
MAWP= Máxima Presión de Trabajo Admisible a ser marcada en el Recipiente.
Todas las cargas que puedan existir durante el ensayo deben ser tenidas en cuenta.
MAWP como es definida en UG-98, es la máxima presión permitida en la parte superior del recipiente en su posición normal de operación a la temperatura especificada para tal presión. (Es el mínimo de los valores de MAWP correspondientes a las distintas partes esenciales del recipiente ajustadas por la diferencia de columna estática que pueda existir entre la parte considerada y la parte superior del recipiente (Ver 3-2 en el código)
MAWP para una parte del recipiente es la máxima presión interna o externa ajustada por la columna estática determinada de acuerdo a las reglas de esta división, considerando el efecto de cualquier carga (UG-22) que tenga probabilidad de ocurrir. (Sin considerar sobreespesor por corrosión).
MAWP puede determinarse para más de una temperatura, utilizando para cada temperatura el valor de tensión admisible aplicable (S).
u _I J _J J u Si S 1111
Siguiendo a la aplicación de la presión de prueba, debe realizarse una inspección a todas las juntas y conexiones.
Esta inspección debe ser realizada a una presión no menor que la presión de prueba dividido 1.3.
En ciertos casos, esta inspección puede ser omitida, por ejemplo cuando:
- Se efectúa un ensayo de fuga con gas.
- El recipiente no contendrá sustancias letales.
- Esto es aprobado por el inspector
- Se han realizado las inspecciónes visuales a las soldaduras que estarán ocultas durante la prueba. (Ver UG-99(g)(1) a (4).
Temperatura de la Prueba Hidrostática
Es recomendable que la temperatura del metal durante la Prueba Hidrostática sea mantenida por lo menos a 30°F (17°C) por encima de la temperatura mínima de diseño del metal (ver UG-20) para minimizar el riesgo de una fractura por fragilización. St
u La Presión de Prueba no debe ser aplicada hasta que el recipiente y su contenido estén aproximadamente a la misma temperatura. -J _J .1 .1 la

Combustibles líquidos que tengan un punto de evaporación menor a 110 F (43 C) tal como algunos destilados de petróleo. pueden utilizarse como líquidos para la prueba. solamente para temperaturas de prueba cercanas a la atmosférica.
Si la temperatura de ensayo excede 120 F (48°C), es recomendable que la inspección del recipiente se demore hasta que la temperatura sea reducida a esa temperatura o menos.
Deben colocarse venteos en los puntos de ensayo más altos para eliminar bolsones de aire mientras el recipiente es llenado.
Los recipientes (excepto para sustancias letales), pueden ser pintados o revestidos interna o externamente antes de la prueba de presión. Sin embargo el usuario es advertido que tales pinturas o revestimientos pueden enmascarar fugas.
Se recomienda la colocación de una válvula de alivio de presión. calibrada a 1.33 veces la presión de ensayo. para los casos en que sea probable que el recipiente se caliente durante el ensayo y el personal esté ausente.
J J J Ja lb
Prueba Neumática
UG-100 establece los requerimientos aplicables a la prueba de presión neumática.
La prueba de presión neumática puede ser usada en vez de la Prueba hidrostática.
cuando:
- El diseño y/o soporte no permiten soportar con seguridad la carga de agua.
- No pueda ser totalmente secado y no puedan ser tolerados restos del líquido de prueba
La presión de prueba (excepto para recipientes esmaltados) debe ser al menos igual a:
S a temperatura de ensayo I' = 1.1(MA WP)
S _a _ temperarura _ de _ diseño ) 411 4111
—I -J -J J la
La temperatura del metal durante la prueba deberá ser mantenida por lo menos a 30°F (17°C) por encima de la MDMT para minimizar el riesgo de fractura por fragilizacion.
Pasos a seguir para realizar la prueba
La presión deberá ser incrementada gradualmente hasta la mitad de la presión de prueba
La presión de prueba deber ser incrementada en pasos de aproximadamente 1/10 de la presión de prueba hasta que se alcance la presión requerida.
Luego reducir la presión a un valor igual a la presión de prueba divido por 1.1.
Mantenerla el tiempo necesario para realizar la inspección. _1
Los recipientes, excepto para el Servicio Letal, podrán ser pintados o recubiertos interna o externamente y podrán ser revestidos internamente previo a la Prueba.
El Usuario deberá ser advertido que la pintura/recubrimiento/revestimiento puede encubrir fugas que puedan ser detectadas durante la prueba.
t
_I _I _1 1
Dispositivos de alivio de presión
Las válvulas de alivio de presión deben ser ensayadas y reparadas por organizaciones
reparadores experimentadas en el mantenimiento de válvulas.
Estas organizaciones deben poseer un sistema de control de calidad documentado.
Los intervalos de inspección de los dispositivos de seguridad estarán determinados
por el desempeño del dispositivo bajo cada tipo de servicio particular.
En servicios típicos estos intervalos no deben exceder los 5 años.
Para servicios que se saben limpios. no corrosivos, este intervalo máximo se puede J
extender a 10 años. J
Cuando existan registros de funcionamiento defectuoso el intervalo entre inspecciones.]
debe ser reducido y determinarse las causas de esta anomalía. el
_1 _1 J J J
J
J

Registros
Los usuarios / dueños de equipos de presión deben mantener un registro progresivo
y permanente de ellos.
Permanente, debido a que se deben poseer registros de toda la vida útil del equipo.
Progresivo. debido a que debe ser permanentemente actualizado a través de la
_J introducción de datos provenientes de inspecciones, operación y mantenimiento _J del equipo.
J
Los registros de los recipientes a presión deben contener cuatro tipos de información e
relacionada con la integridad de los mismos:
J J J _J el II II
-a- Información de diseño y construcción
Identificación del equipo. Manufacturer Data Report datos de diseño. cálculos de
diseño. y planos constructivos.
Para recipientes que no posean placa de identificación. y no se posean datos de
fabricación y diseño, se podrán seguir los siguientes pasos:
-1- Realizar inspecciones para establecer el estado del equipo. Efectuar todas las reparaciones requeridas.
-2- Definir parámetros de diseño y preparar planos y esquemas del equipo. _J -3- Efectuar cálculos de diseño basados en los Códigos constructivos aplicables. _J
No usar las tensiones admisibles establecidas en estos. J
Para equipos con materiales desconocidos. se deberá seguir el criterio de evaluación _j
de materiales no identificados del ASME Sec. VIII Div. 1. UG-10 (c).
_J J _J 111

UG-10 (b)
Permite el uso de materiales no listados en el Código si es identificable pero no tiene trazabilidad con la composición química original del fabricante del material. al igual que en UG-10(a). Los pasos requeridos para usar este material están descritos en este párrafo. En este caso se deberá realizar análisis químicos y mecánicos en cada colada y luego se comparan con la especificación permitida. Luego se re-certifica el material con la especificación de la sección II. Sin embargo estos pasos, solo podrán ser realizados por el fabricante del recipiente o parte. (Poseedor del certificado).
UG-10 (c)
Permite el uso de materiales no listados en el código. que no tengan identificación. y que no tengan trazabilidad con la composición química original del fabricante del material. Los pasos requeridos para usar este material están descritos en este párrafo. Es similar al UG-10 (b) sin embargo. cada pieza deberán ser ensayada. Los pasos podrán ser solo realizados por el fabricante del recipiente o parte. (Poseedor del certificado)
_J _J _1 _J gil SI
Si no se cumple con este parágrafo. entonces para aceros al carbono. se deberá
utilizar como valor de tensión admisible el correspondiente al SA-283 Gr. C.
Para aceros aleados y no ferrosos, se deberá realizar un análisis por fluorescencia
de rayos x para determinar el tipo de material sobre el cual basar los valores de
tensiones admisibles.
Cuando no sea conocido la extensión de la inspección radiográfica efectuada en
fabricación, e deberá adoptar como factor de junta el valor 0,7 para uniones a tope,
o considerar realizar radiografías si se desea adoptar un factor mas alto. _1
(Se debe tener en cuenta que el radiografiado de soldaduras de un equipo con poco
o nada de información de diseño y construcción. puede llevar a tener que realizar
t importantes reparaciones y análisis de conformidad al servicio) ffil
_J _1 —I _J

-4- Incorporar una placa mostrando la presión máxima admisible de trabajo y temperatura
la mínima temperatura admisible y la fecha.
-5- Efectuar la correspondiente prueba de presión tal como lo requiere el Código de
fabricación.
-b- Historia de Inspección y operación.
Condiciones de operación. cambios en las condiciones de servicio. reportes de
inspección y datos recavados en los distintos tipos de inspecciones. recomendaciones
para la reparación.
Los registros de inspección, deben documentar la fecha de cada inspección. los
ensayos efectuados, la fecha de la siguiente inspección, el nombre de la persona
que efectuó la inspección. identificación del equipo, descripción de la actividad y
resultados de la inspección y ensayos. J J
-c- Información relativa a reparaciones. alteraciones y recalificaciones.
Documentación referente a las reparaciones y alteraciones efectuadas, registros
que reflejan la operatividad del equipo pero con deficiencias y recomendaciones de
reparación y documentación de recalificación, incluyendo cálculos, nuevas condiciones
de diseño y estampado.
-d- Documentación de evaluaciones de aptitud para el servicio.
Tal lo requerido en la Norma API 579. sección 2.8.
Documentación especifica acerca de los requerimientos para la evaluación de
aptitud para cada tipo de falla. t
_I _I _I J J t 111

Reparaciones, alteraciones y recalificación.
Cuando se deban realizar reparaciones o alteraciones. se deberán seguir los
requerimientos aplicables del Código ASME. el Código de fabricación si no fuera ASME,
u otros Códigos de calificación de recipientes a presión.
Antes de efectuar cualquier reparación o alteración, todos los métodos de ejecución,
materiales y procedimientos de soldadura deben ser aprobados por el Inspector
Autorizado y de ser necesario por un Ingeniero en recipientes a presión.
Antes de toda alteración de un recipiente construido según ASME Sec. VIII Div 1 y 2, yj
toda reparación sobre un recipiente construido según ASME Sec. VIII Div 2, las .J
mismas deberán ser evaluadas y aprobadas por un Ingeniero en recipientes a
presión. _1
El Inspector Autorizado. puede dar una autorización general para reparaciones limitadas
o rutinarias, siempre que el mismo se asegure que ninguna de esas reparaciones
requerirá la realización de un ensayo de presión.
El Inspector Autorizado, aprobara todos los trabajos de reparación y alteración luego de
inspeccionar que el trabajo ha sido satisfactorio y presenciar la prueba de presión
si la hubiera.
Reparación de defectos
Fisuras en uniones soldadas y chapas. pueden ser reparadas mediante la remoción
en toda la extensión de la fisura en largo y profundidad, preparando una junta y
rellenando con soldadura. Toda reparación de fisuras debe ser aprobada por el _J
1
Inspector Autorizado. _J J _J —1 'ld

Reparaciones de fisuras dentro de discontinuidades deberían aprobarse luego de
consultar su conveniencia con un ingeniero en recipientes a presión.
Los espesores perdidos por corrosión. pueden ser repuestos mediante la deposición
de material por soldadura.
En este caso la inspección y los ensayos no destructivos de lo reparado. debe ser
establecido en el correspondiente procedimiento de reparación.
Soldadura
Todas las reparaciones y alteraciones soldadas. deben estar de acuerdo a los _J _J
requerimientos del Código ASME, excepto lo aprobado por este Código.
Calificaciones
Procedimientos y soldadores serán calificados según ASME Sec. IX.
J J J J1SI S
Métodos de soldadura alternativos a tratamientos térmicos
Estos métodos. que contemplan precalentamientos y soldadura de deposición controlada
pueden ser usados con el objeto de obviar los tratamientos térmicos post soldadura
establecidos por los Códigos de fabricación. cuando estas sean impracticables o
mecánicamente innecesarios.
Previo a su aplicación estos procedimientos deben ser evaluados por un Ingeniero en
recipientes a presión para establecer su aplicabilidad.
Se deben considerar factores tales como. motivo de su tratamiento térmico en
fabricación. susceptibilidad a corrosión bajo tensiones, tensiones en uniones soldadas
susceptibilidad a ataque por hidrogeno, creep. etc.
1 Este Código trabaja con la designación de materiales del ASME, de manera que todo e
J J _I 4111

material bajo otra denominación será encuadrado según su composición química
y propiedades mecánicas, dentro de algún numero P y grupo según corresponda.
Los recipientes construidos con otros materiales que los establecidos en estas
excepciones y que fueran originalmente tratados térmicamente durante SU fabricación.
deben ser tratados térmicamente si se efectúan reparaciones o alteraciones sobre
el cuerpo de presión.
Método de precalentamiento
-Este método podrá ser usado cuando no existe requerimiento de impacto.
-Los materiales sobre los que se podrá emplear están limitados a P N° 1 grupos 1. 2 y 371
y P N° 3 grupos 1 y 2 (excluyendo a los aceros al Mo — Mn del grupo 2).
- La soldadura estará limitada a los procesos SMAW. GMAW y GTAW.
_J J _J 1 111
-El área de soldadura será precalentada y mantenida a una temperatura mínima de
de 150 °C durante la soldadura. Esta temperatura deberá ser mantenida a 4 (100 mm)
o cuatro veces el espesor del material a soldar, a cada lado de la unión.
La máxima temperatura entre pasadas no deberá exceder de 315 °C.
Cuando la soldadura no penetre en el competo espesor del material. las distancias de
mantenimiento de precalentamiento a cada lado de la unión será de 4- (100 mm).
o cuatro veces el espesor a reparar. el que sea mayor de ambos.
Método de deposición controlada
-Aplicable cuando existe requerimiento de impacto.
-Habrá requerimiento de impacto. cuando el Código original de fabricación. asi lo 112
indique para las condiciones del trabajo planeado. 1111Jailla

-Los m
ate
riale
s sobre
los cu
ale
s aplica
r este
méto
do e
stán lim
itados a
los P
N° 1
,
P N
° 3 y P
N° 4
.
-Los p
roce
sos d
e so
ldadura
se lim
itan a
SM
AW
. GM
AW
y GT
AW
.
-Se d
eberá
desa
rrolla
r y califica
r un p
roce
dim
iento
de so
ldadura
para
cada a
plica
ción.
El p
roce
dim
iento
de so
ldadura
deberá
defin
ir las te
mpera
tura
s mín
imas d
e
pre
cale
nta
mie
nto
, las m
áxim
as e
ntre
pasa
das y la
s tem
pera
tura
s de p
ost ca
lenta
mie
nto
.
Los e
speso
res d
e ca
lificació
n p
ara
las ch
apas d
e ca
lificació
n y p
ara
las ju
nta
s de
rep
ara
ción
será
n:
_J
Table 7- 1—
VV
elding Methods as A
lternatives to Postw
eld Haat T
reatment
Qualification T
hickneeses For T
est Platas and R
epair Grooves
Deptli 1
01 les',
IZepilir e+roerve T
hh.-1-ness T ofT
eht T
hil:kness t. t E3 t. M
etl:11 G
rotwe
De
ptliQ
ua
liled
C
oup ou. Welded
Qualified
T
2 In. (5Oiiuit) L
o unlirniled
'1
clepth of rho groove tised for procodurc qualificarion tuusr l'c dozp enou. 02 to ab:1w rcinoval (›f thc it quúi d test- 3pk•-.ciuten2
-J J
.J J
i211
1.
in. (50n3m)
>2 in. (50a.un)
J
u
u

El material utilizado para la calificación del procedimiento de soldadura, será del mismo
tipo (incluyendo especificación, tipo, grado, clase y condición de tratamiento térmico)
que el material a reparar. En caso que el material a reparar fuera obsoleto o
discontinuado, el material a utilizar para la probeta de calificación será los mas parecido
posible a este. pero de ninguna manera será de menor resistencia. ni poseerá un
contenido de carbono de mas de 0.35%.
-Los ensayos de calificación de procedimiento de soldadura deben contener los
suficientes ensayos como para garantizar la tenacidad del metal de soldadura y de
la zona afectada por el calor en condición como soldado, de manera que el mismo
sea adecuado a la mínima temperatura de diseño de metal. En caso que se requiera
limites de dureza (por ejemplo por corrosión). la calificación debe incluir estos ensayos
_1 _1 _1 _I
- Los procedimientos de soldadura deben incluir los siguientes requisitos adicionales•
-1- Los requisitos suplementarios del Código ASME Sec. IX
-2- El calor aportado por cada pasada no excederá el usado en la Calificación.
-3- La temperatura de precalentamiento. no será menor que la usada en la calificación.
-4- La temperatura entre pasadas no será mayor que la usada en la calificación.
-5- La temperatura de precalentamiento deberá ser mantenida a 4" (100 mm) o cuatro
veces el espesor del material a soldar, a cada lado de la unión.
Cuando la soldadura no penetre en el competo espesor del material, las distancias
de mantenimiento de precalentamiento a cada lado de la unión será de 4" (100 mm),
o cuatro veces el espesor a reparar el que sea mayor de ambos.
_1 _J 1e u S

-6- Se deberán usar consumibles con designación de contenido de hidrogeno difusible
de H 8 o menor. Cuando se utilicen gases de protección. estos deberán poseer un
punto de rocío no mayor de —50°C. La superficie a reparar será mantenida libre
de humedad, óxidos, grasas aceites y todo contaminante generador de hidrogeno.
-7- La técnica de soldadura empleada será la de temper bead o half bead y debe ser
la usada en la calificación del procedimiento de soldadura.
-8- Para soldaduras efectuadas con proceso SMAW. una vez finalizada la misma y
sin permitir que la temperatura caiga de la temperatura de precalentamiento. se
deberá aplicar un tratamiento de deshidrogenado. consistente en llevar la parte
a 260 °C ± 30 °C, durante un periodo de 2 horas (opcional para H 4).
-9- Una vez enfriada la soldadura la capa final de revenido será eliminada y dejada j
a ras de metal. J J J J Jliataii
Tratamiento Térmico Post-Soldadura ASME VIII Div. 1
El tratamiento térmico post-soldadura se usa para reducir los esfuerzos residuales y algunas condiciones indeseables introducidas por la soldadura.
El PWHT requerido por el Código. es efectuado normalmente a temperaturas inferiores a la temperatura crítica de transformación inferior.
El material es calentado lentamente (dentro del rango de velocidades requeridas). mantenido el tiempo mínimo requerido a la temperatura de mantenimiento y luego enfriado según lo requerido por el Código.
_1
UW-10 Tratamiento Térmico Post Soldadura
Los recipientes y partes deberán ser tratados térmicamente post soldadura cuando sea indicado en las partes pertinentes de la sub sección C y se realizará de acuerdo
a lo indicado en UVV-40 W1
_1 _1 _I —I j
_J
J J J J

UW-40 Procedimientos para PWHT
- Los materiales y espesores que requieren PWHT son indicados en la subsección C
- El ancho de la banda de calentamiento debe ser de al menos el ancho de la soldadura que se está tratando más 1t (el espesor t se define posteriormente) o 2 pulgadas a cada lado de la unión soldada (lo que sea menor).
- El tratamiento térmico puede realizarse
1- Calentando el recipiente completo de una sola vez, si es practicable
2- Calentando el recipiente por secciones en más de una horneada. Debe existir un solapado de 5 pies (1,5 m) entre las zonas tratadas parcialmente.
3- Calentando secciones del recipiente para tratar por ejemplo juntas longitudinales. Juntas no tratadas previamente pueden tratarse en forma localizada.
113 4- Calentando el recipiente internamente (sin exceder el 50% de la MAWP a la
temperatura de tratamiento).
JJJJJ 1111
5- Calentando bandas circunferenciales que contengan por ejemplo conexiones o fijaciones que requieran PWHT. Salvo que se modifique en UVV-40(5), la banda debe extenderse completamente alrededor del recipiente
6- Calentando localmente las juntas circunferenciales de tubos.
7- Calentando configuraciones diferentes a las indicadas siempre que estén basadas en suficiente experiencia y/o análisis
- Debe prestarse atención de evitar gradientes de temperaturas perjudiciales entre las zonas tratadas parcialmente y el resto del recipiente
- El PWHT debe ser realizado antes del ensayo hidrostático y después de efectuar las 1 reparaciones requeridas (Salvo excepciones permitidas).
- El término espesor nominal utilizado en las tablas UCS-56. UHA-32 Y UHT-56 es el espesor de la junta soldada como se define en UVV-40:
1- Para recipientes o partes calentándose en una horneada es el espesor de la parte 11 más gruesa que requiera tratamiento
JJJJJa el II

2- Cuando se unen partes de igual espesor con soldadura a tope de penetración total, es es el espesor soldado sin incluir los refuerzos de soldadura.
3- Para juntas con bisel es la profundidad del bisel.
4- Para soldaduras de filete es la garganta del filete.
5- Si se utilizan combinaciones de filete con soldaduras de bisel. es el mayor valor entre la garganta del filete y la profundidad del bisel.
6- En soldaduras de espárragos (studs welds) es el diámetro del espárrago (stud).
J - Cuando una junta soldada une partes de distintos espesores el espesor nominal se
define como:
J 1- El espesor de la parte más delgada a ambos lados de la soldadura (incluyendo
cabezales a cuerpo).
1 _I J _J J II

Need n
ote
xceed 1
in. (2
5 rn
rn)
fr 2th
mín
imu
m
„4_ 1/2 ir,. 1,13 m
rn..) in irn u rn,
ts2
Bu
tt we
ldr
Ta
ng
en
t po
int
15 d
eq - 2
0 d
eg
Se
a I o
r filietw
eld
[se
e IM
I-13(.2
112)1
(11 inter-mediata 1-lea-d
2- El espesor del cuerpo o filete (el m
ayor) en uniones a cabezales intermedios según
figura UW
-13.1 (f).
.1
—j
J
J
JJJJ•JJ
S

3- El espesor del cuerpo en uniones a placa tubo. cabezales planos o construcciones similares.
4- El espesor de la soldadura a través del cuello de la conexión. o cuerpo o cabezal o refuerzo el que sea mayor.
5- El espesor del cuello de la conexión en unión a conexiones bridadas.
6- El espesor de la soldadura en el punto de fijación de partes no retenedoras de presión a partes retenedoras de presión.
7- El espesor de la soldadura en unión tubo-placa tubo.
8- En reparaciones el espesor nominal es la profundidad de la reparación el
111JJAII
UCS-56 Requerimientos de PWHT para aceros al carbono y de baja aleación
- El Código define que el PWHT es requerido a no ser que se pueda aplicar una excepción (Ver tabla UCS-56 a manera de ejemplo).
- El tiempo y la temperatura están basados en el espesor real. incluyendo sobreespesores por corrosión.
- Los tiempos y temperaturas indicados son mínimos (salvo excepciones). Los tiempos de mantenimiento no necesitan ser continuos.
- Para algunos materiales pueden aplicarse menores temperaturas de tratamiento a IasJ indicadas en las tablas UCS-56 pero con mayor tiempo de mantenimiento.
- Si se unen dos materiales de diferentes números P. tienen que ser usados los requisitos para el PWHT mas restrictivo.
- Las excepciones en la Tabla UCS-56 no aplican si el PWHT es un requisito de
servicio (UW-2). 1111._1 S

UCS-56 (d) Requerimientos del Control de Temperatura
- Temperatura inicial no mayor a 800°F (425°C).
Velocidad de Calentamiento
1- Por encima de los 425°C. no mayor a 400°F/h (222 °C/h) dividido por el espesor en pulgadas. Máximo 400°F/h (222 C/h). No se requiere que sea menor a 100°F/h (38 C/h)
2- Las diferencias de temperatura no debe ser mayor a los 250°F (139 °C) dentro de cualquier intervalo de 15' (4.6mts).
Tiempo de Mantenimiento
1- No puede ser menor al requerido en la tabla aplicable (excepto cuando se permite en UCS-56.1, mayor tiempo a menor temperatura).
Temperatura de Mantenimiento
1- La máxima diferencia de temperatura entre el punto más frío y el más caliente no debe exceder los 150°F (83°C). a menos que se indique otra cosa en UCS-56. _11
2- No puede ser menor a la requerida en la tabla aplicable (excepto cuando se permites en UCS 56.1, mayor tiempo a menor temperatura).
_J J _J el al
Velocidad de Enfriamiento
1- Por encima de los 800°F (425 °C) la velocidad de enfriamiento no debe exceder 500 °F/h (278 °C/h) dividido por el espesor en pulgadas. Máximo 500 °F/h (278 °C/r) No se requiere que sea menor a 100°F/h (38 °C/h).
2- Por debajo de los 800°F/h (425°C) el enfriamiento se puede realizar en aire calmo. No hay requerimiento de velocidad ni necesidad de registrarlo.
UCS-56 (f) Reparaciones posteriores al PWHT
En general cuando se realizan reparaciones posteriores al PWHT. las zonas reparadas deben ser tratadas térmicamente nuevamente.
Sin embargo en los siguientes casos se permite realizar reparaciones posteriores al J
PWHT sin necesidad de repetir el tratamiento.
- Sólo alcanza a materiales P1 y P3 y además cumplirse las siguientes condiciones:
s J111

1- El PWHT no debe ser un requerimiento de servicio
2- La profundidad de la reparación, no debe exceder 1.5 in (38mm) para materiales P1 ni 5/8 in (16mm) para materiales P3.
3- Antes de soldar, se debe realizar MT o PT en la zona donde se eliminaron los defectos
4- Se deben utilizar electrodos de bajo hidrógeno
5- Se debe precalentar a 200°F (95 °C) el área a reparar.
6- Existen mayores restricciones para materiales P3 como uso de técnicas de media capa y temper bead, precalentamientos de 350 °F (175 °C), etc.
7- Se debe repetir el ensayo que detectó el defecto. J
8- El recipiente debe ser probado hidrostáticamente.
En estos requerimientos no se incluyen rellenos menores que se realicen para recuperar el espesor por efecto de la remoción de soportes temporarios, por ejemplo, 1tt que no están expuestos al contenido del recipiente. _J -J Vi el
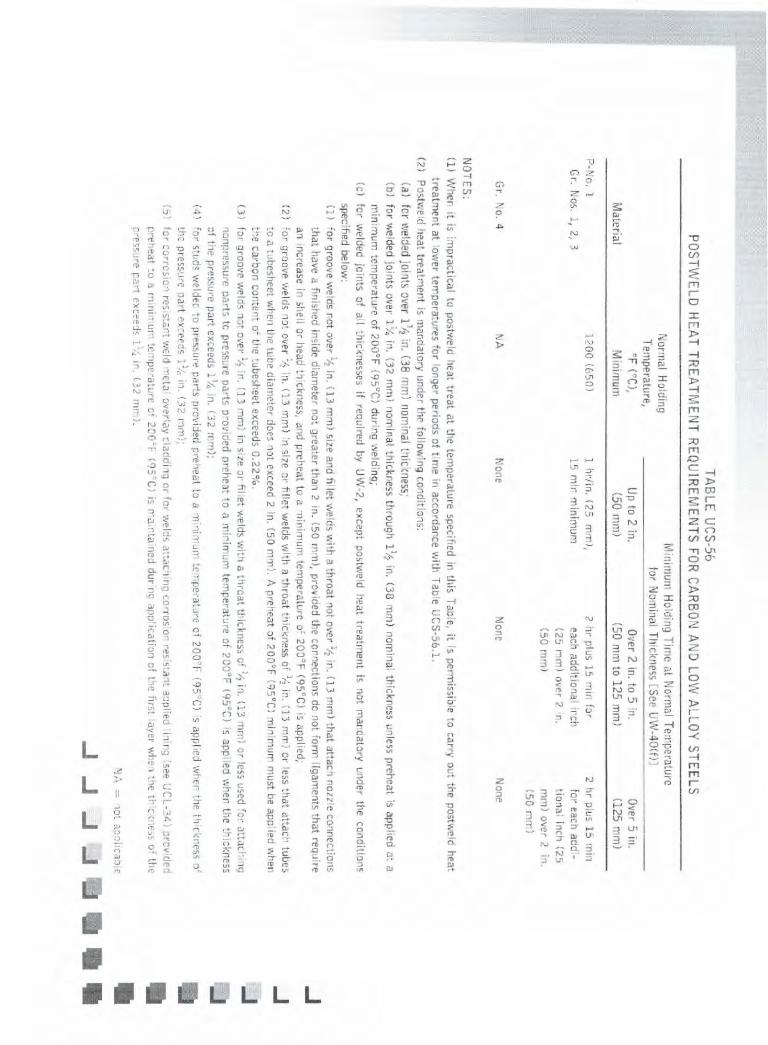
TA
BL
E U
CS
-56
PO
ST
OJE
LD
HE
AT
TR
EA
TM
EN
T R
EQ
UIR
EM
EN
TS
FO
R C
AR
BO
N A
ND
LO
W A
LL
OY
ST
EE
LS
No
rma
l Ho
ldin
g
Tem
pera
ture
, 'F
(°C),
Up
te 2
in.
Min
imum
(5
0 m
m) ivlin
imum
Hold
ing T
ime a
t Norm
al T
em
pera
ture
fo
r No
min
al T
hickn
ess [S
ee
UW
-40
(f)]
Ove
r 2 in
. to 5
in. (50 m
m to
12
5 m
m)
Ma
ter:a
l O
ver 5
in.
(12
5 m
m)
12
00
(65
0)
1 h
r/in. (2
5 m
m),
15 m
in m
inim
um
2
hr p
lus 1
5 m
in fo
r e
ach
ad
dltio
na
l ínch (2
5 m
m) o
ver 2
in.
(50 m
m)
2 h
r plu
s 15 m
in
for e
ach
ad
di-
tional in
ch (2
5
mm
) over 2
in.
(50
mm
)
NA
N
ene N
ene N
one
P-N
o. 1
Gr. N
os. 1
, 2, 3
Gr. N
o. 4
NO
TE
S:
(1)
When it is Im
pra
ctical te
postw
eld
heat tre
at a
t the te
mpera
ture
specifie
d in
tisis Tabie
, it is perm
issible
to ca
rry out th
e p
ostw
eld
heat
treatm
ent a
t iow
er te
mpera
ture
s for to
ner p
erio
ds o
f time in
acco
rdance
with
Tabie U
CS
-56.1. (2
) P
ostvve
id h
ea
t trea
tme
nt is m
an
da
tory u
nd
er th
e fo
llow
ing
con
ditio
ns:
(a) fo
r weld
ed jo
ints o
ver 1
% in
. (38 m
ml n
om
inal th
ickness;
(b)
for w
eld
ed jo
ints o
ver 114
in. (3
2 m
m) n
om
ina
l thlckn
ess th
rou
gh
1 1/2 in. (3
8 m
m) n
om
inal th
ickness u
nie
ss pre
heat is a
pplie
d a
t a
min
imu
m te
mp
era
ture
of 2
00
°F (9
5° C
) du
ring
we
ldin
g;
(c) fo
r weld
ed jo
ints o
f al' th
icknesse
s if require
d b
y UW
-2, e
xcept p
ostw
eld
heat tre
atm
ent is n
ot m
andato
ry under th
e co
nditio
ns
specifie
d b
elo
w:
(1)
for g
roove
weld
s net ayer in. (13 m
m) size and fillet w
elds with a throat not over 1/2 in
. (13 m
m) th
at attach n
ozzle connections
that h
ave
a fin
ished In
side d
iam
ete
r not g
reate
r than 2
in. (5
0 m
m), p
rovid
ed th
e co
nnectio
ns d
o n
ot fo
rro Ilg
am
ents th
at re
quire
an in
crease
in sh
ell o
r head th
ickness, a
nd p
reheat te
a m
inim
um
tem
pera
ture
of 2
00°F
(95° C
) is ap
plie
d;
(2)
for g
roo
ve w
eld
s no
t ove
r 1/2 in, (1
.3 m
m) in
size o
r fillet w
eld
s with
a th
roat th
ickness o
f 1/2 in. (1.3 m
m) or less that attach tubes
te a
tubesh
eet w
hen th
e su
be d
iam
ete
r does n
ot e
xceed 2
in. (5
0 m
m). A
pre
heat o
f 200°F
(95°C
) min
imum
must b
e a
pplie
d w
hen
the
carb
on
con
ten
t of th
e tu
be
she
et e
xcee
ds 0
.22%
. (3
) fo
r gro
ove
we
lds n
ot o
ver 1/2 ir. (1
3 m
m) in
size o
r filiet w
eld
s with
a thro
at thickness of 1/2 in. (1
3 m
m) o
r less u
sed
for a
ttach
ing
n
on
pre
ssure
pa
rts te p
ressu
re p
arts p
rovid
ed
pre
he
at to
a m
irimu
m te
mp
era
ture
of 2
00
°F (9
5°C
) is ap
plie
d w
he
n th
e th
ickne
ss of th
e p
ressu
re p
art e
xceeds 11 4
in. (3
2 m
m);
(4)
for stu
ds w
eld
ed
to p
ressu
re p
arts p
rovid
ed
pre
he
at to
a mlnim
um tem
perature of 200°F (95°C
) is applied when the th
ickness o
f th
e p
ressu
re p
art e
xceeds :e
in. (3
2 m
m);
(5)
for co
rrcsion
resista
nt w
eld
me
ta! o
verla
y ciad
din
g o
r for w
eld
s atta
chin
g co
rrosio
r resista
nt a
pplie
d iin
ing (se
e U
CL
-34) orevidec5 p
reheat te a
rnin
irnuir te
mpera
ture
of 2
00°F
(95°C
) is mairta
ined d
ur .n
g a
pp
licatio
n o
f the
first la,ye
r wh
en
the
thicicriess of the p
ressu
re p
art e
xcee
ds 114
ir. (32
mm
).
= hot aoohcaoic
J J

Controles del Tratamiento Térmico
Los tratamientos térmicos deben ser efectuados usando procedimientos escritos y aprobados y debe disponerse de los siguientes datos y efectuar los siguientes controles:
- Calibración de los controles del horno e instrumentos de registro.
- Los informes deben ser legibles e identificar los ítem tratados.
- Los requisitos de tratamiento deben ser aprobados.
- El procedimiento para tratamiento térmico debe incluir:
1- Método de calentamiento. 2- La extensión del solape o el ancho de la banda de las 3- El número de horneadas. 4- Velocidad de calentamiento. 5- Tiempo de mantenimiento. 6- Velocidad de enfriamiento.
Cantidad y ubicación de las termocuplas. 8- Los requisitos de documentación.
_J secciones calentadas.
.11
_J J J _J J lb II
Ensayos no destructivos de soldaduras
Antes de efectuar cualquier tipo de soldadura de reparación, el área a soldar debe ser
examinada por medio de Partículas magnetizables o líquidos penetrantes, para
para determinar la ausencia de defectos.
Las mismas técnicas deberán ser aplicadas una vez finalizada la soldadura de manera
que los requerimientos de aceptación del Código de construcción sea satisfecha.
Adicionalmente, cuando se efectúen soldaduras en recipientes que han sido
originalmente radiografiados según las reglas del Código de construcción. también
deberán ser radiografiados. Cuando esto se torne impracticable, las superficies
de la reparación deberán ser totalmente inspeccionadas por otros métodos no
destructivos aceptables y la presión máxima de operación y temperatura reevaluadas
J 1111

Tratamientos térmicos localizados
El tratamiento térmico localizado puede ser substituido por una banda a los 360°. si las
se toman las siguientes precauciones:
-La operación se revisa y se desarrolla un procedimiento por un Ing. en recipientes.
-Se evalúa la aplicabilidad del procedimiento, en base a factores como espesores de
materiales. caída de gradientes térmicos. propiedades del material. las inspecciones
antes y después del tratamiento. las tensiones y deformaciones que se pudieran
introducir.
-Precalentamiento durante la soldadura de 150 °C.
-La temperatura de tratamiento de mantiene a una distancia mínima a cada lado de
la unión de dos espesores. El TT. será controlado con al menos 2 termocuplas.
_I _I _I J J De existir conexiones las mismas serán incluidas en el TT.
Reparaciones de recubrimientos y claddinq de acero inoxidable
El procedimiento de reparación será revisado y aprobado por un ingeniero de recipientes
y por el Inspector Autorizado.
Al momento de desarrollar el procedimiento de reparación se deben considerar factores
tales como el nivel de tensiones. el numero P del metal base. el medio de servicio.
contaminaciones previas. tipo de lining. deterioro de propiedades del metal base. y
futuras inspecciones.
En equipos en servicio a alta temperatura con presencia de hidrogeno. o cuando el
metal base haya quedado expuesto a la corrosión con migración de hidrogeno. se
deberá considerar adicionalmente:
- El desgasificado del metal base.
_I _I J Si

-Los posibles endurecimientos del metal base a consecuencia de la soldadura o corte.
-Las temperaturas de precalentamiento y entre pasadas.
-TT post soldadura para reducir endurecimientos de metal base y mejorar las propiedades
mecánicas del mismo.
Deben ser controladas por el Inspector.
Luego de terminadas deben ser inspeccionadas por Líquidos Penetrantes según
ASME VIII Div. 1 Apéndice 8. _1
En recipientes de metales base P N° 3, 4 o 5. el metal base será inspeccionado
ultrasonicamente en busca de fisuras, según ASME V Articulo 5, parágrafo T-543
1 Esta inspección se debería realizar al menos 24 horas después de haber sido
a terminada la reparación debido a fisuración diferida
J J J J11 e el
Diseño
Las uniones a tope deben poseer penetración y fusión completa.
Los parches soldados a filete requieren consideraciones especiales de diseño, relacionadas
a su eficiencia.
Podrán ser usados en reparaciones temporarias, sujeto a lo aprobado en la jurisdicción
correspondiente.
Las reparaciones de este tipo deben ser aprobadas por el Inspector Autorizado y por
el Ingeniero en recipientes. _1
Las reparaciones provisorias podrán permanecer por mayores periodos de tiempo. si _J J J —I á Mi 1111
Deben ser removidas y reemplazadas por reparaciones permanentes en la primera
ocasión que se presente de mantenimiento del equipo.

mismas son analizadas. aprobadas y la decisión documentada por en IA y el IRP
Los parches soldados a filete se podrán aplicar tanto de la superficie interna como externa
del equipo. y deberán cumplir:
-Tener un diseño y desempeño equivalente a una abertura reforzada diseñada por
la sección aplicable del Código ASME.
-El parche se diseña de manera tal que pueda absorber las deformaciones de membrana.
(verificando que no se excede en ningún punto las tensiones admisibles de membrana
y no se exceden las tensiones admisibles para los filetes)
Los mismos deben poseer bordes redondeados.
Se admite el uso de parches insertos. los cuales deben poseer bordes redondeados —I al
y además se sueldan con penetración completa.
J _I 1
Una envolvente puede ser considerada una reparación de largo plazo si cumple con:
-No se coloca sobre una fisura.
-La envolvente esta diseñada para soportar la presión de diseño del equipo.
-Las uniones longitudinales son de penetración completa con la inspección y los
factores de eficiencia consistente con lo establecido en los Códigos apropiados.
-Los filetes circunferenciales, están diseñados para soportar la totalidad de la carga
longitudinal al cuerpo del equipo. usando para el diseño un factor de eficiencia de 0,45
-Si fuera aplicable se debe considerar los efectos de fatiga en la envolvente. resultante-1 1
en la expansión diferencial de esta con el recipiente.
-El metal de la envolvente es adecuado para el contacto con el medio interno y se j
provee a la misma de un adecuado adicional por corrosión. 1111
- Considerar el mecanismo de daño que se pretende reparar _J 1 —1 II
Se podrán utilizar conexiones no pasante como medio de reparación de largo plazo.
excepto para el caso de fisuras.
El diseño y el método de unión deben estar de acuerdo al Código que sea aplicable.
El material de la conexión debe ser adecuado para el contacto con el medio interno y ser
considerado los adicionales por corrosión correspondientes.
Para los propósitos de las inspecciones futuras. las zonas reparadas utilizando tanto
envolventes como conexiones no pasantes. deben ser consideradas como zonas
independientes de evaluación. cuando se realiza una inspección en servicio.
Materiales
Los materiales usados en reparaciones o alteraciones deben conformar las secciones
aplicables del Código ASME. _I J _I _I -ídirl
Los materiales deben ser de reconocida calidad soldable y ser compatibles con el
material original.
Aceros al carbono y aleados con contenidos de carbono superiores a 0.35%, no deben
ser usados.
Inspección
Los criterios de aceptación de una reparación soldada deben incluir una evaluación no
destructiva de acuerdo a las secciones aplicables del Código ASME u otro Código
aplicable a recipientes a presión. Se podrán usar métodos alternativos a los indicados
cuando la aplicación de estos sea impracticable, y los mismos sean aprobados por el IA
Para materiales que se han definido como sujetos a fractura frágil. se deberán tal u
JJJJ J al considerar inspecciones apropiadas a estas circunstancias una vez efectuadas

las reparaciones correspondientes.
Principalmente se deberá apuntar a la detección de defectos que aumentan los riesgos
de una fractura frágil como son los concentradores de tensiones.
Ensayos
A criterio del IA, una vez efectuadas las reparaciones, se deberá efectuar una prueba
de presión.
La prueba de presión normalmente es requerida siempre para el caso de una
alteración.
Se podrá sustituir la prueba de presión por inspección no destructiva (sujeto a
aprobaciones)
Se podrán reemplazar los ensayos radiográficos por ultrasónicos.
J J J '211111111111111
Metales de aporte
Para soldaduras de reparación, los mismos deben poseer una resistencia a la tracción
mínima especificada igual o superior al del metal base a soldar.
Si el aporte posee menor resistencia, se deberá evaluar la compatibilidad química entre
ambos en vista de la soldabilidad y la degradación en servicio.
Para este caso, se deberá cumplir con lo siguiente:
-El espesor de la reparación no podrá ser mayor que el 50% del espesor requerido
de metal base excluida la tolerancia por corrosión.
-El espesor de la zona reparada se debe incrementar según la relación de resistencias
-El incremento de espesor debe poseer bordes redondeados y radios de acuerdo de
relación 3 a 1.
_J J J J 111 - Tendrá un mínimo de 2 pasadas.
Recalificación
Se podrá efectuar por cambio de temperatura o de máxima presión admisible de operación
luego de cumplir lo siguiente:
-La recalificación será justificada por cálculos efectuadas por el fabricante del equipo o
por el IRP del dueño usuario.
-Será efectuada de acuerdo con o requerimientos del Código de construcción. o utilizando
las formulas apropiadas de la ultima edición del Código ASME. si todos los detalles
esenciales se hallan de acuerdo a este. —1
La figura a continuación indicara si el recipiente puede ser recalificado usando las
formulas del ASME ultima edición.
_J _I _J Jel 1111

•
/ \
- t
t ; \ •••••. \•41 ,‹ rd•-<
á I \ r/ 2q7 /
1 /
; \
4
LL

-Los registros de inspección actualizados, verifican que el recipiente es adecuado
para las condiciones propuestas y los adicionales por corrosión son satisfactorios.
El incremento en la presión admisible de trabajo o temperatura. estará avalado por
los datos obtenidos de una inspección interna o en servicio reciente.
-Si el equipo ha sido sometido en alguna ocasión a una prueba de presión a una
presión igual o mayor que la indicada en la ultima edición del Código ASME, o su
integridad establecida con técnicas de evaluación no destructiva especiales. entonces
la prueba de presión no será requerida para la condición de recalificación.
-La inspección del equipo y la recalificación del mismo debe ser aceptable para IA. 111
lel J II III
Se considerara la recalificación completa cuando el IA autoriza la colocación de una
placa adicional al recipiente con la siguiente información:
Roraled by Maximum Allowabie Working Pressure psi al F': Dale

Reglas alternativas para recipientes a presión para exploración
y producción
Alcance y excepciones
Establece las alternativas de inspección para recipientes a presión que están exceptuados
de los requerimientos de la sección 6 (Inspección de recipientes a presión).
Todas las secciones del Código son aplicables excepto la sección 6.
Ejemplos típicos de recipientes usados en exploración y producción. son los
J relacionados con perforación, producción. transporte y tratamiento de petróleo
liquido, gas natural, gases licuados y agua salada.
Las siguientes son excepciones especificas:
-Recipientes a presión portátiles asociados a maquinaria de construcción, equipos de
perforación, compresores. camiones etc, los cuales deben ser tratados como parte
de maquinaria y estarán sujetos a las regulaciones de ese tipo de dispositivos.
-Recipientes a presión referenciados en el apéndice A de este Código.
Definiciones
Clase de recipiente 1
Recipiente usado en una determinada clasificación de servicio, presión y riesgo _1 J
Inspección externa
Evaluación realizada desde el exterior del recipiente utilizando métodos de evaluación
visuales.
_I J J

Inspección interna
Evaluación realizada desde el interior del recipiente utilizando medios de evaluación
visuales y/o no destructivos.
Inspección en servicio
Evaluación efectuada desde el exterior del recipiente usando medios de evaluación
no destructivos.
Inspección progresiva
Tipo de inspección caracterizada por el incremento de su alcance en base a los
hallazgos realizados.
Recipientes sección 8
el Equipos exceptuados de las reglas de la sección 6 de este Código
J J J J J ell
Programa de Inspección
Cada dueño o usuario de recipientes sección 8. debe establecer un programa de
de inspección que garantice la integridad de los equipos.
Inspecciones Internas y de servicio
Ambas pueden ser usadas indistintamente para satisfacer los requisitos de la inspección
Será requerida inspección interna en el caso que la inspección en servicio, no pueda
establecer el nivel de integridad del equipo.
Cuando se usa inspección en servicio. la misma estará basada en Inspección progresicria.
Las técnicas de inspección utilizadas estarán basadas en el estado del recipiente y —I
en el medio en el cual opera. _J
Luego de cada inspección se debe determinar la vida remanente. 1111

Determinación de la vida remanente
Se debe determinar la vida remanente por corrosión para cada recipiente o ser estimada
para una clase de recipientes según lo siguiente:
Vida remanente = tactual - trequerido / tasa de corrosión (mm por año)
Donde
_J
= ta ; Espesor actual medido al momento de la inspección para una dada ubicación ctt, o componente. _1
J trequerido= Espesor requerido para la misma ubicación o componente, obtenido por uno -j
de los siguientes métodos. 1111
_1 _1 J J J Si II
-El espesor nominal en condición no corroída. restado el adicional por corrosión.
-El espesor original medido. si existieran registros de esas mediciones: restado el
adicional por corrosión.
-Cálculos efectuados mediante las formulas establecidas en el Código original de
construcción o por las formulas apropiadas del Código ASME ultima edición. si los
detalles esenciales del equipo cumplen con lo requerido en el Código
Tasa de corrosión _J
Para equipos con tasa de corrosión desconocida. la misma puede ser determinada J
según alguna de las siguientes opciones: '1
_J J J J J 011

-Mediante la recolección de datos de tasas de corrosión de otros equipos sujetos a similares condiciones de servicio.
-A través de la experiencia del dueño — usuario o mediante el uso de datos publicados de equipos sometidos a similares condiciones.
-Si ninguna alternativa anterior puede ser cumplimentada. se deberá efectuar una determinación sobre el equipo en servicio, luego de 1000 hs de trabajo en esas condiciones, mediante de dispositivos de control de corrosión o mediante técnicas de medición de espesores. Se deben efectuar tantas determinaciones posteriores hasta tanto se pueda lograr una estimación confiable de la tasa de corrosión.
Para la determinación de la vida remanente, se deberán tomar en cuenta otros factoreri
si los mismos estuvieran presente. como mecanismos de corrosión bajo tensiones.
fractura frágil. blistering, etc. 11
_J J J J -I al
Inspecciones externas
-La inspección visual externa. debe determinar la condición de cuerpos. cabezales.
conexiones. aislaciones. soportes y estructuras. dispositivos de alivio de presión.
tolerancias de expansión y la alineación general del recipiente y sus soportes.
Toda fuga debe ser investigada y sus causales determinados.
No es necesario retirar la totalidad de la aislacion externa, si el equipo trabaja a
temperatura lo suficientemente baja o alta.
-Partes del equipo que se encontraran enterradas deben ser controladas en busca
de corrosión ambiental externa.
-En recipientes con una vida remanente establecida en mas de 10 años. o que están
protegidos contra la corrosión externa no será necesario remover la aislacion.
J re 1111

Clasificación de recipientes
El dueño o usuario de recipientes a presión. tiene la opción de establecer clases de
recipientes, agrupando los mismos según tengan en común servicio, presión o riesgo.
Para establecer las clases en las cuales agrupar los equipos se debe considerar:
-Potencial de falla del equipo. potencial de fisuracion. corrosión y erosión y factores
de mitigación.
-Historia del equipo, condiciones de diseño y operación. Historia de reparaciones y j
alteraciones. antigüedad. presión de operación. etc.
-Consecuencias de falla en los equipos. tales como ubicación del recipiente.
consecuencias ambientales, potencial de daño.
_J J _I .1 J
Intervalos de inspección
-Las inspecciones se deben efectuar a intervalos establecidos en la clasificación de
de riesgo. Las dos clases básicas de riesgo son de alto y bajo riesgo.
Si se establecen mas clases de riesgo. los intervalos de inspección serán establecidos
en plazos ubicados entre los determinados para ambas clases básicas de riesgo.
Si el dueño o usuario, decide no clasificar a los equipos, los intervalos de inspección
serán los indicados para la clase de mayor riesgo.
-Los recipientes de bajo riesgo serán inspeccionados:
-1- Inspecciones sobre una muestra de esa clase o todos los equipos. 1
-2- Las inspecciones externas serán realizadas cuando se efectúa una inspección''.11
a en servicio o interna. o en periodos de tiempo menores a opción del usuario.
J J J _1 S SI gl

-3- Las inspecciones en servicio o internas. serán realizadas cada 15 años o 3/4 de la
vida remanente por corrosión, la que sea menor.
-4- Cualquier signo de fuga o deterioro, detectado en el intervalo entre inspecciones,
requerirá de una inspección en servicio o interna de ese equipo. y reevaluar de los
intervalos de inspección en el resto de los equipos de la clase.
-Recipientes con alto riesgo
-1-Las inspecciones externas serán realizadas cuando se efectúa una inspección _J
en servicio o interna, o en periodos de tiempo menores a opción del usuario 1
-2- Las inspecciones en servicio o internas, serán realizadas cada 10 años o Y) de la —11
vida remanente por corrosión. la que sea menor.
J _J rJ el Mi
-3- Para recipientes con una vida remanente estimada en 4 años o menos, el intervalo de
inspección podrá ser el de la vida remanente restante hasta un máximo de 4 años.
-4- Cualquier signo de fuga o deterioro, detectado en el intervalo entre inspecciones,
requerirá de una inspección en servicio o interna de ese equipo, y reevaluar de los
intervalos de inspección en el resto de los equipos de la clase.
-Condiciones operacionales e integridad de los equipos pueden demandar la
realización de inspecciones en periodos menores que los establecidos. 1
-Si las condiciones de servicio cambian, la presión máxima de operación. temperatura 1
e intervalos de inspección deben ser reevaluados.
-En equipos grandes con dos o mas zonas con tasas de corrosión diferentes. las misma
serán tratadas en forma independiente en cuanto a los intervalos de inspección 1 _I J -I

Requerimientos adicionales
Existirán requisitos adicionales, independientemente de la clase del recipiente. para los
siguientes casos:
-Recipientes que han cambiado de dueño y de ubicación. deben ser sometidos a una
inspección en proceso o interna. con el objeto de determinar el intervalo hasta la
próxima inspección. Inspección de recipientes nuevos no es requerida si se dispone del
Manufacturer Data Report.
-Recipientes que han cambiado de ubicación. y su ultima inspección tiene mas de 5
años, se requiere inspección en servicio o interna. .J
-Pulmones de aire deben ser inspeccionados cada 5 años como mínimo. —1
- Equipos temporarios o portátiles. serán inspeccionados al menos cada 3 años de uso
a menos que se encuentre evidencia de corrosión severa 1 _J 1 1 Jaiba
Prueba de presión
Cuando se requiera será efectuada según los procedimientos de 6.5
Dispositivos de alivio
Serán inspeccionados, ensayados y reparados según os procedimientos de 6.6.
Registros
Se deben mantener registros actualizados. Se recomiendan mantener registros de cada
equipo en forma individual. Se podrán mantener registros por clase.
La principal información a registrar. consistirá en, identificación. información de los
dispositivos de alivio, resultados de inspecciones. reparaciones, alteraciones.
_J Se deben incluir las actividades de mantenimiento y todo evento que sea pertinente
%SI
a la integridad del equipo.