wood plastic composites: surface modification with...
TRANSCRIPT

WOOD PLASTIC COMPOSITES: SURFACE MODIFICATION WITH
HEAT TO IMPROVE THE ADHESION ABILITY
Dr. Athanasios Dimitriou
Dr. Mike D Hale
Dr. Morwenna Spear

INTRODUCTION
� What are Wood Plastic Composites (WPCs)?� WPCs are composed of lignocellulosic fibres (e.g. wood
fibres) and thermoplastic polymers (e.g. polyolefins) in varying percentages (40-80% plastic)
� Polymers which are used for WPC production
� Low and high density polyethylene (LDPE, HDPE)
� Polypropylene (PP)
� Polyvinyl chloride (PVC) and
� Polystyrene (PS)
� Polyolefins like PP and PE are ideal for WPCs because they are safe and have low melting points (good for wood fibre)
� WPC production methods are the extrusion, injection moulding and compression moulding

INTRODUCTION -EXTRUSION LINE PRODUCTION OF WPC
+
Wood flour
Extruder
Extruded profile
Cooling stage
Trimming stage Final product length cut
Plastic granules
mixing
INTRODUCTION
� Products and uses
� Decking
� Railing
� Fencing
� Roofing
� Picnic tables and industrial flooring
� Windows and doors
� Automotive
� Furniture

INTRODUCTION
� Advantages� Durability
� Minimum moisture absorbance – more dimensionally stable than wood
� Low maintenance
� Can use recycled plastic and wood
� Therefore very environmental friendly
� Profiles and complicated forms can be produced from moulds
� Disadvantages� Thermal stability in very hot
climates
� Surface cracking in wet and subzero temperatures
� Fire resistance poor with prolonged exposure to flame
� Poor adhesion between pieces of WPC when forming a joint

INTRODUCTION–IMPORTANT ADHESION FACTORS
� Mechanical factor is that the adhesion strength can be increased by roughness of the material, resulting in an anchoring of the adhesive in the material surface.
� The thermodynamic theory is based on the interface forces such as van der Waals and Lewis acid-base interaction forces. Those forces can be related to surface free energy and the wettability because the adhered joint is produced by a solid-liquid contact stage
� The chemical bond theory is the formation of chemical bonds between the material and the adhesive. Those bonds are considered to be the strongest among the rest of the adhesion theories

INTRODUCTION –POOR ADHESION?
� Poor adhesion problem, why?
� The polyolefins have low surface energy and lack of
wettability and thus form weak bonds
� Solutions for the poor adhesion of polymers
� Treatments can be applied to the surfaces to overcome
these problems including flame, corona discharge, plasma,
UV irradiation, chromic acid treatment, fluorination,
microwave
� Surface energy increase seen by surface modification is in
most cases due to oxidation processes

INTRODUCTION -IDEAL SOLUTIONS?
� Solutions to these problems
� May use expensive equipment
� Sophisticated procedures
� Simple proposed methods were therefore selected:
� Flame
� Hot air gun
� Halogen heating lamps
� Easy to apply techniques in a small workshop

MATERIALS
� WPC = 60% spruce flour, 35.5% polypropylene, 2% coupling
agent, 1.5% UV-stabilizer and 1% colour pigment
� Compared epoxy, polyurethane and PVA adhesives
� A two part commercial epoxy adhesive was chosen

METHODS-SURFACE TREATMENT
� Surface modification methods used
� Hot air gun treatment at different levels of exposure
by moving gun over the surface at different
speeds* from 18.5 to 115 and 2 times with the
speed of 75
� Flame treatment, at different speeds* of 125 to
250 in steps of 25
� Halogen heating lamps treatment, at speeds* of 10
to 50 in steps of 10
*in mm s-1

METHODS-SURFACE TREATMENT
Hot air gun treatment Halogen heating lamps
treatment

MATERIALS AND METHODS –ADHESION BOND STRENGTH
ASSESSED
� Adhesion shear strength determination, EN 205
� Lap joint shear test (20 samples per variable)
� Samples with failed in the material were excluded
Adhesion strength evaluation of sample Strength test instrument

MATERIALS AND METHODS, -OTHER FEATURES ANALYSED
Surface Characterisation
� Surface roughness determination
� Surface energy determination (wettability)
� FTIR-ATR chemical analysis
� Scanning electron microscopy (SEM)
Surface roughness Contact angle /surface energy
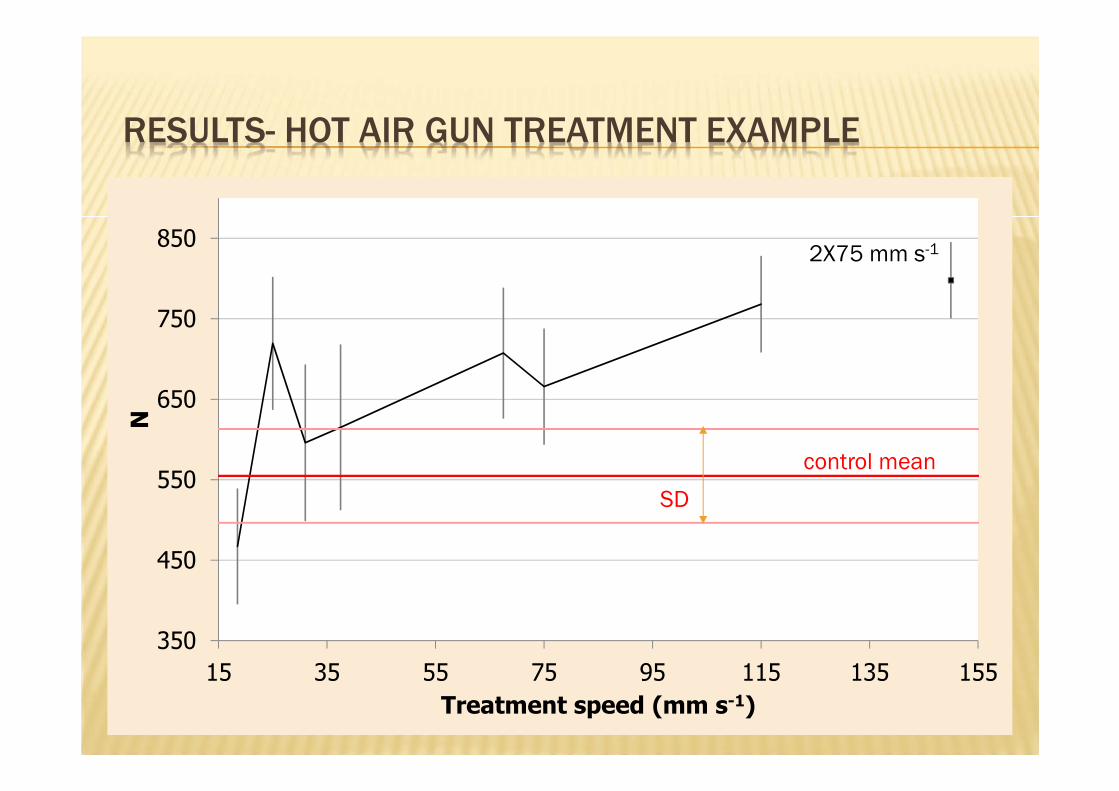
RESULTS- HOT AIR GUN TREATMENT EXAMPLE
350
450
550
650
750
850
15 35 55 75 95 115 135 155
N
Treatment speed (mm s-1)
control mean
SD
2X75 mm s-1

RESULTS-ADHESION STRENGTH
350400450500550600650700750800850900
15 35 55 75 95 115 135 155
N
mm s-1
350400450500550600650700750800850900
100 125 150 175 200 225 250 275
N
mm s-1
350
400
450
500
550
600
650
0 10 20 30 40 50 60
N
mm s-1
b: Hot air gun treatmenta: Flame treatment
c: Halogen heating lamps
2X75

RESULTS-OPTIMUM TREATMENTS
0
20
40
60
80
Control Hot air treatment (2X75 mm s⁻¹)
Hot air treatment (115 mm s⁻¹)
Flame treatment (175 mm s⁻¹)
Halogen heating lamps treatment
(30 mm s⁻¹)
450
550
650
750
850
Ma
teri
al
fail
ure
(%
)
Sh
ea
r str
en
gth
(N
)
Shear strength mean in N Material failure %

RESULTS-SURFACE ROUGHNESS
-40%
-20%
0%
20%
40%
60%
80%
100%
120%
140%
160%
% c
ha
ng
e r
ela
tive
to
SR
of
co
ntr
ol
Hot air treatment
(2X75 mm s-1)
Hot air treatment
(115 mm s-1)
Flame treatment
(175 mm s-1)
Halogen heating lamps treatment
(30 mm s-1)
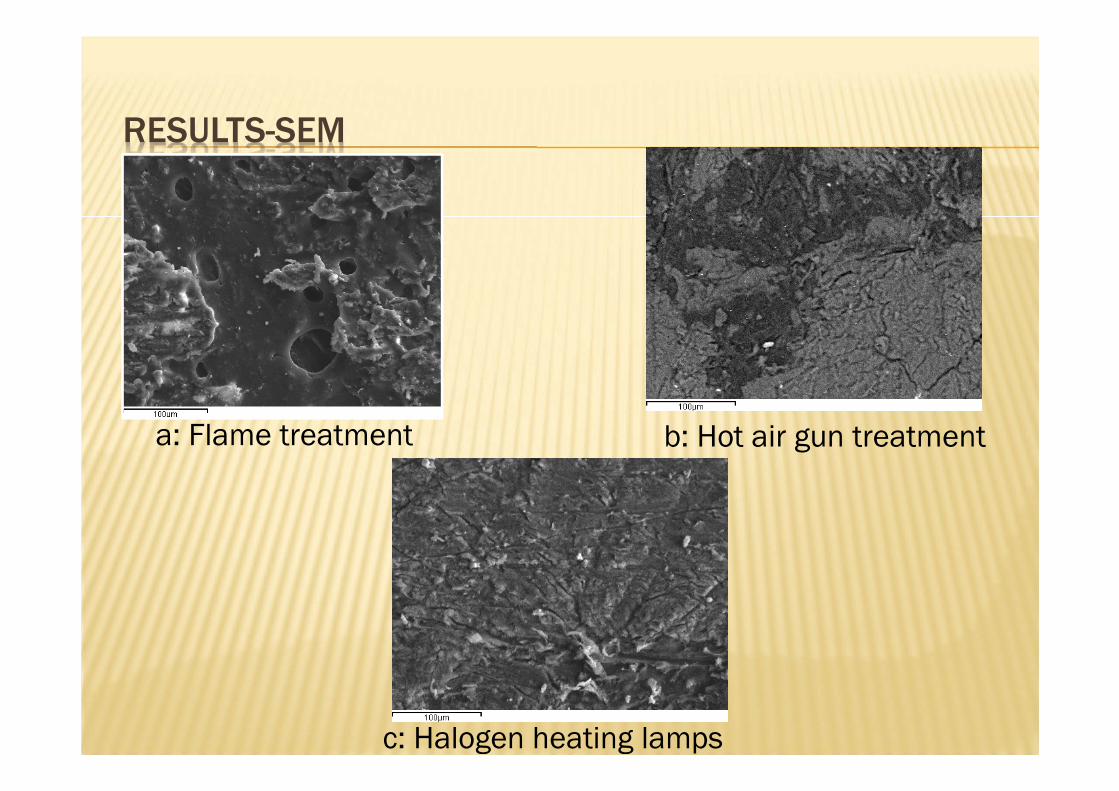
RESULTS-SEM
b: Hot air gun treatmenta: Flame treatment
c: Halogen heating lamps
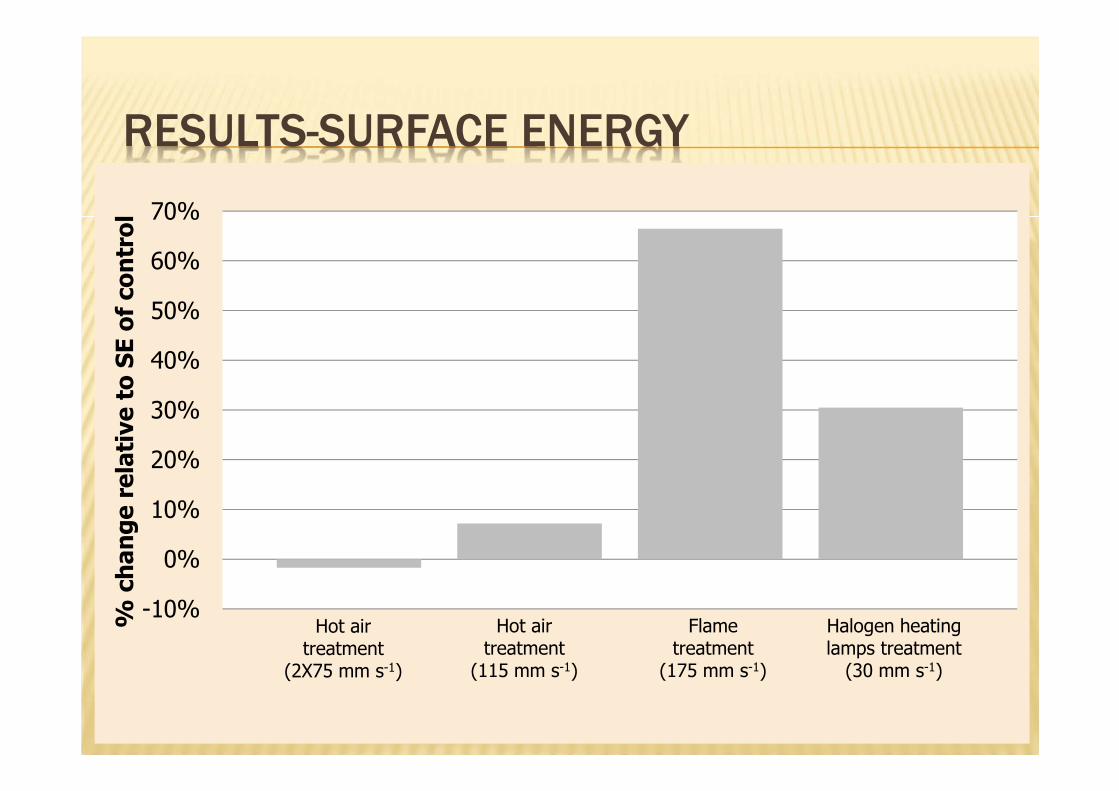
RESULTS-SURFACE ENERGY
Hydrogen peroxide treatment (pH 7.5)
Hot air treatment
(2X75 mm s-1)
Hot air treatment
(115 mm s-1)
Flame treatment
(175 mm s-1)
Halogen heating lamps treatment
(30 mm s-1)
-10%
0%
10%
20%
30%
40%
50%
60%
70%
% c
ha
ng
e r
ela
tive
to
SE
of
co
ntr
ol
Hot air treatment
(2X75 mm s-1)
Hot air treatment
(115 mm s-1)
Flame treatment
(175 mm s-1)
Halogen heating lamps treatment
(30 mm s-1)

RESULTS-FTIR ATR
HT18.5_Average
80
85
90
95%
R
HT2X75_Average
80
85
90
95
%R
control_Average
80
85
90
95
%R
500 1000 1500 2000 2500 3000 3500 4000
Wavenumbers (cm-1)
esters
Ratio: Ar

RESULTS-FTIR ATR
-10%
-5%
0%
5%
10%
15%
20%
25%
30%
35%
40%
1732 Ester Carbonyl
Ar%
Hot air treatment
18.5 mm s⁻¹
25 mm s⁻¹
31 mm s⁻¹
37.5 mm s⁻¹
67.5 mm s⁻¹
75 mm s⁻¹
2X75 mm s⁻¹
115 mm s⁻¹
-10%
-5%
0%
5%
10%
15%
20%
25%
30%
35%
40%
1732 Ester Carbonyl
Ar%
Flame treatment
125 mm s‾¹
150 mm s‾¹
175 mm s‾¹
200 mm s‾¹
225 mm s‾¹
250 mm s‾¹
-10%
-5%
0%
5%
10%
15%
20%
25%
30%
35%
40%
1732 Ester Carbonyl
Ar%
Halogen heating lamps treatment
10 mm s‾¹
20 mm s‾¹
30 mm s‾¹
40 mm s‾¹
50 mm s‾¹
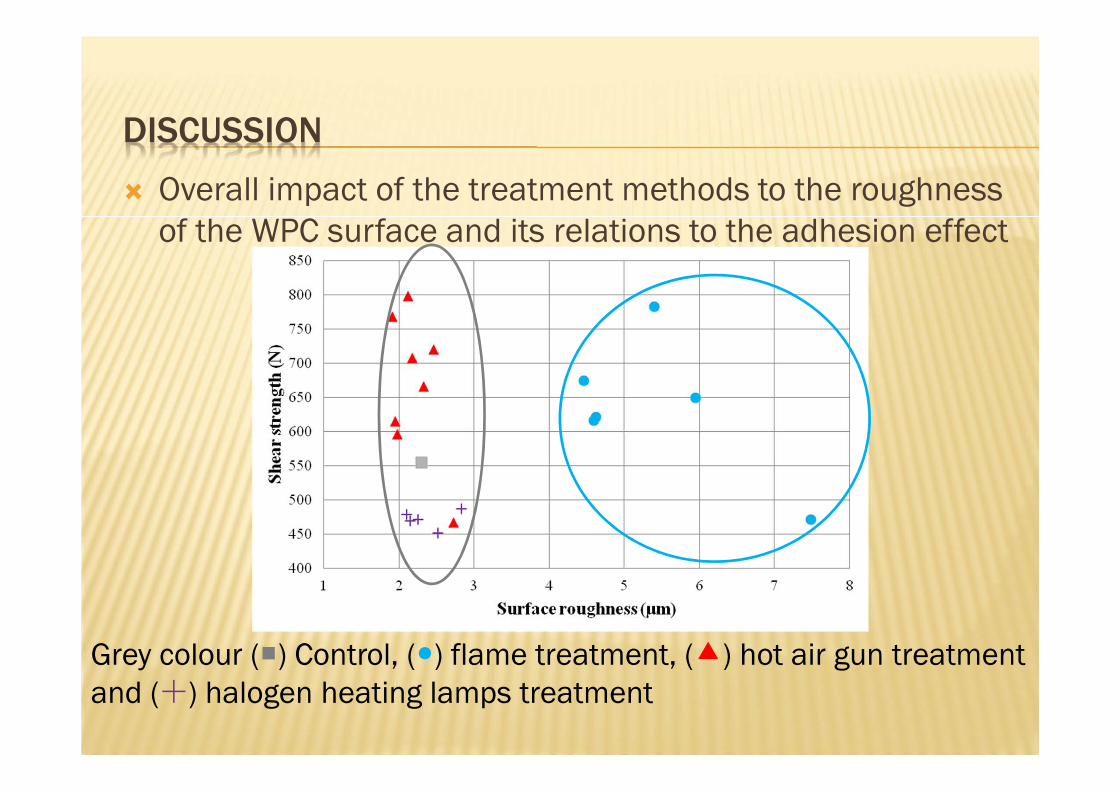
DISCUSSION
� Overall impact of the treatment methods to the roughness
of the WPC surface and its relations to the adhesion effect
Grey colour (�) Control, (�) flame treatment, (�) hot air gun treatment
and (�) halogen heating lamps treatment
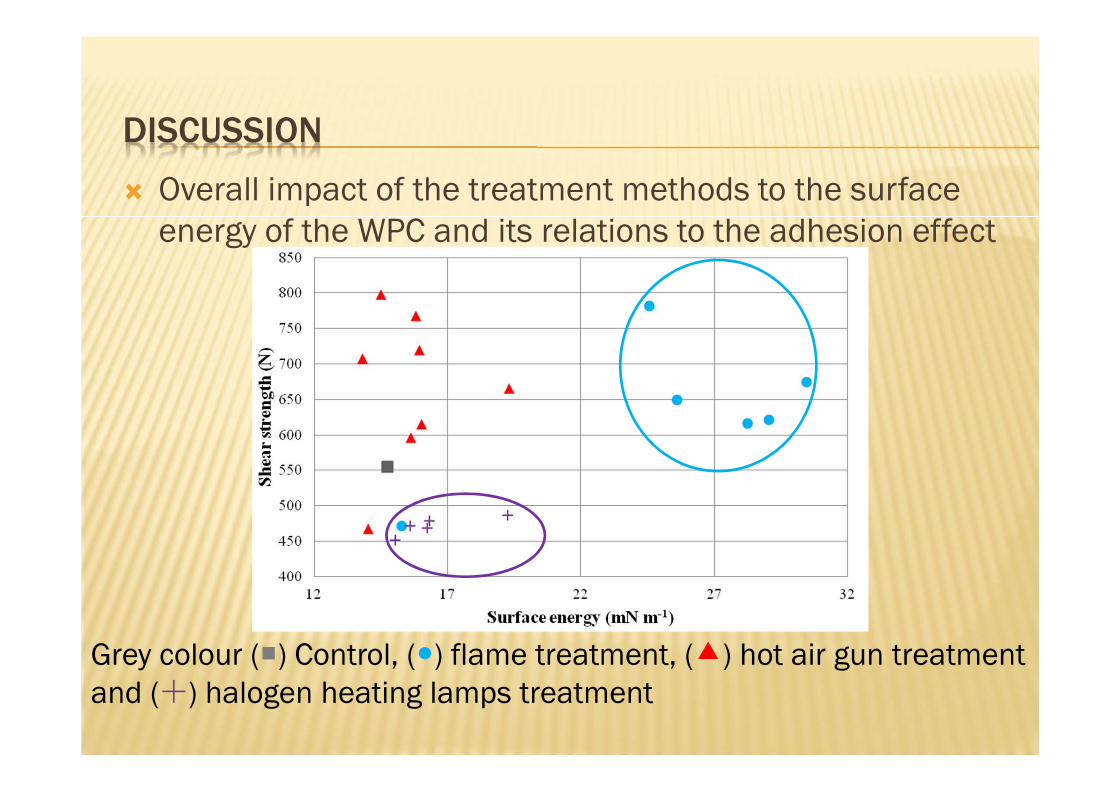
DISCUSSION
� Overall impact of the treatment methods to the surface
energy of the WPC and its relations to the adhesion effect
Grey colour (�) Control, (�) flame treatment, (�) hot air gun treatment
and (�) halogen heating lamps treatment

DISCUSSION
� Overall impact of the treatment methods to the carbonyl
content of the WPC surface and its relations to the
adhesion effect
Grey colour (�) Control, (�)flame treatment, (�) hot air gun treatment
and (�) halogen heating lamps treatment

CONCLUSION-PRACTICAL CONSIDERATIONS
� Hot air treatment� Equipment needed:
� Hot air gun
� Advantages:� Highest adhesion strength
� Do not seem to cause any damage the surface
� Disadvantages:� Very accurate procedure.
Slowest treatment speed caused adhesion strength decrease
� Interesting points:� Two times pass treatment
provided the best bond
� Flame treatment� Equipment needed:
� Flame torch with a MAPP gas tank
� Advantages:� Quickest method
� Disadvantages:� Hazardous procedure
� Very accurate procedure
� Degradation on the material surface

CONCLUSION-PRACTICAL CONSIDERATIONS
� Halogen heating lamps
� The treatment caused adhesion strength decrease
� Could be used as a treatment method to reduce the
adhesion ability of polymer materials, for surface protection
from paints and adhesives, in uses like workbenches
� Although the halogen treatment increased carbonyl content,
surface energy and surface roughness to a small extent the
adhesion strength decreased
� Further investigation of the treatment could be interesting to
understand the reasons behind this less effective adhesion
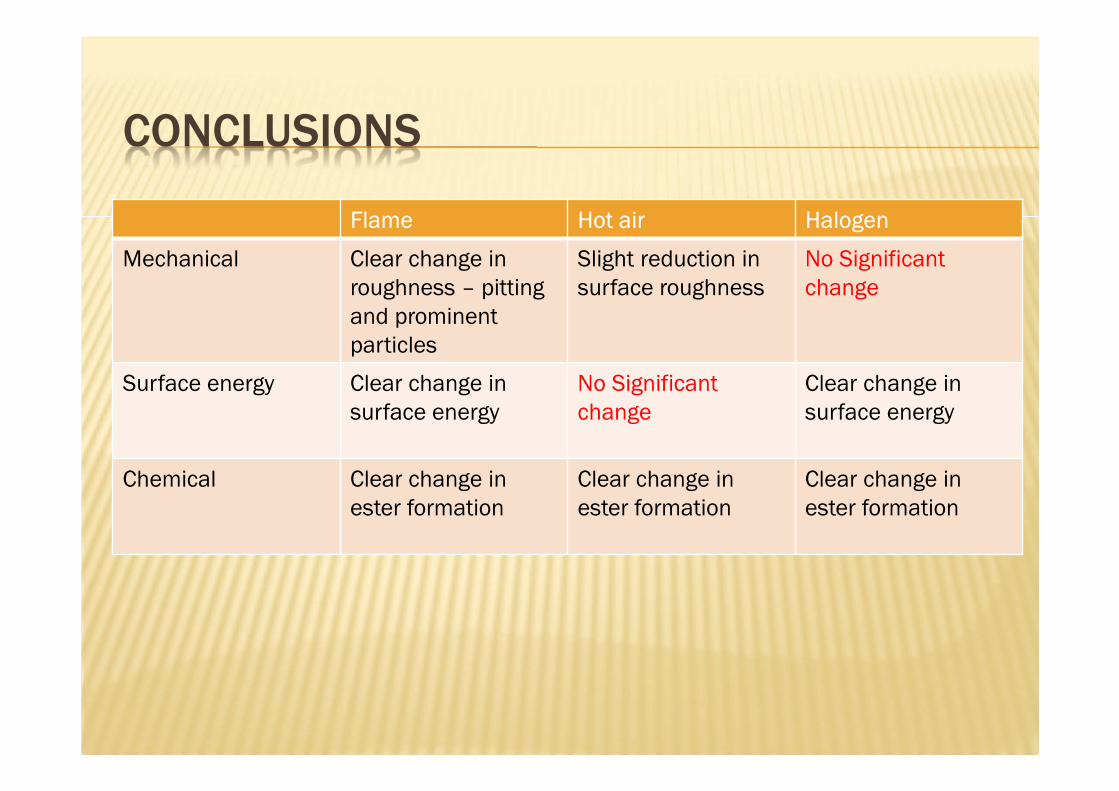
CONCLUSIONS
Flame Hot air Halogen
Mechanical Clear change in
roughness – pitting
and prominent
particles
Slight reduction in
surface roughness
No Significant
change
Surface energy Clear change in
surface energy
No Significant
change
Clear change in
surface energy
Chemical Clear change in
ester formation
Clear change in
ester formation
Clear change in
ester formation

ATHANASIOS DIMITRIOU
Thank you for your attention!